Bodzio od Śniega
4
Pyt 1. Warstwa wierzchnia elementu maszyny jest to zbiór punktów materialnych zawartych między jego powi erzchn ią zewnęt rzną a powi erzchn ią umown ą, będąc ą grani cą zmian wartości cech stref podpowierzchniowych powstałych w wyniku wymuszeń zewnętrznych. Pozostałą część elementu maszyn y nazyw a się rdzeniem. W sensie normatywn ym warstw ę wierzch nią zdefin iowan o następ ująco : warst wa wierz chnia jest to zewnęt rzna warstwa przedmiotu powstała w wynik u działania na przedmiot procesów fizycznych lub chemicznych, jakościowo lub ilościowo różniąca się od mater iału rdzenia. Około 85% awarii maszy n jest spowodow anych uszkodzen iami warstwy wierzc hniej poszczegól nych elementów . Proce sy tarcia ciał stałych wyst ępują w warstwie wierzchniej i dlatego w jej obrębie stwierdza się zapoczątkowanie procesów dekohezji. Stan warstwy wierzchniej warunkuje energię swobodną powierzchni ciała stałego, która ma istotny wpływ na jakość smarowania, zwłaszcza przy tarciu granicznym. Konieczne jest zatem staranne nadawanie powierzchni elementów maszyn, ściślej ich warstwie wierzchniej, własności przeciwdziałających niszczącemu działaniu warunków pracy maszyny na materiał, z którego są one wykonane. Warstwa wierzchnia ciała stałego pozostaje w stanie pewnego naprężenia wynikającego z nierównomiernego rozkładu sił działających na atomy powierzchniowe, powodującego zazwyczaj przesunięcia ich położenia w siatce krystalicznej. Różnorakie sposoby obróbki powierzchni lub oddziaływań na powierzchnię czynników zewnętrznych mogą ten stan naprężeń zwiększyć lub zmniejszyć. Modele procesu technologicznego powstawania warstw wierzchnich jest teoretycznie bardzo dużo. Problem opisu procesów mechanicznych ( nagniatania, kulkowania ) , procesów termicznych ( hartowanie, obróbka laserowa) i termochemicznych (dyfu zje) , procesów implantacji warstwy wierzchniej po proces ie techno logic znym. Obrób ka mechan iczna charak teryzu ją się dużymi wartoś ciami bezwzg lędny mi maksy malny ch napręż eń własn ych oraz granic y plast ycznoś ci, niewi elkim i zmianami innych własności mechanicznych. 2.Właściwości warstwy wierzchniej, struktura powierzchni rzeczywistej chropowatość nośność Rzeczywista powierzchnia kontaktu Badan ia powie rzchni powstaj ących w wynik u obróbki mechan icznej wskazują na bardzo urozmaiconą ich rzeźbę. Jeśli wyobrazimy sobie złożenie dwóch powierzchni chropowatych, to teoretycznie dla zerowego obciążenia styk wystąpi w trzech przypadkowych punktach powierzchni. Rzeczywista powierzchnia kontaktu jest w tym przypadku nieskończenie mała. Przyrost obciążenia doprowadzi natychmiast do przekroczenia granicy plastyczności w miejscach kontaktu i powiększać się będzie rzeczy wista powierzc hnia kontaktu, pojawią się równi eż dodatkow e punk ty konta ktu. Rozwój powierzchni kontaktu może być obserwowany pod mikroskopem, jeśli jedno z ciał będących w kontakcie jest przezroczyste. O rozwoju rzeczywistej powierzchni kontaktu można wnioskować na podstawie pomiaru oporu elektrycznego kontaktu. Rzeczywista, konturowa i nominalna powierzch nia kontaktu Właściwości powierzchni powstałych w wyniku obróbki mechanicznej metali Trybologia interesuje się przede wszystkim warstwą wierzchnią metali stosowanych na pary cierne, głównie stali i stopów łożyskowych. Przedmiotem badań jest warstwa wierzchnia uformowana w wyniku obróbki mechanicznej, a więc przez toczenie, szlifowanie, dogładzanie, polerowanie. W pewnych przypadkach jest to warstwa powstała na skutek specjalnych obróbek wykańczających, np. przez zgniot powierzchniowy lub przez pokrycie galwaniczne specjalnymi warstwami powierzchni obrobionej mechanicznie. W punkcie tym omówimy jedynie przypadek powierzchni stali obrabianej mechanicznie. Dok ona nie prz ekro ju war stw y wie rzc hni ej uja wni a jej nie jed nor odn ość . Prz y- powierzchniowa warstwa stali nie jest jednorodna i ma właściwości różne od właściwości materiału wewnątrz. Odmienność budowy warstwy wierzchniej od budowy rdzenia polega na rozdrobnieniu kryształów, odkształceniu plastycznym i ukierunkowaniu struktury. Pod wpływem pola cieplnego i naprężeń mogą powstawać również przemiany fazowe, np. martenzyt zamiast austenitu. Na samej powie rzchni jest tzw. warstwa Beilby 'ego, będąca wynikiem stopnienia i płynięcia materiału w trakcie obróbki. Warstwa ta jest twarda na skutek zahartowania przez szybkie chłod zenie, zawiera zwykl e związk i chemi czne i zaabsorb owane chemicznie gazy. Pod warstw ą Beilb y'ego leżą kryszt ały rozkruszon e w wynik u obróbki mecha niczne j, poni żej - krysz tały plast ycznie zdefor mowane, wreszc ie kryszt ały nienar uszon e, twor zące rdzeń. Posz czegól ne skład owe warst wy wierzc hniej mają różną grubość, w zależn ości od rodzaju obrób ki, materiału, prędkości skrawania itp. Powierzchnia nie jest płaska, zwykle jest pofalowana i chropowata, można przyjąć, że ma kształt zbliżony do powierzchni ziemi w okolicach górzystych. Kształt geometryczny powierzchni zależy od sposobu obróbki i nawet najbardziej staranne polerowanie nie usuwa chropowatości. Najgładsze powierzchnie są uzyskiwane przez łupanie kryształów. Dla kryształów miki nierówności powierzchni mają wysokość ok. 2 nm, dla kryształów kwarcu 10 nm, a najbardziej gładkie po- wierzchnie metali mają nierówności w granicach 50+100 nm. Technicznie gładkie powierzchnie (wg PN-89/M-01146 12-8 klasy gładkości) mają nierówności powierzchni wynoszące 0,20+3,2 um. pyt 3. Zużycie trybologiczne spowodowane jest procesami tarcia. Intensywność tego zużycia zależy od odporności obszarów tarcia warstw wierzchnich i od rodzaju oddziaływania a) Bruzdowanie b ) Ści na nie ni er ów no ści c) Ścin anie ni eró wn oś ci ś cierniwem d) Odks zt ał ceni e plas ty czn e ma teri ał u 4.Korozja, rodzaje, wpływ otoczenia na intensywność jej przebiegu… Korozją nazywa się stopniowe niszczenie tworzywa pod wpływem chemicznego oddziaływania środowiska. W przypadku metali rozróżnia się korozję chemiczną i elektrochemiczną. Korozja chemiczna jest spowodowana oddziaływaniem suchych gazów lub cieczy nie przewodzących prądu elektrycznego, zaś korozja elektrochemiczna jest spowodowana oddziaływaniem na metal roztworów przewodzących (elektrolitów). Korozja miejscowa objawia się plamami czy wżera mi o znacznej głębokości i wpływa silnie na zmniejszenie wytrzymałości zarówno materiału jak i konstrukcji. Najgroźniejsza jest korozja międzykrystaliczna, powodująca zniszczenia na granicach ziaren postępujące w głąb takich materiałów jak stopy glinu czy a steniczne stale żaroodporne. W wielu przypadkach ten typ korozji powodującej silne obniżenie wytrzymałości, jest trudny do zauważenia na powierzchni metalu. Rodzaje korozji: * Korozja elektromechaniczna. * Korozja chemiczna. * Korozja lokalna * Korozja ogólna * Korozja z depolaryzacją wodorową. * Korozja z depolaryzacją tlenową. * Korozja atmosferyczna. * Korozja galwaniczna. * Korozja naprężeniowa. * Korozja zmęczeniowa * Korozja cierna * Korozja kawitacyjna. * Korozja szczelinowa. * Korozja kontaktowa. I inne Ochrona metali przed korozją: Ze względu na ogromne straty, jakie ponosi gospodarka wskutek korozji, opracowano wiele metod zapobiegania a przynajmniej hamowania tego niepożądanego zjawiska. Do najważniejszych metod ochrony antykorozyjnej można zaliczyć: * elektrochemiczną ochronę katodową i protektorową * metaliczne i niemetaliczne powłoki ochronne * dyfuzyjne ulepszanie powierzchni metali * stosowanie inhibitorów Czynniki wpływające na proces korozji: • obecność zanieczyszczeń • odczyn środowiska • zmiany temperatury i ciśnienia • naprężenie materiału • struktura krystaliczna materiału 5. Technologiczne metody modyfikowania właściwości warstwy wierzchniej. Kształtowanie warstwy wierzchniej ma miejsce w trakcie poszczególnych operacji procesu technologicznego. Jest ono związane z oddziaływaniem na obrabiany materiał trzech podstawowych czynników: mechanicznego, cieplnego, fizykochemicznego. Czynnik mechaniczny to skrawanie. Jest ono tym większe im intensywniejsza obróbka. Dotyczy to głównie obróbki zgrubnej. Czynnik cieplny występuje w każdej operacji obróbki skrawaniem i obróbki cieplnej lub cieplno-chemicznej. Przy omawianiu wpływu na stan warstwy wierzchniej na jakość użytkową wyrobu w tym przede wszystkim odporności na zużycie i ścieranie, należy wziąć pod uwagę: -obróbki cieplne, -obróbki cieplno – chemiczne, -pokrycia galwaniczne, -obróbki bardzo dokładne, - wiórowe, ścierne, plastyczne a) Obróbka cieplno – chemiczna – nawęglanie, hartowanie, azotowanie oraz węgloazotowanie. W wyniku tych obróbek utwardzanej warstwie, na skutek przemian strukturalnych tworzy się układ naprężeń ściskających, warstwa wierzchnia uzyskuje zwiększone właściwości sprężyste. Podobny efekt otrzymuje się przez powierzchniowe hartowanie poprzez grzanie indukcyjne. Dla wszystkich metod obróbki istnieje optymalna grubość warstwy utwardzonej. Istotną rolę zwłaszcza w zakresie podwyższenia odporności na ścieranie i na korozję odgrywa azotonasiarczanie. b) Pokrycie galwaniczne – wpływa na obniżenie wytrzymałości zmęczeniowej materiału. Jest to szczególnie widoczne przy częstym korzystaniu z chromowania twardego. Wa rstwa chromu o grubości 0,1 mm powoduje obniżenie wytrzymałości zmęczeniowej o 30-40%. Jest to spowodowane naprężeniami rozciągającymi w warstwie, przez które powstają mikropęknięcia działające tak ostro jak karb. Aby zapobiec temu procesowi, przed chromowaniem stosuje się ulepszanie powierzchni. Podobnie ujemnie działa niklowanie, kadmowanie a w mniejszym stopniu miedziowanie. c) Obróbka wykańczająca i bardzo dokładna – to obróbka końcowa danej powierzchni. Należy dążyć do zmniejszenia lub całkowitego wyeliminowania nie odpuszczonego martenzytu w warstwie warst wa Beil by ego RYS. 6.2. Przekrój przez warstwę wierzchnią stali obrobioną mechanicznie (a) oraz proporcje grubości warstw składowych (b); R - parametr chropowatości powierzchni, EHD film - warstwa smaru w waru nkac h elast ohydr odynamiczn ego smarowani a, H D film - warstwa smaru w warunkach hydrodynamicznego smarowania
Transcript of Bodzio od Śniega

5/12/2018 Bodzio od niega - slidepdf.com
http://slidepdf.com/reader/full/bodzio-od-sniega 1/4
Pyt 1.Warstwa wierzchnia elementu maszyny jest to zbiór punktów materialnych zawartych między jego powierzchnią zewnętrzną a powierzchnią umowną, będącą granicą zmian wartości cech stref podpowierzchniowych powstałych w wyniku wymuszeń zewnętrznych. Pozostałą część elementumaszyny nazywa się rdzeniem. W sensie normatywnym warstwę wierzchnią zdefiniowanonastępująco: warstwa wierzchnia jest to zewnętrzna warstwa przedmiotu powstała w wyniku
działania na przedmiot procesów fizycznych lub chemicznych, jakościowo lub ilościowo różniąca sięod materiału rdzenia. Około 85% awarii maszyn jest spowodowanych uszkodzeniami warstwywierzchniej poszczególnych elementów. Procesy tarcia ciał stałych występują w warstwiewierzchniej i dlatego w jej obrębie stwierdza się zapoczątkowanie procesów dekohezji. Stan warstwywierzchniej warunkuje energię swobodną powierzchni ciała stałego, która ma istotny wpływ na jakość smarowania, zwłaszcza przy tarciu granicznym. Konieczne jest zatem staranne nadawanie powierzchni elementów maszyn, ściślej ich warstwie wierzchniej, własności przeciwdziałającychniszczącemu działaniu warunków pracy maszyny na materiał, z którego są one wykonane. Warstwawierzchnia ciała stałego pozostaje w stanie pewnego naprężenia wynikającego z nierównomiernegorozkładu sił działających na atomy powierzchniowe, powodującego zazwyczaj przesunięcia ich położenia w siatce krystalicznej. Różnorakie sposoby obróbki powierzchni lub oddziaływań na powierzchnię czynników zewnętrznych mogą ten stan naprężeń zwiększyć lub zmniejszyć. Modele procesu technologicznego powstawania warstw wierzchnich jest teoretycznie bardzo dużo. Problemopisu procesów mechanicznych ( nagniatania, kulkowania ) , procesów termicznych ( hartowanie,obróbka laserowa) i termochemicznych (dyfuzje) , procesów implantacji warstwy wierzchniej po procesie technologicznym. Obróbka mechaniczna charakteryzują się dużymi wartościami bezwzględnymi maksymalnych naprężeń własnych oraz granicy plastyczności, niewielkimizmianami innych własności mechanicznych.2.Właściwości warstwy wierzchniej, struktura powierzchni rzeczywistej chropowatość nośnośćRzeczywista powierzchnia kontaktu
Badania powierzchni powstających w wyniku obróbki mechanicznej wskazują na bardzourozmaiconą ich rzeźbę. Jeśli wyobrazimy sobie złożenie dwóch powierzchni chropowatych, toteoretycznie dla zerowego obciążenia styk wystąpi w trzech przypadkowych punktach powierzchni.Rzeczywista powierzchnia kontaktu jest w tym przypadku nieskończenie mała. Przyrost obciążeniadoprowadzi natychmiast do przekroczenia granicy plastyczności w miejscach kontaktu i powiększaćsię będzie rzeczywista powierzchnia kontaktu, pojawią się również dodatkowe punkty kontaktu.
Rozwój powierzchni kontaktu może być obserwowany pod mikroskopem, jeśli jedno z ciał będącychw kontakcie jest przezroczyste. O rozwoju rzeczywistej powierzchni kontaktu można wnioskować na podstawie pomiaru oporu elektrycznego kontaktu.Rzeczywista, konturowa i nominalna powierzch nia kontaktu
Właściwości powierzchni powstałych w wyniku obróbki mechanicznej metaliTrybologia interesuje się przede wszystkim warstwą wierzchnią metali stosowanych na pary cierne,głównie stali i stopów łożyskowych. Przedmiotem badań jest warstwa wierzchnia uformowana wwyniku obróbki mechanicznej, a więc przez toczenie, szlifowanie, dogładzanie, polerowanie. W pewnych przypadkach jest to warstwa powstała na skutek specjalnych obróbek wykańczających, np. przez zgniot powierzchniowy lub przez pokrycie galwaniczne specjalnymi warstwami powierzchniobrobionej mechanicznie. W punkcie tym omówimy jedynie przypadek powierzchni stali obrabianejmechanicznie.
Dokonanie przekroju warstwy wierzchniej ujawnia jej niejednorodność. Przy- powierzchniowa warstwa stali nie jest jednorodna i ma właściwości różne od właściwości materiałuwewnątrz. Odmienność budowy warstwy wierzchniej od budowy rdzenia polega na rozdrobnieniukryształów, odkształceniu plastycznym i ukierunkowaniu struktury. Pod wpływem pola cieplnego inaprężeń mogą powstawać również przemiany fazowe, np. martenzyt zamiast austenitu.
Na samej powierzchni jest tzw. warstwa Beilby 'ego, będąca wynikiem stopnienia i płynięcia materiału w trakcie obróbki. Warstwa ta jest twarda na skutek zahartowania przez szybkiechłodzenie, zawiera zwykle związki chemiczne i zaabsorbowane chemicznie gazy. Pod warstwą Beilby'ego leżą kryształy rozkruszone w wyniku obróbki mechanicznej, poniżej - kryształy plastycznie zdeformowane, wreszcie kryształy nienaruszone, tworzące rdzeń. Poszczególneskładowe warstwy wierzchniej mają różną grubość, w zależności od rodzaju obróbki, materiału, prędkości skrawania itp.
Powierzchnia nie jest płaska, zwykle jest pofalowana i chropowata, można przyjąć, że makształt zbliżony do powierzchni ziemi w okolicach górzystych. Kształt geometryczny powierzchnizależy od sposobu obróbki i nawet najbardziej staranne polerowanie nie usuwa chropowatości. Najgładsze powierzchnie są uzyskiwane przez łupanie kryształów. Dla kryształów miki nierówności powierzchni mają wysokość ok. 2 nm, dla kryształów kwarcu 10 nm, a najbardziej gładkie po-
wierzchnie metali mają nierówności w granicach 50+100 nm. Technicznie gładkie powierzchnie (wgPN-89/M-01146 12-8 klasy gładkości) mają nierówności powierzchni wynoszące 0,20+3,2 um.
pyt 3.Zużycie trybologiczne spowodowane jest procesami tarcia . Intensywność tego zużycia zależy ododporności obszarów tarcia warstw wierzchnich i od rodzaju oddziaływania
a) Bruzdowanie
b) Ścinanie n ierówności
c) Ścinanie nierówności ścierniwem
d) Odkształcenie plastyczne materiału
4.Korozja, rodzaje, wpływ otoczenia na intensywność jej przebiegu…Korozją nazywa się stopniowe niszczenie tworzywa pod wpływem chemicznego oddziaływaniaśrodowiska. W przypadku metali rozróżnia się korozję chemiczną i elektrochemiczną. Korozjachemiczna jest spowodowana oddziaływaniem suchych gazów lub cieczy nie przewodzących prąduelektrycznego, zaś korozja elektrochemiczna jest spowodowana oddziaływaniem na metalroztworów przewodzących (elektrolitów). Korozja miejscowa objawia się plamami czy wżerami oznacznej głębokości i wpływa silnie na zmniejszenie wytrzymałości zarówno materiału jak ikonstrukcji.
Najgroźniejsza jest korozja międzykrystaliczna, powodująca zniszczenia na granicach ziaren postępujące w głąb takich materiałów jak stopy glinu czy a steniczne stale żaroodporne. W wielu przypadkach ten typ korozji powodującej silne obniżenie wytrzymałości, jest trudny do zauważeniana powierzchni metalu.Rodzaje korozji:* Korozja elektromechaniczna.* Korozja chemiczna.* Korozja lokalna* Korozja ogólna* Korozja z depolaryzacją wodorową.* Korozja z depolaryzacją tlenową.* Korozja atmosferyczna.* Korozja galwaniczna.* Korozja naprężeniowa.* Korozja zmęczeniowa* Korozja cierna
* Korozja kawitacyjna.* Korozja szczelinowa.* Korozja kontaktowa.I inne
Ochrona metali przed korozją:
Ze względu na ogromne straty, jakie ponosi gospodarka wskutek korozji, opracowano wiele metod
zapobiegania a przynajmniej hamowania tego niepożądanego zjawiska. Do najważniejszych metod
ochrony antykorozyjnej można zaliczyć:* elektrochemiczną ochronę katodową i protektorową * metaliczne i niemetaliczne powłoki ochronne* dyfuzyjne ulepszanie powierzchni metali* stosowanie inhibitorów
Czynniki wpływające na proces korozji:
• obecność zanieczyszczeń
• odczyn środowiska
• zmiany temperatury i ciśnienia
• naprężenie materiału
• struktura krystaliczna materiału
5. Technologiczne metody modyfikowania właściwości warstwy wierzchniej.Kształtowanie warstwy wierzchniej ma miejsce w trakcie poszczególnych operacji procesutechnologicznego. Jest ono związane z oddziaływaniem na obrabiany materiał trzech podstawowychczynników: mechanicznego, cieplnego, fizykochemicznego. Czynnik mechaniczny to skrawanie. Jestono tym większe im intensywniejsza obróbka. Dotyczy to głównie obróbki zgrubnej. Czynnik cieplny występuje w każdej operacji obróbki skrawaniem i obróbki cieplnej lub cieplno-chemicznej.Przy omawianiu wpływu na stan warstwy wierzchniej na jakość użytkową wyrobu w tym przedewszystkim odporności na zużycie i ścieranie, należy wziąć pod uwagę:-obróbki cieplne,-obróbki cieplno – chemiczne,-pokrycia galwaniczne,-obróbki bardzo dokładne,- wiórowe, ścierne, plastycznea) Obróbka cieplno – chemiczna – nawęglanie, hartowanie, azotowanie oraz węgloazotowanie. Wwyniku tych obróbek utwardzanej warstwie, na skutek przemian strukturalnych tworzy się układnaprężeń ściskających, warstwa wierzchnia uzyskuje zwiększone właściwości sprężyste. Podobnyefekt otrzymuje się przez powierzchniowe hartowanie poprzez grzanie indukcyjne. Dla wszystkich
metod obróbki istnieje optymalna grubość warstwy utwardzonej. Istotną rolę zwłaszcza w zakresie podwyższenia odporności na ścieranie i na korozję odgrywa azotonasiarczanie. b) Pokrycie galwaniczne – wpływa na obniżenie wytrzymałości zmęczeniowej materiału. Jest toszczególnie widoczne przy częstym korzystaniu z chromowania twardego. Warstwa chromu ogrubości 0,1 mm powoduje obniżenie wytrzymałości zmęczeniowej o 30-40%. Jest to spowodowanenaprężeniami rozciągającymi w warstwie, przez które powstają mikropęknięcia działające tak ostro jak karb. Aby zapobiec temu procesowi, przed chromowaniem stosuje się ulepszanie powierzchni.Podobnie ujemnie działa niklowanie, kadmowanie a w mniejszym stopniu miedziowanie.c) Obróbka wykańczająca i bardzo dokładna – to obróbka końcowa danej powierzchni. Należy dążyćdo zmniejszenia lub całkowitego wyeliminowania nie odpuszczonego martenzytu w warstwie
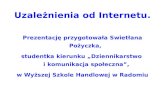
warstwaBeilbyego
RYS. 6.2. Przekrój przez warstwę wierzchnią stali obrobioną
mechanicznie (a) oraz proporcje grubości warstw składowych (b); R
- parametr chropowatości powierzchni, EHD film - warstwa smaru w
warunkach elastohydrodynamicznego smarowania, H D film -
warstwa smaru w warunkach hydrodynamicznego smarowania

5/12/2018 Bodzio od niega - slidepdf.com
http://slidepdf.com/reader/full/bodzio-od-sniega 2/4
wierzchniej. Do obróbki tej należy przede wszystkim szlifowanie. Innym wariantem jest dogładzanieoscylacyjne, gładzenie i nagniatanie.6.Utrzymanie maszyn – obiekty zakres zainteresowania (jakimi się zajmuje problemami).
Utrzymanie maszyn i pojazdów to całokształt czynności organizacyjno-technicznych,ekonomicznych i prawnych mających na celu stwierdzenie stanu rzeczywistego oraz zachowanie lub przywrócenie stanu pożądanego w danej chwili. Inna definicja to dziedzina wiedzy teoretycznej i praktycznej, obejmującej metody, środki i systemy sterowania stanem zdatności funkcjonalnej izadaniowej celu racjonalnego, efektywnego ich użytkowania.Zakres czynności:- kontrola stanu technicznego (KS),- konserwacja – obsługiwanie konserwacyjne (OK) – obsługiwanie, konserwacja, utrzymaniemaszyny w zdatności użytkowej przez planowanie doraźne jej zabezpieczenie przed szkodliwymdziałaniem środowiska (korozja),- obsługa profilaktyczna (OP) – zmniejszenie intensywności utraty zdatności użytkowej maszynyużytkowej maszyny przez przeglądy techniczne i kontrolę,- obsługa regulacyjna (OR) – utrzymanie zadanych z góry cech stanu w dopuszczalnym przedzialezmienności- naprawa okresowa (NP) – otworzenie stanu zdatności użytkowej prowadzone wg określonychzasad (czas pracy, ilość wykonanej pracy)Proces UPiM to uporządkowany w czasie t zbiór działań.7. Wyjaśnić podstawowe pojęcia: eksploatacja, użytkowanie, obsługiwanie, diagnozowanie,naprawy, podatność obsługowa i naprawcza, maszyna, zespół, część, operacja, zabieg. Jakierelacje zachodzą między nimi?
Eksploatacja – ogół wszystkich zdarzeń, zjawisk, procesów zachodzących w danym obiekcie odchwili dokończenia jego procesu wytwarzania do chwili likwidacji. Celem systemu eksploatacjiobiektów technicznych jest: racjonalne użytkowanie obiektów technicznych zgodnie z ich przeznaczeniem, utrzymanie obiektów tech. w stanie zdatności funkcjonalnej i zadaniowejumożliwiających ich prawidłowe funkcjonowanie w zakresie wykonywania zadań operacyjnych izakłóceniach w zadanych warunkach i czasie.Użytkowanie – zbiór procesów wykonawczych wyłącznie do osiągnięcia określonych celów np.zadaniem samochodów jest efektywny przewóz towarów lub pasażerów. Użytkowanie urządzeń tonic innego jak wykorzystywanie w celu zaspokojenia potrzeb ludzkich.Obsługiwanie – proces obsługiwania zwany krótko obsługiwaniem to zbiór czynności profilaktyczno – zapobiegawczych, których zadaniem jest podtrzymywanie własności użytkowych oraz zbiór czynności naprawczych, których zadaniem jest odtworzenie własności użytkowych obiektów techn.Obsługiwanie to zbiór procesów wykonawczych w celu utrzymania obiektów technicznych w staniezdatności funkcjonalnej i zadaniowej.
Diagnozowanie – polega na wykrywaniu niedomagań i przyczyn ich powstawania oraz na wstępnym planowaniu wykonania niezbędnego zakresu przeprowadzania naprawy w oparciu o dokładnesprawdzenie działania mechanizmu, najczęściej przez wykonanie pośrednich pomiarów za pomocą specjalnych przyrządów bez uciekania się do demontażu Naprawy – odtwarzają potencjał eksploatacyjny, obsługi, profil. Zmniejszają intensywność pochłaniania tego potencjału. Naprawa to cel działania. Wyróżnia się:odnowę potencjału eksploatacyjnego, resursu eksploatacyjnego, stanu zdatności, odnowę(naprawę)modernizacyjną Podatność obsługowa – właściwość charakteryzująca przystosowanie obiektu technicznego dowykonywania regulacji, napraw bieżących i pozostałych zabiegów obsługiwania. Wymaganiaszczegółowe to: możliwość jednoczesnego wykonywania max ilości zabiegów i czynnościobsługowych, możliwość wykorzystywania typowych urządzeń obsługowych.Podatność naprawcza – właściwość charakteryzująca przystosowanie obiektu technicznego dowykorzystywania napraw średnich i głównych. Do oceny przydatności naprawczej służy liczbowywskaźnik.Maszyna – wyrób zawierający jeden lub kilka mechanizmów we wspólnym korpusie, przeznaczonydo wykonania określonej użytecznej pracyZespół jest zwartym zbiorem połączonych ze sobą podzespołów (i niekiedy części), dających sięwyodrębnić z całości urządzenia lub maszyny, spełniających określone funkcje. Dla przykładu,zespołem może być kompletny układ hydrauliczny, a podzespołem pompa tego układu. Zewzględów technologiczno-organizacyjnych do zespołów zalicza się również duże monolityczne bloki konstrukcyjne, takie jak ramy i korpusy maszyn.Część maszyny – elementarny składowy maszyny. Część wykonana jest z jednego kawałkamateriału, bez łączeń (dopuszcza się jedynie połączenia nierozłączne, np. spawanie). W częściachwyróżnia się fragmenty konstrukcyjne, np. czop wału, wieniec uzębiony koła zębatego, łeb śruby.Kilka części tworzy podzespółOperacja - jest to dająca się wyodrębnić, zamknięta część procesu technologicznego remontuwykonywana na jednym stanowisku roboczym, przez jednego pracownika (lub grupę pracowników)na jednym remontowanym urządzeniu lub maszynie, na jednym zespole, podzespole albo na jednejczęści, bez przerw na inną pracę. W procesie technologicznym remontu występują operacjedemontażu, montażu, obróbki, aparaturowe i kontrolno-pomiarowe.Zabieg jest składową częścią operacji, którą w montażu (demontażu) wykonuje się w określonymmiejscu połączenia, do którego jest dołączany (odłączany) jednakowy element maszynowy za pomocą tych samych narzędzi lub przyrządów oraz z niezmiennym sposobem wykonywania pracy.Zabiegi można dzielić na czynności elementarne.Relacje:eksploatacja (użytkowanie, przechowywanie) -> starzenie fizyczne -> procesy trybologiczne,erozyjne, korozyjne) -> częściowa lub całkowita utrata własności potencjał eksploatacyjny(obiektywna wartość nadana procesie projektowania, konstruowania – zależna od stanu tech.elementów) <- Resurs (zapas) międzyobsługowy
8.Elementy systemu utrzymania maszyn, podsystemyobsługi, naprawy, przechowania,
diagnozowania itp.
a) Podsystem diagnozowania Dg dzieli się na: pomiot diagnozy (diagnoza), narzędzie (metody iśrodki diagnostyczne), przedmiot diagnozy (maszyna, zespół, część).- zespół diagnostów,- zbiór metod, środków uzyskiwania,przetworzenia, przedstawienia, gromadzenia informacji,- zbiór obiektów techn., ich model diagnostyczny i algorytmów diagnozowania, prognozowania igenerowania stanów,- zbiór relacji między tymi elementami - wynikiem jest podejmowanie iarygodnych decyzji o przynależności badanego obiektu do określonych klas stanów.- Fazy badań diagnostycznych : a) kontrola stanu techn. -> wynik: pozytywny – obiekt zdatny – prognozowanie stanu obiektu – użytkowanie obiektu), negatywny – obiekt niezdatny – lokalizacjauszkodzenia – naprawa uszkodzenia.- metody diagnozowania: metoda szacowania trendu parametru diagnostycznego, metodasymptomowa – wyznaczenie na podstawie zmian wartości parametru diagnostycznego punktu pomiaru przy założeniach : zmiana parametru – wykładniczy trend
- Podsystem diagnostyczny to inaczej podsystem prognostyczny b) Podsystem obsługi i napraw bieżących to:- zbiór sprawdzeń wynikający z ustalonych algorytmów diagnozowania,- operacje wynikające z diagnozy (regulacje, naprawy bieżące),- operacje wykonane w miarę potrzeby (np. sprawdzenie i ustalenie poziomów płynów)Typowe operacje obsługiwania maszyn to: sprzątanie, mycie, smarowanie, przegląd, dokręcanie połączeń, demontaż i montaż, prace: ślusarstwo, mechaniczneObsługa techniczna dzieli się wg kryterium czas na:-bieżącą (mały zakres),sezonową (okresowa), wieloletnią ( zwiazana z uwzględnieniemniekorzystnych skutków funkcjonowania urządzeń pracujących.Obsługa tech.wg kryterium cel obsługi dzieli się:- diagnostyczna, profilaktyczna, terapeutyczna, alimentacyjnaPodsystem napraw głównych- metodą indywidualną i wymiany zespołów. Podsystem napraw dzielisię na naprawy bieżące, główne,średniec) Podsystem przechowania- celem jest:- zmniejszenie intensywności obiektów technicznych,- utrzymanie obiektów techn. w stanie zdatności funkcjonalnej i zadaniowej
d) Podsystem ochrony czasowej obiektów technicznych :- eksploatacja obiektów technicznych ->ochrona przed procesami starzenie (zużycia) fizycznego:trybologiczne, korozja, erozja,- przechowanie obiektów tech – ochrona przed korozją: chemiczną, elektrochemiczna.- podsystem ten chroni przed obniżeniem wartości użytkowych obiektu, przed niszczącymizmianami pierwotnej struktury, składu chemicznego, stanu naprężeń (głównie wierzchnich)f) Podsystem ewidencyjno – gospodarczy to:- zbieranie, przetwarzanie, gromadzenie informacji, informacji procesach obsługiwania,- uzyskiwanie danych do racjonalnego gospodarowania podsystemem obsługiwania,- opracowanie danych potrzebnych do podjęcia decyzji,Podsystem ewidencyjno gospodarczy dzieli się na: informacje przetworzone (od podsystemu planistyczno-gospodarczego) i na informacje diagnostyczne (od podsystemudiagnostycznego).Wszystko to składa się na decyzje: a) planowanie obsługiwania, optymalizacjaterminów, wybór metod diagnostycznych b) wybór strategii utrzymania maszyn, dopasowanie podsystemu utrzymania do potrzeb użytkownika.g) Podsystem planisyczno – decyzyjny to:- gromadzenie wariantowych danych do planowania, funkcjonowania systemu,- generowanie propozycji planów obsługiwania obiektów,- generowanie danych do podejmowania decyzji przez decydentów
9. Pojęcia TQM, TPM, Keizen.TQM (Total Quality Manager) – kompleksowe zarządzanie jakością. Cechy charakterystyczne to:ciągłe doskonalenie, wewnętrzni klienci, miary doskonałości stosowane w przekroju firmy,zniesienie barier między działami. TQM charakteryzuje się: zaangażowaniem kierownictwa(przywództwo), koncentracją na klientach i pracownikach, ciągłym doskonaleniem (Keizen),koncentracją na faktach, powszechnym uczestnictwem., strukturą organizacji jakości.Struktura organizacji jakości:a) Struktura formalna:Dyrektor >działy >wydziały >służby >grupy > pracownicyDyrektor i Działy –komitet sterujący TQM, b) Struktura nieformalna (mieszana) :Dyrektor – Komitet sterujący TQM,Działy – Komitet sterujący TQM, komitety jakości, koordynatorzy jakości,Wydziały – Inspektorzy jakości,Grupy – Inspektorzy jakości, kierownicy grup, pracownicy – Zespoły poprawy Jakości
TPM- (TOTAL PRODUCTIVE) – Program ten obejmuje:a) poprawę produktywności maszyn i urządzeń poprzez eliminację przestojów, niższejniż normalna sprawności oraz awarii,
b) włączenie operatorów maszyn do wykonywania zabiegów prewencyjnych(czyszczenie, kontrola, smarowanie czy drobne naprawy)
c) poprawę niezawodności maszyn i urządzeń poprzez wykorzystanie zespołów poprawy(Keizen) np. wpływ operatora na poprawę konstrukcji maszyny,
d) TPM wymaga włączenia wszystkich pracowników dla identyfikacji, monitorowania iusuwania usterek.
Cele TPM:a) zwiększenie produktywności, obniżenie kosztów wytwarzania, b) zwiększenie wydajności, zdolności produkcyjnej, elastyczność, jakość,
bezpieczeństwo pracy
Elementy TPM:
a) planowanie utrzymania uchu. Systematyczne i konsekwentne stosowanie strategii planowania utrzymania ruchu, utrzymanie ruchu bazowane na cza sie
b) Narzędzia:- koło Deminga –koncepcja zarządzania jakością opracowana przez Deminga,- Metoda SMED- jest to skrócenie czasu przezbrojenia (wymiary narzędzi):
czas zew. i wew.,- Metoda 5 x dlaczego,- Metoda FMEA – metoda europejska – analiza błędów, zagrożeń w aspekcie ich wpływu na system
- 5 x Sc) Do podstawowych zadań operatorów należy:
- sprzątanie, czyszczenie, kontrola,- ustalenie przyczyn i efektów zanieczyszczeń,- przestrzeganie standardów czyszczenia.
Definicje TPM: Total Prouctive Maintenance, Why Not?Filozofia TPM: mechanizm ustawicznego usprawniania organizacji
Keizen – nie jest metodą czy narzędziem wykorzystywanym w zarządzaniu jakością. Keizen jestfilozofią pracy opierającą się na zasadach ciągłego doskonalenia, ulepszania, usprawnienia. Keizenstanowi podstawowe pojęcie w japońskim modelu zarządzania. Ciągłe doskonalenie dotyczyzarówno dyrekcji jak i pracowników.
10.Struktura i zadania działu technicznego w przedsiębiorstwie- techniczny - odpowiedzialny za utrzymanie stanu technicznego całego systemu materialnego przedsiębiorstwa,
Struktura organizacyjna pionu technicznego i ilość wydzielanych formalnie działów zależy od wielkościzakładu jego specyfiki produkcyjnej i zakresu działalności. Najczęściej wydzielanym działem jest działgłównego mechanika. W małym przedsiębiorstwie może to być jedyny dział (w pionie produkcyjnotechnicznym) odpowiedzialny za eksploatację całej infrastruktury technicznej przedsiębiorstwa. W średniejwielkości przedsiębiorstwach wydzielane są dwa działy eksploatacyjne, głównego mechanika i głównegoenergetyka. Inne działy wydzielane i organizowane są w większych zakładach lub przy określonej specyficznej potrzebie. W zakładach mleczarskich zwykle wydzielany jest dział transportu, gdyż w funkcjonowaniu zakładu bardzo ważny jest codzienny zbiór i transport mleka. Szczególnym przypadkiem może być wydzielanie działugłównego ogrodnika, gdy zakład produkcyjny funkcjonuje w przedsiębiorstwie obejmującym jednocześnieduży specjalistyczny ogród (park).Przykładową strukturę działu technicznego przedstawiono na rysunku 1.
Rys.1. Schemat organizacyjny działu technicznegoPracą działu kieruje kierownik. Kierownik nazywany jest często głównym specjalistą (główny mechanik,główny energetyk, główny automatyk).Prace związane z eksploatacją urządzeń i instalacji (regulacje, naprawy, usuwanie awarii) wykonywane są przezgrupy lub brygady konserwacji i utrzymania ruchu. Odpowiednie grupy pracowników organizowane iumiejscowione są przy wydziałach produkcyjnych. Pracownicy muszą być wyposażeni w podstawowe i

5/12/2018 Bodzio od niega - slidepdf.com
http://slidepdf.com/reader/full/bodzio-od-sniega 3/4
specjalistyczne narzędzia i sprzęt odpowiedni do obsługi technicznej parku maszynowego, który im podlega.Powinni dysponować niewielkim zapleczem technicznym umożliwiającym przeprowadzenie niewielkichnapraw. Zapleczem wspomagającym prace grup konserwatorów jest warsztat. Warsztaty ulokowane są pozadziałami produkcyjnymi.Pomocniczą komórką organizacyjną działu technicznego jest biuro. W biurze przechowywana jestdokumentacja eksploatacyjna. Zakres pracy poszczególnych działów technicznych obejmuje:1. Organizację - dotyczy to organizacji własnej struktury, zasad współpracy z wydziałami produkcyjnymi,określenia zakresu obowiązków i odpowiedzialności pracowników działu;2. Planowanie - opracowanie harmonogramu prac naprawczych, zakupu części zamiennych i materiałóweksploatacyjnych;3. Prowadzenie prac naprawczych;4. Nadzór nad stanem technicznym urządzeń i instalacji;5. Zlecanie zakupu części zamiennych i materiałów eksploatacyjnych i śledzenie stanu zapasówmagazynowych;6. Wnioskowanie i opiniowanie zakupów inwestycyjnych.Dla mniejszych zakładów, stosownie do potrzeb, redukowana jest struktura organizacyjna i ilość zatrudnianych pracowników służb technicznych. Całość służb technicznych może organizacyjnie tworzyć tylko działgłównego mechanika. W małym zakładzie produkcyjnym zatrudniającym kilku pracowników (np. piekarniaosiedlowa), jeden pracownik (mechanik konserwator) może być odpowiedzialny za stan techniczny całego przedsiębiorstwa. Możliwe jest również zlecenie konserwacji i opieki nad stanem technicznym zakładu nazewnątrz dla specjalistycznego zakładu.W przedsiębiorstwie występują dwie, częściowo rozbieżne tendencje w eksploatacji. Kierownicyodpowiadający za przetwórstwo zainteresowani są użytkowaniem produkcyjnym urządzenia. Dostępność produkcyjna i czas wykorzystywany do prowadzenia produkcji jest dla nich najistotniejsza. Z drugiej stronysłużby techniczne widzą urządzenie jako obiekt, który trzeba naprawiać. Naturalną jest tendencja do działań,które dążą do utrzymania wysokiej sprawności technicznej. Mogą tu wystąpić nawet sprzeczności i konflikty,gdyż użytkowanie urządzenia powoduje naturalne obniżenie sprawności i generuje uszkodzenia, jest przeciwstawne do dążeń i działań służb technicznych.
Proces technologiczny naprawy to część procesu produk cyjnego stanowiącego kompleks
(zbiór) czynności (operacji technologicz nych) wykonywanych w ściśle określonej kolejności, przez wyspecjali zowanych pracowników w celu przywrócenia sprawności urządzeniomtechnicznym .
Technologia naprawy jest zbiorem technicznie i ekonomicznie uzasad nionych metod i sposobów realizacji procesu technologicznego naprawy
Każdy rodzaj naprawy w zależności od jego zakresu, pracochłonności, stosowanych metod
oraz istniejących warunków pracy i wyposażenia stanowisk pracy wykonywany jest zgodnie z
ustalonym, w miarą optymalnym procesem technologicznym. Każdy proces technologiczny
związany z obsługą bądź naprawą pojazdów zaakceptowany jest i zalegalizowany w postacidokumentacji technologicznej.
Zazwyczaj procesy technologiczne obsługi i naprawy pojazdów przedstawiane są w postaci
schematów. Schematy te w sposób poglądowy przedstawiają podział całości prac obsługowo-
naprawczych na elementy składowe, najczęściej operacje lub grupy operacji technologicznych, ze
wskazaniem kolejności, a niekiedy i miejsca ich wykonania. Operacja technologiczna jest częścią
procesu technologicznego, stanowiącą zbiór czynności technologicznych wykonywanych na
jednym stanowisku.
Karta technologiczna, podstawowy dokument opisujący proces technologiczny obróbki lubmontażu. Karta technologiczna powinna zawierać:
1) nazwę i oznaczenie części, zespołu lub wyrobu,
2) określenie materiału, surówki lub półfabrykatu względnie montowanych zespołów,
3) wykaz wszystkich operacji należących do procesu w kolejności ich wykonywania z oznaczeniemstanowisk pracy,
4) normy czasowe operacji i grupy zaszeregowania operacji,
5) informacje o in. dokumentach związanych z opisywanym procesem technologicznym, np. numerykart instrukcyjnych.
12. Zagadnienie utrzymania maszyn w branży rolno-spożywczej
Przetwórstwo spożywcze ma specyficzne uwarunkowania dotyczące organizacji przedsiębiorstwa i jego systemutechnicznego.Głównymi surowcami przetwórstwa spożywczego są materiały organiczne pochodzenia roślinnego i zwierzęcego.Są nimi żywe zwierzęta, śnięte ryby, rośliny lub części roślin. W procesie produkcyjnym są narażone na działaniemikroorganizmów powodujących ich psucie się. Dopiero po przetworzeniu, utrwaleniu, odpowiednimzabezpieczeniu i zapakowaniu gotowe produkty spożywcze uzyskują określony stopień trwałości.Przerwanie i zaniechanie procesu przetwórczego skutkuje stratą produktu. Włączenie nadpsutego surowca ponownie do procesu technologicznego grozi niebezpieczeństwem skażenia produktu.W przypadku wystąpienia usterek lub awarii technicznych konieczne jest ich natychmiastowe usuwanie i przywrócenie sprawności użytkowej urządzeń, aby możliwa była kontynuacja procesu przetwarzania do stanuutrwalenia produktu.Surowce spożywcze wymagają systematycznego i sukcesywnego zbierania i dostarczania do zakładu przetwórczego. Istotną część systemu technicznego zakładu spożywczego jest dział zbierania i dostarczaniasurowca. Występuje ścisła więź techniczna i organizacyjna zakładów wytwarzających surowce, dostawczych i przetwórczych.W przetwórstwie spożywczym oprócz utrzymania stanu technicznego konieczne jest utrzymanie także czystościhigieniczno - sanitarnej urządzeń. Całkowite opróżniania urządzeń z surowca, czyszczenie, mycie i dezynfekcjamuszą być uwzględniane w organizacji procesu eksploatacyjnego.
Sezonowe pozyskiwanie surowca wymusza odpowiednie przygotowanie pod względem technicznym iorganizacyjnym, między innymi zatrudnienia zwiększonej ilości pracowników. Przedsiębiorstwa organizują tak zakres działalności, aby prowadzić produkcję przez cały rok. Przy technologii opartej na surowcach sezonowych,rozszerzany jest zakres asortymentu produkowanych wyrobów. Często związane to jest ze zmianą konfiguracjiurządzeń w liniach technologicznych. Działy zabezpieczenia technicznego muszą być przystosowane do ciągłej bieżącej zmian konfiguracji systemu produkcyjnego. Nie użytkowane urządzenia wycofywane z hal produkcyjnych powinny być przejmowane przez warsztaty naprawcze, a następnie po naprawach magazynowanedo następnego sezonu przetwórczego.Wiele surowców pochodzenia zwierzęcego jest zasadniczo produkowane przez cały rok, ze zmienną podażą.Skutkuje to dużymi wahaniami podaży surowca w cyklu rocznym. System techniczny zakładu przetwórczego jestdostosowany do nierównomiernej podaży surowca poprzez:- zwiększenie wydajności przerobowej dzięki uruchamianiu urządzeń zapasowych lub wydłużeniu dziennegoczasu pracy;- uruchamiane linii przetwarzania nadwyżki surowca np. produkcja mleka w proszku w mleczarstwie;- magazynowanie pół produktu np. mrożenie półtusz.W okresach zwiększonych wydajności i wytężonego wykorzystania urządzeń, wymagana jest wyższaniezawodność systemu technicznego. Przy zwiększonym czasie użytkowania urządzeń należy wygospodarowaćczas na przeprowadzanie niezbędnych prac naprawczych i obsługowych.
Przy produkcji okresowej w przemyśle spożywczym przetwarzaną partię materiału należy doprowadzić do końca,do postaci produktu lub trwałego półproduktu. Nie może być stosowany system zapoczątkowywania obróbkikolejnych partii nowego surowca, bez pewności zakończenia jego przetwarzania. Jednakże nie wszystkieurządzenia są jednocześnie wykorzystywane. Stwarza to możliwości przeprowadzenia prac regulacyjnych inaprawczych w czasie normalnie prowadzonej produkcji.13.Omówić metody stosowane w zagadnieniach jakości…Metoda 5 why (z ang. 5 dlaczego, inaczej:5 Why, 5W) jest jedną z metod pozwalających na wykrywanie przyczyn problemów (lub defektów).Jest to zasada, którą stosujemy w celu ustalenia podstawowej przyczyny problemu. Zadawanie kilku pytań „Dlaczego?” pozwala dojść do źródła zakłóceń, gruntownie zbadać ich przyczynę i skupić sięna ich skutecznym rozwiązywaniu. Dzięki zadawaniu pytań „ Dlaczego?” problem staje się bardziejzrozumiały przez co podstawowa przyczyna jego powstania jest łatwiejsza do zidentyfikowania iwyeliminowania. Analiza 5 Why pozwala odpowiedzieć na pytania:
• Dlaczego powstał problem?
• Dlaczego go nie zauważyliśmy?
• Jak go rozwiązać?
Burza mózgów
Najogólniej można powiedzieć, że składa się ona z dwóch sesji:- sesji twórczej (etap zgłaszania pomysłów),- sesji oceniającej (etap oceny pomysłów).
Bardzo ważne jest ich rozdzielenie.
Istotną kwestią decydującą o powodzeniu wdrażania tej techniki jest stworzenie takiej atmosfery,
która umożliwi swobodne zgłaszanie pomysłów.Stworzenie jak największej liczby pomysłów jest podstawowym celem burzy mózgów.
Zgłaszane mogą być wszystkie propozycje, zarówno pożyteczne, jak i nierealne, nieprzydatne, anawet głupie. Burza mózgów opiera się na wykorzystaniu wszystkich, dowolnych propozycjizgłaszanych w związku z poruszanym tematem.
Może wydawać się nam to dziwne, ale:- po pierwsze, podane przez innych pomysły (nawet głupie) mogą nasunąć lepsze rozwiązanie
albo mogą być podchwycone i rozwijane, dając w efekcie pozytywny wynik,- po drugie, zakłada się, że im większa liczba wszystkich rozwiązań, tym większa wśród nich
liczba rozwiązań zakwalifikowanych do realizacji. Spośród 100% zgłoszonych propozycji ok.1 5% jest przyjętych do dalszych analiz, a około 2-3% zakwalifikowanych do realizacji.
Dlatego im więcej pomysłów, tym większa szansa powodzenia w stosowaniu tej metody.Burza mózgów składa się a trzech etapów.1. Etap pierwszy obejmuje prace przygotowawcze do przeprowadzenia właściwej burzy mózgów.2. Etap drugi dotyczy poszukiwania pomysłów - właściwa burza mózgów.3. Etap trzeci to zestawienie, ocena i wybór najlepszych pomysłów.
Metoda 5S
Cele 5S
Celem 5S jest zaprowadzenie i utrzymanie porządku i dyscypliny w miejscu (na stanowisku) pracy.Praktyki 5S są jednym z fundamentów tworzenia środowiska pracy sprzyjającego działaniom projakościowym, harmonijnej pracy i ciągłemu doskonaleniu stosunków ludzkich, co przekłada sięna efektywność organizacji.
Jak działa 5S
Jest pięć filarów na których opiera się praktyka 5S.
1. Seiri - Selekcja - polega na oddzieleniu wszelkich narzędzi, instrukcji, materiałówzbędnych na stanowisku pracy od tych niezbędnych oraz na usunięciu (przeniesieniu,
wyrzuceniu) tych zbędnych.2. Seiton - Systematyka - polega na oznakowaniu części i narzędzi oraz wyznaczenie dlanich miejsca, w którym mają być dostępne. Każdej części, narzędziu, instrukcjiokreślone zostaje miejsce, w którym ma się znajdować. Przedmioty wykorzystywanenajczęściej powinny znajdować się w zasięgu ręki pracownika, powinny być łatwiejdostępne.
3. Seiso - Sprzątanie - oznacza sprzątanie, układanie, usuwanie brudu, odpadów produkcyjnych, czyszczenie, także odnowienie miejsca pracy i jego otoczenia.
4. Seiketsu - Schludność (także Standaryzacja) - to ciągłe utrzymanie porządku,czystości i schludności na stanowisku pracy i w jego otoczeniu. W praktyce jest tocodzienne wykonywanie Seiri, Seito oraz Seiso.
5. Shitsuke - Samodyscyplina - wyrobienie w sobie nawyku przestrzegania powyższychzasad. Stosowanie się do nich i dbanie o to, by stosowali się do nichwspółpracownicy.
Trzy pierwsze "S" określają nam w jaki sposób zaprowadzić porządek na stanowisku. Określają system jakim będziemy się posługiwać. Dwa ostatni "S" podpowiadają jak ten system utrzymać idoskonalić.
Koło Deminga
jest koncepcją zarządzania jakością opracowaną przez W.E. Deminga (14 Zasad Deminga).Koncepcja ta mówi o ciągłym doskonalenie (pojęcie znana m.in. z Kaizen) przebiegającym wczterech następujących po sobie etapach: planowanie - wykonanie - sprawdzenie - poprawienie (ang.Plan - Do - Check - Act).
Poszczególne etapy polegają na:
1. Planowanie - w tym etapie określony zostają sposób działania, który doprowadzić mado określonego celu jakościowego.
2. Wykonanie - ten etap polega na wykonaniu wcześniej zaplanowanych działań.3. Sprawdzenie - w tym etapie bada się wyniki wcześniej podjętych działań. Sprawdza
się stopień wykonania celów zawartych w planie.4. Poprawienie - na podstawie wniosków wyciągniętych podczas sprawdzania doskonali
się procesy oraz dostarcza pomysły i rozwiązania, które można zawrzeć w kolejnym planie.
Wykres Ishikawy

5/12/2018 Bodzio od niega - slidepdf.com
http://slidepdf.com/reader/full/bodzio-od-sniega 4/4
Celem tej metody jest rozpoznanie przyczyn poniesionych lub potencjalnych niepowodzeń przedsięwzięć. Z tego powodu nazywa się ją także wykresem przyczynowo-skutkowym, a zewzględu na charakterystyczny wygląd - wykresem rybiej ości. Zakres stosowania tej metody początkowo był ograniczony jedynie do przemysłu, lecz w krótkim czasie okazała się ona przydatnaw wielu innych dziedzinach.
Zasada ParetoZasada 80/20. Mówi, że występowanie większości typów zdarzeń można zaobserwować w małymzaledwie fragmencie możliwych okoliczności. Zasada ta sprawdza się w wielu dziedzinach życia, np.• produkcja 20% typów wyrobów zapewnia 80% ogólnej wartości sprzedaży;• 20% operacji w procesie produkcyjnym warunkuje 80% kosztów wytwarzania;• 20% informacji warunkuje 80% decyzji itp.• 80% skarg w supermarketach pochodzi od 20% klientówOgólnie można powiedzieć, ze niewielka liczba osób, przyczyn, sytuacji odpowiada za większośćwystępujących zjawisk. Podjęcie odpowiednich działań korygujących, likwidujących te 20%niekorzystnych czynników może znacznie poprawić jakość procesu. Dlatego warto je
zidentyfikować, aby nie walczyć z przyczynami które są małoistotne”14.Dokumentacja technicznaDokumentacja techniczna produkowanego wyrobu – zbiór wszystkich dokumentówniezbędnych do jego wykonania, prawidłowego pod wzglądem jakości. W składdokumentacji technicznej wchodzi:
a) Dokumentacja konstrukcyjna (rysunki złożeniowe, wykonawcze, wykaz części,warunki odbioru technicznego (WOT), dokumentacja techniczno – ruchowa (DTR), warunkieksploatacji i inne)
b) Dokumentacja technologiczna – zbiór dokumentów technologicznych określających proces technologiczny produkowanego wyrobu i potrzebne do tego środki technologiczne takie jak:
- Kar ta te chnologiczna
- Ins trukcja technologiczna
- Wykaz pomocy warsztatowych
- Kar ta normowania cza su
- Karta normowania materiału
- Rysunki materiałów wyjściowych i półfabrykatów
- Rysunki pomocy specjalnych, inne
Zakres dokumentacji zarówno konstrukcyjnej jaki i technologicznej, zależy od wielkości produkcji iim większa produkcja tym jest bardziej szczegółowa.Pytanie 15.
Zagadnienie bezpieczeństwa obsługi maszyn w branży r-s - Zawodność systemu technicznegooraz błędy pracy operatora urządzeń mogą doprowadzać do sytuacji stanowiących zagrożenie bezpieczeństwa dla pracowników, osób z otoczenia oraz do skażenia środowiska. Fizyczneuszkodzenie ciała, kalectwo, utrata zdrowia, a już szczególnie śmierć są bardzo niepożądanymizdarzeniami, które mogą zaistnieć podczas eksploatacji. Oprócz zdrowia człowieka należy chronićrównież środowisko przed skażeniami, np. agresywnymi koncentratami środków myjących, lubniszczeniem otoczenia np. w wyniku pożaru. Bezpieczeństwo eksploatacji powinno byćuwzględniane na wszystkich etapach konstruowania, produkcji, instalowania, obsługi i użytkowaniaurządzenia. Oprócz aspektów technicznych bezpieczeństwo wymaga odpowiedniej organizacji
pracy, uwzględnienia zaleceń ergonomii i socjologii pracy. Rozwój techniki ułatwiający życie idający nowe interesujące możliwości działania, stwarza również nowe źródła zagrożeń. Zasadniczoobserwuje się względny spadek wypadkowości wraz z rozwojem poziomu techniki. Kraje wysokorozwinięte mają niższy poziom wypadkowości w porównaniu do krajów o niższym poziomietechnicznym. Wraz z rozwojem techniki zwracana jest szczególna uwaga na zapewnienie stanu bezpieczeństwa. Bezpieczeństwo jest najistotniejszym aspektem eksploatacji urządzenia. O ilewydajność, sprawność energetyczna i inne wyróżniki jakości mogą być sprawą umowną między producentem i użytkownikiem, o tyle zachowanie warunków bezpiecznej eksploatacji jestwymaganiem obligatoryjnym. Bezpieczeństwo nie może być nigdy kompromisem dla oszczędnościkosztów. Ważność wymagań bezpieczeństwa sankcjonowane jest prawnie odpowiednimi uchwałami(Sejmu), zarządzeniami (rządowymi). Każdy kraj ma własny system prawny, regulujący bezpieczeństwo konstrukcji i eksploatacji. W przypadku eksportu wyrobów do określonego krajunależy uwzględnić obowiązujące tam ustawodawstwo w tym zakresie, inaczej nie będą onedopuszczone na rynek tego kraju. Wymagania bezpieczeństwa wyrobów są również określone iregulowane przepisami międzynarodowymi w Unii Europejskiej. W Polsce w zakresie bezpieczeństwa urządzeń obowiązują przepisy prawne dotyczące:• procedur i wymagań projektowania oraz wykonawstwa, nadzoru instalowania i eksploatacji urządzeń szczególnieniebezpiecznych objętych przepisami Dozoru Technicznego;• poddawaniu obowiązkowym procedurom nadania znaku bezpieczeństwa CE Dyrektywy Maszynowej Unii Europejskiej wstosunku do urządzeń wymienionych w IV załączniku dyrektywy;• poddawaniu dobrowolnym procedurom nadania znaku bezpieczeństwa CE Dyrektywy Maszynowej Unii Europejskiej.•
poddawaniu wyrobów i urządzeń dobrowolnym badaniom typu i sygnowaniem znakiem bezpieczeństwa B, świadczącym, że są one bezpieczne w użytkowaniu; W skali światowejopracowywane są normy serii ISO 16000 (zasady i wytyczne do dobrowolnego stosowania)dotyczące bezpieczeństwa i higieny pracy.