Biotechnologiczne metody wytwarzania chemikaliów „Czyste” technologie
21
Biotechnologiczne metody wytwarzania chemikaliów „Czyste” technologie
-
Upload
conan-gates -
Category
Documents
-
view
58 -
download
2
description
Biotechnologiczne metody wytwarzania chemikaliów „Czyste” technologie. Biotechnologiczne metody wytwarzania chemikaliów. Związki proste wytwarzane przez drobnoustroje. Biopolimery. Polisacharydy. Etanol Glicerol Aceton Butanol 1,3-propandiol Kwas mlekowy Kwas cytrynowy - PowerPoint PPT Presentation
Transcript of Biotechnologiczne metody wytwarzania chemikaliów „Czyste” technologie
Biotechnologiczne metody wytwarzania chemikaliów„Czyste” technologie

Biotechnologiczne metody wytwarzania chemikaliów
Związki proste wytwarzane przez drobnoustroje
• Etanol• Glicerol• Aceton• Butanol• 1,3-propandiol• Kwas mlekowy• Kwas cytrynowy• Kwas octowy• Kwas fumarowy• Akrylamid • biosurfaktanty
Biopolimery
Polisacharydy
• Kurdlan• Dekstran• Gellan• Pullan• Skleroglukan• Ksantan
Biodegradowalne tworzywaplastyczne - polihydroksykwasy
O CH
R
CH2 C
O
n
R = H lub alkil (C1 do C9)

R – reakcje prowadzące do regeneracji NADH.
Produkty metabolizmu beztlenowego różnych drobnoustrojów
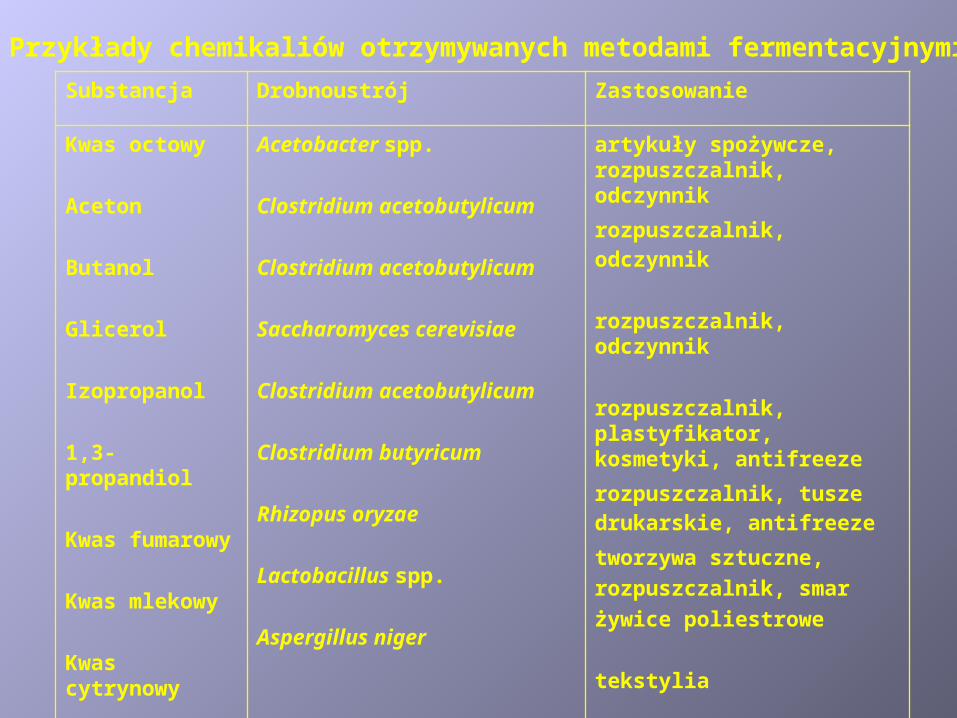
Substancja Drobnoustrój Zastosowanie
Kwas octowy
Aceton
Butanol
Glicerol
Izopropanol
1,3-propandiol
Kwas fumarowy
Kwas mlekowy
Kwas cytrynowy
Acetobacter spp.
Clostridium acetobutylicum
Clostridium acetobutylicum
Saccharomyces cerevisiae
Clostridium acetobutylicum
Clostridium butyricum
Rhizopus oryzae
Lactobacillus spp.
Aspergillus niger
artykuły spożywcze, rozpuszczalnik, odczynnik
rozpuszczalnik, odczynnik
rozpuszczalnik, odczynnik
rozpuszczalnik, plastyfikator, kosmetyki, antifreeze
rozpuszczalnik, tusze drukarskie, antifreeze
tworzywa sztuczne,
rozpuszczalnik, smar
żywice poliestrowe
tekstylia
artykuły spożywcze, galwanizacja
Przykłady chemikaliów otrzymywanych metodami fermentacyjnymi

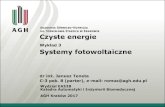
Wytwarzanie glicerolu
Glukoza
Fruktozo-1,6-difosforan
Aldehyd-3P-glicerynowy
Aldehyd octowy
Etanol
Fosfodihydroksyaceton
Glicerolo-3-fosforan
Glicerol
NADH NAD+
Na2SO3
Synteza chemiczna: substrat - chlorek allilu; odpadowe produkty chlorowane
Biosynteza: S. cerevisiae, Bacillus subtilis, Dunaliella tertiolecta (halofilne glony)
Metaboliczne warunki „przekierowania” fermentacji etanolowej w stronę wytwarzania gliceroluz wykorzystaniem siarczanu(IV) sodu
Strategie nadprodukcji glicerolu:• dodatek siarczanu(IV)• pH 7 – 8• stres osmotyczny
W przypadku hodowli S. cerevisiaew obecności siarczanu(IV) osiąga sięstężenia 3% glicerolu, 2% etanolui 1% aldehydu octowego.
W chwili obecnej ponad 90% gliceroluotrzymuje się fermentacyjnie.

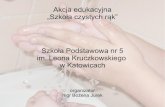
Wytwarzanie acetonu i butanoluAceton i butanol były jednymi z pierwszych produktów biotechnologicznych, dla wytwarzania których opracowano przemysłową technologię.Chaim Weizman opracował w 1914 warunki procesu z wykorzystaniem bakterii Clostridium acetobutylicum, ze skrobią lub melasą jako źródłem węgla. W 1930 Zastosowano Clostridium saccharobutylicum, które wykorzystując sacharozę wytwarzają jedynie aceton i butanol
Kinetyka zmian pH i wytwarzania produktów metabolizmu podczas hodowli Clostridium acetobutylicum. Wydajność procesu: 30% substratu zostajeprzekształcone w produkty. Stosunek molowybutanol: aceton: etanol – 6:3:1
Chemiczna metodawytwarzania acetonu

Powody zarzucenia oryginalnej metody biotechnologicznej:
- niezadowalająca wydajność; niemożliwość przekroczenia granicznych stężeń etanolu i butanolu toksycznych dla producenta
- fagowrażliwość szczepów produkcyjnych
- autoliza komórek w fazie stacjonarnej
- wysoki koszt substratu i destylacji
- petrochemiczna metoda wytwarzania acetonu okazała się tańsza
Nowe perspektywy:
-konstrukcja szczepów mogących wykorzystywać surowce odpadowe, w tym celulozę
-wprowadzenie anaerobowej fermentacji odpadów z wytwarzaniem biogazu
-prowadzenie fermentacji w 60 C z jednoczesnym usuwaniem produktów przez odparowanie
-usuwanie produktów przez odwróconą osmozę, ekstrakcje membranową, odparowywanie membranowe
Wytwarzanie acetonu i butanolu
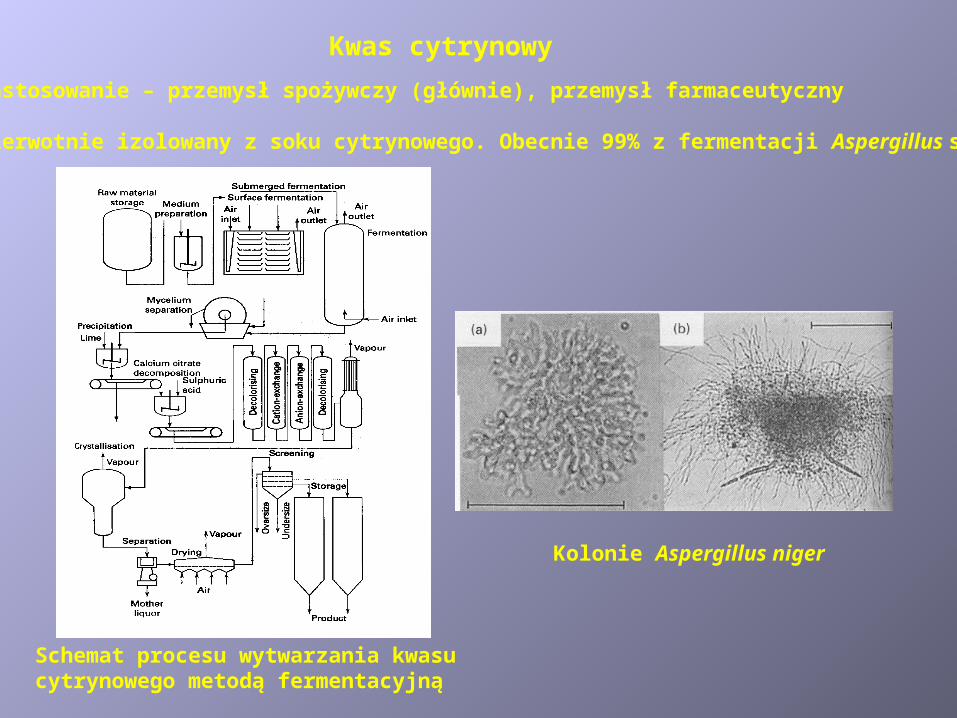
Kwas cytrynowy
Zastosowanie – przemysł spożywczy (głównie), przemysł farmaceutyczny
Pierwotnie izolowany z soku cytrynowego. Obecnie 99% z fermentacji Aspergillus spp.
Kolonie Aspergillus niger
Schemat procesu wytwarzania kwasucytrynowego metodą fermentacyjną
Inne chemikalia
1. Kwas mlekowy. Zastosowanie – przemysł spożywczy, wytwarzanie lakierów, pokostów Metoda chemiczna – utlenienie propenu. Metoda fermentacyjna – Lactobacillus delbrueckii; źródła węgla – maltoza, laktoza
2. Kwas octowy. Zastosowanie – przemysł spożywczy, przemysł chemiczny. Metoda chemiczna – utlenienie etanolu. Metoda fermentacyjna – Gluconobacter, Acetobacter – otrzymywanie octu winnego
3. Kwas fumarowy. Zastosowanie – przemysł spożywczy, otrzymywanie poliestrów. Metoda chemiczna – z benzenu. Metoda fermentacyjna – Rhizopus spp., Candida spp. ze skrobi.
4. Akrylamid. Zastosowanie – polimery. Metoda chemiczna – uwodnienie acretonitrylu na katalizatorze miedziowym. Metoda biologiczna – biotransforamcja akrylonitrylu przez Pseudomonas spp. (zawierają hydratazę nitrylową).
5. Optycznie czynne minokwasy – większość wyłącznie metodami fermentacyjnymi
6. Polimery biodegradowalne

Tworzywa plastyczne wytwarzane przez drobnoustroje
Granule kwasu polihydroksymasłowego w komórkach Ralstonia eutropha

Wzory strukturalne polihydroksykwasów wytwarzanych przez drobnoustroje

Biosynteza PHB z glukozyw Ralstonia eutropha
Regulacja biosyntezy i degradacji PHB w Ralstonia eutropha
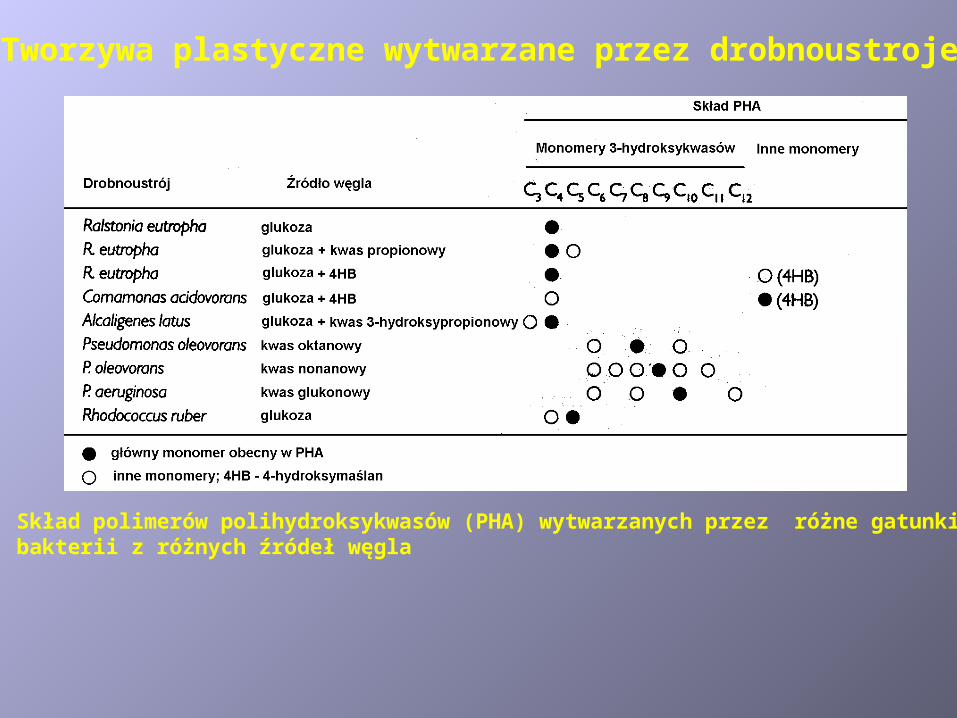
Tworzywa plastyczne wytwarzane przez drobnoustroje
Skład polimerów polihydroksykwasów (PHA) wytwarzanych przez różne gatunkibakterii z różnych źródeł węgla

Polimer Temperatura topnienia (C)
Wytrzymałość na rozciąganie
(MPa)
Rozciągliwość (%)
Poli(3-hydroksymaślan)
Kopolimer P3HB + P3HV (20%)
Kopolimer P3HB + P4HB (10%)
Poli(4-hydroksymaślan)
Kopolimer P3HH + P3HO
Polipropylen
Polistyren
175 – 179
145
159
53
61
170 – 176
110
40
32
24
104
10
34 – 38
50
6
-
242
1 000
300
400
-
Właściwości fizyczne polihydroksyykwasów w porównaniu ze sztucznymi polimerami

Drobnoustrój Źródło węgla Zawartość PHB (%) Produktywność (g/l/h)
Ralstonia eutropha
Ralstonia eutropha
Alcaligenes latus
Azotobacter chroococcum
Protomonas extorquens
Pseudomonas cepacia
Rekobinantowe E. coli
Rekombinantowa
Klebsiella aerogenes
Glukoza
CO2
Sacharoza
Skrobia
Metanol
Laktoza
Glukoza
Melasa
76
68
50
74
64
56
80
65
2,42
1,55
3,97
0,01
0,88
0,02
2,08
0,75
Wytwarzanie PHB przez różne drobnoustroje

Znanych jest co najmniej 300 gatunków bakterii wytwarzających PHA.
Fizjologiczna rola PHA – „magazyn” energetyczny w warunkach ograniczenia składników odżywczych.
Niektóre gatunki bakterii wymagają wyraźnego sygnału w postacibraku składnika odżywczego dla zainicjowania biosyntezy PHA;Inne akumulują PHA w trakcie wzrostu.
I grupa – np. Ralstonia eutropha. Hodowla 60 h w podłożu glukoza/solew warunkach ograniczenia fosforanu. Osiąga się 45 – 80 % zawartości PHA w suchej masie. Dodając kwas propionowy do pożywki otrzymuje się kopolimer P(3HB + 3HV).
Kopolimer P(3HB + 3HV) jest wytwarzany na skalę przemysłową przez firmę Zeneca I sprzedawany pod nazwą Biopol. Cena 3 $/kg.
Możliwości obniżenia kosztów – tańsze źródła węgla.
Inne możliwości: a/ rekombinowane komórki E. coli; b/ transgenicznerośliny – Arabidopsis thaliana (akumulacja PHA w plastydach); rośliny oleiste – Brassica napus, bawełna, kukurydza.

Czyste technologie
Etapy przemysłowego procesu produkcyjnego z zaznaczeniem możliwościzastosowania biotechnologii
Czyste technologie z zastosowaniem drobnoustrojów i enzymów w procesach przemysłowych.
• Odsiarczanie ropy naftowej i węgla. Usuwanie związków azotu z ropy
• Zastosowanie enzymów to produkcji proszków do prania
• Zastosowanie drobnoustrojów i enzymów do biotransformacji związków organicznych
• Zastosowanie drobnoustrojów i białek ekstremofilnych w przemyśle spożywczym
• Wykorzystanie enzymów proteolitycznych i hydrolaz polisacharydów w przemyśle tekstylnym, papierniczym i skórzanym

Czyste technologie
Zalety i wady procesów biotechnologicznych w porównaniu z technologiami tradycyjnymi
Zalety
• łagodne warunki
• specyficzność reakcji
• duża szybkość i efektywność
• zastosowanie surowców odnawialnych
• możliwość polepszenia parametrów dzięki zastosowaniu technik optymalizacji biokatalizatora
• możliwość zastosowania enzymów z organizmów ekstremofilnych
Wady
• konieczność wyodrębnienia produktu z rozcieńczonego roztworu
• niekiedy problemy z oddzieleniem biokatalizatora od produktu
• niebezpieczeństwo zainfekowania środowiska reakcji
• ograniczona trwałość biokatalizatorów

Czyste technologieDziedzina Enzym(y) Wykorzystanie
Rolnictwo
Środki czystości
Przemysł skórzany
Przemysł papierniczy
Przemysł tekstylny
Przemysł farmaceutyczny
Oksydaza fenolowa
Fitaza
Proteazy, lipazy, amylazy
Proteazy
Lipazy
Proteazy
Amylazy
Ksylanaza
Celulaza
Lakkaza
Celulaza
Lakkaza
Amylaza
Peroksydaza
Rózne
produkcja klejów
uwalnianie fosforanów nieorg. z IP
produkcja proszków do prania
depilacja
usuwanie tłuszczy
usuwanie biofilmu
usuwanie nadruku
wybielanie pulpy
usuwanie nadruków
wybielanie pulpy
Obróbka bawełny
wybielanie
usuwanie skrobi
usuwanie nadmiaru barwnika
biotrnanformacje
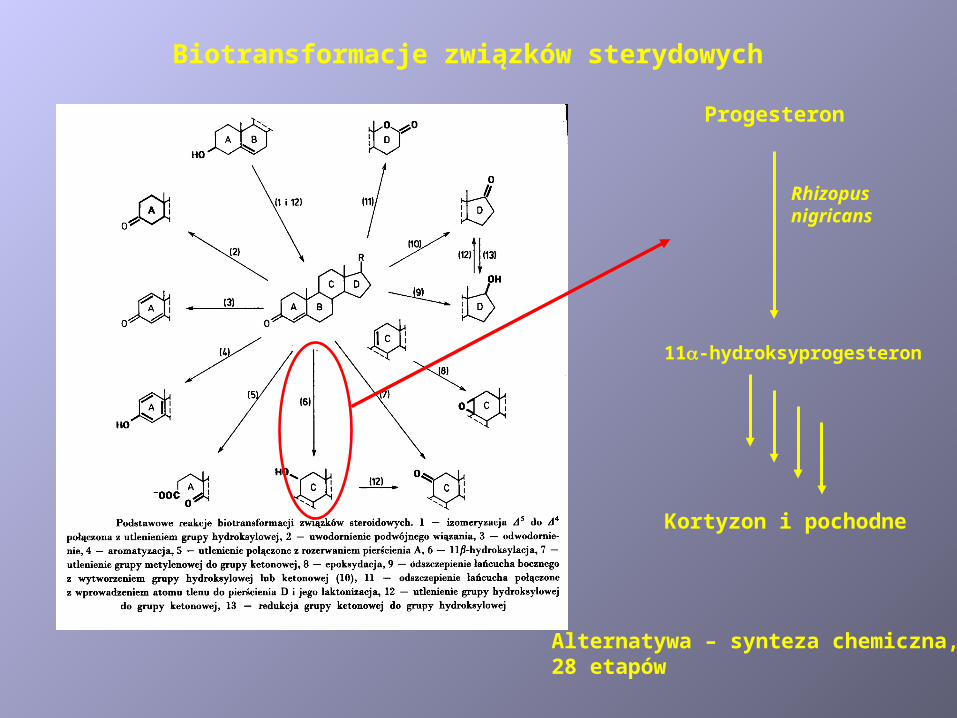
Progesteron
Rhizopusnigricans
11-hydroksyprogesteron
Biotransformacje związków sterydowych
Alternatywa – synteza chemiczna,28 etapów
Kortyzon i pochodne