Effect of manufacturing technology on tribological properties of … text.pdf · 2017. 6. 6. ·...
7
NR 5/2016 INŻYNIERIA MATERIAŁOWA MATERIALS ENGINEERING 245 Effect of manufacturing technology on tribological properties of Co28Cr6Mo alloy Adrian Mróz 1* , Dariusz Garbiec 1 , Jarosław Jakubowicz 2 , Łukasz Łapaj 3 , Agnieszka Wielowiejska-Giertuga 1 , Monika Gierzyńska-Dolna 1 1 Metal Forming Institute, Poznan, Poland, 2 Institute of Materials Science and Engineering, Poznan University of Technology, Poznan, Poland, 3 Department of General Orthopaedics, Musculoskeletal Oncology and Trauma Surgery, Poznan University of Medical Sciences, Poznan, Poland, * [email protected] The physical, chemical, mechanical properties of alloys used in endoprosthesis components in the osteoarticular system or dental implants depend not only on the chemical composition, but also on the applied production technology. The article presents the results of friction and wear testing of samples produced by selective laser melting and spark plasma sintering of the ASTM F75 alloy powder (Co28Cr6Mo alloy). As reference material, an ASTM F1537 LC rod was used from which samples were prepared by machining. The friction and wear tests were conducted by means of a tribological tester with a block-ring tribosystem. The tests were performed without lubricating fluid at ambient temperature. The test results constituted a comparison of the frictional resistance in contact with bearing steel 100Cr6 as well as a comparison of the wear values depending on the given friction pair load as a function of sliding distance. Analysis of the wear mechanism of the test materials was based on microscopic observation of the friction surfaces, chemical composition analysis of the surfaces using energy dispersive X-ray spectroscopy as well as roughness measurements. For the friction pair involving the reference sample, the friction coefficient was characterized by a constant value of about 0.40 regardless of the load or travelled sliding distance. In the case of the samples greater frictional resistance was found. The friction coefficient for the friction pairs involving samples produced using the technology of selective laser melting and spark plasma sintering varied in the range 0.50 to 0.62 and from 0.70 to 0.74. Based on the obtained results of weight loss, it was calculated that the reference material sample was characterized by the smallest wear coefficient, while the largest was demonstrated by samples produced by spark plasma sintering. Mi- croscopic observations showed that regardless of the employed technology to produce the samples, the dominant type of wear was abrasive-adhesive wear. Analysis of the chemical composition of the tested material confirmed the tendency to form oxide layers on the surface. As a result of the ongoing wear, the roughness of the friction surfaces increased. The longer the sliding distance the sample travelled, the greater the increase in the Ra parameter value and the greater the force loading the friction couple. Key words: Co28Cr6Mo alloy, selective laser melting, spark plasma sintering, tribology. Inżynieria Materiałowa 5 (213) (2016) 245÷251 DOI 10.15199/28.2016.5.7 © Copyright SIGMA-NOT MATERIALS ENGINEERING 1. INTRODUCTION The metal parts of endoprosthesis and dental implant components are made most often from Co28Cr6Mo, Ti6Al4V alloys or auste- nitic stainless steel 316L. Their properties may vary due to their chemical composition, but also because of the technology used to prepare them [1, 2]. In recent years, increased interest in additive manufacturing techniques of metal components, including those dedicated for medical applications has been observed [3]. One such method is selective laser melting (SLM) [4]. The demands of the industry for unconventional materials with unique properties were the reasons for the development of powder metallurgy. In the last twenty years several methods of consolidating powders have appeared, in which the sintering process uses physical phenomena accompanying the flow of electric current, e.g. spark plasma sintering (SPS) [5]. In literature one can find publications proving that the implementation of these technologies, under certain conditions may have a positive impact on some biomaterial properties (e.g. corrosion resistance, reducing ions emissions, activating the process of osteointegration) [2, 6, 7]. Another extremely important aspect is resistance to tribo- logical wear. In publications devoted to the technology of melting and sintering of biomaterials, the tribological aspect is largely ig- nored, exceptions are works [2, 8]. At the same time, different re- search methods and tribological test parameters used by individual authors hinder comparison of the obtained results. Considering the above-mentioned limitations, the objective of the paper is to compare the resistance to tribological wear of sam- ples produced from ASTM F75 alloy powder [9] by selective laser melting, and spark plasma sintering. Reference material samples were machined from an ASTM F1537 LC rod [10]. The tribological tests were carried out using a tribological tester with a block-ring tribosystem. This publication is a continuation of the research pre- sented in [11], which compared the physical, mechanical and cor- rosion resistance of samples produced using SLM technology, and SPS with respect to the reference material ASTM F1537 LC. 2. MATERIALS AND METHODS To produce three sets of implants using selective laser melting and spark plasma sintering, ASTM F75 alloy powder (D 10 : 18.9 μm, D 50 : 43.5 μm, D 90 : 75.1 μm) was used. The reference material was an ASTM F1537 LC rod (diameter 40 mm). The chemical compo- sitions of the powder and the reference material are presented in Table 1. Selective laser melting was carried out by means of an SLM® 250 HL (SLM Solutions GmbH, Germany). The beam power of the fiber laser that operates in the continuous mode amounted to 175 W. Table 1. Chemical composition of ASTM F75 powder and ASTM F1537 LC reference material Tabela 1. Skład chemiczny proszku ASTM F75 oraz materiału referen- cyjnego ASTM F1537 LC Materials Cr Mo Ni C Si Mg Al Co ASTM F75 powder 27÷30 5÷7 < 0.5 < 0.35 < 1 < 1 < 0.1 balance ASTM F1537 LC rod 26÷30 5.5 0.05÷0.4 0.01÷0.04 0.60 < 1 0.3÷1 balance
Transcript of Effect of manufacturing technology on tribological properties of … text.pdf · 2017. 6. 6. ·...
-
NR 5/2016 INŻYNIERIA MATERIAŁOWA MATERIALS ENGINEERING 245
Effect of manufacturing technology on tribological properties of Co28Cr6Mo alloy
Adrian Mróz1*, Dariusz Garbiec1, Jarosław Jakubowicz2, Łukasz Łapaj3, Agnieszka Wielowiejska-Giertuga1, Monika Gierzyńska-Dolna1
1Metal Forming Institute, Poznan, Poland, 2Institute of Materials Science and Engineering, Poznan University of Technology, Poznan, Poland, 3Department of General Orthopaedics, Musculoskeletal Oncology and Trauma Surgery, Poznan University of Medical Sciences, Poznan, Poland,
The physical, chemical, mechanical properties of alloys used in endoprosthesis components in the osteoarticular system or dental implants depend not only on the chemical composition, but also on the applied production technology. The article presents the results of friction and wear testing of samples produced by selective laser melting and spark plasma sintering of the ASTM F75 alloy powder (Co28Cr6Mo alloy). As reference material, an ASTM F1537 LC rod was used from which samples were prepared by machining. The friction and wear tests were conducted by means of a tribological tester with a block-ring tribosystem. The tests were performed without lubricating fluid at ambient temperature. The test results constituted a comparison of the frictional resistance in contact with bearing steel 100Cr6 as well as a comparison of the wear values depending on the given friction pair load as a function of sliding distance. Analysis of the wear mechanism of the test materials was based on microscopic observation of the friction surfaces, chemical composition analysis of the surfaces using energy dispersive X-ray spectroscopy as well as roughness measurements. For the friction pair involving the reference sample, the friction coefficient was characterized by a constant value of about 0.40 regardless of the load or travelled sliding distance. In the case of the samples greater frictional resistance was found. The friction coefficient for the friction pairs involving samples produced using the technology of selective laser melting and spark plasma sintering varied in the range 0.50 to 0.62 and from 0.70 to 0.74. Based on the obtained results of weight loss, it was calculated that the reference material sample was characterized by the smallest wear coefficient, while the largest was demonstrated by samples produced by spark plasma sintering. Mi-croscopic observations showed that regardless of the employed technology to produce the samples, the dominant type of wear was abrasive-adhesive wear. Analysis of the chemical composition of the tested material confirmed the tendency to form oxide layers on the surface. As a result of the ongoing wear, the roughness of the friction surfaces increased. The longer the sliding distance the sample travelled, the greater the increase in the Ra parameter value and the greater the force loading the friction couple.
Key words: Co28Cr6Mo alloy, selective laser melting, spark plasma sintering, tribology.
Inżynieria Materiałowa 5 (213) (2016) 245÷251DOI 10.15199/28.2016.5.7© Copyright SIGMA-NOT MATERIALS ENGINEERING
1. INTRODUCTION
The metal parts of endoprosthesis and dental implant components are made most often from Co28Cr6Mo, Ti6Al4V alloys or auste-nitic stainless steel 316L. Their properties may vary due to their chemical composition, but also because of the technology used to prepare them [1, 2].
In recent years, increased interest in additive manufacturing techniques of metal components, including those dedicated for medical applications has been observed [3]. One such method is selective laser melting (SLM) [4]. The demands of the industry for unconventional materials with unique properties were the reasons for the development of powder metallurgy. In the last twenty years several methods of consolidating powders have appeared, in which the sintering process uses physical phenomena accompanying the flow of electric current, e.g. spark plasma sintering (SPS) [5]. In literature one can find publications proving that the implementation of these technologies, under certain conditions may have a positive impact on some biomaterial properties (e.g. corrosion resistance, reducing ions emissions, activating the process of osteointegration) [2, 6, 7]. Another extremely important aspect is resistance to tribo-logical wear. In publications devoted to the technology of melting and sintering of biomaterials, the tribological aspect is largely ig-nored, exceptions are works [2, 8]. At the same time, different re-search methods and tribological test parameters used by individual authors hinder comparison of the obtained results.
Considering the above-mentioned limitations, the objective of the paper is to compare the resistance to tribological wear of sam-ples produced from ASTM F75 alloy powder [9] by selective laser melting, and spark plasma sintering. Reference material samples
were machined from an ASTM F1537 LC rod [10]. The tribological tests were carried out using a tribological tester with a block-ring tribosystem. This publication is a continuation of the research pre-sented in [11], which compared the physical, mechanical and cor-rosion resistance of samples produced using SLM technology, and SPS with respect to the reference material ASTM F1537 LC.
2. MATERIALS AND METHODS
To produce three sets of implants using selective laser melting and spark plasma sintering, ASTM F75 alloy powder (D10: 18.9 μm, D50: 43.5 μm, D90: 75.1 μm) was used. The reference material was an ASTM F1537 LC rod (diameter 40 mm). The chemical compo-sitions of the powder and the reference material are presented in Table 1.
Selective laser melting was carried out by means of an SLM® 250 HL (SLM Solutions GmbH, Germany). The beam power of the fiber laser that operates in the continuous mode amounted to 175 W.
Table 1. Chemical composition of ASTM F75 powder and ASTM F1537 LC reference materialTabela 1. Skład chemiczny proszku ASTM F75 oraz materiału referen-cyjnego ASTM F1537 LC
Materials Cr Mo Ni C Si Mg Al Co
ASTM F75 powder 27÷30 5÷7 < 0.5 < 0.35 < 1 < 1 < 0.1 balance
ASTM F1537 LC rod 26÷30 5.5 0.05÷0.4 0.01÷0.04 0.60 < 1 0.3÷1 balance
-
246 INŻYNIERIA MATERIAŁOWA MATERIALS ENGINEERING ROK XXXVII
The other laser beam parameters are: wavelength 1070 nm, spot di-ameter 200 μm. The laser scan speed was 685 mm/s. The thickness of the powder layer was 30 μm and the overlap between the adja-cent tracks was 30%. The process was conducted in an argon atmo-sphere (O2 < 0.3%). Spark plasma sintering was carried out using an HP D 25-3 (FCT Systeme GmbH, Germany) in vacuum (5 Pa). The consolidated powder was heated at 100°C/min to a sintering temperature of 1000°C. The holding time was 5 min and the com-paction pressure was 50 MPa. Test specimens were made from the produced sintered compacts by means of numerically controlled machining tools (CNC). The cutting speed and feed rate were as follows: Vc = 25 m/min and fz = 0.05 mm during rough machining and Vc = 28 m/min and fz = 0.03 mm during finishing.
The most important physical and mechanical properties of the produced samples are presented in Table 2.
Regardless of the manufacturing technology, all the friction surfaces of the samples underwent polishing treatment to achieve a friction surface Ra roughness of less than 0.05 µm. This value ac-cording to standard ASTM F732 [14] is regarded as the maximum recommended friction surface roughness for human osteoarticular system endoprostheses. Therefore, the surfaces to be investigated were ground and polished using five different grades of sandpaper (starting from P400, then P600, P800, P1000 and finally P1200). Afterwards, green polishing paste (Pollux, Poland) was applied and the samples were cleaned in acetone using an ultrasonic bath (twice for 15 min).
The friction and wear tests were carried out using a tribologi-cal tester T-05 (Institute for Sustainable Technologies, National Re-search Institute, Poland) in accordance with standard ASTM G77 [16]. The tribosystem consisted of a immobile block made of the tested material, loaded (Tab. 3) by a ring made from 100Cr6 bearing steel (60 HRC hardness, surface roughness Ra < 0.05 μm) — con-centrated sliding contact, rotating at a constant speed of 0.722 m/s on a predetermined sliding distance. The tests were conducted at ambient temperature (23°C) without a lubricant. The relative hu-midity in the laboratory varied in the range of 50÷60%. The test result was a comparison of the average coefficient of friction and wear coefficient (defined as the ratio of volumetric wear by the quo-tient of sliding distance and the mean loading force).
Immediately before and after the friction and wear tests, the sam-ples were washed twice in acetone using an ultrasonic bath (twice for 15 min), and then dried using a vacuum drying system (pres-sure less than 66 kPa) for 60 min. After 90 min from the end of the drying process, the samples were weighed with an analytical scale R200D (Sartorius, Germany). Roughness measurements were car-ried out using a Hommel profilometer ETAMIC T8000RC (Jenop-tik AG, Germany). Analysis of the wear mechanism of the tested materials was made on the basis of SEM observation of the friction surfaces. Observations were carried out using a scanning electron microscope Inspect S (FEI, Netherlands). Analysis of the chemical composition of the oxide layers was carried out using energy dis-persive x-ray spectrometry by means of a Genesis 2000 spectrom-eter (EDAX, USA).
3. RESULTS
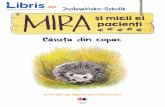
The tribological tester used in the measurement system enables one to determine the friction coefficient based on the recorded fric-tion values. Figure 1 shows the average friction coefficient values versus the sliding distance taking into account the average loading force value.
For the friction pair involving the reference sample, the friction coefficient was characterized by a constant value (approx. 0.40), re-gardless of the travelled sliding distance. In the case of the samples prepared using SLM and SPS technology, higher values of friction resistance were found. The friction coefficient varied in the range of 0.50 to 0.62 for the samples produced using SLM technology, and from 0.70 to 0.74 for the samples sintered using SPS technology.
Table 2. Characteristics of tested materials [8]Tabela 2. Charakterystyka badanych materiałów [8]
SLM SPS ASTM F1537 LC
Phase composition Coγ, Coε Coγ, Coε Coγ, CoεApparent density, g/cm3 8.30±0.01 8.11±0.10 8.36±0.02
Total porosity, % 0.71±0.08 3.09±0.62 —
Hardness, HV0.5 474±9 385±9 390±4
Table 3. Sliding distance and load applied during tribological testsTabela 3. Droga tarcia i obciążenie podczas realizacji prób tribologicz-nych
TestSliding distance
m
Mean load
N
Periodic loading in relation to sliding distance, N
0÷
1000 m
1000÷
2000 m
2000÷
3000 m
3000÷
4000 m
4000÷
5000 m
5000÷
6000 m
1 1000 100 100 — — — — —
2 2000 125 100 150 — — — —
3 3000 150 100 150 200 — — —
4 4000 175 100 150 200 250 — —
5 5000 200 100 150 200 250 300 —
6 6000 225 100 150 200 250 300 350
Fig. 1. Coefficient of friction and average loading force in relation to sliding distanceRys. 1. Współczynnik tarcia i średnia wartość obciążenia w funkcji drogi tarcia
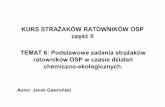
The results of the wear coefficient calculations of the tested samples are presented below. It follows from the data presented in Figure 2 that this value decreases along with a lengthening sliding distance.
Exemplary SEM micrographs showing the morphology of the friction surface of the samples in backscattered electron contrast after completion of the tribological tests are shown in Figure 3. These observations indicated that regardless of the technology of producing the samples, the dominant type of wear was abrasive-adhesive wear. As a result of friction, the cyclic formation and de-struction of adhesive connections between the cooperating surfaces occurred. The shearing of adhesive connections and pulling out of material particles result in the appearance of the friction wear prod-ucts. These products moving in the friction couple initiate abrasive wear processes. The occurrence of abrasive wear is evidenced by distinct features (material partially deformed plastically and part-ly machined in the form of chips), and traces of grooving (plastic strain of the contact areas and material upsetting on both sides of
-
NR 5/2016 INŻYNIERIA MATERIAŁOWA MATERIALS ENGINEERING 247
the groove) whose course is parallel to the direction of the rotating counter specimen–the ring of steel 100Cr6.
The susceptibility of metals to adhesive wear is evidenced not only by the tendency to graft and fuse but also perhaps by the pro-pensity of the material to form oxide layers on the surface (Fig. 4). The EDS analysis revealed a relatively high content of Fe atoms (25÷30%) for the friction surfaces after the tribological tests. This phenomenon can be explained by the transfer of material from the steel counter specimen to the friction surfaces of the tested samples.
Figure 5 illustrates an exemplary cross-section microstructure (perpendicular to the wear surface) near the wear surface for a block prepared using SLM technology. Unlike the reference and SPSed ones, material discontinuity was not disclosed. The cross-section view revealed the propagation of cracks into the material of the bot-tom plate to the depth of several tens of micrometers.
Fig. 2. Wear coefficient and average loading force in relation to sliding distanceRys. 2. Wskaźnik zużycia i średnia wartość obciążenia w funkcji drogi tarcia
1000 m 6000 m
SLM
SPS
AST
MF1
537
LC
Fig. 3. Morphology of tested samples surfaces fabricated with different technologies after sliding tests for distances of 1000 and 6000 m; SEM BSERys. 3. Morfologia powierzchni badanych próbek otrzymanych różnymi metodami po próbach tarcia dla drogi 1000 i 6000 m; SEM BSE
-
248 INŻYNIERIA MATERIAŁOWA MATERIALS ENGINEERING ROK XXXVII
The average Ra roughness value of the friction surfaces, be-fore friction and wear testing was 0.03±0.01 μm for the reference samples, 0.04±0.01 μm for the samples produced by SLM and 0.04±0.01 μm for the samples sintered by SPS. The surface rough-ness of the friction counter specimen averaged 0.13±0.03 µm. As a result of the ongoing wear, the surface roughness increased. The longer the sliding distance the sample travelled, the greater the in-crease in the Ra parameter value and the greater the force loading the friction couple. Figure 6 shows the surface roughness of test samples after travelling sliding distances of 1000 and 6000 m.
4. DISCUSSION
The employed tribological tester is dedicated mainly to study the wear properties of lubricants as well as the tribological wear resist-ance of materials used for sliding parts of machinery. The research carried out by the authors proves that the device can perform per-fectly well during initial verification of the tribological properties of biomaterials [2, 7].
The applied tribosystem in the tester (immobile block loaded with a rotating ring) has some limitations. These limitations are of particular importance in the case when the block has a cuboid shape. In contrast to a block with a concave bearing surface which corresponds to the radius of curvature of the friction surface of the ring, during the test, together with the progressing wear, the contact surface area is increased. In the initial part of the test, concentrated sliding contact appears (linear), which changes to distributed sliding contact (surface). It is precisely this phenomenon can be explained by the results presented in Figures 1 and 2. In short, the coefficient of friction is characteristic for the given friction pair and when ap-plying a constant pressure, is not dependent on the nominal value of the contact surface [9]. The frictional resistance value depends, however, among others, on the condition of the surface. Therefore, for all the tested friction pairs the friction coefficient value at the
Fig. 4. Chemical composition of layers formed on friction surfaces: a) SLM fabricated sample, b) SPS fabricated sample, c) reference sampleRys. 4. Skład chemiczny warstw powstałych na powierzchniach trących: a) próbka wytworzona metodą SLM, b) próbka wytworzona metodą SPS, c) próbka referencyjna
Fig. 5. Microstructure of cross-section (perpendicular to bearing sur-face) near bearing surface of SLM fabricated block and cracks propa-gation into the material; SEM BSERys. 5. Mikrostruktura przekroju (prostopadle do powierzchni trącej) w pobliżu powierzchni tarcia bloku wytworzonego za pomocą SLM wraz z uwidocznioną propagacją pęknięć w głąb materiału; SEM BSE
a) b)
c)
-
NR 5/2016 INŻYNIERIA MATERIAŁOWA MATERIALS ENGINEERING 249
start of the test was comparable to the value at the end of the test. The coefficient of friction for ASTM F1537 LC was characterized by a constant value of approx. 0.40, or changed in the narrow range of 0.50 to 0.62 for the laser melted samples and from 0.70 to 0.74 for the spark plasma sintered samples. Another parameter presented in the article is the wear coefficient. This parameter enables com-parison of the wear resistance of the tested materials, without giving exact constraints operating on the friction pair (load, sliding dis-tance), which facilitates comparing the test results obtained by dif-ferent authors. However, from the data presented in this study, it can be seen that contrary to theory, this value decreased with a lengthen-ing sliding distance. This phenomenon was caused by the changing conditions in the contact area of the friction surfaces. In the initial phase of the test, the greatest stress occurred at the point of contact. Along with the progressing wear, the contact area increased, and the stress decreased. In the case of the necessity to conduct preliminary friction and wear tests, especially when the expected difference in the tribological wear resistance of the tested materials is not large, the above-described defect of the block-ring tribosystem due to the geometry of the block may be of benefit. Already on a short sliding distance one can more confidently identify which material has bet-ter or worse tribological properties. However, the relative value of this parameter is subject to significant error (Fig. 2).
The smaller coefficient of friction and wear coefficient values for the ASTM F1537 LC samples compared to those produced by SLM and SPS technology may result from their optimal relation be-tween the plastic properties and the hardness. The test results which are presented in [8] showed that the highest ultimate tensile strength among the tested materials was demonstrated by the reference al-loy (1354±7 MPa). The samples prepared by SLM technology were characterized by a lower ultimate tensile strength of 1287±38 MPa, while increasing the susceptibility to brittle fracture. The samples prepared by SPS were characterized by the lowest ultimate tensile strength of 1069±38 MPa (Tab. 2). The hardness of the tested ma-terials varied in the range of 390 HV0.5 (for the reference and SPS) and more than 470 HV0.5 for SLM (Tab. 2). It is a well-known fact that the properties of Co26Cr6Mo alloys may depend on, among others, the crystallographic nature of cobalt and the formation of a second phase such as carbides [17]. In our study the phase com-position of all the three tested materials was the same and contain Coγ and hexagonal Coε phases. One of the possible explanations for the presence of the Coε phase is polishing. This was suggested by [18] who compared the X-ray diffraction spectra of unpolished SLM alloys and their metallographic sections. This behaviour is often observed in CoCrMo alloys and this is called strain-induced martensite transformation. Metastable Coγ is transformed to Coε by strain without diffusion.
The higher gravimetric wear of the SLMed and SPSed sam-ples can be explained most likely due to the different structural
properties of both materials (grain size, material interaction at the grain boundaries and porosity). For the SLMed alloy, the greater susceptibility to brittle fracture probably resulted in an increase in the amount of generated wear products, which contributed to a rise in the intensity of the abrasive wear process. The presence of hard precipitate phases adversely affects the wear because hard carbide is prone to being torn off from the rubbing surfaces (Fig. 5), re-sulting in three-body abrasive wear. Concerning the SPSed alloy and its tribological behaviour, the porosity has a significant impact on it. Porosity adversely affects the pressure tightness (the ability of a system to hold pressure), mechanical properties and wear re-sistance of the components. The level of porosity and the size and shape of the pores have a great impact on material removal during wear [19]. Both the results of morphology observations of the fric-tion surfaces (Fig. 4, 5) and roughness measurements of the surface are evidence of this (Fig. 6).
The studies were characterized by certain limitations which are par-ticularly important to the reader. First, the loading force on the friction couple on a given stretch of sliding distance was constant. Secondly, the tests were carried out without the participation of liquids simu-lating body fluids. Thirdly, the material counter specimen was a ring of bearing steel 100Cr6. Additionally, the movement of the ring was unidirectional, not oscillating at a relatively high speed (0.722 m/s). After completion of the tribological tests, analysis of the susceptibility of the surface layers to oxidation was conducted. For this purpose, the method of energy dispersive X-ray spectroscopy was used.
At the stage of preparations to undertake describing the research results in this article, it was concluded that the proposed research methodology is sufficient to carry out initial verification and com-parison of the tribological wear resistance of the tested materials. The obtained results of the study were referenced to the reference material which is the ASTM F1537 LC alloy. The tribological tester used does not allow for temporary changes in the loading force val-ue. The reason for which we abandoned the use of the lubricant was that the lubricant container has a small capacity, and during rotation of the ring, wear products are transported to the surface of the fric-tion ring to the friction couple, and thus contribute to intensification of the wear process. The second reason why it was decided not to ap-ply a lubricant was the geometry of the sample. The use of a sample with a flat friction surface does not allow one to produce a wedge effect of appropriate properties in the friction couple. Thirdly, it was repeatedly indicated in the article that these materials have potential applications in endoprosthesis or dental implant components. It is known that the rheological properties and the corrosion aggressive-ness of the aqueous solution of bovine serum or artificial saliva are different. The ring during the tests performed 60 rev/min. This is the minimum controlled value for the T-05 tester. The analysis results of the oxygen atom content in the tribological couple confirmed the ex-istence of oxide layers. Due to the nature of this method, the oxygen atom contents quoted in the text should be treated only as a guide.
Based on the obtained results, we can conclude that it is reason-able to conduct further research. One of the planned directions is to produce implant prototypes using SLM and SPS technology and tribological testing using a movement simulator. The tests will be carried out in a medium of simulated body fluid under kinematic motion and load conditions similar to those that occur in a natural joint. The second, equally interesting course concerns optimization of the technological parameters of laser melting and spark plasma sintering of the Co28Cr6Mo alloy powder.
5. CONCLUSIONS
The obtained results allow the authors to draw the following con-clusions: 1. The samples prepared from Co28Cr6Mo cobalt alloy using the
technology of selective laser melting and spark plasma sintering are characterized by inferior tribological properties compared to the reference material ASTM F1537 LC.
Fig. 6. Ra roughness of bearing surfaces of materials fabricated with different methods after sliding distances of 1000 and 6000 mRys. 6. Chropowatość Ra powierzchni trących materiałów otrzymanych różnymi metodami po przebyciu drogi tarcia 1000 i 6000 m
-
250 INŻYNIERIA MATERIAŁOWA MATERIALS ENGINEERING ROK XXXVII
2. Regardless of the production technology, the dominant type of wear of the friction surfaces was abrasive-adhesive. The inferior tribological wear resistance of the samples produced
by means of SLM and SPS technology compared to the reference material brings into question the argument as to the application of these technologies in the manufacturing process of components of implants exposed to tribological wear. However, it should be noted that there was no optimization of the technological parameters of these processes. It is possible that a change in one of them would be beneficial to increase the tribological wear resistance of the Co-28Cr6Mo alloy. The tests were carried out without the participation of liquid simulating body fluids, and the counter specimen material constituted bearing steel 100Cr6.
REFERENCES
[1] Bono C. M., Garfin S. R.: History and evolution of disc replacement. The Spine Journal 4 (2004) 145÷150.
[2] Patel B., Favero G., Inam F., Reece M., Angadji A., Bonfield W., Huang J., Edirisinghe M.: Cobalt-based orthopedic alloys: Relationship between forming route, microstructure and tribological performance. Materials Sci-ence and Engineering 32 (2012) 1222÷1229.
[3] Guoqing J., Weidong L., Lei’na G.: An adaptive process planning ap-proach of rapid prototyping and manufacturing. Robotics and Computer-Integrated Manufacturing 1 (29) (2013) 23÷38.
[4] Rivera S., Panera M., Miranda D., Belzunce V.: Development of dense and cellular solids on CrCoMo alloy for orthopedic application. Procedia Engineering 10 (2011) 2979÷2987.
[5] Garbiec D.: Iskrowe spiekanie plazmowe (SPS): teoria i praktyka. Inży-nieria Materiałowa 204 (2) (2015) 60÷64.
[6] Lu Y., Wu S., Gan Y., Li J., Zhao C., Zhuo D., Lin J.: Investigation on the microstructure, mechanical property and corrosion behavior of the selec-tive laser melted CoCrW alloy for dental application. Materials Science and Engineering C49 (2015) 517÷525.
[7] Hazlehurst K. B., Wang C. J., Stanford M.: An investigation into the flex-ural characteristics of functionally graded cobalt chrome femoral stems manufactured using selective laser melting. Materials and Design 60 (2014) 177÷183.
[8] Zhu Y., Zou J., Chen X., Yang H.: Tribology of selective laser melting processed parts: Stainless steel 316 L under lubricated conditions. Wear 350-351 (2016) 46÷55.
[9] ASTM F-75-12, Standard specification for Cobalt–28 Chromium–6 Mo-lybdenum alloy castings and casting alloy for surgical implants.
[10] ASTM F-1537-11, Standard specification for wrought Cobalt–28 Chro-mium–6 Molybdenum alloys for surgical implants.
[11] Mróz A., Jakubowicz J., Gierzyńska-Dolna M., Wiśniewski T., Justyna W.: Wpływ technologii wytwarzania wyrobów ze stopu Co28Cr6Mo na ich właściwości fizyczne, mechaniczne i odporność korozyjną. Inżynieria Materiałowa 36 (1) (2015) 2÷8.
[12] ASTM F-732-00, Standard test method for wear testing of polymeric ma-terials used in total joint prostheses.
[13] ASTM G-77 Standard test method for ranking resistance of materials to sliding wear using block-on-ring wear test.
[14] Mróz A., Garbiec D., Wielowiejska-Giertuga A., Wiśniewski T., Gierzyńska-Dolna M., Agnieszka M.: Structural, mechanical and tribo-logical properties of spark plasma sintered Ti6Al4V alloy. Archives of Metallurgy and Materials 61 (2) (2016) 665÷670.
[15] Garbiec D., Mróz A., Wiśniewski T., Miler M., Heyduk F., Gierzyńska--Dolna M.: Wpływ ciśnienia prasowania i szybkości nagrzewania na zuży-cie tribologiczne spieków z proszku Ti6Al4V wytwarzanych metodą SPS. Obróbka Plastyczna Metali 24 (2) (2015) 147÷158.
[16] Nosal S.: Tribologia. Wprowadzenie do zagadnień tarcia, zużywania i smarowania. Wyd. Politechniki Poznańskiej, Poznań (2012).
[17] Chen Y., Li Y., Kurosu S., Yamanaka S., Tang N., Koizumi Y., Chiba A.: Effects of sigma phase and carbide on the wear behavior of CoCrMo al-loys in Hanks’ solution. Wear 310 (1-2) (2014) 51÷62.
[18] Hedberg Y. S., Qian B., Shen Z. Virtanen, S., Wallinde I. O.: In vitro bio-compatibility of CoCrMo dental alloys fabricated by selective laser melt-ing. Dental Materials 30 (5) (2014) 525÷534.
[19] Islam A., Farhat Z. N.: Effect of porosity on dry sliding wear of Al–Si al-loys. Tribology International 44 (4) (2011) 498÷504.
-
NR 5/2016 INŻYNIERIA MATERIAŁOWA MATERIALS ENGINEERING 251
Wpływ technologii wytwarzania wyrobów ze stopu Co28Cr6Mo na ich właściwości tribologiczne
Adrian Mróz1*, Dariusz Garbiec1, Jarosław Jakubowicz2, Łukasz Łapaj3, Agnieszka Wielowiejska-Giertuga1, Monika Gierzyńska-Dolna1
1Instytut Obróbki Plastycznej w Poznaniu, 2Instytut Inżynierii Materiałowej, Politechnika Poznańska, 3Klinika Ortopedii Ogólnej, Onkologicznej i Traumatologii, Uniwersytet Medyczny w Poznaniu, *[email protected]
Inżynieria Materiałowa 5 (213) (2016) 245÷251DOI 10.15199/28.2016.5.7© Copyright SIGMA-NOT MATERIALS ENGINEERING
Słowa kluczowe: stop Co28Cr6Mo, selektywne przetapianie laserowe, iskrowe spiekanie plazmowe, tribologia.
1. CEL PRACY
Właściwości stopów stosowanych na endoprotezy układu kostno--stawowego lub implanty stomatologiczne mogą różnić się nie tyl-ko ze względu na skład chemiczny, ale także ze względu na zasto-sowaną technologię wytwarzania. W ostatnich latach obserwowano wzrost zainteresowania technikami addytywnymi oraz rozwój me-tod konsolidacji materiałów proszkowych, które w procesie spie-kania wykorzystują zjawiska fizyczne towarzyszące przepływowi prądu elektrycznego. Przykładami takich technologii są odpowied-nio selektywne przetapianie laserowe (SLM) oraz iskrowe spieka-nie plazmowe (SPS). Dostępne publikacje wskazują na możliwość wykorzystania tych technologii do wytwarzania endoprotez, przy czym aspekt odporności na zużycie tribologiczne nie jest w tych pracach wystarczająco wyjaśniony. Celem podjętej pracy było po-równanie odporności na zużycie tribologiczne i mechanizmu zuży-cia próbek wytworzonych z proszku stopowego ASTM F75 z za-stosowaniem technologii SLM i SPS w odniesieniu do materiału referencyjnego ASTM F1537 LC.
2. MATERIAŁ I METODYKA BADAŃ
Do wytworzenia próbek z wykorzystaniem technologii SLM i SPS zastosowano proszek stopowy ASTM F75 o średniej wielkości cząstek wynoszącej 43,5 μm. Materiał referencyjny stanowił pręt ASTM F1537 LC (średnica 40 mm). Próby tarciowo-zużyciowe przeprowadzono za pomocą testera tribologicznego T-05 (ITEE--PIB, Polska) zgodnie ze standardem ASTM G77. Skojarzenie badawcze stanowił nieruchomy blok wykonany z badanego ma-teriału, dociskany z ustaloną siłą do pierścienia wykonanego ze stali łożyskowej 100Cr6, obracającego się ze stałą prędkością na zadanej drodze tarcia. Próby realizowano w temperaturze pokojo-wej bez udziału cieczy smarującej. Wynik badań stanowiło porów-nanie średnich wartości współczynnika tarcia i średnich wartości wskaźnika zużycia w funkcji drogi tarcia i obciążenia. Analizę me-chanizmu zużycia badanych materiałów dokonano na podstawie obserwacji mikroskopowych powierzchni trących, badań składu chemicznego metodą EDS oraz pomiarów chropowatości.
3. WYNIKI I ICH DYSKUSJA
Zastosowane w testerze skojarzenie badawcze charakteryzuje się pewnymi ograniczeniami. Ograniczenia te nabierają szczególne-go znaczenia, gdy zastosowany blok ma kształt prostopadłościa-nu. W początkowej fazie próby występuje styk skoncentrowany
(liniowy), który zmienia się w styk rozłożony (powierzchniowy). Tym zjawiskiem można tłumaczyć wyniki zaprezentowane na ry-sunkach 1 i 2. W uproszczeniu wartość współczynnika tarcia jest charakterystyczna dla danej pary trącej i nie zależy od wartości nominalnej powierzchni styku. Dlatego dla wszystkich badanych par trących wartość współczynnika tarcia na początku próby była porównywalna z wartością na końcu próby. Współczynnik tarcia dla ASTM F1537 LC charakteryzował się stałą wartością ok. 0,40 lub zmieniał się w wąskim przedziale od 0,50 do 0,62 i od 0,70 do 0,74 odpowiednio dla próbek wytworzonych za pomocą SLM i SPS. Kolejny parametr, jakim jest wskaźnik zużycia, jest definio-wany jako iloraz zużycia objętościowego przez iloczyn średniej wartości obciążenia i zadanej drogi tarcia. Parametr ten umożliwia porównywanie odporności na zużycie badanych materiałów bez podania dokładnych wymuszeń działających na parę trącą (obcią-żenie, droga tarcia). Z danych zaprezentowanych w artykule można wnioskować, że wbrew teorii wartość tego parametru zmniejszała się wraz z wydłużającą się drogą tarcia. Zjawisko to było spowodo-wane zmieniającymi się warunkami w obszarze styku powierzch-ni trącej. Obserwacje mikroskopowe wykazały, że niezależnie od zastosowanej technologii wytwarzania próbek dominującym ro-dzajem zużycia było zużycie ścierno-adhezyjne (rys. 3). Analiza składu chemicznego potwierdziła skłonność badanych materiałów do tworzenia na powierzchni warstw tlenkowych. Na skutek po-stępującego zużycia chropowatość powierzchni trących zwiększała się (rys. 4). Wartości parametru Ra zależały od zadanej drogi tarcia i zastosowanego obciążenia.
4. PODSUMOWANIE
Otrzymane wyniki badań pozwalają na sformułowanie następują-cych wniosków: – Próbki wytworzone ze stopu Co28Cr6Mo z zastosowaniem
technologii SLM oraz SPS charakteryzują się gorszymi właści-wościami tribologicznymi w porównaniu z materiałem referen-cyjnym ASTM F1537 LC.
– Niezależnie od zastosowanej technologii wytwarzania dominu-jącym rodzajem zużycia powierzchni trących było zużycie ścier-no-adhezyjne. Analiza składu chemicznego potwierdziła skłon-ność badanych materiałów do tworzenia na ich powierzchni warstw tlenkowych, a na skutek postępującego zużycia chropo-watość powierzchni trących zwiększała się. Wartość parametru Ra zależała od zadanej drogi tarcia i zastosowanego obciążenia.