Efektywność energetyczna procesu mycia w zakładach...
22
„Efektywność energetyczna procesu mycia w zakładach przemysłu spożywczego” mgr inż. Maciej Wawrzyniak, dr hab. inż. Dariusz Piotrowski Szkoła Główna Gospodarstwa Wiejskiego w Warszawie, Wydział Nauk o Żywności, Katedra Inżynierii Żywności i Organizacji Produkcji Konferencja Naukowa „Problemy gospodarki energią i środowiskiem w rolnictwie, leśnictwie i przemyśle spożywczym” SGGW, Warszawa, 13.09.2016
Transcript of Efektywność energetyczna procesu mycia w zakładach...

„Efektywność energetyczna procesu mycia w zakładach przemysłu
spożywczego”
mgr inż. Maciej Wawrzyniak, dr hab. inż. Dariusz Piotrowski
Szkoła Główna Gospodarstwa Wiejskiego w Warszawie, Wydział Nauk o Żywności,
Katedra Inżynierii Żywności i Organizacji Produkcji
Konferencja Naukowa „Problemy gospodarki energią i środowiskiem
w rolnictwie, leśnictwie i przemyśle spożywczym”
SGGW, Warszawa, 13.09.2016

KONSPEKT PREZENTACJI
PRZEGLĄD LITERATURY PRZEDMIOT: Efektywność energetyczna procesu mycia w zakładach przemysłu
spożywczego
1.1. Mycie przemysłowe – uwarunkowania formalno-prawne 1.2. Zanieczyszczenia modelowe warunkowane procesem technologicznym 1.3. Metody, techniki i narzędzia projektowania higienicznego 1.4. Efektywność procesu mycia 1.5. Kinetyka procesu mycia 1.6. Klasyfikacja przemysłowych metod i technik mycia 1.6.1. CIP (ang. cleaning-in-place) 1.6.2. Packo Industry – CIP case study 1.6.3. Energia w procesie mycia CIP 1.6.4. Rozwojowe i niekonwencjonalne techniki 1.6.4.1. Mycie pulsacyjne (ang. pulsed flow) 1.6.4.2. P-I-G (ang. pipeline intervention gauge) 1.6.4.3. Mycie ultradźwiękowe (ang. ultrasound cleaning) 1.7. Wskaźniki efektywności procesu mycia 1.8. Spostrzeżenia i wnioski

•Wytyczne ustawodawcy – określające legalizacja działalności – obowiązkowe: •Rozporządzenie Parlamentu Europejskiego i Rady (WE) No. 852-854/ 2004 nazywany pakietem higieniczny •Dyrektywa maszynowa 98/37/EC—Załącznik 1, Punkt 2.1. Maszyny dla przemysłu rolno-spożywczego •Rozporządzenie 2002: Rozporządzenie Parlamentu Europejskiego i Rady (WE) nr 178/2002z dnia 28 stycznia 2002 r. ustanawiające ogólne zasady i wymagania prawa żywnościowego •Prawo energetyczne (Dz. U. z 2015 r. poz. 2365); ustawa podpisana przez Prezydenta RP dnia 02.09.2016 •Wytyczne branżowe – dobrowolne: •PN 18001:2004 – System zarządzanie bezpieczeństwem i higieną pracy (BHP) •DIN 10516:2009-05 – Lebensmittelhygiene – Reinigung und Desifektion •PN-EN 1672-2+A1:2009: Maszyny dla przemysłu spożywczego: Pojęcia podstawowe. Część 2: Wymagania z zakresu higieny •Związek Pracodawców Przemysłu Piwowarskiego w Polsce „Browary Polskie” (2005): Najlepsze dostępne techniki (BAT). Ministerstwo Środowiska, Warszawa, 1-31, http://www.ekoportal.gov.pl/fileadmin/Ekoportal/Pozwolenia_zintegrowane/poradniki_branzowe/10._Najlepsze_Dostepne_Techniki__BAT__wytyczne_dla_przemyslu_piwowarskiego_-_opracowanie_z_inicjatywy_Zwiazku_Przemyslu_Piwowarskiego_w_Polsce_-_Browary_Polskie.pdf dostęp dnia 3.08.2016 – podkreśla uwarunkowania energetyczne dla procesu mycia •Komisja Europejska 2006. Zintegrowane zapobieganie zanieczyszczeniom i ich ograniczanie. Dokument referencyjny na temat najlepszych dostępnych technik w przemyśle spożywczym. Opracowanie, 1-258 po polsku http://www.ekoportal.gov.pl/fileadmin/Ekoportal/Pozwolenia_zintegrowane/BREF/13a_Dokument_referencyjny_BREF_Przemysl_spozywczy_FDM_czesc_1.pdf, dostęp dnia 3.08.2016 lub opracowanie po angielsku 1-682 http://eippcb.jrc.ec.europa.eu/reference/BREF/fdm_bref_0806.pdf – podkreśla uwarunkowania energetyczne dla procesu mycia
1.1. Mycie Przemysłowe – Uwarunkowania formalno-prawne

Usuwanie zanieczyszczeń jest procesem energochłonnym. Dążąc do podniesienia standardów procesu mycia, należy doprowadzić więcej energii w celu osiągnięcia odpowiedniego stanu powierzchni.
1.2. Zanieczyszczenia modelowe warunkowane procesem technologicznym
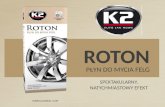
Rys. 1. Mapa mycia klasyfikująca problemy bazując na typie zanieczyszczeń i wykorzystaniu środka chemicznego
Opracowanie i tłumaczenie własne na podstawie (Lewicki 2007, Kylee i wsp. 2013)
Chemiczne roztwory
Podgrzana woda
Typ 3. Kohezyjne ciała stałe
Typ 1. Lepkie ciecze
Typ 2. Biofilmy

HACCP
•Mycie i dezynfekcja •Rozwiązania techniczne oraz konstrukcyjne
maszyn i urządzeń, hal produkcyjnych,
Wraz z akcesją Polski do UE rozpoczęto wprowadzanie norm HACCP. Nastąpiło nie tylko podniesienie norm higienicznym, ale również podniesiono standardy produkcyjne. Wprowadzono nowocześniejsze maszyny służące produkcji żywności, które z reguły posiadały wyższą efektywność energetyczną.
1.3. Metody, techniki i narzędzia projektowania higienicznego
Opracowanie własne na podstawie (Ustawa 1985, Rozporządzenie 2004, Ustawa 2006, PN-EN ISO 14159:2008, PN-EN 1672-2+A1:2009, Ustawa 2010)
Rys. 2. Podejście procesowe koncepcji HACCP
Pro
jekt
ow
anie
hig
ien
iczn
e
Nak
ład
śro
dkó
w m
ater
ialn
ych

A. Konstrukcja urządzeń
C. Proces mycia
B. Charakterystyka produktu i procesu
1.4. Efektywność procesu mycia
Czynniki decydujące o skuteczności mycia:
I.Rodzaj i typ poddawanych myciu zanieczyszczeń,
II.Parametry procesu
III.Organizacja procesu
IV.Rozwiązania konstrukcyjne
Opracowanie własne na podstawie (Lewicki 2007, Fellows 2009)
Rys. 3. Schemat relacyjny czynników wpływających na przebieg procesu mycia w liniach technologicznych

1.5. Kinetyka procesu mycia
Rys. 4. Wykres kinetyki mycia
faza 1- faza akceleracji; faza 2 – faza
stagnacji;
faza 3 – faza opadającej szybkości
Reakcja
chemiczna Reakcja fizyczne
• Zasadniczy czynnik
powodujący
rozpuszczanie
zanieczyszczeń.
• Transport masy: wnikanie
detergentu do
powierzchni warstwy;
przenoszenia
rozpuszczonego cząstek
osadu z powierzchni
do objętości płynu
Tabela 1. Chemiczne i fizyczne mechanizmy mycia
Kinetyka procesu warunkowana jest optymalnym doborem wartości czynników
procesowych (tj. czasu, temperatury, składu i stężenia środków myjących)
Czas, t [min]
Faz
y p
roce
su
myc
ia
Opracowanie własne na podstawie (Moerman i wsp. 2014, Piepiórka-Stepuk i Diakun 2014)
Dodatkową zaletą intensyfikacji tych oddziaływań jest możliwość obniżenia stężeń środków myjących, temperatury substancji myjącej oraz skrócenie czasu mycia. Co przekłada się na zapotrzebowanie energetyczne procesu mycia.

Hydro-mechaniczne P
RZE
PŁY
W C
IEC
ZY
KA
WIT
AC
JA
ULT
RA
DŹW
IĘK
OW
A
Ze znaczącym oddziaływaniem środków chemicznych
Zasa
do
we
Kw
aso
we
Enzy
mat
yczn
e
Śro
dki
sp
ec.
Rys. 5. Klasyfikacje metod i technik mycia
Opracowanie własne na podstawie (Diakun 2013)
1.6. Klasyfikacja metod i technik mycia

Mycie w basenach *płuczki
ultradźwiękowe
Mycie sprzętem mobilnym
Szczotki *ręczne, mechaniczne
Agregaty *ciśnieniowe, pianowe
Specjalne stanowiska mycia
Stacje CIP
Stopień organizacji i automatyzacji
Typ obiektów
CIP
• W obiegu zamkniętym, czynnik krąży w instalacji
COP
• Ręczne
• Wspomagane mechaniczne
Rys. 6. Klasyfikacje metod i technik mycia
Opracowanie własne na podstawie (Diakun 2013)
1.6.Klasyfikacja metod i technik mycia

Metody, techniki i narzędzia higienizacji wspomagające usuwanie akcję higienizacji
A. Ręczne
B. Półautomatyczne - wspomagane mechanicznie
Odkurzacze przemysłowe (metoda sucha; mokra),
• Myjnie zanurzeniowe części np. baseny ultradźwiękowe
• Urządzenia czyszczące suchym lodem
• Stacjonarne mycie wysokim ciśnieniem
• Inne
C. Automatyczne:
• System mycia CIP (ang. cleaning-in-place)
• Zapotrzebowanie na energię i media myjące dla różnych sposobów mycia
jest przedmiotem prac badawczych oraz badań firmach konstruujących zróżnicowane rozwiązania do mycia.
1.6. Klasyfikacja metod i technik mycia
Opracowanie własne na podstawie (Tamime 2008)

Badania naukowe: •Badanie parametrów
procesu •Badania konstrukcyjne
Zdefiniuj standard CIP •Najlepszy konstrukcja
dla procesu •Najlepsze parametry
procesu
Czy poziom higieny został osiągnięta?
Brak badań fundamentalnych np. wpływ parametrów CIP dla różnych typów zanieczyszczeniem
Niezgodność np. niedostatecznie obsługa, kontrola
Przyczyny?
Ustanowienia standardów we wszystkich lokalizacjach Poprzez edukację, szkolenia, oddelegowanie obowiązków i zapisywanie i przeglądanie wyników procesu CIP
Wkł
ad ś
r. n
auko
weg
o
Do
świa
dcz
enia
p
rakt
yczn
e
Doświadczenia praktyczne
1.6.1. CIP (ang. Cleaning-in-Place)
Opracowanie własne i wybór na podstawie (Najlepsze dostępne techniki (BAT) 2005, Komisja Europejska 2006)
Rys. 7. Drzewo decyzyjne opracowywania standardów w metodzie mycia CIP
TAK NIE

Wprowadzone elementy (np. dodatkowy zbiornik) mają za zadanie minimalizację użycia zasobów wodno-energetycznych, skrócenie czasu trwania mycia i zużycia środków chemicznych w poszczególnych etapach
Opracowanie własne na podstawie (Tamine 2008)
1.6.1. CIP (ang. Cleaning-in-Place)
Energochłonność procesu mycia może zostać obniżona poprzez wprowadzenie rozwiązań automatycznej regulacji i sterowania. Różnice występują w budowie i konstrukcji np. stacja mycia typ pełnego odzysku mediów, Stacja mycia typu częściowego odzysku mediów Docelowym rozwiązaniem technicznym nie w wszystkich lecz w wielu liniach przemysłu spożywczego jest wprowadzenie metody mycia bez demontażu elementów instalacji CIP.
Dążąc do podniesienia standardów procesu mycia , należy doprowadzić więcej energii w celu osiągnięcia odpowiedniego stanu powierzchni.

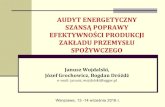
Uwarunkowania energetyczne rozpatrywane są również przy wyborze elementów myjących (typu głowica myjąca CIP) i są na tyle ważne, że poszczególne firmy przedstawiają (w dokumentacji ofertowej lub techniczno-ruchowej) zalety swoich rozwiązań konstrukcyjnych.
Głowice myjące - CIP
Promień czyszczenia [m]
Cał
kow
ite
zuży
cie
wo
dy
[m3/h
]
1.6.1 CIP (ang. Cleaning-in-Place)
Opracowanie własne i wybór na podstawie (Tamine 2008)
Rys. 8. Całkowite zużycie wody [m3/h] w zależność dla zróżnicowanego promienia czyszczenia [m] w zbiorniku dla (1) głowice stacjonarne – kierunkowe, (2) głowica obrotowo – stacjonarna, (3) głowica strumieniowa

Tab. Dane wejściowe klienta w procedurze
obliczeniowej do wyznaczania wskaźnika rentowności
Tab. CUSTOMER INPUT FOR PACKO CIP ROI TOOL
PROGRAM MYCIA / CLEANING PROGRAM
Cleaning Step Water volume (l) Temperature (°C) Cleaning Agent (%)
Prerinse 275 60
Circulation with alkaline cleaning agent 200 60 2,0
Intermediate rinse 250 60
Circulation with desinfectant 150 60 1,0
Final rinse 275 60
1.6.2. Packo Industry – CIP case study
Klient to średniej wielkości producent sosów i dressingów w Holandii Mobilna - 1 zbiornik - CIP System pracuje od 2011 do czyszczenia zbiorników procesowych. W związku z rozwojem, produkcja potroiła się w ciągu kilku lat. Obecnie PACKO Industry proponuje - mobilny system CIP, który służy do 6 - 8 cyklów czyszczenia dziennie. Obsługa jest uciążliwą, co przekłada się na wysoki koszt czyszczenia. Klient musi zdecydować, czy zamierza zainwestować w innym systemie CIP mobilny lub w system CIP 3 zbiornikowy umożliwiając ponowne wykorzystanie zasadowych roztworów czyszczących i medium płuczącego jakim jest woda. Poniższe zadanie obliczeniowe wykorzystujące procedurę obliczeniową do wyznaczania wskaźnika rentowności ROI {ang. ROI Tool - return on investment (ROI)}, które ukazuje opracowane przez PACKO Industry podejście do zwrotu z inwestycji.

Tab. Składowe kosztów
Tab. COST parameters
Cleaning temperature 60 °C
Water temperature 15 °C
Water cost 0,68 EUR/m3
Waste water cost 9,65 EUR/m3
Cost alkaline cleaning agent 1,956 EUR/l
Cost desinfectant 1,975 EUR/l
Cost heating (gas) 0,3681 EUR/kWh
Cost heating (electricity) 0,087 EUR/kWh
Cost heating (steam) 40 EUR/ton
Manhours per cleaning cycle 3 tank CIP 0,25 h
Manhours per cleaning 1 tank mobile CIP system 0,1 h
Labor cost per hour 40 EUR/h
Number of cleaning cycles per year 1750 #
WaterCost
PerCycle
Cleaning agent
Cost PerCycle
Energy Cost
PerCycle
ManhourCost
Per Cycle
Total Cleaning
Cost PerCycle
Cleaning
Cycles
Per Year
Total
Cleaning
Cost Per
Year
CAPEX
€ 10,07 € 4,55 € 3,65 € 4,00 € 22,00 1750 € 38 500 € 160 000
WaterCost
PerCycle
Cleaning
agent Cost
PerCycle
EnergyCost
PerCycle
ManhourCost
Per Cycle
Total
Cleaning
Cost
PerCycle
Cleaning
Cycles
Per Year
Total
Cleaning
Cost Per
Year
CAPEX
€ 14,72 € 10,79 € 4,88 € 10,00 € 40,00 1750 € 70 000 € 60 000
Dane wyjściowe w procedurze obliczeniowej do wyznaczania wskaźnika rentowności ROI OUTPUT PACKO CIP ROI TOOL 3 tanks CIP system with recuperation of alcaline cleaning solution and final rinse water Mobile CIP 1 tank CIP system without recuperation of cleaning solution or final rinse water
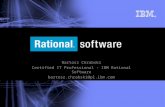
Fig. 9. Blue line: Skid mounted CIP system with 3 tanks Yellow line: mobile CIP system with 1 tank
Rys. 9. Niebieska linia: System 3 zbiornikowy Żółta linia: Mobilny system CIP 1 zbiornikowy
1.6.2. Packo Industry – CIP case study

1. Wysokie zużycie energii związane jest przede wszystkim z ilością i temperatura wody którą wykorzystujemy w procesie mycia
2. W procesie mycia należy ograniczyć ilość podgrzewanej wody i nie stosować (w miarę możliwości) wysokich temperatur.
3. Wzrost całkowitego zużycia energii nie zawsze przekłada się na wzrost skuteczności mycia!
1. Energia potrzeba na ogrzewanie medium myjącego
2. Energia potrzeba na wymuszenie przepływu czynnika myjącego
1.6.3. Energia w procesie mycia CIP
Opracowanie własne na podstawie (Diakun I Mierzejewska 2012)

•Technologia P-I-G polega na wyprowadzaniu przez rurociąg zawartości produktu przez dokładnie dopasowany tłok tzw. P-I-G (ang. pipeline intervention gauge), napędzany przykładowo sprężonym powietrzem.
•Elementy tłoczące mogą mieć wiele rozwiązań konstrukcyjnych.
Opracowanie własne na podstawie (Fellows 2009)
1.6.4.1. Rozwojowe i niekonwencjonalne techniki mycia i dezynfekcji – P-I-G

1. Udokumentowane i mierzalne rezultaty prac badawczych pozwalają
zakwalifikować metodę mycia pulsacyjnego do współczesnych
i rozwojowych technik mycia zamkniętych linii aparaturowych
z kapitałem na wdrożenie w realiach przemysłowych. Podstawową
zaletą dyskutowanego rozwiązania jest możliwość uzyskania wzrostu
skuteczności mycia w systemie CIP przy równoczesnym ograniczeniu
zużycia mediów energetycznych.
2. Można wyszczególnić różnego rodzaju rozwiązania konstrukcyjne,
gdzie możliwe jest generowanie przepływu pulsacyjnego o zróżnicowanej
charakterze prowadzenia procesu.
3. Obecnie w literaturze polskojęzycznych nie spotyka się omówienia
wariantów technicznych generowania przepływu pulsacyjnego
dla celów mycia.
Analiza własna na podstawie porównywanej literatury (Gillham i wsp. 2000, Augustin i wsp. 2010)
1.6.4.2. Rozwojowe i niekonwencjonalne techniki mycia i dezynfekcji - PP

•Mycie ultradźwiękowe ma miejsce w myjkach zanurzeniowych.
•Stosowanie fal o małej częstotliwości (od 18 do 45 kHz) jest skuteczne w porównaniu do fal o częstotliwościach powyżej 45 kHz.
1.6.4.3. Rozwojowe i niekonwencjonalne techniki mycia i dezynfekcji – Mycie ultradźwiękowe
Rys. 15. Ultradźwiękowa częstotliwość a wielkość kawitacji i liczebność
Opracowanie własne na podstawie (Fellows 2009)

1. Wskaźnik czasowy:
Et (kg • s-1) = (usunięta masa osadu) • (czas mycia) -1
2. Wskaźnik zużycia cieczy: EV (kg • (m3)-1) = (usunięta masa osadu) • (zużyta objętość cieczy myjących) -1
3. Wskaźnik energetyczny: EE (kg • J-1) = (usunięta masa osadu) • (dostarczona energia) -1
4. Wskaźnik kosztowy:
ECOST (kg • zł -1) = (usunięta masa osadu) • (poniesione koszty) -1
1.7. Wskaźniki efektywności procesu mycia
Analiza i tłumaczenie na podstawie (Kylee i wsp. 2014, Skoczkowski i Bielecki 2016)

1. Zapotrzebowanie na energię i media myjące
dla różnych sposobów mycia jest przedmiotem prac w ośrodkach badawczych oraz badań firmach konstruujących zróżnicowane rozwiązania do mycia.
2. Wśród czynników wpływających na koszt procesu mycia wymienia się m.in.: koszty środków czyszczących, straty produktów, zużytej wody, procesów oczyszczania ścieków, pary wodnej, elektryczności, robocizny i nadzoru, utrzymania technicznego, utraty zdolności produkcyjnych, koszty inwestycyjne maszyn i urządzeń. Ewentualny wzrost kosztów mycia jest w wielu przypadkach związany z zwiększonym zużyciem energii i czynników energetycznych wykorzystywanych podczas jego trwania.
1.8. Spostrzeżenia i wnioski

WYBRANA LITERATURA 1. Augustin, W., Fuchs, T., Föste, H., Schöler, M., Majschak, J.-P., & Scholl, S. (2010). Pulsed flow for enhanced cleaning in food processing. Food and
Bioproducts Processing, 88(4), 384-391. doi:http://dx.doi.org/10.1016/j.fbp.2010.08.007
2. Diakun J. (2013): Przegląd, systematyka i analiza metod mycia.Inżynieria Przetwórstwa Spożywczego, tom. 1, (5), 5-10
3. Diakun J., Mierzejewska S. 2012: Energia w funkcji skuteczności mycia w systemie CIP. Inżynieria Rolnicza, 3(140), 23 – 28
4. Fellows P.J. 2009: Food processing technology - Principles and Practice (3rd Edition). Woodhead Publishing, Cambridge, 134 – 161, 373 – 404
5. Gillham C.R., P.J. Fryer, A.P.M. Hasting, D.I. Wilson (2000): Enhanced cleaning of whey protein soils using pulsed flows. Journal of Food Engineering 46,
199-209
6. Komisja Europejska 2006. Zintegrowane zapobieganie zanieczyszczeniom i ich ograniczanie. Dokument referencyjny na temat najlepszych dostępnych
technik w przemyśle spożywczym. Opracowanie, 1-258 po polsku
olskuhttp://www.ekoportal.gov.pl/fileadmin/Ekoportal/Pozwolenia_zintegrowane/BREF/13a_Dokument_referencyjny_BREF_Przemysl_spozywczy_FDM_cz
esc_1.pdf, dostęp dnia 3.08.2016 lub po angielsku http://eippcb.jrc.ec.europa.eu/reference/BREF/fdm_bref_0806.pdf, 1-682, dostęp dnia 3.08.2016
7. Kylee R.G., Asteriadou K., Robbins P.T., Fryer P.J. (2013): Fouling and cleaning studies in the food and beverage industry classified by cleaning type.
Comprehensive Reviews in Food Science and Food Safety, vol. 12, (2), 121–143, DOI: 10.1111/1541-4337.12000
8. Lewicki P.P. (2007): Skuteczność procesów mycia w przemyśle spożywczym. Przemysł Spożywczy, vol. 60, (2), 26-31
9. Moerman F., Rizoulières P., Majoor F.A. 2014. Cleaning in place (CIP) in food processing. In: Hygiene in Food Processing (Second Edition), Woodhead
Publishing Limited, Cambridge, 305–383
10. Piepiórka-Stepuk J., Diakun J. 2014. Energetyczne aspekty procesu i skuteczności mycia płytowego wymiennika ciepła. Postępy Techniki Przetwórstwa
Spożywczego, 24, (2), 86-91
11. PN-EN 1672-2+A1:2009: Maszyny dla przemysłu spożywczego: Pojęcia podstawowe. Część 2: Wymagania z zakresu higieny
12. PN-EN ISO 14159:2008: Bezpieczeństwo maszyn -- Wymagania w zakresie higieny dotyczące projektowania maszyn
13. Rozporządzenie 2004: Rozporządzenie Parlamentu Europejskiego i Rady (WE) nr 852/2004 z dnia 29 kwietnia 2004 r. w sprawie higieny środków
spożywczych (Dz. Urz. UE L 139/1)
14. Prawo energetyczne (Dz. U. z 2015 r. poz. 2365); ustawa podpisana przez Prezydenta RP dnia 02.09.2016
15. Rozporządzenie Parlamentu Europejskiego i Rady (WE) No. 852-854/ 2004
16. Skoczkowski T., Bielecki S. 2016. Efektywność energetyczna - polityczno-formalne uwarunkowania rozwoju w Polsce i Unii Europejskiej. Polityka
Energetyczna - Energy Policy Journal, 19, (1), 5–20
17. Tamime A. (2008): Cleaning-in-Place: Dairy, Food and Beverage Operations, 3rd Edition April 2008, Wiley-Blackwell
18. Ustawa 1985: Ustawa z dnia 14 marca 1985 r. o Państwowej Inspekcji Sanitarnej (Dz.U. 1985 nr 12 poz. 49)
19. Ustawa 2006: Ustawa z dnia 25 sierpnia 2006 o bezpieczeństwie żywności i żywienia (Dz. U. Nr 136, poz. 914)
20. Ustawa 2010: Ustawa z dnia 8 stycznia 2010 r. o zmianie ustawy o bezpieczeństwie żywności i żywienia oraz niektórych innych ustaw (Dz. U. z 2010 Nr 21,
poz. 105)
21. Związek Pracodawców Przemysłu Piwowarskiego w Polsce „Browary Polskie” (2005): Najlepsze dostępne techniki (BAT) . Opracowanie Ministerstwo
Środowiska, Warszawa, 1-31, http://www.ekoportal.gov.pl/fileadmin/Ekoportal/Pozwolenia_zintegrowane/
poradniki_branzowe/10._Najlepsze_Dostepne_Techniki__BAT__wytyczne_dla_przemyslu_piwowarskiego_-
_opracowanie_z_inicjatywy_Zwiazku_Przemyslu_Piwowarskiego_w_Polsce_-_Browary_Polskie.pdf, dostęp dnia 3.08.2016