ASPEKTY LOGISTYCZNE W BIZNESIE
171
ASPEKTY LOGISTYCZNE W BIZNESIE
Transcript of ASPEKTY LOGISTYCZNE W BIZNESIE

ASPEKTY LOGISTYCZNE W BIZNESIE


Wyższa Szkoła Biznesu w Dąbrowie Górniczej
ASPEKTY LOGISTYCZNE W BIZNESIE
Redakcja naukowaKrystyna Kowalska, Paweł Sobczak
Dąbrowa Górnicza 2015

Prace naukowe Wyższej Szkoły Biznesu w Dąbrowie Górniczej
Recenzent: dr hab. inż Jerzy Feliks
Wydawca:Wyższa Szkoła Biznesu w Dąbrowie Górniczejul. Cieplaka 1c, 41-300 Dąbrowa Górniczatel. (32) 262 28 05e-mail: [email protected], www.wsb.edu.pl
ISBN 978-83-64927-59-1
Projekt i skład:Aleksandra Lipińska
Druk i oprawa: NEBprintDJAF DRUKARNIAul. Kmietowicza 1/1Kraków 30-092
© Copyright by Wyższa Szkoła Biznesu w Dąbrowie Górniczej 2015
Publikacja współfinansowana ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Nowoczesne kształcenie – pewna przyszłość ”- realizowany w ramach Poddziałania 4.1.1 Programu Operacyjnego Kapitał Ludzki
Publikacja dystrybuowana bezpłatnie

5
Spis treściWSTĘP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
ROZDZIAŁ 1
Określanie i precyzowanie kosztów logistyki w zarządzaniu łańcuchem dostaw . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11Krystyna Kowalska
ROZDZIAŁ 2
Efektywne planowanie i wykorzystywanie infrastruktury miejskiej . . . . . . . . 35Mateusz Chłąd
ROZDZIAŁ 3
Realizacja zrównoważonego transportu na terenie powiatu olkuskiego . . . . . 49Paweł Sobczak
ROZDZIAŁ 4
Rola centrów logistycznych w rozwoju usług logistycznych . . . . . . . . . . . . . . . 67Iga Kott
ROZDZIAŁ 5
Intermodalne centra logistyczne w systemie transportowym UE, a specjalizacja regionów . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81Ewa Stawiarska
ROZDZIAŁ 6
Zastosowanie metod sztucznej inteligencji w logistyce . . . . . . . . . . . . . . . . . . 101Dariusz Badura
ROZDZIAŁ 7
Zastosowanie systemów komputerowego wspomagania w planowaniu działań logistycznych . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121Grzegorz Gołda, Aleksander Gwiazda, Adrian Kampa, Zbigniew Monica
ROZDZIAŁ 8
Praktyczne aspekty logistyki produkcji na przykładzie zrobotyzowanych procesów spawalniczych . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 137Agnieszka Kurc-Lisiecka, Aleksander Lisiecki


Wstęp
Rozwój logistyki sprawia, że jej znaczenie w gospodarce jest coraz większe, pomimo braku jednolitego poglądu na logistykę. Różnorodność ta jest charakterystyczna dla dziedziny wiedzy naukowej, jak i logistyki jako sfery działalności gospodarczej. Jedną z przyczyn jest interdyscyplinarny charakter metod stosowanych w logistyce oraz nowych metod i technik dzia-łania, np. tworzenie sieci przepływu dóbr, doskonalenie informatyki.
Szczególnie istotne są powiązania z nowymi koncepcjami zarządza-nia, takimi jak: Lean Management, Business Proces Reengineering. W sfe-rze działania gospodarczego logistyka to nie tylko logistyka w pojedynczym przedsiębiorstwie, ale ponad przedsiębiorstwem w wyniku integracji pod-miotów w łańcuchach i sieciach dostaw.
Dynamicznie rozwija się rynek usług logistycznych, a zwłaszcza zakres i charakter usług oferowanych przez przedsiębiorstwa oraz zapotrze-bowanie na te usługi. Obejmuje ono szeroki zakres usług transportowych, magazynowych i przeładunkowych.
Dotychczasowe doświadczenia wskazują, że powstają nowe obszary logistyki, takie jak: logistyka międzynarodowa, logistyka miejska, logistyka zwrotna, powtórnego zagospodarowania.
Niniejsza publikacja jest przykładem różnorodności idei i spojrzeń na logistykę. W poszczególnych artykułach podjęto problematykę związaną z wykorzystaniem infrastruktury logistyki miejskiej, praktycznych aspektów logistyki produkcji, zrównoważonego transportu, zastosowania nowocze-snych technik sztucznej inteligencji w logistyce, czynników logistycznych w prowadzeniu działalności biznesowej, roli centrów logistycznych w łańcu-chach dostaw czy logistyki zwrotnej.
Publikacja przeznaczona jest dla studentów kierunków logistycznych oraz słuchaczy studiów podyplomowych w tym zakresie. Stanowi ona rów-nież ciekawą propozycję dla przedstawicieli kadry kierowniczej przedsię-biorstwa działających w obszarze TSL.


Rozdział 1


11
Krystyna Kowalska
Określanie i precyzowanie kosztów logistyki w zarządzaniu
łańcuchem dostawDefine and refine the cost of logistics in supply chain management
StreszczenieZarządzanie kosztami w łańcuchach dostaw, w tym w poszcze-
gólnych przedsiębiorstwach tego łańcucha stanowi jeden z podstawo-wych czynników konkurencyjności produktu i decyduje o sukcesie rynkowym przedsiębiorstwa. Powstanie kosztów logistyki i ich innych rodzajów kosztów związane jest z realizacją działań i procesów oraz zaangażowaniem zasobów.
Koszty logistyki są powiązane z zużyciem zasobów, mate-riałów, urządzeń , robocizny oraz upływu czasu, w zakresie zasięgu działania w obszarach logistyki, m.in. zaopatrzenia, produkcji i dys-trybucji, transporcie. Istnieją ogromne możliwości tworzenia i różni-cowania kosztów logistyki, gdyż nie istnieje jeden obowiązujący wzór tworzenia tych kosztów. Również dla celów poprawności budowania rachunku kosztów istnieje konieczność ścisłego określania i precyzo-wania kosztów logistyki.Słowa kluczowe: logistyka, koszty w przedsiębiorstwie, rodzaje kosz-tów, koszty logistyki.
SummaryManaging supply chain costs including in individual enterprises
that chain is one of the fundamental factors of competitiveness of the product and market success of the company. Logistics costs rise and other types of costs associated with implementation of actions and pro-cesses and the commitment of resources.
Logistics costs are associated with the consumption of resour-ces, materials, equipment, labor and the passage of time, in terms of

12
OKREŚLANIE I PRECYZOWANIE KOSZTÓW LOGISTYKI W ZARZĄDZANIU...
coverage activities in the areas of logistics, including supply, produc-tion and distribution transport. There are huge opportunities to create and diversify Logistics costs, since there is a current form of creating these costs. Also, for the purpose of building the correctness of cost accounting is the need to strictly define and specify the cost of logistics.Keywords: logistics, costs in the enterprise, types of costs, logistics costs.
WprowadzenieKoszty należą do podstawowych kryteriów wyboru decyzji przedsię-
biorstwa, a ich znaczenie wynika z potrzeby tworzenia wartości dla nabywcy produktu lub usługi1. Powstawanie kosztów logistyki, tak jak innych rodza-jów kosztów, jest bezpośrednio związane z wykonywanie działań oraz zaan-gażowanie zasobów2. Koszty logistyki są powiązane ze zużyciem zasobów, tzn. materiałów, urządzeń, robocizny, kapitałów oraz upływu czasu w zakre-sie i działania wynikającego z obszaru logistyki. Koszty logistyki należy więc odnieść do zużycia zasobów w sferze zaopatrzenia, przepływu mate-riałów w produkcji i dystrybucji oraz w ich ramach w obszarze zarządzania zapasami, spedycji, transportu, gospodarki magazynowej. Koszty logistyki powstają także w konsekwencji wydatków finansowych na wszelkie opłaty, licencje, obsługę kosztów zużycia, kredytów zaciągniętych na potrzeby logi-styki.
W najogólniejszym ujęciu procesowym miejscami powstawania kosz-tów może być logistyka zaopatrzenia, produkcji i dystrybucji. Koszty logi-styki zaopatrzenia obejmują szereg działań na poziomie zarządzania strate-gicznego tworząc sprawne i efektywne zaopatrzenie. Obejmują również dzia-łania na poziomie zarządzania operacyjnego, realizując operacje bieżącego zaopatrzenia, np. działania odnośnie zużycia materiałów, energii, kosztów finansowych zaangażowania kapitału, kosztów usług zewnętrznych. Koszty logistyki produkcji wynikają z zaopatrzenia materiałowego procesu produk-cji, przekazywania produktów do magazynu wyrobów gotowych lub wprost do procesu sprzedaży, obsługi przepływu materiałowego w procesie pro-dukcyjnym, np. koszty transportu wydziałowego lub międzywydziałowego. Koszty logistyki dystrybucji powstają w wyniku przepływu półproduktów,
1 Por.: H.Ch.Pfohl: Innowacyjność w logistyce, tworzenie wartości poprzez innowacyjność, Nowe wyzwania – nowe rozwiązania, Logistics 2008, Wyd. Biblioteka Logistyka, Poznań 2008.
2 Tamże.

13
wyrobów gotowych z miejsca ich powstawania do użytkownika lub kon-sumenta. W dystrybucji, jak w poprzednich procesach logistycznych będą powstawały koszty utrzymania zapasów, transportu, koszty magazynowa-nia. Procedura ustalenia kosztów logistyki jest włączona w system ewidencji kosztów i czynników właściwych dla przedsiębiorstwa jako całości, bowiem system rejestracji zdarzeń gospodarczych w przedsiębiorstwie jest jeden i musi być spójny i jednoznaczny. Rachunek kosztów logistyki powinien więc dostosować się do klasycznych wymagań ogólnych zasad rachunku kosztów przedsiębiorstwa. Na podstawie ogólnych zasad rachunku kosztów przedsię-biorstwa zadaniem rachunku kosztów logistyki jest identyfikacja i objęcie całokształtu kosztów logistyki. Rachunek kosztów logistyki pozwala jedno-cześnie ustalić3:
–– W jakich procesach logistycznych i na jakim poziomie mają być wyko-rzystane zasoby przedsiębiorstwa;
–– Celowość realizacji poszczególnych procesów logistycznych;
–– Koszt poszczególnych procesów i składających się na nie działań;
–– Wielkość normatywnych kosztów procesów i działań logistycznych w poszczególnych produktach.Rozproszone i funkcjonalnie złożone działania logistyki powodują,
że rozbudowana i rozmyta jest struktura kosztów logistyki, a także niejed-noznaczne są wzajemnie powiązania składowych kosztów. Z tego względu wymagana jest precyzyjna identyfikacja kosztów logistyki w ujęciu proceso-wym poprzez:
–– szczegółową istotę działań,
–– przypisanie im zasobów, niezbędnych do realizacji działań,
–– określenie miar poszczególnych działań,
–– dokonywanie pomiaru poziomu zużycia zasobów w wyniku realizo-wanych działań. Procesowe zależności poszczególnymi funkcjami, powodują proce-
sową agregację kosztów. Przy czym rozstrzygający jest cel procesu, dla któ-rego są realizowane działania i zużywane zasoby, a nie miejsce poniesienia kosztów4.
3 Por.: B. Śliwczyński, Controlling w zarządzaniu logistyką, Wydawnictwo WSL, Poznań 2007.4 Por.: G.K. Świderska (red.), Controlling kosztów i rachunkowości …, Wydawnictwo Difin, Warszawa 2010.

14
OKREŚLANIE I PRECYZOWANIE KOSZTÓW LOGISTYKI W ZARZĄDZANIU...
W procesowym ujęciu cel działań przesądza o przypisaniu kosztów, chociaż ich ewidencja jest prowadzona w oparciu o rozproszone w przedsię-biorstwie miejsca powstawania kosztów.
Zarządzanie w obszarach logistyki oraz zasoby rachunku kosztów wymagają określenia i precyzowania kosztów w logistyce. Problematyka ujęcia kosztów logistyki oraz ich tworzenia i różnicowania jest przedmiotem badań w tym artykule.
Konieczność ścisłego ujęcia, planowania i kontroli kosztów logistyki
Stosowanie w przedsiębiorstwie zasad controllingu wymaga prowa-dzenia rachunku kosztów bezpośrednich i globalnych. Rachunek kosztów przynosi określone korzyści dla przedsiębiorstwa, między innymi ułatwia liczbową kontrolę i upraszcza planowanie kosztów. Również w logistyce rachunek kosztów jest ważnym instrumentem tworzenia i kontroli decyzji planistycznych. Może on być wykorzystany w celu5:
–– ustalenia struktury i poziomu czynności logistycznych w określonym czasie oraz relacji koszty-wydajność,
–– przyzwyczajenia do uzyskiwania stałych efektów gospodarczych po-przez stosowanie przymusu do planowania kosztów w odniesieniu do wydajności (systematyczną analizę odchyleń plan-wykonanie),
–– optymalizacji poziomu wydajności, którą uzyskuje się poprzez prowa-dzenie kalkulacji czynności logistycznych oraz obliczanie kosztów na jednostkę produktu,
–– ustalenia motywacji dla pracowników pracujących w logistyce.Na uwagę zasługuje fakt, że dotychczas prowadzony w przedsiębior-
stwach rachunek kosztów nie wyodrębniał wszystkich kosztów logistyki, gdyż nie funkcjonowała logistyczna formuła kosztowa. Do zaistnienia logi-stycznej formuły kosztowej niezbędne są:
–– systematyczna identyfikacja i wyodrębnianie funkcji logistycznych w poszczególnych sferach procesu gospodarczego,
–– jednoznaczne przyporządkowanie poszczególnych funkcji logistycz-nych odpowiednim jednostkom organizacyjnym przedsiębiorstwa oraz
5 Por.: J. Matuszewicz, Rachunek kosztów, Wydawnictwo Finanse-Serwis, Warszawa 2007.

15
przyporządkowanie funkcjom odpowiednich czynności kosztotwór-czych,
–– wprowadzenie formalnych podstaw i metod rachunku kosztów.Objęcie rachunkiem całkowitych kosztów logistycznych oraz analiza
według poszczególnych miejsc i źródeł ich powstawania wymagają odpowied-nich zmian w istniejącym tradycyjnym rachunku kosztów, a eksponowanie funkcji i czynności logistycznych pociąga za sobą potrzebę nowej orientacji.
Koszty w logistyce w całościowym rachunku kosztów pełnią również określone zadania:
–– są miarą dostarczającą informacji o przypuszczalnych możliwościach racjonalizacji przepływu materiałów,
–– zwiększają świadomość ponoszenia kosztów, jeżeli zamierza się uzy-skać określoną skuteczność działania, to znaczy na podstawie kosztów ustalić, jakim kosztem tę skuteczność osiągnięto,
–– służą do kalkulacji kosztów produktu,
–– są podstawą liczenia rachunku strat i zysków przedsiębiorstwa w wa-riancie porównawczym i kalkulacyjnym.Koszty w logistyce pełnią więc określone zadania w rachunku kosztów
oraz przynoszą określone efekty. Ich wyodrębnienie i ścisłe ujęcie w prak-tyce jest zagadnieniem skomplikowanym, gdyż koszty te powinny być ujmo-wane nie tylko jako poszczególne rodzaje kosztów logistycznych, lecz także w odniesieniu do miejsc ich powstawania.
Zgodnie z wymaganiami rachunku kosztów dla precyzji i specy-fiki kosztów w logistyce ważne jest ich ustalenie według miejsc powsta-nia. Głównym zadaniem rachunku kosztów w rozbiciu na stanowiska jest rozdzielenie kosztów pomiędzy miejsca ich powstawania. Podział miejsc powstawania kosztów wynika z funkcjonalnego podziału struktury orga-nizacyjnej przedsiębiorstwa i zależy od wielkości przedsiębiorstwa, spe-cyfiki gałęzi gospodarki, programu produkcji, rozgraniczenia wydziałów, dokładności ewidencji kosztów oraz kontroli kosztów. Najczęściej podziału miejsc powstawania kosztów można dokonać według funkcji, określonych czynności lub przestrzennego odniesieni6. Ze względu na miejsce logistyki w przedsiębiorstwie i jej znaczenie dla funkcjonowania przedsiębiorstwa, koszty logistyczne powinno się rozdzielać według określonych czynności
6 Por.: G.K. Świderska (red.), Controlling kosztów i rachunkowości …, Wydawnictwo Difin. Warszawa 2010.

16
OKREŚLANIE I PRECYZOWANIE KOSZTÓW LOGISTYKI W ZARZĄDZANIU...
logistycznych, prze biegających kolejno w całym łańcuchu logistycznym. Kolejność tych czynności może być następująca:
–– pozyskiwanie materiałów skupiające ogół operacji związanych z do-starczaniem materiałów do własnych magazynów, to jest przygotowa-nie zakupu, sprawdzanie oraz przyjęcie w punktach odbioru,
–– magazynowanie materiałów, obejmujące wszystkie operacje od mo-mentu przyjęcia materiałów do magazynu, aż do ich wydania, to jest przyjęcia i przygotowania materiałów do przechowywania, składowania, przemieszczania w magazynie, wydania oraz ewidencji stanu i ruchu w magazynie,
–– transport wewnątrzzakładowy, który obejmuje operacje dotyczące przewozu materiałów, półproduktów, odpadów i wyrobów gotowych wewnątrz przedsiębiorstwa, to jest załadowanie środków transporto-wych, przewóz, wyładowywanie,
–– magazynowanie półproduktów, skupiające operacje związane ze skła-dowaniem półproduktów w magazynach produkcyjnych, a więc przy-jęcie, przechowywanie, przemieszczanie, wydawanie, ewidencja,
–– magazynowanie wyrobów gotowych, obejmujące operacje dotyczące składowania wyrobów gotowych w magazynach, zakres przedmioto-wy prac pokrywa się z poprzednio przedstawionymi procesami maga-zynowania,
–– przekazywanie wyrobów gotowych, skupiające operacje związane z przygotowaniem wyrobów do sprzedaży i dostarczaniem ich do od-biorców, to jest pakowanie, załadowywanie środków transportowych, przewóz.W przypadku występowania w przedsiębiorstwie samodzielnych pio-
nów lub służb realizujących procesy przepływu materiałów, istnieje możliwość wydzielenia miejsc powstawania kosztów jednostek na podstawie organizacyj-nych i wykonywanych przez nie funkcji. Tendencja kształtowania wewnętrz-nych struktur tych pionów (służb) skłania do wyróżnienia miejsc powstawania kosztów w logistyce. Są to: transport, magazyny, gospodarka zapasami, pako-wanie, administracja, koszty związane z obsługą przepływu dóbr.
Koszty według miejsc powstawania muszą być ustalone zależnie od powodów ich powstawania. Z tego względu dla każdego miejsca powstawa-nia kosztów muszą być określone odniesienia, od czego zależy dokładność rachunku kosztów i osiągnięć.

17
Należy przyjąć, że wielkość odniesienia każdego miejsca powstawania kosztów jest jednoznaczna ze spowodowanymi kosztami. Ustalane wielkości odniesienia służą jako miara wydajności poszczególnych miejsc powstawa-nia kosztów. Przy wyborze wielkości odniesienia wyróżnia się wartościowe i ilościowe wielkości odniesienia. Przy wyborze wielkości miar odniesienia wielkości odniesienia powinny:
–– wyrażać miarę sprawności (wydajności) miejsc powstawania kosztów, zaś naliczone koszty powinny odpowiadać powodom ich powstawania,
–– być szybko i łatwo dostępne oraz zrozumiałe, aby umożliwić bieżące rozliczenia.Przykładowymi wielkościami odniesienia dla kosztów logistycznych
ustalonych w miejscach ich powstawania mogą być wartości: szkód powsta-łych w czasie transportu, posiadanych stanów zapasów, zużycia materiałów.
W polskich warunkach gospodarczych wyodrębnienie kosztów logi-stycznych, a zwłaszcza miejsc ich powstawania, nie jest zagadnieniem łatwym i do końca jednoznacznym. W celu wyodrębnienia kosztów w logi-styce zakłada się następujące kroki postępowania:
–– prześledzić dokładnie ścieżki przepływu materiałów w danym przed-siębiorstwie,
–– zbadać dotychczasowy, aktualnie obowiązujący stan informacji o miej-scach kosztotwórczych, ich wpływ i wykorzystanie do podejmowania decyzji,
–– dokonać diagnostycznej analizy aktualnego systemu przepływu infor-macji o kosztach, ze szczególnym uwzględnieniem aktualnie występu-jącej strukturalizacji elementów kosztowych i możliwości analityczne-go dostępu do zjawisk kosztotwórczych,
–– opracować projekt nowego logistycznego rozmieszczenia miejsc kosz-totwórczych.
Punktem wyjścia rozważań odnośnie do miejsca i roli kosztów lo-gistycznych w rachunku kosztów jest zrozumienie ich kompleksowego charakteru. Pomocne są tu koncepcje:
–– globalnych kosztów logistycznych7,
7 Por.: K. Kowalska, Analiza całkowitego kosztu w procesach logistycznych, w pracy pod red. D.Ki-sperska-Moroń, St. Krzyżaniak: Logistyka, Wyd. ILiM, Poznań 2009.

18
OKREŚLANIE I PRECYZOWANIE KOSZTÓW LOGISTYKI W ZARZĄDZANIU...
–– współzależności kosztów,
–– unikania suboptymalizacji.Koncepcja globalnych kosztów w logistyce opiera się na założeniu, że
wszystkie działania przedsiębiorstwa mające znaczenie w fizycznym przepły-wie, składowaniu surowców i materiałów oraz wyrobów gotowych powinny być traktowane jako całość, a nie indywidualnie. Całkowite (globalne) ujęcie kosztów logistycznych podano na rysunku 1. W koncepcji kosztów global-nych powinny być uwzględnione takie podstawowe koszty cząstkowe, jak na przykład koszty transportu, utrzymania zapasów, magazynowania, opakowa-nia, administracyjne, czynności pomocniczych, prognozowania popytu, pla-nowania produkcji. Kluczem do zastosowania koncepcji kosztów globalnych jest rozpatrzenie wszystkich pozycji kosztów w trakcie podejmowania decy-zji logistycznych. Podjęcie każdej takiej decyzji powoduje z reguły, że pewne koszty rosną, inne maleją, zaś niektóre mogą pozostać na tym samym pozio-mie. Zadaniem logistyka jest znalezienie wariantu z najniższymi kosztami globalnymi, przy założeniu jednak określonego poziomu obsługi klienta.Rys. 1. Koszty całkowite (globalne) funkcjonowania systemu logistycznego
Źródło: opracowanie własne.

19
Koncepcja kosztów globalnych jest związana z koncepcją współzależ-ności kosztów (rysunek 2). Koncepcja ta wspomaga globalne podejście do logistyki uznając, że zmieniając nasze działania logistyczne możemy spo-wodować wzrost jednych kosztów i spadek innych. Mamy tu do czynienia z charakterystyczną cechą systemów logistycznych, w których występują konflikty kosztowe o zróżnicowanym charakterze i sile. Myślenie w katego-riach globalnych kosztów logistycznych jest możliwe przy znajomości ist-niejących w danym systemie konfliktów kosztów. Jeżeli znany jest przebieg kosztów w konkretnej sytuacji decyzyjnej, wiadomo, które koszty należy poddać szczegółowej analizie, aby uzyskać pożądany efekt w postaci spadku poziomu kosztów globalnych przy danym poziomie obsługi.
Menedżer logistyki musi mieć na uwadze unikanie suboptymalizacji. Mówi się o niej wtedy, gdy mimo najlepszych wysiłków części składowych systemu, nie osiąga się optymalnego rezultatu z punktu widzenia systemu jako całości. Do suboptymalizacji dochodzi wówczas, gdy każde oddolne działanie logistyczne jest oceniane przez swą zdolność realizowania okre-ślonych, najczęściej sprzecznych ze sobą celów zarządzania. Inną przyczyną suboptymalizacji są arbitralne decyzje podejmowane przez niektóre działy przedsiębiorstwa, których skutkiem jest niemożność osiągnięcia pełnej efektywności innych działów.Rys. 2. Współzależność kosztów logistyki
Źródło: opracowanie własne.
Reasumując powyższe należy potwierdzić ogromną rolę logistycznej formuły kosztowej dla efektywnego i sprawnego działania przedsiębiorstwa.

20
OKREŚLANIE I PRECYZOWANIE KOSZTÓW LOGISTYKI W ZARZĄDZANIU...
Tworzenie i różnicowanie kosztów w logistyce
Zadaniem kalkulacji kosztów jest całkowite zaewidencjonowanie powstających kosztów w powiązaniu z wydajnością produkcji. Pozwoli to na utworzenie wiarygodnego, krótkoterminowego rachunku wyników. Z tego względu bardzo ważną kwestią jest różnicowanie kosztów według różnych kryteriów. Ogólnie koszty logistyczne należy podzielić na:1.– Koszty, które wynikają z korzystania z obcych usług logistycznych.
Usługi obce najczęściej dotyczą działań logistycznych w obszarze zaopatrzenia w materiały i dystrybucji towarów. Poszczególny, kon-kretny rodzaj obcej usługi logistycznej jest jednostkowym nośnikiem kosztów dla jednostkowych kosztów logistycznych.
2.– Koszty powstające wewnątrz przedsiębiorstw, wynikające z użytko-wania poszczególnych własnych czynników produkcji dla uzyskania konkretnych czynności logistycznych. Koszty te mają charakter kosz-tów ogólnych. Bezpośrednie przyporządkowanie powstających kosz-tów logistycznych wewnątrz przedsiębiorstwa do odpowiadających im nośników jest sprawą najważniejszą dla dokładnego przeprowadzenia rachunku kosztów.
Ogólnie koszty logistyczne w przedsiębiorstwie dzieli się na koszty:–– funkcjonalne,
–– produktu,
–– poziomu aktywności,
–– kontroli.Koszty funkcjonalne są to koszty wynikające z funkcji, jakie pełnią
czynności logistyczne w przepływie surowców i materiałów. Są to elementy kosztów produkcji, marketingu, dystrybucji, zaopatrzenia, administracyjne (bezpośrednio identyfikowalne), na przykład płace pracowników związanych z realizacją czynności logistycznych, koszty badań i rozwoju, na przykład wynikłe z badania rynków zaopatrzeniowych. Koszty funkcjonalne umoż-liwiają zdeterminowanie efektów i wydatków związanych z zarządzaniem w obszarze logistyki.
Koszty produktu ogólnie dzieli się na bezpośrednie i pośrednie. Do kosztów bezpośrednich wlicza się koszty: materiałów bezpośrednich, pracy, bezpośrednich wydatków, na przykład wydatki na wynajem wyposażenia lub

21
dzierżawę. Pośrednie obejmują koszty: materiałów pośrednich, płac pracow-ników pośrednich oraz wydatki pośrednie, na przykład wydatki na oświetle-nie, ogrzewanie.
Rozróżnienie kosztów według poziomu aktywności dostarcza infor-macji o różnych poziomach aktywności poszczególnych rodzajów kosztów. Poziom aktywności kosztów jest ważny wówczas, gdy znana jest sprawność działania nośników kosztów. Zgodnie z tą klasyfikacją rozróżnia się koszty stałe i zmienne.
Koszty kontroli mogą być obliczone na poziomie wydziału (działu) logistycznego zarządzania oraz na poziomie produktu (wyrobu). Na poziomie wydziału (działu) koszt kontroli jest ogólnym kosztem, jaki powstaje w okre-sie wydatkowania. Jest on podstawą kontroli kosztów w centrum zarządzania i stanowi jedną z pozycji kosztów budżetowania. Koszty kontroli na poziomie wyrobu są kosztami jednostkowymi, skalkulowanymi na wybrany produkt. Koszty kontroli obszarów logistycznych muszą być wyróżnione z ogólnej klasyfikacji kosztów logistycznych, gdyż są elementem informacji, komuni-kacji, analizy i decyzji działania menedżerów logistyki.
Koszty logistyczne w tradycyjnym ujęciu kosztów można podzielić według ich rodzajów: Rodzajowy podział kosztów logistycznych uwzględnia ich podział według czynników produkcji, a mianowicie są to koszty:
–– materiałowe,
–– osobowe,
–– urządzeń,
–– energii.Szczegółowe rozróżnienie kosztów urządzeń może być następujące:
odpisy amortyzacyjne, wartość podatków, koszty utrzymania urządzeń (inspekcji, ochrony) oraz inne.
W rodzajowym podziale kosztów, koszty osobowe mają największe udziały w kosztach logistyki. Z tego względu bardzo ważne jest ustalenie odpowiadających im wielkości odniesienia, na przykład rzeczywisty czas pracy, liczba godzin nadliczbowych, nieobecność w pracy itp.
Wymienione klasyfikacje i rodzaje kosztów według tych klasyfikacji są niezbędne do ścisłego i rzetelnego prowadzenia rachunku kosztów. Wszystkie jednak powstające w przedsiębiorstwie koszty logistyki należy podzielić według stałego i zmiennego zachowania się. Przy podziale rodzajów kosz-tów według ich sposobu zachowania (aktywności) należy zaszeregować jako

22
OKREŚLANIE I PRECYZOWANIE KOSZTÓW LOGISTYKI W ZARZĄDZANIU...
koszty stałe lub zmienne8. Rodzaje kosztów, które wykazują cechy zarówno stałe, jak i zmienne, tak zwane koszty mieszane lub półzmienne, przypo-rządkowane są zgodnie z metodą księgowego rozbijania kosztów jednemu z dwóch rodzajów.
Koszty zmienne mogą być związane bezpośrednio z produktami lub zamówieniami. Na podstawie znajdujących się w przedsiębiorstwie dowo-dów rzeczowych można sporządzić szczegółową ewidencję kosztów w zależ-ności od powodów ich powstawania. Do kosztów zmiennych mogą być zali-czone koszty materiałów wraz z kosztami zakupu oraz płace. Wymienione rodzaje kosztów powinny być rozliczone według miejsc powstawania. Do kosztów zmiennych zalicza się również tak zwane koszty ogólne. Zmienne koszty ogólne stanowią w ramach kosztów ogólnych dużą grupę kosztów. W krótkoterminowym rachunku kosztów ta grupa kosztów powinna być księ-gowana oddzielnie. Do ważnych zmiennych kosztów ogólnych zalicza się na przykład: koszty zużycia energii, opakowań, prowizji, usług obcych. Koszty te można obliczyć dla poszczególnych grup produktów. Rozliczanie ich w ten sposób sprawia, że uzyskuje się większą przejrzystość kosztów, zwłaszcza gdy koszty te odgrywają dużą rolę w przedsiębiorstwie. Może to dotyczyć w szczególności kosztów frachtu, opakowania lub prowizji.
Koszty stałe mimo swej nazwy tylko w określonym czasie są kosz-tami stałymi, przypadającymi w stałych wielkościach na produkt. W obrębie kosztów stałych znajdują się koszty stałe, na które pracownicy na stanowi-skach kierowniczych mogą mieć wpływ w ciągu roku. Te koszty nazywamy szczególnymi kosztami stałymi. Do kosztów tych należą zwłaszcza te, które powstają w działach marketingu, zbytu, produkcji, zaopatrzenia, gospodarki materiałowej. Szczególne koszty stałe mogą być związane z poszczególnymi grupami produktów w stosunku miesięcznym i narastająco jako sumy cał-kowite. Wartością miarodajną przy ustalaniu szczególnych kosztów stałych jest zazwyczaj moc produkcyjna przypadająca na poszczególne grupy pro-duktów w różnych miejscach powstawania kosztów. Pozostałe koszty stałe, na które ma wpływ jedynie dyrekcja przedsiębiorstwa, nazywamy ogólnymi kosztami stałymi. Obejmują one przede wszystkim koszty stałe w działach, za które odpowiedzialna jest dyrekcja, kierownik finansów i rachunkowości oraz administracji ogólnej.
Uwzględnienie w rachunku kosztów logistyki oraz ich różnicowanie według różnych kryteriów przynosi określone korzyści, między innymi to,
8 Por.: E. Nowak, M. Wierzbiński, Rachunek kosztów. Modele i zastosowania, PWE, Warszawa, 2010.

23
że istnieje możliwość przyporządkowania określonych rodzajów kosztów do odpowiednich nośników, budżetowania, przeprowadzania kontroli gospo-darności oraz zbadania przyczyn odchyleń między planem a wykonaniem. Jednakże bardzo często trudno jest ustalić wysokość tych kosztów, gdyż w zależności od tego, jakie rodzaje kosztów zaliczymy do kosztów logistyki i jak je przyporządkowujemy do wyodrębnionych miejsc powstawania, ich poziom jest różny. Również w zależności od rodzaju przedsiębiorstwa, jego wielkości, charakteru działalności, poziom kosztów logistycznych jest zróż-nicowany.
Zastosowanie systemu mierników i kosztów w logistyce
W zarządzaniu logistyką ważną kwestią jest wyraźne uchwycenie związku między kosztami a czynnościami logistycznymi. Do ustalenia tych związków konieczne jest zbudowanie systemu mierników. Budowa tego sys-temu jest poprzedzana określonymi działaniami, wynikającymi z rachunku kosztów i wyników. Są to następujące działania:
–– zdefiniowanie i ujęcie czynności logistycznych, czynników określają-cych koszty logistyki,
–– wbudowanie pozycji kosztów logistyki w rachunek kosztów przedsię-biorstwa,
–– ujęcie rachunku kosztów i czynności logistycznych według nośnika kosztów.Zdefiniowanie i ujęcie czynności logistycznych oraz kosztów logistyki
jest wyjściowym działaniem w budowie systemu mierników. Najważniejszą kwestią jest umiejętne łączne ujęcie kosztów i czynności logistycznych wraz z przypisaniem określonych kosztów do odpowiednich czynności logistycz-nych. Systematyczne ujęcie w logistyce przedsiębiorstwa powstałych czyn-ności kosztów oraz ich związków między sobą obrazuje rysunek 3.

24
OKREŚLANIE I PRECYZOWANIE KOSZTÓW LOGISTYKI W ZARZĄDZANIU...
Rys. 3. Systematyczne ujęcie w logistyce przedsiębiorstwa czynności i kosztów logistycznych
Źródło: opracowanie własne.
Po ustaleniu rodzaju czynności logistycznych i kosztów konieczne jest dla określonych czynności logistycznych, występujących w poszczególnych łańcuchach logistycznych, ustalenie i zdefiniowanie logistycznych wielko-ści odniesienia rodzaju kosztów. Rodzaj czynności logistycznych oraz rodzaj kosztów logistyki w odniesieniu do poszczególnych czynności logistycznych podano w tabeli 1.

25
Tabela 1. Rodzaj logistycznych czynności i kosztów w logistyce
Obszary logistyczne
Rodzaj czyn-ności logi-stycznych
Sposób po-stępowania
Logistyczne wielkości
odniesienia
Rodzaj kosztów logi-
stycznych
Po-miar
Przyjęcie towaru
Dostarczane towary w do-brym stanie jakościowym oddane do magazynów przedsiębior-stwa
- palety rozładowane wózkami widłowymi
- ręczne ułoże-nie towarów
- kontrola wy-rywkowa
- przeciętna liczba roz-ładowanych palet na okres
- przecięt-na liczba ułożonych towarów na paletę
- przeciętna liczba skon-trolowanych towarów na paletę
- koszty płac- paliwa- odpisy- odsetki- koszty na-
praw- koszty płac
miesiąclitrrokrokrok
miesiąc
Magazyn przyjęć
Czas składowa-nia towarów oddanych do dyspozycji we-dług rodzajów
Składowanie palet w ma-gazynie
- przeciętna liczba składo-wanych palet na okres
- odsetki (od zapasów)
- odsetki (na urządz. ma-gazynowe)
- odpisy (urządz. ma-gazynowych)
-koszty ubez-pieczeń
- koszty energii
rok
rok
rok
miesiąc
miesiąc
Transport wewnę--trzny
Określone towary w od-powiednich ilościach transportowane z miejsca na inne miejsce
- transport wózkami widłowymi
- ręczne prze-ładowanie towarów
- przeciętna liczba prze-transportowa-nych palet na okres
- przeciętna liczba prze-wożonych palet na okre
- koszty płac,- koszty ener-
gii.- odpisy,- odsetki,- koszty na-
praw,- koszty płac
miesiąclitr
rokrokrok
miesiąc

26
OKREŚLANIE I PRECYZOWANIE KOSZTÓW LOGISTYKI W ZARZĄDZANIU...
Konfekcjo-nowanie
Odpowiednio do zleceń przygotowanie określonych gotowych wy-robów w odpo-wiedniej ilości w odpowied-nim czasie
- ręczne zestawienie gotowych wyrobów
- ręczne pako-wanie i przy-gotowanie do wysyłki
- liczba ze-stawionych wyrobów gotowych
- liczba towarów spakowanych i przygot. ewentualnie do wysyłki
- koszty płac
- koszty płac- koszty ma-
teriałów do pakowania
miesiąc
miesiąckg
Dystrybucja Przemieszcza-nie w czasie i przestrzeni towarów prze-znaczonych dla odbiorców
- transport samochodami ciężarowymi
- składowa-nie palet w magazynie zewnętrznym
- liczba przeciętna przetrans-portowanych palet
- przeciętna liczba składo-wanych palet na okres
- koszty płac- koszty paliw- odpisy- odsetki- ubezpieczenia
transportowe, podatki,
- koszty napra-wa,
- odsetki (za-pasy),
- odpisy (na wydz. maga-zynowe),
- koszty ubez-pieczeń
- koszty energii
miesiąclitrmiesiącrokmiesiąc
rok
rok
miesiąc
miesiąc
kWh
Źródło: opracowanie własne.
Zestawienie czynności logistycznych i ich kosztów pozwala na wyszczególnienie mierników określających między innymi sprawność czyn-ności logistycznych, jak również określenie rodzaju kosztów odpowiednio do miejsc ich powstawania. Ustalenie i wyszczególnienie mierników dla czyn-ności logistycznych oraz rodzajów kosztów logistyki umożliwia zbudowanie poprawnego rachunku kosztów i wyników w logistyce przedsiębiorstwa.Mierniki oceny procesu logistycznego pełnią w logistyce funkcje:
–– operacyjną (zastosowanie mierników do ustalania celów i oceny ich realizacji),

27
–– bodźcową (służą do bieżącej ewidencji w celu rozpoznawania wypła-calności i zmian),
–– doradczą (pozwalają na ustalenie krytycznych wartości mierników jako wielkości docelowych dla działań cząstkowych),
–– sterującą (ułatwiają procesy sterowania),
–– bieżącą (służą do ustalenia odchyleń od planu).Mierniki te ze względu na różnorodne funkcje, jakie spełniają w ocenie
procesu logistycznego, mogą mieć różny charakter.Z punktu widzenia skondensowania informacji można mówić o mier-
nikach relatywnych i absolutnych. Biorąc pod uwagę cel, jakiemu mają słu-żyć, rozróżnia się mierniki opisowe i normatywne (jako środki oddziaływa-nia). Według zakresu i pojemności wyróżnia się mierniki lokalne i globalne.
Mierniki oceniające procesy logistyczne są bardzo różnorodne pod względem rodzajów, zakresów i obszarów oddziaływania. Ich najważniejsze zadanie polega na tym, aby w sposób adekwatny, rzetelny odzwierciedlały rzeczywiste zmiany, jakie zachodzą w procesach logistycznych w określo-nym czasie. Powinny więc uwzględniać takie zmiany w procesach logistycz-nych, które obrazują przepływ surowców, materiałów, półfabrykatów, wyro-bów gotowych i informacji we właściwej ilości, jakości, czasie i miejscu.Mierniki, oceniające procesy logistyczne można podzielić na:
–– oceniające realizacje procesu logistycznego w kolejnych łańcuchów logistycznych,
–– koszty logistyczne.Podział ten zobrazowany jest na rysunku 4.

28
OKREŚLANIE I PRECYZOWANIE KOSZTÓW LOGISTYKI W ZARZĄDZANIU...
Rys. 4. Ogólna klasyfikacja mierników logistycznych
Źródło: opracowanie własne.
Mierniki oceniające realizację procesu logistycznego dzieli się na:–– oceniające sprawność czynności logistycznych (według faz przepły-
wu: zamówienie, przyjęcie i rejestracja, transport, wyładunek, maga-zynowanie, konfekcjonowanie, pakowanie itp.),
–– usług dostawczych własnych i obcych (według standardów: czas do-staw, niezawodność dostaw, elastyczność dostawców),
–– oceniające czas przebiegu czynności logistycznych poprzez kolejne łańcuchy logistyczne (czas przepływu wyrobów, ustalenie odchyleń między planowym czasem przepływu a faktycznym,
–– czas składowania, transportu towarów (wyrażony w godzinach, dniach).

29
Koszty w logistyce mogą być rozpatrywane jako:–– koszty według różnych podziałów (na przykład rodzajów, miejsc po-
wstawania, poziomu aktywności),
–– koszty w odniesieniu do wielkości relatywnych.Ten ogólny podział mierników logistycznych może być podstawą
innych bardziej rozbudowanych podziałów. System mierników stosowanych w logistyce może uwzględniać:
–– organizacyjno-techniczne aspekty logistyki, to znaczy rozpatrywanie czynności logistycznych i poniesionych kosztów, zakładając stupro-centową gotowość dostawczą w przepływie surowców, materiałów, półproduktów, wyrobów gotowych w poszczególnych łańcuchach lo-gistyki,
–– ekonomiczne aspekty procesu logistycznego, to znaczy systematyzacja mierników z punktu widzenia korzystnej realizacji: wyniki - koszty.Systematyzacja mierników, uwzględniająca organizacyjno-techniczne
aspekty logistyki oraz pomiar mierników według tych aspektów pozwalają na kontrolę, planowanie i bieżącą realizację zadań logistycznych tak, aby potrzebne produkty były przygotowane we właściwej ilości i jakości we wła-ściwym czasie i miejscu. Podstawą budowy systemu mierników uwzględ-niającą organizacyjno-techniczne aspekty logistyki jest stopień gotowości dostawczej liczony jako:
System mierników uwzględniający organizacyjno-techniczne aspekty obrazuje rysunek 5.

30
OKREŚLANIE I PRECYZOWANIE KOSZTÓW LOGISTYKI W ZARZĄDZANIU...
Rys. 5. System mierników uwzględniających organizacyjno-techniczne aspekty w logistyce
Źródło: opracowanie własne.

31
Systematyzacja mierników uwzględniająca ekonomiczne aspekty pro-cesu logistycznego wyróżnia podział mierników na:
–– strukturalne i ramowe,
–– produktywności,
–– gospodarności,
–– jakościowe.Mierniki logistyczne ujęte według tego podziału pozwalają na kon-
trolę, planowanie i bieżącą realizacje zadań logistycznych z punktu widzenia optymalizacji relacji: wyniki-koszty. Mierniki strukturalne i ramowe, pro-duktywności, gospodarności i jakościowe, wymienione są według faz prze-pływu surowców i materiałów to znaczy zaopatrzenia, transportu, składowa-nia, produkcji i dystrybucji.
Przykładowo w dystrybucji i transporcie: czynniki strukturalne i ramowe: liczba klientów, liczba dostaw na jednostkę czasu, liczba pracow-ników działu transportu, koszty transportu.
Mierniki produktywności: czas transportu na 1 zlecenie transportowe, wydajność środków transportu.
Mierniki gospodarności: przeciętne koszty realizacji zlecenia klienta, koszty dystrybucji na zlecenie, koszty transportu na 1 zlecenie.
Mierniki jakościowe: procentowy udział wadliwych dostaw, reklama-cji, terminowość dostaw, częstotliwość uszkodzeń w transporcie.
Ustalenie wielkości kosztów logistyki jest koniecznością z punktu widzenia decyzji logistycznych.
PodsumowanieKoszty logistyki w działalności gospodarczej przedsiębiorstwa są
związane z tworzeniem wartości dla przedsiębiorstwa, tak jak inne rodzaje kosztów, wynikające z całokształtu działalności przedsiębiorstwa.
Szeroki zakres działań i procesów logistycznych w przedsiębiorstwie i łańcuchu dostaw ma sprawić, że decyzje generujące koszty w jednym obsza-rze mogą prowadzić do redukcji kosztów w innym obszarze. Punktem wyj-ścia do ustalenia kosztów logistyki są koncepcje globalnych kosztów, współ-zależność kosztów i unikania suboptymalizacji, które umożliwiają ścisłość i precyzję obliczania kosztów logistyki.

32
OKREŚLANIE I PRECYZOWANIE KOSZTÓW LOGISTYKI W ZARZĄDZANIU...
Rachunek kosztów logistyki musi być dostosowany do ogólnych wymagań rachunku kosztów przedsiębiorstwa przy równoczesnym uwzględ-nieniu specyfiki wyodrębnienia i liczenia kosztów w obszarach logistyki. Rachunek kosztów logistyki obejmuje wiele trudnych do realizacji w praktyce klasyfikacji kosztów, ewidencji, rozliczanie, kalkulacji oraz analizy kosztów. Rachunek kosztów logistyki umożliwia wyraźne uchwycenie zależności mie-dzy kosztami a czynnościami logistycznymi, a zwłaszcza przypisanie okre-ślonych kosztów do odpowiednich czynności logistycznych. Takie działanie jest punktem wyjścia do budowania systemu mierników w logistyce. System mierników może uwzględniać aspekty organizacyjno-techniczne i ekono-miczne działań i procesów logistycznych.
Literatura1. K. Kowalska, Analiza całkowitego kosztu w procesach logistycznych,
w pracy pod red. D.Kisperska-Moroń, St. Krzyżaniak: Logistyka, Wyd. ILiM, Poznań 2009.
2. K. Kowalska, Efektywność procesów logistycznych. Praca zbiorowa K. Kowalska, S. Markusik: Sprawność i efektywność zarządzania łańcu-chem dostaw, WSB, Dąbrowa Górnicza 2011.
3. J. Matuszewicz, Rachunek kosztów, Wydawnictwo Finanse-Serwis, War-szawa 2007.
4. E. Nowak, M. Wierzbiński, Rachunek kosztów. Modele i zastosowania, Wydawnictwo PWE, Warszawa, 2010.
5. G.K. Świderska (red.), Controlling kosztów i rachunkowości zarządcza, Wydawnictwo Difin, Warszawa 2010.

Rozdział 2


35
Mateusz Chłąd
Efektywne planowanie i wykorzystywanie infrastruktury
miejskiejEffective planning and use of urban infrastructure
StreszczenieCelem artykułu jest zaprezentowanie spojrzenia zrównoważo-
nego rozwoju na logistykę miejską i system transportowy w ujęciu miej-skim. Miasto, jako podstawowa instytucja w dwudziestym pierwszym wieku powoduje znaczne zmiany w ochronie środowiska i infrastruktu-rze transportowej miasta.Słowa kluczowe: efektywność, zrównoważony rozwój, logistyka miejska, ochrona środowiska.
SummaryThe aim of this article is to present the perspective of sustainable
development for urban logistics and transport system in terms of the city . The city as a basic institution in the twenty- first century results in significant changes in the environment and transport infrastructure of the city.Keywords: efficiency , sustainability , logistics, transportation, environmental protection.
WstępTransport odgrywa bardzo ważną rolę w gospodarce. Sprawne prze-
mieszczanie osób i ładunków w dużej mierze wpływa na atrakcyjność kra-jów, regionów i miast. Można jednak zauważyć, że organizacja transportu miejskiego, ze względu na charakter miast, w których występują duże sku-piska ludności, stanowi szczególnie utrudnione zadanie. Jednak podobnie,

36
EFEKTYWNE PLANOWANIE I WYKORZYSTYWANIE INFRASTRUKTURY MIEJSKIEJ
jak inne działania człowieka, transport oddziałuje w negatywny sposób na środowisko przyrodnicze. Dlatego kraje i organizacje międzynarodowe podejmują szereg różnorakich działań mających na celu zredukowanie do absolutnego minimum jego złego wpływu. Podstawowym elementem celem polityki transportowej Unii Europejskiej jest dążenie do zrównoważonego rozwoju transportu. Równowaga ta powinna polegać ma na takim ukształ-towaniu zapotrzebowania na transport i takim podziale środków, aby ani nie powstawały utrudnienia w dostępie, ale także nie występowały stany zatło-czenia oraz nadmierne obciążenie dla otoczenia. W odniesieniu do zrówno-ważonego rozwoju można zdefiniować pojęcie transportu zrównoważonego. Odnosi się on do trzech podstawowych kategorii zagadnień: społecznych, ekonomicznych i ekologicznych. Zatem transport zrównoważony to taki transport który1:
•– zaspokaja potrzeby współczesnego pokolenia w zakresie mobilności,•– gwarantuje poprawę jakości życia mieszkańców,•– nie zagraża ludzkiemu zdrowiu i ekosystemom,•– efektywnie wykorzystuje zasoby odnawialne i nieodnawialne,•– jest dostępny oraz różnorodny pod względem środków transportu,•– spełnia normy emisji substancji szkodliwych i hałasu,•– minimalizuje potrzebę wykorzystania gruntów,•– jest przystępny cenowo i wspiera konkurencyjność regionów i całej
gospodarki.Celem niniejszego artykułu jest przedstawienie ogólnych informacji
na temat efektywnego planowania i wykorzystania infrastruktury miejskiej. Dzięki odpowiedniemu zinterpretowania proponowane rozwiązania mogą-cego przyczynić się do polepszenia jakości życia w mieście poprzez ograni-czenie negatywnego wpływu transportu na środowisko naturalne i zdrowie ludzi.
Przestrzeń publiczna Przestrzeń publiczna koncentruje życie lokalnych społeczności. Od
tego w jakim jest stanie, zależy jakość życia mieszkańców. Wspólna prze-strzeń zwiększa szanse na integrację i rozwój więzi społecznych. Przyjazna przestrzeń publiczna to taka, gdzie chętnie przebywamy, gdzie możemy
1 www.ungc.org.pl - UN Global Compact [data dostępu 01.04.2015].

37
odpocząć i spotkać się z przyjaciółmi i gdzie czujemy się bezpiecznie. Dla osób zamieszkujących przestrzenią przyjazną jest dodatkowo przestrzeń pozbawiona barier architektonicznych i gwarantująca bezpieczne porusza-nie się. W projektowaniu przestrzeni publicznych podstawową zasadą jest jej pełna dostępność, bez względu na rodzaj ograniczenia mobilności czy percepcji. Zarówno osoby poruszające się na wózkach inwalidzkich, osoby niewidome i słabo widzące, jak i osoby starsze, kobiety w ciąży czy osoby z małymi dziećmi oczekują od przestrzeni publicznej, że będą mogły z niej korzystać w sposób samodzielny. Jest to podstawowy warunek pełnej dostęp-ności tej przestrzeni. O przyjazności przestrzeni możemy mówić w kon-tekście bezpośredniego użytkownika, osoby poruszającej się pieszo lub na komunikacją miejską. Na tym poziomie zawiązują się odpowiednie interak-cje i przestrzeń publiczna staje się tym, czym powinna być – miejscem inte-gracji lokalnej społeczności. Pozostali użytkownicy, rowerzyści i kierowcy wykorzystują przestrzeń głównie do przemieszczania się pomiędzy kon-kretnymi miejscami. Gdy nie prowadzą swoich pojazdów, stają się również pieszymi2. To stwierdzenie powinno uzmysłowić wszystkim, że ruch pieszy powinien mieć priorytet przy kształtowaniu układów komunikacyjnych. Nie chcę tutaj powiedzieć, że rower i samochód nie są ważnymi środkami lokomocji, ale one jedynie ułatwiają nam przemieszczanie się. Korzystając z nich mamy ograniczony zakres kontaktów i wpływ na integrację społeczną. Na jakość przestrzeni może wpływać wiele elementów, takich jak sposób zagospodarowania, rodzaj zastosowanych urządzeń, elementy małej archi-tektury, oświetlenie oraz jej użytkowanie. Wiele ładnie wykonanych placów, skwerów i deptaków niestety nie uwzględnia szerokiej gamy potencjalnych użytkowników, szczególnie tych, dla których, być może, ta przestrzeń inte-rakcji jest najbardziej potrzebna. Projektując przestrzeń pełną barier architek-tonicznych, ograniczają tym samym możliwości wykorzystania potencjału osób przemieszczających. Wynika to przede wszystkim z braku świado-mości potrzeb użytkowników przestrzeni publicznej. Czasami bywa tak, że uwzględnia się potrzeby jednej grupy osób pomijając potrzeby innych, a cza-sami ruch samochodowy (rowerowy) wygrywa z potrzebami ruchu pieszego3. Tak więc, aby uzyskać dobrą jakość przestrzeni publicznej należy brać pod uwagę potrzeby wszystkich użytkowników, bez względu na ich ograniczenia mobilności i percepcji czy sposób poruszania się. Projektowanie przestrzeni i jej zarządzanie oraz użytkowanie musi być nastawione na priorytet ruchu
2 Witkowski K., Aspekt logistyki miejskiej w gospodarowaniu infrastrukturą transportową miasta, „Studia Lubuskie”, 2007, nr 3.
3 W. Rydzkowski, E. Wojewódzka- Król, Transport, Warszawa 2002.

38
EFEKTYWNE PLANOWANIE I WYKORZYSTYWANIE INFRASTRUKTURY MIEJSKIEJ
pieszego ze szczególnym uwzględnieniem potrzeb osób z różnymi rodzajami potrzeb.
Dostosowanie przestrzeni nie jest łatwym zadaniem, gdyż w prze-strzeni publicznej działają różne podmioty gospodarcze dbające o własne cele. Działalność tych podmiotów znajduje się często poza kontrolą samo-rządu lokalnego i zamiast wspólnego zintegrowanego środowiska mamy do czynienia ze zbiorem interesów poszczególnych prywatnych operatorów. W porządkowaniu przestrzeni jednak ważną rolę odgrywa samorząd lokalny, jako z góry ustanowiony delegat interesów wszystkich mieszkańców, a szczególnie tych, którzy mają mniejsze szanse zaistnienia. Warto zasta-nowić się nad rolą samorządu lokalnego, który często zarządza przestrzenią i często udostępnia ją prywatnym inwestorom4. Czy przekazanie przestrzeni publicznej do celów czysto komercyjnych nie sprzyja degradacji tej prze-strzeni? Prywatni inwestorzy w dużej mierze kierują się chęcią osiągnięcia jak największego zysku i często nie zwracają uwagi na potrzeby osób nie-pełnosprawnych. Innym zagadnieniem jest, jakimi metodami chcą ten zysk osiągnąć przez działania, które mają wpływ na otaczającą nas przestrzeń.
Finansowy interes nieraz bierze górę nad interesem społecznym i potrzebami mieszkańców. Przeciwwagą dla tych działań powinna być funk-cja kontrolna samorządu lokalnego, ale niestety w wielu polskich miastach kontrola nad przestrzenią publiczną jest ograniczona lub jej w ogóle brakuje, a tylko silny samorząd, słuchający głosu lokalnej społeczności, a nie jedy-nie wąskiej grupy przedsiębiorców może uchronić miasto przed degradacją przestrzeni publicznych Obecna sytuacja w miastach polskich jest zróżni-cowana pod względem poziomu motoryzacji, warunków ruchu, stanu infra-struktury technicznej, zasad organizacji przewozów transportem publicznym, stopnia przygotowania i realizacji polityk i programów rozwoju transportu. Najważniejsze problemy to5:
•– Rosnące zatłoczenie ulic i jego wpływ na warunki ruchu, w tym funk-cjonowanie transportu miejskiego; spadek prędkości podróży obniża atrakcyjności transportu publicznego i podnosi koszty eksploatacji; zatłoczenie staje sie problemem nie tylko w dużych, ale także średnich i małych miastach. W miastach małych dużą uciążliwość stanowi ruch tranzytowy, będący przyczyną złego stanu bezpieczeństwa ruchu dro-gowego i środowiska.
4 Szołtysek J., Podstawy logistyki miejskiej, Wydawnictwo Akademii Ekonomicznej w Katowicach, Katowice 2009.
5 Cisowski T., Szymanek A., Zrównoważony rozwój transportu miejskiego,, Eksploatacja i Niezawod-ność Nr 1/2006.

39
•– Brak w większości miast metodycznego planowania rozwoju syste-mów transportu powiązanego z planowaniem przestrzennym; decyzje w sprawie lokalizacji obiektów generujących duży ruch (np. centra handlowo-usługowe) rzadko oparte są na wynikach wielokryterialnych analiz; rzadkością są regularne badania zachowań transportowych.
•– Jakkolwiek rośnie liczba miast, których władze sformułowały polity-kę transportową, z zasady przychylną dla transportu publicznego, to wdrażanie tej polityki odbywa sie bardzo wolno; rzadko stosowane są rozwiązania zapewniające priorytet dla tramwajów i autobusów (wydzielone pasy ruchu, wydzielone jezdnie, wzbudzana sygnalizacja świetlna).
•– Środki finansowe przeznaczane przez samorząd na lokalny transport publiczny z trudnością pokrywają różnice miedzy kosztami eksploata-cji a wpływami ze sprzedaży biletów; sytuacje pogarsza powszechna praktyka ograniczania planowania finansowego do budżetów rocznych mimo prawnych możliwości określania, oprócz limitów wydatków na okres roku budżetowego, m.in. także limitów wydatków na wieloletnie programy inwestycyjne; brak stabilnych reguł polityki taryfowej oraz finansowania modernizacji i rozwoju transportu lokalnego powoduje, że zakres inwestowania i remontów jest niewystarczający, a w niektó-rych miastach inwestycje nie występują.
•– W wyniku wprowadzenia w latach 2003 – 2004 nowych aktów praw-nych organizowanie funkcjonowania transportu lokalnego zostało utrudnione, ponieważ nie wprowadzono, obowiązującej w UE, zasady służby publicznej. Dotyczy to zarówno transportu lokalnego jak i mie-dzy gminnego; rynek usług przewozowych w transporcie zbiorowym zdominowany jest przez przewoźników komunalnych, chociaż w co-raz szerszym stopniu postępuje jego demonopolizacja.6
•– Udział transportu publicznego w podróżach ulega zmniejszeniu, zwłaszcza w miastach średnich; w miastach dużych występuje tenden-cja do stabilizowania się wielkości przewozów w transporcie zbioro-wym, głównie wskutek rosnącej ruchliwości mieszkańców. W mia-stach małych i niektórych średnich coraz większa role w przewozach zbiorowych odgrywa prywatna komunikacja mikrobusowa, funkcjo-nująca bez dotacji gminnych. W wielu przypadkach stanowi ona je-dyną możliwości, wobec wycofywania sie z obsługi przewoźników regionalnych, w tym kolei.
6 Cisowski T., Szymanek A., Zrównoważony rozwój transportu miejskiego, Eksploatacja i Niezawod-ność Nr 1/2006.

40
EFEKTYWNE PLANOWANIE I WYKORZYSTYWANIE INFRASTRUKTURY MIEJSKIEJ
•– Wzrasta pozytywny stosunek mieszkańców miast do tramwaju; nie do-tyczy to jednak wszystkich miast, w których istnieją systemy tramwa-jowe, a tempo realizacji projektów modernizacji jest powolne; główną przyczyną są wysokie koszty wymiany najczęściej przestarzałego ta-boru tramwajowego.
•– Mimo rozwiniętej sieci infrastruktury rola kolei w obsłudze regional-nej i obszarów metropolitarnych maleje7.
•– Stan techniczny infrastruktury, w tym nawierzchni ulic, pomimo podej-mowanych wysiłków remontowych i utrzymaniowych, jest zły. Skala realizowanych inwestycji drogowych w miastach jest bardzo zróżnico-wana; na transport publiczny przeznaczane są niewielkie środki8.
•– Nie są tworzone obszarowe, zaawansowane systemy sterowania ru-chem i informacji; te mało kapitałochłonne inwestycje charakteryzują się szczególnie wysoką efektywnością, prowadząc do szybkiej popra-wy płynności ruchu i redukcji jego uciążliwości.
•– Z trudem toruje sobie drogę proces budowy dróg rowerowych, choć nieliczne miasta mogą nawet poszczycić się osiągnięciami w tym za-kresie.
•– Mała wagę przywiązuje sie do organizacji przewozu ładunków w mia-stach; rozwój centrów i terminali logistycznych odbywa się w sposób żywiołowy9.
•– Systemy transportowe miast z uwagi na swoja słabą integrację nie sprzyjają rozpowszechnianiu sie podróży intermodalnych (realizowa-nie podróży z wykorzystaniem kilku równych środków lokomocji). Decentralizacja oraz niska rentowność przewozów lokalnych spowo-
dowały dezintegrację transportu publicznego obsługującego aglomeracje. W najostrzejszej formie problem ten wystąpił w obszarach metropolitar-nych: warszawskim, górnośląskim i gdańskim. Próby tworzenia związków międzygminnych oraz porozumień z udziałem gmin, województw i mini-sterstwa skończyły się niepowodzeniem. Zaniedbania w tym zakresie są tym bardziej znaczące, że rozpoczął się proces rozlewania się miast. W połą-czeniu z rosnąca motoryzację pogorszenie oferty przewozowej spowodo-wało odpływ pasażerów głównie z kolei. Powstałą lukę w pewnym stopniu
7 Tomaszewska D., Telematyka w logistyce miejskiej, EuroLogistics, Akademia Ekonomiczna w Pozna-niu, Poznań 2001.
8 Komisja Wspólnot Europejskich, (2007), Zielona Księga. W kierunku nowej kultury mobilności w mieście, COM (2007) 551, Bruksela.
9 Instytut na rzecz Ekorozwoju, Jaki transport w zrównoważonym rozwoju? Zapis debaty społecznej, Łódź 2008.

41
wypełnili przewoźnicy prywatni (autobusy, mikrobusy) działający na zasa-dach półformalnych. Ostatnio obserwowane są korzystne zmiany dla trans-portu publicznego. Nasiliły się proefektywnościowe zmiany w przedsiębior-stwach, nastąpiła rezygnacja z nieefektywnych form działalności ubocznej, itp. Rozpoczęto odnowę taboru autobusowego. W umowach o wykonywanie usług przewozowych pojawiły się kryteria jakości i wiązanie ich spełnienia z wysokością zapłaty za usługi. Nasilił się postęp w systemach taryfowych, oraz metodach nadzoru i sterowania ruchem. W kilku miastach zauważono szanse w postaci transportu tramwajowego, mniej podatnego na zakłócenia powodowane przez rosnący ruch samochodowy. Głównym zadaniem poli-tyki transportowej państwa powinno więc być wsparcie samorządów miast w realizacji polityki zrównoważonego rozwoju, odwrócenie niekorzystnych tendencji w przekształceniach przestrzennych oraz w rozwoju systemów transportowych i podtrzymanie zmian korzystnych. Przyjmuje się następu-jące podstawowe instrumenty polityki państwa w odniesieniu do transportu w miastach:
•– Wprowadzenie obowiązku formułowania polityki transportowej (jako uchwał) na różnych poziomach struktur samorządowych (szczegól-nie dla dużych miast i dla obszarów metropolitarnych).10 Tworzenie strategii rozwoju miasta i powiązanego z nią systemu transportowego z uwzględnieniem zasady zwartego i zrównoważonego miasta i syste-mu transportowego wspierane będzie ze szczebla centralnego.
•– Wprowadzenie obowiązku analiz ruchowych i parkingowych dla pla-nów zagospodarowania przestrzennego i innych dokumentów oraz uzasadnień decyzji, skutkujących istotnymi zmianami w systemie transportowym.
•– Promowanie rozwiązań z zakresu integracji przestrzennej i funkcjo-nalnej podsystemów transportowych, w tym zachęcanie do tworze-nia systemów intermodalnych (węzły przesiadkowe, systemy „parkuj i jedź” – P+R, itp.), wspólnych rozkładów jazdy, jednolitych systemów taryfowych, wprowadzenia biletu ważnego na wszystkie środki trans-portu u wszystkich przewoźników w skali regionów i kraju, szkolenia i publikacje.
10 E. Gołembska, Kompendium wiedzy o logistyce, Wydawnictwo Naukowe PWN, Warszawa 2010.

42
EFEKTYWNE PLANOWANIE I WYKORZYSTYWANIE INFRASTRUKTURY MIEJSKIEJ
Polityka transportowa, a środowisko naturalneNajważniejszym ogniwem zrównoważonego transportu miejskiego są
odpowiednie środki transportu. Jako, że w przyszłości ponad 70% ludności zamieszkiwać będzie na obszarach zurbanizowanych, to w ciągu najbliższych lat należy skoncentrować się głównie na redukcji zawartości CO2, obniżaniu emisji toksyn zawartych w spalinach, zwiększeniu efektywności energetycz-nej transportu, a także redukcji poziomu hałasu w transporcie miejskim11. Postęp w dziedzinie technologii środków transportu może dotyczyć pojazdu, silnika oraz sposobu produkcji paliwa. Rozwój w tych obszarach może dopro-wadzić zarówno do popularyzacji technologii sprzyjającej ochronie środo-wiska, a także zapewnić opłacalność i wyższą efektywność transportu miej-skiego. Obecnie dostępne są i stopniowo wdrażane nowinki technologiczne wprowadzane w silnikach spalinowych oraz w układach oczyszczania spalin, które przynoszą znaczące korzyści prośrodowiskowe. Do drogowych środków transportu poszukuje się przede wszystkim sposobów obniżenia zużycia paliw kopalnych.12 Najpopularniejszym ostatnimi czasy rozwiązaniem, mającym na celu zmniejszenie emisji CO2 oraz zużycia paliwa, jest stosowanie systemów hybrydowych. Obecnie systemy te znajdują zastosowanie nie tylko w samo-chodach osobowych, ale także w ciężarowych i autobusach. Główna zasada działania napędu hybrydowego polega na połączeniu dwóch rodzajów napędu. Najczęściej występuje integracja silnika spalinowego z silnikiem elektrycznym. Spośród wszystkich form transportu chyba najwięcej kontrowersji z uwagi na wpływ na środowisko, wzbudza transport samochodowy. Wynika to nie tylko z emisji do atmosfery tlenków węgla, azotu oraz związków ołowiu i siarki, zanieczyszczaniem wód chlorkami i metalami ciężkimi, ale także z hałasu i tworzenia barier ekologicznych. Według danych GUS od roku 1990 liczba samochodów w Polsce podwoiła się i ma tendencję zwyżkową, zaś Instytut Transportu Samochodowego szacuje, że samochodami osobowymi realizuje się 4/5 całej mobilności polskiego społeczeństwa. Wzrost ten na pewno się utrzyma, bo samochód ciągle pozostaje symbolem statusu materialne, a import samochodów używanych z zagranicy wpłynął na obniżenie ich cen, tym samym na zwiększenie dostępności.13
11 Komisja Wspólnot Europejskich, (2011), Plan utworzenia jednolitego europejskiego obszaru transportu – dążenie do osiągnięcia konkurencyjnego i zasobooszczędnego systemu transportu, COM (2011) 144, Bruksela.
12 Tamże.13 Kancelaria Prezesa Rady Ministrów, Polska 2030. Wyzwania rozwojowe, Warszawa 2009.

43
Realną ekologiczną alternatywą transportu pasażerskiego jest trans-port zbiorowy. Zbiorowa komunikacja miejska wykorzystuje kilka syste-mów transportu: autobusowy, tramwajowy, kolejowy, trolejbusowy oraz metro. W porównaniu do samochodów osobowych ma ona dwie podsta-wowe zalety: zmniejsza poziom ulicznych korków oraz oddziaływanie na środowisko naturalne. Np. jeden autobus pięciokrotnie mniej zanieczysz-cza atmosferę i zużywa trzy razy mniej energii w przeliczeniu na jednego pasażera, a także przemierza około dwadzieścia razy mniejszą powierzch-nię drogową w porównaniu z transportem indywidualnym. Ważną kwestią jest też nowoczesność pojazdów używanych w transporcie zbiorowym. Autobus z roku 1990 emitował tyle dwutlenku węgla, ile łącznie 34 naj-nowszych autobusów, spełniających obecne normy emisji. Większość pro-ducentów autobusów stosuje już wszystkie dostępne technologie napędu, także z hybrydowym, na różne rodzaje gazu (LNG, CNG, LPG, biogaz), energię elektryczną, jak i również ogniwa wodorowe. Jednak nawet silniki z tradycyjnym napędem, np. na ropę naftową, dzięki zastosowaniu specjal-nych filtrów cząstek stałych, mogą osiągać normy emisji zbliżone do tych przy spalaniu gazu14. Uzasadnioną ekonomicznie i zaakceptowaną przez pasażerów formą transportu w miastach są lekkie pojazdy szynowe poru-szające się po wydzielonych do tego celu torach. Nowe projekty, finanso-wane częściowo z funduszy europejskich umożliwiły opracowanie inno-wacyjnych rozwiązań, które zmierzają do zrewolucjonizowania wizerunku tramwaju. Taka forma transportu znakomicie przyjęła się w takich mia-stach, jak: Wiedeń, Stuttgart, Freiburg, Strasbourg czy Nantes. W wyniku wprowadzenia tego typu rozwiązania zahamowana została ekspansja samochodu osobowego. Okazało się, że wskaźnik użytkowania samochodu osobowego zmniejsza się o 1% rocznie, podczas gdy w większości centrów miast wynosi on dużo więcej. Dynamicznie rozwijające sie zapotrzebowanie na usługi transportowe stanowi obecnie na świecie jedno z najpoważniej-szych zagrożeń dla środowiska przyrodniczego i zdrowia ludzi. Obejmuje ono wszystkie poziomy ludzkiej aktywności od lokalnego po globalny. W szczególności zagrożenie to wyraża sie w postaci:15
•– emisji gazów cieplarnianych przyczyniających sie do zmian klima-tycznych,
•– lokalnych emisji zanieczyszczeń powietrza wpływających negatywnie
14 Kancelaria Prezesa Rady Ministrów, (2009), Polska 2030. Wyzwania rozwojowe, Warszawa.15 www.przyjaznamotoryzacja.pl – strona projektu realizowanego przez Polski Związek Przemysłu
Motoryzacyjnego. [dostęp 30.04.2015].

44
EFEKTYWNE PLANOWANIE I WYKORZYSTYWANIE INFRASTRUKTURY MIEJSKIEJ
na zdrowie ludzi i lokalne środowisko przyrodnicze,•– zajmowania cennych przyrodniczo terenów i rozcinaniu ich ciągłości
(fragmentacja) nowo budowanymi ciągami infrastruktury technicznej, przyczyniając sie do utraty różnorodności biologicznej,
•– emitowania hałasu zagrażającego ludzkiemu zdrowiu.16
Wiele krajów na świecie, w tym wysoko rozwiniętych, włączając w to kraje UE, podejmuje próby ograniczania negatywnego wpływu transportu na środowisko, zwłaszcza ograniczenie dynamicznego rozwoju motoryzacji indy-widualnej i wywołaną tym rozbudowę infrastruktury drogowej. Jak do tej pory próby te są w bardzo ograniczonym stopniu skuteczne i koncentrują się przede wszystkim na zmniejszaniu negatywnych trendów oddziaływania na środowiska, ale nie udaje sie uzyskać efektu zmniejszenia presji transportu. Świadczy o tym Biała Księga UE poświecona polityce transportowej, gdzie ograniczanie presji na środowisku uznano jako jedno z podstawowych żądań.
PodsumowanieReasumując z dotychczasowego rozważania wynika, że poprawa
mobilności w mieście oraz zmniejszenie szkodliwego oddziaływania trans-portu na środowisko i zdrowie człowieka wymaga zintegrowania najlepszych możliwych rozwiązań dla każdego pojawiającego się problemu. Lista moż-liwych do zrealizowania propozycji na rzecz zrównoważonego transportu miejskiego jest bardzo długa i nie sposób szczegółowo omówić i wymie-nić wszystkie. Szybki i narastający postęp w dziedzinie technologii środków transportu może doprowadzić nie tylko do rozpowszechnienia form sprzyja-jących ochronie środowiska, ale także zapewnić opłacalność i wyższą efek-tywność transportu miejskiego. Nie mniej ważne pozostają działnia, które mają na celu zmniejszenie udziału samochodów osobowych w przemieszcza-niu się na korzyść komunikacji zbiorowej, jazdy na rowerze czy chodzenia pieszo. Dzięki temu nie tylko zmniejsza się poziom zatłoczenia, ale także pozytywnie oddziałuje się na środowisko naturalne oraz ludzkie zdrowie.
16 Cisowski T., Szymanek A., Zrównoważony rozwój transportu miejskiego, Eksploatacja i Niezawod-ność Nr 1/2006.

45
Literatura1. Cisowski T., Szymanek A., Zrównoważony rozwój transportu miejskie-
go, Eksploatacja i Niezawodność Nr 1/2006.
2. Friedberg J., Uwarunkowania transportowe zrównoważonego rozwoju metropolii, K. Kamieniecki, Jak zapewnić rozwój zrównoważony na te-renach zurbanizowanych? Metropolie, Instytut na Rzecz Ekorozwoju, Warszawa 2009.
3. Gołembska. E., Kompendium wiedzy o logistyce, Warszawa 2007.
4. Kancelaria Prezesa Rady Ministrów, Polska 2030. Wyzwania rozwojo-we, Warszawa 2009.
5. Komisja Wspólnot Europejskich, (2011), Plan utworzenia jednolitego europejskiego obszaru transportu – dążenie do osiągnięcia konkuren-cyjnego i zasobooszczędnego systemu transportu, COM (2011) 144, Bruksela.
6. Komisja Wspólnot Europejskich, (2007), Zielona Księga. W kierunku nowej kultury mobilności w mieście, COM (2007) 551, Bruksela.
7. Witkowski K., Aspekt logistyki miejskiej w gospodarowaniu infra-strukturą transportową miasta, „Studia Lubuskie”, 2007 nr 3.
8. Instytut na rzecz Ekorozwoju, Jaki transport w zrównoważonym roz-woju? Zapis debaty społecznej, Łódź 2008.
9. Tomaszewska D., Telematyka w logistyce miejskiej, EuroLogistics, Aka-demia Ekonomiczna w Poznaniu, Poznań 2001.
10. W. Rydzkowski, Wojewódzka- Król, Transport, Warszawa 2002.
11. Szołtysek J., Podstawy logistyki miejskiej, Wydawnictwo Akademii Eko-nomicznej w Katowicach, Katowice 2009.
12. www.ungc.org.pl - UN Global Compact.
13. www.przyjaznamotoryzacja.pl – strona projektu realizowanego przez Polski Związek Przemysłu Motoryzacyjnego.


Rozdział 3


49
Paweł Sobczak
Realizacja zrównoważonego transportu na terenie powiatu olkuskiego
Realization of sustainable transport in the olkusz county
StreszczenieRealizacja zrównoważonego transportu jest bardzo istotna
pod względem zmniejszenia kongestii oraz zwiększenia wykorzy-stania środków transportu alternatywnych do transportu indywidual-nego. Wykorzystanie transportu zbiorowego jest bardzo ważne oraz kluczowe dla zapewnienia sprawnej komunikacji w obrębie terenów wiejskich i gmin miejsko-wiejskich, których przykładem jest powiat olkuski.
Realizacja sprawnej komunikacji jest istotna zarówno w dużych aglomeracjach, gdzie bardzo często występuje konieczność analizy bardzo skomplikowanych i złożonych układów komunikacyjnych obejmujących swoim zasięgiem bardzo duży obszar, często zawie-rający kilka miejscowości, jak również w mniejszych miejscowo-ściach, w obrębie których bardzo często zlokalizowane są liczne wio-ski a sprawny układ komunikacyjny jest kluczowy dla prawidłowego transportu ich mieszkańców w obrębie gminy czy też powiatu.
W artykule dokonano analizy jakości usług świadczonych przez wybranych przewoźników na terenie powiatu olkuskiego. Jako kry-terium jakościowe zostały przyjęte: liczba dostępnych połączeń oraz czas podróży z uwzględnieniem czasu oczekiwania na przesiadkę.Słowa kluczowe: transport zbiorowy, zrównoważony transport, kom-fort podróży, liczba połączeń komunikacyjnych, powiat olkuski.

50
REALIZACJA ZRÓWNOWAŻONEGO TRANSPORTU NA TERENIE POWIATU...
SummaryThe realization of sustainable transport is very important in terms of
reducing congestion and increase the use of alternative means of transport to private transport. Use of public transport is very important to ensure effective communication within rural and urban municipalities rural areas, an example of which is olkusz county.
Implementation of effective communication is essential both in large urban areas where very often is necessary to analyze very complicated and complex communication systems spanning a large area, often containing several villages as well as in smaller towns, within which very often there are many villages and efficient communication system is essential for proper transport their residents within the municipality or county.
The article analyzes the quality of services provided by the selected carriers in the county of Olkusz. As a quality criterion were adopted the num-ber of available connections and travel time, taking into account the waiting time between flights.Keywords: public transport, sustainable transport, comfort, communication connections, olkusz county.
Wstęp Sieć komunikacyjna danego obszaru ma niezmiernie ważne znaczenie
dla jego prawidłowego funkcjonowania zarówno w aspekcie czysto społecz-nym (umożliwienie realizacji codziennych dojazdów do i z pracy, dojazdów do szkół, urzędów itp.), jak również gospodarczym. Prawidłowo zaplanowana sieć komunikacyjna ułatwia realizację działalności gospodarczej, zarówno w skali mikro oraz makro. Szczególnie jest to widoczne na obszarze mniej-szych miejscowości, gdzie prawidłowy układ komunikacyjny zrealizowany zgodnie z zasadami zrównoważonego transportu w znaczny sposób przyczy-nia się do rozwoju gospodarczego miasta oraz powoduje chęć osiedlenia się, a nie zmiany miejsca zamieszkania przez mieszkańców. Z tego powodu bar-dzo istotne i kluczowe jest zapewnienie sprawnego układu komunikacyjnego nie tylko pomiędzy dużymi aglomeracjami czy w samych miejscowościach, ale również pomiędzy mniejszymi miejscowościami, a pobliskimi aglome-racjami miejskimi. Planując sieć komunikacyjną należy uwzględnić m.in. następujące elementy:

51
–– istniejącą sieć uliczną,
–– natężenie ruchu pieszego,
–– natężenie ruchu kołowego,
–– prognozy ruchu pasażerskiego,
–– układ topograficzny i demograficzny.W artykule przedstawiono wyniki analizy sieci transportowej (wybra-
nych tras) w powiecie olkuskim oraz pomiędzy powiatem olkuskim a ościen-nymi aglomeracjami, krakowską i katowicką. Kryterium jakościowym była ilość dostępnych połączeń oraz czas oczekiwania na przesiadkę na przy-stanku przesiadkowym, który najczęściej zlokalizowany jest w centrum mia-sta Olkusz.
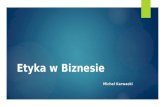
Miasto i gmina Olkusz oraz demografia powiatu olkuskiego
Gmina Olkusz leży w południowej Polsce, w północno-zachodniej części województwa małopolskiego. Miasto Olkusz pełni funkcję ośrodka powiatowego. Cechą charakterystyczną miasta jest to, że posiada bardzo dobrze rozbudowaną infrastrukturę komunikacyjną, zarówno drogową jak i kolejową z ościennymi miastami oraz gminami. Zlokalizowany jest mię-dzy dwoma dużymi aglomeracjami - katowicką i krakowską. Obszar gminy wynosi 150,7 km2, w tym powierzchnia miasta Olkusz wynosi 25,6 km2. Powierzchnia gminy zajmuje 1% powierzchni województwa małopolskiego i 24% powierzchni powiatu olkuskiego. Na rysunku 1 przedstawiono położe-nie gminy Olkusz w województwie małopolskim oraz względem sąsiadują-cych gmin należących do powiatu olkuskiego.Rysunek 1. Położenie powiatu olkuskiego w woj. małopolskim oraz położenie gminy Olkusz względem sąsiadujących gmin powiatu olkuskiego

52
REALIZACJA ZRÓWNOWAŻONEGO TRANSPORTU NA TERENIE POWIATU...
Źródło: strona internetowa: www.gminy.pl [dostęp 01.03.2015].
Do gminy Olkusz należy 25 miejscowości, w tym 24 wsie. Wśród dzie-więtnastu sołectw należy wymienić: Bogucin Mały, Braciejówka, Gorenice, Kogutek, Kosmolów, Niesułowice, Olewin, Osiek, Pazurek, Podlesie Rabsztyńskie, Rabsztyn, Sieniczno, Troks, Wiśliczka, Witeradów, Zawada, Zederman, Zimnodół, Żurada.
Na rysunku 2 przedstawiono układ przestrzenny gminy Olkusz.Rysunek 2. Układ przestrzenny gminy Olkusz
Źródło: strona internetowa UMiG Olkusz [dostęp: 01.03.2015].
Miasto Olkusz natomiast zostało podzielone na 10 dzielnic. Układ przestrzenny miasta przedstawiono na rysunku 3. Rysunek 3. Miasto Olkusz

53
Źródło: Strona internetowa UMiG Olkusz [dostęp: 01.03.2015].
Na podstawie danych statystycznych1 liczba mieszkańców w gminie i mieście Olkusz, na koniec roku 2014 wyniosła 49 800 osób. W mieście zamieszkiwało 36 477 (co stanowi około 73% ogółu mieszkańców), a na tere-nach wiejskich 13 323 osób (co stanowi około 27% ogółu mieszkańców). Gęstość zaludnienia na obszarze Miasta i Gminy Olkusz na koniec 2014 roku wyniosła ok. 330 osób/km2. Obliczoną oraz szacunkową liczbę mieszkańców w latach 2010 ÷ 2020 przedstawiono w tabeli 1.Tabela 1. Liczba mieszkańców Miasta i Gminy Olkusz
LICZBA LUDNOŚCI SZACUNKOWO LUDNOŚĆM/W 2010 2011 2012 2013 2014 2016 2018 2020
M 37 109 36 906 36 566 36 148 35 787 35 074 34 376 33 692
W 13 140 13 148 13 186 13 257 13 323 13 457 13 592 13 728
Suma 50 249 50 054 49 752 49 405 49 110 48 531 47 968 47 420
M-miasto, W- teren wiejski
Źródło: dane statystyczne Głównego Urzędu Statystycznego oddział w Krakowie.
Natomiast w tabeli 2 przedstawiono szczegółowy wykaz liczby miesz-kańców powiatu olkuskiego z podziałem w zależności od wieku.Tabela 2. Liczba mieszkańców powiatu olkuskiego z podziałem na wiek (na
1 Dane statystyczne Głównego Urzędu Statystycznego oddział w Krakowie.

54
REALIZACJA ZRÓWNOWAŻONEGO TRANSPORTU NA TERENIE POWIATU...
koniec 2014 roku)
WIEKOLKUSZ OBSZAR WIEJSKI
OGÓŁEMM K OGÓŁEM M K OGÓŁEM
0-2 503 496 999 195 181 376 1375
3 196 188 384 83 85 168 552
4-5 395 394 789 147 162 309 1098
6 186 171 357 76 71 147 504
7 154 167 321 58 58 116 437
8-12 719 689 1408 309 315 624 2032
13-15 460 429 889 200 181 381 1270
16-17 339 313 652 159 167 326 978
18 165 183 348 79 70 149 497
19-65 12431 12431 4396 4396 16827
19-60 11493 11493 3942 3942 15435
>65 1842 1842 753 753 2595
>60 4235 4235 1570 1570 5805
OGÓŁEM 17390 18758 36148 6455 6802 13257 49405
Źródło: dane statystyczne Głównego Urzędu Statystycznego oddział w Krakowie.
Transport zbiorowy na terenie powiatu olkuskiego
Na terenie powiatu olkuskiego transport zbiorowy został podzielony na 2 obszary. Transport zbiorowy na terenie miasta i gminy Olkusz realizo-wany jest przez Związek Komunalny Gmin „Komunikacja Międzygminna”. Członkami Związku Gmin są: Gmina Olkusz, Gmina Bolesław, Gmina Bukowno oraz Gmina Klucze. Linie obsługujące gminę Olkusz przedsta-wiono w tabeli 3.

55
Tabela 3. Wykaz linii komunikacji miejskiej w Olkuszu
LP. OZNACZENIE LINII: TRASA:1. B Hutki Las - Sławków Rynek 22. BP Olkusz Dworzec PKS - Braciejówka3. G Olkusz ZKG „KM”- Gorenice4. M Olkusz Os. Młodych - Olkusz Dworzec PKS5. SŁ Olkusz Dworzec PKS – Olkusz Jasna6. PS Olkusz Cmentarz – Olkusz Os. Młodych7. WK Olkusz ZKG „KM” – Zadole Kosmolowskie8. ZP Olkusz ZKG „KM” – Kogutek 29. ZZ Olkusz ZKG „KM”- Zawada Pętla10. Ż Olkusz ZKG „KM” – Żurada Pętla11. 457 Olkusz ZKG „KM” – Lgota II12. 460 Sławków Dworzec PKP – Olkusz Dworzec PKS13. 461 Olkusz Orzeszkowej- Sławków Rynek 214. 462 Olkusz Orzeszkowej - Sławków Rynek 215. 463 Olkusz ZKG „KM –Sławków–Bukowno Dw. PKP
16. 464 Olkusz Dworzec PKS – Bukowno PKP
17. 465 Olkusz Os. Młodych – Bukowno Dworzec PKP18 466 Olkusz Dworzec PKS – Bukowno Stare Pętla19. 467 Bukowno Leśna – Bukowno Podlesie 220. 470 Olkusz Os. Młodych – Cieślin Dom Ludowy21. 471 Olkusz ZKG „KM” – Rodaki Pętla22. 472 Chechło Pętla – Olkusz Orzeszkowej23. 473 Olkusz ZKG „KM” – Golczowice Pętla24. 474 Golczowice Pętla - Olkusz ZKG „KM”25. 475 Olkusz ZKG „KM”- Bogucin Mały26. 476 Olkusz ZKG „KM” – Rodaki Pętla27. 477 Olkusz ZKG „KM” – Rodaki Pętla
Źródło: opracowanie własne na podstawie informacji ZKG” KM” w Olkuszu.
Natomiast realizacja transportu zbiorowego na terenie całego powiatu oraz pomiędzy powiatem, a aglomeracjami ościennymi realizowana jest przede wszystkim przez prywatnych przewoźników, którzy stworzyli sieci transportowe oparte o komunikację samochodową, w której głównym stoso-wanym środkiem transportu są tzw. mini-busy.

56
REALIZACJA ZRÓWNOWAŻONEGO TRANSPORTU NA TERENIE POWIATU...
Analiza transportu zbiorowego na wybranych trasach w powiecie olkuskim
Oprócz Olkusza, bardzo dużym istotnym miastem powiatu, w którym zlokalizowane są liczne zakłady przemysłowe oraz wytwórcze jest Wolbrom, który zamieszkany jest przez około 9 tysięcy mieszkańców. Miasto z uwagi na swoje położenie geograficzne wymaga sprawnego połączenia z ościen-nymi aglomeracjami, tj. krakowską i katowicką. Transport zbiorowy umożli-wiający realizację tych zadań odbywa się dwu etapowo, z przesiadką w cen-trum miasta Olkusz i realizowany jest m.in. przez przedsiębiorstwo JKA-BUS. W tabeli 4 przedstawiono rozkład jazy busów firmy JKA-BUS w dni powszednie z Wolbromia do Olkusza, gdzie następuje przesiadka na pojazd realizujący transport z Olkusza do Krakowa oraz czas oczekiwania wynika-jący z rozkładów jazdy.Tabela 4. Godziny przyjazdów i odjazdów busów na przystanek Olkusz skrzyżowanie oraz czas oczekiwania na przesiadkę
Dni
pow
szed
nie
Godzina przyjazdu Godzina odjazdu Czas oczekiwania (w minutach)Wolbrom - Olkusz Olkusz - Kraków
4:55 5:27 326:00 6:27 277:00 8:07 678:10 8:07 -309:25 9:07 -1811:25 11:47 2212:55 13:27 3214:30 14:27 -315:30 16:07 3716:40 17:07 2717:40 19:47 12718:45 19:47 6219:50 19:47 -3

57
Sobo
taGodzina przyjazdu Godzina odjazduWolbrom - Olkusz Olkusz - Kraków5:00 5:55 557:10 8:25 759:30 10:55 8512:50 13:25 3515:40 15:55 1518:30 18:30 0
* autobus na który powinna nastąpić przesiadka odjechał z przystanku przed przyjazdem pierwszego autobusu o liczbę minut podaną w komórce
Źródło: opracowanie własne na podstawie rozkładu jazdy JKA-BUS.
Jak przedstawiono w tabeli 4 liczba połączeń w dniu powszednie umożliwiających kurs z Wolbromia do Krakowa wynosi 13 połączeń (średnio co około godzinę od 5 rano do 20 wieczorem). Natomiast czas oczekiwania jest różny i wynosi od ponad 2 godzin (127 minut oczekiwania) do 22 minut w najlepszym przypadku. Dla aż czterech połączeń rozkład jazdy pomiędzy autobusami przyjeżdżającymi z Wolbromia a odjeżdżającymi do Krakowa nie jest skorelowany (czas oczekiwania dla tych połączeń został zacienio-wany) − autobusy z Olkusza wyjeżdżają zanim autobusy z Wolbromia przy-jadą na przystanek. Jest to sytuacja, która praktycznie uniemożliwia skorzy-stanie z takiego połączenia i ostatecznie zmniejsza dostępną liczbę połączeń. Średni czas oczekiwania, nie wliczając połączeń nieskorelowanych wynosi aż 48 minut.
Sytuacja w sobotę jest jeszcze bardziej niekorzystna dla pasaże-rów korzystających z tego środka transportu. Jak przedstawiono w tabeli 7 w sobotę dostępnych jest tylko 6 kursów, podczas których czas oczekiwania na przesiadkę wynosi od 15 do aż 85 minut. Podczas ostatniego kursu reali-zowanego w sobotę, czas oczekiwania wynosi 0 minut co w praktyce ozna-cza iż połączenie to nie powinno być brane pod uwagę podczas planowania podróży, gdyż każde nawet najdrobniejsze opóźnienie podczas jazdy pierw-szego busa uniemożliwia kontynuowanie podróży do miejsca docelowego. Średni czas oczekiwania, nie biorąc pod uwagę ostatniego przypadku wynosi aż 53 minuty, ale na uwagę zasługuje fakt, że poszczególne czasy oczekiwa-nia są bardzo różne.
Kolejnym analizowanym połączeniem jest połączenie realizowane na trasie Braciejówka-Olkusz-Sławków. Obecnie, podobnie jak na poprzedniej

58
REALIZACJA ZRÓWNOWAŻONEGO TRANSPORTU NA TERENIE POWIATU...
analizowanej trasie nie istnieje tutaj możliwość bezpośredniego dojazdu z Braciejówki do Sławkowa komunikacją zbiorową - wymagana jest prze-siadka na terenie miasta Olkusz.
Poniżej przedstawiono kilka najważniejszych informacji dotyczących wsi Braciejówka oraz miasta Sławków.
Braciejówka to wieś położona w województwie małopolskim, w powiecie olkuskim. W Braciejówce obecnie mieszka około 830 osób. We wsi zlokalizowanych jest około 180 domów. Natomiast Sławków to miasto i gmina położone w województwie śląskim (od 2002 r.) w powiecie będziń-skim. Powierzchnia Sławkowa wynosi 36,6 km², natomiast liczba mieszkań-ców to około 7129 osób. Odległość pomiędzy obydwoma miejscowościami wynosi około 23 km, a czas przejazdu transportem indywidualnym wynosi około 22 minuty. Na trasie Braciejówka – Olkusz – Sławków transport zbio-rowy realizowany jest przez przedsiębiorstwo P.H.U. POLKAR Paulina Szczepanik. W tabeli 5 przedstawiono godziny wyjazdu busa z Braciejówki, przyjazdów busa do Olkusza, oraz wyjazdu kolejnego busa w kierunku Sławkowa i opracowane na ich podstawie czasy oczekiwania na przesiadkę.Tabela 5. Godziny wyjazdu busa z Braciejówki, przyjazdów busa do Olkusza, oraz wyjazdu kolejnego busa w kierunku Sławkowa i obliczone na tej podstawie czasy oczekiwania
Dzień tygodnia
godz. wyjazdu z Braciejówki
godz. przy-jazdu do Olkusza
godz. wyjazdu z Olkusza do
Sławkowa
Czas oczekiwania
[w minutach]
Dni
pow
szed
nie
05:20 05:40 06:28 4806:41 07:01 07:23 2207:25 07:45 09:00 7509:27 09:47 10:40 5311:40 12:00 12:25 2513:17 13:37 14:23 4614:40 15:00 15:50 5015:45 16:05 16:45 4016:59 17:19 17:50 3118:44 19:04 20:15 7121:05 21:25 22:28 63

59
Sobo
ta07:52 06:12 06:23 1110:32 10:52 11:10 1812:25 12:45 14:25 10014:34 14:54 17:40 16618:39 18:59 20:20 14121:02 21:18 22:23 65
Nie
dzie
la
07:52 08:18 08:35 1710:32 10:52 11:10 1812:24 12:44 14:25 10114:34 14:54 17:40 16618:39 18:59 20:20 14121:02 21:22 22:23 61
Źródło: opracowanie własne na podstawie rozkładów jazdy przedsiębiorstwa P.H.U. POLKAR Paulina Szczepanik.
Analiza rozkładu jazdy uwzględniająca czas oczekiwania na przesiadkę wyraźnie pokazuje, że mimo krótkiego czasu bezpośredniej podróży oraz nie-wielkiej odległości pomiędzy miejscowościami, czas dojazdu z Braciejówki do Sławkowa praktycznie zawsze przekracza godzinę. Od poniedziałku do piątku czas oczekiwania przekracza godzinę, a w sobotę i niedzielę czas oczekiwania wynosi nawet 2 godziny 46 min. Ostatni kurs Olkusz-Sławków to godzina 22:23, jednak czas samego oczekiwania również w tym przypadku wynosi ponad godzinę.
Kolejnym analizowanym połączeniem jest połączenie pomiędzy Wolbromiem a Racławicami. Na analizowanej relacji nie występuje bezpo-średnie połączenie. Podróż realizowana jest z przesiadką w Olkuszu, która wymusza na pasażerach podróż „na około”, a nie bezpośrednio z Wolbromia. Bezpośrednia odległość z Wolbromia do Racławic wynosi 35 km, natomiast czas podróży transportem indywidualnym wynosi około 35 minut. Trasa realizowana przez komunikację zbiorową obsługiwana jest przez przed-siębiorstwo Sioła-Trans należące do Janusza Sioły, z siedzibą w Olkuszu. Transport komunikacją zbiorową na tej trasie realizowany jest tylko w dni powszednie, od poniedziałku do piątku.
W tabeli 6 przedstawiono czasy przyjazdów busa z Wolbromia do Olkusza oraz odjazdu kolejnego busa z Olkusza w kierunku Racławic wraz z określonym na tej podstawie czasem oczekiwania.

60
REALIZACJA ZRÓWNOWAŻONEGO TRANSPORTU NA TERENIE POWIATU...
Tabela 6. Godziny przyjazdów i odjazdów busów z Olkusza realizujących transport na trasie Wolbrom - Racławice
Godziny przyjazdu i odjazdów busów w OlkuszuPrzyjazd do Olkusza
Wolbrom - Olkusz
Wyjazd z Olkusza
Olkusz - Racławice
Czas oczekiwania
[w minutach]5:50 6:10 207:25 7:35 109:00 9:50 5010:33 11:05 3212:53 14.10 7714:00 14:10 1015:02 15:30 2816:02 18:20 13816:50 18:20 9017:50 18:20 30
Źródło: opracowanie własne na podstawie rozkładów jazdy przedsiębiorstwa Sioła Trans.
Jak przedstawiono w tabeli 6 czas oczekiwania na przesiadkę jest bar-dzo nierównomierny i wynosi od 20 minut do ponad 2 godzin, średni czas oczekiwania na przesiadkę wynosi 48,5 minut. Powyższy sposób realizacji usługi transportowej na danej trasie w znaczny sposób wydłuża czas podróży, przy stosunkowo niedużej odległości bezpośredniej, co może powodować niechęć w korzystaniu z tego połączenia szczególnie przez osoby posiadające własny środek transportu.
Kolejną analizowaną trasą jest trasa Kraków – Katowice, na której podróż możliwa jest zarówno za pomocą środków transportu zbiorowego realizujących transport bezpośredni, jak również przewoźników, którzy umożliwiają transport na powyższej trasie z przesiadką w Olkuszu. Analizie poddano połączenie wymagające przesiadki w Olkuszu, które realizowane jest przez przedsiębiorstwo Speed-trans. Połączenie realizowane jest zarówno w dni powszednie, jak również w weekendy.

61
Tabela 7. Rozkład jazdy na trasie Kraków – Katowice (z przesiadką w Olkuszu)D
ni p
owsz
edni
e
ROZKŁAD JAZDYna trasie z Krakowa -> z przesiadką w Olkuszu -> do KatowicDNI POWSZEDNIE
KRAKÓW ul. Długa ODJAZD
Czas przejazdu (w min.)
OLKUSZ ul. Rabsztyń-ska PRZY-JAZD
Czas do przesiadki (w min.)
Czas do przesiadki (w min.)
OLKUSZ trasa E-94 ODJAZD
Czas przejazdu (w min.)
KATOWICE Al. Korfantego PRZYJAZD
06:40 65 07:45 5 15 08:05 50 08:5506:55 65 08:00 5 15 08:20 60 09:2007:10 65 08:15 5 15 08:35 60 09:3507:20 65 08:30 5 15
08:50 60 09:5007:40 70 08:50 5 -5*09:20 70 10:30 5 5 10:40 50 11:3010:20 70 11:30 5 10 11:45 50 12:35
12:00 60 13:00 50 13:05 55 14:0025 13:30 55 14:25
13:00 60 14:00 505 14:10 50 15:0070 15:15 55 16:10
14:40 60 15:50 5 15 16:10 60 17:10
15:40 75 16:55 50 17:00 70 18:1015 17:15 75 18:30
Dni
pow
szed
nie
17:20 75 18:35 5 10 18:50 70 20:0018:20 70 19:30 5 -15* 19:20 80 20:40
18:40 60 19:40 5 5 19:50 60 20:50
20:05 60 21:05 5 20 21:30 50 22:2021:20 60 22:20 5 0 22:25 55 23:2022:20 60 23:20 5 5 23:30 45 00:15
średni czas prze-jazdu: 65,88
średni czas prze-jazdu: 58,42

62
REALIZACJA ZRÓWNOWAŻONEGO TRANSPORTU NA TERENIE POWIATU...
Dni
pow
szed
nie
06:10 60 07:10 5 15 07:30 50 08:2007:40 60 08:40 5 20 09:05 50 09:5509:00 65 10:05 5 25 10:35 55 11:3010:20 60 11:20 5 40 12:05 55 13:00
12:00 60 13:00 50 13:05 55 14:00
25 13:30 60 14:30
13:00 60 14:00 55 14:10 50 15:00
70 15:15 65 16:2014:40 70 15:50 5 20 16:15 60 17:15
16:50 70 18:00 5-20* 17:45 55 18:4025 18:30 50 19:20
21:10 50 22:0 5 15 22:20 50 23:10
średni czas przejazdu: 61,66
średni czas przejazdu: 54,58
* autobus na który powinna nastąpić przesiadka odjechał z przystanku przed przyjazdem pierwszego autobusu o liczbę minut podaną w komórce
Źródło: opracowanie własne na podstawie rozkładu jazdy.
Na podstawie danych umieszczonych w tabeli 7 widać, że w tygodniu z 20 dostępnych połączeń, 15 z nich umożliwia swobodne skorzystanie z tej relacji (występuje odstęp czasu umożliwiający przejście pomiędzy przystan-kami i skorzystanie z busa odjeżdżającego z Olkusza). Natomiast w 3 przy-padkach celem skorzystania z konieczne jest przejście pomiędzy przystan-kami w czasie krótszym niż 5 minut, co dla osób starszych lub z problemami z poruszaniem się może być kłopotliwe i uniemożliwi kontyunację jazdy bez dłuższego postoju w Olkuszu. W 2 przypadkach nastąpiło nieprawidłowe skorelowanie rozkładów jazdy, gdyż bus z Olkusza wyjeżdża 5 oraz 15 minut przed przyjazdem busa z Krakowa, co w praktyce uniemożliwia skorzystanie z tej relacji (czas oczekiwania dla tych połączeń został zacieniowany).
Ogólnie można przyjąć, że w dni powszednie podróżujący podróżujący na trasie Kraków-Katowice, ma dosyć duże poczucie komfortu psychicznego związanego z bezpieczeństwem iż bez dodatkowych komplikacji dotrze do celu podróży zgodnie z założonym planem.
W przypadku podróżowania w weekendy do dyspozycji podróżują-cych jest 12 połączeń z czego 10 jest połączeniami bez zagrożeń, przy któ-rych podróżujący ma komfort w postaci co najmniej 5 minut zapasu za prze-siadkę. W jednym przypadku czas na przesiadkę powiniem, być krótszy niż 5

63
minut celem skorzystania z tego połączenia, co podobnie jak dla przypadków połączeń realizowanych w tygodniu może być kłopotliwe dla osób z trudno-ściami w poruszaniu się. W jednym przypadku bus z Olkusza odjeżdża 20 minut przed przyjazdem busa z Krakowa (czas oczekiwania dla tego połą-czenia został zacieniowany), ale czas oczekiwania na następny bus wynosi 25 minut, więc nie powinno to stanowić zbyt dużego opóźniena w realizacji podróży. Ogólnie można przyjąć, że w weekendy rówież dosyć prawidłowo zostało zorganizowane skorelowanie połączeń pomiędzy poszczególnymi autobusami co ma istotny wpływ na komfort podróżowania.
PodsumowanieNa podstawie przeprowadzonych pomiarów oraz analiz widoczne jest,
że w większości przypadków transport zbiorowy na terenie gminy Olkusz, który realizowany jest pomiędzy poszczególnymi mniejszymi miejscowo-ściami wymaga usprawnienia. Na większości tras występuje mała liczba połączeń, a czas oczekiwania na przesiadkę, jest stosunkowo długi co ma bardzo negatywny wpływ na chęć skorzystania z tego typu transportu przez mieszkańców regionu.
Transport zbiorowy powinien stanowić alternatywę dla transportu indywidualnego, która powinna być zorganizowana w sposób atrakcyjny dla podróżnych. Jednym z głównych elementów zachęty do korzystania z trans-portu zbiorowego powinien być oprócz komfortu podróży również jej łączny czas oraz dosyć duża liczba połączeń.
Jak wykazały analizy rozkładów jazdy przedstawione w artykule, w powiecie olkuskim konieczne jest przeprowadzenie modyfikacji rozkładów jazdy, celem dostosowania ich do potrzeb mieszkańców oraz zmniejszenia łącznego czasu podróży, poprzez skrócenie czasu oczekiwania. Dostosowanie rozkładów jazdy do potrzeb mieszkańców będzie skutkowało zmniejszeniem liczby pojazdów indywidualnych na powyższych trasach, natomiast prze-woźnikom przyniesie wzrost liczby pasażerów z uwagi na 2 czynniki:
•– osoby dotychczas korzystające z transportu indywidualnego zaczną w większym stopniu korzystać z transportu zbiorowego,
•– osoby nie posiadające własnych pojazdów zaczną częściej korzy-stać z transportu zbiorowego oraz wzrośnie poziom ich zadowolenia z otrzymywanej usługi.Istotnym elementem, który przyczyniłby się do polepszenia jakości
usług oraz ułatwienia dostępności do nich byłoby zdaniem autora stworzenie

64
REALIZACJA ZRÓWNOWAŻONEGO TRANSPORTU NA TERENIE POWIATU...
wspólnej platformy internetowej informacji zbiorczej, w której umieszczone byłyby informacje o wszystkich przewoźnikach oraz o rozkładach jazdy umożliwiających transport na poszczególnych trasach i relacjach. W tym celu można również wykorzystać istniejące już platformy internetowe, cho-ciaż zdaniem autora stworzenie oddzielnej dedykowanej aplikacji może przyczynić się do szybszego spopularyzowania połączeń oferowanych przez przewoźników. Łatwiejszy dostęp do informacji na pewno będzie stanowił, oprócz elementu zachęcającego do korzystania z transportu zbiorowego, rów-nież doskonale narzędzie informatyczne ułatwiające dopracowanie i dostoso-wanie rozkładów jazdy do aktualnych potrzeb transportowych regionu.
Powyższe czynniki w znaczny sposób przyczynią się do wzrostu dochodów uzyskiwanych przez przewoźników, co stanowi jeden z podstawo-wych celów prowadzonej przez nich działalności gospodarczej.
Można przyjąć, że z analizowanych rozkładów, zdaniem autora jedy-nie rozkład jazdy na trasie Kraków – Katowice na chwilę obecną jak najbar-dziej jest zbliżony do założeń zrównoważonego transportu i powinien stano-wić przykład dla pozostałych połączeń, w miarę prawidłowego zorganizowania rozkładu jazdy – oczywiście celem zorganizowania transportu w sposób zrów-noważony należy pamiętać o pozostałych elementach, które go charakteryzują.
Celem uzyskania bardziej kompleksowej wiedzy na temat całego systemu publicznego transportu zbiorowego na terenie powiatu olkuskiego konieczne jest przeprowadzenie dalszych, szerszych i obejmujących większą liczbę kryteriów oraz połączeń komunikacyjnych badań.
Literatura1. Dane statystyczne Głównego Urzędu Statystycznego oddział w Krakowie.
2. Rozkłady jazdy przedsiębiorstwa P.H.U. POLKAR Paulina Szczepanik.
3. Rozkład jazdy przedsiębiorstwa Speed-trans.
4. Strona internetowa: www.gminy.pl [dostęp 01.03.2015].
5. Strona internetowa UMiG Olkusz [dostęp 01.03.2015].
6. Strona internetowa przedsiębiorstwa JKA-BUS: jka-bus.com.pl [dostęp 04.03.2015].
7. Strona internetowa przedsiębiorstwa Sioła Trans: www.siolatrans.pl/ [do-stęp 04.03.2015].

Rozdział 4


67
Iga Kott
Rola centrów logistycznych w rozwoju usług logistycznych
The role of the logistics centers in the development of logistics services
Streszczenie Ciągłe zmiany na rynku globalnym wśród przedsiębiorstw spo-
wodowały utworzenie podmiotów zajmujących się oferowaniem cało-ściowych usług logistycznych do których należą centra logistyczne. Wciąż rosnący popyt, a co się z tym wiąże oczekiwania klientów powodują, że podmioty gospodarcze oferują coraz to bardziej atrak-cyjne usługi logistyczne. Poprzez realizację wysokiej jakości usług klient otrzymuje taki produkt lub usługę, który spełnia jego indywidu-alne oczekiwania.Słowa kluczowe: centra logistyczne, usługi logistyczne, popyt, maga-zynowanie, transport.
SummaryConstant changes on the global market among the companies
resulted in the creation of corporate entities offering comprehensive logistics services, logistics centers belong to them. Ever-growing demand, and what’s involved customer expectations cause that busi-ness entities offer an increasingly attractive logistics services. Through the implementation of high-quality services the customer receives such a product or service which meets his needs.Keywords: logistics centers, logistics services, demand, storage, transport.

68
ROLA CENTRÓW LOGISTYCZNYCH W ROZWOJU USŁUG LOGISTYCZNYCH
WstępCentra logistyczne to obiekty, które świadczą szerokie spectrum
usług logistycznych. Na początku charakteryzowały się one przede wszyst-kim działalnością związaną z podstawowymi usługami magazynowania i transportu. Wraz z widocznym zwiększonym popytem na usługi logi-styczne przedsiębiorstwa te rozbudowały ofertę posiadając na chwilę obecną szeroką ofertę handlową. Jak wynika z definicji przedstawionej przez W. Rydzkowskiego centra logistyczne to „obiekty przestrzenne o określonej funkcjonalności wraz z infrastrukturą i organizacją, w których realizowane są usługi logistyczne związane z przyjmowaniem, magazynowaniem, rozdziałem i wydawaniem towarów oraz usługi towarzyszące, świadczone przez niezależne w stosunku do nadawcy lub odbiorcy podmioty gospodarcze”1. Jednym z naj-ważniejszych zadań należących do centrów logistycznych, jest jak najlepsza realizacja usług logistycznych, umożliwiająca działanie przedsiębiorstwom funkcjonującym na terenie danego centrum logistycznego i poza nim. Dlatego też, coraz częściej przedsiębiorstwa korzystają z usług świadczonych przez centra logistyczne mając możliwość skorzystania z kompleksowej usługi logi-stycznej. Z funkcjonowania tych obiektów wynika, że świadczą one całościowe usługi, przyczyniające się do ulepszeń oraz optymalizacji transferu dóbr2.
Znaczenie centrów logistycznych w tworzeniu popytu na usługi logistyczne
Poruszając tematykę roli centrów logistycznych w tworzeniu popytu na usługi logistyczne za punkt wyjścia uznaje się zdefiniowane pojęcia usługi, która określana jest jako „produkt logistyczny”, będący sumą pragnień oraz potrzeb nabywcy3, natomiast usługa logistyczna w znacznym stopniu oprócz działalności związanej z transportem bądź spedycją dotyczy również usług terminalowych, tj. „cross-docking”, magazynowania, kompletacji (w tym pobieranie i pakowanie), jak również czynności uszlachetniających, do któ-rych zalicza się metkowanie i foliowanie4. W tabeli 1 przedstawiono w spo-sób szczegółowy zakres przedmiotowy usługi logistycznej.
1 Rydzkowski W., Usługi logistyczne, Wyd. Biblioteka Logistyka, Poznań 2007, s. 133.2 Tundys B., Logistyka miejska koncepcje, systemy, rozwiązania,Wyd. Difin, Warszawa 2008, s. 179.3 Gołembska E., Kompendium wiedzy o logistyce, Wyd. PWN, Warszawa-Poznań 2002, s. 235.4 Kisperska-Moroń D., Krzyżaniak S., Logistyka, Wyd. Biblioteka Logistyka, Poznań 2009, s. 216.

69
Tabela 1. Zakres przedmiotowy usługi logistycznej
Magazynowa-nie i obsługa
zapasów
Transportowa-nie i obsługa
ładunku
Badanie rynku i tworzenie marketingowego systemu
informacji
Finansowanie transakcji,
obsługa banko-wa, kontrakty
i ubezpieczeniaSkładowanie towarów
Obsługa rampy maga-zynu
Dekomple-tacja ładun-ków
Tworzenie jednostek ła-dunkowych
Pakowanie
Obsługa chłodni ma-gazynowych
Przewóz ładunków
Transport intremodalny
Transport multimodalny
Transport kombinowany
Zabezpiecze-nie ładunku w transporcie
Oznakowanie ładunków w transporcie
Obsługa punk-tów przeła-dunkowych
Planowanie tras przewozu
Badanie rynku, udział w zysku
Tworzenie zintegrowa-nego systemu zarządza-nia
Prognozy popytu
Raporty sprzedaży
Kody kreskowe
Planowanie wielkości sprzedaży
Badanie otoczenia kon-kurencji
Public relations
Promocja
Reklama
Statystyczna kontrola jakości
Umowy leasin-gowe
Umowy kredy-towe
Kredyt kupiecki
Audyt
Księgowość
Factoring,
Ubezpiecze-nia ładunku, przewoźnika i operatora
Źródło: Mindur L., Technologie transportowe XXI wieku, Wyd. ITEE, Warszawa-Radom 2008, s. 360.
Wiele usług oferowanych przez centra logistyczne można określić jako wartości dodane do podstawowych usług oferowanych przez pozostałe przedsiębiorstwa z branży logistycznej. Stwarzają one dodatkową więź mię-dzy danymi obiektami a jego partnerami biznesowymi, przyczyniając się tym samym do zwiększenia konkurencyjności podmiotu na rynku.

70
ROLA CENTRÓW LOGISTYCZNYCH W ROZWOJU USŁUG LOGISTYCZNYCH
Za istotne należy uznać, że usługi logistyczne muszą być określone takimi cechami, jak5
–– spełniana usługa związana z transportem wywodzi się z wtórnego za-potrzebowania na nią;
–– cena tych usług jest efektem cen dotyczących funkcji związanych z magazynowaniem, transportem oraz obsługą nabywcy;
–– przez realizację usług logistycznych wzrasta poziom konkurencyjności na rynku globalnym oraz wartość danego dobra.Jednym z najważniejszych czynników, mającym znacznie w kwestii
zapotrzebowania na usługi logistyczne, jest niewątpliwie czas. Fakt wpływu czasu na poziom popytu, prezentuje rysunek 1.Rysunek 1. Popyt na usługi logistyczne w czasie
Zrealizowany popyt
Przeszłość
Planowany popyt
Najbliższa przyszłość
Oczekiwany popyt
Dalsza przyszłośćRyn
kow
y po
pyt n
a us
ługi
logi
styc
zne
Czas
Źródło: Skowron-Grabowska B., Centra logistyczne w łańcuchach dostaw. Wyd. PWE, Warsza-wa 2010, s. 22.
Znajomość popytu dostarcza niezbędnych informacji w procesie decy-zyjnym, nie tylko dla centrum logistycznego, ale i dla każdego podmiotu, wykorzystującego w swej działalności zaawansowane procesy zarządzania w celu osiągnięcia przewagi rynkowej. Jak wynika z rys. 1. popyt na usługi logistyczne w czasie dzieli się na trzy obszary: zrealizowany, planowany oraz oczekiwany. Przedsiębiorstwa powinny z odpowiednim wyprzedzeniem
5 Gołembska E, Kompendium wiedzy o logistyce, Wyd. PWN, Warszawa-Poznań 2002, s. 255.

71
czasowym prognozować zapotrzebowanie na usługi logistyczne, gdyż tylko wtedy będzie możliwe sprostanie oczekiwaniom klientów.
Za pomocą cyklu życia usługi logistycznej istnieje możliwość: po pierwsze -zdefiniowania określonych zachowań w obszarze podaży na usługi w branży; po drugie - takiego kierowania jednostką, aby móc zareagować tak na wahania popytu, jak i na funkcjonowanie podmiotów w danym sektorze. Czas powstawania faz cyklu życia, jak również jego długość w kontekście usługi logistycznej, uzależniona jest m.in. od:6
–– zastosowania nowoczesnych technik w procesie świadczenia usługi,
–– rodzajów zapotrzebowania, jakie spełnia dana usługa,
–– popytu na daną usługę,
–– substytutów,
–– różnorodności usługi.Popyt na oferowane usługi logistyczne zależy od7:
–– relatywnie małej ceny w odniesieniu do usług dotyczących magazyno-wania lub transportu,
–– świadczenia jak najwyższego poziomu usług logistycznych i dodatkowych,
–– stosowania nowych technologii podczas wykonywania usług,
–– umiejętności dopasowania się do zmieniającego się zapotrzebowania.Podmioty gospodarcze w ramach pełnego pakietu usług logistycz-
nych dla klienta realizują działania związane z magazynowaniem, zapa-sami, zarządzają dystrybucją oraz proponują dodatkowe rozwiązania logi-styczne. Ponadto działająca w obiekcie sieć informatyczna ułatwia realizację usługi logistycznej, która – jeżeli tylko klient zechce – zostanie połączona z jego siecią, co w dużym stopniu ułatwi jego funkcjonowanie na rynku8. Tego typu działania stają się coraz bardziej popularne, budując głęboką więź między klientem a centrum logistycznym.
Podmioty gospodarcze korzystające z usług centrów logistycznych powodują wzrost popytu na nie. Czynniki mające wpływ na zapotrzebowanie na usługi logistyczne prezentuje rysunek 2.
6 Kisperska-Moroń D., Krzyżaniak S., Logistyka, Wyd. Biblioteka Logistyka, Poznań 2009, s. 217.7 Gołembska E., Kompendium wiedzy o logistyce, Wyd. PWN, Warszawa-Poznań 2002, s. 259.8 Kisperska-Moroń D., Krzyżaniak S., Logistyka, Wyd. Biblioteka Logistyka, Poznań 2009, s. 216.

72
ROLA CENTRÓW LOGISTYCZNYCH W ROZWOJU USŁUG LOGISTYCZNYCH
Rysunek 2. Czynniki wpływające na popyt na usługi logistyczne
Popytna usługi logistyczne
Plany klientów
Plany klientówklientów
Cykl życia usługi logistycznej
Ceny konkurentów
Wymagania klientów
Pora roku
Jakość usług logistycznych
Zakres usług logistycznych
Jakość obsługi logistycznej Reklama
Promocje sprzedaży
usług logistycznych
Usługa logistyczna
Wyniki przedsiębiorstwa
Przedsiębiorstwo
Charakter działalności
przedsiębiorstw
Zmienność potrzeb
Źródło: Skowron-Grabowska B., Centra logistyczne w łańcuchach dostaw, Wyd. PWE, Warsza-wa 2010, s. 28.
Wśród czynników mających wpływ na popyta na usługi logistyczne B. Skowron-Grabowska wymienia m.in. jakość obsługi logistycznej, wyma-gania klientów, ceny konkurentów oraz zakres usług logistycznych. Centra logistyczne chcąc realizować usługę na najwyższym poziomie zmuszone są do ciągłego rozwoju i poszukiwania nowych rozwiązań poprawiających transfer dóbr i jakość obsługi klienta. W celu spełnienia zarówno podstawo-wych, jaki i wyjątkowych oczekiwań konsumentów, przedsiębiorstwa chcące uzyskać wysoką pozycję konkurencyjną powinny rozwijać swą ofertę oraz zmierzać do kooperacji z innymi podmiotami na rynku.
Centra logistyczne wychodzą naprzeciw popytowi, oferują usługę logi-styczną w tym zakresie. Z punktu widzenia zachowania równowagi na rynku niezwykle istotna jest odpowiednia wiedza, dotycząca czynników oddziału-jących bezpośrednio na popyt i podaż logistyczną (tab. 2).Tabela 2. Czynniki oddziałujące na popyt i podaż usług logistycznych
Elementy mające duży wpływ na kształtowanie się popytu na usługę logistyczną to m. in.:
Elementy mające duże znacznie na kształtowanie się podaży na usługę logistyczną to m. in.:
•– Oczekiwania•– Wciąż rosnące potrzeby klientów
•– Oczekiwania•– Poszerzanie wachlarzu usług logistycz-
nych świadczonych przez specjalistycz-ne podmioty

73
•– Ceny dóbr substytucyjnych i komplementar-nych
•– Ceny i składniki wykorzystane do świadczenia usługi
•– Rozwój danego kraju pod względem gospo-darczym
•– Dochody
•– Transformacje dotyczące wykorzysty-wanych technologii między innymi pod-czas transportowania towarów
•– Zaobserwowane różnice w transporcie dóbr •– Liczba dostawców
•– Rosnący popyt na usługi logistyczne zwią-zany z częściej stosowanym outsourcingiem przez polskie przedsiębiorstwa
•– Zwiększenie firm konkurencyjnych w sektorze usług logistycznych w Pol-sce, spowodowane w szczególności wejściem na rynek w przeciągu paru lat znanych na całym świecie przedsię-biorstw logistycznych
Źródło: opracowanie na podstawie Frank R.H., Mikroekonomia jakiej jeszcze nie było, Wyd. GWP, Gdańsk 2007, s. 62 oraz www.logistyka.net.pl [dostęp 11.05.2015].
Z powyższej tabeli 2. wynika, że istnieje wiele czynników wpły-wającychna kształtowanie się popytu i podaży na usługi logistyczne. Przedsiębiorstwa z branży logistycznej muszą ciągle doskonalić oferowaną gamę usług i badać oczekiwania potencjalnych i obecnych klientów. Wejście na polski rynek podmiotów zagranicznych spowodowało wzrost konkuren-cyjności w sektorze, a tym samym wymusiło na polskich przedsiębiorstwach poprawę poziomu oferowanych usług, co ma bezpośrednie przełożenie na lepsze funkcjonowanie całego sektora logistycznego. W związku z tym za czynnik, który oddziałuje zarówno na popyt, jak i na podaż, uznaje się ocze-kiwanie, które z jednej strony wynika od klientów, a z drugiej od przedsię-biorstw logistycznych je uwzględniających. Dochody ludności w dużym stopniu wpływają na kształtowanie się popytu. Im ich wartość jest wyższa, tym samym przedsiębiorstwa, takie jak centra logistyczne, zwiększą podaż, co przekłada się z kolei na rozwój gospodarczy kraju. Jak wynika z tab. 2. na popyt mają ponadto wpływ zaobserwowane różnice w transporcie dóbr. Czym wartość dodana, którą oferują centra (np. stosowanie nowoczesnych techno-logii), będzie większa, tym klienci chętnej skorzystają z usług, tym samym zwiększając na nią podaż. Za najważniejszy czynnik wpływający na popyt należy uznać ceny dóbr substytucyjnych i komplementarnych. Z perspek-tywy czasowej można zaobserwować znaczny wzrost firm logistycznych na rynku. Dlatego wielu menadżerów uważa, że działanie takie przełoży się bez-pośrednio na kształtowanie popytu na rynku. Jednakże takie stwierdzenie nie jest jednoznaczne. Powstanie centrów logistycznych, jak wynika z ich istoty, pozwala zaoferować jak najkorzystniejsze świadczenie usług logistycznych,

74
ROLA CENTRÓW LOGISTYCZNYCH W ROZWOJU USŁUG LOGISTYCZNYCH
co przekłada się bezpośrednio na poziom zadowolenia klientów, który wśród wysokiej konkurencji jest uznawany za kluczowy. W związku z powyższym zarówno od strony popytu, jak i podaży na rynku usług logistycznych zacho-dzą pewne zmiany, które mają na nie bezpośredni wpływ. Z powyższej tabeli wynika, że popyt w dużej mierze kształtuje podaż na usługi logistyczne.
Podmioty gospodarcze coraz częściej po przeprowadzeniu dogłęb-nej analizy kosztowej dochodzą do wniosku, że korzystniejsze jest dla nich zlecenie tych sfer działalności, które nie stanowią podstawy ich działania, wyspecjalizowanym do tego typu usług jednostkom. Można tu wyróżnić cały szereg usług, związanych z logistyką oraz wskazać szczególnie ważny aspekt, jakim jest realizacja wymagań odbiorców, którzy pragną najwyższej jakości obsługi w świadczonych im usługach. Pełen pakiet usług logistycznych, jaki świadczą specjalistyczne jednostki, zachęca do korzystania z nich nie tylko producentów i dystrybutorów, ale i podmioty oferujące usługi logistyczne. Producenci przy pomocy całościowej usługi logistycznej mogą skoncentro-wać się na swojej podstawowej działalności, która jest znacznie efektywniej-sza niż ta dodatkowa. Natomiast organizacje świadczące usługi logistyczne poprawiają swoją sytuację finansową zarówno przy pomocy skuteczniejszego zastosowania zdolności produkcyjnych jak i poprzez zmniejszenie kosztów. Ponadto warto dodać, że bardzo ważne w intensyfikacji całościowej usługi logistycznej, jest oferowanie przez odpowiednie, profesjonalne podmioty, nowych rozwiązań w dziedzinach marketingu i konsultingu9.
Centra logistyczne poprzez rozwój usług logistycznych przyczyniają się do zwiększenia możliwości oferowanych usług w całym sektorze logi-stycznym, poprawiają swą pozycję konkurencyjną i realizują obsługę klienta na najwyższym poziomie. Przedsiębiorstwa te ze względu na specyfikę dzia-łalności świadczą kompleksowe usługi odbiorcom nie tylko na rynku krajo-wym ale i zagranicznym. W tabeli 3. zaprezentowano rodzaje usług oferowa-nych przez polskie centra logistyczne w latach 2008-2011 (w %).Tabela 3. Usługi oferowane przez wybrane polskie centra logistyczne w latach 2008-2011 (w%)
Usługi oferowane przez centra logistyczne 2008 2009 2010 2011Transport 100% 100% 100% 100%
Magazynowanie 26% 47% 100% 100%
Zarządzanie zapasami 26% 47% 100% 100%
9 Mindur L., Technologie transportowe XXI wieku, Wyd. ITEE, Warszawa-Radom 2008, s. 363.

75
Planowanie i analizy w sferze logistyki 6% 13% 33% 60%
Pakowanie 20% 40% 60% 80%
Obsługa celna 20% 13% 26% 27%
Usługi bankowe - - - -
Usługi pocztowe - - - 6%
Systemy informatyczne 6% 6% 26% 27%
Serwis samochodowy i parking 6% 13% 20% 20%
Usługi hotelowe - - 20% 20%
Źródło: Kott I., Grondys K., Problemy działalności centrów logistycznych w aspekcie zarządzania przedsiębiorstwem, [w:] Korombel A., Współczesne problemy zarządzania przedsiębiorstwami. Teoria i praktyka, Wyd. WWZPCz, Częstochowa 2013, s. 68.
Wśród usług świadczonych przez badane centra logistyczne w latach 2008-2011 (tab.3.) wyróżnia się transport, magazynowanie, pakowanie i zarządzanie zapasami. W ostatnim badanym okresie obserwuje się większą rolę planowania i analizy w sferze logistyki, jak i innych usług typu prze-ładunki cross-docking czy etykietowanie. Nadal mała liczba centrów logi-stycznych świadczy usługi nie związane bezpośrednio z logistyką tj. serwis samochodowy, hotelarstwo, czy usługi pocztowe/bankowe. Ze względu na duże znaczenie transportu jako dominującej usługi świadczonej przez centra logistyczne zaprezentowano przychody ze sprzedaży usług10 we wszystkich jednostkach transportu w latach 2010-2013 w Polsce.Rysunek 3. Przychody ze sprzedaży usług we wszystkich jednostkach transportu w latach 2010-2013 (w mld zł)
Źródło: Główny Urząd Statystyczny – Transport Wyniki Działalności (2010-2013).
10 Jak podaje Główny Urząd Statystyczny – Transport Wyniki Działalności- Przychody ze sprzedaży usług obejmują wpływy za: przewozy ładunków, pasażerów, bagażu i poczty oraz wpływy za przeła-dunki, spedycję, składowanie i magazynowanie ładunków oraz inne usługi związane z obsługą trans-portu, a także wpływy z działalności biur podróży, pilotów wycieczek, przewodników turystycznych.

76
ROLA CENTRÓW LOGISTYCZNYCH W ROZWOJU USŁUG LOGISTYCZNYCH
Przychody ze sprzedaży usług we wszystkich jednostkach transportu w latach 2010-2013 były większe w porównaniu do wcześniejszych okresów. Sytuacja ta ukazuje ciągłą potrzebę doskonalenia usług i sprostania popytowi przez przedsiębiorstwa z branży logistycznej.
Realizacja kompleksowych usług na najwyższym poziomie w celu spełnienia indywidualnych oczekiwań klientów przez centra logistyczne wymaga ciągłego kontaktu z odbiorcami (rys.4.).Rysunek 4. Formy kontaktu z centrum logistycznym w celu realizacji usługi
Źródło: opracowanie na podstawie uzyskanych danych11.
Badanie dotyczące możliwości kontaktów klientów z centrami logi-stycznymi w celu dostępu do kont, informacji o zamówieniach i usługach świadczy, że kontakt ten najczęściej odbywa się przy pomocy Internetu (urządzenia bezprzewodowego) - (25,8%) oraz wiadomości email - (24,5%). Ponad 1% klientów nie udzieliło odpowiedzi. Istniała możliwość zaznacze-nia więcej niż jeden odpowiedzi.
Powyższe badania pokazują znaczenie centrów logistycznych w roz-woju usług logistycznych w Polsce oraz dużą dochodowość w tym zakresie.
11 Badaniem objęto klientów wybranych polskich centrów logistycznych pod względem generowania przychodów oraz takich, którzy współpracują z centrum powyżej 2 lat. Biorąc pod uwagę kryterium lokalizacji zbadano 15 centrów logistycznych w Polsce, pominięto województwo świętokrzyskie, gdyż nie istnieją w nim centra logistyczne, a jedynie przedsiębiorstwa logistyczne niespełniające wymogów potrzebnych do zdefiniowania ich jako centra logistyczne.

77
Podsumowanie Jak wynika z przeprowadzonych badań rosnący popyt na usługi logi-
styczne powoduje, że przedsiębiorstwa, takie jak centra logistyczne oprócz podstawowych usług tj. transport, magazynowanie, zarządzanie zapasami oraz pakowanie oferują coraz to bardziej atrakcyjne usługi logistyczne. Obserwuje się wzrost przychodów ze sprzedaży usług we wszystkich jed-nostkach transportu w badanym okresie. Centra logistyczne przez usługi jakie świadczą wpływają na poprawę funkcjonowania łańcucha dostaw tym samym umożliwiając lepszy przepływ dóbr i usług. Zwiększające się oczeki-wania odbiorców przyczyniają się do realizacji wysokiej jakości usług logi-stycznych. Polska posiada wszelkie walory geograficzne, aby móc realizo-wać usługi logistyczne na najwyższym poziomie. Zainteresowanie terenami w naszym kraju przez zagranicznych inwestorów tylko zwiększa szanse na rozwój lokalnych czy regionalnych obiektów logistycznych.
Literatura1. Frank R.H., Mikroekonomia jakiej jeszcze nie było, Wyd. GWP, Gdańsk 2007.
2. Główny Urząd Statystyczny – Transport Wyniki Działalności 2010-2013,
3. Gołembska E., Kompendium wiedzy o logistyce, Wyd. PWN, Warszawa--Poznań 2002.
4. Kisperska-Moroń D., Krzyżaniak S., Logistyka, Wyd. Biblioteka Logi-styka, Poznań 2009.
5. Kott I., Grondys K., Problemy działalności centrów logistycznych w aspekcie zarządzania przedsiębiorstwem. [w:] Korombel A., Współ-czesne problemy zarządzania przedsiębiorstwami. Teoria i praktyka, Wyd. WWZPCz, Częstochowa 2013.
6. Mindur L., Technologie transportowe XXI wieku, Wyd. ITEE, Warsza-wa-Radom 2008.
7. Rydzkowski W., Usługi logistyczne, Wyd. Biblioteka Logistyka, Poznań 2007.
8. Skowron-Grabowska B., Centra logistyczne w łańcuchach dostaw, Wyd. PWE, Warszawa 2010.
9. Tundys B., Logistyka miejska koncepcje, systemy, rozwiązania. Wyd. Difin, Warszawa 2008.
10. www.logistyka.net.pl [dostęp 15.05.2015].


Rozdział 5


81
Ewa Stawiarska
Intermodalne centra logistyczne w systemie transportowym UE,
a specjalizacja regionówIntermodal logistics centers in the transport system of the EU
and the regional specialization
StreszczenieCelem artykułu jest zwrócenie uwagi na potrzebę dedykowania
inwestycji, jaką jest intermodalne centrum logistyczne - przemysłom, w których specjalizuje się region. Wskazanie na konieczność zintegro-wania polityki gospodarczej i transportowo-logistycznej UE i regionu, a co za tym idzie prowadzenie panelowych badań dotyczących potrzeb transportowo-logistycznych największych regionalnych załadow-ców (importerów i eksporterów). W artykule postawiono tezę, że budowa intermodalnego centrum logistycznego musi być zintegrowana z budową/rozbudową terminala kontenerowego oraz potrzebami regio-nalnych przedsiębiorców oraz sąsiadujących aglomeracji miejskich.Słowa kluczowe: intermodalne centra logistyczne, intermodalne ter-minale transportowe.
SummaryThe aim of this article is to draw attention to the need to dedi-
cate investment, which is intermodal logistics centres, to industries within the region specialises. The article indicates the need to esta-blish a panel to conduct research on the needs of the region’s largest transport and logistics shippers (importers and exporters); in order to integrate the EU and regional economic and transport logistic policies. Within the article the thesis was presented that the construction of an intermodal logistics centre must be integrated with the construction / expansion of the container terminal and the needs of regional busines-ses and neighbouring urban agglomerations.Key words: intermodal logistics centres, intermodal transport termi-nals.

82
INTERMODALNE CENTRA LOGISTYCZNE W SYSTEMIE TRANSPORTOWYM...
Rozwój intermodalnych centrów logistycznych w Europie
Celem polityki transportowej UE jest powstrzymanie wzrostu udziału transportu samochodowego w przewozach towarowych przez wspieranie przewozów intermodalnych. Z różnych funduszy unijnych (Marco Polo I, Marco Polo II, a obecnie z programu Connecting Europe Facility), funduszy poszczególnych państw członkowskich oraz kapitału prywatnego buduje się infrastrukturę przeładunkową. W wielu państwach członkowskich budowa terminali kontenerowych była od dawna skoordynowana z budową intermo-dalnych centrów logistycznych (suprastruktury na terminalach). Pomoc rzą-dów wybranych państw dla transportu kombinowanego w latach ubiegłych przedstawia tabela nr 1.Tabela 1.Pomoc rządów wybranych państw dla transportu kombinowanego w latach ubiegłych
Źródło: Mindur L.: Transport intermodalny w Polsce i Europie, http://www.logistyka.net.pl/ima-ges/articles/6055/T41Mindur.pdf [dostęp 11.05.2015].
Wymienione w tabeli państwa członkowskie rozumiały potrzebę anga-żowania się w budowę centrów logistycznych zwiększających przepływy w transportowych systemach intermodalnych. Najwięcej intermodalnych cen-trów logistycznych zbudowano w Niemczech, Hiszpanii, Danii i Włoszech.

83
Dziś w państwach Europy Zachodniej działa ponad siedemdziesiąt intermo-dalnych centrów logistycznych, które mają różną historię powstania. Fechner wyróżnił trzy europejskie koncepcje realizacyjne (historie powstania) cen-trów logistycznych tj.:
•– bezpośrednią – polegającą na budowie centrum logistycznego jako elementu pierwotnego w stosunku do docelowego kształtu obszaru wydzielonego pod działalność gospodarczą, który w swej docelowej formie skupia wokół centrum logistycznego przedsiębiorstwa produk-cyjne, handlowe i usługowe wymagające obsługi logistycznej; w tej koncepcji istnienie centrum logistycznego „przyciąga” innych inwe-storów;
•– rozwojową – polegającą na budowie centrum logistycznego zamyka-jącego proces formowania obszaru działalności gospodarczej, które-go początkiem jest utworzenie jednej lub kilku stref przemysłowych z preferencjami dla działalności produkcyjnej;
•– rewitalizacyjną – polegającą na przekształcaniu terenów poprzemy-słowych w centra logistyczne poprzez likwidację dotychczasowej działalności gospodarczej, demontaż istniejącej infrastruktury i przy-stosowanie odzyskanych w ten sposób gruntów pod rozwój usług lo-gistycznych. Najwięcej modeli realizacyjnych dostarcza przykład Niemiec, posia-
dających ponad trzydzieści intermodalnych centrów logistycznych. Na tere-nie państw Europy Środkowo-Wschodniej znajduje się tylko kilkanaście tego rodzaju centrów. Pomiędzy obiema częściami kontynentu widoczna jest wyraźna asymetria w liczbie intermodalnych centrów logistycznych, co tłu-maczy się odmiennymi modelami rozwoju gospodarczego i mniejszą zamoż-nością państw, które dopiero stosunkowo niedawno zmieniły ustrój gospo-darczy i wprowadziły zasady gospodarki wolnorynkowej. Publiczne środki finansowe kierowane na cel budowy intermodalnych centrów logistycznych przez te państwa są nieadekwatne do potrzeb w zakresie wyrównywania istniejących dysproporcji. Dopiero dziś można mówić o wspólnym formu-łowaniu programów budowy intermodalnych terminali przeładunkowych w oparciu o istniejące już plany i przedsięwzięcia budowy infrastruktury bazowej TEN-T i w oparciu o obserwacje rozwoju gospodarczego regionów. Istniejące intermodalne terminale przeładunkowe spełniające już wymagania intermodalnych centrów logistycznych (wielofunkcyjne, wielopodmiotowe) przedstawia rysunek nr 1.

84
INTERMODALNE CENTRA LOGISTYCZNE W SYSTEMIE TRANSPORTOWYM...
Rysunek 1. Istniejące intermodalne terminale przeładunkowe w państwach sąsiadujących z Polską
Źródło: http://www.central2013.eu/fileadmin/user_upload/Downloads/outputlib/FLAVIA_3.1.3_Maps_uploaded.pdf [dostęp 11.05.2015].
Aktywność sektora publicznego i środki budżetowe w nowych pań-stwach członkowskich kierowane są w większym stopniu na uzupełnianie sieci logistycznej terminalami przeładunkowymi i tworzenie stałych, inter-modalnych połączeń kolejowych pomiędzy istniejącymi terminalami kon-tenerowymi. Działania tak ukierunkowane mają na celu rozszerzenie pro-gramów wsparcia dla wzrostu przewozów intermodalnych i zwiększenie ich skuteczności. Natomiast jeśli chodzi o budowę centrów logistycznych państwa Europy Środkowo-Wschodniej realizują własną politykę - zdaje się z oparciu o koncepcję bezpośrednią – np. Litwa i Polska lub koncepcję roz-wojową – np. Węgry i Czechy
Z punktu widzenia rosnącej wymiany gospodarczej Europy z Azją, szczególnie z Chinami istnieje potrzeba przeniesienia części morskich prze-wozów kontenerowych (zwłaszcza produktów łatwopsujących się i o krót-kim terminie dostawy) na tory kolejowe. O przeładunek z szerokich torów, składowanie i tranzyt konkurują z Polską - Słowacja i Austria.1 W polskim
1 Wiedeń może za kilka lat stać się europejskim centrum przeładunkowym dla kontenerów, transportowanych z Dalekiego Wschodu rosyjską Koleją Transsyberyjską. Kilka lat temu memorandum w sprawie przedłu-żenia torów o szerokości 1510 mm ze słowackiego miasta Koszyce do Bratysławy i Wiednia podpisali szef rosyjskich kolei państwowych Vladimir Yaskunin oraz Minister Transportu Republiki Słowackiej Roberta Fico L’ubomir Važny.

85
Sławkowie jest kolejowy terminal kontenerowych, które dokonuje przeładun-ków kontenerów pomiędzy transportem kolejowym o dwóch różnych szero-kościach torów oraz pomiędzy nim a transportem samochodowym. Jednak i tu nie ukończono jeszcze budowy intermodalnego centrum logistycznego. Możliwość przewozu kontenerów z Azji do Europy zależy dzisiaj głównie od klimatu politycznego, którego zmienność ma dla działalności gospodarczej trudne do przewidzenia konsekwencje oraz od uwarunkowań kosztowych logistyki i międzykontynentalnego transportu kolejowego. A te ostatnie obni-żyć można budując intermodalne centra logistyczne. W Polsce wymogi inter-modalnego centrum logistycznego spełnia jedynie Śląskie Centrum Logistyki w Gliwicach i Wielkopolskie Centrum Logistyczne w Poznaniu Franowie.
Na podstawie analizy zrealizowanych dotąd programów budowy cen-trów logistycznych, zawartości dokumentów określających kierunki polityki transportowej przyjętej przez różne państwa oraz wypowiedzi przedstawicieli instytucji odpowiedzialnych za ich realizację, można wskazać następujący scenariusz rozwoju sieci centrów logistycznych i terminali kontenerowych2:
•– budowa centrów logistycznych będzie postępowała w państwach, któ-re dotąd ich nie posiadają, ale liczba nowo budowanych centrów logi-stycznych będzie ograniczona i nie przyjmie rozmiarów porównywal-nych z tym, co zrobiono w minionych trzydziestu latach;
•– państwa, które wspierały i finansowały budowę centrów logistycznych będą zmniejszały aktywność w tym zakresie, a środki finansowe zo-staną przeznaczone na dokończenie rozpoczętych inwestycji, a nie na budowę nowych obiektów;
•– ciężar zaangażowania sektora publicznego zostanie przeniesiony na lepsze wykorzystanie istniejącego potencjału, w tym na tworzenie re-gularnych połączeń kolejowych pomiędzy istniejącymi intermodalny-mi terminalami kontenerowymi;
•– monotransportowe centra logistyczne i skupiska magazynów będą uzupełniane terminalami intermodalnymi, o ile poprawią się warunki funkcjonowania transportu kombinowanego i zwiększy się zaangażo-wanie państw w realizację polityki zrównoważonego funkcjonowania transportu;
•– dystansowanie się sektora publicznego od angażowania się w budo-wę intermodalnych centrów logistycznych wraz z terminali kontene-
2 Fechner I. Centra logistyczne jako czynnik wzrostu efektywności łańcuchów dostaw, Instytut Logi-styki i Magazynowania, http://www.logistyka.net.pl/bank-wiedzy/item/download/93_20a31ba5af33b-4b162629e81ceb976ba [dostęp 11.05.2015].

86
INTERMODALNE CENTRA LOGISTYCZNE W SYSTEMIE TRANSPORTOWYM...
rowych oraz pozostawienie tej kwestii regulacjom wolnorynkowym spowoduje, że w państwach, które przyjmą taką politykę intermodalne centra logistyczne nie powstaną, a sieć logistyczna będzie niedopaso-wana do wymogów ogólnoeuropejskich.
Intermodalne centrum logistyczne jako organizacja wielofunkcyjna i wielopodmiotowa
Różnorodność zadań i pełnionych funkcji wymaga przyjęcia kryte-riów podziału centrów logistycznych. W szczegółowym podziale Fechner wyróżnia między innymi: logistyczne centra intermodalne i nieintermodalne. Podział centrów logistycznych według kryterium klasyfikacji –„dostępność transportowa” przedstawiono w tabeli nr 2.Tabela 2. Podział centrów logistycznych według dostępności transportowej
Kryterium Podział Charakterystyka i wymiar zadaniowy
Dostępność transportowa
Intermodalne Przez wykorzystanie terminali kontenerowych dają możliwości wykorzystania różnych rodzajów transportu; preferowany rodzaj centrum logistycznego
Nieintemo-dalne
Monotransportowe lub z dostępnością transportu dro-gowego oraz transportu kolejowego w postaci bocznic i ramp przeładunkowych przy budynkach magazyno-wych. Możliwe są również rozwiązania polegające na współpracy monotransportowego centrum logistycznego z najbliższymi terminalami kontenerowymi
Źródło: opracowanie na podstawie Fechner I.: Zasady klasyfikacji centrów logistycznych wynika-jące z analizy ich funkcjonowania, „Logistyka”, 4/2008, s.18; Mindur L.: Centra logistyczne, [w:]: Technologie transportowe XXI w., ( red.) Mindur L.:ITE PIB, Warszawa-Radom 2008, s. 365.
Intermodalne centrum logistyczne świadczy kompleksowe usługi logistyczne. Obok czynności transportowo-spedycyjnych obejmuje usługi terminalowe, począwszy od cross-dockingu, przez magazynowanie, po kom-pletację (w tym pobieranie i pakowanie) oraz czynności uszlachetniające: metkowanie, polonizację, repacking, foliowanie, drobne naprawy, tworze-nie zestawów promocyjnych3. Kompleksowe usługi logistyczne obejmują usługi fizyczne, informacyjne, finansowe i z zakresu zarządzania, mogą zaspokajać w pełni zapotrzebowanie na realizację części lub całości
3 Rydzykowski W., Usługi logistyczne, [w:] Logistyka, red. Kisperska-Moroń D., Krzyżaniak S., Biblio-teka Logistyka, Poznań 2009, s. 216.

87
funkcji logistycznych usługodawcy4. Kompleksowe usługi logistyczne doty-czą zarobkowego świadczenia usług z zakresu procesów magazynowych, zarządzania transportem, a także usług dodatkowych wspierających odpo-wiedni przepływ towarów5. W literaturze przedmiotu występuje wiele defini-cji centrów logistycznych. Z literatury polskiej na potrzeby opisania intermo-dalnego centrum logistycznego można przyjąć definicje Gołembskiej, Abta, Fechnera, Fijałkowskiego, Krzyżanowskiego, Miklińskiej, Mindura. W lite-raturze zagranicznej takie centrum definiują: Bakcra, Bretzmanna, Wenske’a, Koningsa, Rimiene’a, Grundeya, D. Tsamboulasa czy Dimitropoulosa.
Rimienc i Grundey definiując centra logistyczne, twierdzą, że podejmu-jąc działania związane z konsolidacją działań dystrybucyjnych, powinny one6:
•– przyczyniać się do rozwoju transportu kombinowanego,•– promować rozwój gospodarczy regionu,•– poprawić lokalną dystrybucję.
Tsamboulas i Dimitropoulos definiując centrum logistyczne twierdzą, że jest ono organizacją integrującą różne moduły transportu oraz promującą transport intermodalny. Identyfikują oni centrum jako organizację większą niż terminal, ponieważ w swoim zakresie oferuje magazynowanie, konfek-cjonowanie, obsługę klienta, usługi bankowe i inne7. Jednym z możliwych synonimów tak definiowanego centrum logistycznego jest „wioska spedy-cyjna” rozumiana jako strefa przemysłowa z najlepszym połączeniem z sie-cią transportową i spedycją.
W ramach zarządzania centrami logistycznymi realizuje się przede wszystkim zadania polegające na8:
•– organizowaniu strumieni towarowych zgodnie z potrzebami klientów,•– uzupełnieniu działalności transportowo-magazynowej usługami logi-
stycznymi,•– kooperacji przedsiębiorstw transportowo-spedycyjnych i logistycznych,•– korzystaniu ze wspólnej infrastruktury,•– rozbudowie zintegrowanych systemów logistycznych,
4 Miklińska J., Rozwój koncepcji usługowej działalności logistycznej, [w:] Logistyka. Infrastruktura techniczna na świecie, red. Mindur M.: 1TE, Warszawa-Radom 2008, s. 55.
5 Ciesielski M., Rynek usług logistycznych, Difin, Warszawa 2005, s. 12.6 Rimiene K., Grundey D., Logistics centre concept through evolution and definition, Engingeering Eco-
nomics, 2007 no 4 (54), Commerce of Engingering Decisions, s. 90.7 Tsamboulas D.A., Dimitropoulos I., Appraisal of investments in European nodal cenlresfor goods —
freight viltages: A comparative analysis, Transportation 1999 no 26, s. 382.8 Płaczek E., Logistyka międzynarodowa, Wydawnictwo Akademii Ekonomicznej w Katowicach, Kato-
wice 2006, s. 54.

88
INTERMODALNE CENTRA LOGISTYCZNE W SYSTEMIE TRANSPORTOWYM...
•– wykorzystywaniu i doskonaleniu kompatybilnych systemów kodujących,•– rozpowszechnianiu elektronicznej wymiany danych,•– wspólnym zarządzaniu, administrowaniu, organizowaniu procesów lo-
gistycznych,•– kojarzeniu przewoźników najodpowiedniejszych dla danego ładunku.
Nie są to jedyne zadania centrum logistycznego, które można wyod-rębnić. Jako uzupełnienie zadań centrum logistycznego wyróżnić należy9:
•– całodobową obsługę centrum dla wszelkiego rodzaju ładunków, a tak-że dla różnych środków transportu,
•– użytkowanie informatycznej bazy danych do zadań związanych np. z zarządzaniem zapasami,
•– globalizację, polegającą na świadczeniu usług logistycznych na terenie całego świata.W celu pogłębienia analiz funkcji pełnionych przez centra logistyczne
zasadne jest wyszczególnienie czynności charakterystycznych dla innego podziału funkcjonalnego, który prezentuje tabela nr 3.Tabela 3. Zakres czynności wchodzących w skład funkcji centrów logistycznych
Funkcje logistyczne Funkcje pomocnicze Funkcje dodatkoweTransportMagazynowanieZarządzanie zapasamiZarządzanie zamówieniamiPakowanieKompletacjaPrzeładunki na terminalu kontenerowymObsługa spedytorów, ma-klerów, agentów i przewoź-ników w zakresie doradz-twa, analiz, planowania, wyboru środka transportu, taryfy i odprawy przesyłek
Spedycja Obsługa celna Ubezpieczenia Usługi informatyczne Informatyczne zarządzanie logistyką Wynajem kontenerów, palet i innych opakowań zbior-czych Systemowy obrót zbiorczymi opakowaniami transportowymi wielo-krotnego użytku Promocja i marketing
Techniczna obsługa pojaz-dów Sprzedaż paliw, olejów, akcesoriów Naprawa kontenerów i in-nych opakowań Usługi bankowe Usługi telekomunikacyjne Usługi parkingowe Usługi hotelarsko-gastrono-miczne Oczyszczanie ścieków i usu-wanie materiałów niebez-piecznych
Źródło: Opracowanie na podstawie Płaczek E., Logistyka międzynarodowa, Wydawnictwo Akademii Ekonomicznej w Katowicach, Katowice 2006, s. 49; Fechner I.: Centra logistyczne. Cel — realizacja — przyszłość, Wydawnictwo Biblioteka Logistyka, Poznań 2004, s. 22.
9 Gołembska E., Podstawy logistyki, Wydawnictwo Naukowe Wyższej Szkoły Kupieckiej, Łódź 2006, s. 56.

89
Rosnące wymagania w zakresie kompleksowego świadczenia usług wpływają na systematycznie rozszerzanie się oferty dla klientów centrum logistycznego. Usługi te z reguły nie są świadczone przez jeden podmiot gospodarczy, ale kilka lub kilkanaście. Centrum logistyczne wykazuje zatem wielopodmiotowy charakter. Ma to miejsce zwłaszcza w przypadku centrum logistycznego o otwartym charakterze, gdzie najczęściej jest ono platformą, na której funkcjonują podmioty świadczące zarówno usługi stricte logi-styczne, jak i komplementarne. Powstanie centrum logistycznego jako struk-tury wielopodmiotowej jest możliwe, jeżeli istnieje zgodność celów, która również uważana jest za kluczowy element wzajemnych relacji partnerów. Ważną rolę przy formułowaniu celów pełnią czynniki strukturotwórcze, do których można zaliczyć przede wszystkim:
•– strategię rozwoju centrum logistycznego,•– zakres realizowanych usług logistycznych,•– wdrażanie rozwiązań innowacyjnych,•– lokalizację i przestrzenne uwarunkowania rozszerzania działalności
w podmiotach centrum logistycznego,•– system zintegrowanego zarządzania wraz z komputerowym wspoma-
ganiem zarządzania,•– infrastrukturę informatyczną i transportową,•– politykę regionalną oraz kapitał intelektualny, umożliwiający np. two-
rzenie zespołów zadaniowych.Centrum logistyczne jest złożonym podmiotem gospodarczym ze
względu na skupienie w sobie bardzo dużej liczby różnorodnych obiektów infrastruktury logistycznej, jakimi mogą być budynki magazynowe, termi-nale przeładunkowe, punkty obsługi transportowej i celnej. Infrastrukturę intermodalnego centrum logistycznego przedstawia rysunek nr 2.

90
INTERMODALNE CENTRA LOGISTYCZNE W SYSTEMIE TRANSPORTOWYM...
Rysunek 2. Schemat intermodalnego centrum logistycznego
Źródło: Fechner I.: Centra logistyczne, Cel-Realizacja-Przyszłość, http://dystrybucja.blog.pl/2013/11/14/schemat-centrum-logistycznego/ [dostęp 11.05.2015].
Magazyny w centrum logistycznym mają różne kształty, powierzch-nię i kubaturę w zależności od tego, do składowania jakiego rodzaju pro-duktów są przeznaczone (zgodnie z potrzebami regionalnych załadowców). W intermodalnych centrach logistycznych preferowane są duże powierzchne (powyżej l0 000 m2). Obiekty spełniające kryteria dostępu do infrastruktury drogowej i kolejowej budowane są na indywidualne zamówienie klienta/klientów (realizujących inwestycję w partnerstwie publiczno-prywatnym : PPP) na uprzednio wyszukanej działce (tzw. system built to suit). Magazyny już istniejące lub rozbudowane są wynajmowane przez operatorów logistycz-nych, gdyż coraz więcej przedsiębiorstw decyduje się na outsourcing usług związanych z magazynowaniem oraz dystrybucją.
Najważniejszą infrastrukturę intermodalnego centrum logistycznego stanowi terminal kontenerowy. Terminal kontenerowy to kompleksowy sys-tem z dynamicznymi interakcjami między procesami przyjmowania, przecho-wywania i transportu oraz z wiedzą na temat zdarzeń, które będą miały w nim miejsce. W literaturze jest on również definiowany jako element systemu połączeń transportowych i magazynów przepływowych (przeładunkowych), w których świadczone są różne usługi logistyczne. Najczęściej pełni on pięć

91
podstawowych funkcji: scalania, dzielenia i obsługi kontenerów, obsługi środków transportu i wymiany10. W terminalach kontenerowych można rów-nież wyróżnić działania polegające na przeładunku, składowaniu przejścio-wym i przepakowywaniu częściowym oraz pełnym towarów11. Każda z tych funkcji i czynności jest czasochłonna, więc dąży się do minimalizacji tych czasów przez wykorzystanie nowoczesnych technologii. W intermodalnym centrum logistycznym terminal przeznaczony jest do obsługi towarów prze-wożonych transportem kombinowanym – kolejowym i drogowym, przez co może obsługiwać transport kontenerów na platformach wagonowych. Terminal kontenerowy, podobnie jak klasyczny magazyn dzieli się na kilka stref. W terminalu kontenerowym przewidziano następujące strefy12:
•– strefę składowania kontenerów z ładunkiem dla dużych przewoźników,•– strefę składowania kontenerów z ładunkiem dla małych przewoźników,•– strefę składowania kontenerów pustych,•– strefę składowania kontenerów chłodniczych,•– wydzieloną strefę, gdzie dokonywane będą czynności celne,•– miejsca postojowe dla środków transportu samochodowego,•– rampę kolejową,•– stanowisko mycia kontenerów.
Budowa nowego terminala kontenerowego i wyposażenie go w całko-wicie zautomatyzowane systemy wymaga ogromnych nakładów. Większość europejskich terminali kontenerowych posiada odpowiednią infrastrukturę do połączeń kolejowych, samochodowych oraz systemy nawigacji lądowej. Ważnym problemem, jaki musi być rozwiązany w intermodalnym centrum logistycznym jest układ terminalu kontenerowego. Wyznaczenie obszaru magazynowania, tras transportu i układu doków stanowi o późniejszej spraw-nej pracy terminala i całego centrum. Lądowo-kolejowy terminal kontene-rowy to stacja, w skład której wchodzi co najmniej jeden kolejowy punkt kontenerowy. Wyposażenie techniczne terminalu bądź punktu kontenero-wego obejmuje następujące elementy13:
10 Coyle J., Bardi E., Langley CJ., Zarządzanie logistyczne, PWE, Warszawa 2002, s. 483.11 Paprocki W., Ekonomiczne aspekty tworzenia i funkcjonowania Centrów Logistycznych, w: Centra
logistyczne na Mazowszu, Konferencja Naukowo-Techniczna SITK, Oddział w Warszawie, Komitet Transportu PAN, Warszawa 2003, s. 51.
12 Szyszka G, Metodyka oceny i wyboru uwarunkowań ekonomicznych budowy i eksploatacji Zintegro-wanych Centrów Logistycznych, [w:] Technologie transportowe XXI wieku, red. Mindur L., ITE P1B, Warszawa-Radom, 2008, s. 402.
13 Lipińska - Słota A., Lądowy transport ładunków przez terytorium Polski w warunkach integracji euro-pejskiej, Katowice 2000, s. 102.

92
INTERMODALNE CENTRA LOGISTYCZNE W SYSTEMIE TRANSPORTOWYM...
•– układ torowy,•– układ drogowy,•– stanowiska obsługi pociągów i pojazdów drogowych, wyposażone
w niezbędne urządzenia i maszyny przeładunkowe,•– place manipulacyjno-składowe, parkingi wraz ze sprzętem,•– środki transportu drogowego do dowozu-odwozu w rejonie
obsługiwanym przez terminal (punkt) kontenerowy,•– zaplecze techniczno-remontowe, budynki administracyjno-socjalne,
systemy informatyczne i energetyczne.Typowy schemat kolejowego terminalu kontenerowego przedstawiono
na rysunku nr 3. Rysunek 3. Schemat kolejowego terminala kontenerowego: 1-układ torów przyjazdowo-odjazdowych, 2-tory porządkowe, 3-tory odstawcze, 4-tor wyciągowy, 5-front ładunkowy, 6-kontenerowa suwnica bramowa, 7-jezdnia podsuwnicowa, 8-pasma drogowe na froncie ładunkowym, 9-obszar składowania kontenerów, 10-drogi komunikacyjne
Źródło: http://dystrybucja.blog.pl/2013/11/14/schemat-centrum-logistycznego/ [dostęp 11.05.2015]
Tory przyjazdowo-odjazdowe (1) służą do przyjmowania i wyprawiania pociągów kontenerowych. Tory porządkowe (2) służą do zestawiania lub rozfor-mowywania pociągów kontenerowych i stosowane są w przypadkach, gdy14:
•– długość frontu ładunkowego jest mniejsza od długości pociągów kon-tenerowych, obsługiwanych przez dany terminal,
•– stacja dokonuje wymiany grup wagonów w pociągach liniowych.
14 Lipińska - Słota A., Lądowy transport ładunków przez terytorium Polski w warunkach integracji euro-pejskiej, Katowice 2000, s. 103.

93
Tory odstawcze (3) są przeznaczone do postoju rezerwowych lub uszkodzonych wagonów kontenerowych lub pojedynczych wagonów. Tor wyciągowy (4) służy do wykonywania manewrów, związanych z obsługą frontów ładunkowych (5).Drogowy układ komunikacyjny terminala kontenerowego składa się15:
•– dróg komunikacyjnych (8) na terenie stacji kontenerowej,•– dróg dojazdowych (10), łączących terminal z siecią dróg publicznych,•– parkingów dla kontenerowych pojazdów samochodowych.
Maszyny przeładunkowe, pracujące na frontach ładunkowych lądo-wych terminali kontenerowych to najczęściej: suwnice bramowe, kontene-rowe, szynowe bądź suwnice samojezdne na kołach ogumionych. Suwnice bramowe na frontach przeładunkowych dokonują przeładunków kontenerów, ich porządkowania oraz sortowania na placu składowym. Długość frontu przeładunkowego jest wielokrotnością długości typowego wagonu konte-nerowego (ok. 100 m). Technologia działań przeładunkowych, związanych z obsługą na terminalu kontenerowym zintegrowanych jednostek ładunko-wych obejmuje sześć podstawowych działań operacyjnych.
Ważnym w organizacji pracy intermodalnego centrum logistycznego jest też wybór najlepszego sprzętu do obsługi oraz systemu informatycznego.
Intermodalne centrum logistyczne w obsłudze regionalnych specjalizacji branżowych
Polityka rozwoju regionalnego UE wiąże się ściśle z polityką trans-portową. W ramach polityki regionalnej UE istnieje możliwość i koniecz-ność uruchomienia działań stymulujących rozwój wiodących przemysłów, albowiem bez sprawnego i efektywnego wykorzystania regionalnie zróżni-cowanych szans i predyspozycji rozwojowych nie jest możliwe osiągnięcie wysokiej dynamiki rozwoju społeczno-ekonomicznego regionów, a co za tym idzie krajów wspólnoty europejskiej. Jednym z ważnych działań sty-mulujących wiodący przemysł regionu jest poprawa infrastruktury transpor-towej ale i logistycznej dla transportu kombinowanego16 . Rydzykowski i Król dając kompendium wiedzy o transporcie przedstawiają analizę doświadczeń w zakresie wdrażania regulacji unijnych i podkreślają potrzebę robienia
15 Tamże, s. 104.16 Stawiarska E., Specjalizacja regionów, a regionalne systemy transportu kombinowanego, „Transport
i Komunikacja”, 2014 nr 4, Warszawa, s. 31.

94
INTERMODALNE CENTRA LOGISTYCZNE W SYSTEMIE TRANSPORTOWYM...
przestrzennych analiz i badań potrzeb transportowo-logistycznych regional-nych przedsiębiorstw.17 Wszechstronne badania wspomnianych potrzeb prze-prowadza się na potrzeby rozwoju Śląskiego Centrum Logistyki S.A.
Śląskie Centrum Logistyki S.A. stanowi podstawowe ogniwo łańcucha dostaw dla motoryzacji, stali, węgla, komponentów/maszyn górniczych eks-portowanych ze Śląska i dóbr importowanych/eksportowanych z Katowickiej Specjalnej Strefy Ekonomicznej (głównie Podstrefy gliwickiej) oraz produktów importowanych do polski na potrzeby aglomeracji Górnego Śląska. To intermo-dalne centrum logistyczne położone jest na połączeniu odnóg korytarza bałtycko--adriatyckiego sieci bazowej TEN-T, co oznacza, że może przeładowywać kon-tenery pochodzące z wymiany handlowej z krajami europejskimi, ale i te z mię-dzynarodowej wymiany do/z portów Bałtyckich czy wielu Adriatyckich i śród-ziemnomorskich (Korytarz Bałtyk - Adriatyk łączy się z Korytarzem wschodnio--śródziemnomorski w tym z głównym portem w Pireusie18 i Korytarzem skan-dynawsko-śródziemnomorski). W przypadku lokalizacji Śląskiego Centrum Logistyki S.A. bardzo trafnie obrazuje ją rysunek nr 4.Rysunek 4. Rozwiązanie dla centrum logistycznego wykorzystujące istniejącą punktową infrastrukturę logistyczną w regionie
Źródło: Fechner I.: Centra logistyczne i ich rola w procesach przepływu ładunków, Prace na-ukowe Politechniki Warszawskiej z. 76 Transport 2010. s. 23.
17 Rydzkowski W., Wojewódzka-Król K., Problemy transportu w rozszerzonej UE, PWN, Warszawa 2010, s. 430-460.
18 Chińska Republika Ludowa zainwestowała w port morski w Pireusie.

95
Wzajemne relacje wśród poszczególnych podmiotów Śląskiego Centrum Logistyki S.A. są ścisłe, a praca przebiega w oparciu o strukturę organizacyjną i mapę procesów (identyfikującą czynności, które składają się na przepływy materialne, informacyjne i finansowe). Zarządzanie Śląskim Centrum Logistyki S.A. wsparte jest systemem informatycznym klasy MRP II/ERP IMPULS firmy BPSC. Informacje o procesach zachodzących w przed-siębiorstwach są na bieżąco wprowadzane i udostępniane w zależności od potrzeb wybranym pracownikom, co pozwala na sprawną analizę danych i poprawne podejmowanie decyzji, usprawniających obsługę klientów. Towary składowane na terenie Wolnego Obszaru Celnego są objęte ewiden-cją elektroniczną spełniającą wymogi ustawy o Wolnych Obszarach Celnych. Aktualne dane o składowanych towarach udostępniane są za pośrednictwem strony WWW. Wdrożono nowoczesny system zarządzania magazynem klasy WMS (Warehouse Management Systems firmy Logifact), co podniosło stan-dard obsługi składowania towarów. Udostępniono klientom za pośrednic-twem przeglądarki internetowej pełną informację o składowanym towarze, awizowaniu dostaw, zlecaniu wydań, wysyłki dostawy, aktualnym zaawanso-wania prac nad przygotowaniem wysyłki, lokalizacji składowania dóbr.
Zaawansowane informatycznie musi być budowane na Śląsku Międzynarodowe Centrum Logistycznego w Sławkowie dziś Euroterminal w Sławkowie Sp. z o.o (udziałowcy: „Euroterminal Sławków” Sp. z o.o. są CZH S.A., PKP Cargo S.A. oraz PKP LHS.). Terminal jest ogólnodostępny, co oznacza, że musi każdemu chętnemu zapewnić „wolne okienko czasowe do przeładunku”, a w przyszłości pełnej obsługi logistycznej. Już 2007 roku firmy: PKP, Agencja Rozwoju Przemysłu i Centrala Zaopatrzenia Hutnictwa (CZH) podpisały list intencyjny w sprawie utworzenia w Sławkowie Międzynarodowego Centrum Logistycznego, dziś trwają prace wykończe-niowe. Kończąca się w Sławkowie linia szerokotorowa tworzy podstawowy potencjał dla tego intermodalnego centrum logistycznego. Szacuje się, że rocznie z Azji do Europy statki przewożą ok. 250 mln ton towarów (to około 6 mln kontenerów). Do 2020 r. wielkość ta ma ulec podwojeniu. Część z tych przewozów przeniesie się na tory i miejmy nadzieję będzie przeładowy-wana właśnie w Sławkowie. Dzięki rozbudowie Sławków stanie się jednym z trzech największych intermodalnych centrów logistycznych w Polsce.

96
INTERMODALNE CENTRA LOGISTYCZNE W SYSTEMIE TRANSPORTOWYM...
ZakończenieW artykule zwrócono uwagę na potrzebę dedykowania inwestycji jaką
jest intermodalne centrum logistyczne - przemysłom, w których specjalizuje się region. Koniecznością jest zintegrowanie polityki gospodarczej i transpor-towo - logistycznej regionu, poprzedzone przeprowadzeniem badań wśród regionalnych przedsiębiorców. Identyfikacja ich potrzeb, co do infrastruktury transportowej, lokalizacji i funkcji centrów logistycznych w tym intermodal-nych centrów logistycznych jest niezbędna do wytyczenia strategii rozwoju regionu. W artykule postawiono tezę, że budowa intermodalnego centrum logistycznego musi być zintegrowana z budową względnie rozbudową istnie-jącego terminala kontenerowego. Optymalnym działaniem byłoby też pogo-dzenie potrzeb transportowo-logistycznych wiodących przemysłów regionu z potrzebami sąsiadujących aglomeracji miejskich.
Literatura1. Ciesielski M., Rynek usług logistycznych, Difin, Warszawa 2005.
2. Fechner I., Centra logistyczne i ich rola w procesach przepływu ładun-ków, „Prace naukowe Politechniki Warszawskiej” 2010 z. 76 Transport.
3. Fechner I., Zasady klasyfikacji centrów logistycznych wynikające z anali-zy ich funkcjonowania, „Logistyka”, 4/2008.
4. Gołembska E., Podstawy logistyki, Wydawnictwo Naukowe Wyższej Szkoły Kupieckiej, Łódź 2006.
5. Lipińska - Słota A., Lądowy tranzyt ładunków przez terytorium Polski w warunkach integracji europejskiej, Wydawnictwo Uczelniane Akademii Ekonomicznej im. Karola Adamieckiego, Katowice 2000.
6. Miklińska J., Rozwój koncepcji usługowej działalności logistycznej, „Lo-gistyka. Infrastruktura techniczna na świecie” red. Mindur L.: ITE-PIB, Warszawa-Radom 2008.
7. Mindur L., Centra logistyczne, „Technologie transportowe XXI [w:], red. Mindur L.:ITE PIB, Warszawa-Radom 2008.
8. Płaczek E., Logistyka międzynarodowa, Wydawnictwo Akademii Ekono-micznej w Katowicach, Katowice 2006.

97
9. Rimiene K., Grundey D., Logistics centre concept through evolution and definition, Engingeering Economics 2007, no 4 (54), Commerce of Eng-ingering Decisions.
10. Rydzykowski W., Usługi logistyczne, [w:] „Logistyka”, red. Kisperska--Moroń D., Krzyżaniak S., Biblioteka Logistyka, Poznań 2009.
11. Rydzkowski W., Wojewódzka-Król K., Problemy transportu w rozszerzo-nej UE, PWN, Warszawa 2010.
12. Stawiarska E., Specjalizacja regionów, a regionalne systemy transportu kombinowanego, „Transport i Komunikacja”, 2014, nr 4. Warszawa.
13. Tsamboulas D.A., Dimitropoulos I. 1999: Appraisal of investments in European nodal cenlresfor goods —freight viltages, A comparative anal-ysis, Transportation 26.
14. Fechner I., Centra logistyczne jako czynnik wzrostu efektywności łańcu-chów dostaw, Instytut Logistyki i Magazynowania, http://www.logistyka.net.pl/bank-wiedzy/item/download/93_20a31ba5af33b4b162629e81ceb-976ba [dostęp 11.05.2015].
15. Mindur L., Transport intermodalny w Polsce i Europie, http://www.lo-gistyka.net.pl/images/articles/6055/T41Mindur.pdf [dostęp 11.05.2015].
16. http://www.central2013.eu/fileadmin/user_upload/Downloads/outputlib/FLAVIA_3.1.3 Maps_uploaded.pdf [dostęp 11.05.2015].


Rozdział 6


101
Dariusz Badura
Zastosowanie metod sztucznej inteligencji w logistyce
The Artificial Intelligence Methods for Logistic Process Support
StreszczenieW referacie zostanie przedstawione zastosowanie metod sztucz-
nej inteligencji związanych z optymalizacją w czasie rzeczywistym procesów transportowych i produkcyjnych, takich jak logika rozmyta, systemy wieloagentowe a także rozwiązania hybrydowe. Procesy logi-styczne są procesami dynamicznymi tzn. zmieniającymi się w czasie zatem wymagają ciągłej w sensie czasowym optymalizacji. Zmienne warunki realizacji procesów planowania dostaw, obsługi produkcji, roz-wiązywania zagadnień optymalnych decyzji komunikacyjnych, przy-pominają grę, w której z jednej strony mamy system decyzyjny – jako jeden gracz, a z drugiej zmienne otoczenie – niezależny drugi gracz, który niekoniecznie musi zachowywać się w sposób przewidywalny. Ryzyko związane z niezawodnością i dyspozycyjnością wpływa na niepewność przebiegu tych procesów. Brak deterministycznych algo-rytmów sterowania skłania do stosowania metod sztucznej inteligencji naśladujących systemy przyrodnicze. Referat zobrazuje zastosowanie tych metod na trzech przykładach: logistyki produkcji, systemów trans-portowych i sieci terminali. Słowa kluczowe: proces logistyczny, system agentowy, sztuczna inte-ligencja, uczenie maszynowe.
SummaryThe paper will be presented to the use of artificial intelligence
methods related to real-time optimization of transport and production processes, such as fuzzy logic, multi-agent systems as well as hybrid solutions. Logistics processes are dynamic processes, i.e. changing in time. therefore they require continuous in terms of time optimization. Variable conditions for implementing the supply planning processes, pro-duction support, solving problems of optimal communication decisions,

102
ZASTOSOWANIE METOD SZTUCZNEJ INTELIGENCJI W LOGISTYCE
like the game, on the one hand we have the system of decision-making - as one player, on the other changing environment - an independent second player who does not necessarily behave in a predictable way. The risk associated with the reliability and availability uncertainty affects the course of these processes. No deterministic control algorithms leads to the use of artificial intelligence mimics natural systems. The paper cle-arly shows the use of these methods on three examples: production logi-stics, transportation systems and network terminals.Key words: logistic process, agent system, artificial intelligence, machine learning.
Czym jest sztuczna inteligencja i jakie metody zalicza się do metod sztucznej inteligencji.
W dzisiejszym świecie szybkiego rozwoju nauki i techniki dużego znaczenia nabrały takie dziedziny, jak automatyka, informatyka, elektro-nika, robotyka. Człowiek nie tylko jest zastępowany w pracy fizycznej ale również w pracy umysłowej. Technika komputerowa wkracza nie tylko tam, gdzie występuje duża złożoność obliczeniowa metod zarządzania, ale rów-nież w obszary podejmowania decyzji. Te czynności wymagają wskazania możliwie najlepszego, chociaż nie zawsze optymalnego rozwiązania. System informatyczny musi być wspomagany metodami (algorytmami) wyszukiwa-nia najlepszego rozwiązania wynikającego z dotychczasowych doświadczeń w danej dziedzinie lub wężej, w danym obszarze działania. Metody te oparte są na wykorzystaniu zdolności systemów do uczenia się zależności pomiędzy stanem sterowanego obiektu i sygnałami sterującymi a jego zachowaniem się. Niezbędna jest umiejętność rozpoznawania, klasyfikacji i grupowania obiek-tów. Metody i algorytmy zdolne do uczenia się i wykorzystania pozyskanej wiedzy nazywamy systemami sztucznej inteligencji lub krótko systemami inteligentnymi. Systemy takie mogą mieć wydzieloną fazę uczenia od fazy eksploatacji. Jednakże w większości zastosowań oczekuje się, aby obydwie fazy wzajemnie się przeplatały. Wówczas bieżące doświadczenia wynikające ze współpracy systemu z obiektem skutkują gromadzeniem wiedzy na temat zachowania się obiektu zarówno te pozytywne, jak również skutkujące nie-właściwym bądź niepożądanym zachowaniem się obiektu.
Wraz z rozwojem informatyki opracowano szereg metod wspiera-jących rozwiązywanie zagadnień i problemów, dla których dostępne algo-rytmy osiągają zbyt dużą złożoność, by móc je w praktyce wykorzystywać

103
lub nawet - brak jest takich algorytmów. Do najczęściej stosowanych metod należą: sztuczne sieci neuronowe, algorytmy ewolucyjne, metody ucze-nia maszynowego, zbiory rozmyte i zbiory przybliżone. Należy pamiętać, że zbiory rozmyte i zbiory przybliżone same nie stanowią metod sztucznej inteligencji. Dopiero w powiązaniu z innymi metodami tworzą efektywne narzędzie sztucznej inteligencji. Wspomniane metody przenoszą zależności liczbowe w przestrzeń zależności logicznych związanych z opisem rzeczy-wistości w postaci reguł opisujących zależności między zmiennymi lingwi-stycznymi. Zmienne odpowiadają pojęciom języka człowieka, którym można przypisać wartości lingwistyczne. W ten sposób opis słowny opisujący daną rzeczywistość można przenieść na język matematyki. W sztucznej inteligencji rozpatruje się zasadniczo trzy metody uczenia:
–– uczenie pod nadzorem, czasami zwane „z nauczycielem”,
–– uczenie bez nadzoru, którego najczęstszym przykładem jest metoda współzawodnictwa oraz
–– uczenie z krytykiem, w którym tworzona jest baza wiedzy zawierają-ca reguły wynikające z aktualnej „wiedzy” na temat rozpatrywanego obiektu sterowania.Proces uczenia wykorzystuje dostępny zbiór „danych historycz-
nych” służący do treningu oraz oceny wytrenowania systemu. Jeżeli zbiór ten zawiera zarówno dane wejściowe, jak i oczekiwane wartości wyjściowe obiektu, wówczas możemy skorzystać z metody uczenia z nauczycielem. W tym przypadku na wejście trenowanego modelu podawane są wektory wejściowe i na podstawie różnicy pomiędzy wartością uzyskaną na wyjściu a zapisaną w zbiorze uczącym dokonywana jest zmiana parametrów modelu. Proces uczenia zatrzymywany jest, gdy sumaryczny błąd odpowiedzi modelu uzyska dostatecznie małą wartość.
Gdy zbiór danych stanowi opis pewnego zbioru obiektów, można pod-jąć próbę pogrupowania obiektów na klastry (lub tzw. skupienia). Pomocna w tym zadaniu jest metoda uczenia bez nadzoru. Poszukiwanie podobieństwa pomiędzy obiektami można wspomóc metodą konkurencji. Każda z grup obiektów jest reprezentowana przez jeden lub kilka obiektów. Siła podobień-stwa do każdego z reprezentantów jest porównywana. Obiekt – reprezen-tant o największym podobieństwie wskazuje na przynależność klasyfikowa-nego obiektu. Gdy zadanie polega na przydzieleniu obiektów do wcześniej zdefiniowanych klas mamy do czynienia z problemem klasyfikacji, a zbiór uczący poszukuje najlepszego podziału między klasami poprzez wskazanie

104
ZASTOSOWANIE METOD SZTUCZNEJ INTELIGENCJI W LOGISTYCE
wzorcowych obiektów. Jeżeli zadanie polega na odkryciu podziału zbioru uczącego i określeniu liczby grup, wówczas mamy do czynienia z zagadnie-niem grupowania danych, zwanym czasami klasteryzacją zbioru.
W uczeniu z krytykiem mamy do czynienia ze środowiskiem (może nim być obiekt lub ich zbiór), na który podawane są z systemu sterującego wektory wejściowe. Odpowiedź środowiska jest oceniana przez krytyka, którego ocena wraz z odpowiedzią stanowi wektor uczący systemu stero-wania. Zadany wektor, odpowiedź środowiska, ocena krytyka są podstawą do tworzenia reguł bazy wiedzy. Na ich podstawie dokonuje się generacji następnego wektora sterującego. Celem tej metody jest nauczenie systemu sterującego właściwej reakcji na pomiar stanu środowiska, tzn. wyznaczenie parametrów układu sterującego dla skutecznej realizacji zadania sterowania.
Poszukiwanie podobieństwa przypadków stało się podstawą opraco-wania metody CBR (Case Based Reasoning). Przykładem szerokiego jej sto-sowania jest medycyna. Metoda wymaga gromadzenia przypadków określo-nego zdarzenia, procesu lub obiektów. Stosowanie metody z wykorzystaniem systemu informatycznego wymaga zbudowania repozytorium przypadków w postaci bazy danych. Ważnym elementem w realizacji metody CBR w kon-kretnym problemie jest definicja przypadku i jego reprezentacja kompute-rowa. Przy poprawnie zdefiniowanej reprezentacji przypadku i efektywnie funkcjonującej bazie danych proces gromadzenia/zapisu danego problemu może być realizowany równolegle z procesem rozwiązywania problemu.
Systemy lub programy mogą komunikować się i współpracować ze sobą dzieląc się zadaniami lub wykonując zadania równolegle. Takie programy nazywamy agentami, a system współpracujących programów określa się mia-nem systemów wieloagentowych. Systemy te stosowane są w sytuacjach, gdy trzeba rozwiązać problemy złożone obliczeniowo lub o charakterze rozproszo-nym, np. wyszukiwanie informacji w rozproszonych bazach danych lub sieci, zarządzanie sieciami telekomunikacyjnymi, symulacja złożonych systemów rynków finansowych lub gospodarczych, wspomaganie zarządzania przedsię-biorstwem, kontrola ruchu komunikacyjnego, itp.. Do cech agentów zalicza się najczęściej: zdolność do uczenia się i wykorzystywania wiedzy, zdolność do używania symboli i abstrakcji, zdolność do adaptacji w działaniu oraz zdolność do prowadzania działania w czasie rzeczywistym.
Rzeczywiste procesy są zazwyczaj na tyle złożone, że uwzględnienie sterowania bądź zarządzania nimi w całości wymagają zastosowania złożo-nych systemów. Można próbować wydzielić fragment procesu i oddzielnie nim zarządzać, ale rozwiążemy tylko częściowo – fragmentarycznie złożony

105
problem. Zastosowanie metod sztucznej inteligencji w sterowaniu i zarzą-dzaniu złożonymi procesami wymaga zaprojektowania złożonego systemu z wykorzystaniem różnych technik. Koniecznym staje się budowanie roz-wiązań hybrydowych, których elementy dostosowane będą do różnych zadań szczegółowych.
Przykładowo możemy stworzyć system planowania i zarządzania zapasami. Wiadomo jednak, że gospodarka magazynowa stanowi mały frag-ment systemu zapewnienia produkcji i realizacji zamówień. Z kolei wielkość produkcji zależy od popytu na rynkach i zdolności produkcyjnej przedsię-biorstwa, a stan zapasów uzależniony jest od realizowanego łańcucha dostaw. Zmienna wartość produkcji zależy od kształtującego się popytu, konkurencji a także zdolności finansowej przedsiębiorstwa. Dla każdego z tych elemen-tów niezbędne jest stworzenie modelu wspierającego dobór metod sterowania i/lub zarządzania. Zastosowanie jednego modelu dla całości procesu produk-cji staje się niemożliwe. Konieczne jest stworzenie modelu hybrydowego.
Poniżej przedstawione zostaną trzy przykłady zastosowania metod sztucznej inteligencji w logistyce począwszy od prostego przykładu z zasto-sowaniem logiki rozmytej, poprzez system wieloagentowy do tworzenia łań-cucha dostaw do złożonego systemu logistyki produkcji z wykorzystaniem hybrydowego systemu bazującego na metodach sztucznej inteligencji.
Przykład zastosowania zbiorów rozmytych w logistyce produkcji
W literaturze można spotkać w ostatnich latach wiele opisów stosowa-nia logiki w gospodarce zapasami [1] lub sterowania procesem produkcji [2] czy jego oceną [3]. Opisany poniżej przykład dotyczyć będzie wykorzystania modeli opartych na zbiorach rozmytych do sterowania zapasami. Opis wer-balny reguł opisujących sterowanie zapasami przeniesiony zostanie na opis matematyczny zależności liczbowych. Ogólna struktura sterowania rozmy-tego przedstawiona została na rysunku 1.
Wartością ostrą jest wartość liczbowa zmiennej wejściowej lub wyj-ściowej modelu. Kojarząc ją ze zmienną leksykalną określamy jej przyna-leżność do zbioru opisanego tą zmienną. Na przykład jeżeli wielkość dzien-nej sprzedaży wynosi 3528, to możemy jej przypisać zmienną SPRZEDAŻ DUŻA. Ponieważ tej zmiennej możemy przypisać również inne wartości np. 8372, to każda z tych liczb oddaje w różnym stopniu zbiór wartości

106
ZASTOSOWANIE METOD SZTUCZNEJ INTELIGENCJI W LOGISTYCE
przypisanej zmiennej lingwistycznej. Mówimy, że danej wartości ostrej przy-pisujemy wartość stopnia przynależności do zbioru µ, tzw. wartość rozmytą. Każdej zmiennej leksykalnej przypisywany jest zbiór rozmyty, a przynależ-ność zmiennej ostrej do zbioru opisana jest wartością stopnia przynależności. Proces zamiany wartości ostrych na wartości rozmyte określamy mianem fuzyfikacji.Rys. 1. Struktura sterowania rozmytego
X1* , X2* - ostre wartości sygnałów wejściowych
µA1(X1*), µA2(X1*) µB1(X2* ), ... , µBn(X2* ) – stopnie przynależności ostrych wartości wejściowych do odpowiednich wejściowych zbiorów rozmytych
µwyn(Y) – wynikowa funkcja przynależności wyjścia
Y* - ostra wartość sygnału wyjściowego
Na podstawie wyznaczonych reguł opisanych zmiennymi lingwistycz-nymi oraz przynależności wartości zmiennych wejściowych do odpowiednich zbiorów rozmytych można podjąć decyzję opisanej zmienną lingwistyczną wyjściową. Reguły opisujące zależności pomiędzy zmiennymi lingwistycz-nymi tworzą bazę reguł (tzw. bazę wiedzy). Skoro w zbiorach rozmytych posługujemy się wartościami stopnia przynależności, to po pierwsze każda z reguł musi zostać przetworzona na zależnościami pomiędzy stopniami przynależności zmiennych do zbiorów wejściowych a wartościami stopnia przynależności do zbiorów wyjściowych tzn. „spełnienia” wartości wyjścio-wych decyzyjnych, po drugie należy określić zasady realizacji funkcji logicz-nych oraz wyznaczania wartości ostrej wyjściowej. Zasady realizacji funkcji logicznych łączących przesłanki reguł bloku inferencji opisane są T-normą dla operacji iloczynu i S-normą dla operacji sumy. Proces wyznaczania war-tości ostrej zmiennej wyjściowej na podstawie otrzymanych wartości rozmy-tych decyzji jest odwrotnością procesu fuzyfikacji, dlatego też określana jest mianem defuzyfikacji. Przekształcenie wartości wejściowych w wyjściowe z wykorzystaniem regulatora rozmytego zostało zilustrowane na rys. 2.

107
Rys. 2. Realizacja sterownika rozmytego
Stworzony w ten sposób sterownik rozmyty będzie realizował zależ-ności liczbowe w oparciu o reguły zapisane bądź ustalone w bloku inferen-cji. Praktyczna realizacja zależności sterownika rozmytego będzie zależna od: zdefiniowania funkcji przynależności zbiorów odpowiadających zmien-nym wejściowym i wyjściowym, od przyjętej realizacji „rozmytych” funkcji logicznych oraz od przyjętej metody defuzyfikacji.
Aby system regulatora był skuteczny należy utworzony model zwery-fikować z danymi rzeczywistymi. Lepszym jednak rozwiązaniem jest utwo-rzyć model systemu uczącego. W tym przypadku trzeba będzie skorzystać z wybranej metody sztucznej inteligencji przenieść do niego utworzony model regulatora rozmytego. Bardzo skutecznym rozwiązaniem jest sztuczna sieć neuronowa z logiką rozmytą (rys. 3.). Dla wyuczenia modelu niezbędne jest stworzenie zbioru uczącego, danych dla których znane są poprawne pary wektory wektorów wejściowych i wyjściowych.Rys. 3. Przykładowa sieć neuronowa „rozmyta”

108
ZASTOSOWANIE METOD SZTUCZNEJ INTELIGENCJI W LOGISTYCE
W dalszej części rozdziału zostanie przedstawiony przykład układu logiki rozmytej dla systemu zamówień w zarządzaniu zapasami. Struktura utrzymania zapasów związana jest z pojęciami zapasu bezpieczeństwa utrzy-mywanego w celu zapobiegania nieprzewidzianego wzrostu popytu oraz zapasu rotującego, zużywanego w toku normalnej produkcji lub sprzedaży i odtwarzanego w wyniku standardowych zamówień. Szereg metod stero-wania zapasami i ustalania wielkości dostaw posługują się pojęciem zapasu informacyjnego, będącego w odpowiednim momencie sygnałem do złożenia zamówienia.
Jednym z celów zarządzania zapasami jest optymalizacja wielko-ści zapasów, która wymaga zrozumienia przesłanek do utrzymywania ich w odpowiedniej ilości. Celem końcowym łańcucha logistycznego, jak i poszczególnych przedsiębiorstw wchodzących w jego skład jest zaspoko-jenie potrzeb finalnego klienta. Istnieje szereg przyczyn decydujących o gro-madzeniu zapasów. Będą one podstawą wyboru zmiennych wejściowych sys-temu zarządzania zapasami. Zdefiniowano następujące zmienne wejściowe systemu (rys. 4.):
1) stan zapasu produktu SZP w magazynie, reprezentowany przez pięć zbiorów rozmytych: (BARDZO MAŁY, MAŁY, ŚREDNI, DUŻY, BARDZO DUŻY),
2) stan zapasów finansowych SZF przedsiębiorstwa, reprezen-towany przez pięć zbiorów rozmytych: (BARDZO MAŁY, MAŁY, ŚREDNI, DUŻY, BARDZO DUŻY),
3) prognozowane zapotrzebowanie produkcji ZP, reprezentowane przez pięć zbiorów rozmytych (BARDZO NISKI, NISKI, WY-SOKI, BARDZO WYSOKI),
4) wielkość korzyści ze skali zamówienia, jakie można osiągnąć przy większych jedno-razowych zamówieniach, reprezentowa-ne przez trzy zbiory rozmyte SKS zbiory: BARDZO NISKI, NISKIE, WYSOKIE). Wejście to uwzględnia wszelkie korzyści i koszty jakie wiążą się ze zwiększeniem zamówienia.Zmienna wyjściowa to wielkość zamówienia W, reprezentowana przez
cztery zbiory rozmyte (BARDZO MAŁA, MAŁA, ŚREDNIA, DUŻA).Funkcje przynależności poszczególnych zbiorów rozmytych przedsta-
wia rysunek 5.

109
Rys. 4. Schemat rozmytego systemu zarządzania zapasami
Rys. 5. Funkcje przynależności zmiennych wejściowych
Zarządzanie zapasami opisane w przykładowej bazie reguł opisane zawiera następujące dziesięć zależności:R1: JEŚLI (SZP = mały LUB b.mały) I (SZF = średni) I (ZP = wysokie
LUB b.wysokie) TO (W = średnia);R2: JEŚLI (SZP = b.mały) I (SZF = mały LUB b.mały) TO (W = b.mała)R3: JEŚLI (SZP = b.mały) I (SZF = mały) I (ZP = wysokie LUB b.wysokie)
TO (W = mała)R4: JEŚLI (SZP = mały) I (SZF = mały LUB średni) TO (W = mała)R5: JEŚLI (SZP = średni) I (SZF = b.mały LUB mały) TO (W = b.mała)R6: JEŚLI (SZP = b.mały LUB mały) I (SZF = duży LUB b.duży) I (ZP =
niskie LUB b.niskie) TO (W = mała)R7: JEŚLI (SZP = b.mały LUB mały) I (SZF = duży LUB b.duży) I (ZP =
wysokie LUB b.wysokie) I (SKZ = wysokie) TO (W = duża)

110
ZASTOSOWANIE METOD SZTUCZNEJ INTELIGENCJI W LOGISTYCE
R8: JEŚLI (SZP = duży LUB b.duży) I (ZP = średnie LUB duże) TO (W = b.mała)
R9: JEŚLI (SZP = duży LUB b.duży) I (SZF = średni LUB duży LUB b.du-ży) I (ZP = duże LUB b.duże) TO (W = b.mała)
R10: JEŚLI (SZP = średni) I (SZF = duży) I (SKZ = wysokie LUB małe) TO (W = duża)Każda z reguł użyta zostaje do wyznaczenia wartości jej spełnie-
nia poprzez realizację funkcji I jako T—normy i LUB jako S-normy. Wykorzystując jako:
T-normę dla iloczynu (a I b), µ(a I b) = min( a, b) oraz jakoS-normę dla sumy (a LUB b), µ(a LUB b) = max( a, b) otrzymamy sto-
pień spełnienia wi dla każdej reguły Ri. Korzystając z modelu Mamdaniego otrzymamy wartość ostrą W według wzoru:
Zastosowanie systemów wielo-agentowych w logistyce dostaw
Technologie agentowe są rozwiązaniem wspomagającym procesy ste-rowania bądź zarządzania w systemach rozproszonych, których składowe posiadają własne reguły funkcjonowania, ale muszą uwzględniać zależności od pozostałych części systemu, a podjęte decyzje wpływają na funkcjonowa-nie pozostałych składowych i vice versa. Wraz z rozwojem systemów wie-loagentowych (ang. Multi Agent System - MAS) technologia ta staje się coraz bardziej popularna. Nie stanowi ona samoistnej technologii, gdyż polega na łączeniu wielu rozwiązań technologicznych w zintegrowany system.
Logiczna wydaje się być tendencja do decentralizacji punktów decyzyj-nych, a przez to posługiwania się informacjami o charakterze rozproszonym. Konsekwencją tej tendencji staje się rozwój systemów, które w skuteczny sposób będą wspomagać rozproszony system zarządzania bądź sterowania. Prowadzi to do koncepcji wykorzystania rozproszonych struktur informa-tycznych zdolnych do aktywnych działań o charakterze autonomicznym. Stąd pojawia się pojęcie agenta jako jednostki programowej, wykonywanej

111
bądź na lokalnym komputerze bądź na serwerze ale na rzecz lokalnej składo-wej systemu decyzyjnego.
W związku z powyższym agentem nazywać będziemy oprogramowa-nie bądź system, który odbiera informacje z otoczenia i reaguje na te informa-cje. Celem agenta będzie wykonywanie właściwego działanie na rzecz czło-wieka lub programu i wyręczanie człowieka w niektórych zadaniach. Agent powinien posiadać zdolność rejestrowania, analizowania i podejmowania samodzielnych decyzji, w sytuacji w której znajduje się w obecnej chwili. Decyzja taka będzie analogiczna do najlepszej decyzji podjętej przez czło-wieka w sposób samodzielny, nie wymagającej zewnętrznej kontroli. Z tego też powodu systemy agentowe mają przewagę nad innymi systemami, ponie-waż mogą pracować cały czas i nie popełniają błędów, które przytrafiają się ludziom podczas zmęczenia lub wzmożonego napięcia nerwowego. Do naj-bardziej charakterystycznych cech agenta zaliczymy:
–– autonomiczność – w złożonym dynamicznym środowisku agent po-strzega go i działa w nim autonomicznie/samodzielnie, wykonuje okre-ślony zbiór operacji niezależnie lub w dużym stopniu autonomicznie używając wiedzy reprezentującej cele lub zamierzenia użytkownika;
–– proaktywność – agent posiada zdolność do inicjowania czynności w stosunku do otoczenia;
–– mobilność – agent ma zdolność do współpracy z pozostałymi agenta-mi systemu, oraz dynamiczną adaptację realizacji własnych zamierzeń do zmiennych warunków otoczenia, a także zdolność do zmiany poło-żenia – w systemach wykorzystujących agenty mobilne;
–– inteligencja – agent posiada zdolność do uczenia, interpretuje zdarze-nia na podstawie, których podejmuje samodzielne decyzje. Ostanie dwie z przedstawionych powyżej cech: mobilność i inteligencję
stanowi najczęściej podstawowe kryterium klasyfikacji agentów. Mobilność oznacza swobodę poruszania się w swoim środowisku lub wewnątrz sieci, natomiast inteligencja agenta wiąże się z wyposażeniem programu w zdol-ność do uczenia się i gromadzenia wiedzy (…). Innym podziałem agentów jest klasyfikacja uwzględniająca ich złożoność, w której rozróżniamy:
–– agenta tablicowego posługującego się tablicami korelacji oparty o ze-staw spostrzeżeń i działań,
–– agenta z prostymi refleksami podejmującego tylko jedną decyzję na podstawie aktualnych spostrzeżeń (reguła typu: warunek – akcja); pa-mięć może być niezbędna,

112
ZASTOSOWANIE METOD SZTUCZNEJ INTELIGENCJI W LOGISTYCE
–– agenta ze stanami wewnętrznymi, które pozwalają na zróżnicowanie reakcji, przy tych samych stanach percepcyjnych, czyli w takich sa-mych sytuacjach,
–– agenta z celami, w której agent posiada cel, który jest opisem sytuacji pożądanej i potrafi rozważać wiele decyzji: co się stanie jeśli…; pod-stawą działania takiego agenta jest planowanie i działanie,
–– agenta z funkcją użyteczności - modele te są ukierunkowane emocjo-nalnie (np. wybierają tańsze produkty w sklepie, a na drugim miejscu skupiają się na jakości). Funkcja użyteczności umożliwia rozstrzygnię-cie pomiędzy sprzecznymi celami, a także rozstrzygnięcie pomiędzy szansą na sukces a wagą celu.W poniższym przykładzie opisany zostanie przykład systemu wielo-
-agentowego w logistyce transportu drogowego. Rozważone zostanie zada-nie utworzenia planu transportu dla złożonych zamówień. Składane w czasie zamówienia transportu powinny zostać zrealizowane możliwie optymalnie przez firmę transportową. Wyzwania, przed którymi stoi system zarządzający przydziałem zadań transportowych, to przede wszystkim:
–– złożoność problemu przydziału w tym: możliwość łączenia zadań trans-portowych, duża liczba zadań oraz ograniczenia w przydziale zadań;
–– dynamika procesów przydziału i realizacji zadań, do których należy zaliczyć: coraz krótsze terminy realizacji, nieprzewidziane wydarzenia oraz interakcje użytkowników.Skuteczne rozwiązanie problemu przydziału zadań centralnie przy
wymienionych ograniczeniach wydaje się być niewykonalne, gdyż centralny system zarządzania nie jest w stanie na bieżąco zbierać informacji, przewidy-wać trudności i właściwie przydzielać kolejnych zadań. Mamy tutaj typowy system rozproszony, w którym występuje duża autonomia każdego z pojazdów. Wykorzystanie do zarządzania przydziałem zadań systemu wielo-agentowego wydaje się właściwe. Istotne jest określenie typów zastosowanych agentów, określenie ich zadań i celów. W przykładowym systemie założymy, że każdy samochód jest reprezentowany przez agenta, co oznacza wyposażenie pojazdu w sprzęt i oprogramowanie do komunikacji z innymi agentami oraz wyznacza-nia kosztów realizacji przyjętych zamówień. Kolejnym agentem będzie regio-nalny koordynator klastra samochodów reprezentowany przez agenta, który będzie używany do generacji rozwiązań i optymalizacji rozwiązań wewnątrz klastra (rys. 6.). Ostatnim typem będzie agent koordynator. Koordynator po otrzymaniu zamówienia przekazuje go do klastra najbliższego odbioru ładunku.

113
Koordynator klastra przekazuje go do agentów samochodów, którzy odpowia-dają ofertą uwzględniającą aktualną pozycję samochodu, posiadany ładunek i sytuację drogową. Otrzymane odpowiedzi koordynator klastra porównuje i ewentualnie kieruje zapytania również do innych klastrów. Po uzgodnieniu i wyborze najlepszej oferty agent samochód kieruje zapytania do innych agen-tów w celu przemieszczenia już przydzielonych zamówień. Inni agenci spraw-dzają swoje możliwości i wymieniają zamówienia, pod warunkiem otrzyma-nia korzystniejszych rozwiązań. W tej wymianie aktywnie uczestniczą agenci i użytkownicy. Agenci samochody i koordynatorzy wymieniają zamówienia i negocjują wymianę oraz realizację zamówień. Agent samochód wysyła pro-pozycję i jeśli inny agent uzna propozycję za korzystną wysyła potwierdzenie. Najlepsza propozycja zwycięża i następuje realizacja wymiany.
Ze względu na to że agent może nie znać wszystkich ograniczeń nie możliwe jest sterowanie pracą agentów, natomiast możliwe jest sterowanie pracą dyspozytorów, które jednak opóźnia pracę całego systemu. Poprawę tego można uzyskać poprzez różne fazy przekazywania komunikatów i ste-rowania. Optymalizacja zależy od optymalizacji w klastrach. Jakość pracy systemu wielo-agentowego zależy od efektywnej pracy agentów, systemu komunikacji między agentami, ale również od kolejności przyjmowanych zamówień.
Opis innych rozwiązań zastosowania systemów wieloagentowych można znaleźć na przykład w [4]. Rys.6. Struktura agentów samochodów i koordynatorów klastra

114
ZASTOSOWANIE METOD SZTUCZNEJ INTELIGENCJI W LOGISTYCE
Przykład złożonego systemu sterowania (zarządzania) systemem logistycznym
Obecnie inteligentne układy są szeroko stosowane w różnych obsza-rach działalności człowieka i są zdolne do skutecznego rozwiązywania złożo-nych problemów dziedzinowych. Każdy inteligentny system, każda metoda ma swoje zalety i ograniczenia. Ostatnio obserwuje się tendencje w kierunku integracji inteligentnych systemów do rozwiązywania problemów o wyso-kiej złożoności. Takie podejście nie tylko poprawia zalety poszczególnych metod i technik, ale również redukuje ich wady [5]. Przykładem może być zintegrowany system inteligentny złożony z sieci neuronowych i logiki roz-mytej zastosowany w procesie podejmowania decyzji w zarządzaniu ryzy-kiem walutowym zaproponowany w [6]. Można znaleźć wiele propozycji połączenia systemów agentowych z metodą CBR. Integracja systemów inte-ligentnych tworzy nowe podejście służące poprawie jakości w różnych zasto-sowaniach przemysłowych. Architektura zintegrowanych systemów inteli-gentnych posiada zazwyczaj strukturę warstwową. Poszczególne warstwy wykorzystujące wybraną metodę sztucznej inteligencji rozwiązują kolejny problem łańcucha zadań. Warstwa zintegrowanego systemu może stanowić system rozproszony oparty o strukturę agentową. Podjęte przez agentów decyzje podlegają negocjacjom lub uzgodnieniom, w czym pomocna może się okazać sztuczna sieć neuronowa.
Powyższe podejście dotyczy również budowy zintegrowanych sys-temów inteligentnych dla poprawy jakość usług w dziedzinie logistyki. Zapewnienie jakości planowania logistycznego rozwiązania bez użycia zin-tegrowanego systemu wywiadowczego stanowi spore wyzwaniem dla inży-nierów logistyki. Wynika to z tego, że rozwiązania w dziedzinie logistyki zwykle obejmują kombinacje złożonych operacji logistycznych, a te z kolei zależą od doświadczenia inżynierów logistyki. Przykładem zintegrowanego inteligentnego systemu logistycznego jest system IILS (Integrated Intelligent Logistics System) opisany w [7]. Integruje w sobie techniki sztucznej inteli-gencji takie jak CBR, MAS, logika rozmyta i sieci neuronowe.
Architekturę tego systemu przedstawiono na rys. 7. System IILS składa się z czterech głównych modułów: modułu rozwiązywania problemów rozpro-szonych (ang. Distributed Problem Solving Module – DPSM), modułu okre-ślania parametrów sprzecznych (ang. Distributed Problem Solving Module CPDM), modułu rafinacji rozwiązania (ang. Solution Refining Module – SRM) oraz moduł rozwiązań jednoczących (ang. Solutions Unifying Module - SUM).

115
Moduł DPSM jest odpowiedzialny za dostarczenie rozwiązania logi-stycznego przy użyciu technik rozwiązywania problemów rozproszonych. Składa się z dwóch sub-modułów: modułu identyfikacji potencjalnego pro-blemu jakościowego (ang. Potential Quality Problem Identyfication Module – PQPIM) oraz modułu agentowego rozwiązań rozproszonych ang. Distributed Solution Agents Modul – DSAM). Zasada działania PQPIM polega na zaadop-towaniu technologii CBR do identyfikacji ewentualnych problemów zwią-zanych z jakością w logistyce i podziale na kilka mniejszych sub-proble-mów, w oparciu o różne klasy potencjalnych problemów, które opierają się na podobnych wcześniejszych doświadczeniach w podobnych przypadkach. Moduł przydziela zadania do dedukcji potencjalnych problemów, co oznacza pobieranie z bazy CASE najbardziej podobnych przypadków. Problemy te są podzielone na kilka mniejszych problemów, dla których rozwiązania opisane są w najbardziej podobnym przypadku. Następnie wszystkie sub-problemy są przekazywane do odpowiednich agentów w DSAM. DSAM zawiera sys-tem multi-agentowy, który implementuje architekturę komunikacji tablicowej. Każdy z agentów wewnątrz tego modułu jest w stanie działać autonomicznie, wspólnie i skutecznie, aby zapewnić rozwiązanie logistyczne o wysokiej jako-ści i niezawodności. W architekturze rozproszonej tablicy komunikacyjnej, dane są udostępniane w ramach wspólnoty agentów za pośrednictwem prze-strzeni publicznej tablicy. Tablica jest miejscem, do którego agenty kierują żądania pomocy i eksperci odpowiadają na żądania, tak iż agenty nie muszą współdziałać ze sobą bezpośrednio. Interakcje między agentami i tablicami są opisane w języku wiedzy i manipulacji zapytań (KQML). Komunikaty dla wymiany informacji są niezależne od składni treści i ontologii.
CPDM jest modułem gwarantującym jakość rozwiązań generowanych przez DSAM na odpowiednim poziomie. Ponieważ rozproszone rozwiązanie problemów jest realizowane w wieloagentowym środowisku DSAM, lokalne rozwiązania generowane nie są traktowane w sposób globalny. Oznacza to, że lokalne rozwiązania mogą współistnieć ze sprzecznymi parametrami powo-dującymi problemy rozbieżności w dynamice przepływu pracy logistycznej. W celu ustalenia istnienia sprzecznych parametrów proponowanego rozwią-zania logistycznego został zaprojektowany moduł CPDM oparty na techno-logii sztucznych sieci neuronowych. W module CPDM, w którym zastoso-wano wielowarstwowy perceptron (MLP) regresji z algorytmem propagacji wstecznej, następuje identyfikacja sprzecznych parametrów.
Kolejny moduł SRM jest stosowany w celu dopracowania rozwiąza-nia, które zawiera określone w CPDM sprzeczne parametry. Do dostrojenia

116
ZASTOSOWANIE METOD SZTUCZNEJ INTELIGENCJI W LOGISTYCE
tych parametrów, w celu wyeliminowania konfliktów pomiędzy lokalnymi rozwiązaniami, w SRM zastosowano logikę rozmytą. Uzgadniane parame-try są wartościami wejściowymi systemu podlegającymi fuzyfikacji w celu uzyskania wartości stopnia przynależności. Następnie wartości przynależ-ności parametrów wyjściowych są przetwarzane za pomocą zestawu reguł bloku inferencji (IF-THEN). Wartość wyjściową systemu można uzyskać za pomocą wybranej metody defuzyfikacji. Ostatecznie, kolejny moduł – SUM, łączy wszystkich rozwiązania opracowane przez różnych agentów i rozdziela je do odpowiednich działów w przedsiębiorstwie.Rys. 7. Architektura przykładowego złożonego systemu zarządzania systemem logistycznym IILS

117
Podsumowanie W artykule przedstawiono przykłady zastosowania metod sztucznej
inteligencji w problemach logistycznych. Trzy przykłady zobrazowały różne podejścia w zastosowaniu tych metod, począwszy od prostego przykładu układu logiki rozmytej poprzez zastosowanie systemu wieloagentowego w rozproszonym systemie sterowania realizacją zamówień transportowych do hierarchicznego, warstwowego systemu hybrydowego. Celem artykułu było wskazanie skutecznego stosowania sztucznej inteligencji w sterowaniu /zarządzaniu procesami logistycznymi. W zmiennym dynamicznym środowi-sku, jakie tworzą procesy logistyczne głównie o charakterze rozproszonym nie jest możliwe zastosowanie wyłącznie analitycznych bądź heurystycznych metod zarządzania. Dostosowanie się poszczególnych najczęściej autono-micznych elementów tych procesów wymusza stosowanie metod wynikają-cych z bieżącej obserwacji i uczenia się skutecznej reakcji na zmiany otocze-nia i oczekiwań innych składowych systemów.
Literatura1. D. Rogowska, Zastosowanie logiki rozmytej w zarządzaniu zapasami,
Logistyka nr 5/2011.
2. K.Topolska, M.Topolski, 1Inteligentne systemy logistyczne w produkcji samochodów i części zamiennych, Logistyka i Transport 2008.
3. Ł.Muślewski , P.Bojar, K.Migawa, Ocena jakości działania systemów transportowych z zastosowaniem elementów logiki rozmytej, Logistyka nr 3/2012.
4. V.Graudina, J.Grundspenkis: Technologies and Multi-Agent System Ar-chitectures for Transportation and Logistics Support: An Overview, in International Conference on Computer Systems and Technologies - Com-pSysTech’ 2005.
5. Sonar, R. M., Integrating Intelligent Systems using an SQL-database, Ex-pert Systems with Applications, Volume 17, Issue 1/1999.
6. Lee, V.C.S. and Wong, H.T., A multivariate neural fuzzy system for foreign currency risk management decision making. Neurocomputing, 2007.
7. Y.K. Tse, T.M. Chan and R.H. Lie: Solving Complex Logistics Problems with Multi-Artificial Intelligent System; International Journal of Engi-neering Business Management, Vol. 1, No. 1/2009.


Rozdział 7


121
Grzegorz Gołda, Aleksander Gwiazda, Adrian Kampa, Zbigniew Monica
Zastosowanie systemów komputerowego wspomagania
w planowaniu działań logistycznych
Application of computer aided systems in logistics operations planning
StreszczenieSystemy komputerowe pozwalają na realizację wielu działań
w zakresie projektowania i symulacji procesów inżynierskich, w tym także logistycznych. Szczególną zaletą tych systemów jest możliwość modelowania procesów wytwarzania oraz symulacja ich funkcjono-wania, w celu zoptymalizowania działań logistycznych. W artykule opisano możliwości wybranych aplikacji symulacyjnych wspomaga-jących rozpatrywany obszar badań oraz zaprezentowano przykładowe modele i przeanalizowano różne rozwiązania logistyczneSłowa kluczowe: komputerowe wspomaganie projektowania procesów (CAPP), logistyka produkcji, modelowanie procesów, symulacja proce-sów, oprogramowanie symulacyjne.
Summary Computer systems allow adding many activities in the area of
designing and simulating of engineering processes, including logistics ones. One of the specific capabilities is modeling of such processes and then simulating their functioning in order to optimize the logi-stics operations. In this paper a summary of chosen applications from this area is presented and some example solutions of various logistics approaches were analyzed.Key words: computer aided process planning (CAPP), enterprise logi-stics, process modeling, process simulation, simulation software.

122
ZASTOSOWANIE SYSTEMÓW KOMPUTEROWEGO WSPOMAGANIA...
WstępZgodnie z obecnymi trendami zarządzania, celem nadrzędnym każ-
dej firmy jest wytwarzanie produktów zaspokajających potrzeby klienta w zakresie użyteczności, funkcjonalności i jakości, a także realizacja usług związanych z sprawnym dostarczeniem produktu do klienta oraz obsługa posprzedażna. Współczesna zautomatyzowana produkcja staje się jednym z podstawowych podsystemów logistycznych, który ulokowany jest w obrę-bie zintegrowanego łańcucha dostaw. Tak rozumiany łańcuch dostaw obej-muje obecnie wszelkie procesy i działania związane z przepływem mate-riałów (surowce, półfabrykaty, części, wyroby) w kierunku od dostawcy, przez wszelkie fazy pośrednie, do klienta, a także w drugą stronę (surowce wtórne, opakowania, odpady) - ekologistyka. Zapewnienie sprawnego prze-pływu materiałów wymusza realizację dwukierunkowego przepływu infor-macji pomiędzy wszystkimi uczestnikami łańcucha (klienci, pośrednicy w handlu, producenci, dostawcy, firmy usługowe w zakresie transportu i magazynowania, instytucje finansowe). Dodatkowo, na każdym etapie pro-dukcji i realizacji dostaw konieczne jest podejmowanie właściwych decyzji, aby sprostać wymaganiom klienta i zapewnić odpowiedni poziom obsługi logistycznej, po akceptowalnych kosztach. Tak, więc globalny rynek i konku-rencja wymusza na przedsiębiorcach poszukiwanie oszczędności w każdym aspekcie funkcjonowania przedsiębiorstwa, niezależnie od branży, do której przynależy i rodzaju prowadzonej działalności.
Dążenie firm do realizacji tego celu, jakim z jednej strony jest zaspo-kojenie potrzeb klienta, a z drugiej strony osiągnięcie odpowiedniego zysku z prowadzonej działalności, wymaga szybkiej reakcji na pojawiające się zle-cenia dotyczące projektowania i wytwarzania nowych wyrobów. Aby sku-tecznie planować produkcję i zarządzać systemem logistycznym przedsię-biorstwa, a nawet całym zintegrowanym łańcuchem dostaw właściwe wydaje się użycie oprogramowania komputerowego wspomagającego podejmowa-nie decyzji logistycznych w różnych aspektach działania (Kampa A., Gołda G. 2009, Kampa A. 2009). Jako przykłady komercyjnych aplikacji można tu wymienić pakiety symulacyjne dedykowane wytwarzaniu i logistyce: Taylor II for Windows, Enterprise Dynamics (Logistic Suite), Flexsim, Roboguide, Process Simulate, Plant Simulation i inne.

123
Symulacja komputerowa w wytwarzaniu i logistyce
Symulacja komputerowa to metoda polegająca na odwzorowaniu rze-czywistego systemu (np. produkcyjnego, logistycznego) w postaci modelu wirtualnej rzeczywistości oraz prowadzeniu badań i eksperymentów na tym modelu, w celu uzyskania pewnych charakterystyk ilościowych oraz jako-ściowych prezentujących działanie tego systemu. Do zalet symulacji kom-puterowej w logistyce należy zaliczyć: wyeliminowanie podczas realizacji badań rzeczywistego sprzętu, skrócenie czasu realizacji badań w odniesieniu do testowania działania na obiekcie rzeczywistym, powtarzalność warunków przy realizacji kolejnych eksperymentów, bezpieczeństwo podczas badania systemu w warunkach ekstremalnych, eliminacja błędów pomiarowych zwią-zanych z czynnikami zewnętrznymi, redukcja kosztów prowadzonych badań i łatwość wprowadzania zmian. Podczas podejmowania decyzji o zakupie odpowiedniego pakietu symulacyjnego zorientowanego na logistykę należy brać pod uwagę funkcjonalności oprogramowania symulacyjnego, które mogą się różnić w zależności od producenta i przeznaczenia danego pakietu. Dodatkowo należy mieć świadomość, że budowa sprawnie działającego (pra-widłowego) modelu systemu wytwórczego, czy logistycznego, zwykle jest pracochłonna, wymaga biegłej znajomości języka symulacyjnego, a często konieczne okazuje się zatrudnienie specjalistów znających działanie mode-lowanych obiektów i systemów (często z różnych dziedzin, np. technolog, inżynier planowania produkcji, ekonomista, logistyk, podczas gdy modelu-jemy wewnętrzny lub zewnętrzny system logistyczny). Na jakość modelu będzie wpływać poziom szczegółowości odwzorowania. Zbyt uproszczony model będzie generował wyniki przybliżone i nie do końca adekwatne do rze-czywistości, natomiast zbytnie uszczegółowienie znacznie podraża i wydłuża proces projektowy. Przed rozpoczęciem modelowania należy właściwie określić cel prowadzonych badań symulacyjnych (np. badanie wydajności produkcyjnego podsystemu logistycznego w warunkach zakłóceń, badanie łącznych kosztów w podsystemach transportu zaopatrzeniowo-dystrybucyj-nego i magazynowania). Na zakończenie trzeba podkreślić, że ze względu na wysokie koszty oprogramowania symulacyjnego (zwłaszcza do zastosowań komercyjnych), w przypadku rozwiązań modułowych, należy wybrać tylko te części pakietu, które są niezbędne przy modelowaniu charakterystycznego systemu logistycznego oraz dokładnie oszacować czas zwrotu nakładów poniesionych na zakup pakietu (Gołda G. 2009).

124
ZASTOSOWANIE SYSTEMÓW KOMPUTEROWEGO WSPOMAGANIA...
Możliwości zastosowania wybranych pakietów symulacyjnych w wytwarzaniu i logistyce
Zastosowanie oprogramowania symulacyjnego w zarządzaniu auto-nomicznymi systemami mikrologistycznymi (np. przedsiębiorstwo produk-cyjne, magazyn realizujący przeładunek kompletacyjny – cross-docking, i inne) lub zintegrowanymi łańcuchami dostaw (np. przedsiębiorstwa wirtu-alne) stwarza możliwości (Gołda G. 2009, Kampa A. 2009):
–– analizy wariantów konfiguracji systemu i prowadzenia eksperymen-tów bez ryzyka ponoszenia kosztów oraz kontroli wirtualnego biznesu,
–– zapewnienia elastyczności, powtarzalności i wysokiego poziomu zaufa-nia dla rozwiązań w obszarze działań logistycznych w łańcuchu dostaw,
–– minimalizacji ryzyka inwestycyjnego i obniżenia kompleksowych kosztów logistycznych,
–– wykorzystania techniki symulacyjnej i jej wyników w szkoleniu usta-wicznym kadr zarządzających. Na rynku istnieje ogromny wybór dedykowanego oprogramowania
symulacyjnego umożliwiającego modelowanie i testowanie działania syste-mów produkcyjnych oraz logistycznych. Dokonując przeglądu oprogramowa-nia należy zwrócić uwagę na różny zakres możliwości zastosowania danego pakietu, zakres modelowania i prowadzenia badań oraz na jego możliwości wizualizacyjne. Zwykle, współczesne oprogramowanie symulacyjne może sta-nowić jeden, kompletny program (Taylor II, Flexsim, Enterprise Dynamics) lub składa się z modułów standardowych (uniwersalnych) przeznaczonych do większości zastosowań (Roboguide, Process Simulate, Plant Simulation), które można rozbudowywać o nietypowe moduły zaawansowane (zawierające dodatkowe biblioteki komponentów, np. roboty przemysłowe, zaawansowane systemy transportowe i magazynowe, zespoły operatorskie, itp.).
Poniżej zaprezentowane zostanie wybrane oprogramowanie symu-lacyjne dedykowane wytwarzaniu i logistyce, a także przykładowe modele kompletnych systemów produkcyjnych, transportowych, magazynowych oraz rozwiązania niestandardowe. W zależności od rodzaju posiadanej licen-cji oprogramowanie może być używane podczas realizacji zajęć dydaktycz-nych z przedmiotów związanych z modelowaniem i symulacją komputerową w wytwarzaniu i logistyce (licencja edukacyjna), jak również w modelowaniu,

125
konfigurowaniu i programowaniu rzeczywistych systemów produkcyjnych na zlecenie przemysłu (licencja komercyjna). Dostępne są też licencje studenckie (zwykle z ograniczeniem czasowym, funkcjonalnym lub ilościowym, dotyczą-cym wielkości budowanego modelu).
Taylor II for Windows – początki współczesnej symulacji komputerowej w wytwarzaniu
Oprogramowanie Taylor II for Windows (najstarsze spośród prezento-wanych) dedykowane jest modelowaniu systemów kolejkowych z przepły-wami dyskretnymi, tak więc jest odpowiednie do prowadzenia badań symu-lacyjnych nad modelami podsystemów produkcji, transportu i magazynowa-nia. Modelowanie, podobnie jak w przypadku pozostałych pakietów opro-gramowania, rozpoczyna się od rozmieszczenia przestrzennego elementów systemu produkcyjnego lub logistycznego w wirtualnej hali produkcyjnej (tzw. „layout”) i zdefiniowaniu charakterystycznych parametrów dla każdego z komponentów modelu. System produkcyjny i/lub logistyczny może być budowany z dziewięciu podstawowych typów elementów:
–– In/Out (wejście - generujące zapas surowców lub wyjście z układu produkcyjnego - elementy określają linie graniczne systemu),
–– Buffer (bufor lub magazyn międzyoperacyjny o określonej pojemności),
–– Warehouse (traktowany zwykle jako magazyn surowców lub wyrobów gotowych, z możliwością ustalonego rozmieszczenia produktów - np. zgodnie z metodą ABC/XYZ klasyfikacji zapasów),
–– Machine (urządzenie realizujące proces technologiczny, montażowy, kontrolę itp.),
–– Conveyor (środek transportu ciągłego, także transport podwieszany),
–– Transporter (środek transportu dyskretnego, za jego pomocą modeluje-my np. wózek widłowy, układnicę magazynową, kiść robota przemy-słowego z chwytakiem, ale też transport zewnętrzny, np. ciężarówka, ciągnik siodłowy);
–– Path (trasa lub trajektoria, po której przemieszcza się transporter),
–– Aid (operator, personel obsługujący urządzenia lub pracownik utrzy-mania ruchu),
–– Reservoir (zbiornik, np. płynu, o działaniu ciągłym).

126
ZASTOSOWANIE SYSTEMÓW KOMPUTEROWEGO WSPOMAGANIA...
Elementy modelu opisane są charakterystycznymi parametrami sta-tycznymi lub dynamicznymi (m.in. pojemność elementu, czas operacji, awaryjność, wielkość zapasu, partia produkcyjna, braki, prędkość transpor-tera, koszty i wartości dodane, itp.). Dodatkowo istnieje możliwość okre-ślania wybranych charakterystyk elementów na bazie badań statystycznych z uwzględnieniem rozkładów statystycznych. Parametry wprowadzane są w postaci stałych wartości liczbowych, wielkości statystycznych lub odpowiednich funkcji wewnętrznego języka programowania TLI (Taylor Language Interface). Wyniki generowane są w postaci raportów dotyczących działania elementów systemu, wykonywanych prac oraz kosztów (Element report, Job report, Cost Report) oraz wykresów przedstawiających działanie całego systemu (wykres Gantta – Status diagram) lub jego wybranych elemen-tów, w odniesieniu do użycia, wydajności, długości kolejek itp. (Utilization Pie, Queue Graph, Queue Histogram). Istnieje również możliwość genero-wania raportów i wykresów użytkownika, zawierających informacje istotne z punktu widzenia prowadzonych badań. Na rysunku 1 przedstawiono przy-kładowy model wykonany w oprogramowaniu Taylor II.
Jak widać wyżej opisane oprogramowanie nie jest bardzo zaawanso-wane pod względem liczby elementów, jak i wizualizacji, jednak na potrzeby określenia podstawowych parametrów systemu logistycznego i oszacowania jego działania w zupełności wystarczające.Rys. 1. Model systemu produkcyjnego wraz z systemem transportu i magazynowania utworzony w programie Taylor II for Windows: programowanie parametrów modelu w języku TLI, wizualizacja działania systemu, wyniki symulacji

127
Enterprise Dynamics 8 - Logistic Suite oraz Flexsim 5 – rozwój wizualizacji i uszczegółowienie modeli.
Wymienione oprogramowanie stanowi kolejny etap rozwoju pakie-tów symulacyjnych. Proces tworzenia modeli w zasadzie nie uległ zmianie, natomiast stosuje się inną filozofię realizacji marszrut technologicznych i transportowych. Każdy z programów posiada własny język programowania (4DScript – Enterprise Dynamics, Flexscript – Flexim), a także istnieje moż-liwość programowania w języku programowania C++. W odróżnieniu, od opisanego powyżej Taylora, Enterprise Dynamics oraz Flexsim, charaktery-zują się znacznie większą biblioteką komponentów, z których można tworzyć modele systemów logistycznych. Jako dodatkowe elementy zostały wprowa-dzone m.in. roboty przemysłowe (typu Scara, portalowe, przegubowe), a jako nową funkcjonalność wprowadzono możliwość zaprojektowania własnego robota (wymiary, zakres ruchu osi, udźwig, prędkości i przyspieszenia) i pro-gramowania trajektorii robota z poziomu oprogramowania symulacyjnego. Nie jest to jednak język programowania robotów dedykowany konkretnemu producentowi. Posiada natomiast podstawowe funkcje używane przy progra-mowaniu metodami on-line lub off-line.
Ponadto rozbudowano znacznie systemy transportowe oraz magazy-nowe dodając komponenty typu przenośnik taśmowy, wózki widłowe oraz autonomiczne systemy transportowe klasy AGV, układnice magazynowe i inne, związane ściślej z obsługą logistyczną ładunków. Również w zakresie realizacji procesów technologicznych rozbudowano bazę maszyn przypisu-jąc im charakterystyczne funkcjonalności (m. in. obróbki wielowrzecionowe oraz karuzelowe, systemy montażowe, pakujące i rozdzielające, itp.). Należy mieć świadomość, że są to urządzenia określonego typu, nie przedstawia-jące konkretnych rozwiązań producentów sprzętu. Ich opis sprowadza się do określenia czasu przygotowawczego i czasu cyklu, partii wejściowych i wyj-ściowych, strategii dostępu, marszruty, awaryjności itp. Nie ma natomiast możliwości tworzenia programów CNC na rzeczywiste urządzenie z poziomu symulacji. Na rysunku 2 przedstawiono przykładowy model symulacyjny utworzony w systemie Enterprise Dynamics 8 Logistics Suite.

128
ZASTOSOWANIE SYSTEMÓW KOMPUTEROWEGO WSPOMAGANIA...
Rys. 2. Wirtualny model symulacyjny zautomatyzowanego i zrobotyzowanego systemu wytwórczego z paletyzacją i magazynem wysokiego składowania wykonany w Enterprise Dynamics 8 – Logistic Suite: parametry modelu w 4DScript, wizualizacja i bieżące wyniki symulacji
Podczas modelowania i prowadzenia badań symulacyjnych często ist-nieje potrzeba pozyskania danych wejściowych lub analizy wyników. W tym celu oprogramowanie symulacyjne często wyposażone jest w interfejs komu-nikacyjny umożliwiający transfer danych i wyników z i do arkusza kalkula-cyjnego np. Microsoft Excel.
Biorąc pod uwagę komponenty oprogramowania Flexsim oraz jego funkcjonalność należy stwierdzić, że jest on porównywalny możliwościami z Enterprise Dynamics. Na Rysunku 3 zaprezentowano model symulacyjny utworzony w oprogramowaniu Flexsim 5 (Norgren T., 2010).

129
Rys. 3. Symulacja komputerowa zrobotyzowanej linii lakierniczej w branży samochodowej z użyciem programu Flexsim5: parametry modelu, wizualizacja operacji technologicznych oraz przykładowy raport (Norgren T., 2010)
Podsumowując należy zwrócić uwagę na możliwość szerokiego zasto-sowania pakietów symulacyjnych w modelowaniu różnych aspektów pro-dukcji i logistyki. Jedynym ograniczeniem jest pomysłowość twórcy modelu, wymagania narzucone przez realizowaną technologię lub standardy panujące w modelowanym przedsiębiorstwie produkcyjnym.
Przykładowe typowe aplikacje tworzone w oprogramowaniu symu-lacyjnym w trakcie procesu dydaktycznego i badań naukowych stanowiły (Gołda G. 2009, Kampa A., Gołda G. 2009, Kampa A. 2009):
–– symulacja wydziałów obróbki skrawaniem i obróbki cieplnej dla czę-ści typu wał, tuleja, korpus i inne,
–– symulacja procesów wytwarzania i montażu w branży obrabiarkowej wraz z obsługą magazynu,
–– model transportu wewnętrznego na wydziale montażu w branży automotive,
–– system zewnętrznego zaopatrzeniowo-dystrybucyjnego transportu sa-mochodowego w branży metalurgicznej.

130
ZASTOSOWANIE SYSTEMÓW KOMPUTEROWEGO WSPOMAGANIA...
Do alternatywnych aplikacji można zaliczyć (Gołda G. 2009, Gołda G, Kampa A. 2014, Gołda G., Kampa A. 2015):
–– model systemu szybkiego prototypowania z robotem przemysłowym,
–– symulacja działania elektrowni z uwzględnieniem aspektów ekologistyki,
–– model magazynu przeładunku kompletacyjnego (centrum dystrybucji typu cross-docking),
–– realizacja procesu remontowego sprężarek we współpracy z zewnętrz-nym kooperantem (przedsiębiorstwo wirtualne),
–– symulacja funkcjonowania hipermarketu.
Najnowocześniejsze trendy – od modelu, przez symulację do wdrożenia w przemyśle
Dalszy rozwój technik symulacyjnych, prócz wizualizacji w wirtual-nym świecie procesów wytwórczych i logistycznych, oraz badań prowadzo-nych na modelu (np. w odniesieniu do planowania produkcji, optymalizacji tras przejazdu, badania wydajności itp.), ma na celu umożliwienie projekto-wania, konfigurowania i programowania off-line kompletnych zautomatyzo-wanych i zrobotyzowanych gniazd, linii produkcyjnych i całych zakładów produkcyjnych. Takie zastosowanie posiada zaawansowane oprogramowa-nie symulacyjne np. Roboguide, RobCAD, Plant Simulation oraz Process Simulate itp., współpracujące z programowalnymi sterownikami logicznymi (PLC) lub autonomicznymi systemami sterowania maszyn CNC, robotów i innego sprzętu zautomatyzowanego (Gołda G., Kampa A. 2015, Jakubowski J., Weretko D. 2010, Siemens. 2015). Przykłady wyżej wymienionego opro-gramowania zaprezentowano na rysunku 4.

131
Rys. 4. Zaawansowane oprogramowanie do projektowania, symulacji i programowania off-line złożonych systemów produkcyjnych i logistycznych – Roboguide, Process Simulate, Plant Simulation (Gołda G., Kampa A. 2015, Siemens. 2015)
W przeciwieństwie do Enterprise Dynamics i Flexsim w bibliotekach oprogramowania dostępne są rzeczywiste urządzenia producentów robotów i maszyn (Fanuc, ABB, Kuka, Kawasaki i inne) wraz z wirtualnymi układami sterowania, programowanymi identycznie, jak w rzeczywistości, z użyciem panela operatorskiego (teach pendant) i/lub języka programowania robotów wyższego rzędu (Karel, AS Language). Ponadto poprzez możliwość importu z oprogramowania klasy CAD (Computer Aided Design) modeli urządzeń (zgrzewarka oporowa), detali (karoseria samochodowa) i oprzyrządowania technologicznego (uchwytu, także z ich kinematyką) możliwe jest kompletne odwzorowanie rzeczywistego systemu mikrologistycznego. Rozwój tej klasy rozwiązań ma na celu projektowanie off-line od podstaw całych zakładów przemysłowych, optymalizowanie czynności technologicznych oraz prze-pływu półfabrykatów pomiędzy kolejnymi fazami produkcji.

132
ZASTOSOWANIE SYSTEMÓW KOMPUTEROWEGO WSPOMAGANIA...
Dodatkowymi funkcjami opisywanego oprogramowania jest automa-tyczna detekcja kolizji wszystkich ruchomych elementów wyposażenia w wir-tualnym świecie, co znacznie zwiększa bezpieczeństwo podczas instalacji komórki wytwórczej, zwłaszcza, że budowa tzw. bezpiecznych komórek zro-botyzowanych typu „safe” jest standardem i wymogiem stawianym przez firmy implementujące dane rozwiązanie, szczególnie w branży samochodowej.
PodsumowaniePodsumowując, rozwój technik komputerowego wspomagania wytwa-
rzania, zmierza w kierunku integracji procesów projektowania wyrobu i wirtualnego, cyfrowego wytwarzania (VR – Virtual Reality, DM – Digital Manufacturing), w postaci tzw. systemów zarządzania cyklem życia produktu (systemy klasy PLM - Product Lifecycle Management), które obejmują fazy, począwszy od koncepcji wytworu, przez projektowanie i produkcję (konwe-rgencja systemów klasy CAD/CAM/CAE/CAA i in.), aż po obsługę serwi-sową oraz utylizację (recycling) zużytego produktu. Zmierza to w kierunku tworzenia autonomicznych systemów mikrologistycznych przedsiębiorstw produkcyjnych. Jako przykład można wskazać pakiet oprogramowania klasy PLM firmy Siemens: Teamcenter. W jego skład wchodzą zaawanso-wane systemy CAD/CAM/CAE (NX 10) oraz pakiet programów Tecnomatix zawierający szereg narzędzi do modelowania i symulacji systemów produk-cyjnych, które wypełniają lukę pomiędzy projektowaniem wyrobu, a jego wytwarzaniem i użytkowaniem (Chlebus E. 2000,Jakubowski J., Weretko D. 2010, Słota A., Borowy S. 2012). Tego typu narzędzia można zastosować do szczegółowego modelowania i symulacji pojedynczych stanowisk, zarówno zautomatyzowanych, jak i obsługiwanych ręcznie z uwzględnieniem zasad ergonomii (zaawansowane modele ciała ludzkiego – np. Jack Human Modelling w oprogramowaniu Process Simulate), a także całych gniazd i linii produkcyjnych, jak również do kompleksowego projektowania i optymali-zacji całych zakładów przemysłowych (Plant Simulation) (Siemens 2015). Dzięki integracji możliwe jest tzw. wirtualne (cyfrowe) wytwarzanie oparte na szczegółowych modelach CAD wytworów, oprzyrządowania produkcyj-nego (przyrządy i uchwyty, maszyny, roboty przemysłowe, środki transportu, wyposażenie magazynów, itp.). Taki wirtualny model, stanowiący dokładne odzwierciedlenie projektowanego systemu produkcyjnego, umożliwia pro-gramowanie sterowników PLC nadzorujących działanie układu produkcyj-nego podsystemu logistycznego, składającego się z maszyn CNC, robotów

133
przemysłowych, transportu międzyoperacyjnego i zautomatyzowanych magazynów, przy zachowaniu rzeczywistych parametrów pracy. Dzięki temu możliwa jest szczegółowa symulacja przebiegu produkcji oraz walidacja całego procesu (odbiór techniczny – Virtual Commisioning). Tak przygoto-wane programy sterujące mogą zostać łatwo przeniesione do nowo budowa-nego, rzeczywistego systemu produkcyjnego, co pozwala na znaczne skróce-nie czasu wdrożenia. Dzięki temu przedsiębiorstwa mogą wprowadzić nowe wyroby na rynek wcześniej niż konkurencja.
Kolejne etapy integracji, obejmują systemy śledzenia produkcji MES – Manufacturing Execution Systems (Ćwikła G. 2014), które pozwalają na zbie-ranie danych produkcyjnych, w czasie rzeczywistym, na potrzeby bieżącego zarządzania produkcją (Production Management) oraz zarządzanie jakością (CAQ – Computer Aided Quality ), umożliwiają i ułatwiają obsługę klientów (np. Teamcenter Service Suport zawierający obsługę posprzedażną, naprawy i remonty). Pozwala to na sprawniejsze zarządzanie obiegiem informacji obejmujących cały cykl życia produktu. Proponowane przez firmę Siemens rozwiązanie jest bardzo rozbudowane i drogie oraz przeznaczone dla dużych firm, jednakże dzięki jego modułowości w pewnym zakresie mogą z niego korzystać również średnie i małe przedsiębiorstwa (Siemens 2015).
Nowoczesne trendy i dalszy rozwój systemów symulacyjnych w kie-runku komputerowego wspomagania logistyki (CAL – Computer Aided Logistics) i zarządzania łańcuchem dostaw będzie w pełni spełniać zało-żenia koncepcji komputerowo zintegrowanej logistyki (CIL – Computer Integrated Logistics).
Literatura1. Chlebus E., Techniki komputerowe CAx w inżynierii produkcji, Wy-
dawnictwo Naukowo Techniczne, Warszawa 2000.
2. Ćwikła G., Methods of manufacturing data acquisition for production management – a review, Advanced Materials Research 2014, Vol. 837.
3. Gołda G., Modelowanie i logistyka, [w:] Inżynieria Maszyn. Efektywne Za-rządzanie przepływem produkcji, Wydawnictwo FSNT NOT, Wrocław 2009.
4. Gołda G., Kampa A., Modelling of cutting force and robot load during machining, Advanced Material Research 2014, Vol. 1036, pp. 715-720.

134
ZASTOSOWANIE SYSTEMÓW KOMPUTEROWEGO WSPOMAGANIA...
5. Gołda G., Kampa A., The use of industrial robots for machining tasks, Przegląd mechaniczny 2015, No. 3.
6. Jakubowski J., Weretko D., Przykłady wirtualnych środowisk wytwarza-nia na tle zarządzania rozwojem produktu, [w:] Bzdyra K., Bocewicz G. (Ed.), Informatyczne systemy zarzadzania: wybrane zastosowania, Wy-dawnictwo Uczelniane Politechniki Koszalińskiej, Koszalin 2010.
7. Kampa A. Gołda G., Modelowanie i symulacja przepływu produkcji w zrobotyzowanym gnieździe wytwórczym, Zarządzanie Przedsiębior-stwem 2009, No. 1.
8. Kampa A., Symulacja i wizualizacja systemów wytwórczych, [w:] Inży-nieria Maszyn. Efektywne Zarządzanie przepływem produkcji, Wydaw-nictwo FSNT NOT, Wrocław 2009.
9. Norgren T., Automotive paint line - example, available, www.flexsim.com/community/forum/downloads.php?do=file&id=237 [dostęp 10.04.2015].
10. Siemens, Tecnomatix - Process Simulate, Product description and applica-tions, available, http://www.plm.automation.siemens.com/pl_pl/products/tecnomatix/ assembly_planning/process_simulate/ [dostęp 30.03.2015].
11. Słota A., Borowy S.,Walidacja programu PLC z wykorzystaniem wirtu-alnego modelu urządzenia w programie Delmia Automation, XI Forum Inżynierskie ProCAx, Kraków 2012.

Rozdział 8


137
Agnieszka Kurc-Lisiecka, Aleksander Lisiecki
Praktyczne aspekty logistyki produkcji na przykładzie
zrobotyzowanych procesów spawalniczych
Practical aspects of production logistic at the example of ro-
botic welding processes
StreszczenieW pracy omówiono podstawowe zagadnienia dotyczące stero-
wania przepływem strumieni rzeczowych i procesami informacyjnymi na przykładzie spawalniczych gniazd zrobotyzowanych o różnej konfi-guracji. Przedstawiono specyfikę procesów spawalniczych, jako jednej z podstawowych grup procesów produkcyjnych. Omówiono też czyn-niki wpływające na stabilność przepływów rzeczowych w procesach spawalniczych oraz sposoby ich optymalizacji umożliwiające efektywne wykorzystanie stanowisk roboczych i minimalizację taktu produkcji. Zidentyfikowano również bodźce stymulujące wdrażanie nowoczesnych metod sterowania przepływami produkcji w aspekcie efektywności eko-nomicznej procesów spawalniczych o różnym stopniu automatyzacji. Słowa kluczowe: logistyka produkcji, procesy spawalnicze, spawalni-cze gniazda zrobotyzowane, stabilność przepływów rzeczowych, takt produkcji.
SummaryThis work discusses the major issues concerning control the
flow of materials streams and informational processes on the example of robotic welding cells with different configurations. The characteri-stic of welding processes, as one of the main groups of production pro-cesses, is described. Additionally, the factors influencing the stability of flows of materials in welding processes and ways of their optimiza-tion to enable efficient use of workstations and minimizing production

138
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
cycle, were discussed. The factors stimulating the implementation of modern methods of production flow control in terms of economic efficiency of welding processes, with different degrees of automation, were identified and discussed.Keywords: production logistic, welding processes, robotic welding cells, stability of materials flow, production cycle.
WstępKoncepcje zarządzania przepływem strumieni rzeczowych, takich
jak np. surowce, materiały, półprodukty, produkty itd., w przedsiębior-stwach przemysłowych ewoluują z biegiem lat. Zjawisko to jest efektem cią-głego rozwoju cywilizacyjnego i związanego z tym dynamicznego postępu w zakresie stosowanych technik i technologii wytwarzania, np. obserwowa-nego obecnie zwiększającego się zakresu stosowania zaawansowanych tech-nologii laserowych, plazmowych, elektronowych, a w szczególności szeroko pojętej nanotechnologii. Znaczny wpływ na koncepcje zarządzania przepły-wem strumieni rzeczowych wywiera również dynamiczny rozwój technolo-gii informatycznych oraz zautomatyzowanych i zrobotyzowanych systemów wytwarzania. Efektem ewolucji koncepcji zarządzania przepływem stru-mieni rzeczowych w przedsiębiorstwach przemysłowych jest obowiązujące aktualnie zarządzanie kanałowe (z ang. channel management), inaczej zwane łańcuchem dostaw1. Jednak sposób i zakres stosowania zintegrowa-nych koncepcji zarządzania przepływem strumieni rzeczowych zależny jest od rodzaju i specyfiki produkcji przedsiębiorstwa oraz specyfiki wytwarza-nych produktów lub półproduktów. Możliwość stosowania konkretnych roz-wiązań i nowoczesnych narzędzi logistycznych uwarunkowana jest bowiem od rodzaju, stopnia zaawansowania i poziomu automatyzacji stosowanych technologii, jak również organizacji procesu wytwórczego zarówno w odnie-sieniu do skali globalnej, czyli całego ciągu produkcyjnego począwszy od magazynu wejściowego, aż do magazynu końcowego, jak i lokalnie w odnie-sieniu do pojedynczych stanowisk roboczych (gniazd). W zależności od spo-sobu i stopnia złożoności sterowania, pod względem logistycznym procesy produkcyjne dzielone są na aparaturowe i obróbczo-montażowe. Procesy produkcyjne aparaturowe są stosowane głównie w przemyśle chemicznym.
1 Skowronek C., Sarjusz-Wolski Z., Logistyka w przedsiębiorstwie, Polskie Wydawnictwo Ekonomicz-ne, Warszawa 2012.

139
Cechą charakterystyczną tej grupy procesów produkcyjnych jest całko-wite lub przynajmniej znaczne zintegrowanie całego ciągu produkcyjnego. Oznacza to, że po wprowadzeniu surowców do pierwszej fazy produkcyjnej swobodne sterowanie przepływem strumieni rzeczowych jest znacznie ogra-niczone lub wręcz niemożliwe. Dzieje się tak ponieważ przepływy rzeczowe realizowane są w tym przypadku w sposób samoczynny, determinowany ustalonym programem stosowanej technologii. Przyjmuje się zatem, że logi-styką procesów produkcyjnych aparaturowych steruje technologia. Tak więc intensywność strumieni przepływu materiałów zależy w sposób bezpośredni od parametrów i warunków technologicznych procesu produkcji2.
Z kolei procesy obróbczo-montażowe nazywane są procesami scala-jącymi asortyment produktów (półproduktów), gdyż zazwyczaj z szerokiej gamy materiałów wytwarzane są określone produkty finalne, czy też ogra-niczony typoszereg produktów. Przykładem powszechnego stosowania pro-cesów produkcyjnych obróbczo-montażowych są gałęzie przemysłu takie, jak przemysł metalowy, maszynowy, środków transportu, czy też przemysł elektrotechniczny. Podstawowymi technologiami wykorzystywanymi w tego typu procesach produkcyjnych są technologie obróbki plastycznej, obróbki skrawaniem, jak również technologie spawalnicze. Z kolei najczęściej stoso-wanymi rozwiązaniami organizacji przepływów w procesach produkcyjnych obróbczo-montażowych są3:
•– linie potokowe stałe zsynchronizowane lub niezsynchronizowane,•– linie potokowe zmienne,•– gniazda przedmiotowe o produkcji powtarzalnej i niepowtarzalnej.
Zgodnie z definicją linia potokowa stała zsynchronizowana składa się z grupy stanowisk roboczych (gniazd), służących do wytwarzania jednego rodzaju wyrobu, z tym, że każde z nich przeznaczone jest do wykonywania jednej operacji technologicznej o czasie trwania równym w przybliżeniu tak-towi produkcji „τ”. Przy czym takt produkcji definiowany jest jako przedział czasu, w którym dwa kolejne wyroby pojawiają się na końcu linii:
wych wyrobó wytworzonliczbapotokowej liniipracy czas
=τ (1)
2 Żebrucki Z., Diagnoza przepływów w wewnątrzorganizacyjnym łańcuchu dostaw, Zeszyty Naukowe Politechniki Śląsskiej, Organizacja i Zarządzanie, 2011 Nr kol. 1845, z. 56, s. 363-374.
3 Milewska E., Wykorzystanie wiedzy technologicznej w procesie sterowana przepływem produkcji, Miesięcznik Naukowo-Techniczny Mechanik, 2012, Nr 7, R. 84; CD s. 604-613.

140
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
W przypadku linii potokowej niezsynchronizowanej praca poszczegól-nych stanowisk roboczych nie jest zsynchronizowana z przyczyn ekonomicznych (nieopłacalność synchronizacji) lub technicznych, gdy czasy poszczególnych operacji technologicznych różnią się znacznie i synchronizacja nie jest możliwa.
Z kolei linia potokowa zmienna charakteryzuje się możliwością wytwarzania lub obróbki (przetwarzania) różnych wyrobów, po uprzednim jej przezbrojeniu, a najczęściej również zmianie lub modyfikacji roboczego programu sterującego (przeprogramowaniu), w przypadku linii sterowanych numerycznie lub komputerowo, które obecnie są powszechnie stosowane.
W gniazdach przedmiotowych o produkcji powtarzalnej praca sta-nowisk roboczych realizowana jest zgodnie z określonymi harmonogramami wzorcowymi obciążenia stanowisk w sposób powtarzalny i ustabilizowany. Natomiast gniazda przedmiotowe o produkcji niepowtarzalnej wykorzysty-wane są w produkcji niepotokowej, która charakteryzuje się dużą zmiennością prowadzonych prac. Przykładem takiego typu produkcji jest produkcja jednost-kowa oraz produkcja w krótkich seriach. Za szczególny przypadek produkcji nietypowej i niepowtarzalnej można też uznać prace związane z regeneracją części maszyn i narzędzi, rys. 1 i 2. W takim przypadku nawet jeśli prace te są prowadzone w sposób ciągły (duża liczba regenerowanych części), to jed-nak z uwagi na znaczne różnice w stopniu zużycia, a co za tym idzie również kształcie i wymiarach, powtarzalności przedmiotów obróbki jest niewielka. W związku z tym konieczne jest częste przezbrajanie i przeprogramowanie oraz testowanie działania gniazda, co powoduje, że czasy pomocnicze w pro-cesie produkcji wydłużają się znacznie. Dodatkowo gniazda o produkcji nie-powtarzalnej cechuje brak ścisłych powiązań między poszczególnymi stano-wiskami, co jest spowodowane brakiem stałych przydziałów poszczególnych operacji do konkretnych stanowisk roboczych4. Tak więc w przypadku ciągu produkcyjnego bazującego na gniazdach przedmiotowych o produkcji niepo-wtarzalnej rola i znaczenie wewnątrzkomórkowego sterowania przepływem produkcji, w optymalizacji pracy oraz efektywności wykorzystania całego ciągu produkcyjnego, rośnie w sposób znaczący. Jednym z najważniejszych zadań, oprócz planowania czynności i operacji technologicznych, akwizycji danych dotyczących stanu produkcji, itd. jest optymalne sterowanie przebie-giem produkcji i rozdzielanie robót na poszczególne stanowiska (komórki pro-dukcyjne) w zależności od chwilowych potrzeb i stanu procesu produkcyjnego, aby równomiernie i w pełni wykorzystać ich moce produkcyjne5.
4 Świerczek A., Koncepcja zarządzana procesami logistycznymi w przedsiębiorstwie, Zeszyty Nauko-we Wyższej Szkoły Zarządzania Ochroną Pracy w Katowicach, 2006, Nr 1(2), s.115-124.
5 Bendkowski J., Radziejowska G., Logistyka zaopatrzenia w przedsiębiorstwie, Wydawnictwo Poli-techniki Śląskiej, Gliwice 2005.

141
Rys. 1. Widok zrobotyzowanego spawalniczego gniazda przedmiotowego o produkcji niepowtarzalnej z robotem sześcioosiowym REIS SRV6 i urządzeniem do napawania plazmowego proszkowego (a) oraz widok procesu napawania regeneracyjnego powierzchni i krawędzi roboczych serii doświadczalnej matryc form szklarskich z żeliwa stopowego (b)
a) b)
Źródło: Katedra Spawalnictwa, Politechnika Śląska w Gliwicach, fot. Lisiecki A.
Rys. 2. Widok automatycznego gniazda spawalniczego do napawania plazmowego proszkowego (a) oraz widok procesu napawania regeneracyjnego powierzchni przylgni serii doświadczalnej zaworów silników okrętowych (b)
a) b)
Źródło: Katedra Spawalnictwa, Politechnika Śląska w Gliwicach, fot. Lisiecki A.
W związku z powyższym w logistyce produkcji oprócz przepływu stru-mieni rzeczowych (materialnych), takich jak transport wewnętrzny surowców, materiałów, półwyrobów, czynności manipulacyjnych oraz tworzenia zapasów produkcji w toku, bardzo istotną rolę spełniają procesy informacyjne, jak np. pla-nowanie, sterowanie i regulowanie przepływów produkcji6, rys. 3. Efektywne
6 Brzeziński M. (red.), Organizacja i sterowanie produkcją. Projektowanie systemów produkcyjnych i procesów sterowania produkcją, A.W. PLACET, Warszawa 2002.

142
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
zarządzanie procesami informacyjnymi możliwe jest jedynie przy zastosowa-niu nowoczesnych narzędzi i systemów informatycznych oraz sensorów i ukła-dów przetwarzania sygnałów, które pozwalają na akwizycję i przetwarzanie informacji, a w związku z tym często autonomiczne sterowanie procesem produkcyjnym (rys. 4 i 5). Dodatkowo nowoczesne rozwiązania w zakresie automatycznego sterowania procesami produkcyjnymi umożliwiają archiwiza-cję informacji i parametrów procesowych, co jest kluczowe dla zapewnienia jakości i powtarzalności produkcji poprzez wykorzystanie metod analizy staty-stycznej w oparciu o dane historyczne, jak i optymalizację przebiegu procesu produkcyjnego w skali globalnej oraz lokalnej w odniesieniu do gniazd przed-miotowych, jak również pojedynczych stanowisk roboczych. Monitorowanie przebiegu procesu produkcyjnego w czasie rzeczywistym (z ang. on-line) na każdym jego etapie pozwala też na wychwycenie wszelkich nieprawidłowo-ści, a nawet krótkotrwałych zakłóceń w pracy poszczególnych stanowisk robo-czych, a w związku z tym szybkie wyeliminowanie źródła zakłóceń lub awarii, co jest kluczowe dla zapewnienia ciągłości i wysokiej jakości produkcji.Rys. 3. Istota kompleksowego zarządzania procesami logistycznymi w przedsiębiorstwie
Źródło: Świerczek A., Koncepcja zarządzana procesami logistycznymi w przedsiębiorstwie, Ze-szyty Naukowe Wyższej Szkoły Zarządzania Ochroną Pracy, 1(2)/2006, Katowice, s.115-124.

143
W związku z postępującą globalizacją w gospodarce światowej oraz wysokim poziomem konkurencji, jak również rosnącymi wymaganiami i rolą konsumenta, obecnie rynek światowy określany jest mianem „rynku konsu-menta”. Taki stan rzeczy wymaga zmiany filozofii w procesie wytwarzania produktów i wprowadzania ich na rynek, ale również zapewnienia odpo-wiednio wysokiej elastyczności całego procesu produkcyjnego. Dzięki ela-styczności procesu produkcyjnego możliwe jest bowiem szybkie reagowa-nie na zmiany oraz aktualne tendencje na rynku i zapotrzebowanie ze strony klientów, jak również produkcja w stosunkowo krótkich seriach. Najwyższą elastyczność produkcji zapewniają linie produkcyjne (potokowe) oraz gniazda przedmiotowe zbudowane w oparciu o stanowiska zrobotyzo-wane7 . Prosty sposób przeprogramowania numerycznego lub komputero-wego układu sterowania oraz krótki czas przezbrojenia stanowiska zrobotyzo-wanego, który zazwyczaj polega na wymianie oprzyrządowania mocującego i bazującego, umożliwia szybkie wprowadzanie częstych zmian w procesie produkcyjnym oraz zmian i ulepszania produktu. Stanowiska zrobotyzowane wykorzystywane są powszechnie już od dawna w przemyśle motoryzacyj-nym, w szczególności w spawalniczych procesach łączenia elementów karo-serii, takich jak zgrzewanie oporowe punktowe, spawanie łukowe oraz spa-wanie i lutospawanie laserowe, rys. 4 i 5. Rys. 4. Widok linii potokowej zmiennej zsynchronizowanej złożonej z gniazd zrobotyzowanych spawalniczych przeznaczonych do zgrzewania punktowego elementów karoserii samochodowych (fabryka samochodów osobowych BMW w Meksyku)
Źródło: Lisiecki A., Automatyzacja i robotyzacja procesów spawalniczych (materiały dydaktycz-ne nie publikowane).

144
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
Rys. 5. Widok procesu zgrzewania punktowego elementów karoserii za pomocą spawalniczego gniazda zrobotyzowanego (fabryka samochodów osobowych w Chinach, Pearl River Delta)
Źródło: Lisiecki A., Automatyzacja i robotyzacja procesów spawalniczych (materiały dydaktycz-ne nie publikowane).
Ogólna charakterystyka procesów spawalniczych pod kątem logistyki produkcji
Procesy spawalnicze stanowią oddzielną grupę procesów produkcyj-nych. Z uwagi na swą specyfikę, już na etapie projektowania linii produkcyj-nych oraz gniazd przedmiotowych wymagają uwzględnienia szczególnych cech i czynników, które powodują poważne trudności przy automatyzacji i robotyzacji procesów spawalniczych. W zależności od rodzaju procesu spawalniczego „narzędziem roboczym” może być np. łuk spawalniczy GMA (z ang. Gas Metal Arc), łuk plazmowy PTA (z ang. Plasma Tungsten Arc), wiązka laserowa silnie skoncentrowana, czy też końcówki robocze elektrod do zgrzewania oporowego punktowego, rys. 6. Każde z wymie-nionych spawalniczych „narzędzi roboczych” wymaga innych parame-trów pracy automatycznego lub zrobotyzowanego układu pozycjonowania. Przykładowo najwyższe wymagania dotyczące dokładności i powtarzalności

145
pozycjonowania, dynamiki ruchu (przyspieszenia i opóźnienia) oraz zakresu prędkości ruchu roboczego stawiane są w przypadku procesów laserowego spawania i cięcia. Powodem tego są niewielkie wymiary ogniska wiązki lase-rowej (czyli narzędzia), którego średnica w przypadku spawania wynosi ok. 0,2 mm, a w przypadku cięcia nawet poniżej 0,05 mm. Rys. 6. Przykłady procesów spawalniczych najczęściej prowadzonych w sposób zrobotyzowany
Źródło: Lisiecki A., Automatyzacja i robotyzacja procesów spawalniczych (materiały dydaktycz-ne nie publikowane).
Tak więc dokładność układu pozycjonowania musi być dostosowana do wymiarów i dokładności samego „narzędzia”. Ponadto prędkości pro-cesowe, tj. prędkości ruchów roboczych przy cięciu laserowym są bardzo wysokie i przekraczają nawet 200 m/min, przy masie głowicy laserowej ok. 5,0 do 6,0 kg. Układ pozycjonowania musi jednocześnie zapewnić interpo-lację kołową i liniową tak, aby możliwe było programowanie i realizowa-nie ruchów po dowolnej trajektorii (z ang. Continuous Path - CP) zarówno w płaszczyźnie jak i przestrzeni trójwymiarowej (2D i 3D). Z kolei w przy-padku procesów spawania łukowego GMA „narzędziem” jest łuk spawal-niczy, jarzący się swobodnie, przez co jego średnica u podstawy słupa łuku wynosi ok. kilku milimetrów. Wymagane prędkości procesowe przy spawa-niu łukowym GMA są co najmniej o rząd wielkości niższe w porównaniu do cięcia i spawania laserowego, przy podobnej masie głowicy spawalniczej, a więc podobnym udźwigu manipulatora. Skrajnym przykładem jest spa-walniczy proces zgrzewania oporowego punktowego, w którym średnica „narzędzia”, czyli końcówek roboczych elektrod punktowych wynosi od 8,0 mm do nawet ponad 10,0 mm. W związku z tym wymagana dokładność pozycjonowania nie jest wysoka. Jednak z uwagi na wysoką masę zgrzewa-dła, która wynosi co najmniej kilkadziesiąt kilogramów, manipulator musi

146
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
posiadać odpowiednio duży udźwig. Zgrzewanie punktowe przebiega w spo-sób statyczny, więc nie wymaga ruchów roboczych, a jedynie ruchów ustaw-czych wykonywanych od punktu do punktu (z ang. Point To Point - PTP) po najprostszej trajektorii w taki sposób, aby nie doszło do kolizji. Opisywane powyżej przykładowe „narzędzia robocze” różnych procesów spawalniczych są jednocześnie źródłami ciepła o różnej charakterystyce, różnej koncentracji mocy i intensywności oddziaływania na materiał.
Czynniki wpływające na stabilność przepływów rzeczowych w procesach spawalniczych
W trakcie większości procesów spawalniczych materiał obrabiany jest lokalnie, nagrzewany do wysokiej temperatury, a często nadtapiany miejscowo, co powoduje powstawanie nieustalonych pól temperatury (cykli cieplnych), naprężeń i w konsekwencji może doprowadzić do odkształceń. Ponadto zakłócenia w pracy automatycznych i zrobotyzowanych układów manipulacyjnych może powodować emisja promieniowania elektromagne-tycznego o dużym natężeniu, oddziaływanie zmiennego pola elektromagne-tycznego oraz oddziaływania impulsów prądowych o wysokiej częstotliwo-ści generowanych przez jonizatory łuku spawalniczego.
Do najważniejszych ogólnych czynników, które powodują trudności związane z zapewnieniem płynnego przebiegu procesów spawalniczych pro-wadzonych w sposób automatyczny i zrobotyzowany można więc zaliczyć:
•– Niską dokładność przygotowania detali do spawania (duże tolerancje wymiarów) spowodowaną sposobem cięcia i ukosowania, najczęściej za pomocą metod cięcia plazmowego i tlenem o niskiej dokładności.
•– Konieczność sczepiania wstępnego detali przed właściwym procesem spawania powoduje odkształcenia, przez co kształt i wymiary półwy-robów z tej samej serii produkcyjnej mogą różnić się znacznie.
•– W praktyce niemożliwe jest też powtarzalne usytuowanie rowka spoin półwyrobów względem głowicy automatu spawalniczego lub robota. Duże tolerancje wymiarów detali spawanych mogą nawet uniemożli-wić prawidłowe złożenie półwyrobów w przypadku stosowania przy-rządów montażowych. Przy czym wymagana dokładność przygoto-wania detali zależy od rodzaju i specyfiki procesu spawalniczego (np. spawanie łukowe, cięcie laserowe lub zgrzewanie punktowe).
•– Odkształcenia spawalnicze detali wywołane cyklem cieplnym mogą

147
zakłócać przebieg procesu spawalniczego.•– Niską jakość urządzeń technicznych (źródła prądu, podajniku drutu
elektrodowego, głowice spawalnicze, itp.) oraz materiałów dodatko-wych do spawania jest często przyczyną zakłóceń w funkcjonowaniu zespołów mechanicznych lub układów sterowania (przerwy w pracy stanowiska zautomatyzowanego). W procesach spawalniczych pro-wadzonych w sposób automatyczny lub zrobotyzowany stosowane są specjalne urządzenia spawalnicze i źródła prądu o wysokiej precyzji i niezawodności działania, przy pracy ciągłej (cykl pracy 100%). Spa-walnicze materiały dodatkowe muszą cechować się wysoką jakością, w szczególności dokładnością wymiarową, jednorodnością składu chemicznego oraz niską chropowatością powierzchni.
•– Niską dokładność pozycjonowania „narzędzia”, w szczególności przy spawaniu łukowym GMA (dotyczy końcówki drutu elektrodowego) w stosunku do obrabianego przedmiotu w porównaniu z innymi tech-nologiami. W procesach zrobotyzowanego spawania łukowego GMA dopuszczalna odchyłka osi elektrody w stosunku do osi rowka spoiny wynosi ok. ½ Del., (średnica drutu elektrodowego, najczęściej 1,2 - 1,6 mm). Zapewnienie wymaganej odchyłki jest utrudnione z uwagi na zmianę krzywizny drutu elektrodowego (błądzenie końcówki drutu), który jest odkształcany plastycznie w wyniku rozwijania ze szpuli i na-cisk rolek podajnika drutu oraz z powodu postępującego zużycia koń-cówki prądowej drutu (zwiększająca się średnica końcówki powoduje zwiększenie oscylacji i błądzenia końcówki drutu).
•– Wysoki koszt stanowisk zautomatyzowanych i zrobotyzowanych. Za-zwyczaj przyjmuje się, że zwrot nakładów inwestycyjnych powinien zwrócić się w ciągu 5 do 7 lat przy ciągłej pracy stanowiska w cyklu dwuzmianowym. Przy czym zapewnienie efektywnej i ciągłej pracy spawalniczych sta-
nowisk zrobotyzowanych lub zautomatyzowanych, a tym samym osiągnięcie zakładanego zwrotu inwestycji w określonym przedziale czasu, wymaga co najmniej dobrej organizacji procesu produkcyjnego, czyli logistyki produk-cji. Szczególnie ważne jest zapewnienie dostaw detali i elementów przezna-czonych np. do spawania, spawalniczych materiałów dodatkowych, obsługi i serwisu urządzeń, transportu międzyoperacyjnego, ale również w zakresie procesów informacyjnych7. Ważne jest też, aby już na etapie projektowania
7 Cegielski P., Kolasa A., Golański D., Sarnowski T., Oneksiak A., Innowacyjne rozwiązania konstruk-cyjne w przemysłowych urządzeniach do automatyzacji procesów spawalniczych, Przegląd Spawal-nictwa, 2013, Nr 1, s. 30-35.

148
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
procesu produkcyjnego wykorzystującego procesy spawalnicze zautomaty-zowane lub zrobotyzowane uwzględnić ich specyfikę oraz wszystkie czyn-niki, które mogą powodować trudności w zapewnieniu stabilnej i rytmicznej pracy poszczególnych stanowisk, a przez to całego procesu produkcyjnego8. Przykładowo gdy parametry układu kinematycznego oraz parametry pracy zespołów napędowych manipulatora zostaną niewłaściwie dobrane do spe-cyfiki danego procesu spawalniczego, np. zbyt niski zakres prędkości robo-czych, zbyt niska dokładność pozycjonowania lub zbyt niski udźwig, to unie-możliwi to wykorzystanie pełnego zakresu parametrów technologicznych procesu spawalniczego, oraz uzyskania wysokiej wydajności, efektywności i minimalnego cyklu pracy stanowiska dla danej operacji technologicznej. Powyższa analiza czynników wpływających na przebieg i stabilność pro-cesów spawalniczych wykazuje, że budowa spawalniczych gniazd zrobo-tyzowanych lub zautomatyzowanych wymaga pokonania szeregu trudności zarówno na etapie projektowania procesu, jak i w trakcie przebiegu pro-cesu produkcyjnego. Dodatkowo koszty inwestycyjne w tym przypadku są znaczne9.
Czynniki stymulujące wdrażanie nowoczesnych metod sterowania przepływami produkcji w procesach spawalniczych
Pomimo wielu opisanych powyżej trudności zakres robotyzacji i auto-matyzacji procesów spawalniczych w przemyśle zarówno krajowym, jak i światowym rośnie w dynamicznym tempie10. Powodem takiego stanu rzeczy jest konieczność wynikająca z tzw. „deficytu spawaczy”, czyli brakiem chęt-nych do pracy w zawodzie spawacza. Zjawisko to jest obserwowane w krajach o wysokim poziomie rozwoju gospodarczego i społecznego. Ma ono związek ze wzrostem ogólnego poziomu wykształcenia, a co za tym idzie wzrostem aspiracji zawodowych. Nie bez znaczenia jest też ogólna tendencja obniżania się liczby osób w wieku produkcyjnym. Należy też podkreślić, że osiągnięcie przez spawacza wysokich kwalifikacji i uprawnień wymaga wielu lat doświad-
8 Gawrysiuk W., Siennicki M., Robotyzacja procesu spawania hybrydowego - przykład aplikacji, Przegląd Spawalnictwa, 2011, Nr 8, s. 32-34.
9 Pfeifer T., Metody oceny efektywności wdrożeń stanowisk do spawania zrobotyzowanego, Biuletyn Instytutu Spawalnictwa, 2011, Nr 3, s. 11-23.
10 Pfeifer T., Rozwój rynku robotów przemysłowych w Polsce i na świecie, Przegląd Spawalnictwa, 2011, Nr 8, s. 9-13.

149
czenia zawodowego, szkoleń oraz egzaminów i certyfikacji11. Tak więc często jedynym rozwiązaniem w przypadku zakładów produkcyjnych, które dążą do utrzymania wysokiego poziomu produkcji lub rozszerzenia zakresu produkcji jest kompleksowa automatyzacja, czasami ewentualnie dodatkowo import siły roboczej z krajów o niskim poziomie gospodarczym. Procesy spajania zaliczane są do procesów specjalnych, dlatego też muszą być prowadzone przez wysoko wykwalifikowany i kompetentny personel spawalniczy12. Przedsiębiorca wytwarzający odpowiedzialne wyroby spajane (spawane, lutowane, zgrze-wane) musi dysponować wystarczającym i kompetentnym personelem, nie tylko do prowadzenia bezpośrednio procesu spawalniczego (spawacz, operator spawania lub np. lutowacz), ale również do procesów logistycznych takich jak planowanie, wykonanie i nadzorowanie produkcji spawalniczej13. Wymagania dotyczące kwalifikacji personelu zawarte są odpowiednich polskich normach (PN-EN 141814 i PN-EN 1313315). Z kolei w celu zapewnienia jakości spajania (spawania, zgrzewania lub lutowania) konieczne jest zapewnienie odpowied-niej kontroli procesów spawalniczych na każdym etapie od planowania i przy-gotowania, w trakcie prowadzenia procesu, jak również po zakończeniu, czyli kontrola gotowych półwyrobów. Tak więc przedsiębiorca musi też dysponować kompetentnym personelem w zakresie planowania, wykonania i nadzorowa-nia kontroli oraz badań produkcji spawalniczej, stosownie do obowiązujących przepisów. Ogólnie czynniki pobudzające automatyzację i robotyzację proce-sów spawalniczych można podzielić na dwie grupy, tj. czynniki ekonomiczne oraz pozaekonomiczne, tzw. „humanizacja pracy”.
Ekonomiczne czynniki pobudzające automatyzację i robotyzację pro-cesów spawalniczych to:
1) Możliwość częstych zmian asortymentu (szczególnie w przypadku procesu zrobotyzowanego).
2) Szybkie reagowanie na zapotrzebowanie rynku.3) Produkcja w krótkich seriach.4) Podniesienie stopnia konkurencyjności przedsiębiorstwa.5) Wzrost efektywności produkcji spawalniczej: wzrost wydajności pro-
dukcji, efektywniejsze wykorzystanie urządzeń produkcyjnych, ryt-
11 Kurpisz B., Kwalifikacje personelu spawalniczego, Wiadomości PKN. Normalizacja 2011, s. 5-8.12 W Guideline. Personnel with responsibility for Welding Coordination. Minimum Requirements for the
Education, Examination and Qualifi cation” - Doc. IAB-252-07; 7.13 PN-EN ISO 14731:2008 Nadzorowanie spawania – Zadania i odpowiedzialność.14 PN-EN 1418:2000 Personel spawalniczy - Egzaminowanie operatorów urządzeń spawalniczych
oraz nastawiaczy zgrzewania oporowego dla w pełni zmechanizowanego i automatycznego spajania metali.
15 PN-EN 13133:2002 Lutowanie twarde - Egzaminowanie lutowaczy.

150
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
miczność produkcji, redukcja zapasów magazynowych, możliwość optymalizacji parametrów procesu spawalniczego (spawanie, zgrze-wani, napawania, lutowanie, cięcie termiczne), zmniejszenie jednost-kowego zużycia energii oraz materiałów dodatkowych, niższe kwalifi-kacje pracowników obsługi (długi okres zdobywania kwalifikacji oraz uprawnień przez spawaczy ręcznych), zmniejszenie liczby wyrobów wadliwych, ograniczenie zakresu kontroli jakości, możliwość zmniej-szenia współczynników bezpieczeństwa konstrukcji spawanej na eta-pie projektowania (zmniejszenie masy wyrobów i zużycia materiałów), wzrost jakości wyrobów (kondycja fizyczna i psychiczna operatora nie oddziałuje na jakość), obniżenie kosztów robocizny (proste wyszkole-nie pracownika obsługi).Pozaekonomiczne czynniki pobudzające automatyzację i robotyzację
procesów spawalniczych. Ograniczenie uciążliwych warunków pracy przy produkcji spawalniczej (Humanizacja pracy):
1) Jarzenie elektrycznego łuku spawalniczego; szkodliwe promieniowa-nie świetlne i cieplne.
2) Zjawiska fizyczne i chemiczne zachodzące w łuku; gaz, dymy, pyły oraz pary metali.
3) Hałas (cięcie plazmą).4) Wysiłek fizyczny; duże obciążenia dynamiczne układu kostnego, sta-
wów i mięśni w wyniku podnoszenia i pozycjonowania przedmiotów spawanych. Długotrwałe obciążenia statyczne w czasie prowadzenia np. uchwytu elektrody.
5) Obciążenie psychiczne; monotonia pracy oraz izolacja związana z przebywaniem na stanowisku pracy, długotrwałe skupienie podczas prac.
6) Praca w niekorzystnych warunkach: ciasne pomieszczenia (spawanie zbiorników, kotłów, rurociągów itp.), wysoka temperatura powietrza, trudne warunki atmosferyczne.W praktyce jedynie czynniki ekonomiczne wywierają rzeczywisty
wpływ na podejmowane decyzje inwestycyjne i stymulują rozwój robotyzacji oraz automatyzacji w przedsiębiorstwach wykorzystujących procesy spawal-nicze, gdyż wiążą się one ze znacznymi nakładami finansowymi. Z kolei efekt tzw. „humanizacji pracy” jest zazwyczaj jedynie czynnikiem dodatkowym („ubocznym”), chyba, że zmiany w tym zakresie wymuszane są przez odpo-wiednie dyrektywy, normy lub inne przepisy. Jednak nawet w takim przy-padku czynnikiem stymulującym jest raczej widmo dotkliwych kar finanso-wych nakładanych na przedsiębiorcę w przypadku niespełnienia określonych

151
przepisów, niż bezinteresowna chęć poprawy warunków i komfortu pracy swoim pracownikom. W szczególności, gdy prywatny przedsiębiorca asy-gnuje znaczne środki na inwestycję z własnego budżetu. Opisywany przypa-dek dotyczy jednak głównie wymagań zawartych w obowiązujących obecnie aktach normatywnych dotyczących prowadzenia prac spawalniczych, jak np. „Rozporządzenie Ministra Gospodarki w sprawie bezpieczeństwa i higieny pracy przy pracach spawalniczych16”, czy też rozporządzenie Ministra Pracy i Polityki Społecznej w sprawie najwyższych dopuszczal-nych stężeń czynników szkodliwych dla zdrowia w środowisku pracy17”.
Ekonomia w logistyce procesów spawalniczych
Podejmowanie decyzji inwestycyjnych powinno być oparte o racjo-nalne przesłanki ekonomiczne, profil i specyfikę oraz wielkość produkcji. Na rysunku 7 przedstawiono poglądowo zależność pomiędzy jednostkowymi (umownymi) kosztami procesów spawania prowadzonych w różny sposób, w zależności od wielkości produkcji. Jak wynika z zależności przedstawionej na rysunku koszt procesu spawania prowadzonego w sposób ręczny nie jest zależny od wielkości produkcji. Należy jednak zaznaczyć, że przy ręcznym spawaniu tych samych lub podobnych technologicznie wyrobów spawacz z biegiem czasu nabiera doświadczenia i umiejętności, które pozwalają na skrócenie poszczególnych czasów operacji technologicznych i zwiększenie wydajności. Jednak z drugiej strony wielkości te są marginalne i pomijalnie niskie w porównaniu do procesów prowadzonych w sposób automatyczny lub zrobotyzowany, które pozwalają na uzyskanie wydajności spawania wie-lokrotnie wyższych niż podczas spawania ręcznego.
16 Rozporządzenie Ministra Gospodarki z dnia 27 kwietnia 2000 r. w sprawie bezpieczeństwa i higieny pracy przy pracach spawalniczych (Dz. U. Nr 40, poz. 470.)
17 Rozporządzenie Ministra Pracy i Polityki Społecznej z dnia 29 listopada 2002 w sprawie najwyż-szych dopuszczalnych stężeń czynników szkodliwych dla zdrowia w środowisku pracy (Dz. U. nr 217 poz. 1833), ze zmianą z dnia 10 października 2005 (Dz. U. nr 212 poz. 1769) – akt prawny podający definicje i wartości normatywów higienicznych.

152
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
Rys. 7. Porównanie kosztów jednostkowych spawania w zależności od wielkości produkcji i stopnia automatyzacji procesu spawania
Kosz
t jed
nost
kow
y
400 60 000 Liczba sztuk / rok
Spawanie rêczne
Spawanie na stanowiskuspecjalizowanym
Spawanie zrobotyzowane
Źródło: Lisiecki A., Automatyzacja i robotyzacja procesów spawalniczych (materiały dydaktycz-ne nie publikowane).
W przypadku produkcji jednostkowej, niepowtarzalnej lub małoseryj-nej próby wdrażania procesów zautomatyzowanych lub zrobotyzowanych są nieuzasadnione ekonomicznie, gdyż konieczność częstych zmian produkcji, przezbrajania stanowisk, zmian programów roboczych, testowania przedpro-dukcyjnego, itd. przy wysokich kosztach inwestycji uniemożliwiają osiągnię-cie racjonalnego poziomu jednostkowych kosztów spawania. Z kolei z uwagi na wysoką elastyczność stanowisk zbudowanych w oparciu o wieloosiowe manipulatory przemysłowe (roboty przemysłowe), a w szczególności roboty spawalnicze, pozwalają one na zapewnienie najniższych kosztów jednostko-wych produkcji spawalniczej w zakresie produkcji średnio i wielkoseryjnej. Szczególnym przypadkiem jest przemysł motoryzacyjny, który powszechnie stosuje zrobotyzowane procesy spawania i zgrzewania pomimo, iż produkcja ta ma charakter w zasadzie masowy. Jednak specyfika produkcji oraz rynku współczesnych samochodów osobowych, wysoka konkurencja na rynku glo-balnym i walka o zainteresowanie klienta, wymusza na producentach wpro-wadzanie częstych, nawet niewielkich zmian konstrukcjach samochodów, głównie karoserii. Częstą praktyką w przemyśle motoryzacyjnym, wśród pro-ducentów samochodów osobowych jest oferowanie szerokiej gamy nadwozi

153
na bazie jednego modelu samochodu i jednakowej płyty podłogowej. Ponadto co kilka lat gama oferowanych modeli samochodów jest odświeżana poprzez tzw. „face lifting”, co wymaga wprowadzania zmian w procesie produkcyj-nym. W przypadku typowo masowej produkcji najkorzystniejsze pod wzglę-dem efektywności ekonomicznej jest stosowanie procesów spawalniczych na stanowiskach specjalizowanych. Przykładem tego typu produkcji masowej może być wytwarzanie spawanych pojemników ciśnieniowych przeznaczo-nych na butle gazowe różnego rodzaju, butle do przechowywania i transportu sprężonych gazów technicznych, czy też gaśnice. W tym przypadku popyt na rynku nie jest kreowany poprzez subiektywne wrażenia estetyczne i doznania wizualne klientów, a kształt, konstrukcja, barwa i oznaczenia (ogólnie postać) tego typu produktów określona jest wymaganiami normatywnymi i nie zmie-nia się przez wiele lat. Należy jednak zaznaczyć, że spawalnicze urządzenie lub stanowisko robocze specjalizowane to takie, które jest przeznaczone do automatycznego spawania, czy też zgrzewania, napawania, lutowania albo cięcia termicznego jednego wyrobu lub grupy wyrobów technologicznie podobnych. Urządzenie takie posiada stałoprogramowy układ sterowania, co oznacza, że z chwilą zaprzestania produkcji staje się ono nieużyteczne. W związku z tym decyzja o wdrożeniu specjalizowanego urządzenia lub stanowiska spawalniczego musi być poprzedzona precyzyjną analizą rynku, szczególnie uwzględniającą prognozy i kierunki rozwoju w danej branży oraz cykl życia produktu, który ma być przedmiotem produkcji. Powyższy przykład wskazuje na wielką wagę działań logistycznych już w pierwszym etapie projektowania spawalniczego procesu produkcyjnego.
Logistyka produkcji z wykorzystaniem spawalniczych gniazd zrobotyzowanych
Stanowiska zrobotyzowane cechują się znacznym stopniem elastycz-ności i uniwersalności, lecz kosztem nieco niższej efektywności i wydajno-ści w porównaniu do stanowisk i urządzeń specjalizowanych. Uniwersalność i elastyczność stanowisk zrobotyzowanych wynika z konstrukcji kinema-tycznej manipulatora przemysłowego, który po spełnieniu określonych kry-teriów i wymagań, staje się robotem przemysłowym, a w szczególnym przypadku robotem spawalniczym, oraz jego układu sterowania. Zgodnie z definicją robot przemysłowy to urządzenie techniczne sterowane automa-tycznie za pomocą własnego układuem sterującego przeprogramowalnego, które posiada co najmniej trzy stopnie ruchliwości i jest przeznaczone do

154
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
wykonania czynności manipulacyjnych w przemysłowym procesie produk-cyjnym. Roboty spawalnicze muszą spełniać szereg dodatkowych wymagań i kryteriów. Przykładowo przyjmuje się, że robot spawalniczy przezna-czony do spawania łukowego GMA musi spełniać następujące wymagania :
–– co najmniej 5 lub 6 stopni ruchliwości,
–– możliwość ustawienia korpusu robota we wszystkich pozycjach (np. roboty podwieszane),
–– możliwość sterowania urządzeniami zewnętrznymi (peryferyjnymi), programowanie parametrów technologicznych i parametrów ruchu, sterowanie urządzeniem spawalniczym,
–– duża powtarzalność pozycjonowania,
–– interpolacja liniowa, kołowa oraz możliwość definiowania programu ruchów wahadłowych we wszystkich kierunkach (spawanie ruchem zakosowym),
–– programowanie 3-D, obrót i odbicie lustrzane przez zdefiniowanie trzech punktów,
–– przyłącza dla układów sensorowych, komputerów i systemów progra-mowania typu off-line,
–– biblioteka programów użytkowych z możliwością dokumentowania programu (archiwizacja),
–– niezawodność układu ruchowego i układu sterowania, odporność na działanie dymów i pyłów,
–– zabezpieczenie przed zakłóceniami elektromagnetycznymi i impul-sami prądowymi o wysokim napięciu oraz wysokiej częstotliwości (działanie układów jonizatora, zmienne pole elektromagnetyczne o wysokiej częstotliwości).Nieco inne kryteria muszą spełniać roboty spawalnicze przeznaczone
np. do zgrzewania oporowego punktowego, spawania i cięcia laserowego lub cięcia tlenem, czy plazmą, szczególnie w zakresie parametrów pracy, udźwigu i architektury układu sterowania.
Z kolei przeprogramowalność to właściwość układu sterującego robota przemysłowego, która pozwala zmienić lub zmodyfikować program użytkowy robota w sposób automatyczny, czy też poprzez operatora bez wprowadzania zmian fizycznych w układzie ruchu i układzie sterującym. W praktyce sto-sowane są trzy sposoby programowania robotów przemysłowych, w tym

155
również robotów spawalniczych18 . Najprostszym sposobem programowania robotów przemysłowych jest programowanie uczeniem, tzw. „Teach in”. Jest ono rzadko stosowane w praktyce przemysłowej, gdyż polega na zapisywaniu w pamięci układu sterowania robota współrzędnych kolejnych punktów (czyli cyklu manipulacyjnego), do których przemieszczana jest kiść robota (ostatniego członu wykonawczego) podczas sterowania ręcznego. Przemieszczanie kiści robota może odbywać się poprzez ręczne przeciąganie od jednego do kolejnego punktu, poprzez sterowanie przemieszczeniem napędów poszczególnych osi z pulpitu sterującego lub za pomocą „muszy 6D” (ewentualnie jojstik). Sposób ten jest nieefektywny, gdyż w trakcie programowania stanowisko jest wyłą-czone z procesu produkcyjnego. Pewną odmianą tego sposobu programowania jest wykorzystanie fantoma, czyli urządzenia symulującego robota, jednak to rozwiązanie jest drogie, wymaga dodatkowej przestrzeni, a dokładność progra-mowania jest niska. Typowym i powszechnie stosowanym sposobem progra-mowania robotów, jak i innych maszyn i urządzeń sterowanych numerycznie i komputerowo jest programowanie analityczne. Polega ono na opracowaniu programu użytkowego za pomocą edytora kodu źródłowego (języka programo-wania) i wprowadzeniu go do pamięci układu sterowania robota, np. za pomocą komputera przenośnego (laptopa) podłączonego do układu sterowania lub też poprzez sieć przewodową, bezprzewodową (WiFi) z komputera oddalonego od stanowiska zrobotyzowanego. Taki sposób programowania nie ogranicza pracy stanowiska zrobotyzowanego w czasie opracowania programu, jednak w celu zweryfikowania poprawności programu oraz wyznaczenia czasu trwania cykli poszczególnych operacji, konieczne jest testowanie programu na stanowisku rzeczywistym przed dopuszczeniem programu do użytkowania. Praktyka wskazuje, że na etapie testowania prawie zawsze eliminowane są przynaj-mniej drobne błędy logiczne, a przeważnie zawsze dokonuję się optymalizacji pracy całego stanowiska. Najnowocześniejszym i najbardziej zaawansowanym sposobem programowania robotów przemysłowych jest programowanie za pomocą symulacji komputerowej19, rys. 8.
18 Ciszak O., Komputerowe wspomaganie, modelowanie i symulacja zrobotyzowanych stanowisk pro-dukcyjnych, Technologia i Automatyzacja Montażu, 2011, Nr 3, s. 16-19.
19 Kruczyński M., Sensory i układy śledzenia spiny na zrobotyzowanych stanowiskach spawalniczych, Przegląd Spawalnictwa, 2013, Nr 1, s. 36-39.

156
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
Rys. 8. Widok modelu wirtualnego spawalniczego gniazda do spawania GMA utworzonego w programie RobOffice (a) oraz model spawalniczego gniazda do zgrzewania punktowego w programie ProSim Reis Robotics
a) b)
Źródło: Lisiecki A., Automatyzacja i robotyzacja procesów spawalniczych (materiały dydaktycz-ne nie publikowane).
W tym przypadku specjalistyczne oprogramowanie pozwala stwo-rzyć wirtualne gniazdo zrobotyzowane wraz przedmiotem obróbki, np. deta-lami spawanymi, urządzeniami peryferyjnymi i zabezpieczeniami, które posiadają cechy konstrukcyjne rzeczywistego gniazda zrobotyzowanego. Programowanie w wirtualnej rzeczywistości (Off-line), jest zupełnie nie-zależne od pracy stanowiska roboczego. Dodatkowo wykorzystując model wirtualny procesu zrobotyzowanego spawania oraz detal spawany, możliwe jest optymalizowanie zarówno parametrów pracy samego robota pod kątem czynności i operacji manipulacyjnych, jak również optymalizowanie procesu spawania. Efektem takiego sposobu programowania jest gotowy, zoptymali-zowany i w dodatku przetestowany wirtualnie program roboczy. Oczywiście przed uruchomieniem takiego programu na rzeczywistym stanowisku robo-czym konieczne jest ostateczne sprawdzenie poprawności jego działania, lecz zakres testowania i czas konieczny na testowanie jest znacznie krótszy w porównaniu do przypadku poprzedniego, tj. programowania analitycznego. W związku ze specyfiką pracy linii i gniazd zrobotyzowanych oraz stosun-kowo częstą zmianą programów roboczych, proces programowania stano-wisk zrobotyzowanych jest jednym z najważniejszych elementów całego sys-temu sterowania i zapewnienia ciągłości produkcji, a więc również jednym z elementów procesu logistycznego w przedsiębiorstwie.

157
Do najważniejszych zalet programowania robotów przemysłowych za pomocą symulacji komputerowej należy zaliczyć20:
•– możliwość edycji programu w trybie Off-line, bez udziału rzeczywi-stego stanowiska zrobotyzowanego,
•– symulację trajektorii ruchu robota,•– weryfikację przestrzeni roboczej pracy robota,•– testowanie pod względem możliwości wystąpienia kolizji z otoczeniem,•– wyznaczenie czasu trwania poszczególnych cykli,•– łatwy sposób transmisji gotowych programów do układu sterowania
robota i odwrotnie,•– możliwość korzystania z biblioteki modeli robotów, przenośników,
pozycjonerów i innych elementów wyposażenia techniczno-technolo-gicznego wraz z możliwością importu z innych programów CAD,
•– monitorowanie i symulację stanów wejść i wyjść cyfrowych układu sterowania I/O.Typowe spawalnicze gniazdo przedmiotowe zbudowane jest kilku
podstawowych grup i typów urządzeń. Ogólnie do najważniejszych można zaliczyć robota spawalniczego (np. do spawania łukowego GMA, cięcia lase-rowego lub zgrzewania) wraz nadrzędnym układem sterowania, następnie drugie pod względem ważności urządzenie spawalnicze (np. spawarka, laser lub zgrzewarka), urządzenia peryferyjne, układy adaptacyjne oraz systemy zabezpieczeń sprzętu i obsługi, rys. 9.
20 Paul C., Hofner L., Sensory w robotyzacji spawania, Przegląd Spawalnictwa, 2011, Nr 8, s. 28-31.

158
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
Rys. 9. Widok procesu zrobotyzowanego spawania łukowego GMA (a) oraz konfiguracja spawalniczego gniazda spawalniczego do spawania łukowego GMA: 1 – robot spawalniczy, 2 – źródło prądu GMA, 3 – manipulator spawalniczy (stół lub obrotnik), 4 – układ adaptacyjny, 5 – urządzenia zabezpieczające, 6 – układ sterowania, 7 – głowica spawalnicza, 8 – podajniki drutu, 9 – butle z gazem, 10 – układ czyszczenia palnika, 11 – złącze antykolizyjne, 12 – chłodnica
a)
b)
123
4
567
8
8
9
10
11
12
Źródło: Lisiecki A., Automatyzacja i robotyzacja procesów spawalniczych (materiały dydaktycz-ne nie publikowane).
Przy czym zgodnie z definicją, urządzeniami peryferyjnymi (czyli pomocniczymi) nazywana jest grupa urządzeń mechanicznych, które wyko-rzystywane są przez zespoły stanowisk w celu :
–– rozszerzenia pola pracy robotów,
–– ochrony struktury mechanicznej robota i narzędzia technologicznego,
–– okresowego czyszczenia narzędzia technologicznego,

159
–– optymalnego ustawienia i zamocowania obrabianego przedmiotu w przestrzeni operacyjnej robota.Tak więc można stwierdzić, że urządzenia peryferyjne to wszystkie
elementy aplikacji nie należące bezpośrednio do robota oraz układu steru-jącego robota, wymieniające jednak informacje z układem sterowania, jak np. dodatkowe zespoły jezdne, pozycjonery, obrotniki, manipulatory przed-miotowe, urządzenia mocująco-bazujące, urządzenia transportu elementów, złącza antykolizyjne, urządzenia do czyszczenia palnika, itp.
Zespoły jezdne umożliwiają zwiększenie pola pracy robota przez poziome liniowe przemieszczenie korpusu robota. Na stanowiskach zroboty-zowanych stosowane są zespoły jezdne dolne i górne, rys. 10.Rys. 10. Widok spawalniczych gniazd zrobotyzowanych do spawania GMA wyposażonych w zespoły jedne; a) dolny - napęd liniowy, b) górny - napęd liniowy poprzeczny na konstrukcji portalowej przejezdnej
a) b)
Źródło: Lisiecki A., Automatyzacja i robotyzacja procesów spawalniczych (materiały dydaktycz-ne nie publikowane)
Do budowy spawalniczych gniazd zrobotyzowanych, wchodzących w skład linii potokowej, do mocowania detali spawanych rzadko stosowane są stoły montażowo-spawalnicze i pozycjonery, gdyż pozbawione są one możliwości wykonywania ruchów roboczych, rys. 11. Często też pozycjoner spawalniczy jest obecnie mylony z obrotnikiem lub manipulatorem spawalni-czym. Powodem takiego stanu rzeczy jest często podobna, a nawet jednakowa konstrukcja, lecz zasadnicza różnica dotyczy rodzaju i możliwości układu sterowania. Pozycjonery są to proste urządzenia służące do ustawiania detalu w pozycji dogodnej do spawania, pozbawione ruchu roboczego. Oznacza to, że w czasie operacji spawalniczych pozycjoner nie wykonuje ruchu. Natomiast obrotniki spawalnicze, choć często konstrukcyjnie podobne do pozycjonerów posiadają zdolność wykonywania ruchów roboczych obrotowych o zadanej

160
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
prędkości i o zadany kąt obrotu, rys. 9a i 10a. Manipulatory spawalnicze to urządzenia, które posiadają oś obrotową z możliwością dodatkowego wychylenia tej osi w jednej płaszczyźnie. Manipulatory spawalnicze również posiadają zaawansowany układ sterowania, który umożliwia wykonywanie ruchów roboczych o zadanych parametrach. Ważną grupą urządzeń stoso-wanych w nowoczesnych i wysokowydajnych spawalniczych gniazdach zro-botyzowanych są układy adaptacyjne, które umożliwiają w pewnym sensie robotowi „obserwację” otoczenia i reagowanie na zmiany w tym otoczeniu poprzez modyfikację programu roboczego (roboty II generacji). Oznacza to, że algorytm sterujący pracą robota uwzględnia na bieżąco zmiany warunków procesu produkcyjnego (przechodzenie od sterowania otwartego do stero-wania zamkniętego ze sprzężeniem zwrotnym), rys. 12. Dzięki temu robot potrafi odnaleźć początek i koniec złącza rzeczywistego oraz ustalić rzeczy-wistą płaszczyznę i oś złącza. Rys. 11. Widok procesu spawania GMA na spawalniczym gnieździe zrobotyzowanym wyposażonego w stół montażowo-spawalniczy oraz robota spawalniczego wraz z wizyjnym układem adaptacyjnym i modułem programowania wirtualnego off-line
Źródło: Lisiecki A., Automatyzacja i robotyzacja procesów spawalniczych (materiały dydaktycz-ne nie publikowane).
Najczęściej stosowane układy adaptacyjne na stanowiskach zro-botyzowanych do spawania GMA to układy oparte o pomiar i analizie

161
zmian napięcia i natężenia prądu spawania przy wymuszonych ruchach łuku poprzecznie względem osi rowka złącza. Bez wnikania w szczegóły działania takiego układu, jeśli zmiany parametrów są symetryczne, to znaczy, że łuk przemieszcza się wzdłuż osi złącza. W przeciwnym wypadku układ dokonuje korekty położenia palnika i łuku spawalniczego. Znacznie bardziej złożone i kosztowne są układy wizyjne, zazwyczaj z laserowym oświetlaczem, ale dzięki swym zaletom obecnie coraz powszechniej stosowane w przemyśle, rys. 11. Trzecią grupę prostych układów adaptacyjnych stanowią układy taktylne stykowe lub bezkontaktowe. Roboty nie posiadające układów adaptacyjnych (sterowanie otwarte) są w pewnym sensie „ślepe” i wykonują program roboczy powtarzając go cyklicznie bez zmian. Taki sposób stero-wania robotami spawalniczymi w gniazdach przedmiotowych nie sprawdza się w praktyce, jest nieefektywny, wymaga obsługi operatora i powoduje znaczne wydłużenie czasów pomocniczych, więc z punktu widzenia logi-styki produkcji jest bezużyteczny.Rys. 12. Schemat sterowania robotem spawalniczym w układzie otwartym (a) oraz zamkniętym ze sprzężeniem zwrotnym (b): 1 – układ sterowania, 2 – robot spawalniczy, 3 – złącze spawane, 4 – przetwornik parametrów, 5 – układ śledzący z sensorami
a)
1
4
2
3 1 2 3
4
b)
1
4
2
3
51 2 3
4
5
Źródło: Lisiecki A., Automatyzacja i robotyzacja procesów spawalniczych (materiały dydaktycz-ne nie publikowane).

162
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
Optymalizacja przepływu strumieni rzeczowych na spawalniczych gniazdach zrobotyzowanych
Zapewnienie płynnego przepływu strumieni rzeczowych na spa-walniczych gniazdach zrobotyzowanych, synchronizacja poszczególnych stanowisk i gniazd oraz gwarancja jak najkrótszego taktu produkcji wymaga doboru urządzeń peryferyjnych według określonych kryteriów takich jak:
•– charakterystyka zastosowanego robota (liczba stopni ruchliwości, przebieg cykli manipulacyjnych, kształt przestrzeni roboczej),
•– charakterystyka przedmiotu pracy (kształt, wymiary, masa, liczba przedmiotów spawanych w jednym cyklu, wielkość serii),
•– wymagany stopień mechanizacji i automatyzacji stanowiska,•– powiązanie stanowiska z innymi urządzeniami produkcyjnymi (stano-
wisko samodzielne, gniazdo produkcyjne, linia produkcyjna, elastycz-ny system produkcyjny lub spawalniczy itp.).Z kolei urządzenia załadunkowe na spawalniczych stanowiskach zro-
botyzowanych powinny spełniać następujące wymagania: •– operacje przemieszczania przedmiotów pracy powinny mieć charakter
liniowy,•– urządzenia przemieszczające przedmioty pracy powinny mieć budowę
modułową w celu optymalnego dopasowania ich konstrukcji do wyko-nywanego zadania technologicznego,
•– napędy tych urządzeń powinny być takie same jak napędy robota,•– sterowanie i kontrola przemieszczeń powinna być dokonywana przez
układ sterowania robota,•– urządzenia powinny być wyposażone w sensory rozpoznające położe-
nie przedmiotu pracy w przestrzeni,•– chwytaki i części mocujące powinny mieć możliwie prostą konstruk-
cję i być w maksymalnym stopniu uniwersalne,•– dokładność i powtarzalność pozycjonowania tych urządzeń musi być co
najmniej równa dokładności i powtarzalności pozycjonowania robota,•– w razie konieczności transportu przedmiotów pracy na dłuższe odle-
głości należy zastosować specjalne środki transportu (np. pojazdy szy-nowe itp.).

163
Racjonalne rozmieszczenie oraz efektywne wykorzystanie urządzeń na spawalniczym stanowisku zrobotyzowanym (gnieździe lub linii potoko-wej) powinno być przedmiotem opracowania projektu techniczno-techno-logicznego PTT. Do wykazu najważniejszych czynności związanych z opra-cowaniem projektu PTT można zaliczyć: 1.– Określenie celu zadania robotyzacyjnego:–– zmniejszenie liczby stanowisk spawalniczych,
–– poprawa warunków pracy,
–– wzrost jakości produkcji,
–– wzrost wydajności,
–– oszczędność energii,
–– elastyczność stanowiska produkcyjnego,
–– obniżenie kosztów własnych produkcji.2.– Analiza technologiczności konstrukcji przedmiotu:–– kształt, masa i wymiary przedmiotu,
–– rodzaj złączy spawanych,
–– program produkcji,
–– czasy główne i pomocnicze.3.– Ustalenie rozmieszczenia przyrządów pozycjonująco-mocujących
oraz taktu pracy:–– takt obrotowy,
–– takt wahadłowy,
–– produkcja potokowa,
–– praca wielostanowiskowa.4.– Wybór urządzeń peryferyjnych do wykonywania następujących
czynności :–– dostarczenie elementów składowych przedmiotu spawanego,
–– pozycjonowanie / mocowanie,
–– odmocowanie, zdejmowanie, składowanie,
–– transport gotowego przedmiotu po spawaniu.5.– Wybór robota spawalniczego przy uwzględnieniu:–– budowy układu kinematycznego (liczba stopni swobody, przestrzeń

164
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
robocza itp.),
–– parametrów technicznych (udźwig, zakres prędkości ruchu, dokład-ność pozycjonowania, itp.),
–– możliwości współpracy z urządzeniami technologicznymi, peryferyj-nymi oraz systemami zabezpieczającymi,
–– rodzaj układu sterowania (PTP, CP).6.– Opracowanie programu użytkowego robota i technologii spawania:–– liczba kroków programowych,
–– kolejność operacji technologicznych,
–– zapisanie programu spawania w układzie sterującym.7.– Określenie wydajności pracy stanowiska uwzględniając:–– czas pracy robota,
–– stopień wykorzystania robota,
–– liczbę zmian roboczych.8.– Analiza efektywności pracy stanowiska poprzez:–– porównanie czasów spawania, pomocniczych, pozycjonowania itp.,
–– bilans nakładów i korzyści ekonomicznych,
–– analizę rożnych wariantów pracy stanowiska (jedno, dwu lub trzy-zmianowa),
–– analiza kosztów utrzymania (koszt serwisowania, materiałów eksplo-atacyjnych itp.),
–– ustalenie czasu zwrotu nakładów inwestycyjnych.9.– Analiza warunków realizacji projektu:–– wymagana powierzchnia produkcyjna,
–– poziom techniczny i technologiczny zakładu,
–– analiza możliwości włączenie stanowiska w aktualny proces produk-cyjny.W przypadku procesu spawania, np. łukowego GMA efektywność wyko-
rzystania robota spawalniczego oraz urządzeń manipulacyjnych zależy od rodzaju konfiguracji oraz taktu pracy stanowiska. W najprostszej konfiguracji spawalni-cze gniazdo zrobotyzowane do spawania łukowego GMA może być wyposażone w jednego robota oraz np. jeden pojedynczy manipulator, rys. 13.

165
Rys.13. Schemat spawalniczego gniazda zrobotyzowanego do spawania łukowego GMA wyposażonego w jednego robota spawalniczego oraz jeden pojedynczy manipulator spawalniczy
7
Źródło: Lisiecki A., Automatyzacja i robotyzacja procesów spawalniczych (materiały dydaktycz-ne nie publikowane).
Rys. 14. Schemat spawalniczego gniazda zrobotyzowanego do spawania łukowego GMA wyposażonego w jednego robota spawalniczego oraz (a) dwa oddzielne i pojedyncze manipulatory spawalnicze, (b) jeden podwójny manipulator spawalniczy o dużym udźwigu
a)
7
b)
Źródło: Lisiecki A., Automatyzacja i robotyzacja procesów spawalniczych (materiały dydaktycz-ne nie publikowane).

166
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
W takim przypadku koszty inwestycji są stosunkowo niskie, lecz rozwiązanie takie sprawia, iż wykorzystanie czasu pracy robota jest niskie. Powodem tego jest przestój robota w czasie demontażu detali gotowych oraz montażu detali do spawania. Rozwiązanie takie jest dopuszczalne jedynie w przypadku, gdy czas procesu spawania jest znacznie dłuższy od czasów pomocniczych (montaż i demontaż detali). Znacznie korzystniejsze roz-wiązanie w przypadku gniazd przedmiotowych, szczególnie wchodzących w skład linii potokowych zsynchronizowanych, to konfiguracja, w skład któ-rej wchodzą dwa manipulatory, jak na rys. 14a. Rozwiązanie takie zapewnia wysoką efektywność wykorzystania czasu pracy robota, jednak urządzenie załadowcze lub też operator musi zmieniać miejsce pracy. Konieczność prze-mieszczania powoduje, że urządzenie załadowcze lub operator znajdują się w przestrzeni roboczej robota, co grozi kolizją. Innym rozwiązaniem jest wykorzystanie manipulatora dwustanowiskowego, rys. 14b. Podobnie jak w poprzednim przypadku zapewnia to wysoką efektywność pracy robota, a dodatkowo operator lub urządzenie załadowcze nie przekracza przestrzeni roboczej robota. Operator też nie jest narażony na promieniowanie łuku spa-walniczego. Jednak udźwig takiego manipulatora musi być dwukrotnie więk-szy w porównaniu do poprzedniego rozwiązania. W przypadku linii potoko-wych zsynchronizowanych częstym rozwiązaniem jest zastosowanie mani-pulatora wielostanowiskowego, który współpracuje z kilkoma robotami, rys. 4 i 5. Takie rozwiązanie cechuje się bardzo dużą wydajnością, możliwością spawania etapowego w celu zapewnienia dostępu do spoin trudnodostępnych poprzez dokładanie kolejnych detali, możliwość stosowania na jednym sta-nowisku różnych metod lub technik spawania. Oczywistą wadą i ogranicze-niem tego rozwiązania jest jego wysoki koszt inwestycyjny.
Często stosowanym w przemyśle rozwiązaniem jest też zastosowa-nie dwóch robotów, z których jeden spełnia funkcję robota spawalniczego do spawania np. łukowego, a drugi jest robotem manipulacyjnym, rys. 15. Taka konfiguracja cechuje się najwyższą elastycznością pracy, możliwością spawania po złożonych trajektoriach i w trudnodostępnych miejscach, efek-tywnym wykorzystaniem robota spawalniczego. Pewnym ograniczeniem jest dość wysoki koszt inwestycyjny, w porównaniu do prostszych rozwiązań przemysłowych.

167
Rys. 15. Schemat spawalniczego gniazda zrobotyzowanego do spawania łukowego GMA wyposażonego w robota spawalniczego i robota manipulacyjnego (a) oraz widok procesu spawania w tego typu gnieździe zrobotyzowanym (b)
a)
b)
Źródło: Lisiecki A., Automatyzacja i robotyzacja procesów spawalniczych (materiały dydaktycz-ne nie publikowane).
Spotykanym też czasami w przemyśle rozwiązaniem jest zastosowanie jednego robota spawalniczego, który współpracuje z kilkoma manipulatorami (np. o dużych gabarytach), rys. 16. Rozwiązanie to pozwala na efektywne wykorzystanie czasu pracy robota, pod warunkiem prawidłowego zaplano-wania produkcji i pracy stanowiska. Korzyścią są również stosunkowo krót-kie czasy na przezbrajanie stanowiska przy zmianie rodzaju wyrobu (szcze-gólnie ważne przy krótkich seriach). Taka konfiguracja wymaga jednak dużej powierzchni, a w odróżnieniu od wysokiej efektywności wykorzystania robota, wykorzystanie czasów pracy manipulatorów jest niskie, średnio ok. 30 % czasu pracy robota.

168
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
Rys. 16. Schemat spawalniczego gniazda zrobotyzowanego do spawania łukowego GMA wyposażonego w jednego robota spawalniczego oraz kilka pojedynczych manipulatorów spawalniczych
7
Źródło: Lisiecki A., Automatyzacja i robotyzacja procesów spawalniczych (materiały dydaktycz-ne nie publikowane).
Podsumowanie Zapewnienie płynnego przepływu strumieni rzeczowych na spawalni-
czych gniazdach zrobotyzowanych oraz zapewnienie możliwości synchroni-zacji poszczególnych stanowisk roboczych w obrębie jednego gniazda, jak również gniazd przedmiotowych w linii potokowej, jednocześnie zapew-nienie optymalnego stopnia wykorzystania wszystkich urządzeń roboczych, a w końcu zapewnienie jak najkrótszego taktu produkcji wymaga analizy wielu czynników i optymalizacji procesu produkcyjnego przy uwzględnie-niu wielu kryteriów, z których wiele jest wzajemnie wykluczających się. Tak więc projekt techniczno-technologiczny PTT spawalniczego gniazda zrobo-tyzowanego lub też całej linii produkcyjnej musi być efektem kompromisu uwzględniającego specyfikę produktu oraz procesu produkcyjnego, traktując jednocześnie pewne kryteria priorytetowo.
W projekcie PTT spawalniczego gniazda np. do spawania łukowego GMA konieczne jest zatem uwzględnienie następujących czynników: wiel-kości i masy przedmiotu pracy, liczby części przeznaczonych do spawania, kształtu i położenia złącza, programu produkcji i wielkości serii, stosunku czasów głównych i pomocniczych.
Z kolei głównymi celami podczas projektowania procesu technolo-gicznego na spawalniczym stanowisku zrobotyzowanym są : 1.– Ograniczenie do minimum liczby pracowników.

169
2.– Skrócenie czasu pracy spawalniczego stanowiska zrobotyzowanego poprzez skrócenie:
–– czasu głównego spawania dzięki zwiększeniu prędkości spawania,
–– czasów pomocniczych wskutek równoczesnego wykonywania kilku operacji lub czynności pomocniczych,
–– czasu pozycjonowania przedmiotu,
–– czasu na odpoczynek,
–– czasu głównego i czasów pomocniczych przez pracę wielomaszynową.3.– W przypadku stanowiska z jednym robotem spawalniczym, zwiększe-
nie wydajności możliwe jest przez właściwe rozmieszczenie robota względem urządzeń peryferyjnych, np.:
–– zastosowanie manipulatora z wielostanowiskowym stołem obroto-wym, pracującego w takcie wahadłowym lub podłużnym, dzięki cze-mu możliwe jest jednoczesne (równoległe) wykonywanie głównej operacji technologicznej (spawania) jak i operacji pomocniczych (mo-cowanie i zdejmowanie przedmiotu gotowego),
–– wykonywanie operacji zakładania i zdejmowania przedmiotów pracy na manipulator pozycjonujący przez robot spawający lub dodatkowy manipulator czy robot, dzięki czemu zmniejsza liczba osób potrzeb-nych do obsługi stanowiska,
–– odpowiednie usytuowanie stanowisk zrobotyzowanych, aby umożli-wić obsługę wielomaszynową przez operatorów.
Literatura1. Bendkowski J., Radziejowska G., Logistyka zaopatrzenia w przedsię-
biorstwie, Wydawnictwo Politechniki Śląskiej, Gliwice 2005.
2. Brzeziński M. (red.), Organizacja i sterowanie produkcją. Projektowanie systemów produkcyjnych i procesów sterowania produkcją, A.W. PLA-CET, Warszawa 2002.
3. Cegielski P., Kolasa A., Golański D., Sarnowski T., Oneksiak A., Innowa-cyjne rozwiązania konstrukcyjne w przemysłowych urządzeniach do au-tomatyzacji procesów spawalniczych, Przegląd Spawalnictwa 2013, Nr 1.
4. Ciszak O., Komputerowe wspomaganie, modelowanie i symulacja zro-botyzowanych stanowisk produkcyjnych, Technologia i Automatyzacja

170
PRAKTYCZNE ASPEKTY LOGISTYKI PRODUKCJI NA PRZYKŁADZIE...
Montażu 2011, Nr 3.
5. IIW Guideline. Personnel with responsibility for Welding Coordination. Minimum Requirements for the Education, Examination and Qualifi ca-tion” - Doc. IAB-252-07; 7.
6. Gawrysiuk W., Siennicki M., Robotyzacja procesu spawania hybrydowe-go - przykład aplikacji, Przegląd Spawalnictwa 2011, Nr 8.
7. Kruczyński M., Sensory i układy śledzenia spiny na zrobotyzowanych stanowiskach spawalniczych, Przegląd Spawalnictwa 2013, Nr 1.
8. Kurpisz B., Kwalifikacje personelu spawalniczego, Wiadomości PKN. Normalizacja 2011.
9. Lisiecki A., Automatyzacja i robotyzacja procesów spawalniczych (mate-riały dydaktyczne nie publikowane).
10. Milewska E., Wykorzystanie wiedzy technologicznej w procesie stero-wana przepływem produkcji, Miesięcznik Naukowo-Techniczny Mecha-nik, Nr 7, R. 84; CD.
11. Paul C., Hofner L., Sensory w robotyzacji spawania, Przegląd Spawal-nictwa 2011, Nr 8.
12. Pfeifer T., Metody oceny efektywności wdrożeń stanowisk do spawania zrobotyzowanego, Biuletyn Instytutu Spawalnictwa 2011, Nr 3.
13. Pfeifer T., Rozwój rynku robotów przemysłowych w Polsce i na świecie, Przegląd Spawalnictwa 2011, Nr 8.
14. PN-EN ISO 14731:2008 Nadzorowanie spawania – Zadania i odpowie-dzialność.
15. PN-EN 1418:2000 Personel spawalniczy - Egzaminowanie operatorów urządzeń spawalniczych oraz nastawiaczy zgrzewania oporowego dla w pełni zmechanizowanego i automatycznego spajania metali.
16. PN-EN 13133:2002 Lutowanie twarde - Egzaminowanie lutowaczy.
17. Rozporządzenie Ministra Gospodarki z dnia 27 kwietnia 2000r. w spra-wie bezpieczeństwa i higieny pracy przy pracach spawalniczych (Dz. U. Nr 40, poz. 470.)
18. Rozporządzenie Ministra Pracy i Polityki Społecznej z dnia 29 listo-pada 2002 w sprawie najwyższych dopuszczalnych stężeń czynników

171
szkodliwych dla zdrowia w środowisku pracy (Dz. U. nr 217 poz. 1833), ze zmianą z dnia 10 października 2005 (Dz. U. nr 212 poz. 1769) – akt prawny podający definicje i wartości normatywów higienicznych.
19. Skowronek C., Sarjusz-Wolski Z., Logistyka w przedsiębiorstwie, Pol-skie Wydawnictwo Ekonomiczne, Warszawa 2012.
20. Świerczek A., Koncepcja zarządzana procesami logistycznymi w przed-siębiorstwie, Zeszyty Naukowe Wyższej Szkoły Zarządzania Ochroną Pracy w Katowicach, 2006 Nr 1(2).
21. Żebrucki Z., Diagnoza przepływów w wewnątrzorganizacyjnym łańcu-chu dostaw, Zeszyty Naukowe Politechniki Śląskiej, Organizacja i Zarzą-dzanie 2011, Nr kol. 1845, z. 56.