CZ Návod k obsluze/ PL Instrukcja użytkowania Pуководство ......T E C H N O L O G Y F O...
84
T E C H N O L O G Y F O R T H E W E L D E R ´ S W O R L D . www.binzel-abicor.com CZ Návod k obsluze/ PL Instrukcja użytkowania RU Pуководство по эксплуатации / SK Návod na obsluhu CZ MIG/MAG svařovací hořáky MT/AUT/AUT RAB PL Uchwyt spawalniczy typu MT/AUT/AUT RAB RU MIG/MAG Сварочная горелка MT/AUT/AUT RAB SK MIG/MAG zváracie horáky MT/AUT/AUT RAB EN 60 974-7
Transcript of CZ Návod k obsluze/ PL Instrukcja użytkowania Pуководство ......T E C H N O L O G Y F O...
T E C H N O L O G Y F O R T H E W E L D E R ´ S W O R L D .
www.binzel-abicor.com
CZ Návod k obsluze/ PL Instrukcja użytkowaniaRU Pуководство по эксплуатации / SK Návod na obsluhu
CZ MIG/MAG svařovací hořáky MT/AUT/AUT RABPL Uchwyt spawalniczy typu MT/AUT/AUT RABRU MIG/MAG Сварочная горелка MT/AUT/AUT RABSK MIG/MAG zváracie horáky MT/AUT/AUT RAB
EN 60 974-7
CS - 2
Návod k použití MT/AUT/AUT RAB
CS Návod k použití
© Výrobce si vyhrazuje právo, kdykoli a bez předchozího upozornění provést změny, které upravují případné tiskové chyby, nepřesnosti v informacích nebo změny, které byly na výrobku provedeny. Tyto změny budou uvedeny vždy v následujícím vydání návodu.
Všechny obchodní značky a ochranné známky uvedené v návodu k obsluze jsou majetkem příslušných vlastníků/výrobců.
Naši aktuální produktovou dokumentaci a také kontaktní údaje o zastoupeních společnosti ABICOR BINZEL v jednotlivých zemích a o partnerech po celém světě najdete na naší domovské stránce www.binzel-abicor.com
1 Identifikace CZ-31.1 Značka CE CZ-31.2 Povinnosti provozovatele CZ-3
2 Popis výrobku CZ-32.1 Použití v souladu s určením CZ-32.2 Používání v rozporu s určením CZ-32.3 Technické údaje CZ-42.4 Zkratky CZ-62.5 Typový štítek CZ-6
3 Bezpečnostní pokyny CZ-63.1 Klasifikace CZ-63.2 Pokyny pro případ nouze CZ-7
4 Rozsah dodávky CZ-74.1 Doprava CZ-84.2 Skladování CZ-8
5 Popis funkce CZ-8
6 Uvedení do provozu CZ-96.1 Vybavení hořáku CZ-96.2 Montáž vedení drátu CZ-106.2.1 Vodicí spirála CZ-116.2.2 Plastová trubička CZ-126.3 Montáž kabelového svazku na straně
zařízení CZ-136.4 Připojení chladicího systému CZ-136.5 Nastavení množství ochranného
plynu CZ-156.6 Navléknutí drátu CZ-15
7 Používání CZ-157.1 Proces svařování CZ-16
8 Odstavení z provozu CZ-17
9 Údržba a čištění CZ-179.1 Kabelový svazek CZ-189.2 Hrdlo hořáku CZ-18
10 Poruchy a jejich odstranění CZ-18
11 Demontáž CZ-20
12 Likvidace CZ-2112.1 Materiály CZ-2112.2 Provozní prostředky CZ-2112.3 Obaly CZ-21

CS - 3
MT/AUT/AUT RAB 1 Identifikace
1 IdentifikaceSvařovací hořáky MIG/MAG se používají v průmyslu a řemeslech ke svařování s ochrannými inertními plyny (MIG) nebo aktivními plyny (MAG). Jsou k dispozici jako automatové hořáky a jsou použitelné ve všech polohách svařování. V závislosti na provedení jsou chlazené vzduchem nebo kapalinou. Pro kapalinou chlazené provedení je potřeba oběhový chladicí agregát. Tento návod k obsluze popisuje pouze MIG/MAG svařovací hořáky MT/AUT/AUT RAB. Svařovací hořáky MIG/MAG se smí používat jen s originálními náhradními díly ABICOR BINZEL.
1.1 Značka CEToto zařízení splňuje požadavky platných směrnic EU.
1.2 Povinnosti provozovateleV EHP (Evropský hospodářský prostor) je nutné respektovat a dodržovat národní verzi rámcové směrnice (89/391/EHS) a příslušné dílčí směrnice, z nich zejména směrnici (89/655/EHS) o minimálních předpisech pro bezpečnost a ochranu zdraví při používání pracovních prostředků zaměstnanci při práci v platném znění. V Německu je nutné dodržovat Zákon o bezpečnosti práce a Vyhlášku o bezpečnosti provozu. Provozovatel musí dále zajistit, aby svařovací hořák ve spojení se svářečkou odpovídal směrnici ES o elektromagnetické kompatibilitě (2014/30/EU) a aby byla řádně nainstalována ochrana proti bludným proudům integrované kontroly svářecího proudu.
2 Popis výrobku
2.1 Použití v souladu s určenímSvařovací hořáky MIG/MAG se používají k bezpečnému strojnímu svařování nízko a vysoce legovaných materiálů. K používání v souladu s určením patří také dodržování předepsaných podmínek provozu, údržby a oprav.
2.2 Používání v rozporu s určenímZa použití v rozporu s určením se považuje každé jiné použití než to, které je uvedeno pod "Použití v souladu s určením". Svévolné přestavby nebo změny a zvyšování výkonu jsou nepřípustné.
Shoda se dokládá značkou CE umístěnou na zařízení.
CS - 4
2 Popis výrobku MT/AUT/AUT RAB
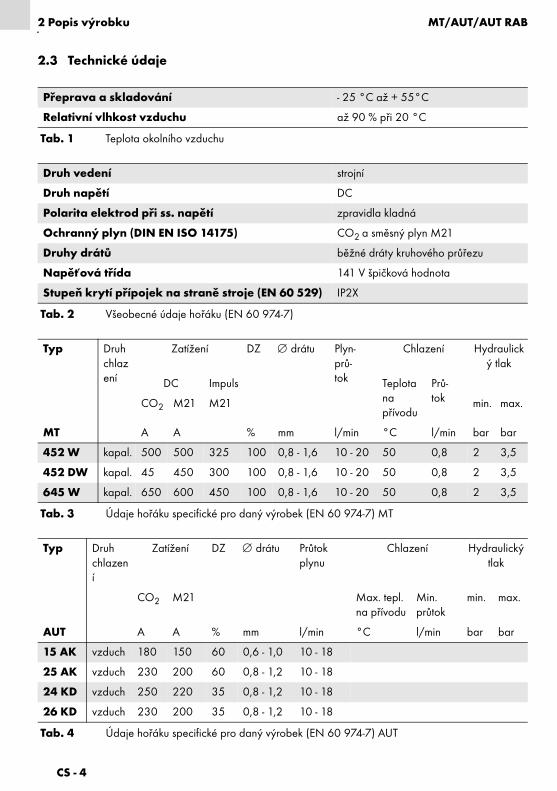
2.3 Technické údaje
Přeprava a skladování - 25 °C až + 55°C
Relativní vlhkost vzduchu až 90 % při 20 °C
Tab. 1 Teplota okolního vzduchu
Druh vedení strojní
Druh napětí DC
Polarita elektrod při ss. napětí zpravidla kladná
Ochranný plyn (DIN EN ISO 14175) CO2 a směsný plyn M21
Druhy drátů běžné dráty kruhového průřezu
Napěťová třída 141 V špičková hodnota
Stupeň krytí přípojek na straně stroje (EN 60 529) IP2X
Tab. 2 Všeobecné údaje hořáku (EN 60 974-7)
Typ Druhchlazení
Zatížení DZ drátu Plyn-prů-tok
Chlazení Hydraulický tlak
DC Impuls Teplotana přívodu
Prů-tokCO2 M21 M21 min. max.
MT A A % mm l/min °C l/min bar bar
452 W kapal. 500 500 325 100 0,8 - 1,6 10 - 20 50 0,8 2 3,5
452 DW kapal. 45 450 300 100 0,8 - 1,6 10 - 20 50 0,8 2 3,5
645 W kapal. 650 600 450 100 0,8 - 1,6 10 - 20 50 0,8 2 3,5
Tab. 3 Údaje hořáku specifické pro daný výrobek (EN 60 974-7) MT
Typ Druh chlazení
Zatížení DZ drátu Průtok plynu
Chlazení Hydraulický tlak
CO2 M21 Max. tepl. na přívodu
Min. průtok
min. max.
AUT A A % mm l/min °C l/min bar bar
15 AK vzduch 180 150 60 0,6 - 1,0 10 - 18
25 AK vzduch 230 200 60 0,8 - 1,2 10 - 18
24 KD vzduch 250 220 35 0,8 - 1,2 10 - 18
26 KD vzduch 230 200 35 0,8 - 1,2 10 - 18
Tab. 4 Údaje hořáku specifické pro daný výrobek (EN 60 974-7) AUT
CS - 5
MT/AUT/AUT RAB 2 Popis výrobku
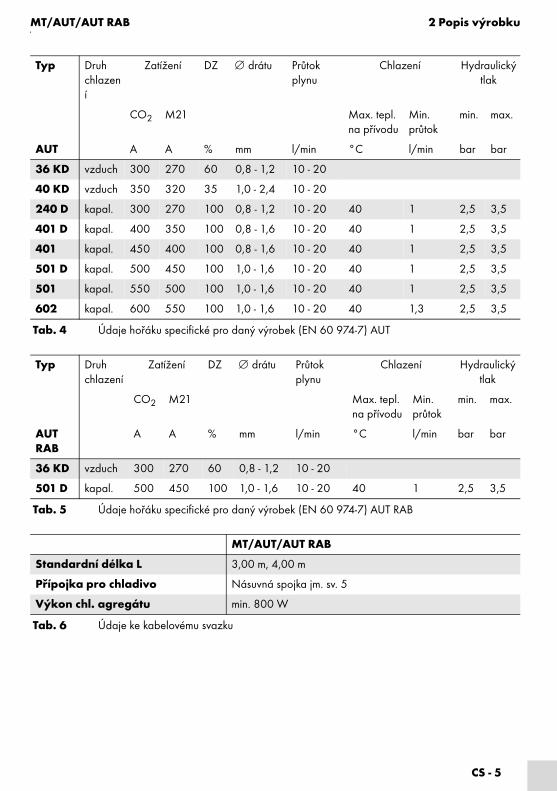
36 KD vzduch 300 270 60 0,8 - 1,2 10 - 20
40 KD vzduch 350 320 35 1,0 - 2,4 10 - 20
240 D kapal. 300 270 100 0,8 - 1,2 10 - 20 40 1 2,5 3,5
401 D kapal. 400 350 100 0,8 - 1,6 10 - 20 40 1 2,5 3,5
401 kapal. 450 400 100 0,8 - 1,6 10 - 20 40 1 2,5 3,5
501 D kapal. 500 450 100 1,0 - 1,6 10 - 20 40 1 2,5 3,5
501 kapal. 550 500 100 1,0 - 1,6 10 - 20 40 1 2,5 3,5
602 kapal. 600 550 100 1,0 - 1,6 10 - 20 40 1,3 2,5 3,5
Typ Druh chlazení
Zatížení DZ drátu Průtok plynu
Chlazení Hydraulický tlak
CO2 M21 Max. tepl. na přívodu
Min. průtok
min. max.
AUT A A % mm l/min °C l/min bar bar
Tab. 4 Údaje hořáku specifické pro daný výrobek (EN 60 974-7) AUT
Typ Druh chlazení
Zatížení DZ drátu Průtok plynu
Chlazení Hydraulický tlak
CO2 M21 Max. tepl. na přívodu
Min. průtok
min. max.
AUT RAB
A A % mm l/min °C l/min bar bar
36 KD vzduch 300 270 60 0,8 - 1,2 10 - 20
501 D kapal. 500 450 100 1,0 - 1,6 10 - 20 40 1 2,5 3,5
Tab. 5 Údaje hořáku specifické pro daný výrobek (EN 60 974-7) AUT RAB
MT/AUT/AUT RAB
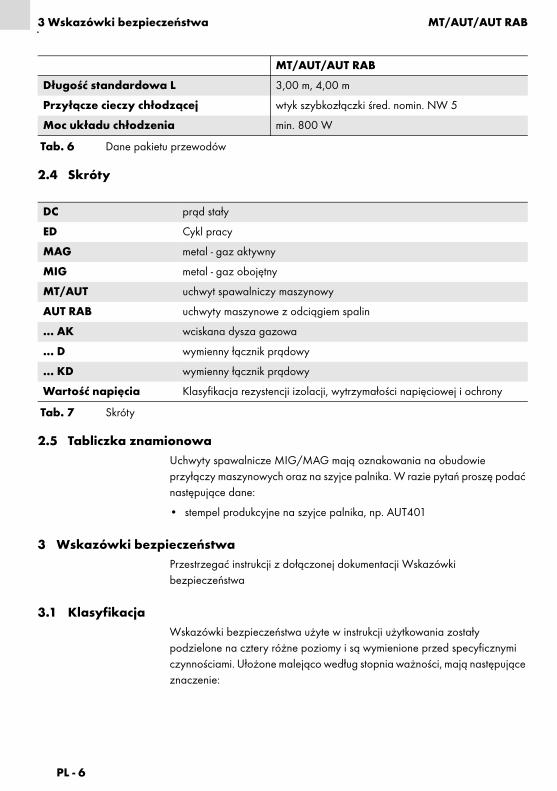
Standardní délka L 3,00 m, 4,00 m
Přípojka pro chladivo Násuvná spojka jm. sv. 5
Výkon chl. agregátu min. 800 W
Tab. 6 Údaje ke kabelovému svazku

CS - 6
3 Bezpečnostní pokyny MT/AUT/AUT RAB
2.4 Zkratky
2.5 Typový štítekSvařovací hořáky MIG/MAG jsou označeny na krytu na straně připojení ke stroji a na hrdlu hořáku. V případě dotazů dbejte na následující údaje:
• Označení z výroby na hrdlu hořáku, např. AUT401
3 Bezpečnostní pokynyŘiďte se přiloženým dokumentem Bezpečnostní pokyny.
3.1 KlasifikaceVýstrahy používané v návodu k obsluze jsou rozčleněny do různých úrovní a uvádí se před specifickými pracemi. Výstrahy jsou řazeny podle důležitosti a mají následující význam:
DC stejnosměrný proud
DZ dovolený zatěžovatel
MAG Metall-Aktivgas (kov-aktivní plyn)
MIG Metall-Inertgas (kov-inertní plyn)
MT/AUT Svařovací hořáky pro strojní svařování
AUT RAB Strojně vedený svařovací hořák s odsáváním zplodin
... AK násuvná plynová hubice
... D výměnný držák proudové špičky
... KD výměnný držák proudové špičky
Napěťová třída Klasifikace izolačního odporu, dielektrické pevnosti a ochrany
Tab. 7 Zkratky
POZOROznačuje bezprostředně hrozící nebezpečí. Nerespektování má za následek smrt nebo těžká zranění.
VÝSTRAHAOznačuje potenciálně nebezpečnou situaci. Nerespektování může mít za následek nejtěžší zranění.
CS - 7
MT/AUT/AUT RAB 4 Rozsah dodávky
3.2 Pokyny pro případ nouzeV případě nouze ihned přerušte následující přívody:
• El. proud, plyn
Další opatření najdete v návodu k obsluze "Zdroj proudu" nebo v dokumentaci dalších periferních přístrojů.
4 Rozsah dodávkySvařovací hořáky MIG/MAG se dodávají jako kompletní jednotka připravené ke svařování. Standardní dodávka se skládá z následujících částí:
Díly výbavy a opotřebitelné díly objednávejte samostatně. Objednací údaje a identifikační čísla dílů výbavy a opotřebitelných dílů najdete v aktuálních seznamech náhradních a opotřebitelných dílů ABICOR BINZEL. Kontakt pro poradenství a objednávání najdete na Internetu na adrese www.binzel-abicor.com.
OPATRNOSTOznačuje potenciálně škodlivou situaci. Nevyhnete-li se jí, může způsobit lehká nebo drobná poranění.
POZNÁMKA
Označuje nebezpečí, že dojde ke zhoršení výsledků práce nebo poškození na vybavení.
• Svařovací hořáky MIG/MAG vybavené tak, aby byly připravené ke svařování, s kabelovým svazkem a centrální zástrčkou
• Návod k obsluze
Tab. 8 Rozsah dodávky
CS - 8
5 Popis funkce MT/AUT/AUT RAB
4.1 DopravaRozsah dodávky je před odesláním pečlivě zkontrolován a zabalen, nelze však vyloučit poškození během přepravy.?
4.2 SkladováníFyzikální podmínky skladování v uzavřeném prostoru:
Viz Tab. 1 Teplota okolního vzduchu na straně CS-4
5 Popis funkceFunkceschopný systém svařovacího hořáku MIG/MAG se skládá z následujících komponent:
• Hrdlo hořáku s díly výbavy a opotřebitelnými díly, rukojeť a kabelový svazek s centrální zástrčkou
Všechny prvky tvoří společně funkceschopnou jednotku, která s odpovídajícími komponentami vytváří elektrický oblouk ke svařování. Svařovací drát potřebný ke svařování se dopravuje systémem svařovacího hořáku až k proudové špičce. Proudová špička přenáší svařovací proud na svařovací drát a vytváří tím elektrický oblouk mezi svařovacím drátem a svařencem. Elektrický oblouk a tavná lázeň jsou chráněny inertním plynem (MIG) nebo aktivním plynem (MAG).
Vstupní kontrola Zkontrolujte úplnost na základě dodacího listu!
V případě poškození Zkontrolujte, zda dodávka není poškozena (vizuální kontrola)!
Při reklamaci Pokud byla dodávka při přepravě poškozena, spojte se ihned s dopravcem! Uschovejte si obal pro případnou kontrolu dopravcem.
Zabalení a odeslání zpět
Použijte podle možnosti originální obal a originální obalový materiál. V případě dotazů k obalu a pojištění při přepravě se obraťte na vašeho dodavatele.
Tab. 9 Doprava
OPATRNOSTVěcné poškozeníPři nebezpečí mrazu může chladicí kapalina, která zůstala v hadicích, způsobit zničení.• Odstraňte chladicí kapalinu z hadic.

CS - 9
MT/AUT/AUT RAB 6 Uvedení do provozu
6 Uvedení do provozu
6.1 Vybavení hořáku
POZORNebezpečí zranění při nečekaném rozběhuPo celou dobu údržby, montáže, demontáže a oprav dbejte na následující pokyny:• Vypněte proudový zdroj.• Zavřete přívod plynu.• Vytáhněte síťovou zástrčku.
POZNÁMKA
• Uvedení svařovacích hořáků MIG/MAG do provozu smí provádět jen školený personál.
OPATRNOSTNebezpečí poraněníPropíchnutí, příp. zapíchnutí drátové elektrody• Nesahejte do nebezpečné oblasti.• Noste ochranné rukavice.
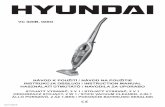
1 Plynová hubice 2 Typ 452 W3 Rozdělovač plynu 4 Proudová špička 5 Rozdělovač plynu
6 Držák proudové špičky 7 Hrdlo hořáku 8 Hrdlo hořáku 9 Upínací objímka
10 Víceúčelový klíč11 Kontaktní špička12 Typ 645 W13 Plynová hubice14 Typ 452 DW
Obr. 1 Vybavení hořáku MT
1 4 5 6 7
814
11
3
10 9
2
12
13

CS - 10
6 Uvedení do provozu MT/AUT/AUT RAB
6.2 Montáž vedení drátu
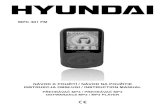
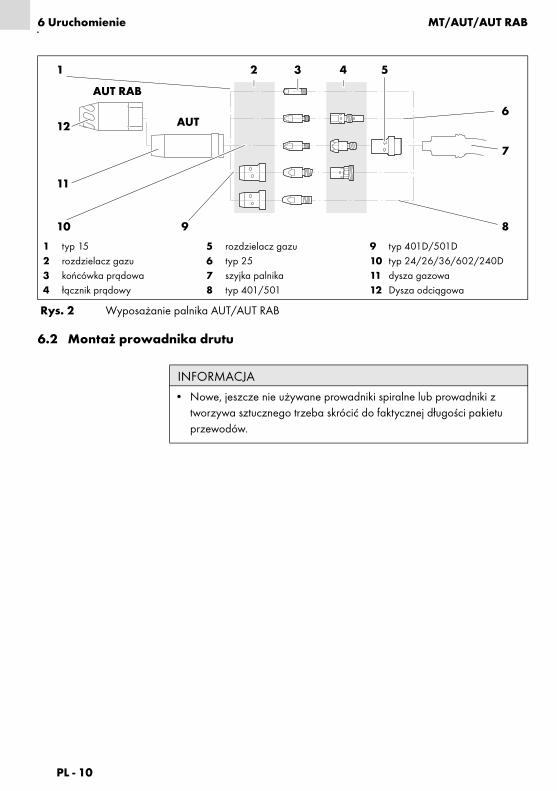
1 Typ 152 Rozdělovač plynu 3 Proudová špička4 Držák proudové špičky
5 Rozdělovač plynu 6 Typ 257 Hrdlo hořáku8 Typ 401/501
9 Typ 401D/501D10 Typ 24/26/36/602/240D11 Plynová hubice12 Odsávací hubice
Obr. 2 Vybavení hořáku AUT/AUT RAB
1
11
2
8
3 4
7
6
5
10 9
12
AUT RAB
AUT
POZNÁMKA
• Nové, dosud nepoužité vodicí spirály nebo plastové trubičky se musí zkrátit na skutečnou délku kabelového svazku.
CS - 11
MT/AUT/AUT RAB 6 Uvedení do provozu
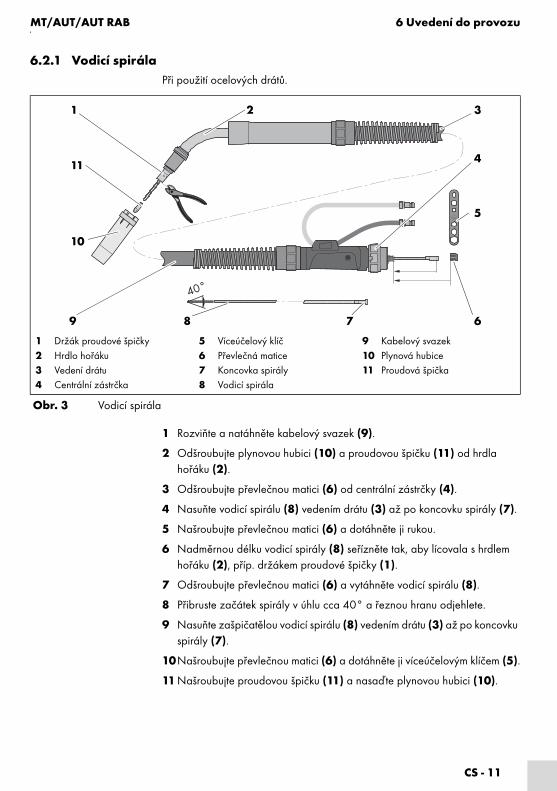
6.2.1 Vodicí spirálaPři použití ocelových drátů.
1 Rozviňte a natáhněte kabelový svazek (9).
2 Odšroubujte plynovou hubici (10) a proudovou špičku (11) od hrdla hořáku (2).
3 Odšroubujte převlečnou matici (6) od centrální zástrčky (4).
4 Nasuňte vodicí spirálu (8) vedením drátu (3) až po koncovku spirály (7).
5 Našroubujte převlečnou matici (6) a dotáhněte ji rukou.
6 Nadměrnou délku vodicí spirály (8) seřízněte tak, aby lícovala s hrdlem hořáku (2), příp. držákem proudové špičky (1).
7 Odšroubujte převlečnou matici (6) a vytáhněte vodicí spirálu (8).
8 Přibruste začátek spirály v úhlu cca 40° a řeznou hranu odjehlete.
9 Nasuňte zašpičatělou vodicí spirálu (8) vedením drátu (3) až po koncovku spirály (7).
10Našroubujte převlečnou matici (6) a dotáhněte ji víceúčelovým klíčem (5).
11 Našroubujte proudovou špičku (11) a nasaďte plynovou hubici (10).
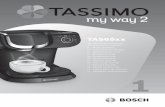
1 Držák proudové špičky2 Hrdlo hořáku3 Vedení drátu4 Centrální zástrčka
5 Víceúčelový klíč6 Převlečná matice7 Koncovka spirály8 Vodicí spirála
9 Kabelový svazek10 Plynová hubice11 Proudová špička
Obr. 3 Vodicí spirála
���
1 2
9
10
11
3
4
8
5
67
CS - 12
6 Uvedení do provozu MT/AUT/AUT RAB
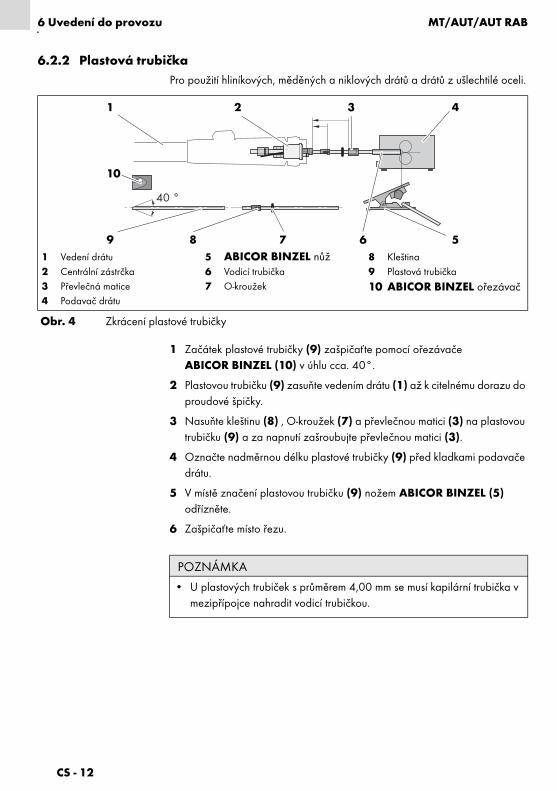
6.2.2 Plastová trubičkaPro použití hliníkových, měděných a niklových drátů a drátů z ušlechtilé oceli.
1 Začátek plastové trubičky (9) zašpičaťte pomocí ořezávače ABICOR BINZEL (10) v úhlu cca. 40°.
2 Plastovou trubičku (9) zasuňte vedením drátu (1) až k citelnému dorazu do proudové špičky.
3 Nasuňte kleštinu (8) , O-kroužek (7) a převlečnou matici (3) na plastovou trubičku (9) a za napnutí zašroubujte převlečnou matici (3).
4 Označte nadměrnou délku plastové trubičky (9) před kladkami podavače drátu.
5 V místě značení plastovou trubičku (9) nožem ABICOR BINZEL (5) odřízněte.
6 Zašpičaťte místo řezu.
1 Vedení drátu2 Centrální zástrčka3 Převlečná matice4 Podavač drátu
5 ABICOR BINZEL nůž6 Vodicí trubička7 O-kroužek
8 Kleština9 Plastová trubička10 ABICOR BINZEL ořezávač
Obr. 4 Zkrácení plastové trubičky
����
1 2 4
59 8 6
10
3
7
POZNÁMKA
• U plastových trubiček s průměrem 4,00 mm se musí kapilární trubička v mezipřípojce nahradit vodicí trubičkou.

CS - 13
MT/AUT/AUT RAB 6 Uvedení do provozu
6.3 Montáž kabelového svazku na straně zařízení
1 Spojte centrální zástrčku (10) a centrální zásuvku (9) na podavači drátu (8) a zajistěte je spojovací maticí (11).
6.4 Připojení chladicího systému
1 Kabelový svazek2 Vratná hadice chladiva3 Přívodní hadice chladiva4 Oběhový chladicí agregát
(jen u kapalinou chlazených hořáků)
5 Košíková cívka6 Láhev s ochranným plynem7 Proudový zdroj8 Podavač drátu
9 Centrální zásuvka10 Centrální zástrčka11 Spojovací matice
Obr. 5 Montáž kabelového svazku na straně zařízení
1 2 3 4
5
6
7911 810
POZNÁMKA
• Zkontrolujte ještě jednou správné upevnění vedení drátu.
VÝSTRAHANebezpečí popáleníSvařovací hořák se při příliš malém množství chladiva přehřívá.• Noste ochranné rukavice.• Pravidelně kontrolujte množství chladiva.
POZNÁMKA
• Platí jen pro svařovací hořáky chlazené kapalinou.• Přitom dbejte na to, aby přívod a odvod chladicí kapaliny byly správně
instalovány. Přívod chladiva = modrý, odvod chladiva = červený
CS - 14
6 Uvedení do provozu MT/AUT/AUT RAB
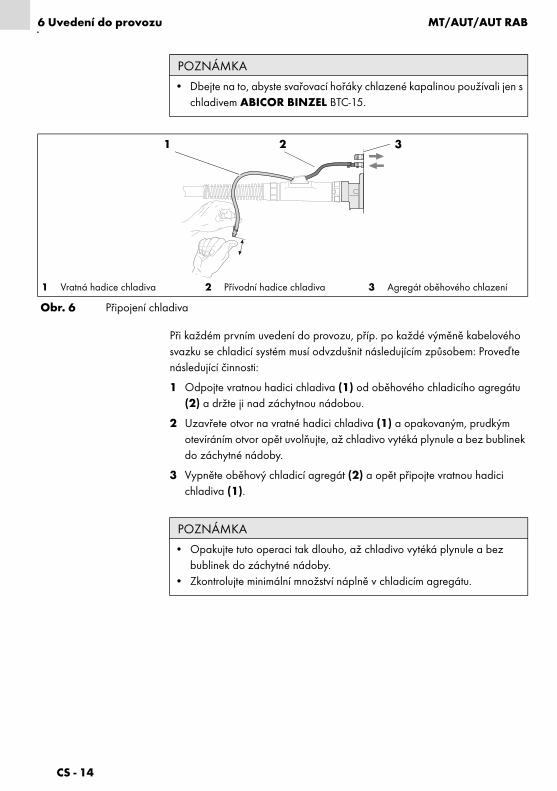
Při každém prvním uvedení do provozu, příp. po každé výměně kabelového svazku se chladicí systém musí odvzdušnit následujícím způsobem: Proveďte následující činnosti:
1 Odpojte vratnou hadici chladiva (1) od oběhového chladicího agregátu (2) a držte ji nad záchytnou nádobou.
2 Uzavřete otvor na vratné hadici chladiva (1) a opakovaným, prudkým otevíráním otvor opět uvolňujte, až chladivo vytéká plynule a bez bublinek do záchytné nádoby.
3 Vypněte oběhový chladicí agregát (2) a opět připojte vratnou hadici chladiva (1).
POZNÁMKA
• Dbejte na to, abyste svařovací hořáky chlazené kapalinou používali jen s chladivem ABICOR BINZEL BTC-15.
1 Vratná hadice chladiva 2 Přívodní hadice chladiva 3 Agregát oběhového chlazení
Obr. 6 Připojení chladiva
1 2 3
POZNÁMKA
• Opakujte tuto operaci tak dlouho, až chladivo vytéká plynule a bez bublinek do záchytné nádoby.
• Zkontrolujte minimální množství náplně v chladicím agregátu.
CS - 15
MT/AUT/AUT RAB 7 Používání
6.5 Nastavení množství ochranného plynu
Viz Obr. 5 Montáž kabelového svazku na straně zařízení na straně CS-13
1 Připojte láhev s ochranným plynem (6) k podavači drátu (8).
2 Nastavte množství plynu redukčním ventilem láhve s ochranným plynem (6).
6.6 Navléknutí drátu
Viz Obr. 5 Montáž kabelového svazku na straně zařízení na straně CS-13
1 Vložte drát do podavače drátu (8) podle pokynů výrobce.
2 Stiskněte tlačítko „Podávání drátu bez proudu“ na podavači drátu (8) na tak dlouho, až se drát vysune z proudové špičky.
7 Používání
POZNÁMKA
• Druh a množství použitého ochranného plynu závisí na druhu svařování a tvaru plynové hubice.
• Propojte plynotěsně všechny spojky na vedení ochranného plynu.• Aby se zabránilo ucpání následkem znečištění, musíte ventil lahve před
připojením krátce otevřít. Tím se vyfouknou případné nečistoty.
POZNÁMKA
• Při každé změně drátu dbejte, aby místo řezu bylo bez ostřin.
POZORZtížené dýchání a otravy při vdechnutí fosgenuPři svařování svařenců, které byly odmaštěny rozpouštědly obsahujícími chlór, vzniká plyn fosgen.• Nevdechujte kouř a páry a dbejte na dostatek čerstvého vzduchu.• Svařence před svařováním opláchněte čistou vodou.• Neumisťujte odmašťovací lázně obsahující chlór v blízkosti místa
svařování.

CS - 16
7 Používání MT/AUT/AUT RAB
7.1 Proces svařování1 Otevřete láhev s ochranným plynem.
2 Zapněte zdroj proudu.
3 Nastavte parametry svařování.
4 Zahajte svařování.
POZORNebezpečí popáleníPři svařování může vlivem odlétajících jisker, žhnoucích obrobků nebo horké strusky dojít k tvoření plamene.• Vyhledejte potenciální ohniska požáru na pracovišti.• Připravte na pracovišti vhodné protipožární prostředky.• Nechte svařence po svařování vychladnout.• Před svařováním připevněte kostřicí svěrku důkladně k obrobku nebo
svařovacímu stolu.
VÝSTRAHAClonění očíElektrický oblouk vznikající při svařování může poškodit zrak.• Noste ochranný oděv a ochranu zraku.
POZNÁMKA
• Svařovací hořáky smí používat výhradně kvalifikované osoby.• Protože je svařovací hořák součástí svařovacího systému, musíte se při
jeho používání řídit návody k obsluze komponent svařovacího systému, např. svařovacího hořáku a zdroje svařovacího proudu.
• Zajistěte, aby na zdroji svařovacího proudu byly nastaveny všechny parametry potřebné pro svařování MIG/MAG v souladu s prováděnou prací.
POZNÁMKA
• Kabelové svazky s PVC hadicemi ztrácí při překročení teploty ve vratném vedení v oblasti stlačení těsnost. Zajistěte, aby teplota ve vratném vedení nepřekročila 60°C.
CS - 17
MT/AUT/AUT RAB 8 Odstavení z provozu
8 Odstavení z provozu
1 Ukončete svařování.
2 Vyčkejte na konec proudění ochranného plynu.
3 Vypněte zdroj proudu.
4 Zavřete ventil lahve s ochranným plynem.
9 Údržba a čištění
POZNÁMKA
• Kabelové svazky chlazené kapalinou mohou při přehřátí ztrácet těsnost. Nechte proto chladicí agregát po dokončení svařování běžet ještě cca 5 minut.
POZORNebezpečí zranění při nečekaném rozběhuPo celou dobu údržby, montáže, demontáže a oprav dbejte na následující pokyny:• Vypněte proudový zdroj.• Zavřete přívod plynu.• Vytáhněte síťovou zástrčku.
POZORÚraz elektrickým proudemNebezpečné napětí při poškození kabelu.• Zkontrolujte všechny elektrické kabely a konektory a jejich řádnou
instalaci.• Poškozené, deformované nebo opotřebené díly vyměňte.
POZNÁMKA
• Uvedené intervaly údržby jsou orientační hodnoty a vztahují se na jednosměnný provoz.
• Údržbové a čisticí práce smí provádět jen vyškolený odborný personál.• Během údržbových a čisticích prací noste vždy osobní ochranný oděv.• Odstraňte ulpělé rozstřiky po svařování.• Zkontrolujte dobré dotažení všech šroubení.
CS - 18
10 Poruchy a jejich odstranění MT/AUT/AUT RAB
9.1 Kabelový svazek Viz Obr. 3 Vodicí spirála na straně CS-11
1 Odpojte kabelový svazek (9) od zařízení a rozložte ho v natažené poloze.
2 Odšroubujte převlečnou matici (3) a vytáhněte, příp. vyměňte vodicí spirálu nebo plastovou trubičku.
3 Odstraňte opotřebitelné díly (10), (11) z hrdla hořáku (2).
4 Vyfoukejte vedení drátu (1) z obou stran stlačeným vzduchem.
5 Nasuňte upravenou vodicí spirálu nebo plastovou trubičku do vedení drátu (1) a zajistěte ji převlečnou maticí (3).
6 Připojte kabelový svazek k podavači drátu (4).
9.2 Hrdlo hořáku 1 Sejměte plynovou hubici.
2 Odstraňte rozstřiky po svařování a postříkejte ochranným prostředkem ABICOR BINZEL.
3 Zkontrolujte, zda opotřebitelné díly nejsou viditelně poškozeny, a v případě potřeby je vyměňte.
10 Poruchy a jejich odstranění
VÝSTRAHANebezpečí poraněníTěžká zranění poletujícími částečkami.• Při vyfukování vedení drátu stlačeným vzduchem noste vhodný ochranný
oděv, zejména ochranné brýle.
POZNÁMKA
• Nevedou-li popsaná opatření k úspěchu, obraťte se na vašeho odborného prodejce nebo na výrobce.
• Řiďte se také návody k obsluze dalších komponent svařovacího systému, např. proudového zdroje, systému svařovacího hořáku, agregátu oběhového chlazení atd.
CS - 19
MT/AUT/AUT RAB 10 Poruchy a jejich odstranění
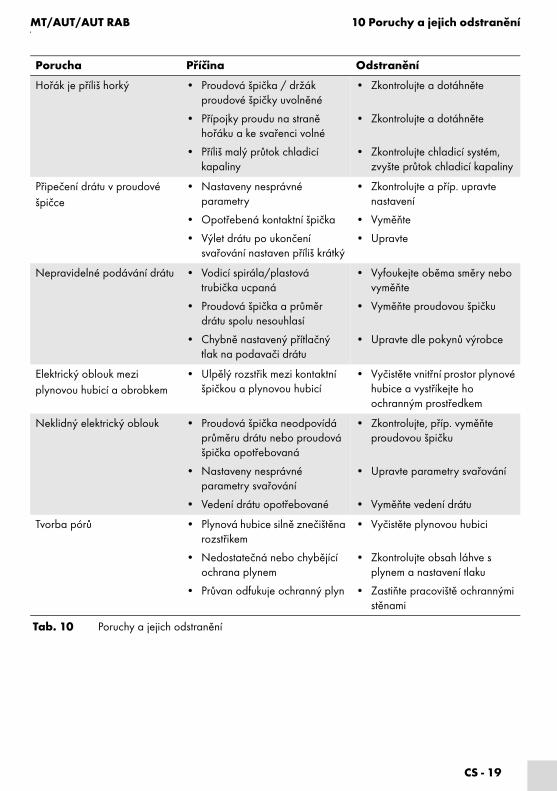
Porucha Příčina Odstranění
Hořák je příliš horký • Proudová špička / držák proudové špičky uvolněné
• Přípojky proudu na straně hořáku a ke svařenci volné
• Příliš malý průtok chladicí kapaliny
• Zkontrolujte a dotáhněte
• Zkontrolujte a dotáhněte
• Zkontrolujte chladicí systém, zvyšte průtok chladicí kapaliny
Připečení drátu v proudové špičce
• Nastaveny nesprávné parametry
• Opotřebená kontaktní špička
• Výlet drátu po ukončení svařování nastaven příliš krátký
• Zkontrolujte a příp. upravte nastavení
• Vyměňte
• Upravte
Nepravidelné podávání drátu • Vodicí spirála/plastová trubička ucpaná
• Proudová špička a průměrdrátu spolu nesouhlasí
• Chybně nastavený přítlačný tlak na podavači drátu
• Vyfoukejte oběma směry nebo vyměňte
• Vyměňte proudovou špičku
• Upravte dle pokynů výrobce
Elektrický oblouk mezi plynovou hubicí a obrobkem
• Ulpělý rozstřik mezi kontaktní špičkou a plynovou hubicí
• Vyčistěte vnitřní prostor plynové hubice a vystříkejte ho ochranným prostředkem
Neklidný elektrický oblouk • Proudová špička neodpovídá průměru drátu nebo proudová špička opotřebovaná
• Nastaveny nesprávné parametry svařování
• Vedení drátu opotřebované
• Zkontrolujte, příp. vyměňte proudovou špičku
• Upravte parametry svařování
• Vyměňte vedení drátu
Tvorba pórů • Plynová hubice silně znečištěna rozstřikem
• Nedostatečná nebo chybějící ochrana plynem
• Průvan odfukuje ochranný plyn
• Vyčistěte plynovou hubici
• Zkontrolujte obsah láhve s plynem a nastavení tlaku
• Zastiňte pracoviště ochrannými stěnami
Tab. 10 Poruchy a jejich odstranění

CS - 20
11 Demontáž MT/AUT/AUT RAB
11 DemontážDemontáž smí provádět jen kvalifikovaní pracovníci. Dbejte na to, aby před zahájením demontáže byly dodrženy postupy vypínání. Dbejte přitom také na komponenty začleněné do svařovacího systému.
1 Odpojte svařovací hořák od proudového zdroje.
2 Odstraňte opotřebitelné díly.
POZORNebezpečí zranění při nečekaném rozběhuPo celou dobu údržby, demontáže a oprav dbejte na následující pokyny:• Vypněte proudový zdroj.• Zavřete přívod plynu.• Vypněte celé svařovací zařízení.• Vytáhněte síťovou zástrčku.
POZNÁMKA
• Řiďte se informacemi z 8 Odstavení z provozu na straně CS-17.
CS - 21
MT/AUT/AUT RAB 12 Likvidace
12 LikvidacePři likvidaci se řiďte místními nařízeními, zákony, předpisy, normami a směrnicemi. Aby bylo možné svařovací hořák správně zlikvidovat, musíte ho nejprve demontovat.
Viz 11 Demontáž na straně CS-20
12.1 MateriályTento výrobek je tvořen převážně z metalických materiálů, které mohou být v ocelárnách a hutích opět roztaveny a jsou díky tomu téměř neomezeně znovupoužitelné. Použité plasty jsou označeny, takže je připraveno roztřídění materiálů k pozdější recyklaci.
12.2 Provozní prostředkyOleje, mazací tuky a čisticí prostředky nesmí zatěžovat půdu a dostat se do kanalizace. Tyto látky se musí skladovat, přepravovat a předávat k likvidaci ve vhodných nádobách. Dodrujte odpovídající místní nařízení a pokyny k likvidaci uvedené v návodech výrobců provozních prostředků. Kontaminované nástroje použité k čištění (štětce, hadry atd.) se musí zlikvidovat rovněž podle pokynů výrobce provozního prostředku.
12.3 ObalySpolečnost ABICOR BINZEL redukovala přepravní obal na nejnutnější. Při výběru obalových materiálů je dbáno na možnost recyklace. V České republice společnost ABICOR BINZEL zajistila zpětný odběr odpadu z obalů zapojením do Systému sdruženého plnění EKO-KOM - klientské číslo EK-F00027640.

PL - 2
Instrukcja użytkowania MT/AUT/AUT RAB
PL Instrukcja użytkowania
© Producent zastrzega sobie prawo do przeprowadzenia zmian w niniejszej instrukcji użytkowania bez powiadamiania o tym użytkowników. Konieczność wprowadzania zmian spowodowana może być błędami drukarskimi, ewentualnymi niedokładnościami otrzymanych informacji lub udoskonaleniem konstrukcji niniejszego wyrobu. Zmiany uwzględniane są jednak w nowych wydaniach niniejszej instrukcji.
Wszystkie wymienione w niniejszej instrukcji obsługi znaki towarowe i znaki firmowe stanowią własność danych właścicieli/producentów.
Nasze aktualne dokumenty dot. produktów oraz wszystkie dane kontaktowe przedstawicielstw i partnerów ABICOR BINZEL na całym świecie można znaleźć na naszej stronie www.binzel-abicor.com
1 Identyfikacja PL-31.1 Oznaczenie CE PL-31.2 Obowiązki użytkownika PL-3
2 Opis produktu PL-32.1 Użytkowanie zgodne z
przeznaczeniem PL-32.2 Użytkowanie niezgodne z
przeznaczeniem PL-42.3 Dane techniczne PL-42.4 Skróty PL-62.5 Tabliczka znamionowa PL-6
3 Wskazówki bezpieczeństwa PL-63.1 Klasyfikacja PL-63.2 Wskazówki w przypadku awarii PL-7
4 Zakres dostawy PL-74.1 Transport PL-84.2 Magazynowanie PL-8
5 Opis funkcjonowania PL-8
6 Uruchomienie PL-96.1 Wyposażanie palnika PL-96.2 Montaż prowadnika drutu PL-106.2.1 Prowadnik spiralny PL-116.2.2 Prowadnik z tworzywa sztucznegoPL-126.3 Montaż pakietu przewodów do
urządzenia spawalniczego PL-136.4 Podłączanie układu chłodzenia PL-13
6.5 Ustawianie ilości gazu osłonowego PL-15
6.6 Wsuwanie drutu PL-15
7 Eksploatacja PL-157.1 Proces spawania PL-16
8 Wyłączenie PL-17
9 Konserwacja i czyszczenie PL-179.1 Pakiet przewodów PL-189.2 Szyjka palnika PL-18
10 Usterki i ich usuwanie PL-19
11 Demontaż PL-20
12 Utylizacja PL-2112.1 Materiały PL-2112.2 Środki robocze PL-2112.3 Opakowania PL-21

PL - 3
MT/AUT/AUT RAB 1 Identyfikacja
1 IdentyfikacjaUchwyty spawalnicze MIG/MAG stosowane są w zakładach przemysłowych i rzemieślniczych do spawania łukowego w osłonie gazowej przy użyciu gazów obojętnych (metoda MIG) lub gazów aktywnych (metoda MAG). Są one dostpne w postaci uchwytów maszynowych i można je stosować do wszystkich pozycji spawalniczych. Do wyboru są wersje chłodzone powietrzem lub cieczą. Wersje chłodzone cieczą wymagają agregatu chłodzenia obiegowego. Niniejsza instrukcja użytkowania opisuje tylko uchwyty spawalnicze MIG/MAG typu MT/AUT/AUT RAB. Uchwyty spawalnicze MIG/MAG należy eksploatować używając wyłącznie oryginalnych części zamiennych ABICOR BINZEL.
1.1 Oznaczenie CENiniejsze urządzenie spełnia wymogi obowiązujących dyrektyw UE.
1.2 Obowiązki użytkownikaW Europejskim Obszarze Gospodarczym (EOG) należy przestrzegać i dotrzymywać krajowej wykładni dyrektywy ramowej (89/391/EWG) oraz dyrektyw indywidualnych, a szczególnie dyrektywy (89/655/EWG) dotyczącej minimalnych wymagań w dziedzinie bezpieczeństwa i ochrony zdrowia przy użytkowaniu przez pracowników sprzętu roboczego podczas pracy, zawsze w obowiązującej wersji. W Niemczech należy przestrzegać ustawy o ochronie pracy oraz zarządzenia o bezpieczeństwie eksploatacji. Ponadto użytkownik ma zagwarantować, że uchwyt spawalniczy w połączeniu z urządzeniem spawalniczym będzie odpowiadać dyrektywie EMC (2014/30/UE) a układ przetwarzania sygnałów wbudowanego nadzoru prądu spawania do wyszukiwania prądów błądzących zostanie prawidłowo zainstalowany.
2 Opis produktu
2.1 Użytkowanie zgodne z przeznaczeniemUchwyty spawalnicze MIG/MAG przeznaczone są do bezpiecznego spawania materiałów nisko- i wysokostopowych na stanowiskach zmechanizowanych. Użytkowanie zgodne z przeznaczeniem oznacza także przestrzeganie przepisowych warunków eksploatacji, konserwacji i utrzymania w dobrym stanie.
Zgodność jest potwierdzona przez oznaczenie CE na urządzeniu.

PL - 4
2 Opis produktu MT/AUT/AUT RAB
2.2 Użytkowanie niezgodne z przeznaczeniemZa niezgodne z przeznaczeniem uważa się każde zastosowanie odbiegające od opisanego w rozdziale „Użytkowanie zgodne z przeznaczeniem“. Niedozwolone są samowolne przebudowy lub zmiany dotyczące zwiększenia mocy.
2.3 Dane techniczne
Transport i składowanie - 25 °C do + 55°C
Względna wilgotność powietrza do 90 % przy 20 ° C
Tab. 1 Temperatura powietrza otoczenia
Rodzaj prowadzenia maszynowe
Rodzaj napięcia DC
Biegunowość elektrod przy DC w zasadzie dodatnia
Gaz osłonowy (DIN EN ISO 14175) CO2 i gaz mieszany M21
Rodzaje drutu druty okrągłe dostępne w handlu
Wartość napięcia 141 V wartość szczytowa
Rodzaj ochrony przyłączy maszynowych (EN 60 529) IP2X
Tab. 2 Ogólne dane uchwytu spawalniczego (EN 60 974-7)
Typ Rodzaj Obciążalność Cykl- pracy
drutu Prze-pływ
Chłodzenie Ciśnienie hydrauliczn
e
chło-dzenia
DC puls Temp. Prze-pływ
CO2 M21 M21 gazu zasil. min. maks.
MT A A % mm l/min °C l/min bar bar
452 W ciecz 500 500 325 100 0,8 - 1,6 10 - 20 50 0,8 2 3,5
452 DW ciecz 45 450 300 100 0,8 - 1,6 10 - 20 50 0,8 2 3,5
645 W ciecz 650 600 450 100 0,8 - 1,6 10 - 20 50 0,8 2 3,5
Tab. 3 Specyficzne dane uchwytu (EN 60 974-7) MT
PL - 5
MT/AUT/AUT RAB 2 Opis produktu
Typ Rodzaj chło-dzenia
Obciążalność Cykl- pracy
drutu Przepływ gazu
Chłodzenie Ciśnienie hydrauliczne
CO2 M21 Maks. temp. zasil.
Min. prze-pływ
min. maks.
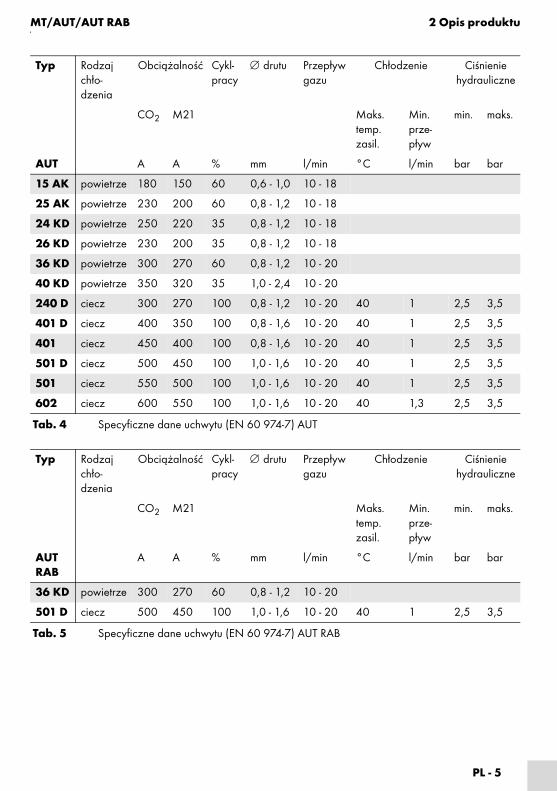
AUT A A % mm l/min °C l/min bar bar
15 AK powietrze 180 150 60 0,6 - 1,0 10 - 18
25 AK powietrze 230 200 60 0,8 - 1,2 10 - 18
24 KD powietrze 250 220 35 0,8 - 1,2 10 - 18
26 KD powietrze 230 200 35 0,8 - 1,2 10 - 18
36 KD powietrze 300 270 60 0,8 - 1,2 10 - 20
40 KD powietrze 350 320 35 1,0 - 2,4 10 - 20
240 D ciecz 300 270 100 0,8 - 1,2 10 - 20 40 1 2,5 3,5
401 D ciecz 400 350 100 0,8 - 1,6 10 - 20 40 1 2,5 3,5
401 ciecz 450 400 100 0,8 - 1,6 10 - 20 40 1 2,5 3,5
501 D ciecz 500 450 100 1,0 - 1,6 10 - 20 40 1 2,5 3,5
501 ciecz 550 500 100 1,0 - 1,6 10 - 20 40 1 2,5 3,5
602 ciecz 600 550 100 1,0 - 1,6 10 - 20 40 1,3 2,5 3,5
Tab. 4 Specyficzne dane uchwytu (EN 60 974-7) AUT
Typ Rodzaj chło-dzenia
Obciążalność Cykl- pracy
drutu Przepływ gazu
Chłodzenie Ciśnienie hydrauliczne
CO2 M21 Maks. temp. zasil.
Min. prze-pływ
min. maks.
AUT RAB
A A % mm l/min °C l/min bar bar
36 KD powietrze 300 270 60 0,8 - 1,2 10 - 20
501 D ciecz 500 450 100 1,0 - 1,6 10 - 20 40 1 2,5 3,5
Tab. 5 Specyficzne dane uchwytu (EN 60 974-7) AUT RAB
PL - 6
3 Wskazówki bezpieczeństwa MT/AUT/AUT RAB
2.4 Skróty
2.5 Tabliczka znamionowaUchwyty spawalnicze MIG/MAG mają oznakowania na obudowie przyłączy maszynowych oraz na szyjce palnika. W razie pytań proszę podać następujące dane:
• stempel produkcyjne na szyjce palnika, np. AUT401
3 Wskazówki bezpieczeństwaPrzestrzegać instrukcji z dołączonej dokumentacji Wskazówki bezpieczeństwa
3.1 KlasyfikacjaWskazówki bezpieczeństwa użyte w instrukcji użytkowania zostały podzielone na cztery różne poziomy i są wymienione przed specyficznymi czynnościami. Ułożone malejąco według stopnia ważności, mają następujące znaczenie:
MT/AUT/AUT RAB
Długość standardowa L 3,00 m, 4,00 m
Przyłącze cieczy chłodzącej wtyk szybkozłączki śred. nomin. NW 5
Moc układu chłodzenia min. 800 W
Tab. 6 Dane pakietu przewodów
DC prąd stały
ED Cykl pracy
MAG metal - gaz aktywny
MIG metal - gaz obojętny
MT/AUT uchwyt spawalniczy maszynowy
AUT RAB uchwyty maszynowe z odciągiem spalin
... AK wciskana dysza gazowa
... D wymienny łącznik prądowy
... KD wymienny łącznik prądowy
Wartość napięcia Klasyfikacja rezystencji izolacji, wytrzymałości napięciowej i ochrony
Tab. 7 Skróty
PL - 7
MT/AUT/AUT RAB 4 Zakres dostawy
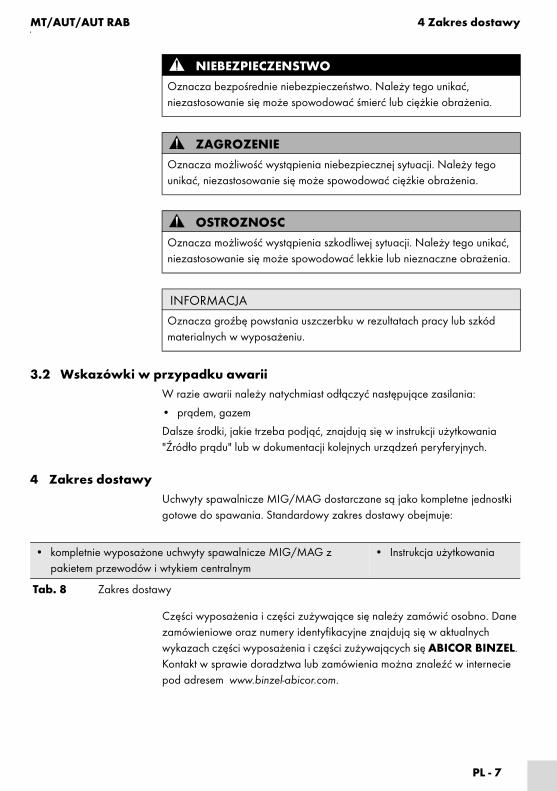
3.2 Wskazówki w przypadku awariiW razie awarii należy natychmiast odłączyć następujące zasilania:
• prądem, gazem
Dalsze środki, jakie trzeba podjąć, znajdują się w instrukcji użytkowania "Źródło prądu" lub w dokumentacji kolejnych urządzeń peryferyjnych.
4 Zakres dostawyUchwyty spawalnicze MIG/MAG dostarczane są jako kompletne jednostki gotowe do spawania. Standardowy zakres dostawy obejmuje:
Części wyposażenia i części zużywające się należy zamówić osobno. Dane zamówieniowe oraz numery identyfikacyjne znajdują się w aktualnych wykazach części wyposażenia i części zużywających się ABICOR BINZEL. Kontakt w sprawie doradztwa lub zamówienia można znaleźć w internecie pod adresem www.binzel-abicor.com.
NIEBEZPIECZENSTWOOznacza bezpośrednie niebezpieczeństwo. Należy tego unikać, niezastosowanie się może spowodować śmierć lub ciężkie obrażenia.
ZAGROZENIEOznacza możliwość wystąpienia niebezpiecznej sytuacji. Należy tego unikać, niezastosowanie się może spowodować ciężkie obrażenia.
OSTROZNOSCOznacza możliwość wystąpienia szkodliwej sytuacji. Należy tego unikać, niezastosowanie się może spowodować lekkie lub nieznaczne obrażenia.
INFORMACJA
Oznacza groźbę powstania uszczerbku w rezultatach pracy lub szkód materialnych w wyposażeniu.
• kompletnie wyposażone uchwyty spawalnicze MIG/MAG z pakietem przewodów i wtykiem centralnym
• Instrukcja użytkowania
Tab. 8 Zakres dostawy
PL - 8
5 Opis funkcjonowania MT/AUT/AUT RAB
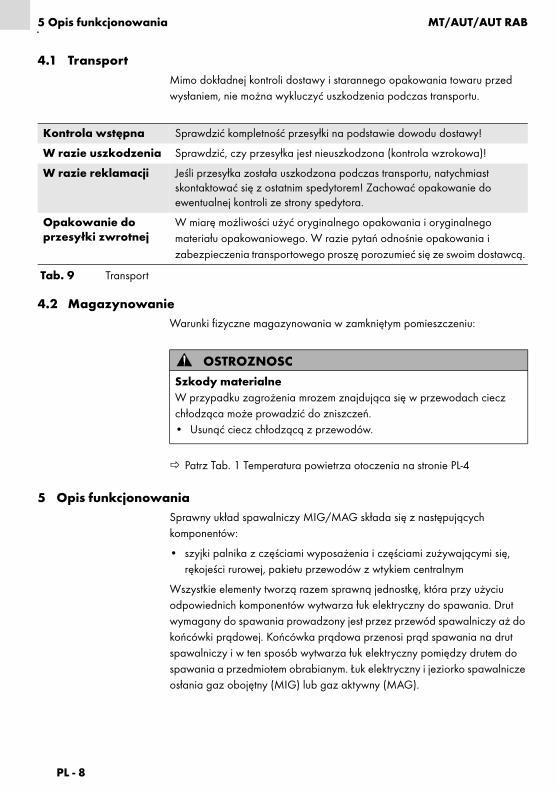
4.1 TransportMimo dokładnej kontroli dostawy i starannego opakowania towaru przed wysłaniem, nie można wykluczyć uszkodzenia podczas transportu.
4.2 MagazynowanieWarunki fizyczne magazynowania w zamkniętym pomieszczeniu:
Patrz Tab. 1 Temperatura powietrza otoczenia na stronie PL-4
5 Opis funkcjonowaniaSprawny układ spawalniczy MIG/MAG składa się z następujących komponentów:
• szyjki palnika z częściami wyposażenia i częściami zużywającymi się, rękojeści rurowej, pakietu przewodów z wtykiem centralnym
Wszystkie elementy tworzą razem sprawną jednostkę, która przy użyciu odpowiednich komponentów wytwarza łuk elektryczny do spawania. Drut wymagany do spawania prowadzony jest przez przewód spawalniczy aż do końcówki prądowej. Końcówka prądowa przenosi prąd spawania na drut spawalniczy i w ten sposób wytwarza łuk elektryczny pomiędzy drutem do spawania a przedmiotem obrabianym. Łuk elektryczny i jeziorko spawalnicze osłania gaz obojętny (MIG) lub gaz aktywny (MAG).
Kontrola wstępna Sprawdzić kompletność przesyłki na podstawie dowodu dostawy!
W razie uszkodzenia Sprawdzić, czy przesyłka jest nieuszkodzona (kontrola wzrokowa)!
W razie reklamacji Jeśli przesyłka została uszkodzona podczas transportu, natychmiast skontaktować się z ostatnim spedytorem! Zachować opakowanie do ewentualnej kontroli ze strony spedytora.
Opakowanie do przesyłki zwrotnej
W miarę możliwości użyć oryginalnego opakowania i oryginalnego materiału opakowaniowego. W razie pytań odnośnie opakowania i zabezpieczenia transportowego proszę porozumieć się ze swoim dostawcą.
Tab. 9 Transport
OSTROZNOSCSzkody materialneW przypadku zagrożenia mrozem znajdująca się w przewodach ciecz chłodząca może prowadzić do zniszczeń.• Usunąć ciecz chłodzącą z przewodów.
PL - 9
MT/AUT/AUT RAB 6 Uruchomienie
6 Uruchomienie
6.1 Wyposażanie palnika
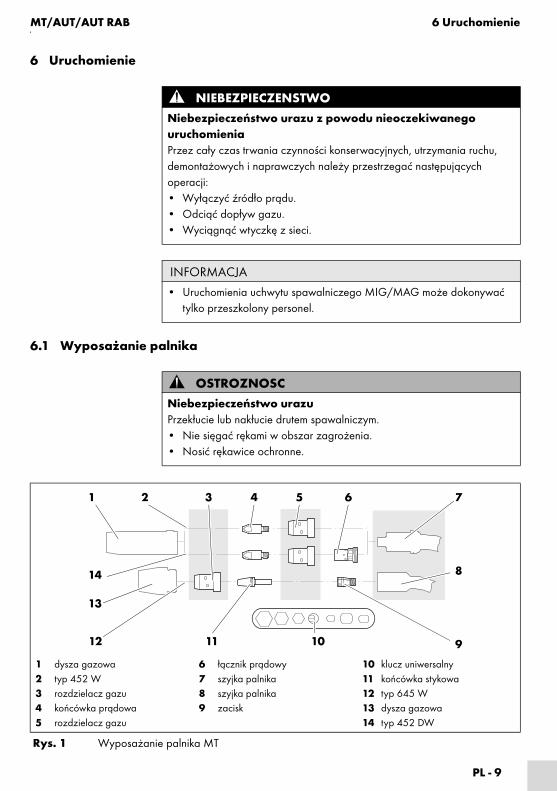
NIEBEZPIECZENSTWONiebezpieczeństwo urazu z powodu nieoczekiwanego uruchomieniaPrzez cały czas trwania czynności konserwacyjnych, utrzymania ruchu, demontażowych i naprawczych należy przestrzegać następujących operacji:• Wyłączyć źródło prądu.• Odciąć dopływ gazu.• Wyciągnąć wtyczkę z sieci.
INFORMACJA
• Uruchomienia uchwytu spawalniczego MIG/MAG może dokonywać tylko przeszkolony personel.
OSTROZNOSCNiebezpieczeństwo urazuPrzekłucie lub nakłucie drutem spawalniczym.• Nie sięgać rękami w obszar zagrożenia.• Nosić rękawice ochronne.
1 dysza gazowa 2 typ 452 W3 rozdzielacz gazu 4 końcówka prądowa 5 rozdzielacz gazu
6 łącznik prądowy 7 szyjka palnika 8 szyjka palnika 9 zacisk
10 klucz uniwersalny11 końcówka stykowa12 typ 645 W13 dysza gazowa14 typ 452 DW
Rys. 1 Wyposażanie palnika MT
1 4 5 6 7
814
11
3
10 9
2
12
13
PL - 10
6 Uruchomienie MT/AUT/AUT RAB
6.2 Montaż prowadnika drutu
1 typ 152 rozdzielacz gazu3 końcówka prądowa4 łącznik prądowy
5 rozdzielacz gazu 6 typ 257 szyjka palnika8 typ 401/501
9 typ 401D/501D10 typ 24/26/36/602/240D11 dysza gazowa12 Dysza odciągowa
Rys. 2 Wyposażanie palnika AUT/AUT RAB
1
11
2
8
3 4
7
6
5
10 9
12
AUT RAB
AUT
INFORMACJA
• Nowe, jeszcze nie używane prowadniki spiralne lub prowadniki z tworzywa sztucznego trzeba skrócić do faktycznej długości pakietu przewodów.
PL - 11
MT/AUT/AUT RAB 6 Uruchomienie
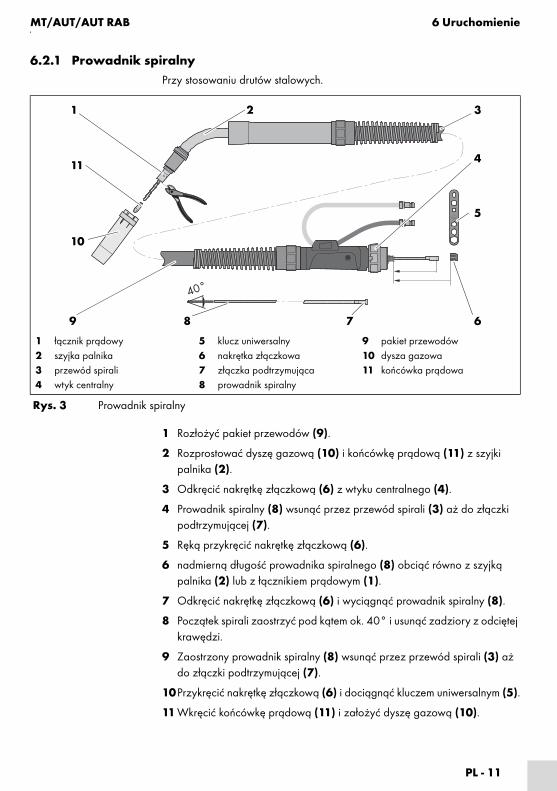
6.2.1 Prowadnik spiralnyPrzy stosowaniu drutów stalowych.
1 Rozłożyć pakiet przewodów (9).
2 Rozprostować dyszę gazową (10) i końcówkę prądową (11) z szyjki palnika (2).
3 Odkręcić nakrętkę złączkową (6) z wtyku centralnego (4).
4 Prowadnik spiralny (8) wsunąć przez przewód spirali (3) aż do złączki podtrzymującej (7).
5 Ręką przykręcić nakrętkę złączkową (6).
6 nadmierną długość prowadnika spiralnego (8) obciąć równo z szyjką palnika (2) lub z łącznikiem prądowym (1).
7 Odkręcić nakrętkę złączkową (6) i wyciągnąć prowadnik spiralny (8).
8 Początek spirali zaostrzyć pod kątem ok. 40° i usunąć zadziory z odciętej krawędzi.
9 Zaostrzony prowadnik spiralny (8) wsunąć przez przewód spirali (3) aż do złączki podtrzymującej (7).
10Przykręcić nakrętkę złączkową (6) i dociągnąć kluczem uniwersalnym (5).
11 Wkręcić końcówkę prądową (11) i założyć dyszę gazową (10).
1 łącznik prądowy2 szyjka palnika3 przewód spirali4 wtyk centralny
5 klucz uniwersalny6 nakrętka złączkowa7 złączka podtrzymująca8 prowadnik spiralny
9 pakiet przewodów10 dysza gazowa11 końcówka prądowa
Rys. 3 Prowadnik spiralny
���
1 2
9
10
11
3
4
8
5
67
PL - 12
6 Uruchomienie MT/AUT/AUT RAB
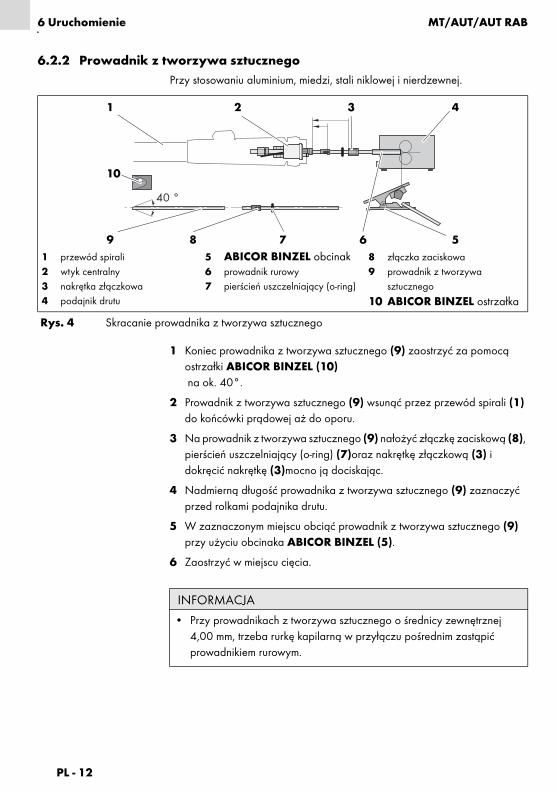
6.2.2 Prowadnik z tworzywa sztucznegoPrzy stosowaniu aluminium, miedzi, stali niklowej i nierdzewnej.
1 Koniec prowadnika z tworzywa sztucznego (9) zaostrzyć za pomocą ostrzałki ABICOR BINZEL (10) na ok. 40°.
2 Prowadnik z tworzywa sztucznego (9) wsunąć przez przewód spirali (1) do końcówki prądowej aż do oporu.
3 Na prowadnik z tworzywa sztucznego (9) nałożyć złączkę zaciskową (8), pierścień uszczelniający (o-ring) (7)oraz nakrętkę złączkową (3) i dokręcić nakrętkę (3)mocno ją dociskając.
4 Nadmierną długość prowadnika z tworzywa sztucznego (9) zaznaczyć przed rolkami podajnika drutu.
5 W zaznaczonym miejscu obciąć prowadnik z tworzywa sztucznego (9) przy użyciu obcinaka ABICOR BINZEL (5).
6 Zaostrzyć w miejscu cięcia.
1 przewód spirali2 wtyk centralny3 nakrętka złączkowa4 podajnik drutu
5 ABICOR BINZEL obcinak6 prowadnik rurowy7 pierścień uszczelniający (o-ring)
8 złączka zaciskowa9 prowadnik z tworzywa
sztucznego10 ABICOR BINZEL ostrzałka
Rys. 4 Skracanie prowadnika z tworzywa sztucznego
����
1 2 4
59 8 6
10
3
7
INFORMACJA
• Przy prowadnikach z tworzywa sztucznego o średnicy zewnętrznej 4,00 mm, trzeba rurkę kapilarną w przyłączu pośrednim zastąpić prowadnikiem rurowym.

PL - 13
MT/AUT/AUT RAB 6 Uruchomienie
6.3 Montaż pakietu przewodów do urządzenia spawalniczego
1 Połączyć wtyk centralny (10) i gniazdo centralne (9) na podajniku drutu (8) i zabezpieczyć nakrętką przyłącza (11).
6.4 Podłączanie układu chłodzenia
1 pakiet przewodów2 przewód powrotu cieczy
chłodzącej3 przewód dopływu cieczy
chłodzącej4 obiegowy układ chłodzenia
(tylko w uchwytach chłodzonych cieczą)
5 szpula z drutem6 butla z gazem osłonowym7 źródło prądu8 podajnik drutu
9 gniazdo centralne10 wtyk centralny11 nakrętka przyłącza
Rys. 5 Montaż pakietu przewodów do urządzenia spawalniczego
1 2 3 4
5
6
7911 810
INFORMACJA
• Jeszcze raz sprawdzić prawidłowe umocowanie prowadnika drutu.
ZAGROZENIEGrozi oparzeniemUchwyt spawalniczy przegrzewa się wskutek zbyt niskiego poziomu cieczy chłodzącej.• Nosić rękawice ochronne.• Regularnie sprawdzać poziom cieczy chłodzącej.

PL - 14
6 Uruchomienie MT/AUT/AUT RAB
Za każdym razem przy pierwszym uruchomieniu bądź po każdej wymianie pakietu przewodów trzeba odpowietrzyć układ chłodzenia. Należy wykonać następujące czynności:
1 Odłączyć przewód powrotu cieczy chłodzącej (1) z obiegowego układu chłodzenia (2) i przytrzymać nad pojemnikiem.
2 Przyłączyć przewód powrotu cieczy chłodzącej (1) i kilkakrotnie raptownie zgiąć i odblokować przewód do momentu, aż ciecz chłodząca zacznie spływać nieprzerwanie i bez pęcherzyków do pojemnika.
3 Wyłączyć obiegowy układ chłodzenia (2) i ponownie przyłączyć przewód powrotu cieczy chłodzącej (1).
INFORMACJA
• Dotyczy tylko uchwytów spawalniczych chłodzonych cieczą.
INFORMACJA
• Zwrócić uwagę na prawidłowe podłączenie przewodu dopływu i powrotu cieczy chłodzącej. Przewód dopływu cieczy chłodzącej = niebieski, przewód powrotu cieczy chłodzącej = czerwony.
• Zwrócić uwagę na to, aby chłodzone cieczą uchwyty spawalnicze eksploatować stosując wyłącznie ciecz chłodzącą BTC-15 firmy ABICOR BINZEL.
1 przewód powrotu cieczy chłodzącej
2 przewód dopływu cieczy chłodzącej
3 obiegowy układ chłodzenia
Rys. 6 Podłączanie przewodów cieczy chłodzącej
1 2 3
INFORMACJA
• Proces ten powtarzać do momentu, aż ciecz chłodząca zacznie płynąć nieprzerwanie i bez pęcherzyków.
• Kontrolować minimalny poziom napełnienia w układzie chłodzenia.
PL - 15
MT/AUT/AUT RAB 7 Eksploatacja
6.5 Ustawianie ilości gazu osłonowego
Patrz Rys. 5 Montaż pakietu przewodów do urządzenia spawalniczego na stronie PL-13
1 Podłączyć butlę z gazem osłonowym (6) do podajnika drutu (8).
2 Ilość gazu ustawić na reduktorze ciśnienia przy butli gazowej (6).
6.6 Wsuwanie drutu
Patrz Rys. 5 Montaż pakietu przewodów do urządzenia spawalniczego na stronie PL-13
1 Włożyć drut do podajnika (8) zgodnie z danymi producenta.
2 Na podajniku (8) nacisnąć przycisk „Bezprądowe podawanie drutu“ i przytrzymać, aż drut wyjdzie z końcówki prądowej.
7 Eksploatacja
INFORMACJA
• Rodzaj i ilość gazu osłonowego zależy od typu spawania i geometrii dyszy gazowej.
• Wszystkie połączenia gazu osłonowego muszą być szczelne.• Aby uniknąć zatkania w przewodach zasilania gazem osłonowym z
powodu zanieczyszczeń, trzeba przed podłączeniem na chwilę otworzyć zawór butli. Dzięki temu ewentualne zanieczyszczenia zostaną wydmuchane.
INFORMACJA
• Przy każdej zmianie drutu usuwać zadziory w miejscu cięcia.
NIEBEZPIECZENSTWOWdychanie fosgenu powoduje duszności i zatruciaPodczas spawania przedmiotów obrabianych odtłuszczanych rozpuszczalnikami zawierającymi chlor powstaje fosgen.• Nie wdychać spalin i oparów i zadbać o dostateczną wentylację.• Przed spawaniem spłukać przedmioty obrabiane czystą wodą.• W pobliżu stanowiska spawania nie stawiać pojemników z kąpielą
odtłuszczającą zawierającą chlor.

PL - 16
7 Eksploatacja MT/AUT/AUT RAB
7.1 Proces spawania1 Otworzyć butlę z gazem osłonowym.
2 Włączyć źródło prądu.
3 Ustawić parametry spawania.
4 Start spawania.
NIEBEZPIECZENSTWOGrozi oparzeniemIskry sypiące się podczas spawania, żarzące się przedmioty obrabiane lub gorąca szlaka mogą przyczynić się do powstania płomieni.• Kontrolować obszar roboczy, czy nie tworzą się ogniska pożaru.• Udostępnić w miejscu pracy odpowiednie środki ochrony
przeciwpożarowej.• Po zakończeniu spawania przedmioty obrabiane muszą wystygnąć.• Przed przystąpieniem do spawania prawidłowo umocować kleszcze
masowe na przedmiocie obrabianym lub na stole spawalniczym.
ZAGROZENIEOślepianieŁuk elektryczny wytwarzany podczas spawania może uszkodzić wzrok.• Stosować odzież ochronną bądź ochronę oczu.
INFORMACJA
• Obsługa uchwytu spawalniczego zastrzeżona jest wyłącznie dla fachowego personelu.
• Ponieważ uchwyt spawalniczy jest zintegrowany z systemem spawalniczym, podczas eksploatacji trzeba przestrzegać instrukcji użytkowania technicznych komponentów spawalniczych jak np. uchwytu spawalniczego i źródła prądu spawania.
• Należy upewnić się, że wszystkie parametry konieczne do spawania metodą MIG/MAG zostały ustawione na źródle prądu odpowiednio do zadania.
INFORMACJA
• Po przekroczeniu temperatury maks. powrotu pakiety przewodów składające się z węży z PCW stają się nieszczelne w strefie ściskania. Trzeba się upewnić, że maks. temperatura powrotu wynosząca 60° C nie zostanie przekroczona.
PL - 17
MT/AUT/AUT RAB 8 Wyłączenie
8 Wyłączenie
1 Koniec spawania.
2 Odczekać aż gaz osłonowy przepłynie.
3 Wyłączyć źródło prądu.
4 Zakręcić zawór butli z gazem osłonowym.
9 Konserwacja i czyszczenie
INFORMACJA
• Pakiety przewodów chłodzone cieczą mogą stać się nieszczelne przy przegrzaniu. Dlatego układ chłodzenia powinien pracować jeszcze ok. 5 min po zakończeniu spawania.
NIEBEZPIECZENSTWONiebezpieczeństwo urazu z powodu nieoczekiwanego uruchomieniaPrzez cały czas trwania czynności konserwacyjnych, utrzymania ruchu, demontażowych i naprawczych należy przestrzegać następujących operacji:• Wyłączyć źródło prądu.• Odciąć dopływ gazu.• Wyciągnąć wtyczkę z sieci.
NIEBEZPIECZENSTWOPorażenie prądem elektrycznymNiebezpieczne napięcie w przypadku uszkodzonych kabli.• Sprawdzić wszystkie kable przewodzące prąd elektryczny, czy zostały
prawidłowo zainstalowane.• Wymienić uszkodzone, zdeformowane lub zużyte części.
INFORMACJA
• Podane okresy konserwacyjne są wartościami wytycznymi i odnoszą się do jednozmianowego trybu pracy.
• Czynności związane z konserwacją oraz czyszczeniem mogą być wykonywane tylko przez wykwalifikowany i wyszkolony personel fachowy.
• Podczas wykonywania czynności konserwacyjnych oraz czyszczenia stosować odzież ochronną.
PL - 18
9 Konserwacja i czyszczenie MT/AUT/AUT RAB
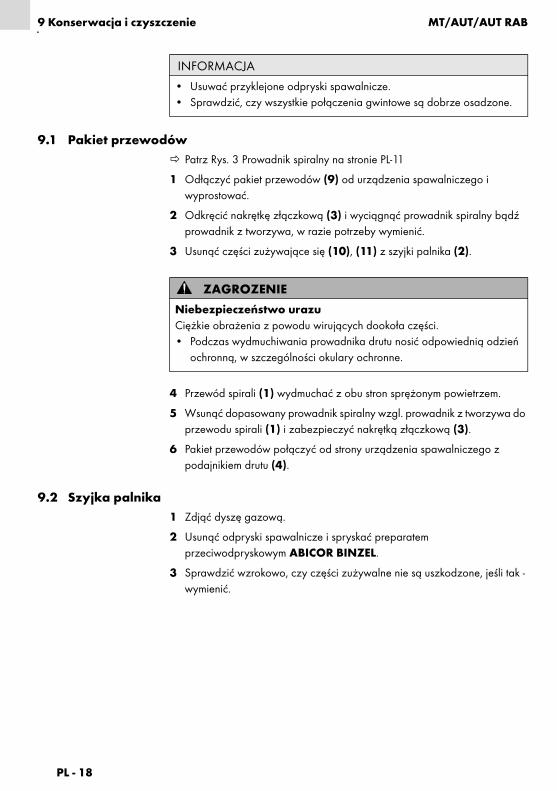
9.1 Pakiet przewodów Patrz Rys. 3 Prowadnik spiralny na stronie PL-11
1 Odłączyć pakiet przewodów (9) od urządzenia spawalniczego i wyprostować.
2 Odkręcić nakrętkę złączkową (3) i wyciągnąć prowadnik spiralny bądź prowadnik z tworzywa, w razie potrzeby wymienić.
3 Usunąć części zużywające się (10), (11) z szyjki palnika (2).
4 Przewód spirali (1) wydmuchać z obu stron sprężonym powietrzem.
5 Wsunąć dopasowany prowadnik spiralny wzgl. prowadnik z tworzywa do przewodu spirali (1) i zabezpieczyć nakrętką złączkową (3).
6 Pakiet przewodów połączyć od strony urządzenia spawalniczego z podajnikiem drutu (4).
9.2 Szyjka palnika 1 Zdjąć dyszę gazową.
2 Usunąć odpryski spawalnicze i spryskać preparatem przeciwodpryskowym ABICOR BINZEL.
3 Sprawdzić wzrokowo, czy części zużywalne nie są uszkodzone, jeśli tak - wymienić.
INFORMACJA
• Usuwać przyklejone odpryski spawalnicze.• Sprawdzić, czy wszystkie połączenia gwintowe są dobrze osadzone.
ZAGROZENIENiebezpieczeństwo urazuCiężkie obrażenia z powodu wirujących dookoła części.• Podczas wydmuchiwania prowadnika drutu nosić odpowiednią odzień
ochronną, w szczególności okulary ochronne.
PL - 19
MT/AUT/AUT RAB 10 Usterki i ich usuwanie
10 Usterki i ich usuwanie
INFORMACJA
• Jeśli podane środki zaradcze nie przyniosą efektu, proszę zwrócić się do dostawcy lub producenta.
• Przestrzegać także instrukcji użytkowania technicznych komponentów spawalniczych, takich jak np. źródła prądu, systemu uchwytów spawalniczych, agregatu chłodzenia obiegowego.
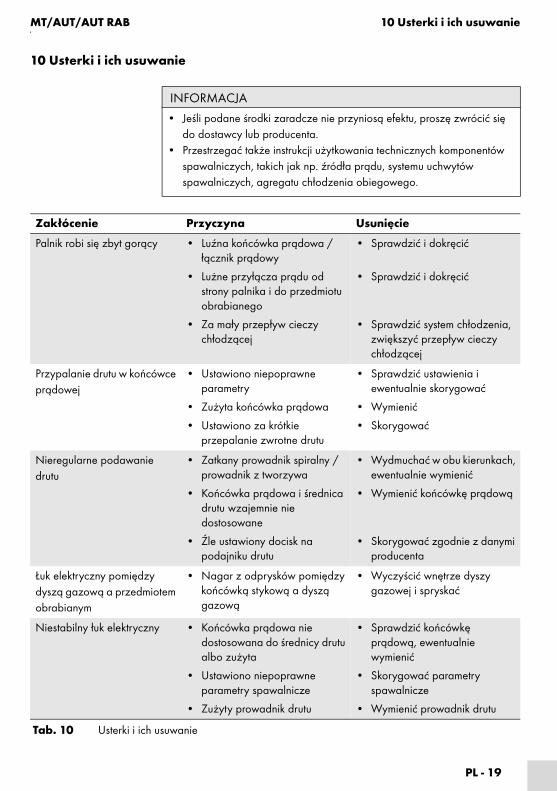
Zakłócenie Przyczyna Usunięcie
Palnik robi się zbyt gorący • Luźna końcówka prądowa / łącznik prądowy
• Lużne przyłącza prądu od strony palnika i do przedmiotu obrabianego
• Za mały przepływ cieczy chłodzącej
• Sprawdzić i dokręcić
• Sprawdzić i dokręcić
• Sprawdzić system chłodzenia, zwiększyć przepływ cieczy chłodzącej
Przypalanie drutu w końcówce prądowej
• Ustawiono niepoprawne parametry
• Zużyta końcówka prądowa
• Ustawiono za krótkie przepalanie zwrotne drutu
• Sprawdzić ustawienia i ewentualnie skorygować
• Wymienić
• Skorygować
Nieregularne podawanie drutu
• Zatkany prowadnik spiralny / prowadnik z tworzywa
• Końcówka prądowa i średnica drutu wzajemnie nie dostosowane
• Źle ustawiony docisk na podajniku drutu
• Wydmuchać w obu kierunkach, ewentualnie wymienić
• Wymienić końcówkę prądową
• Skorygować zgodnie z danymi producenta
Łuk elektryczny pomiędzy dyszą gazową a przedmiotem obrabianym
• Nagar z odprysków pomiędzy końcówką stykową a dyszą gazową
• Wyczyścić wnętrze dyszy gazowej i spryskać
Niestabilny łuk elektryczny • Końcówka prądowa nie dostosowana do średnicy drutu albo zużyta
• Ustawiono niepoprawne parametry spawalnicze
• Zużyty prowadnik drutu
• Sprawdzić końcówkę prądową, ewentualnie wymienić
• Skorygować parametry spawalnicze
• Wymienić prowadnik drutu
Tab. 10 Usterki i ich usuwanie
PL - 20
11 Demontaż MT/AUT/AUT RAB
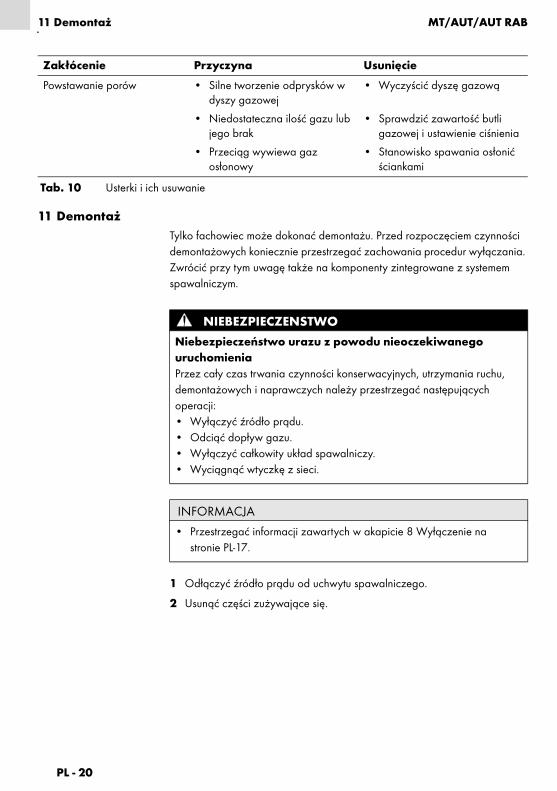
11 DemontażTylko fachowiec może dokonać demontażu. Przed rozpoczęciem czynności demontażowych koniecznie przestrzegać zachowania procedur wyłączania. Zwrócić przy tym uwagę także na komponenty zintegrowane z systemem spawalniczym.
1 Odłączyć źródło prądu od uchwytu spawalniczego.
2 Usunąć części zużywające się.
Powstawanie porów • Silne tworzenie odprysków w dyszy gazowej
• Niedostateczna ilość gazu lub jego brak
• Przeciąg wywiewa gaz osłonowy
• Wyczyścić dyszę gazową
• Sprawdzić zawartość butli gazowej i ustawienie ciśnienia
• Stanowisko spawania osłonić ściankami
Zakłócenie Przyczyna Usunięcie
Tab. 10 Usterki i ich usuwanie
NIEBEZPIECZENSTWONiebezpieczeństwo urazu z powodu nieoczekiwanego uruchomieniaPrzez cały czas trwania czynności konserwacyjnych, utrzymania ruchu, demontażowych i naprawczych należy przestrzegać następujących operacji:• Wyłączyć źródło prądu.• Odciąć dopływ gazu.• Wyłączyć całkowity układ spawalniczy.• Wyciągnąć wtyczkę z sieci.
INFORMACJA
• Przestrzegać informacji zawartych w akapicie 8 Wyłączenie na stronie PL-17.
PL - 21
MT/AUT/AUT RAB 12 Utylizacja
12 UtylizacjaUtylizację przeprowadzić zgodnie z zarządzeniami lokalnymi, ustawami, przepisami, normami i dyrektywami. Celem przeprowadzenia zgodnej z przepisami utylizacji uchwytu spawalniczego należy go najpierw zdemontować.
Patrz 11 Demontaż na stronie PL-20
12.1 MateriałyNiniejszy wyrób składa się w większej części z metalu, który po przetopieniu w hucie można nieograniczoną ilość razy wykorzystać. Użyte tutaj tworzywa sztuczne są oznakowane w sposób umożliwiający sortowanie i frakcjonowanie materiałów do późniejszego recyklingu.
12.2 Środki roboczeOleje, smary i środki czyszczące nie mogą obciążać gleby ani dostać się do kanalizacji. Substancje te muszą być przechowywane i transportowane w odpowiednich pojemnikach, a następnie usuwane. Trzeba przy tym przestrzegać zarządzeń lokalnych oraz informacji dotyczących usuwania znajdujących się w ulotkach ze wskazówkami bezpieczeństwa wydanych przez producentów tych substancji. Skażone przybory do czyszczenia (pędzle, ścierki itp.) trzeba także usunąć zgodnie z danymi producentów środków roboczych.
12.3 OpakowaniaFirma ABICOR BINZEL zredukowała opakowanie transportowe do niezbędnego minimum. Przy wyborze materiałów opakowaniowych brana jest pod uwagę możliwość ich ponownego przetworzenia.
RU - 2
Руководство по эксплуатации MT/AUT/AUT RAB
RU Руководство по эксплуатации
© Изготовитель оставляет за собой право вносить в настоящее руководство по эксплуатации в любой момент и без предварительного уведомления изменения, вызванные опечатками, возможными неточностями в содержащейся в нем информации или усовершенствованиями продукции. Эти изменения будут учитываться и в новых изданиях настоящего руководства.
Все товарные знаки и производственные марки, названные в инструкции по эксплуатации, являются собственностью соответствующего владельца/производителя.
Актуальную документацию продукции, а также контактные данные региональных представительств и международных партнеров компании ABICOR BINZEL можно найти в Интернете по адресу www.binzel-abicor.com
1 Определение RU-31.1 Маркировка CE RU-31.2 Обязанности пользователя
горелки RU-3
2 Описание продукта RU-42.1 Применение горелки по
назначению RU-42.2 Применение не по назначению RU-42.3 Технические данные RU-42.4 Сокращения RU-62.5 Ф ирменная табличка RU-7
3 Указания по технике безопасности RU-7
3.1 Классификация RU-73.2 Данные на случай аварии RU-8
4 Объем поставки RU-84.1 Транспортировка RU-84.2 Хранение RU-9
5 Описание принципа работы RU-9
6 Ввод в эксплуатацию RU-106.1 Оснащение горелки RU-106.2 Монтаж направляющего канала
для проволоки RU-116.2.1 Подающая спираль RU-126.2.2 Пластмассовый сердечник RU-136.3 Монтаж шлангового пакета на
стороне горелки RU-14
6.4 Подключение системы охлаждения RU-14
6.5 Настройка количества защитного газа RU-16
6.6 Замена проволоки RU-16
7 Эксплуатация RU-177.1 Процесс сварки RU-18
8 Вывод из эксплуатации RU-18
9 Техобслуживание и очистка RU-18
9.1 Шланговый пакет RU-199.2 Корпус горелки RU-20
10 Неисправности и их устранение RU-20
11 Демонтаж RU-22
12 Утилизация RU-2312.1 Материалы RU-2312.2 Расходные материалы RU-2312.3 Упаковка RU-23
RU - 3
MT/AUT/AUT RAB 1 Определение
1 ОпределениеMIG/MAG Сварочные горелки применяются в промышленности для сварки с защитным газом в среде инертных газов (MIG) или активных газов (MAG). Они имеются в наличии в виде автоматических горелок и могут применяться для любых положений сварного шва. В зависимости от исполнения они имеют газовое или жидкостное охлаждение. Для исполнения с жидкостным охлаждением требуется блок принудительного охлаждения. В этой инструкции по эксплуатации описываются только MIG/MAG сварочные горелки MT/AUT/AUT RAB (автоматические, с дистанционным управлением). Эксплуатация MIG/MAG сварочных горелок разрешается только с использованием оригинальных ABICOR BINZEL запасных деталей.
1.1 Маркировка CEДанное устройство отвечает требованиям действующих директив ЕС.
1.2 Обязанности пользователя горелкиВ ЕЭЗ (Европейской экономической зоне) необходимо соблюдать национальные имплементации типовой директивы (89/391/ЕЭС), а также относящиеся к ним отдельные директивы, в частности Директиву (89/655/ЕЭС) о минимальных требованиях по обеспечению безопасности и охране здоровья работников на рабочем месте при использовании рабочего оборудования, соответственно в актуальной версии. На территории Германии необходимо соблюдать Закон об охране труда, а также Распоряжение о безопасности производства. Кроме того, пользователь обязан гарантировать соответствие сварочной горелки в сочетании со сварочными приборами требованиям Директивы ЕС по электромагнитной совместимости (2014/30/EC) и надлежащую установку модуля обработки сигналов встроенного контроля сварочного тока относительно блуждающих токов.
Соответствие директивам подтверждается маркировкой CE на устройстве.
RU - 4
2 Описание продукта MT/AUT/AUT RAB
2 Описание продукта
2.1 Применение горелки по назначениюMIG/MAG Сварочные горелки используются для безопасной сварки низко- и высоколегированных материалов путем автоматической сварки. Применение по назначению также включает соблюдение предписанных условий эксплуатации, техобслуживания и сервисного обслуживания.
2.2 Применение не по назначениюПод применением не по назначению понимается любое использование, отличающееся от эксплуатации, описанной в пункте "Применение по назначению". Не допустимы несогласованные с производителем модификации горелки или изменения уровня мощности.
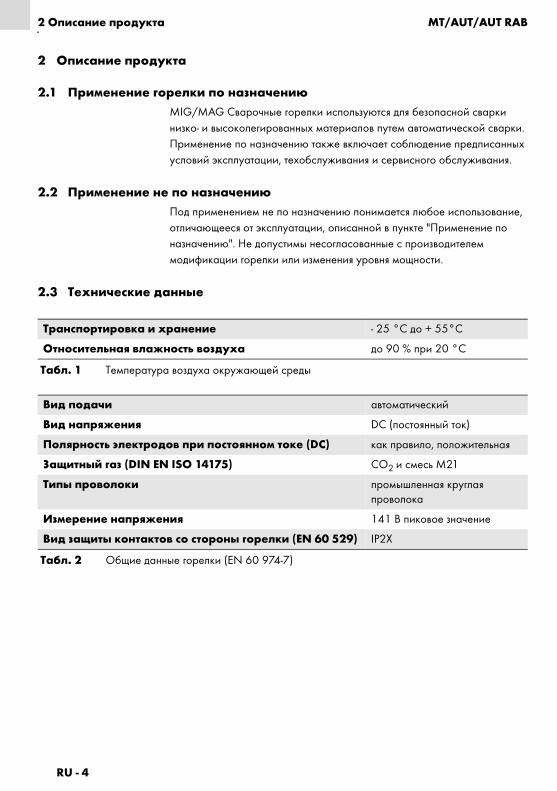
2.3 Технические данные
Транспортировка и хранение - 25 °C до + 55°C
Относительная влажность воздуха до 90 % при 20 °C
Табл. 1 Температура воздуха окружающей среды
Вид подачи автоматический
Вид напряжения DC (постоянный ток)
Полярность электродов при постоянном токе (DC) как правило, положительная
Защитный газ (DIN EN ISO 14175) CO2 и смесь M21
Типы проволоки промышленная круглая проволока
Измерение напряжения 141 В пиковое значение
Вид защиты контактов со стороны горелки (EN 60 529) IP2X
Табл. 2 Общие данные горелки (EN 60 974-7)
RU - 5
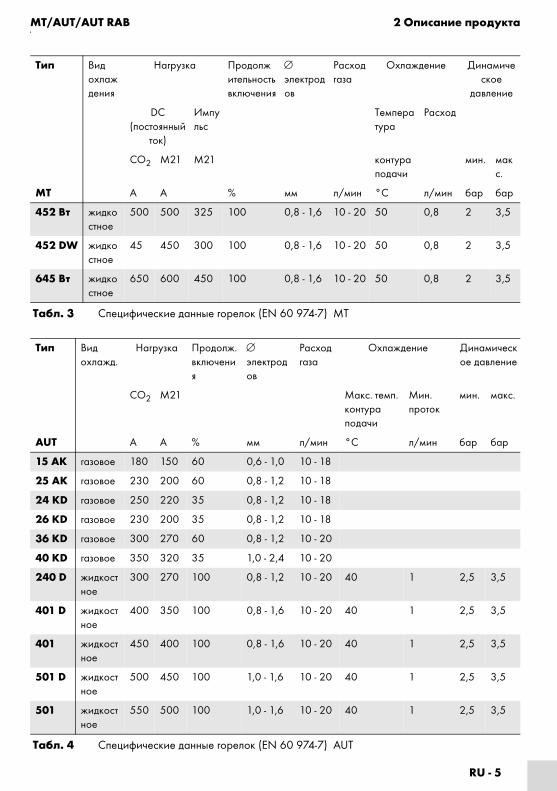
MT/AUT/AUT RAB 2 Описание продукта
Тип Вид охлаждения
Нагрузка Продолжительность включения
электродов
Расходгаза
Охлаждение Динамическое
давление
DC (постоянный
ток)
Импульс
Температура
Расход
CO2 M21 M21 контура подачи
мин. макс.
MT A A % мм л/мин °C л/мин бар бар
452 Вт жидкостное
500 500 325 100 0,8 - 1,6 10 - 20 50 0,8 2 3,5
452 DW жидкостное
45 450 300 100 0,8 - 1,6 10 - 20 50 0,8 2 3,5
645 Вт жидкостное
650 600 450 100 0,8 - 1,6 10 - 20 50 0,8 2 3,5
Табл. 3 Специфические данные горелок (EN 60 974-7) MT
Тип Вид охлажд.
Нагрузка Продолж. включения
электродов
Расход газа
Охлаждение Динамическое давление
CO2 M21 Макс. темп. контура подачи
Мин. проток
мин. макс.
AUT A A % мм л/мин °C л/мин бар бар
15 AK газовое 180 150 60 0,6 - 1,0 10 - 18
25 AK газовое 230 200 60 0,8 - 1,2 10 - 18
24 KD газовое 250 220 35 0,8 - 1,2 10 - 18
26 KD газовое 230 200 35 0,8 - 1,2 10 - 18
36 KD газовое 300 270 60 0,8 - 1,2 10 - 20
40 KD газовое 350 320 35 1,0 - 2,4 10 - 20
240 D жидкостное
300 270 100 0,8 - 1,2 10 - 20 40 1 2,5 3,5
401 D жидкостное
400 350 100 0,8 - 1,6 10 - 20 40 1 2,5 3,5
401 жидкостное
450 400 100 0,8 - 1,6 10 - 20 40 1 2,5 3,5
501 D жидкостное
500 450 100 1,0 - 1,6 10 - 20 40 1 2,5 3,5
501 жидкостное
550 500 100 1,0 - 1,6 10 - 20 40 1 2,5 3,5
Табл. 4 Специфические данные горелок (EN 60 974-7) AUT

RU - 6
2 Описание продукта MT/AUT/AUT RAB
2.4 Сокращения
602 жидкостное
600 550 100 1,0 - 1,6 10 - 20 40 1,3 2,5 3,5
Тип Вид охлажд.
Нагрузка Продолж. включения
электродов
Расход газа
Охлаждение Динамическое давление
CO2 M21 Макс. темп. контура подачи
Мин. проток
мин. макс.
AUT A A % мм л/мин °C л/мин бар бар
Табл. 4 Специфические данные горелок (EN 60 974-7) AUT
Тип Вид охлажд.
Нагрузка Продолж. включения
электродов
Расход газа
Охлаждение Динамическое давление
CO2 M21 Макс. темп. контура подачи
Мин. проток
мин. макс.
AUT RAB
A A % мм л/мин °C л/мин бар бар
36 KD газовое 300 270 60 0,8 - 1,2 10 - 20
501 D жидкостное
500 450 100 1,0 - 1,6 10 - 20 40 1 2,5 3,5
Табл. 5 Специфические данные горелок (EN 60 974-7) AUT RAB
MT/AUT/AUT RAB
Стандартная длина L 3,00 м, 4,00 м
Подключение охлажд. агента Вставной ниппель NW 5
Мощность прибора охлаждения мин. 800 Вт
Табл. 6 Данные шлангового пакета
DC Постоянный ток
ED Продолжительность включения
MAG Сварка плавящимся электродом в среде активных газов
MIG Сварка плавящимся электродом в среде инертных газов
MT/AUT Автоматическая сварочная горелка
AUT RAB Автоматическая сварочная горелка с дымоотсосом
Табл. 7 Сокращения
RU - 7
MT/AUT/AUT RAB 3 Указания по технике безопасности
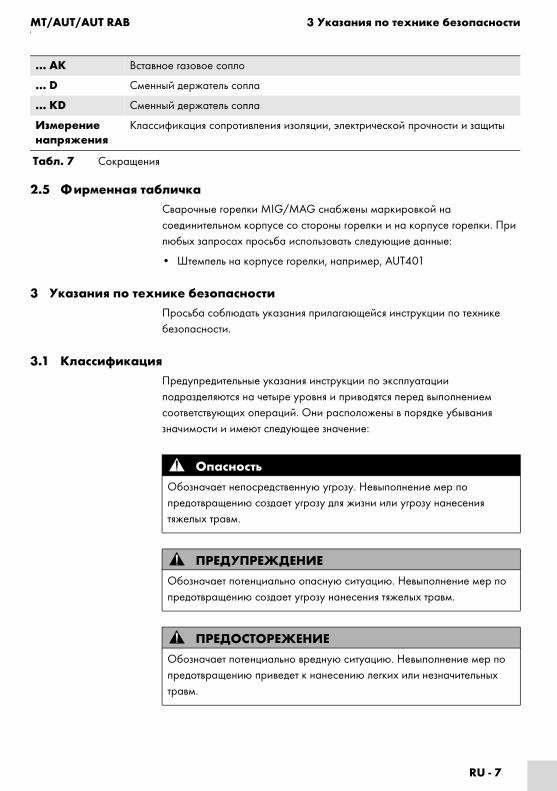
2.5 Фирменная табличкаСварочные горелки MIG/MAG снабжены маркировкой на соединительном корпусе со стороны горелки и на корпусе горелки. При любых запросах просьба использовать следующие данные:
• Штемпель на корпусе горелки, например, AUT401
3 Указания по технике безопасностиПросьба соблюдать указания прилагающейся инструкции по технике безопасности.
3.1 КлассификацияПредупредительные указания инструкции по эксплуатации подразделяются на четыре уровня и приводятся перед выполнением соответствующих операций. Они расположены в порядке убывания значимости и имеют следующее значение:
... AK Вставное газовое сопло
... D Сменный держатель сопла
... KD Сменный держатель сопла
Измерение напряжения
Классификация сопротивления изоляции, электрической прочности и защиты
Табл. 7 Сокращения
ОпасностьОбозначает непосредственную угрозу. Невыполнение мер по предотвращению создает угрозу для жизни или угрозу нанесения тяжелых травм.
ПРЕДУПРЕЖДЕНИЕОбозначает потенциально опасную ситуацию. Невыполнение мер по предотвращению создает угрозу нанесения тяжелых травм.
ПРЕДОСТОРЕЖЕНИЕОбозначает потенциально вредную ситуацию. Невыполнение мер по предотвращению приведет к нанесению легких или незначительных травм.
RU - 8
4 Объем поставки MT/AUT/AUT RAB
3.2 Данные на случай аварииВ случае аварии немедленно прервать подачу
• тока, газа
Дальнейшие меры приводятся в инструкции по эксплуатации "Источник тока" или в документации дальнейших периферийных приборов.
4 Объем поставкиMIG/MAG Сварочные горелки поставляются в виде комплектных модулей, готовых к применению. Стандартный объем поставки включает следующее:
Детали оборудования и быстроизнашивающиеся детали заказывать отдельно. Данные заказа и идентификационные номера оборудования и быстроизнашивающихся деталей приводятся в актуальных списках запасных и быстроизнашивающихся деталей ABICOR BINZEL. Контактные данные для консультации и заказа можно найти в интернете по адресу www.binzel-abicor.com.
4.1 ТранспортировкаПоставка тщательно проверяется и упаковывается перед пересылкой, однако невозможно полностью исключить повреждения при транспортировке.
ПРИМЕЧАНИЕ
Обозначает возможный риск повреждения продуктов производства или нанесения материального ущерба оборудованию.
• Оборудованные для сварки MIG/MAG горелки с шланговым пакетом и центральным штекером
• Инструкция по эксплуатации
Табл. 8 Объем поставки
Контроль качества поступающего товара
Проверить комплектность на основе квитанции о поставке!
В случае повреждений
Проверить поставленную продукцию на наличие повреждений (визуальный контроль)!
В случае рекламации
Если поставленная продукция была повреждена при транспортировке, немедленно свяжитесь с последним перевозчиком! Сохраните упаковку на случай возможной проверки экспедиторской фирмой.
Табл. 9 Транспортировка
RU - 9
MT/AUT/AUT RAB 5 Описание принципа работы
4.2 ХранениеФ изические условия хранения в закрытом помещении:
Смотри Табл. 1 Температура воздуха окружающей среды на странице RU-4
5 Описание принципа работыФ ункциональная система сварочной горелки MIG/MAG состоит из следующих компонентов:
• Корпус горелки с деталями оснастки и быстроизнашивающимися деталями, рукоятка, шланговый пакет с центральным штекером
Все вместе элементы образуют функциональную единицу, которая при использовании соответствующих компонентов генерирует сварочную дугу. Необходимая для сварки проволока подается через систему сварочной горелки к токоподводящему наконечнику. Токоподводящий наконечник передает сварочный ток на проволоку и, таким образом, генерирует сварочную дугу между сварочной проволокой и заготовкой. Сварочная дуга и сварочная ванна защищаются инертным газом (MIG) или активным газом (MAG).
Упаковка для обратной пересылки
Просьба по возможности использовать оригинальную упаковку и оригинальный упаковочный материал. При возникновении вопросов по упаковке и транспортировочному креплению просьба обращаться к Вашему поставщику.
Табл. 9 Транспортировка
ПРЕДОСТОРЕЖЕНИЕМатериальный ущербПри риске замерзания наличие охлаждающего агента в шлангах может привести к повреждениям.• Удалить охлаждающий агент из шлангов.

RU - 10
6 Ввод в эксплуатацию MT/AUT/AUT RAB
6 Ввод в эксплуатацию
6.1 Оснащение горелки
ОпасностьОпасность травмирования вследствие внезапного пускаВ течение всего времени проведения работ по техническому обслуживанию, сервису, демонтажу и ремонту следует соблюдать следующее:• Отключить источник тока.• Перекрыть подачу газа.• Отсоединить штекер сети.
ПРИМЕЧАНИЕ
• Ввод в эксплуатацию MIG/MAG сварочной горелки должен проводиться только квалифицированным персоналом.
ПРЕДОСТОРЕЖЕНИЕОпасность травмированияПрокол или порез заточенным электродом.• Не протягивать руки в опасную зону.• Использовать защитные перчатки.
1 Газовое сопло 2 Тип 452 W3 Газораспределитель 4 Токоподводящий наконечник 5 Газораспределитель
6 Держатель сопла 7 Корпус горелки 8 Корпус горелки 9 Зажимная цанга
10 Универсальный ключ11 Контактный наконечник12 Тип 645 W13 Газовое сопло14 Тип 452 DW
Рис. 1 Оснащение MT горелки
1 4 5 6 7
814
11
3
10 9
2
12
13

RU - 11
MT/AUT/AUT RAB 6 Ввод в эксплуатацию
6.2 Монтаж направляющего канала для проволоки
1 Тип 152 Газораспределитель3 Токоподводящий наконечник4 Держатель сопла
5 Газораспределитель6 Тип 257 Корпус горелки8 Тип 401/501
9 Тип 401D/501D10 Тип 24/26/36/602/240D11 Газовое сопло12 Отсасывающее сопло
Рис. 2 Оснащение горелки AUT/AUT RAB
1
11
2
8
3 4
7
6
5
10 9
12
AUT RAB
AUT
ПРИМЕЧАНИЕ
• Новые, еще неиспользованные подающие спирали или пластмассовые сердечники необходимо укоротить на действительную длину шлангового пакета.
RU - 12
6 Ввод в эксплуатацию MT/AUT/AUT RAB
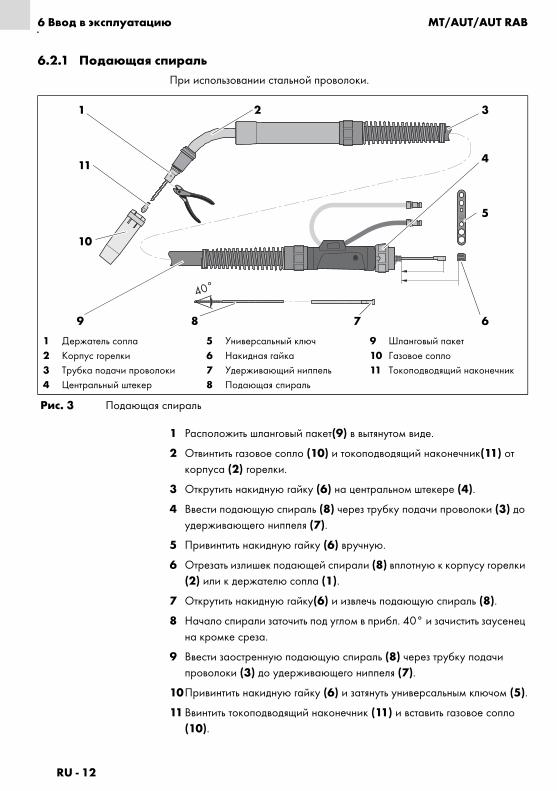
6.2.1 Подающая спиральПри использовании стальной проволоки.
1 Расположить шланговый пакет(9) в вытянутом виде.
2 Отвинтить газовое сопло (10) и токоподводящий наконечник(11) от корпуса (2) горелки.
3 Открутить накидную гайку (6) на центральном штекере (4).
4 Ввести подающую спираль (8) через трубку подачи проволоки (3) до удерживающего ниппеля (7).
5 Привинтить накидную гайку (6) вручную.
6 Отрезать излишек подающей спирали (8) вплотную к корпусу горелки (2) или к держателю сопла (1).
7 Открутить накидную гайку(6) и извлечь подающую спираль (8).
8 Начало спирали заточить под углом в прибл. 40° и зачистить заусенец на кромке среза.
9 Ввести заостренную подающую спираль (8) через трубку подачи проволоки (3) до удерживающего ниппеля (7).
10Привинтить накидную гайку (6) и затянуть универсальным ключом (5).
11 Ввинтить токоподводящий наконечник (11) и вставить газовое сопло (10).
1 Держатель сопла2 Корпус горелки3 Трубка подачи проволоки4 Центральный штекер
5 Универсальный ключ6 Накидная гайка7 Удерживающий ниппель8 Подающая спираль
9 Шланговый пакет10 Газовое сопло11 Токоподводящий наконечник
Рис. 3 Подающая спираль
���
1 2
9
10
11
3
4
8
5
67
RU - 13
MT/AUT/AUT RAB 6 Ввод в эксплуатацию
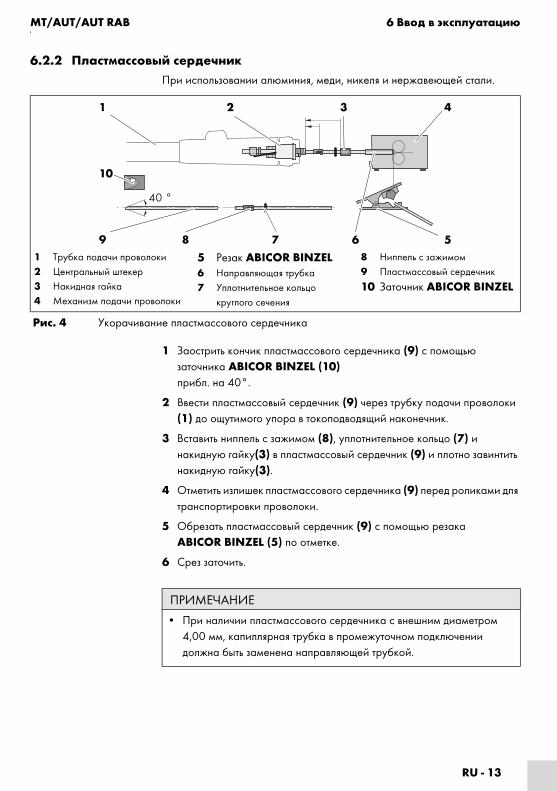
6.2.2 Пластмассовый сердечникПри использовании алюминия, меди, никеля и нержавеющей стали.
1 Заострить кончик пластмассового сердечника (9) с помощью заточника ABICOR BINZEL (10) прибл. на 40°.
2 Ввести пластмассовый сердечник (9) через трубку подачи проволоки (1) до ощутимого упора в токоподводящий наконечник.
3 Вставить ниппель с зажимом (8), уплотнительное кольцо (7) и накидную гайку(3) в пластмассовый сердечник (9) и плотно завинтить накидную гайку(3).
4 Отметить излишек пластмассового сердечника (9) перед роликами для транспортировки проволоки.
5 Обрезать пластмассовый сердечник (9) с помощью резака ABICOR BINZEL (5) по отметке.
6 Срез заточить.
1 Трубка подачи проволоки2 Центральный штекер3 Накидная гайка4 Механизм подачи проволоки
5 Резак ABICOR BINZEL6 Направляющая трубка7 Уплотнительное кольцо
круглого сечения
8 Ниппель с зажимом9 Пластмассовый сердечник10 Заточник ABICOR BINZEL
Рис. 4 Укорачивание пластмассового сердечника
����
1 2 4
59 8 6
10
3
7
ПРИМЕЧАНИЕ
• При наличии пластмассового сердечника с внешним диаметром 4,00 мм, капиллярная трубка в промежуточном подключении должна быть заменена направляющей трубкой.
RU - 14
6 Ввод в эксплуатацию MT/AUT/AUT RAB
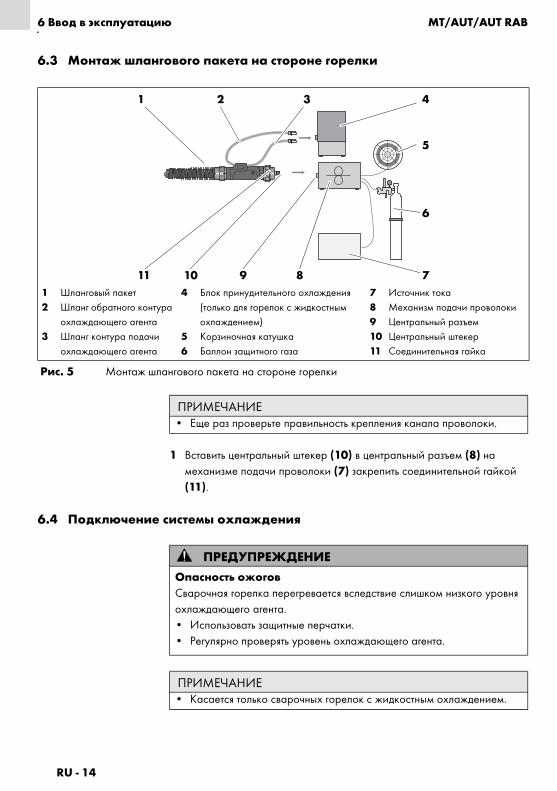
6.3 Монтаж шлангового пакета на стороне горелки
1 Вставить центральный штекер (10) в центральный разъем (8) на механизме подачи проволоки (7) закрепить соединительной гайкой (11).
6.4 Подключение системы охлаждения
1 Шланговый пакет2 Шланг обратного контура
охлаждающего агента3 Шланг контура подачи
охлаждающего агента
4 Блок принудительного охлаждения (только для горелок с жидкостным охлаждением)
5 Корзиночная катушка6 Баллон защитного газа
7 Источник тока8 Механизм подачи проволоки9 Центральный разъем10 Центральный штекер11 Соединительная гайка
Рис. 5 Монтаж шлангового пакета на стороне горелки
1 2 3 4
5
6
7911 810
ПРИМЕЧАНИЕ• Еще раз проверьте правильность крепления канала проволоки.
ПРЕДУПРЕЖДЕНИЕОпасность ожоговСварочная горелка перегревается вследствие слишком низкого уровня охлаждающего агента.• Использовать защитные перчатки.• Регулярно проверять уровень охлаждающего агента.
ПРИМЕЧАНИЕ• Касается только сварочных горелок с жидкостным охлаждением.

RU - 15
MT/AUT/AUT RAB 6 Ввод в эксплуатацию
При каждом первом запуске или после каждой замены шлангового пакета необходимо откачать воздух из системы охлаждения следующим образом: Выполнить следующие операции:
1 Отсоединить шланг обратного контура охлаждающего агента (1) от блока принудительного охлаждения (2) и держать над сборным резервуаром.
2 Закрыть отверстие шланга обратного контура охлаждающего агента (1) и путем повторного резкого открытия разблокировать так, чтобы поток охлаждающего агента стал непрерывным и не содержал пузырьков.
3 Выключить блок принудительного охлаждения (2) и вновь подключить шланг обратного контура (1) охлаждающего агента.
ПРИМЕЧАНИЕ• Убедитесь в том, что контуры подачи и рециркуляции охлаждающего
агента установлены надлежащим образом. Контур подачи охлаждающего агента = синий, обратный контур охлаждающего агента = красный.
• Следите за тем, чтобы сварочные горелки с жидкостным охлаждением эксплуатировались только с использованием охлаждающего агента BTC-15 ABICOR BINZEL.
1 Шланг обратного контура охлаждающего агента
2 Шланг контура подачи охлаждающего агента
3 Блок принудительного охлаждения
Рис. 6 Подключение охлаждающего агента
1 2 3
ПРИМЕЧАНИЕ
• Повторять данную процедуру до тех пор, пока поток охлаждающего агента не станет непрерывным и не будет содержать пузырьков.
• Проверить минимальный уровень заполнения в системе охлаждения.
RU - 16
6 Ввод в эксплуатацию MT/AUT/AUT RAB
6.5 Настройка количества защитного газа
Смотри Рис. 5 Монтаж шлангового пакета на стороне горелки на странице RU-14
1 Подключить баллон защитного газа (6) к механизму подачи проволоки (7).
2 Настроить объем газа посредством редуктора давления баллона защитного газа (6).
6.6 Замена проволоки
Смотри Рис. 5 Монтаж шлангового пакета на стороне горелки на странице RU-14
1 Ввести проволоку в механизм подачи проволоки (7) согласно указаниям производителя.
2 Нажать кнопку "Обесточенная подача проволоки" на механизме подачи проволоки (7) и удерживать нажатой до тех пор, пока проволока не выйдет из токоподводящего наконечника.
ПРИМЕЧАНИЕ• Вид и количество применяемого защитного газа зависят от задачи
сварки и геометрии газового сопла.
• Все подключения защитного газа выполнять герметично.
• Во избежание закупорки линии защитного газа в результате засорения необходимо на короткое время открыть клапан баллона перед подключением. Таким образом, будет выполнено удаление загрязнений путем продувки.
ПРИМЕЧАНИЕ
• При каждой замене проволоки следите за тем, чтобы место подключения не имело заусенцев.

RU - 17
MT/AUT/AUT RAB 7 Эксплуатация
7 Эксплуатация
ОпасностьУдушье и отравления вследствие вдыхания фосгенаПри сварке заготовок, смазанных хлорсодержащими растворителями, образуется фосген.• Не вдыхать дым и пары и обеспечить достаточную подачу свежего
воздуха.• Промыть заготовки перед сваркой чистой водой.• Не устанавливать вблизи места сварки хлорсодержащие ванны для
обезжиривания
ОпасностьОпасность ожоговПри сварочных работах возможно образование очагов пламени вследствие наличия искр, раскаленных деталей или горячих шлаков.• Проверить рабочую зону на наличие очагов возгорания.• Обеспечить наличие подходящих средств противопожарной
безопасности на рабочем месте.• После сварки дать деталям остыть.• Перед сварочными работами надлежащим образом закрепить
заземляющие клещи на детали или на сварочном столе.
ПРЕДУПРЕЖДЕНИЕЗащита глазВозникающая при сварке дуга может нанести вред глазам.• Носить защитную одежду и соответственно защиту для глаз.
ПРИМЕЧАНИЕ
• Обслуживание сварочной горелки разрешается выполнять только квалифицированным специалистам.
• Так как сварочная горелка является частью сварочной системы, при эксплуатации необходимо соблюдать инструкции по эксплуатации сварочных компонентов, например, сварочной горелки и источника сварочного тока.
• Убедитесь в том, что все параметры, необходимые для MIG/MAG сварки, установлены на источнике тока в соответствии с задачей сварки.
RU - 18
8 Вывод из эксплуатации MT/AUT/AUT RAB
7.1 Процесс сварки1 Открыть баллон защитного газа.
2 Включить источник тока.
3 Настроить параметры сварки.
4 Начало сварки.
8 Вывод из эксплуатации
1 Окончание сварки.
2 Выждать время истечения защитного газа.
3 Отключить источник тока.
4 Закрыть вентиль баллона защитного газа.
9 Техобслуживание и очистка
ПРИМЕЧАНИЕ
• Шланговые пакеты с ПВХ шлангами теряют герметичность при превышении температуры потока обратного контура в месте зажима. Убедитесь в том, что температура потока обратного контура 60°C не превышается.
ПРИМЕЧАНИЕ
• Шланговые пакеты с жидкостным охлаждением при перегревании становятся негерметичными. Поэтому после сварки следует оставить прибор охлаждения включенным прибл. на 5 мин.
ОпасностьОпасность травмирования вследствие внезапного пускаВ течение всего времени проведения работ по техническому обслуживанию, сервису, демонтажу и ремонту следует соблюдать следующее:• Отключить источник тока.• Перекрыть подачу газа.• Отсоединить штекер сети.
RU - 19
MT/AUT/AUT RAB 9 Техобслуживание и очистка
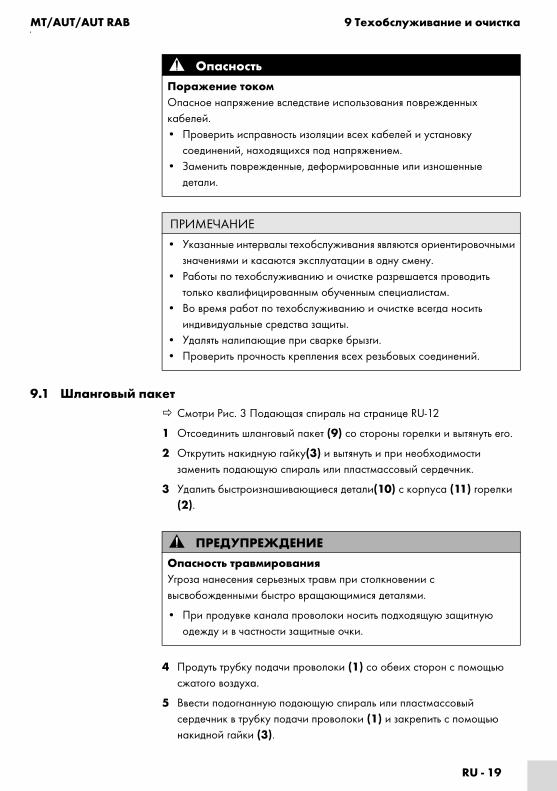
9.1 Шланговый пакет Смотри Рис. 3 Подающая спираль на странице RU-12
1 Отсоединить шланговый пакет (9) со стороны горелки и вытянуть его.
2 Открутить накидную гайку(3) и вытянуть и при необходимости заменить подающую спираль или пластмассовый сердечник.
3 Удалить быстроизнашивающиеся детали(10) с корпуса (11) горелки (2).
4 Продуть трубку подачи проволоки (1) со обеих сторон с помощью сжатого воздуха.
5 Ввести подогнанную подающую спираль или пластмассовый сердечник в трубку подачи проволоки (1) и закрепить с помощью накидной гайки (3).
ОпасностьПоражение токомОпасное напряжение вследствие использования поврежденных кабелей.• Проверить исправность изоляции всех кабелей и установку
соединений, находящихся под напряжением.• Заменить поврежденные, деформированные или изношенные
детали.
ПРИМЕЧАНИЕ
• Указанные интервалы техобслуживания являются ориентировочными значениями и касаются эксплуатации в одну смену.
• Работы по техобслуживанию и очистке разрешается проводить только квалифицированным обученным специалистам.
• Во время работ по техобслуживанию и очистке всегда носить индивидуальные средства защиты.
• Удалять налипающие при сварке брызги.• Проверить прочность крепления всех резьбовых соединений.
ПРЕДУПРЕЖДЕНИЕОпасность травмированияУгроза нанесения серьезных травм при столкновении с высвобожденными быстро вращающимися деталями.
• При продувке канала проволоки носить подходящую защитную одежду и в частности защитные очки.
RU - 20
10 Неисправности и их устранение MT/AUT/AUT RAB
6 Присоединить шланговый пакет на стороне механизма подачи проволоки (4).
9.2 Корпус горелки 1 Снять газовое сопло.
2 Удалить брызги, образующиеся при сварке, и опрыскайте средством против налипания брызг ABICOR BINZEL.
3 Проверить быстроизнашивающиеся детали на наличие видимых повреждений и при необходимости заменить их.
10 Неисправности и их устранение
ПРИМЕЧАНИЕ
• Если названные меры не приводят к успешному решению проблемы, просьба обращаться к Вашему поставщику или к производителю.
• Также просьба учитывать инструкции по эксплуатации сварочных компонентов, как например источника тока, системы сварочной горелки, блока принудительного охлаждения и т.д.

RU - 21
MT/AUT/AUT RAB 10 Неисправности и их устранение
Неисправность Причина Устранение
Горелка перегревается
• Токоподводящий наконечник / держатель сопла установлен непрочно.
• Контакты источника тока на стороне горелки и заготовки выполнены непрочно.
• Слишком низкий расход охлаждающего агента
• Проверить и закрепить
• Проверить и закрепить
• Проверить систему охлаждения, увеличить расход охлаждающего агента
Пригорание проволоки в токоподводящем наконечнике
• Установлены неверные параметры
• Износ контактного наконечника
• Обратное горение проволоки установлено на слишком короткое значение
• Проверить и при необходимости исправить настройку
• Замена
• Корректировка
Неравномерная подача проволоки
• Застревание подающей спирали /пластмассового сердечника
• Токоподводящий наконечник и диаметр проволоки не согласованы
• Неверно настроенное давление нажима на механизме подачи проволоки
• Продуть оба направления, при необходимости заменить
• Заменить токоподводящий наконечник
• Исправить согласно спецификации производителя
Сварочная дуга между газовым соплом и деталью
• Перемычки из сварочных брызг между контактным наконечником и газовым соплом
• Очистить и опрыскать внутреннюю поверхность газового сопла
Неустойчивая сварочная дуга
• Токоподводящий наконечник не настроен на диаметр проволоки или изношен
• Установлены неверные параметры сварки
• Забит канал проволоки
• Проверить и при необходимости заменить токоподводящий наконечник
• Откорректировать параметры сварки
• Заменить канал проволоки
Порообразование • Сопло забито сварочными брызгами
• Недостаточное количество или отсутствие газа
• Вентиляционный поток сдувает защитный газ
• Очистить газовое сопло
• Проверить содержимое газового баллона и настройку давления
• Экранировать место сварки с помощью защитных перегородок
Табл. 10 Неисправности и их устранение

RU - 22
11 Демонтаж MT/AUT/AUT RAB
11 ДемонтажДемонтаж может быть выполнен только специалистом. Проследите за тем, чтобы в обязательном порядке были соблюдены процедуры отключения перед выполнением работ по демонтажу. При этом также необходимо обратить внимание на компоненты, включенные в сварочную систему.
1 Отключить сварочную горелку от источника тока.
2 Удалить быстроизнашивающиеся детали.
ОпасностьОпасность травмирования вследствие внезапного пускаВ течение всего времени проведения работ по техническому обслуживанию, сервису, демонтажу и ремонту следует соблюдать следующее:• Отключить источник тока.• Перекрыть подачу газа.• Отключить всю сварочную установку.• Отсоединить штекер сети.
ПРИМЕЧАНИЕ
• Обратите внимание на информацию 8 Вывод из эксплуатации на странице RU-18.

RU - 23
MT/AUT/AUT RAB 12 Утилизация
12 УтилизацияПри утилизации соблюдать национальные инструкции, законы, предписания, стандарты и директивы. Для надлежащей утилизации сварочной горелки, необходимо сначала выполнить ее демонтаж.
Смотри 11 Демонтаж на странице RU-22
12.1 МатериалыЭтот продукт большей частью состоит из металлов, которые могут быть повторно расплавленны на сталелитейных и металлургических предприятиях. Поэтому они практически неограниченно пригодны для вторичного использования. Использованные пластмассы отмечены маркировкой, что облегчает сортировку и фракционирование материалов для дальнейшего рециклирования ресурсов.
12.2 Расходные материалыИзбегать попадания масел, смазки и чистящих средств на пол и в канализационную систему. Данные материалы необходимо хранить, транспортировать и утилизировать в подходящих резервуарах. При этом необходимо соблюдать соответствующие национальные предписания и указания по утилизации, содержащиеся в сертификатах безопасности материалов, предоставляемых производителем расходного материала. Загрязненные чистящие инструменты (кисти, ткань и т.д.) необходимо также утилизировать в соответствии с данными производителя расходного материала.
12.3 УпаковкаABICOR BINZEL обязуется сократить транспортировочную упаковку до самого необходимого. При выборе упаковочных материалов уделяется внимание возможностям вторичного использования материалов.
SK - 2
Návod na obsluhu MT/AUT/AUT RAB
SK Návod na obsluhu
© Všetky technické údaje, výkresy atď. podliehajú zákonu o ochrane autorských práv. Výrobca si vyhradzuje právo kedykoľvek a bez predchádzajúceho oznámenia vykonať v tomto návode na obsluhu zmeny, ktoré sa stanú potrebné vzhľadom na tlačové chyby, prípadné nepresnosti v obsiahnutých informáciách alebo kvôli zlepšeniu tohto výrobku. Tieto zmeny budú však zohľadnené v nových vydaniach.
Všetky ochranné známky a obchodné značky uvedené v návode na obsluhu sú majetkom príslušných vlastníkov/výrobcov.
Aktuálnu dokumentáciu k našim výrobkom a všetky kontaktné údaje zastúpení a partnerov spoločnosti ABICOR BINZEL pôsobiacich v jednotlivých krajinách nájdete na našej domovskej stránke: www.binzel-abicor.com
1 Identifikácia SK-31.1 Značka CE SK-31.2 Povinnosti prevádzkovateľa SK-3
2 Popis výrobku SK-32.1 Použitie v súlade s určením SK-32.2 Použitie v rozpore so stanoveným
účelom SK-42.3 Technické údaje SK-42.4 Skratky SK-62.5 Výrobný štítok SK-6
3 Bezpečnostné pokyny SK-63.1 Klasifikácia SK-63.2 Pokyny v núdzovom prípade SK-7
4 Rozsah dodávky SK-74.1 Preprava SK-84.2 Skladovanie SK-8
5 Popis funkcie SK-8
6 Uvedenie do prevádzky SK-96.1 Vybavenie horáka SK-96.2 Montáž vedenia drôtu SK-106.2.1 Vodiaca špirála SK-116.2.2 Plastové jadro SK-126.3 Namontovanie káblového zväzku na
zariadenie SK-136.4 Pripojenie chladiaceho systému SK-136.5 Nastavenie množstva ochranného
plynu SK-15
6.6 Navlečenie drôtu SK-15
7 Prevádzka SK-157.1 Proces zvárania SK-16
8 Odstavenie z prevádzky SK-17
9 Údržba a čistenie SK-179.1 Káblový zväzok SK-189.2 Hrdlo horáka SK-18
10 Poruchy a ich odstránenie SK-18
11 Demontáž SK-20
12 Likvidácia SK-2112.1 Materiály SK-2112.2 Prevádzkové látky SK-2112.3 Balenie SK-21
SK - 3
MT/AUT/AUT RAB 1 Identifikácia
1 IdentifikáciaZváracie horáky MIG/MAG sa používajú v priemysle a remeslách na zváranie s ochrannými inertnými plynmi (MIG) alebo s aktívnymi plynmi (MAG). Sú k dispozícii ako strojné horáky a sú použiteľné vo všetkých zváracích polohách. V závislosti od vyhotovenia sú chladené vzduchom alebo kvapalinou. Pre kvapalinou chladené vyhotovenie je potrebný agregát cirkulačného chladenia. Tento návod na obsluhu opisuje len zváracie horáky MIG/MAG s typovými označeniami MT a AUT/AUT RAB. Zváracie horáky MIG/MAG sa smú prevádzkovať len s originálnymi náhradnými dielmi ABICOR BINZEL.
1.1 Značka CEToto zariadenie spĺňa požiadavky platných smerníc EÚ.
1.2 Povinnosti prevádzkovateľaV EHP (Európsky hospodársky priestor) sa musí rešpektovať a dodržiavať platné národné znenie rámcovej smernice (89/391/EHS) ako aj platné znenie príslušných jednotlivých smerníc, hlavne smernice (89/655/EHS) o minimálnych požiadavkách na bezpečnosť a ochranu zdravia pri používaní pracovných zariadení pracovníkmi pri práci. V Nemecku sa musí dodržiavať zákon o bezpečnosti práce a nariadenie o prevádzkovej bezpečnosti. Prevádzkovateľ musí okrem toho zabezpečiť, aby zvárací horák v spojení so zváracími zariadeniami zodpovedal smernici E o elektromagnetickej kompatibilite EMC (2014/30/EY) a aby bolo odborne nainštalované vyhodnocovanie signálu integrovaného monitorovania zváracieho prúdu proti bludným prúdom.
2 Popis výrobku
2.1 Použitie v súlade s určenímMIG/MAG zváracie horáky sa používajú pre bezpečné zváranie nízko a vysoko legovaných materiálov. K použitiu v súlade s určením patrí aj dodržiavanie predpísaných podmienok prevádzky, údržby a postupov nutných na udržanie prístroja vo funkčnom stave.
Zhodu potvrdzuje označenie CE na zariadení.
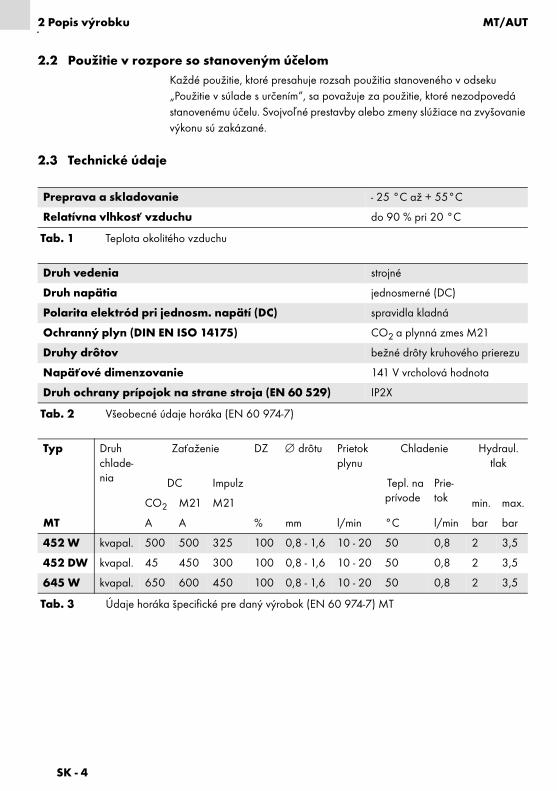
SK - 4
2 Popis výrobku MT/AUT
2.2 Použitie v rozpore so stanoveným účelomKaždé použitie, ktoré presahuje rozsah použitia stanoveného v odseku „Použitie v súlade s určením“, sa považuje za použitie, ktoré nezodpovedá stanovenému účelu. Svojvoľné prestavby alebo zmeny slúžiace na zvyšovanie výkonu sú zakázané.
2.3 Technické údaje
Preprava a skladovanie - 25 °C až + 55°C
Relatívna vlhkosť vzduchu do 90 % pri 20 °C
Tab. 1 Teplota okolitého vzduchu
Druh vedenia strojné
Druh napätia jednosmerné (DC)
Polarita elektród pri jednosm. napätí (DC) spravidla kladná
Ochranný plyn (DIN EN ISO 14175) CO2 a plynná zmes M21
Druhy drôtov bežné drôty kruhového prierezu
Napäťové dimenzovanie 141 V vrcholová hodnota
Druh ochrany prípojok na strane stroja (EN 60 529) IP2X
Tab. 2 Všeobecné údaje horáka (EN 60 974-7)
Typ Druh chlade-nia
Zaťaženie DZ drôtu Prietokplynu
Chladenie Hydraul. tlak
DC Impulz Tepl. naprívode
Prie-tokCO2 M21 M21 min. max.
MT A A % mm l/min °C l/min bar bar
452 W kvapal. 500 500 325 100 0,8 - 1,6 10 - 20 50 0,8 2 3,5
452 DW kvapal. 45 450 300 100 0,8 - 1,6 10 - 20 50 0,8 2 3,5
645 W kvapal. 650 600 450 100 0,8 - 1,6 10 - 20 50 0,8 2 3,5
Tab. 3 Údaje horáka špecifické pre daný výrobok (EN 60 974-7) MT

SK - 5
MT/AUT/AUT RAB 2 Popis výrobku
Typ Druh chlade-nia
Zaťaženie DZ drôtu Prietok plynu
Chladenie Hydraul. tlak
CO2 M21 Max. tepl. na prívode
Min. prietok
min. max.
AUT A A % mm l/min °C l/min bar bar
15 AK vzduch 180 150 60 0,6 - 1,0 10 - 18
25 AK vzduch 230 200 60 0,8 - 1,2 10 - 18
24 KD vzduch 250 220 35 0,8 - 1,2 10 - 18
26 KD vzduch 230 200 35 0,8 - 1,2 10 - 18
36 KD vzduch 300 270 60 0,8 - 1,2 10 - 20
40 KD vzduch 350 320 35 1,0 - 2,4 10 - 20
240 D kvapal. 300 270 100 0,8 - 1,2 10 - 20 40 1 2,5 3,5
401 D kvapal. 400 350 100 0,8 - 1,6 10 - 20 40 1 2,5 3,5
401 kvapal. 450 400 100 0,8 - 1,6 10 - 20 40 1 2,5 3,5
501 D kvapal. 500 450 100 1,0 - 1,6 10 - 20 40 1 2,5 3,5
501 kvapal. 550 500 100 1,0 - 1,6 10 - 20 40 1 2,5 3,5
602 kvapal. 600 550 100 1,0 - 1,6 10 - 20 40 1,3 2,5 3,5
Tab. 4 Údaje horáka špecifické pre daný výrobok (EN 60 974-7) AUT
Typ Druh chlade-nia
Zaťaženie DZ drôtu Prietok plynu
Chladenie Hydraul. tlak
CO2 M21 Max. tepl. na prívode
Min. prietok
min. max.
AUT RAB
A A % mm l/min °C l/min bar bar
36 KD vzduch 300 270 60 0,8 - 1,2 10 - 20
501 D kvapal. 500 450 100 1,0 - 1,6 10 - 20 40 1 2,5 3,5
Tab. 5 Údaje horáka špecifické pre daný výrobok (EN 60 974-7) AUT RAB
MT/AUT/AUT RAB
Štandardná dĺžka L 3,00 m, 4,00 m
Prípojka pre chladiace médium nástrčná spojka, menovitá svetlosť 5
Výkon chladiacej jednotky min. 800 W
Tab. 6 Údaje káblového zväzku
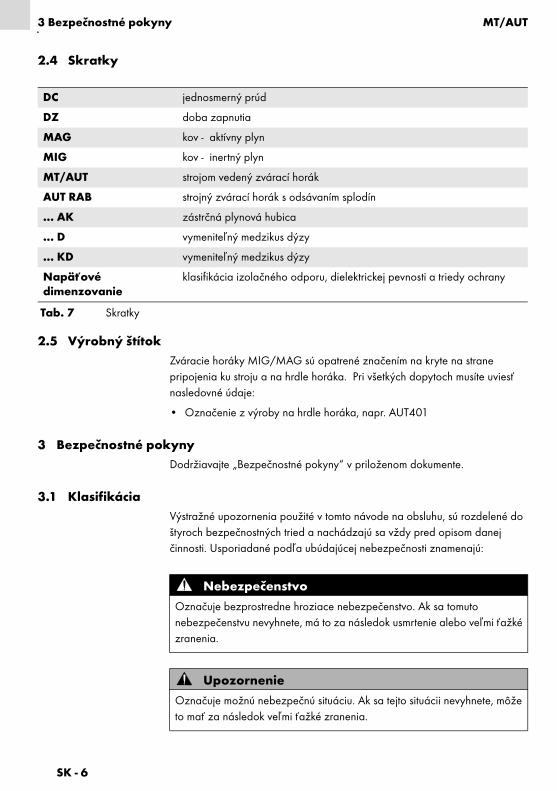
SK - 6
3 Bezpečnostné pokyny MT/AUT
2.4 Skratky
2.5 Výrobný štítokZváracie horáky MIG/MAG sú opatrené značením na kryte na strane pripojenia ku stroju a na hrdle horáka. Pri všetkých dopytoch musíte uviesť nasledovné údaje:
• Označenie z výroby na hrdle horáka, napr. AUT401
3 Bezpečnostné pokynyDodržiavajte „Bezpečnostné pokyny“ v priloženom dokumente.
3.1 KlasifikáciaVýstražné upozornenia použité v tomto návode na obsluhu, sú rozdelené do štyroch bezpečnostných tried a nachádzajú sa vždy pred opisom danej činnosti. Usporiadané podľa ubúdajúcej nebezpečnosti znamenajú:
DC jednosmerný prúd
DZ doba zapnutia
MAG kov - aktívny plyn
MIG kov - inertný plyn
MT/AUT strojom vedený zvárací horák
AUT RAB strojný zvárací horák s odsávaním splodín
... AK zástrčná plynová hubica
... D vymeniteľný medzikus dýzy
... KD vymeniteľný medzikus dýzy
Napäťové dimenzovanie
klasifikácia izolačného odporu, dielektrickej pevnosti a triedy ochrany
Tab. 7 Skratky
NebezpečenstvoOznačuje bezprostredne hroziace nebezpečenstvo. Ak sa tomuto nebezpečenstvu nevyhnete, má to za následok usmrtenie alebo veľmi ťažké zranenia.
UpozornenieOznačuje možnú nebezpečnú situáciu. Ak sa tejto situácii nevyhnete, môže to mať za následok veľmi ťažké zranenia.

SK - 7
MT/AUT/AUT RAB 4 Rozsah dodávky
3.2 Pokyny v núdzovom prípadeV núdzovom prípade prerušte okamžite zásobovanie:
• prúdom a plynom
Ďalšie opatrenia nájdete v návode na obsluhu „Zdroj prúdu“ alebo v dokumentácii ďalších periférnych prístrojov.
4 Rozsah dodávkyZváracie horáky MIG/MAG sa dodávajú ako kompletná, na zváranie pripravená jednotka. Štandardná dodávka sa skladá z nasledovných častí:
Diely výbavy a diely, ktoré podliehajú rýchlemu opotrebeniu, treba objednať osobitne. Údaje a identifikačné čísla potrebné pre objednávku dielov výbavy a dielov podliehajúcim rýchlemu opotrebeniu nájdete v aktuálnych objednávacích zoznamoch náhradných a spotrebných dielov ABICOR BINZEL. Kontakt pre poradenstvo a objednávku nájdete na internete na stránke www.binzel-abicor.com.
PozorOznačuje možnú ohrozujúcu situáciu. Ak sa tejto situácii nevyhnete, môže to mať za následok ľahké alebo nepatrné zranenia.
Poznámka
Označuje nebezpečenstvo, že môžu byť negatívne ovplyvnené výsledky práce alebo môžu vzniknúť vecné škody na zariadení.
• Zváracie horáky MIG/MAG vybavené tak, že sú pripravené na zváranie, s káblovým zväzkom a s centrálnym konektorom
• Návod na obsluhu
Tab. 8 Rozsah dodávky
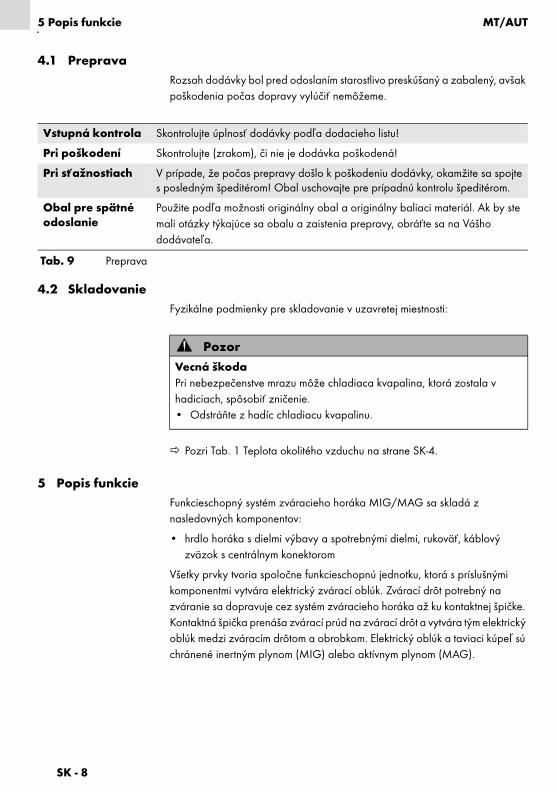
SK - 8
5 Popis funkcie MT/AUT
4.1 PrepravaRozsah dodávky bol pred odoslaním starostlivo preskúšaný a zabalený, avšak poškodenia počas dopravy vylúčiť nemôžeme.
4.2 SkladovanieFyzikálne podmienky pre skladovanie v uzavretej miestnosti:
Pozri Tab. 1 Teplota okolitého vzduchu na strane SK-4.
5 Popis funkcieFunkcieschopný systém zváracieho horáka MIG/MAG sa skladá z nasledovných komponentov:
• hrdlo horáka s dielmi výbavy a spotrebnými dielmi, rukoväť, káblový zväzok s centrálnym konektorom
Všetky prvky tvoria spoločne funkcieschopnú jednotku, ktorá s príslušnými komponentmi vytvára elektrický zvárací oblúk. Zvárací drôt potrebný na zváranie sa dopravuje cez systém zváracieho horáka až ku kontaktnej špičke. Kontaktná špička prenáša zvárací prúd na zvárací drôt a vytvára tým elektrický oblúk medzi zváracím drôtom a obrobkom. Elektrický oblúk a taviaci kúpeľ sú chránené inertným plynom (MIG) alebo aktívnym plynom (MAG).
Vstupná kontrola Skontrolujte úplnosť dodávky podľa dodacieho listu!
Pri poškodení Skontrolujte (zrakom), či nie je dodávka poškodená!
Pri sťažnostiach V prípade, že počas prepravy došlo k poškodeniu dodávky, okamžite sa spojte s posledným špeditérom! Obal uschovajte pre prípadnú kontrolu špeditérom.
Obal pre spätné odoslanie
Použite podľa možnosti originálny obal a originálny baliaci materiál. Ak by ste mali otázky týkajúce sa obalu a zaistenia prepravy, obráťte sa na Vášho dodávateľa.
Tab. 9 Preprava
PozorVecná škodaPri nebezpečenstve mrazu môže chladiaca kvapalina, ktorá zostala v hadiciach, spôsobiť zničenie.• Odstráňte z hadíc chladiacu kvapalinu.
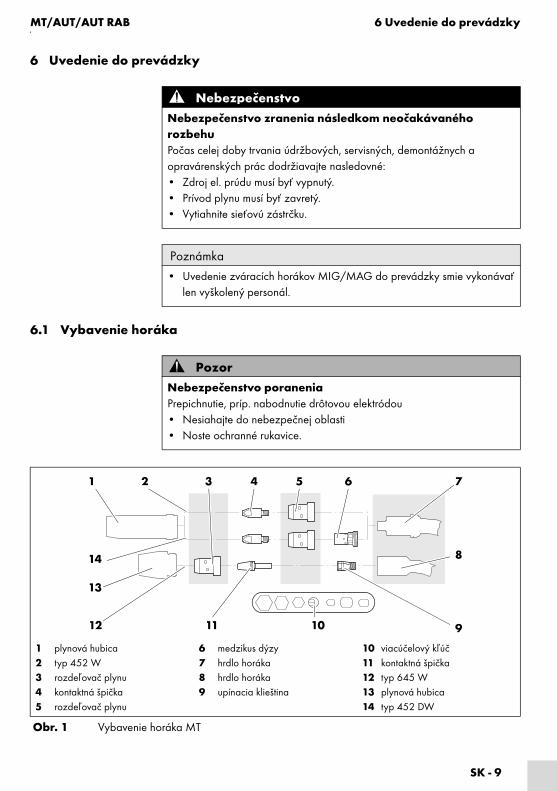
SK - 9
MT/AUT/AUT RAB 6 Uvedenie do prevádzky
6 Uvedenie do prevádzky
6.1 Vybavenie horáka
NebezpečenstvoNebezpečenstvo zranenia následkom neočakávaného rozbehuPočas celej doby trvania údržbových, servisných, demontážnych a opravárenských prác dodržiavajte nasledovné:• Zdroj el. prúdu musí byť vypnutý.• Prívod plynu musí byť zavretý.• Vytiahnite sieťovú zástrčku.
Poznámka
• Uvedenie zváracích horákov MIG/MAG do prevádzky smie vykonávať len vyškolený personál.
PozorNebezpečenstvo poraneniaPrepichnutie, príp. nabodnutie drôtovou elektródou• Nesiahajte do nebezpečnej oblasti• Noste ochranné rukavice.
1 plynová hubica 2 typ 452 W3 rozdeľovač plynu 4 kontaktná špička 5 rozdeľovač plynu
6 medzikus dýzy 7 hrdlo horáka 8 hrdlo horáka 9 upínacia klieština
10 viacúčelový kľúč11 kontaktná špička12 typ 645 W13 plynová hubica14 typ 452 DW
Obr. 1 Vybavenie horáka MT
1 4 5 6 7
814
11
3
10 9
2
12
13
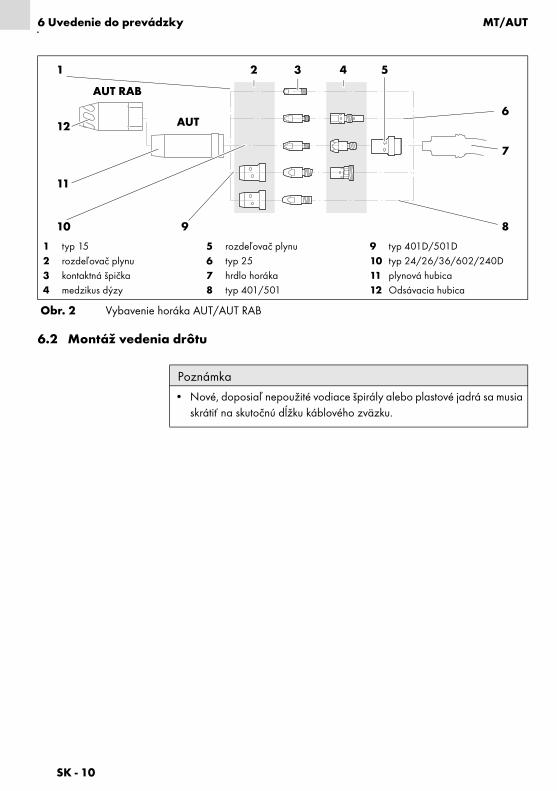
SK - 10
6 Uvedenie do prevádzky MT/AUT
6.2 Montáž vedenia drôtu
1 typ 152 rozdeľovač plynu3 kontaktná špička4 medzikus dýzy
5 rozdeľovač plynu 6 typ 257 hrdlo horáka8 typ 401/501
9 typ 401D/501D10 typ 24/26/36/602/240D11 plynová hubica12 Odsávacia hubica
Obr. 2 Vybavenie horáka AUT/AUT RAB
1
11
2
8
3 4
7
6
5
10 9
12
AUT RAB
AUT
Poznámka
• Nové, doposiaľ nepoužité vodiace špirály alebo plastové jadrá sa musia skrátiť na skutočnú dĺžku káblového zväzku.

SK - 11
MT/AUT/AUT RAB 6 Uvedenie do prevádzky
6.2.1 Vodiaca špirálaPre použitie oceľových drôtov
1 Káblový zväzok (9) vyložte a roztiahnite.
2 Z hrdla horáka (2) odskrutkujte kontaktnú špičku (11) a plynovú hubicu (10).
3 Odskrutkujte prevlečnú maticu (6) na centrálnom konektore (4).
4 Zasuňte vodiacu špirálu (8) cez hadicu podávania drôtu (3) až po prídržnú vsuvku (7).
5 Naskrutkujte prevlečnú maticu (6) a dotiahnite ju rukou.
6 Nadmernú dĺžku vodiacej špirály (8) odstrihnite tak, aby lícovala s hrdlom horáka (2), príp. s medzikusom (1).
7 Odskrutkujte prevlečnú maticu (6) a vytiahnite vodiacu špirálu (8).
8 Pribrúste začiatok špirály pod uhlom cca 40° a reznú hranu odihlite.
9 Takto zahrotenú vodiacu špirálu (8) vsuňte cez hadicu podávania drôtu (3) až po prídržnú vsuvku (7).
10Naskrutkujte prevlečnú maticu (6) a dotiahnite ju viacúčelovým kľúčom (5).
11 Naskrutkujte kontaktnú špičku (11) a nasaďte plynovú hubicu (10).
1 medzikus dýzy2 hrdlo horáka3 hadica na podávanie drôtu4 centrálny konektor
5 viacúčelový kľúč6 prevlečná matica7 prídržná vsuvka8 vodiaca špirála
9 káblový zväzok10 plynová hubica11 kontaktná špička
Obr. 3 Vodiaca špirála
���
1 2
9
10
11
3
4
8
5
67

SK - 12
6 Uvedenie do prevádzky MT/AUT
6.2.2 Plastové jadroPre použitie hliníkových, medených, niklových drôtov a drôtov z ušľachtilej ocele.
.
1 Začiatok plastového jadra (9) zaostrite pomocou strúhadla ABICOR BINZEL (10) v uhle cca. 40°.
2 Plastové jadro (9) zasuňte cez hadicu podávania drôtu (1) do kontaktnej špičky až po citeľný doraz.
3 Na plastové jadro (9) nasuňte klieštinu (8), tesniaci krúžok (7) a prevlečnú maticu (3). Prevlečnú maticu (3) potom pevne zaskrutkujte.
4 Označte nadmernú dĺžku plastového jadra (9) pred podávacími valčekmi.
5 Plastové jadro (9) nožom ABICOR BINZEL (5) v mieste označenia odrežte.
6 Miesto rezu zahroťte.
1 hadica na podávanie drôtu2 centrálny konektor3 prevlečná matica4 podávač drôtu
5 ABICOR BINZEL nôž6 vodiaca rúrka7 o-krúžok
8 klieština9 plastové jadro10 ABICOR BINZEL strúhadlo
Obr. 4 Skrátenie plastového jadra
����
1 2 4
59 8 6
10
3
7
Poznámka
• Pri plastových jadrách s vonkajším priemerom 4,00 mm musí byť kapilárna trubička v medziprípoji nahradená vodiacou rúrkou.
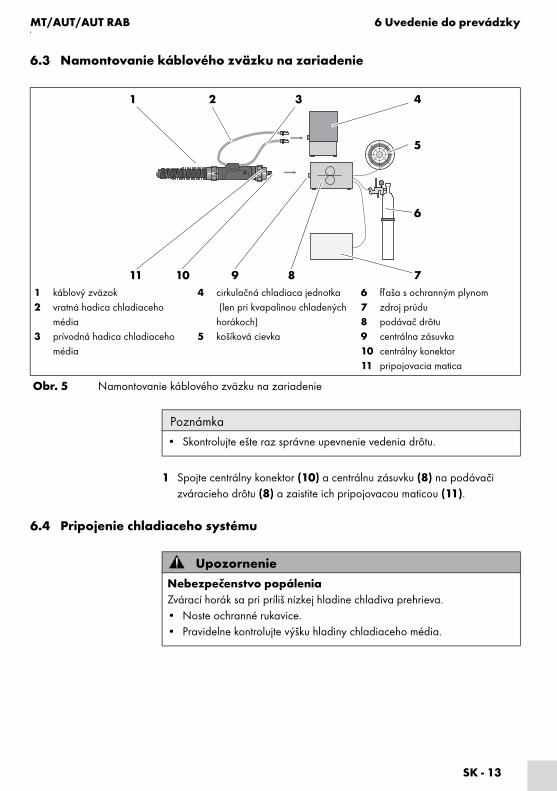
SK - 13
MT/AUT/AUT RAB 6 Uvedenie do prevádzky
6.3 Namontovanie káblového zväzku na zariadenie
1 Spojte centrálny konektor (10) a centrálnu zásuvku (8) na podávači zváracieho drôtu (8) a zaistite ich pripojovacou maticou (11).
6.4 Pripojenie chladiaceho systému
1 káblový zväzok2 vratná hadica chladiaceho
média3 prívodná hadica chladiaceho
média
4 cirkulačná chladiaca jednotka (len pri kvapalinou chladených horákoch)
5 košíková cievka
6 fľaša s ochranným plynom7 zdroj prúdu8 podávač drôtu9 centrálna zásuvka10 centrálny konektor11 pripojovacia matica
Obr. 5 Namontovanie káblového zväzku na zariadenie
1 2 3 4
5
6
7911 810
Poznámka
• Skontrolujte ešte raz správne upevnenie vedenia drôtu.
UpozornenieNebezpečenstvo popáleniaZvárací horák sa pri príliš nízkej hladine chladiva prehrieva.• Noste ochranné rukavice.• Pravidelne kontrolujte výšku hladiny chladiaceho média.
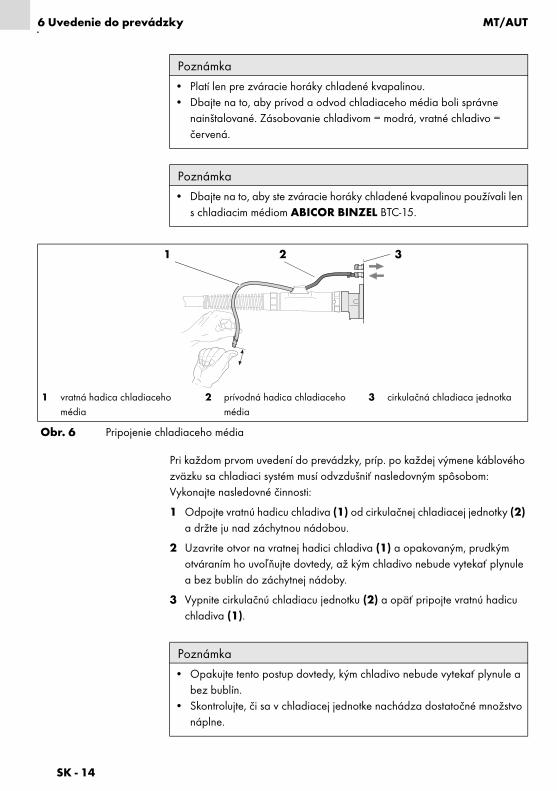
SK - 14
6 Uvedenie do prevádzky MT/AUT
Pri každom prvom uvedení do prevádzky, príp. po každej výmene káblového zväzku sa chladiaci systém musí odvzdušniť nasledovným spôsobom: Vykonajte nasledovné činnosti:
1 Odpojte vratnú hadicu chladiva (1) od cirkulačnej chladiacej jednotky (2) a držte ju nad záchytnou nádobou.
2 Uzavrite otvor na vratnej hadici chladiva (1) a opakovaným, prudkým otváraním ho uvoľňujte dovtedy, až kým chladivo nebude vytekať plynule a bez bublín do záchytnej nádoby.
3 Vypnite cirkulačnú chladiacu jednotku (2) a opäť pripojte vratnú hadicu chladiva (1).
Poznámka
• Platí len pre zváracie horáky chladené kvapalinou.• Dbajte na to, aby prívod a odvod chladiaceho média boli správne
nainštalované. Zásobovanie chladivom = modrá, vratné chladivo = červená.
Poznámka
• Dbajte na to, aby ste zváracie horáky chladené kvapalinou používali len s chladiacim médiom ABICOR BINZEL BTC-15.
1 vratná hadica chladiaceho média
2 prívodná hadica chladiaceho média
3 cirkulačná chladiaca jednotka
Obr. 6 Pripojenie chladiaceho média
1 2 3
Poznámka
• Opakujte tento postup dovtedy, kým chladivo nebude vytekať plynule a bez bublín.
• Skontrolujte, či sa v chladiacej jednotke nachádza dostatočné množstvo náplne.
SK - 15
MT/AUT/AUT RAB 7 Prevádzka
6.5 Nastavenie množstva ochranného plynu
Pozri Obr. 5 Namontovanie káblového zväzku na zariadenie na strane SK-13.
1 Pripojte fľašu s ochranným plynom (5) a podávač zváracieho drôtu (8).
2 Nastavte množstvo plynu redukčným ventilom fľaše s ochranným plynom (5).
6.6 Navlečenie drôtu
Pozri Obr. 5 Namontovanie káblového zväzku na zariadenie na strane SK-13.
1 Vložte drôt do podávača drôtu (8) podľa pokynov výrobcu.
2 Tlačidlo „Bezprúdové podávanie drôtu“ na podávači drôtu (8) držte stlačené dovtedy, kým sa drôt nevysunie z kontaktnej špičky.
7 Prevádzka
Poznámka
• Druh a množstvo použitého ochranného plynu závisí od druhu zvárania a od tvaru plynovej hubice.
• Pospájajte plynotesne všetky spojky na vedení ochranného plynu.
Poznámka
• Aby sa zabránilo upchatiu zásobovania ochranným plynom následkom znečistenia, musíte ventil fľaše pred pripojením krátko otvoriť. Tým sa vyfúknu prípadné nečistoty.
Poznámka
• Pri každej zmene drôtu dbajte, aby miesto rezu bolo bez ostrín.
NebezpečenstvoSťažené dýchanie a otravy pri vdýchnutí fosgénuPri zváraní obrobkov, ktoré boli odmastené chlórovanými rozpúšťadlami, vzniká plyn fosgén.• Nevdychujte dym a pary a dbajte na dostatok čerstvého vzduchu.• Pred zváraním opláchnite obrobky čistou vodou.• V blízkosti miesta zvárania nesmú byť umiestnené žiadne odmasťovacie
kúpele obsahujúce chlór.
SK - 16
7 Prevádzka MT/AUT
7.1 Proces zvárania1 Otvorte fľašu s ochranným plynom.
2 Zapnite zdroj prúdu.
3 Nastavte parametre zvárania.
4 Začiatok zvárania.
NebezpečenstvoNebezpečenstvo popáleniaPri zváraní môže vplyvom odlietajúcich iskier, žeravých obrobkov alebo horúcej trosky dôjsť k zapáleniu horľavých predmetov a látok. • Preto skontrolujte, či sa na pracovisku nenachádzajú potenciálne ohniská
požiaru.• Na pracovisku musia byť k dispozícii vhodné protipožiarne prostriedky.• Po zváraní nechajte obrobky vychladnúť.• Pred zváraním spoľahlivo pripevnite ukostrovaciu svorku na obrobok
alebo na stôl na zváranie.
UpozorneniePrudké oslnenie očíElektrický oblúk vznikajúci pri zváraní môže poškodiť zrak.• Noste ochranný odev, príp. ochranu zraku.
Poznámka
• Zváracie horáky smú používať výhradne kvalifikované osoby.• Keďže zvárací horák je integrovaný do zváracieho systému, musíte
počas prevádzky dodržiavať pokyny uvedené v návodoch na obsluhu jednotlivých zváracích komponentov, napr. pokyny pre zvárací horák a pre zdroj zváracieho prúdu.
• Zaistite, aby na zdroji zváracieho prúdu boli v závislosti od druhu zváracej úlohy správne nastavené všetky parametre potrebné pre zváranie MIG/MAG.
Poznámka
• Pri káblových zväzkoch s hadicami z PVC dochádza u vratnej hadice v mieste stlačenia pri prekročení teploty k vzniku netesnosti. Zaistite, aby teplota vo vratnej hadici neprekročila 60°C.

SK - 17
MT/AUT/AUT RAB 8 Odstavenie z prevádzky
8 Odstavenie z prevádzky
1 Koniec zvárania.
2 Vyčkajte, kým ochranný plyn prestane prúdiť.
3 Vypnite zdroj prúdu.
4 Zavrite ventil fľaše s ochranným plynom.
9 Údržba a čistenie
Poznámka
• Káblové zväzky chladené kvapalinou sa pri prehriatí môžu stať netesnými. Nechajte preto chladiacu jednotku po ukončení zvárania bežať ešte cca 5 minút.
NebezpečenstvoNebezpečenstvo zranenia následkom neočakávaného rozbehuPočas celej doby trvania údržbových, servisných, demontážnych a opravárenských prác dodržiavajte nasledovné:• Zdroj el. prúdu musí byť vypnutý.• Prívod plynu musí byť zavretý.• Vytiahnite sieťovú zástrčku.
NebezpečenstvoZásah elektrickým prúdomNebezpečné elektrické napätie zapríčinené chybnými káblami.• Skontrolujte odbornosť a bezchybnosť inštalácie všetkých káblov a
spojení, ktoré vedú elektrický prúd.• Poškodené, deformované a opotrebované časti vymeňte za bezchybné
časti.
Poznámka
• Uvedené intervaly údržby majú len orientačný charakter a vzťahujú sa na jednozmennú prevádzku.
• Údržbu a čistenie smú vykonávať iba kvalifikované a príslušne vyškolené odborné pracovné sily.
• Počas údržby a čistenia noste vždy osobné ochranné oblečenie.• Odstráňte priľnuté striekance zo zvárania.• Skontrolujte pevnosť dotiahnutia všetkých závitových spojení.

SK - 18
10 Poruchy a ich odstránenie MT/AUT
9.1 Káblový zväzok Pozri Obr. 3 Vodiaca špirála na strane SK-11.
1 Odpojte káblový zväzok (9) od zariadenia a roztiahnite ho.
2 Odskrutkujte prevlečnú maticu (3) a vytiahnite vodiacu špirálu alebo plastové jadro, v prípade potreby ich vymeňte.
3 Odstráňte spotrebné diely (10), (11) z hrdla horáka (2).
4 Vyfúkajte hadicu na podávanie drôtu (1) z oboch strán stlačeným vzduchom.
5 Do hadice na podávanie drôtu (1) vsuňte prispôsobenú vodiacu špirálu alebo plastové jadro a zaistite prevlečnou maticou (3).
6 Pripojte káblový zväzok na podávač drôtu (4).
9.2 Hrdlo horáka 1 Stiahnite plynovú hubicu.
2 Odstráňte priľnuté striekance zo zvárania a hubicu postriekajte prostriedkom ABICOR BINZEL na ochranu proti striekancom.
3 Skontrolujte, či nie sú poškodené spotrebné diely a v prípade potreby ich vymeňte.
10 Poruchy a ich odstránenie
UpozornenieNebezpečenstvo poraneniaŤažké zranenia rozmetanými časťami.• Pri vyfukovaní vedenia drôtu noste vhodný ochranný odev, hlavne
ochranné okuliare.
Poznámka
• Ak by v nasledovnom uvedené opatrenia neviedli k úspechu, obráťte sa na Vášho odborného predajcu alebo na výrobcu.
• Takisto dodržujte pokyny uvedené v návodoch na obsluhu jednotlivých zváracích komponentov, napr. zdroja el. prúdu, systému zváracieho horáka, agregátu cirkulačného chladenia atď.
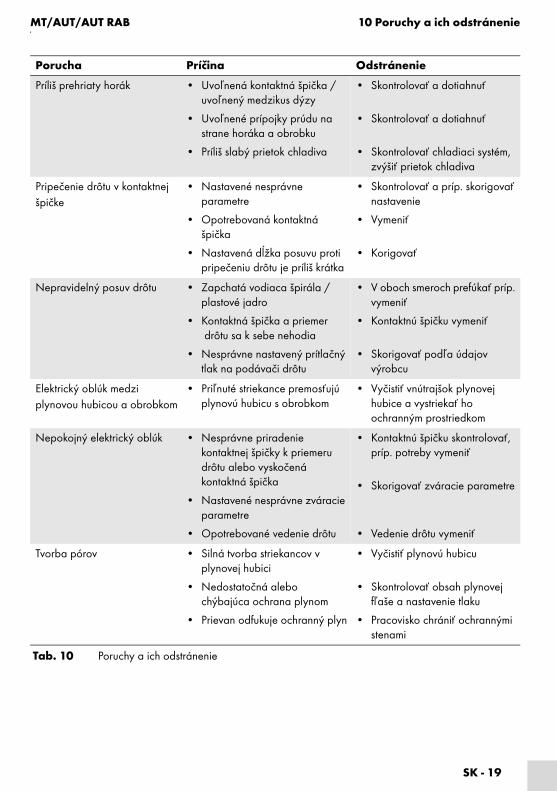
SK - 19
MT/AUT/AUT RAB 10 Poruchy a ich odstránenie
Porucha Príčina Odstránenie
Príliš prehriaty horák • Uvoľnená kontaktná špička / uvoľnený medzikus dýzy
• Uvoľnené prípojky prúdu na strane horáka a obrobku
• Príliš slabý prietok chladiva
• Skontrolovať a dotiahnuť
• Skontrolovať a dotiahnuť
• Skontrolovať chladiaci systém, zvýšiť prietok chladiva
Pripečenie drôtu v kontaktnej špičke
• Nastavené nesprávne parametre
• Opotrebovaná kontaktná špička
• Nastavená dĺžka posuvu proti pripečeniu drôtu je príliš krátka
• Skontrolovať a príp. skorigovať nastavenie
• Vymeniť
• Korigovať
Nepravidelný posuv drôtu • Zapchatá vodiaca špirála / plastové jadro
• Kontaktná špička a priemer drôtu sa k sebe nehodia
• Nesprávne nastavený prítlačný tlak na podávači drôtu
• V oboch smeroch prefúkať príp. vymeniť
• Kontaktnú špičku vymeniť
• Skorigovať podľa údajov výrobcu
Elektrický oblúk medzi plynovou hubicou a obrobkom
• Priľnuté striekance premosťujú plynovú hubicu s obrobkom
• Vyčistiť vnútrajšok plynovej hubice a vystriekať ho ochranným prostriedkom
Nepokojný elektrický oblúk • Nesprávne priradenie kontaktnej špičky k priemeru drôtu alebo vyskočená kontaktná špička
• Nastavené nesprávne zváracie parametre
• Opotrebované vedenie drôtu
• Kontaktnú špičku skontrolovať, príp. potreby vymeniť
• Skorigovať zváracie parametre
• Vedenie drôtu vymeniť
Tvorba pórov • Silná tvorba striekancov v plynovej hubici
• Nedostatočná alebo chýbajúca ochrana plynom
• Prievan odfukuje ochranný plyn
• Vyčistiť plynovú hubicu
• Skontrolovať obsah plynovej fľaše a nastavenie tlaku
• Pracovisko chrániť ochrannými stenami
Tab. 10 Poruchy a ich odstránenie
SK - 20
11 Demontáž MT/AUT
11 DemontážDemontáž smie vykonať len kvalifikovaný odborník. Dbajte bezpodmienečne na to, aby pred začiatkom demontáže boli dodržané vypínacie procedúry. Pritom treba zohľadniť aj komponenty, ktoré sú integrované vo zváracom systéme.
1 Odpojte zvárací horák od zdroja prúdu.
2 Odstráňte spotrebné diely.
NebezpečenstvoNebezpečenstvo zranenia následkom neočakávaného rozbehuPočas celej doby trvania údržbových, servisných, demontážnych a opravárenských prác dodržiavajte nasledovné:• Zdroj el. prúdu musí byť vypnutý.• Prívod plynu musí byť zavretý.• Celé zváracie zariadenie musí byť vypnuté.• Vytiahnite sieťovú zástrčku.
Poznámka
• Dbajte na informácie v odseku 8 Odstavenie z prevádzky na strane SK-17.

SK - 21
MT/AUT/AUT RAB 12 Likvidácia
12 LikvidáciaPri likvidovaní sa musia dodržiavať miestne nariadenia, zákony, predpisy, normy a smernice pre odbornú likvidáciu odpadu. Predtým, než budete zvárací horák likvidovať v súlade s predpismi, musíte ho demontovať.
Pozri 11 Demontáž na strane SK-20.
12.1 MateriályTento výrobok pozostáva do značnej miery z kovových materiálov, ktoré je možné znovu pretaviť v oceliarňach a hutníckych závodoch, takže ich možno skoro neobmedzene opätovne používať. Použité umelé hmoty sú označené, takže sú pripravené na triedenie a frakcionáciu materiálov pre neskoršiu recykláciu.
12.2 Prevádzkové látkyOlej, mazacie tuky a čistiace prostriedky sa nesmú dostať ani do pôdy, ani do kanalizácie. Tieto látky musia byť zachytené, prepravované a likvidované vo vhodných nádobách. Pritom sa riaďte podľa miestnych nariadení a pokynov na ich likvidovanie, ktoré sú uvedené v inštrukčných listoch výrobcu pre bezpečné zaobchádzanie s použitými látkami. Kontaminované čistiace pomôcky (štetce, handry, atď.) musia byť takisto likvidované podľa pokynov výrobcu danej prevádzkovej látky.
12.3 BalenieFirma ABICOR BINZEL zredukovala prepravné balenie na nevyhnutne potrebné minimum. Pri výbere obalových materiálov bol kladený dôraz na ich možné opätovné využitie.
T E C H N O L O G Y F O R T H E W E L D E R ´ S W O R L D .
www.binzel-abicor.com
Alexander Binzel Schweisstechnik GmbH & Co. KG
Postfach 10 01 53 • D–35331 GiessenTel.: ++49 (0) 64 08 / 59–0Fax: ++49 (0) 64 08 / 59–191Email: [email protected]
BAL.0
202.
0.0
• 2
016-
04-1
4