Casting Elwany Full

of 10
-
Upload
anonymous-mkdafwif -
Category
Documents
-
view
213 -
download
0
Transcript of Casting Elwany Full
-
8/20/2019 Casting Elwany Full
1/22
3/20/2006 56:032 Design for Manufacturing 1
Chapter 11
Metal-Casting Processes
-
8/20/2019 Casting Elwany Full
2/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 2
Manufacturing Processes Alternatives
Material Removal Processes
Forming Processes
Assembly
And.. Casting Processes
Similar to?
Examples?
-
8/20/2019 Casting Elwany Full
3/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 3
Metal Casting Processes
The process involves: Pour molten metal into a mold patterned after the part to be
manufactured
Allow it to solidify Remove the part from the mold
Advantages of Metal Casting Processes: Produce part in single step (“near-net” shape)
Produce large parts
Can produce a wide variety of shapes and sizes
Complex shapes are possible
Internal cavities are possible
Any Disadvantages?
-
8/20/2019 Casting Elwany Full
4/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 4
Examples of Cast Products
Note how difficult it might get to produce these parts usingother manufacturing processes
Fig. 11.1 aFig. 11.1 bFig. 11.1 cFig. 11.1 d
-
8/20/2019 Casting Elwany Full
5/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 5
Categories of Metal-Casting Processes
Expendable Molds: Typically made out of sand, plaster, ceramics and similar
material
Such material are refractory i.e., capable of withstanding hightemperatures.
After casting the mold is broken up to remove the casting
Permanent Molds: Made of metals that maintain their strength at high
temperatures.
Are used repeatedly
Designed in such a way that the casting can be removedeasily
-
8/20/2019 Casting Elwany Full
6/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 6
Categories of Metal-Casting Processes
Composite Molds: Made of two or more materials (sand, graphite, and metal) in
order to combine the advantages of each
Have both permanent and expendable portions
-
8/20/2019 Casting Elwany Full
7/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 7
First: Expendable Mold Casting
There’s a variety of casting processes that useexpendable molds.
We will focus on discussing 2 of them in detail:
Sand Casting Investment Casting
-
8/20/2019 Casting Elwany Full
8/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 8
Sand Casting
Process outline: Place a pattern (having the shape of the desired casting) in
sand to make an imprint
Incorporate a gating system Remove the pattern and filling the mold cavity with molten
metal
Allow the metal to cool until it solidifies
Break away the sand metal Remove the casting
Example Can we make hollow parts or parts with internal
cavities? How?
-
8/20/2019 Casting Elwany Full
9/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 9
Sand Casting (contd.)
Sands Silica sands (SiO2 ) is widely used as the mold material
High melting point
Factors affecting sand selection Fine round grains can be closely packed
Fine grained sand has lower permeability
Mold should have good collapsibility
-
8/20/2019 Casting Elwany Full
10/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 10
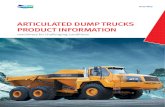
Sand Mold Terminology
Figure 11.3 Schematic illustration of a sand mold, showing various features.
-
8/20/2019 Casting Elwany Full
11/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 11
Finished Casting
-
8/20/2019 Casting Elwany Full
12/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 12
Sand Mold Preparation
(a) Mechanical drawing of part
(b & c) Pattern Mounting
(d) Core Production
-
8/20/2019 Casting Elwany Full
13/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 13
Sand Mold Preparation (Cont’d.)
(e) Cores are pasted(f ) Assembly of the cope half of the mold
(g) The flask is rammed with sand
(h) The drag half is produced in a similar manner
(i) The pattern , flask, and bottom board are inverted; andthe pattern is withdrawn
-
8/20/2019 Casting Elwany Full
14/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 14
Pattern Plate
-
8/20/2019 Casting Elwany Full
15/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 15
Pattern Considerations/Allowances
Shrinkage Allowance (Why?) Machining Allowance (?)
Draft Allowance (?)
Round corners (?)
-
8/20/2019 Casting Elwany Full
16/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 16
Demonstration of the Draft Allowance
-
8/20/2019 Casting Elwany Full
17/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 17
Sand Cores
Figure 11.6 Examples of sand cores showing core prints and chaplets to support cores.
Cores are used for internal cavities and passages Removed from the finished part during shakeout
Must be strong, collapsible, permeable, heat resistant
Made in a similar manner to mold making
-
8/20/2019 Casting Elwany Full
18/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 18
Investment Casting Process
Another common casting process with expendablemolds.
Also known as lost-wax process
The mold material and labor is costly
Advantages Suitable for high-melting-point alloys
Good surface finish Few or no finishing operations thus reducing cost
Typical parts
Mechanical components such as gears, cams, valves. Lately, titanium aircraft-engine
Parts up to 2500 lbs were successfully produced
-
8/20/2019 Casting Elwany Full
19/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 19
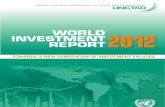
Investment Casting Process (Cont’d)
Figure 11.13 Schematic illustration of investment casting (lost-wax) process. Castings
by this method can be made with very fine detail and from a variety of metals.
-
8/20/2019 Casting Elwany Full
20/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 20
Disadvantages of Metal Casting
Depending on the casting process used, and speciallyfor expendable mold casting processes discussed in thislecture:
Production rate can be slow Finished Casting usually needs finishing operations
Casting Defects
-
8/20/2019 Casting Elwany Full
21/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 21
Casting Defects and How to Avoid them
-
8/20/2019 Casting Elwany Full
22/22
3/20/2006 56:032 :Design for Manufacturing56:032 :Design for Manufacturing 22
Next Time
Permanent Molds Casting Processes Other Technicalities in various casting processes







![Tajemnice znaków zodiaku[full]](https://static.fdocuments.pl/doc/165x107/55987eb51a28abf07d8b46e6/tajemnice-znakow-zodiakufull.jpg)