1. WADY POŁĄCZEŃ SPAWANYCH
12
Konstrukcje Metalowe – Laboratorium ________________________________________________________________________________ ________________________________________________________________________________ -1- Temat 7: Wadliwość spoin. 1. WADY POŁĄCZEŃ SPAWANYCH A. Systematyka wad spoin wg PN-EN 26520 (PN-ISO 6520) Pęknięcia (E) – Nieciągłość metalu spoiny lub strefy wpływu ciepła w postaci szczeliny powstałej w wyniku działania naprężeń. Mogą powstawać jako pęknięcia gorące przy zakresie temperatur 1100 1350 C. Przyczyny: duża zawartość C oraz zanieczyszczeń (S i P); duża prędkość spawania; wysoki stan naprężeń własnych wywołany znaczną sztywnością konstrukcji. Pęknięcia zimne powstają w temperaturze poniżej 300 C, powodowane są głównie kruchością tzw. wodorową. Pęknięcia lamelarne powstają przeważnie na wskutek odkształcania się blachy w kierunku grubości, przy niskiej jej ciągliwości w tym kierunku. Grupa Nr 1 - Pęknięcia Symbol Nazwa Opis Schemat Ea Pęknięcie podłużne Pęknięcie usytuowane zasadniczo równolegle do osi spoiny Eb Pęknięcie poprzeczne Pęknięcie usytuowane zasadniczo prostopadle do osi spoiny E Pęknięcie promieniowe Pęknięcia rozchodzące się promieniście od jednego punktu. Ec Pęknięcie w kraterze E Grupa pęknięć występujących oddzielnie E Pęknięcie rozgałęzione
Transcript of 1. WADY POŁĄCZEŃ SPAWANYCH
Konstrukcje Metalowe – Laboratorium ________________________________________________________________________________
________________________________________________________________________________ -1-
Temat 7: Wadliwość spoin.
1. WADY POŁĄCZEŃ SPAWANYCH
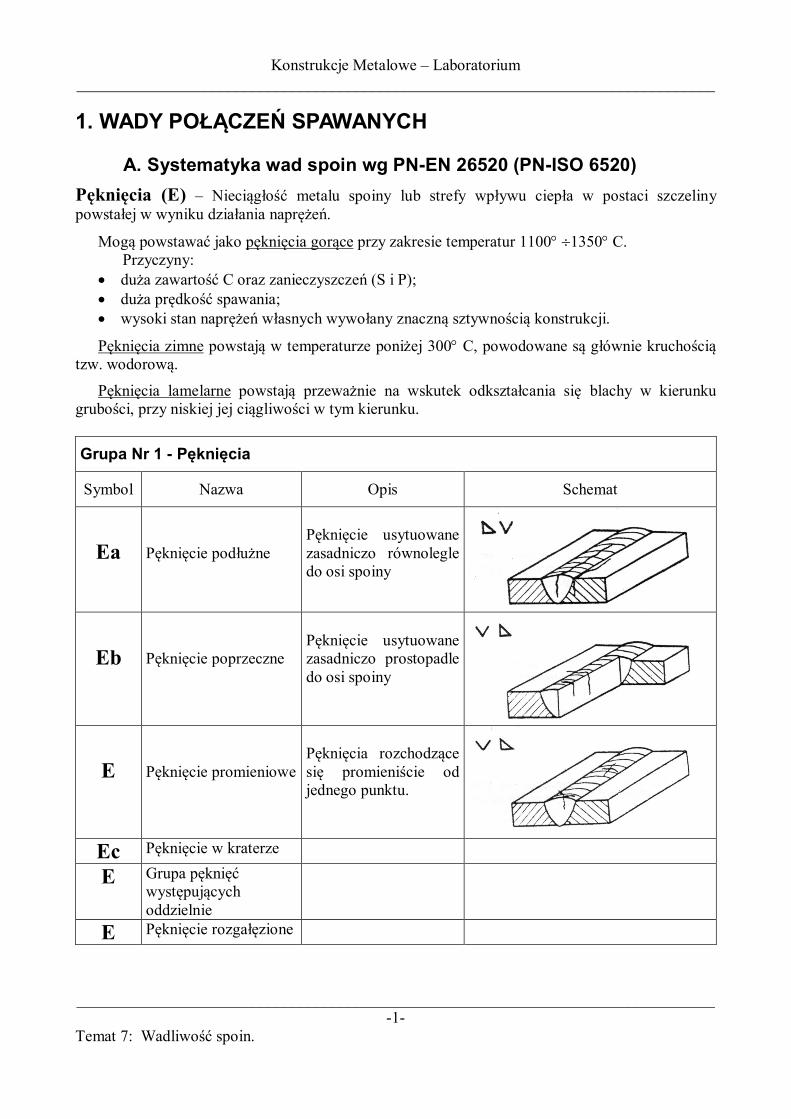
A. Systematyka wad spoin wg PN-EN 26520 (PN-ISO 6520) Pęknięcia (E) – Nieciągłość metalu spoiny lub strefy wpływu ciepła w postaci szczeliny powstałej w wyniku działania naprężeń.
Mogą powstawać jako pęknięcia gorące przy zakresie temperatur 1100 1350 C. Przyczyny:
duża zawartość C oraz zanieczyszczeń (S i P); duża prędkość spawania; wysoki stan naprężeń własnych wywołany znaczną sztywnością konstrukcji.
Pęknięcia zimne powstają w temperaturze poniżej 300 C, powodowane są głównie kruchością tzw. wodorową.
Pęknięcia lamelarne powstają przeważnie na wskutek odkształcania się blachy w kierunku grubości, przy niskiej jej ciągliwości w tym kierunku.
Grupa Nr 1 - Pęknięcia
Symbol Nazwa Opis Schemat
Ea
Pęknięcie podłużne
Pęknięcie usytuowane zasadniczo równolegle do osi spoiny
Eb
Pęknięcie poprzeczne
Pęknięcie usytuowane zasadniczo prostopadle do osi spoiny
E
Pęknięcie promieniowe
Pęknięcia rozchodzące się promieniście od jednego punktu.
Ec Pęknięcie w kraterze
E Grupa pęknięć występujących oddzielnie
E Pęknięcie rozgałęzione
Konstrukcje Metalowe – Laboratorium ________________________________________________________________________________
________________________________________________________________________________ -2-
Temat 7: Wadliwość spoin.
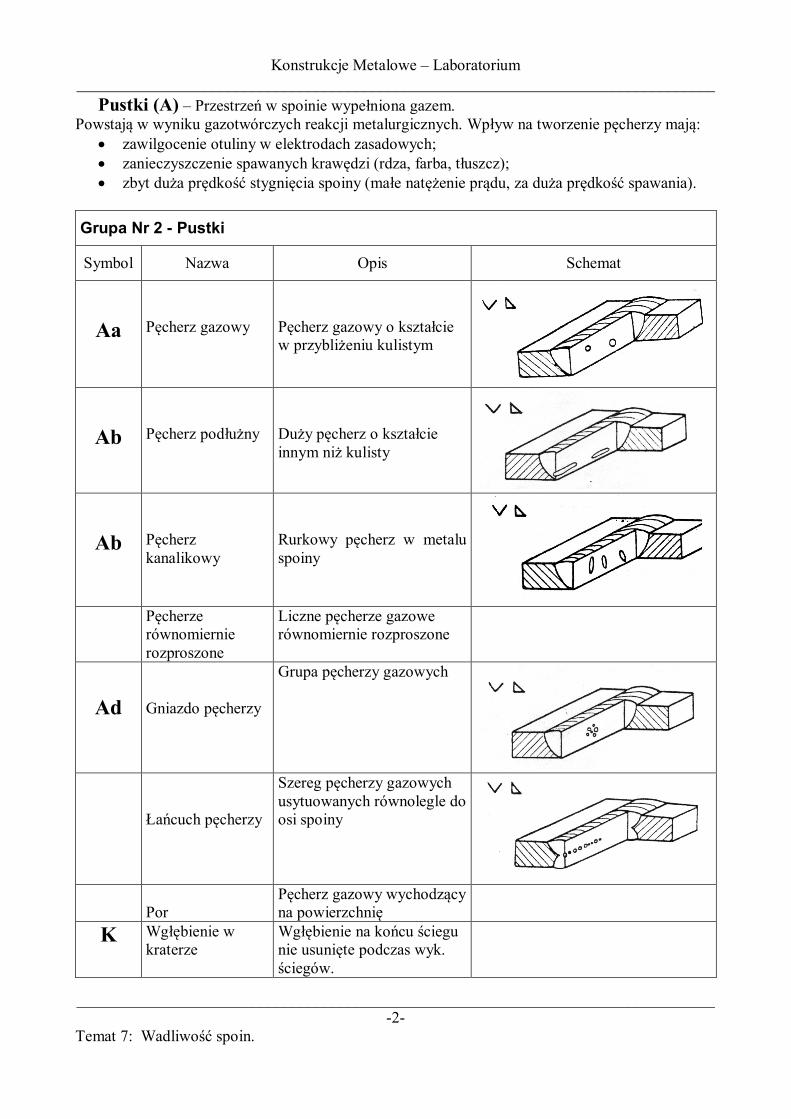
Pustki (A) – Przestrzeń w spoinie wypełniona gazem. Powstają w wyniku gazotwórczych reakcji metalurgicznych. Wpływ na tworzenie pęcherzy mają:
zawilgocenie otuliny w elektrodach zasadowych; zanieczyszczenie spawanych krawędzi (rdza, farba, tłuszcz); zbyt duża prędkość stygnięcia spoiny (małe natężenie prądu, za duża prędkość spawania).
Grupa Nr 2 - Pustki
Symbol Nazwa Opis Schemat
Aa
Pęcherz gazowy
Pęcherz gazowy o kształcie w przybliżeniu kulistym
Ab
Pęcherz podłużny
Duży pęcherz o kształcie innym niż kulisty
Ab
Pęcherz kanalikowy
Rurkowy pęcherz w metalu spoiny
Pęcherze
równomiernie rozproszone
Liczne pęcherze gazowe równomiernie rozproszone
Ad
Gniazdo pęcherzy
Grupa pęcherzy gazowych
Łańcuch pęcherzy
Szereg pęcherzy gazowych usytuowanych równolegle do osi spoiny
Por Pęcherz gazowy wychodzący na powierzchnię
K Wgłębienie w kraterze
Wgłębienie na końcu ściegu nie usunięte podczas wyk. ściegów.
Konstrukcje Metalowe – Laboratorium ________________________________________________________________________________
________________________________________________________________________________ -3-
Temat 7: Wadliwość spoin.
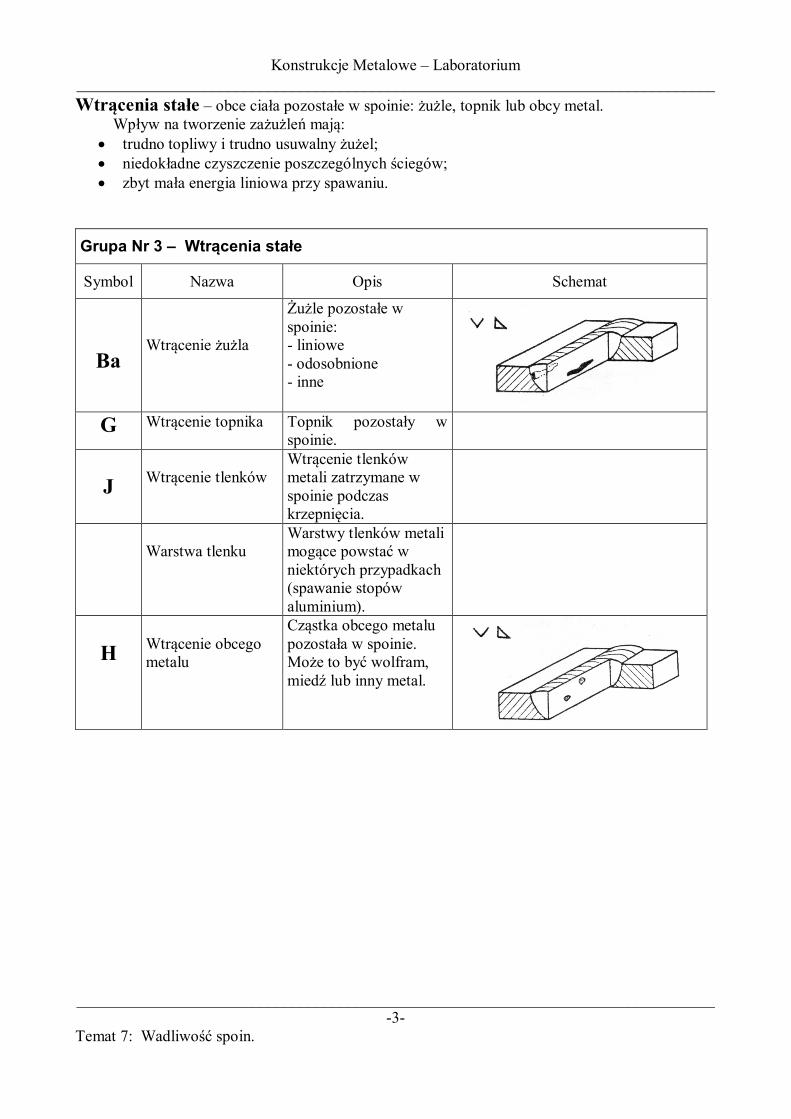
Wtrącenia stałe – obce ciała pozostałe w spoinie: żużle, topnik lub obcy metal. Wpływ na tworzenie zażużleń mają:
trudno topliwy i trudno usuwalny żużel; niedokładne czyszczenie poszczególnych ściegów; zbyt mała energia liniowa przy spawaniu.
Grupa Nr 3 – Wtrącenia stałe
Symbol Nazwa Opis Schemat
Ba
Wtrącenie żużla
Żużle pozostałe w spoinie: - liniowe - odosobnione - inne
G Wtrącenie topnika Topnik pozostały w
spoinie.
J
Wtrącenie tlenków
Wtrącenie tlenków metali zatrzymane w spoinie podczas krzepnięcia.
Warstwa tlenku
Warstwy tlenków metali mogące powstać w niektórych przypadkach (spawanie stopów aluminium).
H
Wtrącenie obcego metalu
Cząstka obcego metalu pozostała w spoinie. Może to być wolfram, miedź lub inny metal.
Konstrukcje Metalowe – Laboratorium ________________________________________________________________________________
________________________________________________________________________________ -4-
Temat 7: Wadliwość spoin.
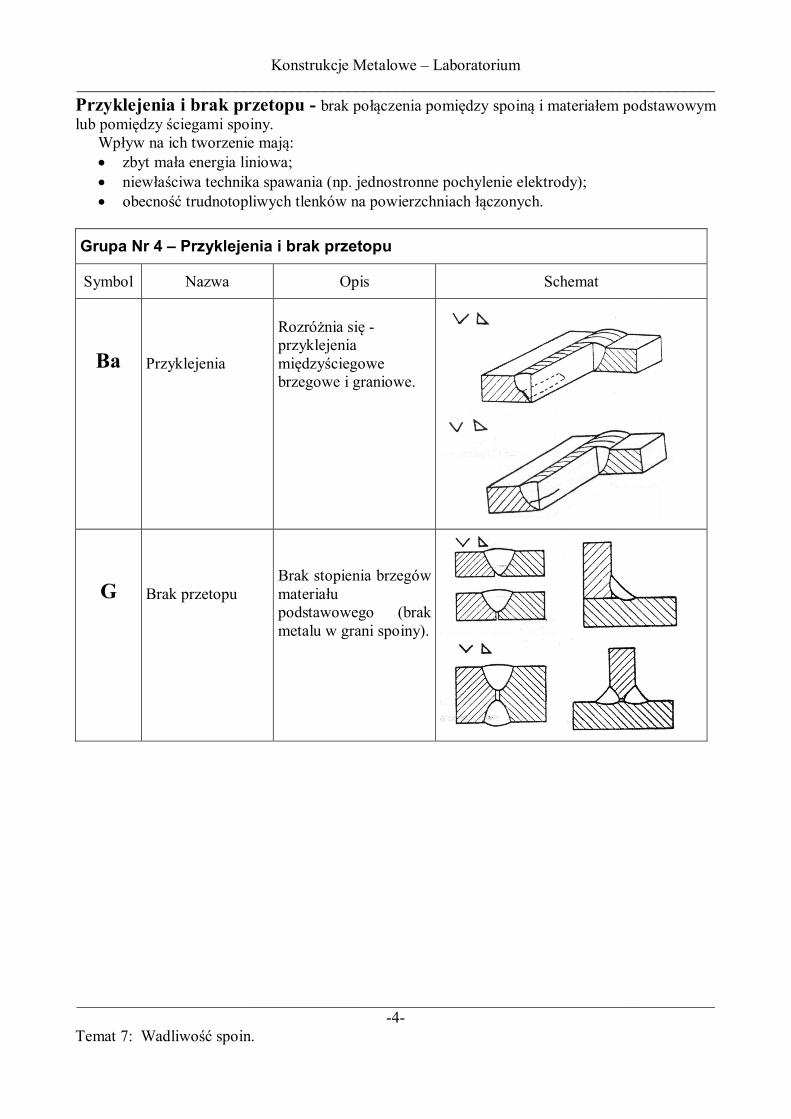
Przyklejenia i brak przetopu - brak połączenia pomiędzy spoiną i materiałem podstawowym lub pomiędzy ściegami spoiny.
Wpływ na ich tworzenie mają: zbyt mała energia liniowa; niewłaściwa technika spawania (np. jednostronne pochylenie elektrody); obecność trudnotopliwych tlenków na powierzchniach łączonych.
Grupa Nr 4 – Przyklejenia i brak przetopu
Symbol Nazwa Opis Schemat
Ba
Przyklejenia
Rozróżnia się - przyklejenia międzyściegowe brzegowe i graniowe.
G
Brak przetopu
Brak stopienia brzegów materiału podstawowego (brak metalu w grani spoiny).
Konstrukcje Metalowe – Laboratorium ________________________________________________________________________________
________________________________________________________________________________ -5-
Temat 7: Wadliwość spoin.
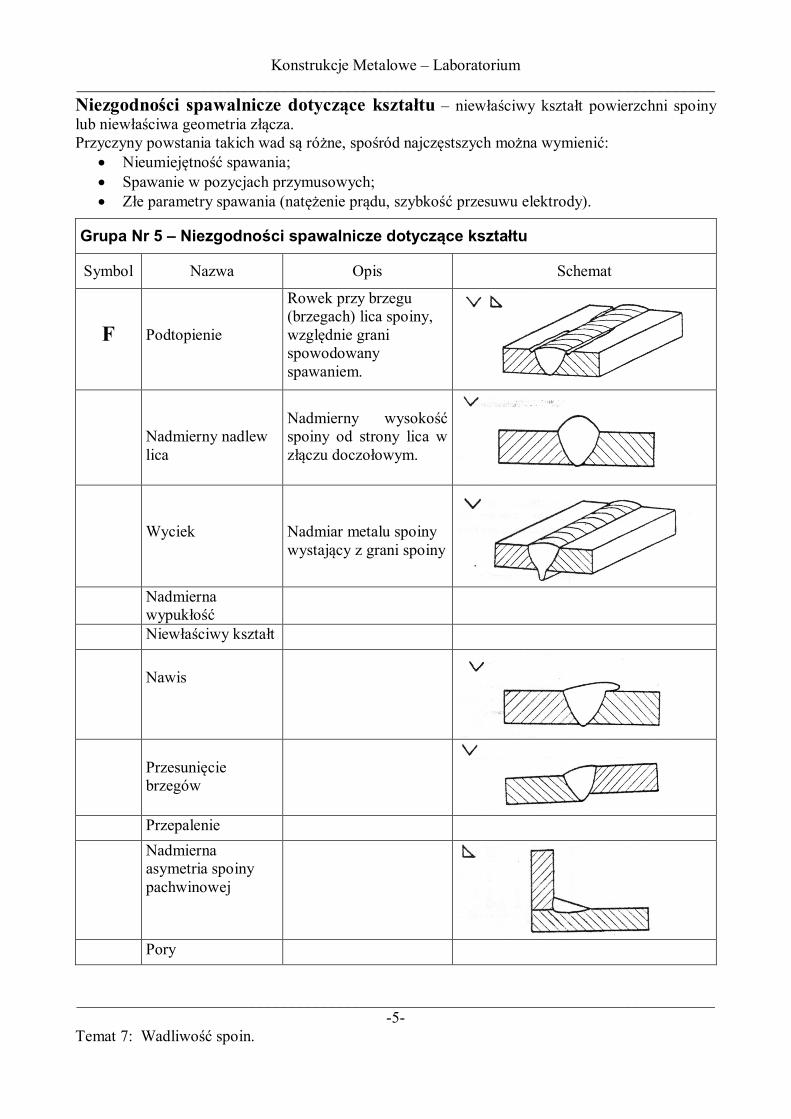
Niezgodności spawalnicze dotyczące kształtu – niewłaściwy kształt powierzchni spoiny lub niewłaściwa geometria złącza. Przyczyny powstania takich wad są różne, spośród najczęstszych można wymienić:
Nieumiejętność spawania; Spawanie w pozycjach przymusowych; Złe parametry spawania (natężenie prądu, szybkość przesuwu elektrody).
Grupa Nr 5 – Niezgodności spawalnicze dotyczące kształtu
Symbol Nazwa Opis Schemat
F
Podtopienie
Rowek przy brzegu (brzegach) lica spoiny, względnie grani spowodowany spawaniem.
Nadmierny nadlew lica
Nadmierny wysokość spoiny od strony lica w złączu doczołowym.
Wyciek
Nadmiar metalu spoiny wystający z grani spoiny
Nadmierna
wypukłość
Niewłaściwy kształt
Nawis
Przesunięcie brzegów
Przepalenie
Nadmierna asymetria spoiny pachwinowej
Pory
Konstrukcje Metalowe – Laboratorium ________________________________________________________________________________
________________________________________________________________________________ -6-
Temat 7: Wadliwość spoin.
Inne niezgodności spawalnicze – niezgodności nie mieszczące się w grupach od nr 1 do 5.
Grupa Nr 6 – Niezgodności spawalnicze różne
Symbol Nazwa Opis Schemat
Ślad zajarzenia
Miejscowe uszkodzenie spowodowane zajarzaniem łuku.
Rozprysk
Cząstki stopiwa rozpryskiwane w czasie spawania i przyklejające się do materiału podstawowego.
Rozprysk wolframu
Cząstki wolframu przeniesione z elektrody na powierzchnię materiału rodzimego.
Naderwanie powierzchni
Uszkodzenie powierzchni spowodowane odłamywaniem elementów przyspawanych tymczasowo.
Ślady szlifowania Ślady dłutowania
Podszlifowanie Zmniejszenie grubości metalu spowodowane przez nadmierne szlifowanie.
Konstrukcje Metalowe – Laboratorium ________________________________________________________________________________
________________________________________________________________________________ -7-
Temat 7: Wadliwość spoin.
2. NIENISZCZĄCE METODY BADAŃ POŁĄCZEŃ SPAWANYCH
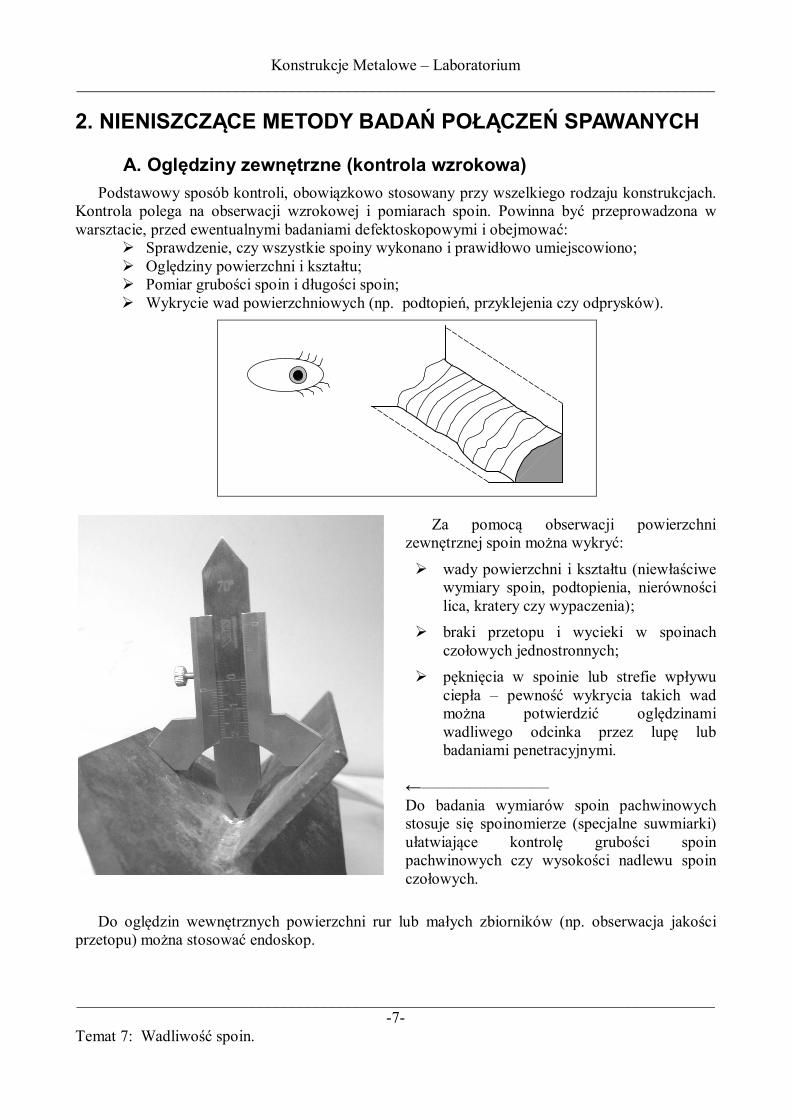
A. Oględziny zewnętrzne (kontrola wzrokowa) Podstawowy sposób kontroli, obowiązkowo stosowany przy wszelkiego rodzaju konstrukcjach.
Kontrola polega na obserwacji wzrokowej i pomiarach spoin. Powinna być przeprowadzona w warsztacie, przed ewentualnymi badaniami defektoskopowymi i obejmować:
Sprawdzenie, czy wszystkie spoiny wykonano i prawidłowo umiejscowiono; Oględziny powierzchni i kształtu; Pomiar grubości spoin i długości spoin; Wykrycie wad powierzchniowych (np. podtopień, przyklejenia czy odprysków).
Za pomocą obserwacji powierzchni zewnętrznej spoin można wykryć:
wady powierzchni i kształtu (niewłaściwe wymiary spoin, podtopienia, nierówności lica, kratery czy wypaczenia);
braki przetopu i wycieki w spoinach czołowych jednostronnych;
pęknięcia w spoinie lub strefie wpływu ciepła – pewność wykrycia takich wad można potwierdzić oględzinami wadliwego odcinka przez lupę lub badaniami penetracyjnymi.
←———————— Do badania wymiarów spoin pachwinowych stosuje się spoinomierze (specjalne suwmiarki) ułatwiające kontrolę grubości spoin pachwinowych czy wysokości nadlewu spoin czołowych.
Do oględzin wewnętrznych powierzchni rur lub małych zbiorników (np. obserwacja jakości
przetopu) można stosować endoskop.
Konstrukcje Metalowe – Laboratorium ________________________________________________________________________________
________________________________________________________________________________ -8-
Temat 7: Wadliwość spoin.
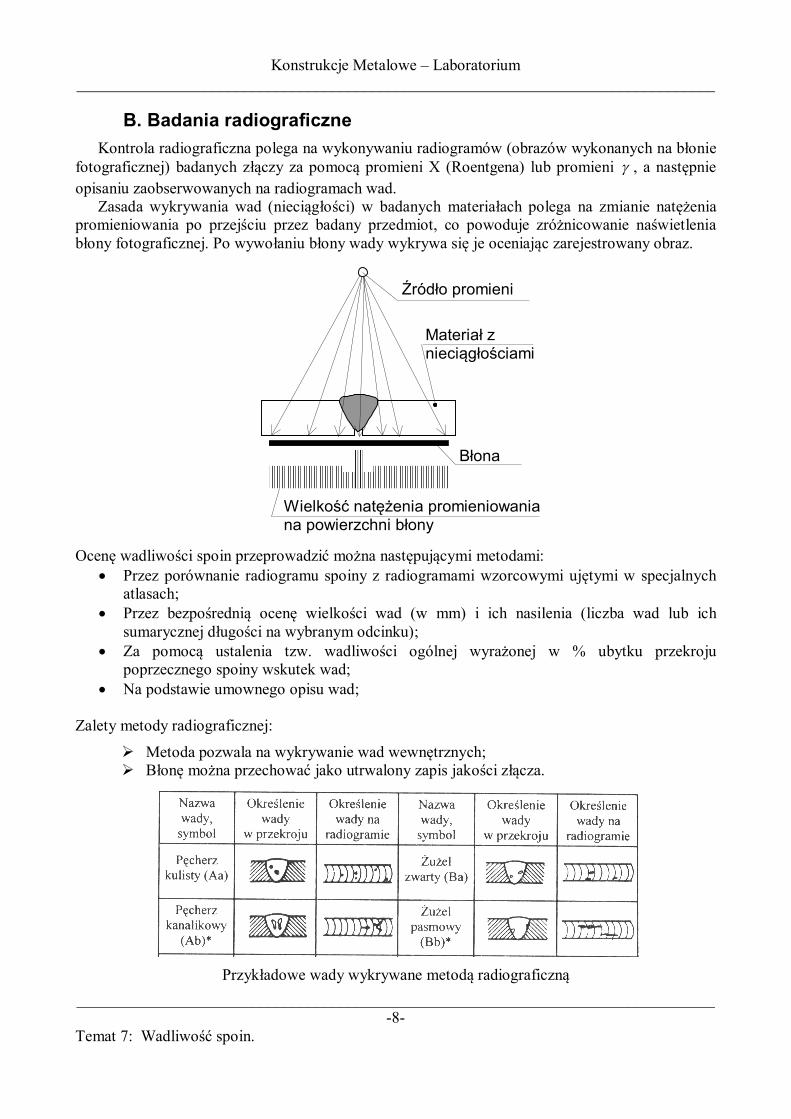
B. Badania radiograficzne Kontrola radiograficzna polega na wykonywaniu radiogramów (obrazów wykonanych na błonie
fotograficznej) badanych złączy za pomocą promieni X (Roentgena) lub promieni , a następnie opisaniu zaobserwowanych na radiogramach wad.
Zasada wykrywania wad (nieciągłości) w badanych materiałach polega na zmianie natężenia promieniowania po przejściu przez badany przedmiot, co powoduje zróżnicowanie naświetlenia błony fotograficznej. Po wywołaniu błony wady wykrywa się je oceniając zarejestrowany obraz.
Źródło promieni
Błona
Wielkość natężenia promieniowania na powierzchni błony
Materiał z nieciągłościami
Ocenę wadliwości spoin przeprowadzić można następującymi metodami:
Przez porównanie radiogramu spoiny z radiogramami wzorcowymi ujętymi w specjalnych atlasach;
Przez bezpośrednią ocenę wielkości wad (w mm) i ich nasilenia (liczba wad lub ich sumarycznej długości na wybranym odcinku);
Za pomocą ustalenia tzw. wadliwości ogólnej wyrażonej w % ubytku przekroju poprzecznego spoiny wskutek wad;
Na podstawie umownego opisu wad; Zalety metody radiograficznej:
Metoda pozwala na wykrywanie wad wewnętrznych; Błonę można przechować jako utrwalony zapis jakości złącza.
Przykładowe wady wykrywane metodą radiograficzną
Konstrukcje Metalowe – Laboratorium ________________________________________________________________________________
________________________________________________________________________________ -9-
Temat 7: Wadliwość spoin.
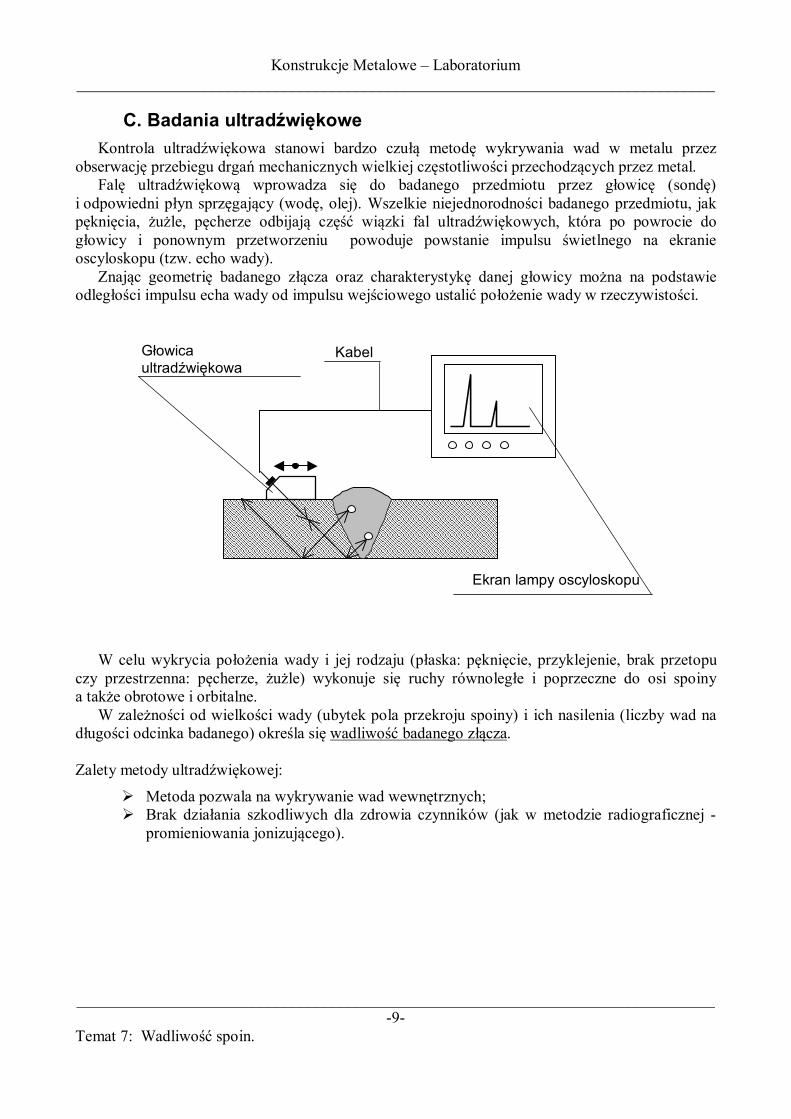
C. Badania ultradźwiękowe Kontrola ultradźwiękowa stanowi bardzo czułą metodę wykrywania wad w metalu przez
obserwację przebiegu drgań mechanicznych wielkiej częstotliwości przechodzących przez metal. Falę ultradźwiękową wprowadza się do badanego przedmiotu przez głowicę (sondę)
i odpowiedni płyn sprzęgający (wodę, olej). Wszelkie niejednorodności badanego przedmiotu, jak pęknięcia, żużle, pęcherze odbijają część wiązki fal ultradźwiękowych, która po powrocie do głowicy i ponownym przetworzeniu powoduje powstanie impulsu świetlnego na ekranie oscyloskopu (tzw. echo wady).
Znając geometrię badanego złącza oraz charakterystykę danej głowicy można na podstawie odległości impulsu echa wady od impulsu wejściowego ustalić położenie wady w rzeczywistości.
Ekran lampy oscyloskopu
Głowica ultradźwiękowa
Kabel
W celu wykrycia położenia wady i jej rodzaju (płaska: pęknięcie, przyklejenie, brak przetopu
czy przestrzenna: pęcherze, żużle) wykonuje się ruchy równoległe i poprzeczne do osi spoiny a także obrotowe i orbitalne.
W zależności od wielkości wady (ubytek pola przekroju spoiny) i ich nasilenia (liczby wad na długości odcinka badanego) określa się wadliwość badanego złącza.
Zalety metody ultradźwiękowej:
Metoda pozwala na wykrywanie wad wewnętrznych; Brak działania szkodliwych dla zdrowia czynników (jak w metodzie radiograficznej -
promieniowania jonizującego).
Konstrukcje Metalowe – Laboratorium ________________________________________________________________________________
________________________________________________________________________________ -10-
Temat 7: Wadliwość spoin.
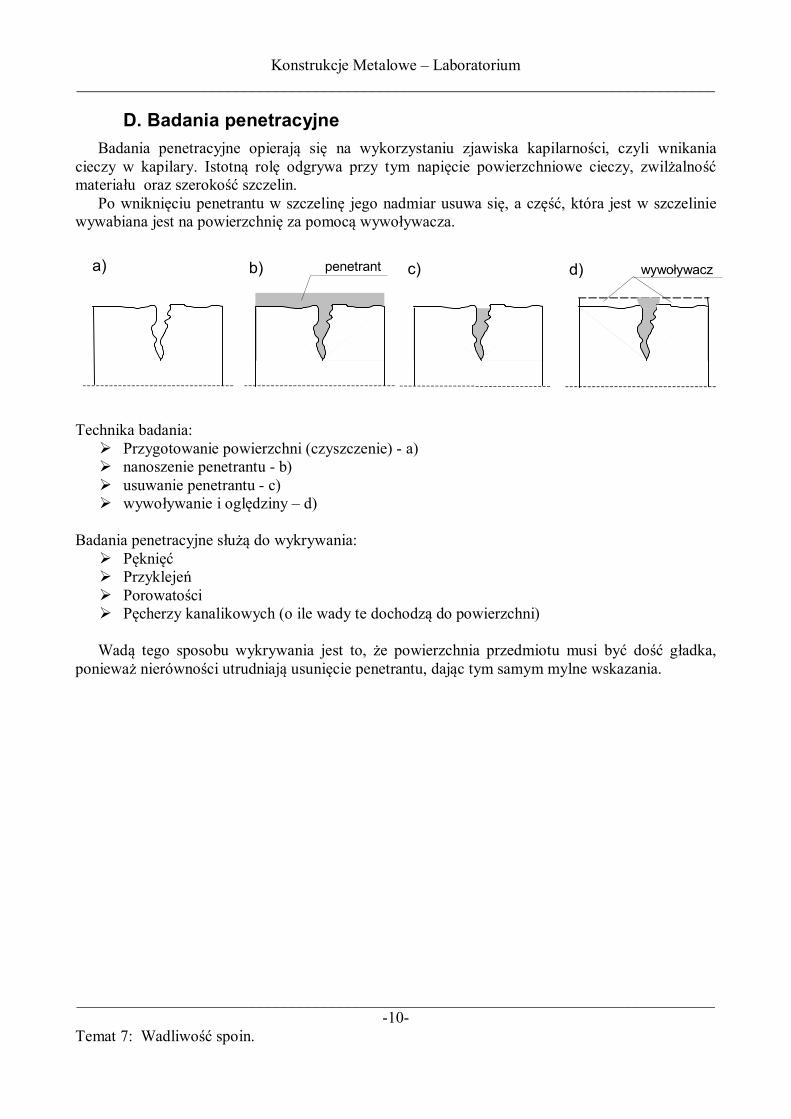
D. Badania penetracyjne Badania penetracyjne opierają się na wykorzystaniu zjawiska kapilarności, czyli wnikania
cieczy w kapilary. Istotną rolę odgrywa przy tym napięcie powierzchniowe cieczy, zwilżalność materiału oraz szerokość szczelin.
Po wniknięciu penetrantu w szczelinę jego nadmiar usuwa się, a część, która jest w szczelinie wywabiana jest na powierzchnię za pomocą wywoływacza.
a) b) c) d) penetrant wywoływacz
Technika badania: Przygotowanie powierzchni (czyszczenie) - a) nanoszenie penetrantu - b) usuwanie penetrantu - c) wywoływanie i oględziny – d)
Badania penetracyjne służą do wykrywania: Pęknięć Przyklejeń Porowatości Pęcherzy kanalikowych (o ile wady te dochodzą do powierzchni) Wadą tego sposobu wykrywania jest to, że powierzchnia przedmiotu musi być dość gładka,
ponieważ nierówności utrudniają usunięcie penetrantu, dając tym samym mylne wskazania.
Konstrukcje Metalowe – Laboratorium ________________________________________________________________________________
________________________________________________________________________________ -11-
Temat 7: Wadliwość spoin.
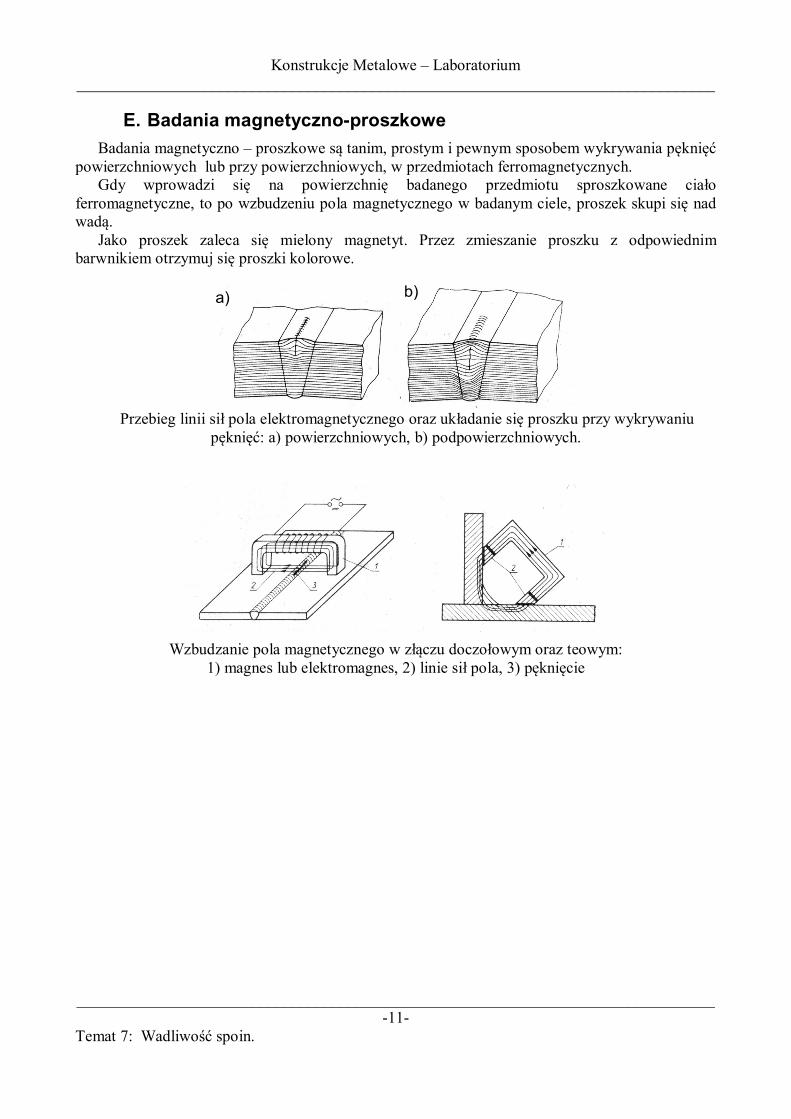
E. Badania magnetyczno-proszkowe Badania magnetyczno – proszkowe są tanim, prostym i pewnym sposobem wykrywania pęknięć
powierzchniowych lub przy powierzchniowych, w przedmiotach ferromagnetycznych. Gdy wprowadzi się na powierzchnię badanego przedmiotu sproszkowane ciało
ferromagnetyczne, to po wzbudzeniu pola magnetycznego w badanym ciele, proszek skupi się nad wadą.
Jako proszek zaleca się mielony magnetyt. Przez zmieszanie proszku z odpowiednim barwnikiem otrzymuj się proszki kolorowe.
b) a)
Przebieg linii sił pola elektromagnetycznego oraz układanie się proszku przy wykrywaniu
pęknięć: a) powierzchniowych, b) podpowierzchniowych.
Wzbudzanie pola magnetycznego w złączu doczołowym oraz teowym:
1) magnes lub elektromagnes, 2) linie sił pola, 3) pęknięcie
Konstrukcje Metalowe – Laboratorium ________________________________________________________________________________
________________________________________________________________________________ -12-
Temat 7: Wadliwość spoin.
F. Badania szczelności
Próba naftą i kredą Jedną stronę spoiny pokrywa się farbą kredową (rozpuszczalnik woda albo spirytus). Po
wyschnięciu farby drugą stronę spoiny należy obficie zwilżyć naftą (najlepiej o temp ok. 40°C). Nafta przedostaje się przez nieszczelności na drugą stronę, zaciemniając białą powłokę kredową.
Pierwsze oględziny spoiny po zwilżeniu naftą powinny być przeprowadzone po 15 min. Drugie – po 30 min, trzecie i ostatnie po 2 h.
Próba wodna Otwarte zbiorniki nieciśnieniowe bada się przez nalanie do nich wody i obserwacje zewnętrznej
strony spoin. Przecieki i pocenie się wskazują nieszczelność. Zbiorniki ciśnieniowe i rurociągi napełnia się wodą pod ciśnieniem (pompa tłocząca). Ciśnienie
próbne wynosi najczęściej 5.125.1 ciśnienia eksploatacyjnego i utrzymuje się go przez min. 15 min. Spadek wskazań manometru wskazuje na nieszczelność. Ciśnieniowa próba wodna jest równocześnie próbą nośności konstrukcji.
Próba sprężonym powietrzem Zbiornik lub rurociąg napełnia się powietrzem pod ciśnienie większym od ciśnienia roboczego,
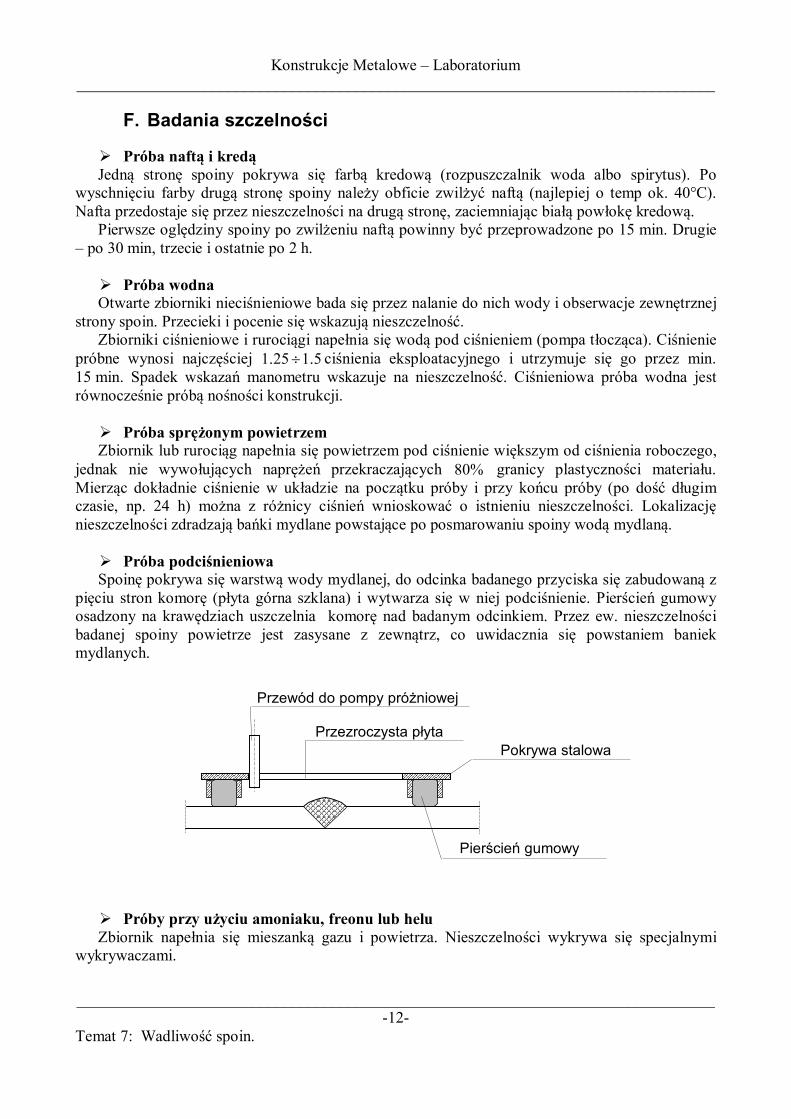
jednak nie wywołujących naprężeń przekraczających %80 granicy plastyczności materiału. Mierząc dokładnie ciśnienie w układzie na początku próby i przy końcu próby (po dość długim czasie, np. 24 h) można z różnicy ciśnień wnioskować o istnieniu nieszczelności. Lokalizację nieszczelności zdradzają bańki mydlane powstające po posmarowaniu spoiny wodą mydlaną. Próba podciśnieniowa Spoinę pokrywa się warstwą wody mydlanej, do odcinka badanego przyciska się zabudowaną z
pięciu stron komorę (płyta górna szklana) i wytwarza się w niej podciśnienie. Pierścień gumowy osadzony na krawędziach uszczelnia komorę nad badanym odcinkiem. Przez ew. nieszczelności badanej spoiny powietrze jest zasysane z zewnątrz, co uwidacznia się powstaniem baniek mydlanych.
Przewód do pompy próżniowej
Przezroczysta płyta Pokrywa stalowa
Pierścień gumowy
Próby przy użyciu amoniaku, freonu lub helu Zbiornik napełnia się mieszanką gazu i powietrza. Nieszczelności wykrywa się specjalnymi
wykrywaczami.