Bezbłędne podejście do błędów pomiarowych...Świat Przemysłu Farmaceutycznego 3/2016...
4
Jacek Podlewski StatSoſt Polska www.DaneWiedzaSukceS.pl automatyka i informatyka przemysłowa Świat Przemysłu Farmaceutycznego 3/2016 e-wydanie do pobrania na: www.farmacom.com.pl 134 W potocznym języku znane jest określenie „ap- tekarska dokładność”. Zawiera się w nim fun- damentalna prawda, że produkt farmaceutyczny jest tak dobry, jak precyzyjne są pomiary wykonywane przy jego wytwarzaniu. Zarazem w pełni uprawnione jest stwierdzenie, że we współczesnej praktyce wy- twórczej konieczna jest dokładność „większa niż apte- karska”. Już pojedyncze badanie laboratoryjne stawia bowiem szereg wymagań przed układem pomiarowym, natomiast złożoność i skala procesów produkcyjnych prowadzą do szeregu dodatkowych trudności i ryzyk związanych z błędami pomiarów. Nawet gdy na po- szczególnych etapach procesu używamy urządzeń po- miarowych o dużej precyzji, drobne niepewności wielu wskazań mogą kumulować się, prowadząc w skrajnych przypadkach do mylnych wniosków i decyzji dotyczą- cych produktów końcowych. Na szczęście możliwa jest kontrola ryzyka i sprawne przeciwdziałanie takim błędom. Kluczowymi składnikami systematycznego podejścia do problemu są: • poprawna identyfikacja źródeł niepewności, • systematyczne gromadzenie i analiza danych pomia- rowych, • ocena dokładności pomiarów w odniesieniu do wy- magań. Ponadto wykorzystanie dedykowanego oprogramo- wania umożliwia sprawne i bezbłędne przeprowadzenie odpowiednich obliczeń (które mogą być bardzo trudne do wykonania w standardowych arkuszach kalkulacyjnych) oraz automatyzację raportowania. Przykładem takie- go narzędzia jest Zestaw laboratoryjny StatSoſt Polska, rozszerzający możliwości pakietu Stasca o obliczenia zgodne z międzynarodowymi standardami opracowania wyników pomiarów laboratoryjnych. Program ten został wykorzystany do zilustrowania niniejszego tekstu. Czym mogą skutkować błędy pomiarowe? Ogólna odpowiedź na to pytanie jest prosta: nie można liczyć na podjęcie dobrej decyzji na podstawie wyników pomiarów, gdy wyniki te nie są miarodajne. Po- tencjalne konkretne konsekwencje zależą natomiast od rodzaju i celu badania. Do typowych sytuacji należą: • Bieżąca kontrola jakości. W monitorowaniu procesów produkcyjnych kluczowe jest śledzenie zmienności pa- rametrów produktów. Sytuacje, gdy błąd pomiaru staje się zbyt duży w porównaniu z „właściwą” zmiennością procesu, prowadzą do fałszywych alarmów i niesłusz- nie zaniżonych wskaźników zdolności jakościowej. • Ocena zgodności ze specyfikacją. Pomiary obarczo- ne zbyt dużym błędem mogą skutkować zarówno akceptacją wadliwych produktów, jak i odrzuceniem tych, które w rzeczywistości spełniają wymagania. • Prace badawczo-rozwojowe. Niedostatecznie do- kładne pomiary grożą przeoczeniem interesujących zależności w wynikach eksperymentów, zaś syste- matyczne obciążenie mierników może doprowadzić do zaobserwowania pozornie istotnych efektów. Dobrą wiadomością jest fakt, że w obliczeniach nie- pewności obowiązuje szereg uniwersalnych zasad, nie- zależnych od konkretnego problemu badawczego. Różne mogą być za to źródła błędu pomiarowego, które należy uwzględnić w analizie. Jakie są źródła niepewności pomiarowej? Każdy przyrząd pomiarowy obarczony jest pewną „własną” niepewnością wskazań. Powszechnie stosowa- ne wytyczne AIAG MSA wyróżniają następujące aspekty jakości miernika: • rozdzielczość, • obciążenie (błąd systematyczny), • precyzja (rozrzut wyników), • liniowość, • stabilność w czasie. Bezbłędne podejście do błędów pomiarowych Jacek Podlewski Pracownik StatSoſt Polska, realizuje projekty analityczne i prowadzi szereg specjalistycznych szkoleń z zakresu analizy danych w przemyśle. Uczestniczy w tworzeniu rozwiązań analitycznych StatSoſt Polska dla przemysłu w szczególności narzędzia Wyznaczanie niepewności pomiaru. Absolwent matematyki na Akademii Górniczo-Hutniczej w Krakowie, autor publikacji z zakresu statystyki matematycznej. StatSoſt Polska dostarcza innowacyjne rozwiązania analityczne, predykcyjne, optymalizacyjne i raportowe. Jest dystrybutorem programów z rodziny Stasca w Polsce, oferuje szkolenia i usługi konsulngowe w zakresie metod i zastosowań analityki danych
Transcript of Bezbłędne podejście do błędów pomiarowych...Świat Przemysłu Farmaceutycznego 3/2016...

Jacek PodlewskiStatSoft Polskawww.DaneWiedzaSukceS.pl
automatyka i informatyka przemysłowaŚwiat Przemysłu Farmaceutycznego 3/2016
e-w ydanie do pobrania na: www.farmacom.com.pl
134
W potocznym języku znane jest określenie „ap-tekarska dokładność”. Zawiera się w nim fun-
damentalna prawda, że produkt farmaceutyczny jest tak dobry, jak precyzyjne są pomiary wykonywane przy jego wytwarzaniu. Zarazem w pełni uprawnione jest stwierdzenie, że we współczesnej praktyce wy-twórczej konieczna jest dokładność „większa niż apte-karska”. Już pojedyncze badanie laboratoryjne stawia bowiem szereg wymagań przed układem pomiarowym, natomiast złożoność i skala procesów produkcyjnych prowadzą do szeregu dodatkowych trudności i ryzyk związanych z błędami pomiarów. Nawet gdy na po-szczególnych etapach procesu używamy urządzeń po-miarowych o dużej precyzji, drobne niepewności wielu wskazań mogą kumulować się, prowadząc w skrajnych przypadkach do mylnych wniosków i decyzji dotyczą-cych produktów końcowych. Na szczęście możliwa jest kontrola ryzyka i sprawne przeciwdziałanie takim błędom. Kluczowymi składnikami systematycznego podejścia do problemu są: • poprawna identyfi kacja źródeł niepewności, • systematyczne gromadzenie i analiza danych pomia-
rowych, • ocena dokładności pomiarów w odniesieniu do wy-
magań.
Ponadto wykorzystanie dedykowanego oprogramo-wania umożliwia sprawne i bezbłędne przeprowadzenie odpowiednich obliczeń (które mogą być bardzo trudne do wykonania w standardowych arkuszach kalkulacyjnych) oraz automatyzację raportowania. Przykładem takie-go narzędzia jest Zestaw laboratoryjny StatSoft Polska,
rozszerzający możliwości pakietu Stati sti ca o obliczenia zgodne z międzynarodowymi standardami opracowania wyników pomiarów laboratoryjnych. Program ten został wykorzystany do zilustrowania niniejszego tekstu.
Czym mogą skutkować błędy pomiarowe?
Ogólna odpowiedź na to pytanie jest prosta: nie można liczyć na podjęcie dobrej decyzji na podstawie wyników pomiarów, gdy wyniki te nie są miarodajne. Po-tencjalne konkretne konsekwencje zależą natomiast od rodzaju i celu badania. Do typowych sytuacji należą: • Bieżąca kontrola jakości. W monitorowaniu procesów
produkcyjnych kluczowe jest śledzenie zmienności pa-rametrów produktów. Sytuacje, gdy błąd pomiaru staje się zbyt duży w porównaniu z „właściwą” zmiennością procesu, prowadzą do fałszywych alarmów i niesłusz-nie zaniżonych wskaźników zdolności jakościowej.
• Ocena zgodności ze specyfi kacją. Pomiary obarczo-ne zbyt dużym błędem mogą skutkować zarówno akceptacją wadliwych produktów, jak i odrzuceniem tych, które w rzeczywistości spełniają wymagania.
• Prace badawczo-rozwojowe. Niedostatecznie do-kładne pomiary grożą przeoczeniem interesujących zależności w wynikach eksperymentów, zaś syste-matyczne obciążenie mierników może doprowadzić do zaobserwowania pozornie istotnych efektów.
Dobrą wiadomością jest fakt, że w obliczeniach nie-pewności obowiązuje szereg uniwersalnych zasad, nie-zależnych od konkretnego problemu badawczego. Różne mogą być za to źródła błędu pomiarowego, które należy uwzględnić w analizie.
Jakie są źródła niepewności pomiarowej?
Każdy przyrząd pomiarowy obarczony jest pewną „własną” niepewnością wskazań. Powszechnie stosowa-ne wytyczne AIAG MS A wyróżniają następujące aspekty jakości miernika: • rozdzielczość, • obciążenie (błąd systematyczny), • precyzja (rozrzut wyników), • liniowość, • stabilność w czasie.
Bezbłędne podejście do błędów pomiarowych
Jacek PodlewskiPracownik StatSoft Polska, realizuje projekty analityczne i prowadzi szereg specjalistycznych szkoleń z zakresu analizy danych w przemyśle. Uczestniczy w tworzeniu rozwiązań analitycznych StatSoft Polska dla przemysłu w szczególności narzędzia Wyznaczanie niepewności pomiaru. Absolwent matematyki na Akademii Górniczo-Hutniczej w Krakowie, autor publikacji z zakresu statystyki matematycznej.StatSoft Polska dostarcza innowacyjne rozwiązania analityczne, predykcyjne, optymalizacyjne i raportowe. Jest dystrybutorem programów z rodziny Stati sti ca w Polsce, oferuje szkolenia i usługi konsulti ngowe w zakresie metod i zastosowań analityki danych


automatyka i informatyka przemysłowaŚwiat Przemysłu Farmaceutycznego 3/2016
e-w ydanie do pobrania na: www.farmacom.com.pl
136Ilościowej oceny poszczególnych komponentów nie-
pewności dokonuje się w oparciu o certyfi katy produ-centa lub wyniki eksperymentów z użyciem wzorców.
Gdy badane parametry nie są mierzone bezpośred-nio, ale wyliczane na podstawie bezpośrednich odczy-tów innych wielkości, konieczne jest połączenie błędów pomiarowych wszystkich składowych, stosując tzw. pra-wo propagacji błędów. Jednak naiwnym byłoby ograni-czenie się w analizie łącznej niepewności pomiarów wy-łącznie do wspomnianych wyżej czynników.
Każde badanie laboratoryjne wymaga indywidualnej analizy identyfi kującej dodatkowe źródła błędów pomia-ru. Można jednak wskazać szereg często powtarzających się przyczyn: • poprawki związane z pobieraniem próbek, • zróżnicowanie badanych próbek, • warunki przeprowadzenia pomiaru, np. temperatura, • niepewność odzysku, • poprawki związane z naczyniami laboratoryjnymi, • korekta tła, • czystość stosowanych roztworów, • powtarzalność pomiarów (szacowana często na pod-
stawie danych historycznych), • różnice pomiędzy osobami dokonującymi pomiarów, • błędy dopasowania matematycznych modeli opisują-
cych reakcje, • czynniki losowe.
Dokument ICH Validati on of analyti cal procedures zawiera wytyczne dotyczące prawidłowego sposobu badania poprawności prowadzonych pomiarów labora-toryjnych. Wynikiem takiej analizy są oddzielnie wyzna-czone oceny powtarzalności i precyzji badań. Można jed-nak pójść o krok dalej, łącząc w opracowaniu wyników badania wszystkie składowe niepewności, korzystając m.in. z metod i zaleceń opisanych w dokumencie EURA-CHEM QUAM:2012.P1.
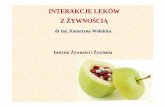
Narzędziem bardzo pomocnym w koncepcyjnym opisie badania i sformułowaniu dokładnego modelu obliczeń jest diagram przyczynowo-skutkowy Ishikawy, obrazujący relacje pomiędzy mierzonymi wielkościami i źródłami niepewności.
Rys. 1.Przykładowy diagram Ishikawy utworzony w Statistica
Poprawne wyszczególnienie i uwzględnienie przy-czyn występowania błędów pomiaru nie tylko pozwala na odpowiednie sformułowanie modelu badania, ale tak-że ułatwia poprawę procesu pomiarowego w przypadku, gdy jego dokładność nie jest zadowalająca. Jak w wielu innych zagadnieniach, także i tutaj sprawdza się zasada Pareto – źródeł niepewności może być bardzo wiele, ale często jedno bądź dwa mają dominujący wpływ i inge-rencja w pojedynczy aspekt procesu pomiarowego zna-cząco polepsza działanie całości.
Jak utrzymywać niepewność pomiaru pod kontrolą?Opierając się na wytycznych EURACHEM
QUAM:2012.P1, można podać następujące etapy szaco-wania i analizy niepewności wykonywanych pomiarów: • Wskazanie mierzonych i wyliczanych parametrów
i dokładne określenie za pomocą formuł zachodzą-cych między nimi związków.
• Identyfi kacja źródeł niepewności, zgromadzenie danych innych niż pomiary w bieżącym badaniu (wyniki histo-ryczne, wyniki kalibracji instrumentów, certyfi katy).
• Po wykonaniu właściwych pomiarów - obliczenie niepewności wielkości bezpośrednio mierzonych oraz pochodnych (stosując w razie potrzeby regułę propagacji błędów).
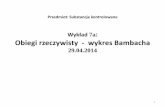
• Wyznaczenie tzw. budżetu niepewności dla każdej niepewności wyliczanej na podstawie większej liczby składowych. Jest to opis udziału poszczególnych źró-deł w niepewności złożonej za pomocą odpowied-nich tabel i wykresów.
• Dla każdego interesującego parametru - obliczenie tzw. niepewności rozszerzonej, na podstawie której wyznaczany jest prawdopodobny zakres, w jakim mieści się rzeczywista (nieznana) wartość badanej wielkości.
• Utworzenie raportu z wynikami i opisem badania.
Rys. 2. Grafi czne przedstawienie budżetu niepewności w programie Wyznaczanie niepewności pomiaru dostępnym w Zestawie Laboratoryjnym StatSoft Polska
Otrzymane w wyniku końcowym tej procedury war-tości badanych parametrów oraz ich niepewności (wraz ze wskazaniem wpływu poszczególnych źródeł) mogą zostać wykorzystane na wiele sposobów. Typowym za-

Świat Przemysłu Farmaceutycznego 3/2016
automatyka i informatyka przemysłowa
e-w ydanie do pobrania na: www.farmacom.com.pl
137137
stosowaniem jest uwzględnienie niepewności rozszerzo-nej w ocenie zgodności zmierzonej wartości parametru ze specyfi kacją – produkt powinien spełniać wymagania z zapasem większym niż błąd pomiaru.
Rys. 4. Określone w specyfi kacji produktu granice ulegają skorygowaniu po uwzględnieniu niepewności pomiarów
Wyniki analizy niepewności pomiarów mogą po-
służyć nie tylko do oceny badanego produktu, ale też działania samego systemu pomiarowego. Często stoso-wanym kryterium jest odniesienie niepewności pomiaru danego parametru do szerokości dopuszczalnego zakre-su tolerancji – jeżeli łączny błąd systemu pomiarowego przekracza np. 30% tego zakresu, to uznajemy go za zbyt mało dokładny do badania jakości danego produktu.
Jeżeli otrzymana niepewność pomiaru zostanie z ja-kiegoś względu uznana za zbyt dużą, to wyniki analizy przeprowadzonej zgodnie z opisanymi wytycznymi po-zwalają na wskazanie wiodących przyczyn problemu. Przykładowo może okazać się, że głównym źródłem nie-pewności jest dokładność któregoś z urządzeń pomiaro-wych lub rozbieżności pomiędzy laborantami – w takich sytuacjach rozwiązaniem jest, odpowiednio, ponowna kalibracja lub wymiana wybranego sprzętu i dodatkowe przeszkolenie personelu.
Jak usprawnić proces wyznaczania niepew-ności pomiarowej?
Z punktu widzenia szacowania niepewności, kolejne ba-dania prowadzone w tym samym laboratorium mają ze sobą wiele wspólnego. Oczywiście zmieniają się same wyniki pomiarów, natomiast wiele źródeł niepewności – związa-nych np. ze sprzętem laboratoryjnym czy powtarzalnością z danych historycznych – pozostaje ta sama, zresztą same mierzone parametry i wiążące je ze sobą formuły również są wykorzystywane wielokrotnie. W związku z tym czas potrzebny na początkowe wdrożenie procedur i narzędzi szacowania niepewności oraz wykonanie pierwszych ana-liz może ulec znacznemu skróceniu w przypadku rutynowo przeprowadzanych badań. Niezbędne do tego jest odpo-wiednie przechowywanie danych o powtarzających się źródłach błędów pomiarowych oraz modelach i wynikach poprzednich eksperymentów. Znaczącym ułatwieniem pra-cy jest możliwość łatwej modyfi kacji wykorzystywanych uprzednio wzorów analitycznych i odtwarzania obliczeń dla nowych danych. W tym celu można wykorzystać arkusze kalkulacyjne o odpowiedniej strukturze lub dedykowane oprogramowanie, takie jak Wyznaczanie niepewności po-miaru wchodzące w skład pakietu Zestaw laboratoryjny fi rmy StatSoft Polska. Odpowiednie narzędzie informatycz-ne pozwala na wygodne zarządzanie danymi o badaniach i źródłach niepewności oraz łatwe łączenie nowych wyników pomiarów z niezmiennymi danymi takimi jak niepewności podane przez producentów sprzętu laboratoryjnego. Zaś efektem automatycznego generowania raportów jest nie tylko przyspieszenie pracy, ale także ujednolicenie raporto-wania w obrębie danego laboratorium lub całej organizacji.
Czy warto wdrożyć w przedsiębiorstwie syste-matyczne podejście do szacowania niepewności?
Stosowanie zaprezentowanego w artykule podej-ścia ma szanse przynieść znaczące korzyści na różnych polach. Prawidłowe działanie systemów pomiarowych jest koniecznym warunkiem realnej kontroli i poprawy procesów produkcyjnych, znacząco zmniejszając ryzyko bezowocnych badań innowacyjnych czy wypuszczania na rynek wadliwych produktów. Mimo że poprawne wy-znaczanie niepewności pomiarów wiąże się z przeprowa-dzaniem nieraz skomplikowanych obliczeń, wdrożenie dobrego oprogramowania i odpowiednie przeszkolenie pracowników laboratoriów może znacząco podnieść war-tość dodaną prowadzonych przez nich badań przy prak-tycznie nieodczuwalnych dodatkowych nakładach pracy.
Źródła• AIAG, Measurements System Analysis - MSA (4th ed., 2010)
• S L R Ellison and A Williams (Eds), Eurachem/CITAC guide: Quanti fying Uncer-tainty in Analyti cal Measurement, Third editi on (2012), www.eurachem.org/index.php/publicati ons/guides/quam
• R. Bett encourt da Silva, A. Williams (Eds), Eurachem/CITAC Guide: Setti ng and Using Target Uncertainty in Chemical Measurement (1st ed., 2015),www.eurachem.org/index.php/publicati ons/guides/gd-stmu
• ICH, Harmonised Triparti te Guideline, “Validati on of analyti cal procedures: text and methodology,” Q2(R1), (Nov. 2005)
• www.DaneWiedzaSukceS.pl/Wyznaczanie-niepewnosci-pomiaru
Rys. 3. Przykładowy budżet niepewności w formie tabeli – wyniki z programu Wyznaczanie niepewności pomiaru fi rmy StatSoft Polska






![[Hackpl] Zagrozenia Zwiazane Ze Stosowaniem Algorytmu Md5](https://static.fdocuments.pl/doc/165x107/577d394c1a28ab3a6b997ea7/hackpl-zagrozenia-zwiazane-ze-stosowaniem-algorytmu-md5.jpg)