






Języki
Strony
Prawny


SEMINARIO DE TITULACIÓN
“ADMINISTRACIÓN DE PROYECTOS”
T E S I N A
“METODOLOGÍA DE UN PROGRAMA DE MANTENIMIENTO ABANDAS TRANSPORTADORAS EN LA EMPRESA CALIZAS
INDUSTRIALES DEL CARMEN S. A. DE C. V.”
Q U E P R E S E N T A N
P A R A O B T E N E R E L T Í T U L O D E :
I N G E N I E R O I N D U S T R I A L
ABRAHAM AZAEL HURTADO HERNÁNDEZ
INGENIE RO E LEC TRO ME C ÁNI C O
B E N J A M Í N G O N Z Á L E Z O L V E R A
VIGENCIA: DES/ESIME-CUL/5062005/23/09
Cancún, Quintana Roo a 21 de febrero de 2010
INSTITUTO POLITÉCNICO NACIONAL
ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA
Y ELÉCTRICA UNIDAD CULHUACAN

INDICE__________________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
INDICE
INTRODUCCIÓN
Detección de necesidades. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1
Planteamiento del problema. . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Justificación. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
Objetivo General. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Objetivos específicos. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Alcance. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Metas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Misión. . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . . . 7
Definición del mantenimiento . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Clasificación del Mantenimiento. . . . . . . . . . . . . . . . . . . . . . . . . 9
Principios del Mantenimiento. . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Programas de Mantenimiento. . . . . . . . . . . . . . . . . . . . . . . . . . 12
Políticas del Mantenimiento. . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Conformación del departamento de Mantenimiento. . . . . . . . . 15
Principios del Mantenimiento Industrial Preventivo. . . . . . . . . . 16
Definición y clasificación de fallas. . . . . . . . . . . . . . . . . . . . . . . 17
La empresa. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
Bandas transportadoras . . . . . . . .. . . . . . . . . . . . . . . . . . . . . . . . 24
Selección de bandas transportadoras. . . . . . . . . . . . . . . . . . . . . 34
Empalmes de bandas transportadoras. . . . . . . . . . . . . . . . . . . . 36
Marco legal del proyecto. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
Capítulo 1. ESTUDIO DE MERCADO
MODELO DE ENCUESTA APLICADO. . . . . . . . . . . . . . . . . . . . 41
ANÁLISIS DE ENCUESTA. . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52

INDICE__________________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
Capítulo 2. PLANEACIÓN DEL PROYECTO
Diagrama de Gant por actividades. . . . . . . . . . . . . . . . . . . . . . . . 54
Programa de mantenimiento preventivo. . . . . . . . . . . . . . . . . . . . 57
Check list previo al arranque del equipo. . . . . . . . . . . . . . . . . . . . 59
Check list durante la operación. . . . . . . . . . . . . . . . . . . . . . . . . . . 60
Check list revisión de motores y reductores. . . . . . . . . . . . . . . . . 61
Check list alineación de punta y cola de banda. . . . . . . . . . . . . . 62
Proceso de alineación de banda. . . . . . . . . . . . . . . . . . . . . . . . . . 64
Proceso de empalme de banda. . . . . . . . . . . . . . . . . . . . . . . . . . . 65
Solución de problemas. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66
Capítulo 3. CONTROL DEL PROYECTO
Control del proyecto. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72
Capítulo 4. ANÁLISIS COSTO-BENEFICIO
Impacto económico del proyecto. . . . . . . . . . . . . . . . . . . . . . . . . . 74
Inversión. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 75
CONCLUSIONES. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79
Fortalezas y debilidades. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80
ANEXOS. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
REFERENCIAS BIBLIOGRÁFICAS Y ELECTRÓNICAS. . . . . . . . . . . . . 103

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
INTRODUCCIÓN

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
1
DETECCIÓN DE NECESIDADES
Se presenta una alta incidencia de fallas en las bandas transportadoras de la em-
presa CALICA que repercuten directamente en la producción y representan tiempos
adicionales de intervención para mantenimiento emergente. Ambos contratiempos
finalmente se manifiestan como pérdidas económicas.
Se requiere la implementación de un programa de mantenimiento preventivo y co-
rrectivo que garantice la continuidad y seguridad en la operación de las bandas trans-
portadoras así como la optimización de la vida útil de sus componentes. También se
contempla la selección de un stock de refacciones, materiales y herramientas de ma-
yor uso y rotación para que dichos insumos estén disponibles en tiempo y forma al
momento de la ejecución de las tareas de mantenimiento.
Todo lo anterior deberá regirse bajo un programa maestro para el control de los ser-
vicios de mantenimiento, cualesquiera que sea su naturaleza, con la finalidad de con-
trolar la calidad mediante reportes y procedimientos estructurados de manera que
pueda realizarse una medición cuantitativa del programa en cuestión y que redunde
en la disminución de costos, dentro del departamento y la organización.

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
2
PLANTEAMIENTO DEL PROBLEMA
En la actualidad no se cuenta con un programa de mantenimiento definido y estruc-
turado a las bandas transportadoras del cual se desprendan todas y cada una de las
actividades y procedimientos dentro del departamento de Mantenimiento a bandas
transportadoras en la empresa CALICA.
Los procedimientos de mantenimiento aplicados actualmente se ejecutan de manera
empírica y en base a recomendaciones de fabricantes y consultores. La inspección
visual es una de las actividades preventivas más frecuentes y no se cuenta con un
registro confiable de dichas observaciones que pueda predecir o al menos controlar
el estado general que guardan las bandas transportadoras. Como consecuencia de
la falta de predictibilidad en el mantenimiento, las fallas se presentan como contin-
gencia, la mayoría de las veces, con los contratiempos que conlleva atenderlas de
manera improvisada y con limitada disponibilidad de recursos técnicos y humanos.
Un paro en alguna de las bandas transportadoras representa la parálisis de la pro-
ducción en la Empresa de forma instantánea pues dichos mecanismos desempeñan
la función medular en el proceso productivo (embarque del producto explotado).
Un programa de mantenimiento enfocado a las bandas transportadoras que abarque
las tres etapas del Mantenimiento definido como proceso industrial (preventivo, co-
rrectivo y emergente) deberá tener un carácter global, de manera que los procedi-
mientos, programaciones, reportes y resultados de cada etapa estén contemplados
para su análisis en pos de mejorar el mismo programa y evaluar su efectividad en a-
plicaciones subsecuentes; así mismo, deberá contener un apartado que posibilite ser
abordado desde una perspectiva financiera para medir su impacto dentro de la diná-
mica presupuestal de la empresa, mediante el ejercicio de un presupuesto de gastos
y costos que facilite la fiscalización de los recursos invertidos al programa y su im-
pacto relativo en la productividad.

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
3
JUSTIFICACIÓN
La actual ausencia de un plan de mantenimiento a las bandas transportadoras bien
definido y directamente involucrado con el proceso productivo de la empresa CALICA
que resalte su impacto directo en la producción de manera que su ejecución y resul-
tados sean cuantificables en cada una de sus etapas desde el punto de vista opera-
cional.

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
4
OBJETIVOS GENERALES Y ESPECÍFICOS
Objetivo General
Implementar un programa de mantenimiento preventivo y correctivo a las bandas
transportadoras de la empresa CALICA, basado en actividades definidas y previsio-
nes generales ante eventualidades para reducir pérdidas económicas por paros en
los transportadores
Objetivos Específicos
Crear manuales y listados de verificación (check list) para cada una de las ac-
tividades con el fin generar reportes que faciliten el control y toma de decisio-
nes
Definir las actividades del personal de mantenimiento de bandas en cada una
de sus reparaciones para unificar la forma en que se ejecutan
Incrementar la eficiencia del departamento de mantenimiento a bandas
mediante procedimientos cuantificables
Incrementar la seguridad de las tareas de mantenimiento
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
5
ALCANCE
El programa se pretende aplicar dentro del departamento de Mantenimiento en la Di-
visión Bandas Transportadoras de la empresa Calizas Industriales del Carmen S.A
de C.V ubicada en la ciudad de Playa del Carmen, Quintana Roo.
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
6
METAS
Implementar el programa de mantenimiento dentro de un plazo de seis meses una
vez presentado y aprobado por la Dirección de operaciones de la empresa.

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
7
MISIÓN
Estandarizar las tareas del Departamento de Mantenimiento a bandas transporta-
doras de la empresa CALICA para posicionarla en un proceso global de calidad que
la consolide como líder de los proveedores de derivados pétreos en el país.
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
8
DEFINICIÓN DE MANTENIMIENTO
El mantenimiento como actividad industrial había sido concebido, hasta hace unas
décadas, como una función subordinada a la producción en una organización dedi-
cada a la generación de bienes y/o servicios. Esto es, que había sido visto como un
departamento dedicado a la solución rápida y económica de los desperfectos y cuyo
impacto dentro de la dinámica productiva sería siempre negativo, de ahí que incluso
se le considerara un mal necesario. Las condiciones actuales de competitividad en
las empresas han propiciado la adopción de un esquema organizacional en donde el
mantenimiento es parte del ciclo productivo, considerándose que genera un bien real
que incide directamente en los costos y calidad de la producción así como incremen-
tando la capacidad operacional, la seguridad e higiene laboral, la calidad de vida de
los trabajadores y la imagen de la empresa.
La principal labor del departamento de mantenimiento dentro de una organización
está ligada a la seguridad e higiene ya que tiene como fin mantener en buenas con-
diciones las herramientas, maquinaria, equipo de trabajo e instalaciones en que se
desenvuelve la producción con el fin de evitar accidentes de trabajo. Entonces, el
mantenimiento puede definirse como un proceso que agrupa a una serie de activida-
des cuya ejecución permite alcanzar un mayor grado de confiabilidad en los equipos
industriales, herramientas, obras civiles e instalaciones. Sus objetivos son evitar, re-
ducir y, en su caso, reparar las fallas en los bienes antes mencionados, aminorando
la gravedad de éstas; prolongar la vida útil de los equipos; evitar paros en la produc-
ción y prevenir accidentes eliminando condiciones y actividades inseguras. Desem-
peñándose siempre con costos dentro de lo presupuestado.

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
9
CLASIFICACIÓN DEL MANTENIMIENTO
Las actividades que definen al mantenimiento se diferencian por el objetivo que per-
siguen, de ahí se desprende su clasificación en tres grandes categorías a saber:
Mantenimiento preventivo. Consta de las tareas de revisión e inspección perió-
dicas de manera programada. Consiste en la recolección de datos como me-
diciones, indicaciones, inspecciones sensoriales (visual, táctil, auditiva, olfativa
e incluso gustativa) y comprobación de funcionamiento de los equipos.
Mantenimiento correctivo. Se basa en la implementación de ajustes, reempla-
zos y/o reconfiguraciones aplicados a raíz de una falla. Dentro de esta catego-
ría se encuentra el mantenimiento paliativo, que si bien no resuelve la falla de
origen, permite reanudar el funcionamiento del equipo dando lugar a una repa-
ración futura. También se encuentra el mantenimiento reparativo que consiste
en eliminar una falla desde su origen con el reemplazo y/o reparación de com-
ponentes.
Mantenimiento emergente o paliativo. Consiste en la atención de fallas que si
bien pueden detener el funcionamiento del equipo, éste se puede reestablecer
con una solución temporal mediante la programación futura de un servicio de
mantenimiento correctivo.

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
10
PRINCIPIOS DEL MANTENIMIENTO
Dentro de un departamento de mantenimiento deben tenerse bien definidas las dife-
rencias entre las actividades que encierra cada categoría del mantenimiento, sin que
esto represente una división de funciones; por el contrario, algunas de las actividades
del mantenimiento correctivo pudieran desencadenar actividades de mantenimiento
preventivo; un servicio de mantenimiento correctivo pudiera plantear un nuevo pro-
grama de mantenimiento predictivo o correctivo y sólo durante mantenimiento correc-
tivo pudieran realizarse actividades complementarias del mantenimiento preventivo.
De esta manera se interrelacionan las tareas de los diferentes tipos de mantenimien-
to y, corresponde a cada líder de área dentro de departamento de mantenimiento co-
ordinar los trabajos para llevar a cabo la tarea global del mantenimiento en una or-
ganización dentro de los objetivos planteados.
Los principios básicos del mantenimiento preventivo consisten en los siguientes as-
pectos:
Inspecciones programadas para buscar evidencias de falla en equipos e insta-
laciones para corregirlas en un lapso de tiempo que permita programar la re-
paración sin dejar lugar a un paro imprevisto
Actividades repetitivas de inspección, lubricación, calibraciones, ajustes y lim-
pieza
Programación de actividades repetitivas en base a frecuencias diarias, sema-
nales, quincenales, mensuales, etc.
Programación de actividades repetitivas en fechas rigurosamente calendari-
zadas
Control de las actividades repetitivas en base a formatos como fichas técnicas,
órdenes de trabajo, hoja de vida, programas de inspección y calibraciones

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
11
Éstos principios brindan las ventajas de sustituir los paros imprevistos por paros pro-
gramados, elevar el nivel de producción y la eficiencia de los equipos así como la
programación oportuna de reparaciones mayores evitando duplicidad de procesos e-
mergentes y el costo consecuente de tiempos extras de mano de obra.

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
12
PROGRAMAS DE MANTENIMIENTO
Para llevar a cabo los trabajos de mantenimiento que requiere cada área o elemento
susceptible de falla en una empresa es preciso contar con un programa de referencia
que indique el qué, cómo, cuándo y quién llevará a cabo la labor. Dicho programa se
basa en varios elementos para determinar su factibilidad y aplicación como son la
frecuencia de uso o desgaste que presenta el equipo, especificaciones y recomenda-
ciones técnicas de fabricantes y proveedores, condiciones ambientales en que se de-
sempeña el equipo, costo de reemplazos, refacciones, consumibles y energéticos.

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
13
POLÍTICAS DE MANTENIMIENTO
Las políticas de operación se enfocan principalmente a planes de organización para
que se puedan cumplir los objetivos del mantenimiento, estas políticas se basan en
especificaciones como por ejemplo, cuando se va a realizar el mantenimiento, de qué
forma se llevara a cabo, lugar, fecha, hora y que área será proporcionada de mante-
nimiento. Cuando se pone en práctica una política de mantenimiento, esta requiere
de la existencia de un Plan de Operaciones, el cual debe ser conocido por todos y
debe haber sido aprobado previamente por las autoridades de la organización. Este
Plan permite desarrollar paso a paso una actividad programada en forma metódica y
sistemática, en un lugar, fecha, y hora conocido. A continuación se enumeran algu-
nos puntos que el Plan de Operaciones no puede omitir:
Determinación del personal que tendrá a su cargo el mantenimiento, esto incluye,
el tipo, especialidad, y cantidad de personal.
Determinación del tipo de mantenimiento que se va a llevar a cabo.
Fijar fecha y el lugar donde se va a desarrollar el trabajo.
Fijar el tiempo previsto en que los equipos van a dejar de producir, lo que incluye
la hora en que comienzan las acciones de mantenimiento, y la hora en que deben
de finalizar.
Determinación de los equipos que van a ser sometidos a mantenimiento, para lo
cual debe haber un sustento previo que implique la importancia y las considera-
ciones tomadas en cuenta para escoger dichos equipos.
Señalización de áreas de trabajo y áreas de almacenamiento de partes y equipos.
Stock de equipos y repuestos con que cuenta el almacén, en caso sea necesario
reemplazar piezas viejas por nuevas.
Inventario de herramientas y equipos necesarios para cumplir con el trabajo.
Planos, diagramas, información técnica de equipos.
Plan de seguridad frente a imprevistos.

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
14
Luego de desarrollado el mantenimiento se debe llevar a cabo la preparación de
un informe de lo ejecutado, el cual entre otros puntos debe incluir:
o Los equipos que han sido objeto de mantenimiento
o El resultado de la evaluación de dichos equipos
o Tiempo de duración de las labores
o Personal que estuvo a cargo
o Inventario de piezas y repuestos utilizados
o Condiciones en que responde el equipo (reparado) luego del manteni-
miento
o Conclusiones

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
15
CONFORMACIÓN DEL DEPARTAMENTO DE MANTENIMIENTO
Una vez organizado y entendidas las políticas del mantenimiento, el departamento
divide sus responsabilidades en varias secciones, así tenemos:
Taller Mecánico: conformada por aquellos encargados de instalar, mantener, y
reparar las maquinarias y equipos mecánicos.
Taller Eléctrico: conformada por aquellos encargados de instalar, mantener, y re-
parar los mandos eléctricos, generadores, subestaciones, y demás dispositivos
de potencia.
Sección Electrónica: conformada por aquellos encargados del mantenimiento de
los diversos dispositivos electrónicos.
Sección Informática: tienen a su cargo el mantener en un normal desarrollo las a-
plicaciones de software.
Sección Civil: conformada por aquellos encargados del mantenimiento de las
construcciones, edificaciones y obras civiles necesarias para albergar a los equi-
pos.
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
16
PRINCIPIOS DEL MANTENIMIENTO INDUSTRIAL PREVENTIVO
Debe tenerse en cuenta que el mantenimiento obedece a políticas generales de la
empresa así como a principios que rigen sus funciones para el alcance de los objeti-
vos organizacionales. Estos principios van de la mano con la productividad y la segu-
rirdad del personal y sus instalaciones así como de los estudios o retroalimentacio-
nes para la mejora continua de los procesos. A continuación se enumeran los princi-
pales.
Principio de optimización de la disponibilidad del equipo productivo
Principio de disminución de los costos de mantenimiento
Principio de optimización de los recursos humanos
Maximización de la vida útil de las máquinas
Principio de mejora continua
Principio de procesar información
Principio de readaptación del sistema
Principio de análisis de resultados
Principio de seguridad e higiene industrial
Principio de imagen y seguridad ambiental de la compañía.
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
17
DEFINICIÓN Y CLASIFICACIÓN DE FALLAS
Un mecanismo o instalación industrial está diseñado de conformidad con Normas
técnicas, de seguridad e incluso legales de acuerdo con la naturaleza de su funcio-
namiento y aplicación. Pese a ello y dependiendo del uso o condiciones de opera-
ción, algunos mecanismos llegan a presentar malos funcionamientos, fatigas mecáni-
cas, desgaste, exposición a condiciones medio ambientales no contempladas como
corrosión, calor o frío excesivo, abrasión e impactos que se traducen en operaciones
anormales o paros de funcionamiento conocidos como fallas. Las fallas son, hasta
cierto punto, situaciones normales en toda instalación pues, como se define más a-
delante, son resultado de condiciones controladas o al menos predecibles que faci-
litan la intervención del mantenimiento emergente o correctivo cuando se presentan.
Fallas Tempranas
Ocurren al principio de la vida útil y constituyen un porcentaje pequeño del total de
fallas. Pueden ser causadas por problemas de materiales, de diseño o de montaje.
Fallas adultas
Son las fallas que presentan mayor frecuencia durante la vida útil. Son derivadas de
las condiciones de operación y se presentan más lentamente que las anteriores (su-
ciedad en un filtro de aire, cambios de rodamientos de una máquina, etc.).
Fallas tardías
Representan una pequeña fracción de las fallas totales, aparecen en forma lenta y
ocurren en la etapa final de la vida útil del bien. Un ejemplo sería el desgaste de ba-
latas, carbones de motores o fundido de lámparas indicadoras.

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
18
LA EMPRESA
En 1987 las empresas Crescent Market Companies, Joint Venture e ICA se asocia-
ron para incursionar en el negocio de la extracción y comercialización de agregados
pétreos en México. La ubicación estratégica en la península de Yucatán y el Golfo de
México de yacimientos de piedra caliza fueron factores decisivos para que se ubicara
la planta Calizas Industriales del Carmen en las costas de la parte continental del
municipio de Cozumel. Actualmente es una subsidiaria de Vulcan Company pues ICA
retiró su participación.
Calizas Industriales del Carmen, S.A. de C.V. CALICA, se ubica en los predios deno-
minados El Corchalito y La Adelita”, entre el km 276+160 y el km 282+600 de la ca-
rretera Federal 307 Reforma Agraria Puerto Juárez, tramo Tulúm - Playa del Carmen,
Municipio de Solidaridad, en el Estado de Quintana Roo. Con una superficie total de
1.151,43 ha, dividido en dos predios “La Adelita” de 882,13 ha y “El Corchalito” de
369,30 ha.
A partir de 1990, la empresa lleva a cabo el aprovechamiento de roca caliza en el
predio denominado “La Rosita”, a 4 km de la costa en el Municipio de Solidaridad en
el Estado de Quintana Roo. Una vez extraída la roca, es triturada y seleccionada por
tamaño, separada, almacenada y embarcada a sus destinos en México y Estados
Unidos. El proceso industrial se describe a continuación:
Rescate de Flora y Fauna. Es la primera actividad que se realiza previo al desmonte
de las áreas y consiste en rescatar la flora que es susceptible a reforestar en áreas
libres del proyecto, en lo que respecta a fauna esta es guiada hacia las áreas de con-
servación destinadas dentro de los predios de CALICA.

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
19
Desmonte de áreas. Con un tractor se desmonta el área que se va a aprovechar y
deja el terreno limpio de materia orgánica; estos residuos forestales y tierra orgánica
son incorporados en los taludes para posteriormente ser reforestados con plantas
rescatadas del lugar. Después el equipo de perforación es llevado al terreno prepa-
rado y mediante cálculos precisos, se determina la planilla de barrenado.
Barrenos y voladuras. Una vez efectuado el barreno, se procede a cargarlo con ex-
plosivos para ejecutar la voladura con una profundidad de 12 metros. De la operación
de barrenos y voladura se encarga una compañía externa.
Voladura a nivel del suelo. Una vez colocado el barreno, se le amarra un cordón de-
tonante y con noneles (iniciadores no eléctricos) que se colocan en cada barreno, se
le da un tiempo determinado con retardadores de tiempo para realizar una voladura
Foto 1. Entrada a las instalaciones sobre la Carretera Federal km 276, Playa del Carmen, Quintana

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
20
óptima, logrando así una mayor fragmentación y desplazamiento, disminuyendo la vi-
bración y el ruido.
Voladuras debajo del nivel freático. Existen voladuras que se realizan bajo el nivel
freático, conocidas como voladuras bajo el agua. Estas voladuras son iguales a las
que se realizan por arriba del manto freático. Se perfora 11,50 metros y se coloca el
material explosivo.
Transportación del material. Las rocas de gran tamaño son fragmentadas y llevadas
en camiones de volteo por medios mecánicos utilizando cargadores frontales, para
transportarlos a la zona de trituración.
Trituradora primaria. En esta trituración solo entran piedras de un tamaño no mayor
de dos metros de diámetro para triturarlas en fragmentos de 40,6 cm. y continuar con
el proceso en una criba, que separa el material que ya cumple con las dimensiones
adecuadas para una segunda trituración.
Trituradora secundaria. El material proveniente de la trituración primaria, pasa a tra-
vés de las bandas, a una trituración secundaria, donde la piedra sale de 3,8 cm. El
material se muele en una trituradora de quijadas.
Trituradora terciaria. Cuando el tamaño de roca excede de los 3,8 cm y no pasa por
la malla de cribado, se envía a una trituradora terciaria, para finalmente cribarse y en-
viarse a la zona de almacenamiento o a la zona de lavado.
Área de cribado. Terminado el proceso de trituración, el material es llevado a la zona
de cribado para seleccionar los materiales por tipo de uso, dividiéndolos en tres cla-
ses diferentes que son: material para base, finos y gravas. Todos estos materiales se
apilan en diferentes áreas y la grava se envía a la zona de lavado.
Área de lavado. El material a lavar son las gravas que se separan por medio de cri-
bas a cinco granulometrías diferentes, pasando por un sistema de riego que existe
en las cribas de separación. El material fino que queda suspendido en el agua, se
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
21
C-
C-
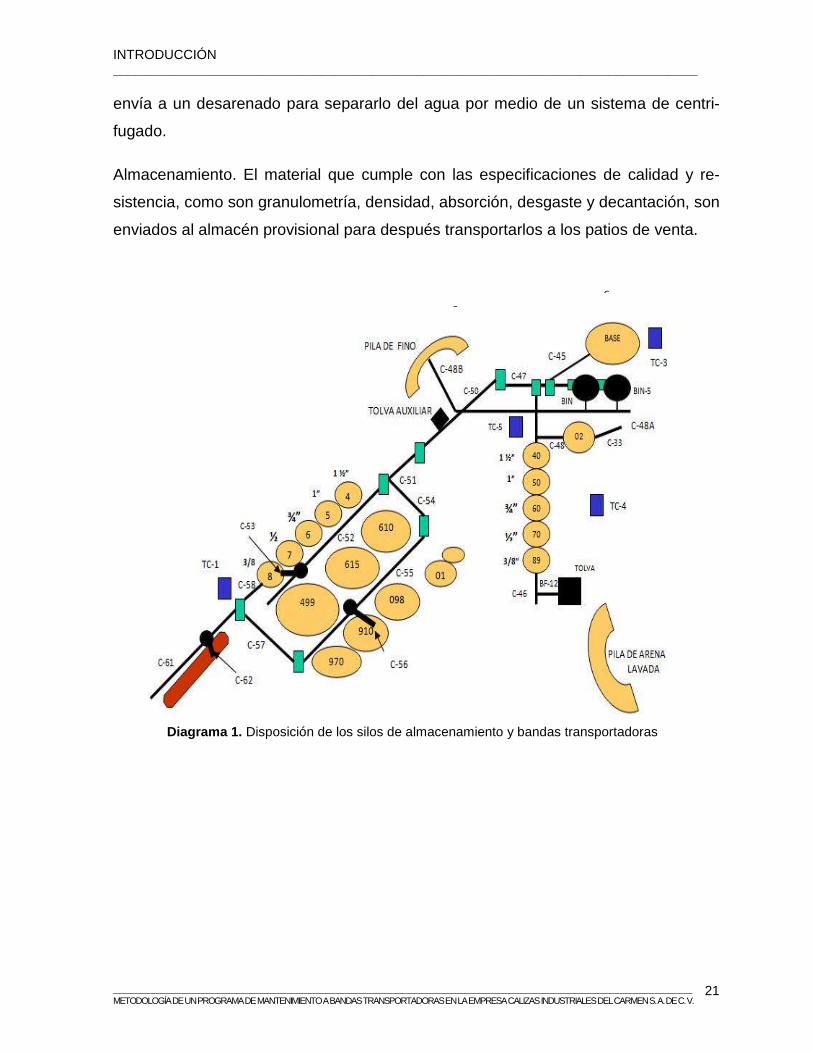
envía a un desarenado para separarlo del agua por medio de un sistema de centri-
fugado.
Almacenamiento. El material que cumple con las especificaciones de calidad y re-
sistencia, como son granulometría, densidad, absorción, desgaste y decantación, son
enviados al almacén provisional para después transportarlos a los patios de venta.
Diagrama 1. Disposición de los silos de almacenamiento y bandas transportadoras

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
22
Carga de material. La actividad de la empresa concluye con la carga del material a
barcos para ser exportado. En este proceso también se realizan muestreos del mate-
rial para asegurarse de su calidad.
El material pasa por una banda que inicia en el sitio donde se encuentran los silos o
almacén provisional; la banda es alimentada de forma automática y pasa a través de
la propiedad a cielo abierto hasta la zona de costa donde a través de un equipo semi-
automático, los barcos son cargados con el material pétreo.
Foto 2. Silos de almacenamiento de material procesado.

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
23
El aumento a la demanda tanto en el mercado nacional como en el internacional de
este producto ha propiciado la necesidad de ampliar la zona de aprovechamiento de
materiales, razón por la cual la empresa ha extendido sus operaciones a los predios
colindantes a “La Rosita”, denominados “La Adelita” y “El Corchalito”, tanto a nivel
superficial como por debajo del manto freático.
Foto 3. Puerto de embarque de Calizas Industriales del

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
24
BANDAS TRANSPORTADORAS
En la industria extractiva es muy común la utilización de mecanismos fijos de trans-
porte del material explotado de un punto hacia otro con la mayor velocidad y volumen
posible. Realizar esta actividad mediante el traspaleo humano y valiéndose de me-
dios de transporte motorizados como camiones implica largas y arduas horas de tra-
bajo; en cambio, una banda transportadora se encuentra en movimiento continuo y
tiene capacidades de carga que superan en tiempo y volumen a cualquier otra forma
de movimiento de materiales.
Las bandas transportadoras consisten en una superficie móvil que se desplaza sobre
una estructura fija que proporciona soporte y forma a la trayectoria que ha de seguir
dicha superficie. Existen varios tipos de bandas transportadoras de acuerdo al mate-
rial que se requiere movilizar; así pues se pueden encontrar bandas transportadoras
de mercancías terminadas o en proceso dentro de una línea de producción como en
el ensamble de componentes automotrices o embotelladoras y empacadoras; tam-
bién hay bandas de trayectorias curvas como las de reclamo de equipaje que se en-
cuentran en los aeropuertos. Las bandas transportadoras de materiales de la indus-
tria extractiva generalmente están conformadas por una superficie móvil de caucho a
la que, propiamente, se le llama banda pues es un segmento alargado de dos caras
planas (una interior y otra exterior) y cerrado. La razón por la que las bandas están
hechas de caucho responde a la necesidad de un material flexible y resistente para
soportar las cargas y efectos de abrasión del material transportado en la industria ex-
tractiva; la estructura de la banda transportadora permite que la banda tenga cierto
grado de flexión para formar una forma cóncava y de esa manera retener el material
transportado durante el recorrido.
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
25
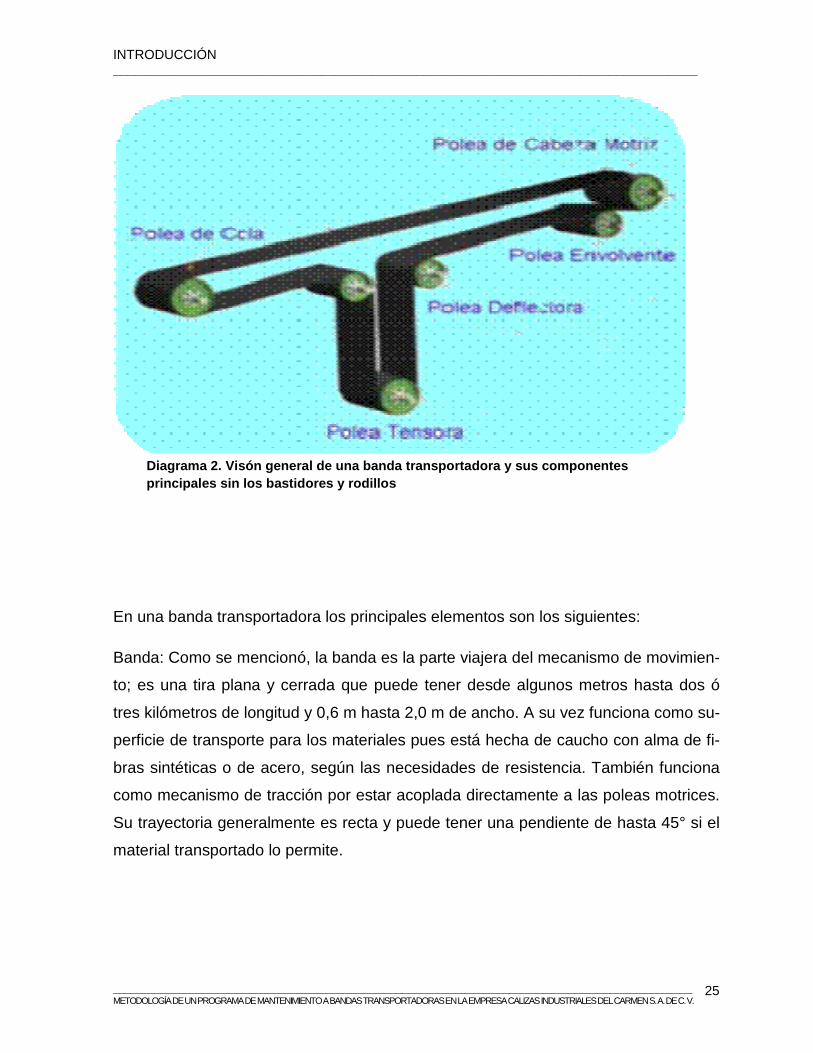
En una banda transportadora los principales elementos son los siguientes:
Banda: Como se mencionó, la banda es la parte viajera del mecanismo de movimien-
to; es una tira plana y cerrada que puede tener desde algunos metros hasta dos ó
tres kilómetros de longitud y 0,6 m hasta 2,0 m de ancho. A su vez funciona como su-
perficie de transporte para los materiales pues está hecha de caucho con alma de fi-
bras sintéticas o de acero, según las necesidades de resistencia. También funciona
como mecanismo de tracción por estar acoplada directamente a las poleas motrices.
Su trayectoria generalmente es recta y puede tener una pendiente de hasta 45° si el
material transportado lo permite.
Diagrama 2. Visón general de una banda transportadora y sus componentes
principales sin los bastidores y rodillos
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
26
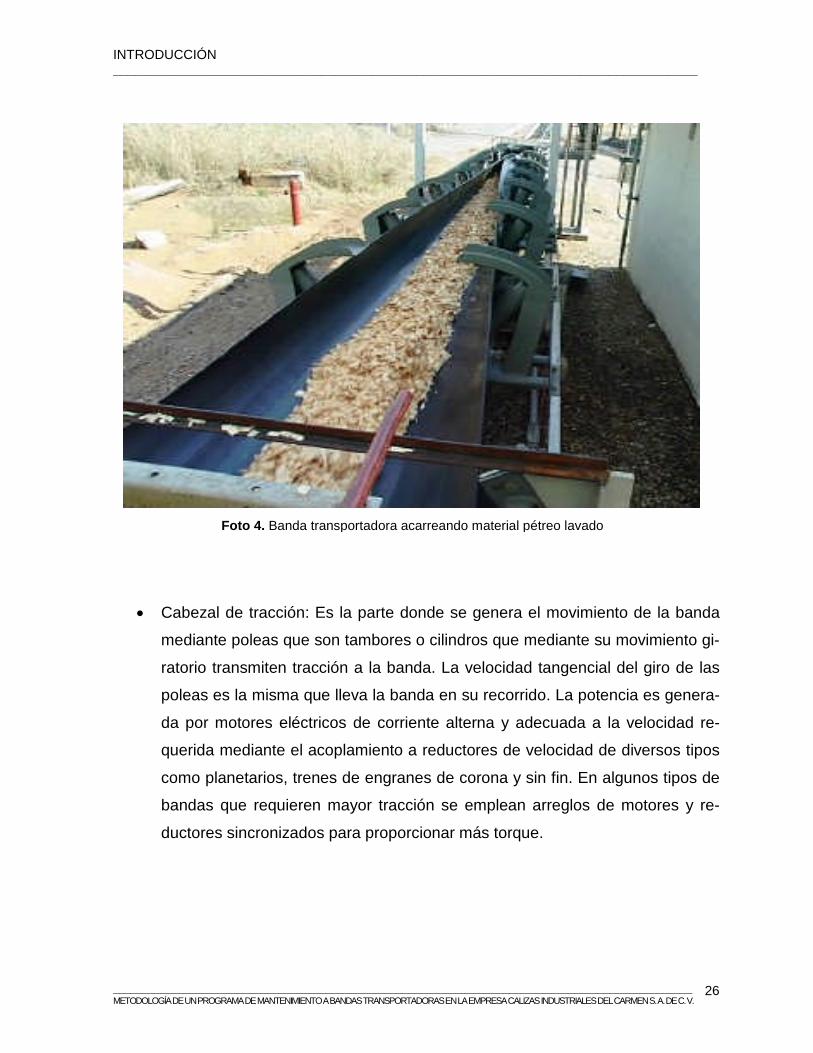
Cabezal de tracción: Es la parte donde se genera el movimiento de la banda
mediante poleas que son tambores o cilindros que mediante su movimiento gi-
ratorio transmiten tracción a la banda. La velocidad tangencial del giro de las
poleas es la misma que lleva la banda en su recorrido. La potencia es genera-
da por motores eléctricos de corriente alterna y adecuada a la velocidad re-
querida mediante el acoplamiento a reductores de velocidad de diversos tipos
como planetarios, trenes de engranes de corona y sin fin. En algunos tipos de
bandas que requieren mayor tracción se emplean arreglos de motores y re-
ductores sincronizados para proporcionar más torque.
Foto 4. Banda transportadora acarreando material pétreo lavado
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
27
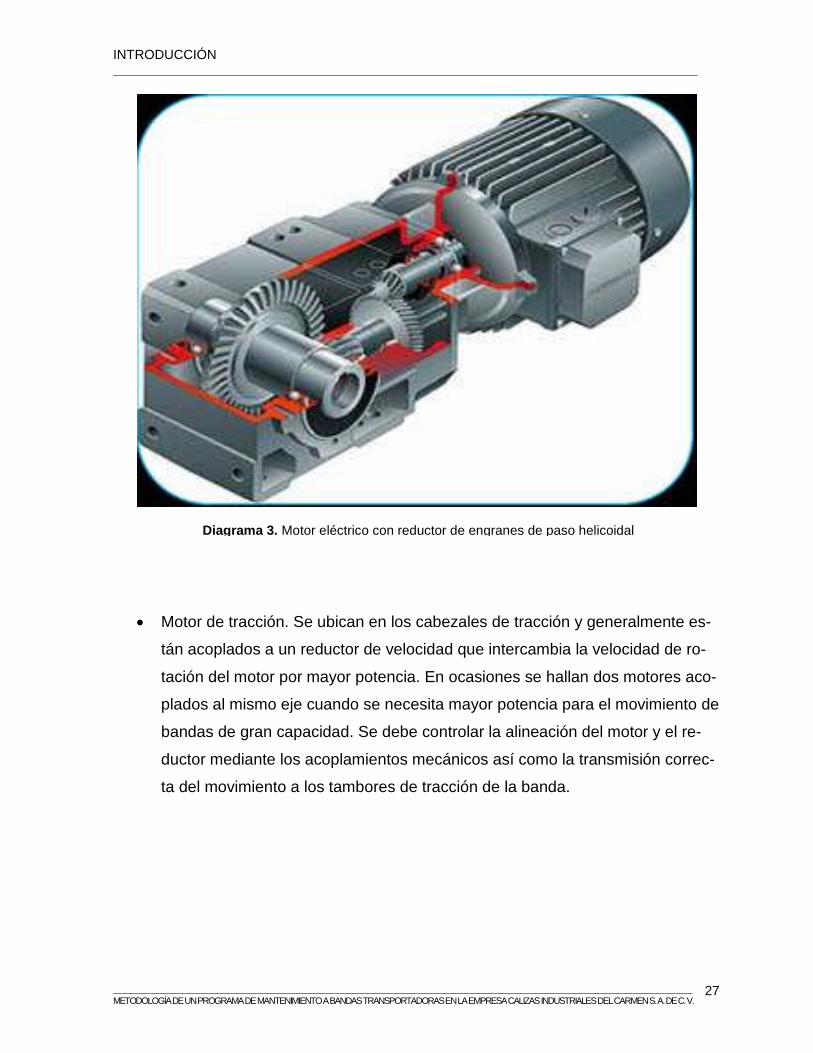
Motor de tracción. Se ubican en los cabezales de tracción y generalmente es-
tán acoplados a un reductor de velocidad que intercambia la velocidad de ro-
tación del motor por mayor potencia. En ocasiones se hallan dos motores aco-
plados al mismo eje cuando se necesita mayor potencia para el movimiento de
bandas de gran capacidad. Se debe controlar la alineación del motor y el re-
ductor mediante los acoplamientos mecánicos así como la transmisión correc-
ta del movimiento a los tambores de tracción de la banda.
Diagrama 3. Motor eléctrico con reductor de engranes de paso helicoidal
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
28
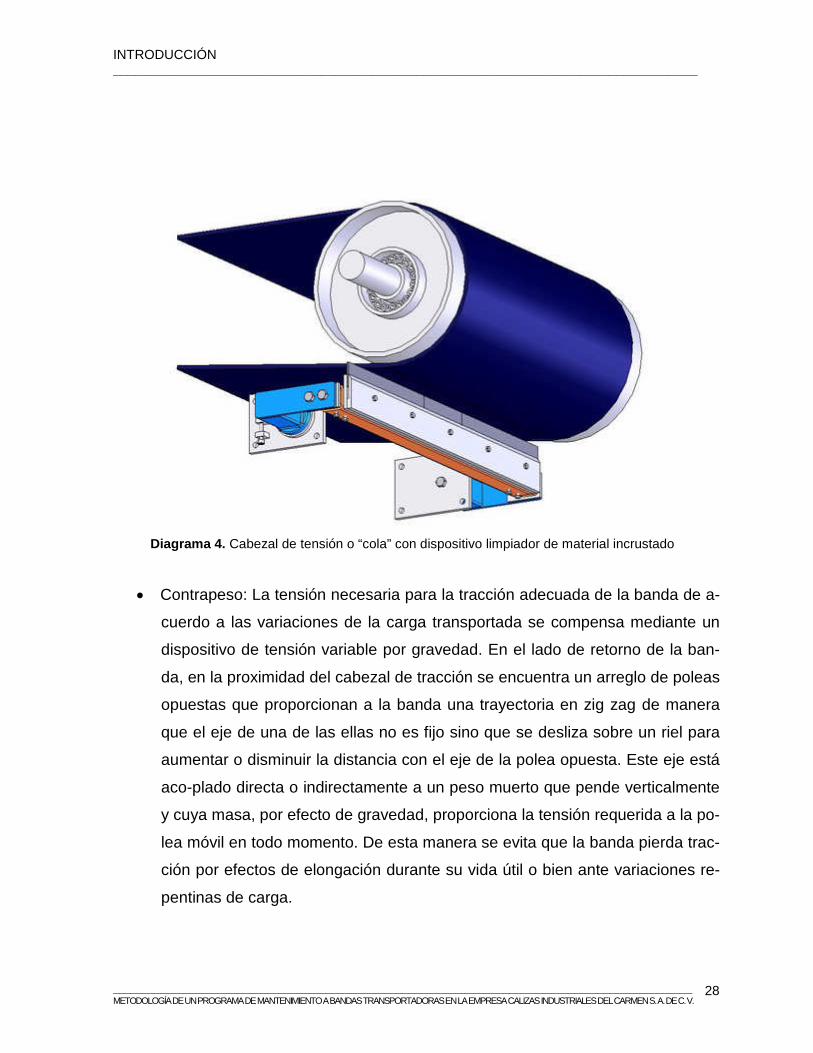
Contrapeso: La tensión necesaria para la tracción adecuada de la banda de a-
cuerdo a las variaciones de la carga transportada se compensa mediante un
dispositivo de tensión variable por gravedad. En el lado de retorno de la ban-
da, en la proximidad del cabezal de tracción se encuentra un arreglo de poleas
opuestas que proporcionan a la banda una trayectoria en zig zag de manera
que el eje de una de las ellas no es fijo sino que se desliza sobre un riel para
aumentar o disminuir la distancia con el eje de la polea opuesta. Este eje está
aco-plado directa o indirectamente a un peso muerto que pende verticalmente
y cuya masa, por efecto de gravedad, proporciona la tensión requerida a la po-
lea móvil en todo momento. De esta manera se evita que la banda pierda trac-
ción por efectos de elongación durante su vida útil o bien ante variaciones re-
pentinas de carga.
Diagrama 4. Cabezal de tensión o “cola” con dispositivo limpiador de material incrustado

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
29
Rodillos: Son los elementos más numerosos de la estructura de la banda
transportadora pues dan soporte a la trayectoria y forma a la banda para con-
tener adecuadamente los materiales transportados. Generalmente se encuen-
tran en módulos de tres con un rodillo central en posición horizontal y dos ro-
dillos laterales, opuestos con una inclinación de 20°,35° ó 45° respecto a la
horizontal. Cada módulo de rodillos se ubica a 1,5 m de distancia para evitar
pandeos por carga. De manera que una banda transportadora de 1,5 km con-
tará con cerca de 1000 módulos de rodillos; sin embargo, no todos los módu-
los de rodillos son iguales a lo largo del recorrido pues de acuerdo a su posi-
ción existen los siguientes tipos de rodillos:
Rodillos autoalineables. Se encargan de alinear a la banda transportadora,
cuando ésta, debido al uso, se desalinea provocando derrame de material.
Foto 5. Tres diferentes tipos de rodillos en módulos de tres
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
30
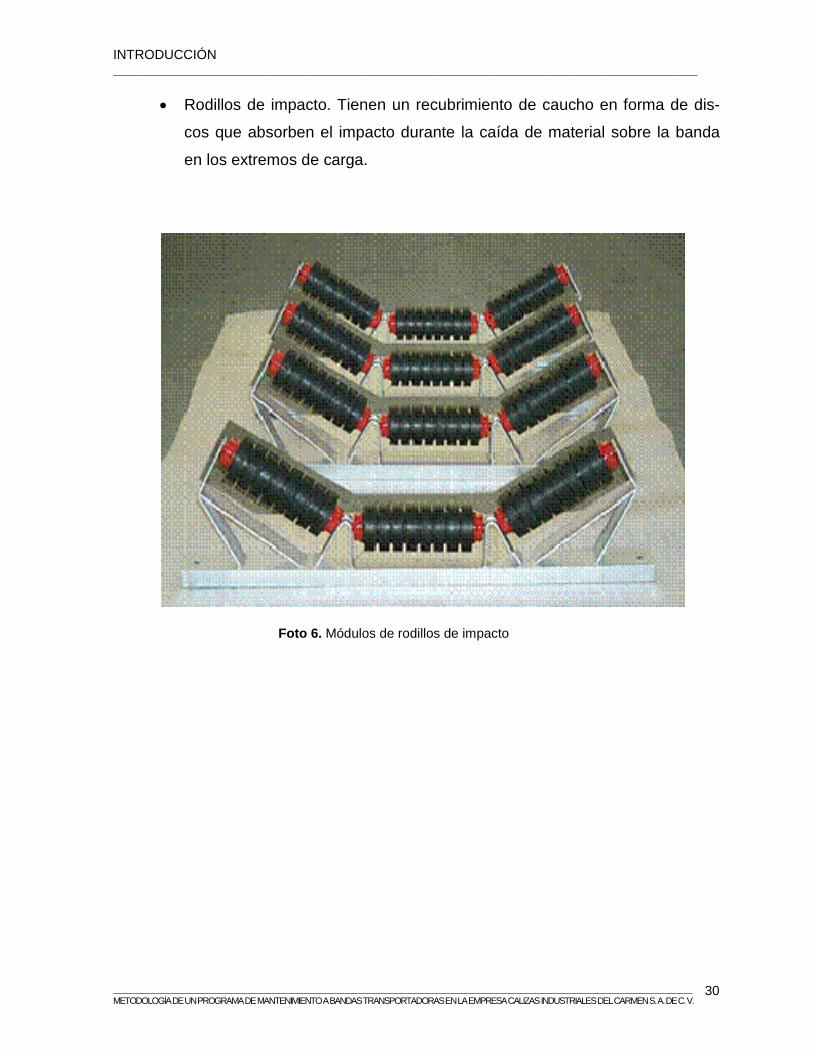
Rodillos de impacto. Tienen un recubrimiento de caucho en forma de dis-
cos que absorben el impacto durante la caída de material sobre la banda
en los extremos de carga.
Foto 6. Módulos de rodillos de impacto

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
31
Rodillos de carga. Son los que dan soporte a la banda a lo largo del reco-
rrido. Su superficie es plana para evitar deformaciones en el trayecto de la
banda. Son los elementos más numerosos en el transportador y contienen
rodamientos que pueden ser sellados o de lubricación. Éstos últimos repre-
sentan una de las tareas más comunes del mantenimiento pues se debe
verificar su estado constantemente.
Foto 7. Rodillos de carga montados en bastidor
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
32
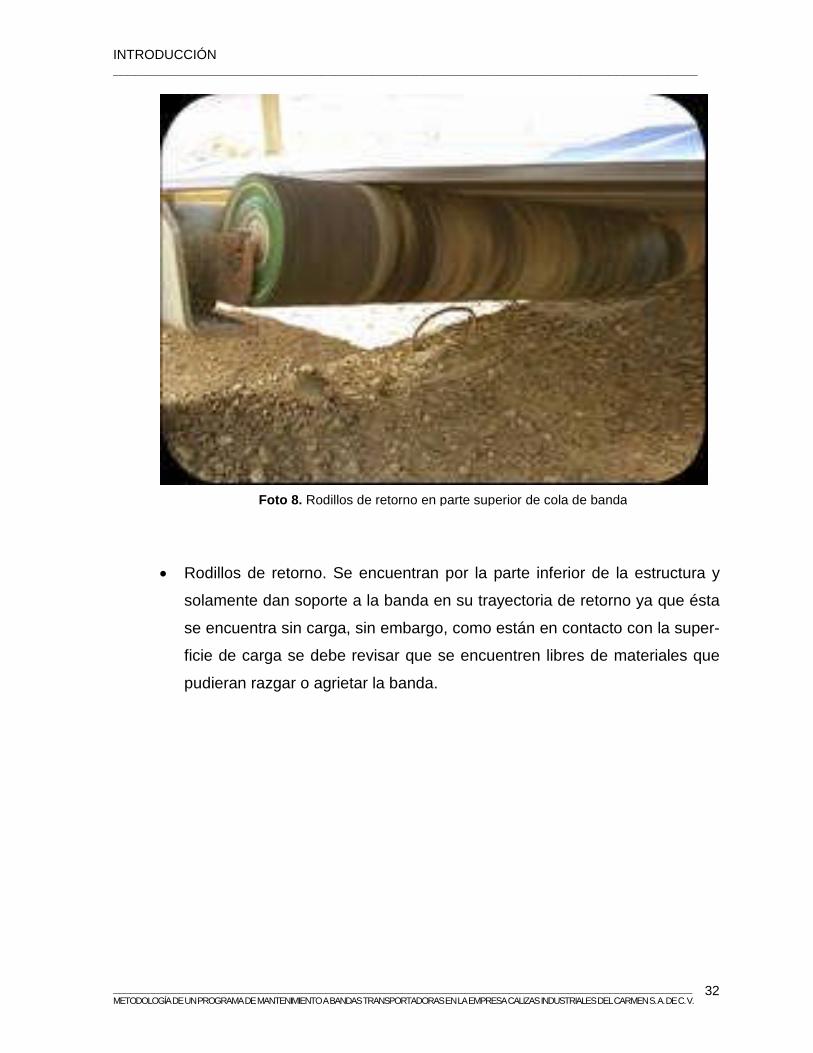
Rodillos de retorno. Se encuentran por la parte inferior de la estructura y
solamente dan soporte a la banda en su trayectoria de retorno ya que ésta
se encuentra sin carga, sin embargo, como están en contacto con la super-
ficie de carga se debe revisar que se encuentren libres de materiales que
pudieran razgar o agrietar la banda.
Foto 8. Rodillos de retorno en parte superior de cola de banda
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
33
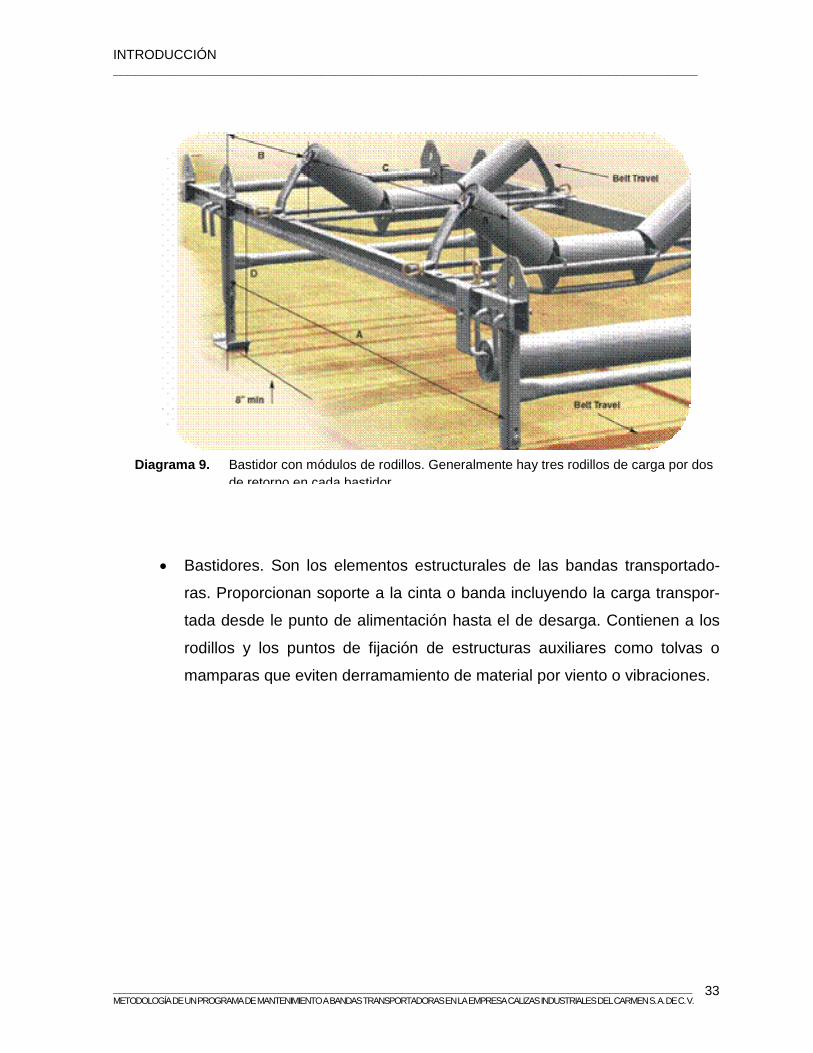
Bastidores. Son los elementos estructurales de las bandas transportado-
ras. Proporcionan soporte a la cinta o banda incluyendo la carga transpor-
tada desde le punto de alimentación hasta el de desarga. Contienen a los
rodillos y los puntos de fijación de estructuras auxiliares como tolvas o
mamparas que eviten derramamiento de material por viento o vibraciones.
Diagrama 9. Bastidor con módulos de rodillos. Generalmente hay tres rodillos de carga por dos
de retorno en cada bastidor.
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
34
SELECCIÓN DE BANDAS TRANSPORTADORAS
La selección correcta de una banda transportadora es aquella que resulta en los
costos más bajos por tonelada de material transportado. La selección de la construc-
ción de una banda se hace tomando en cuenta el tipo de transportador y la forma de
su operación, o sea:
Ancho de la banda. El ancho de la banda es utilizado para determinar la capa-
cidad de la banda así como pesos de las partes móviles con los cuales se cal-
cula la tensión efectiva. También se usa cuando se evalúan las bandas por a-
canalamiento y por soporte de carga.
Velocidad de la banda. La velocidad de la banda en pies / min (PPM) es usada
para el cálculo de la tensión efectiva y de la potencia requerida. La capacidad
de una banda cargada totalmente depende de la velocidad de ésta.
Capacidad. La capacidad deberá expresarse en toneladas por hora (TPH). La
capacidad máxima es la que se emplea en las fórmulas para la determinación
de la tensión (carga por pie de longitud del transportador) y para las consi-
deraciones del soporte de carga.
Distancia a centros de poleas. Es la distancia en pies medida a lo largo del
transportador a centros de polea terminales. Se usa en los cálculos de tensión
de la banda para vencer la fricción de la banda y de las partes mecánicas del
transportador.
Altura. Es la diferencia de elevaciones, en pies, entre los puntos de carga del
material sobre la banda y el de descarga, la cual es requerida para calcular la
tensión necesaria para bajar o levantar dicha carga. Esta diferencia es aproxi-
madamente la distancia vertical entre los centros de poleas terminales, la cual
se usa cuando se desconoce la elevación exacta entre los puntos de carga y
descarga.
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
35
Material transportado. El tipo, peso, propiedades químicas, temperatura y pre-
sencia de aceites o grasas del material transportado determinan la calidad de
la banda, el espesor de las cubiertas y el cuerpo requerido para resistir las
cargas de impacto.
Empalmes. El tipo de empalme (vulcanizado o engrapado) determina la ten-
sión máxima permisible de la banda. Los empalmes vulcanizados son más e-
ficientes y durables que los de grapas; reducen los costos y los cambios de
empalme son menos frecuentes.
Transmisión. Se debe conocer si la transmisión de la banda es por una o dos
poleas motrices; si las superficies de las poleas son lisas o recubiertas así co-
mo el arco de contacto de las poleas en grados. De esta información se des-
prende el cálculo de la tensión del lado de retorno; así mismo deberá especi-
ficarse la localización de la transmisión.
Tensores. Se requiere conocer el tipo de tensor (de gravedad o tornillo) para
calcular la tensión del lado de retorno. En un tensor de gravedad, la tensión
real del lado de retorno puede determinarse cuando se conoce todo el peso
soportado por la banda.
Motor de la transmisión. Los datos de placa del motor (Potencia, RPM, y tipo
de arranque) permiten una comparación con la potencia calculada e indican
hasta qué punto se puede sobrecargar la banda si llega a ser necesario el uso
de toda la potencia del motor.

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
36
EMPALME DE BANDAS
Una de las reparaciones más frecuentes a las bandas transportadoras consiste en la
sustitución de tramos de la cinta móvil. Estas reparaciones se hacen necesarias
cuando se detectan desgastes excesivos, rasgaduras e incluso agujeros en la cinta
de caucho. El procedimiento de unión de los extremos de un tramo de cinta nuevo al
resto de la banda se llama empalme y puede ser realizado por dos procesos diferen-
tes de acuerdo a su tiempo remanente de vida útil.
Diagrama 6. Esquema de conformación de las capas de una banda sencilla

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
37
El primer tipo de empalme, y más común, es el vulcanizado. Éste empalme se aplica
en bandas seminuevas y con demandas de tracción moderadas.
Los empalmes engrapados son más costosos y tienen menor duración pues contie-
nen elementos mecánicos de materiales metálicos que presentan mayor desgaste.
Su implementación implica la perforación de la superficie de la cinta para coser las
grapas en los extremos, lo que afecta sensiblemente la estructura de la sección de
caucho.
Diagrama 7. Esquema de los cortes comunes para realizar un empalme vulcanizado
Diagrama 8. Detalle de los componentes de un empalme engrapado

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
38
Los empalmes vulcanizados proporcionan un método confiable para unir los extre-
mos de las cintas transportadoras, sin interrumpir la continuidad de éstas y por lo ge-
neral, sin alterar su geometría o dimensiones. Las cintas transportadoras modernas
están hechas con telas sintéticas y tienen una alta adhesión entre los componentes,
se prestan para repararse de manera efectiva y duradera utilizando empalmes vulca-
nizados. Hay algunos tipos de cintas transportadoras que sólo se pueden empalmar
por vulcanización. Esta sección se ofrece para dar una visión general del proceso de
vulcanización.
El principio que subyace en el empalme vulcanizado es el establecimiento de adhe-
sión entre los componentes de la banda de los dos extremos en donde están unidos
los empalmes. El objetivo es desarrollar la adhesión en los empalmes igual que en la
banda original. La intención es unir físicamente los componentes en el empalme, co-
mo los extremos de las capas de tela o los cables de acero con la misma fuerza.
Diagrama 9. Esquema ilustrativo de los cortes y materiales adicionados a un empalme
vulcanizado
INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
39
Las longitudes de empalme, la configuración y las dimensiones están diseñadas pa-
ra mantener la continuidad de la fuerza de las bandas y la transferencia de la tensión
existente de un extremo de la banda a la otra, mediante la adhesión desarrollada en-
tre los componentes acoplados en los empalmes.
Hay muchos tipos de empalmes vulcanizados. Cada uno implica procedimientos úni-
cos y los materiales requeridos dependen del tipo de banda y el tipo de empalme vul-
canizado. En esta sección no se pretende proporcionar paso a paso los procedimien-
tos ya que estos varían entre los fabricantes de las banda, los tipos de bandas y las
condiciones de servicio. Los materiales necesarios para el empalme vulcanizado a
menudo son únicos y específicos para el tipo de banda utilizado. Los procedimientos
y materiales o las recomendaciones de material deben ser obtenidos de los fabrican-
tes o sus distribuidores.
El término "vulcanizado" puede implicar un proceso en el cual se utilizan nuevos ma-
teriales que sufren un cambio químico como resultado de la aplicación de calor y pre-
sión. Sin embargo, se utilizan los "procesos de vulcanización en frío" de las bandas
de caucho en los cuales los nuevos materiales de empalme reaccionan por el contac-
to con otros materiales químicamente activos por medio de una prensa de vulcaniza-
ción. En general, la geometría del empalme es la misma para empalmes vulcaniza-
dos en caliente y frío, pero los materiales difieren. Los materiales y procedimientos
de vulcanización en frío por lo general se deben obtener de los fabricantes de mate-
rial de vulcanización en frío y rara vez de los fabricantes de la banda. En general, los
empalmes vulcanizados en frío pueden ser utilizados en cualquier banda de caucho
pero haciendo caso omiso de las referencias a la curación en prensas de vulcaniza-
ción.

INTRODUCCIÓN_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
40
MARCO LEGAL DEL PROYECTO
Uno de los objetivos del mantenimiento está enfocado a prevenir accidentes de tra-
bajo mediante la revisión de las buenas condiciones de los equipos e instalaciones;
basado en las NORMAS GENERALES DE SEGURIDAD E HIGIENE en el trabajo
que dicta la SECRETARÍA DEL TRABAJO Y PREVISIÓN SOCIAL mediante la Nor-
ma Oficial Mexicana “NOM -002-STPS-2000 Condiciones Generales de Seguridad,
Prevención, Protección, y combate de incendios en los centros de trabajo”.
Bajo el mismo criterio está contemplada la LEY DEL SEGURO SOCIAL que en su
artículo 2° a la letra dice:
La seguridad social tiene por finalidad garantizar el derecho a la salud, la asis-
tencia médica, la protección de los medios de subsistencia y los servicios sociales
necesarios para el bienestar individual y colectivo, así como el otorgamiento de una
pensión que, en su caso y previo cumplimiento de los requisitos legales, será garan-
tizada por el estado.
Lo anterior se desprende de la Ley FEDERAL DEL TRABAJO cuyo fundamento jurí-
dico está previsto en el artículo 123 de la CONSITUCIÓN que a continuación se cita:
Toda persona tiene derecho al trabajo digno y socialmente útil; al efecto se
promoverán la creación de empleos y la organización social para el trabajo, conforme
a la Ley.
Así mismo, las actividades se rigen bajo el reglamento interno de trabajo y procedi-
mientos de seguridad de la empresa CALICA que por tratarse del marco de ejecución
de este proyecto se transcribe literalmente en el anexo 1.

CAPÍTULO 1. ESTUDIO DE MERCADO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
CAPÍTULO 1
ESTUDIO DE MERCADO

CAPÍTULO 1. ESTUDIO DE MERCADO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
41
MODELO DE ENCUESTA APLICADO
El presente proyecto sería aplicado dentro de un contexto limitado. El modelo esta-
dístico para la aplicación de una encuesta que determine el nivel de aceptación del
mismo fue aplicado al universo de personas directamente involucradas con las ban-
das transportadoras.
Se pretende determinar si el personal de mantenimiento está familiarizado con los
programas de mantenimiento actuales; si demuestra disposición para adoptar nuevas
dinámicas de trabajo; su percepción de la efectividad en la implementación del pro-
grama y su apreciación acerca de la infraestructura actual para el desempeño de sus
labores.
A continuación se muestra el cuestionario aplicado a 14 empleados de mantenimien-
to y puerto de carga con las observaciones destacadas acerca de los resultados que
dicha encuesta arrojó.
CAPÍTULO 1. ESTUDIO DE MERCADO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
42
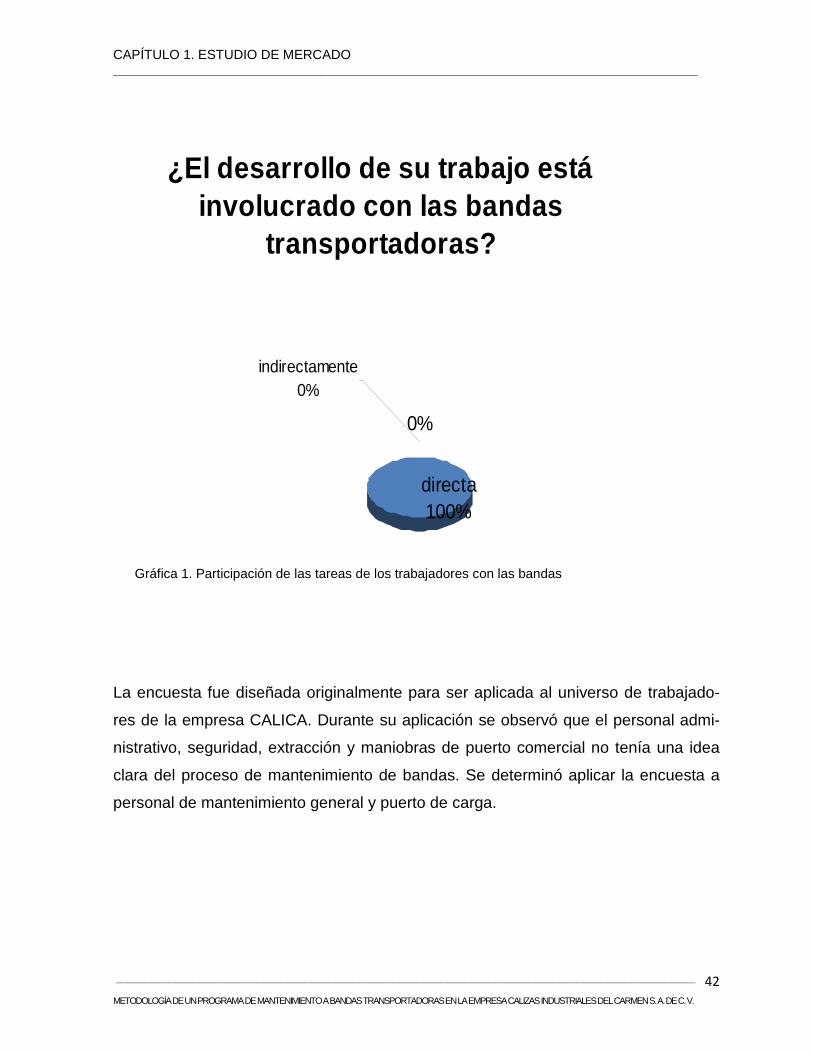
¿El desarrollo de su trabajo está
involucrado con las bandas
transportadoras?
0%
indirectamente
0%
directa
100%
La encuesta fue diseñada originalmente para ser aplicada al universo de trabajado-
res de la empresa CALICA. Durante su aplicación se observó que el personal admi-
nistrativo, seguridad, extracción y maniobras de puerto comercial no tenía una idea
clara del proceso de mantenimiento de bandas. Se determinó aplicar la encuesta a
personal de mantenimiento general y puerto de carga.
Gráfica 1. Participación de las tareas de los trabajadores con las bandas

CAPÍTULO 1. ESTUDIO DE MERCADO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
43
¿Conoce la importancia de los
equipos de bandas
transportadoras dentro de la
empresa?
SI
100%
NO
0%
Todo trabajador de la empresa es consciente del papel que desempeñan las bandas
transportadoras pues constituyen el medio de transporte del material explotado y
procesado a más de 2 km de distancia. Durante los cursos de inducción del personal
de nuevo ingreso se realizan recorridos a las instalaciones, donde se destaca la pre-
sencia de los transportadores.
Gráfica 2. Percepción de la importancia de las bandas dentro de la empresa

CAPÍTULO 1. ESTUDIO DE MERCADO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
44
¿Sabe si actualmente existe un
programa de mantenimiento para las
bandas transportadoras?
SI
80%
NO
20%
A pesar de existir algunos procedimientos y rutinas, prevalece un nivel de desconoci-
miento general de éstos. Se pretende que tras la implementación del programa pre-
valezca una idea clara de las funciones y beneficios que el departamento de mante-
nimiento aportaría a la empresa.
Gráfica 3. Conocimiento de los programas de mantenimiento por los trabajadores
CAPÍTULO 1. ESTUDIO DE MERCADO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
45
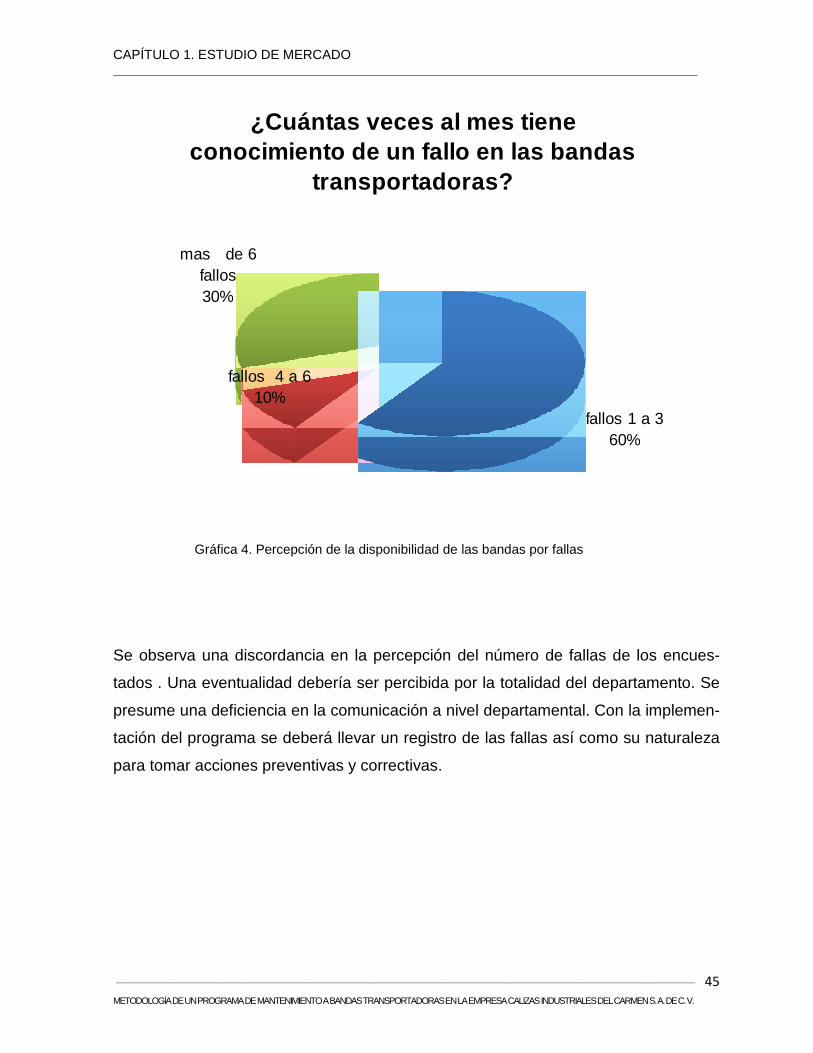
¿Cuántas veces al mes tiene
conocimiento de un fallo en las bandas
transportadoras?
fallos 1 a 3
60%
mas de 6
fallos
30%
fallos 4 a 6
10%
Se observa una discordancia en la percepción del número de fallas de los encues-
tados . Una eventualidad debería ser percibida por la totalidad del departamento. Se
presume una deficiencia en la comunicación a nivel departamental. Con la implemen-
tación del programa se deberá llevar un registro de las fallas así como su naturaleza
para tomar acciones preventivas y correctivas.
Gráfica 4. Percepción de la disponibilidad de las bandas por fallas

CAPÍTULO 1. ESTUDIO DE MERCADO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
46
¿Considera necesaria la
implementación de un programa de
mantenimiento para las bandas
transportadoras?
SI
90%
NO
10%
Se aprecia la percepción casi generalizada de la ausencia de procedimientos esta-
blecidos para el mantenimiento a los transportadores. El 10% de los encuestados
parece considerar que los procedimientos actuales son efectivos y suficientes.
Gráfica 5. Percepción de la necesidad de implementar el proyecto

CAPÍTULO 1. ESTUDIO DE MERCADO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
47
¿Cree que mejoraría la producción
contar con dicho programa?
SI
80%
NO
20%
Se presume una relación entre la las respuestas negativas de la pregunta anterior y
la presente. Sin embargo, es sensiblemente mayor la cantidad de encuestados que
considera que a pese a la implementación del programa, los resultados globales no
se verían afectados.
Gráfica 6. Detección de la mejora en caso de implementar el proyecto

CAPÍTULO 1. ESTUDIO DE MERCADO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
48
¿Mejoraría la eficiencia en su trabajo la
aplicación del programa de
mantenimiento a las bandas
transportadoras?
SI
90%
NO
10%
La mayoría de los encuestados percibe como una mejora en sus resultados laborales
la implementación del programa de mantenimiento. El 10% de los encuestados que
no consideran un beneficio en dicho programa se pueden considerar como un área
de oportunidad para evaluar los cambios en el desempeño de sus labores tras la
aplicación del programa.
Gráfica 7. Percepción de la mejora de eficiencia en caso de implementar el proyecto

CAPÍTULO 1. ESTUDIO DE MERCADO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
49
¿Conoce los procedimientos de
revisión periódica a las bandas
transportadoras?
SI
100%
NO
0%
Se aprecia que la totalidad de los encuestados demuestra un dominio técnico de los
procesos actuales. Se pretende retomar estos conocimientos para la implementación
y mejora de los procesos, los cuales deberán quedar establecidos en los manuales.
Gráfica 8. Percepción del conocimiento de los trabajos de mantenimiento preventivo

CAPÍTULO 1. ESTUDIO DE MERCADO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
50
Cuando se presenta una falla / servicio
programado en las bandas transportadoras
¿cuenta con las herramientas / refacciones
necesarias para resolver la tarea?
SI
90%
NO
10%
El programa de mantenimiento considera la conformación de un almacén de mate-
riales y herramientas. Si bien la mayor parte de los encuestados considera cubierta la
disposición de éstos, el 10% restante manifiesta que existen carencias de estos
insumos.
Gráfica 9. Disponibilidad de recursos para la atención de mantenimiento emergente
CAPÍTULO 1. ESTUDIO DE MERCADO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
51
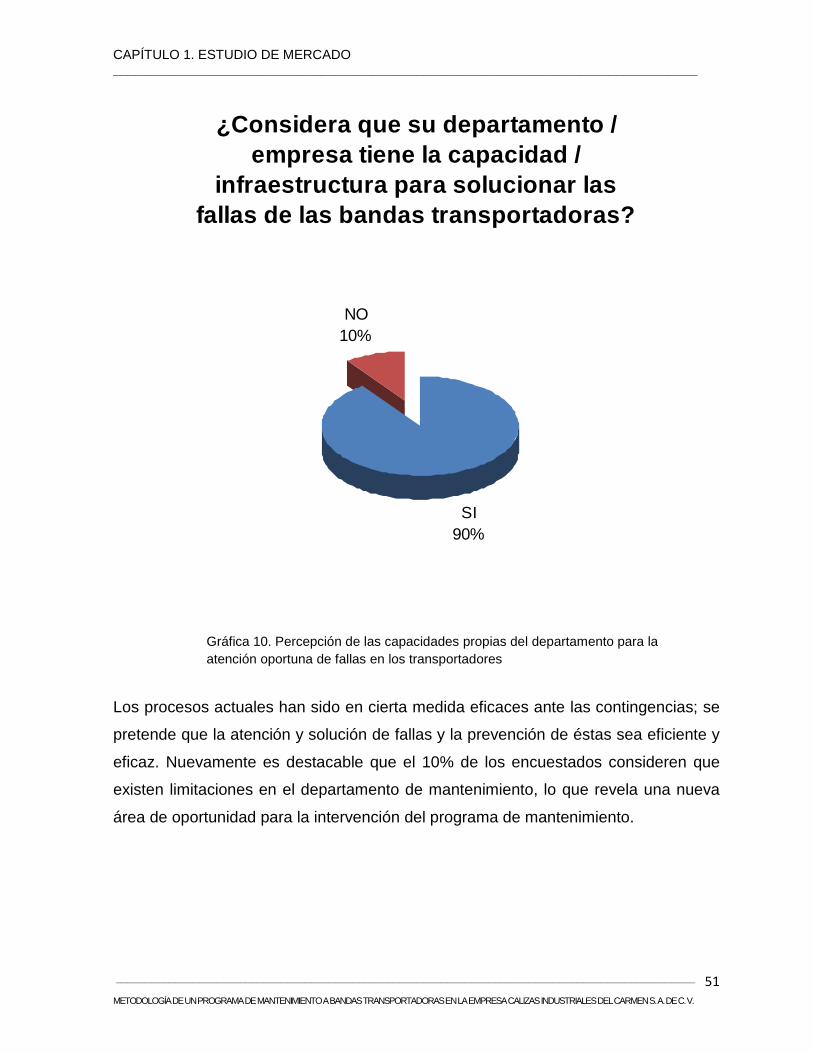
¿Considera que su departamento /
empresa tiene la capacidad /
infraestructura para solucionar las
fallas de las bandas transportadoras?
SI
90%
NO
10%
Los procesos actuales han sido en cierta medida eficaces ante las contingencias; se
pretende que la atención y solución de fallas y la prevención de éstas sea eficiente y
eficaz. Nuevamente es destacable que el 10% de los encuestados consideren que
existen limitaciones en el departamento de mantenimiento, lo que revela una nueva
área de oportunidad para la intervención del programa de mantenimiento.
Gráfica 10. Percepción de las capacidades propias del departamento para la
atención oportuna de fallas en los transportadores
CAPÍTULO 1. ESTUDIO DE MERCADO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
52
ANÁLISIS DE LOS RESULTADOS DE LA ENCUESTA
Los resultados demostraron que existe, entre los trabajadores involucrados en el pro-
ceso de mantenimiento de bandas, el reconocimiento de deficiencias en el desempe-
ño de su trabajo. Las deficiencias principales detectadas son:
Desconocimiento de la existencia de un programa de mantenimiento
No contar con herramientas y materiales adecuados para el desempeño de su
trabajo
Incertidumbre acerca de la efectividad de la aplicación del programa
Sin embargo, tales deficiencias se consideran áreas de oportunidad para evaluar el
impacto del proyecto una vez implementado el programa. Sería recomendable aplicar
el mismo modelo de encuesta después de haberse impartido los cursos de capacita-
ción a la totalidad de la plantilla de empleados de mantenimiento.

CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
CAPÍTULO 2
PLANEACIÓN DEL PROYECTO

CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
En este capítulo se presentan los procedimientos recomendados que se emplearán
para la implementación del proyecto. Su utilización y evaluación arrojarán los resulta-
dos que permitirán evaluar la efectividad del programa implementado mediante la to-
ma de datos antes, durante y después de la aplicación. Se ha identificado la necesi-
dad de capacitar al personal de mantenimiento de bandas en dichos procedimientos.
Cada actividad corresponde a las tareas más comunes del mantenimiento preventivo
y correctivo. Mediante listados de verificación (check list) se deberán cumplir y regis-
trar cada uno de los procedimientos explicados en los manuales específicos. De ma-
nera que la clasificación de actividades del programa de mantenimiento se identifique
claramente como se muestra a continuación:
MANTENIMIENTO PREVENTIVO A
BANDAS TRANSPORTADORAS
Check list cinta
transportadora
Check list
motor, reductor
y coples
Check list
lubricación
de rodillos
Check list
transfers y
contrapeso
MANTENIMIENTO CORRECTIVO A
BANDAS TRANSPORTADORAS
Empalme
engrapado
Empalme
vulcanizado frio
Empalme
vulcanizado
caliente
Alineación de
bastidores
Sustitución de
rodillos
Reparación /
sustitución de
motor / reductor
Diagrama 10. Actividades involucradas en la implementación del programa de mantenimiento
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
53

CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
54
Cada actividad relacionada con los procesos de Mantenimiento Preventivo y Correc-
tivo estará regida por los listados de verificación que se describirán más adelante y,
en su caso, por procedimientos detallados cuando se trata de reparaciones que invo-
lucran tareas especializadas y que serán realizadas de manera secuencial.
La planeación de programas de mantenimiento, listados de verificación y adecuación
de manuales fueron las actividades predominantes en el proceso de elaboración del
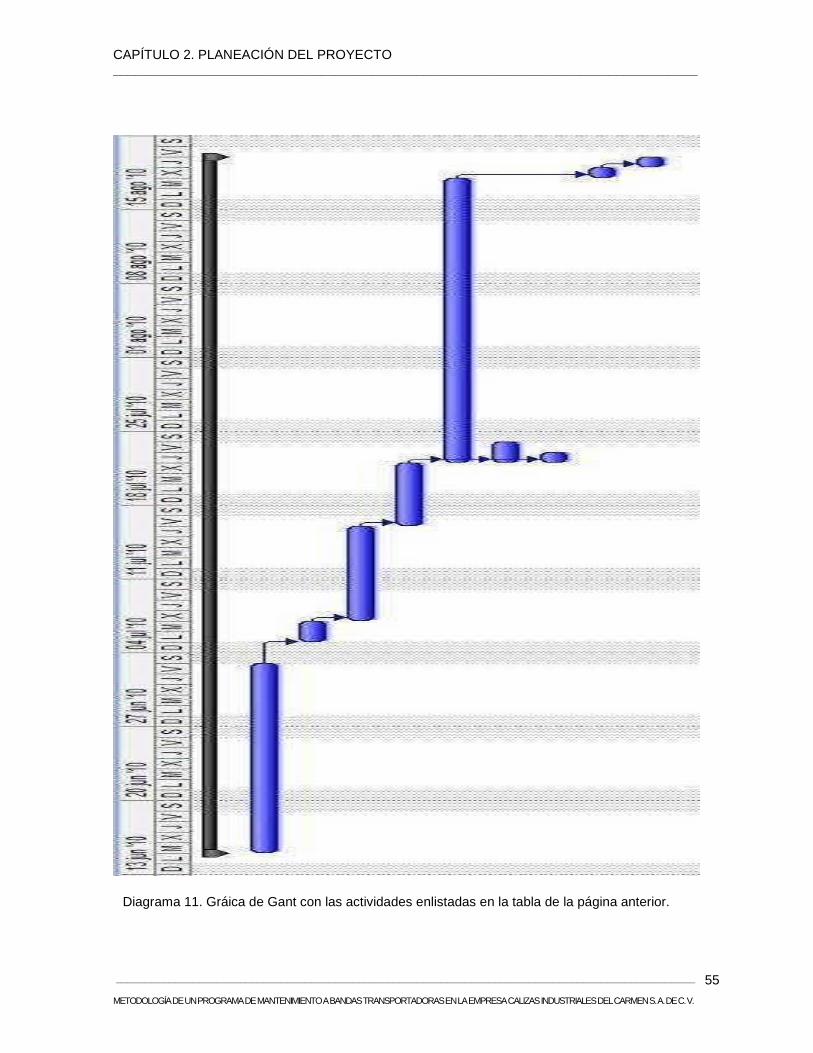
proyecto y se muestran en el diagrama de Gant a continuación.
DIAGRAMA DE GANT
Tabla 1. Actividades predominantes en la implementación del proyecto para
diagrama de Gant
CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
55
Diagrama 11. Gráica de Gant con las actividades enlistadas en la tabla de la página anterior.

CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
56
A continuación se presentan las actividades que integran el diagrama de Gant. Se
observa que las actividades 5, 6 y 7 son procesos independientes y que serían apli-
cados como parte de mantenimientos correctivos (5 y 6) y preventivo (7). De manera
que los tiempos contemplados para cada una de dichas actividades, cuando surgie-
ran como eventualidad, serán tomados en cuenta para contabilizar la intervención de
mano de obra.
1. Diseño de los programas de mantenimiento
2. Diseño de los check list
3. Adecuación de manuales
4. Capacitación del personal
5. Proceso de alineación de bandas
6. Proceso de empalme de bandas
7. Proceso de revisión de reductores
8. Recorrido de inspección
9. Llenado de formatos
CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
57
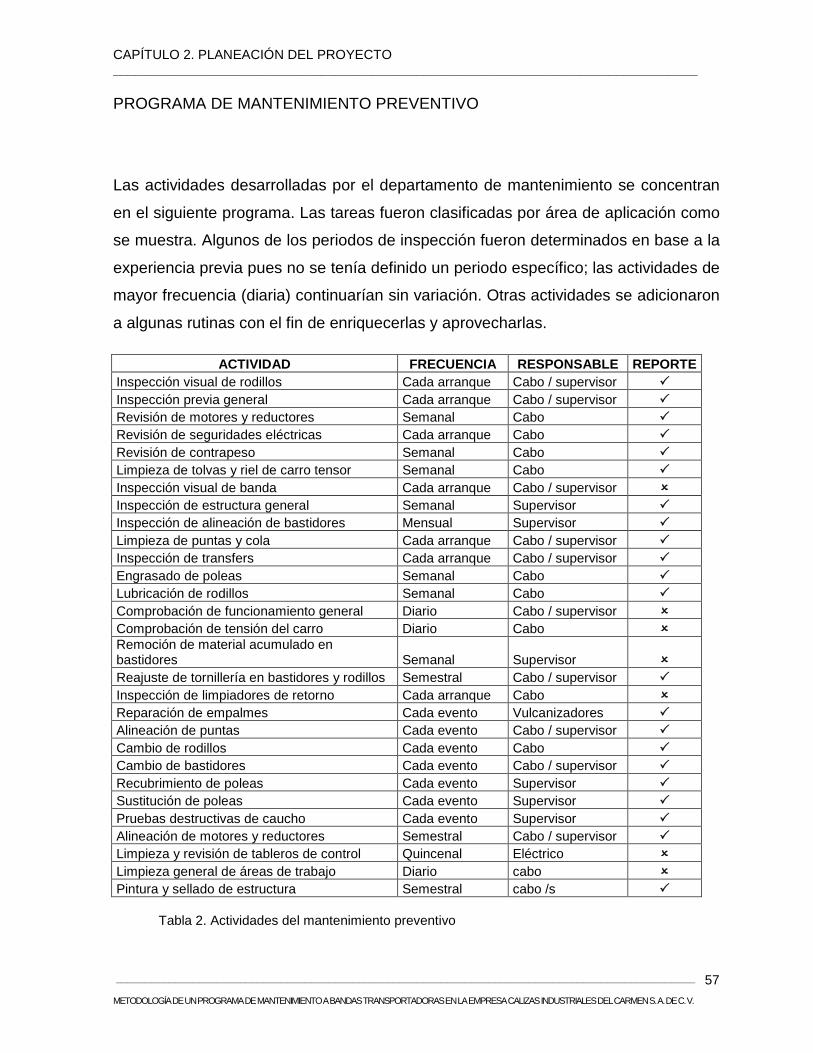
PROGRAMA DE MANTENIMIENTO PREVENTIVO
Las actividades desarrolladas por el departamento de mantenimiento se concentran
en el siguiente programa. Las tareas fueron clasificadas por área de aplicación como
se muestra. Algunos de los periodos de inspección fueron determinados en base a la
experiencia previa pues no se tenía definido un periodo específico; las actividades de
mayor frecuencia (diaria) continuarían sin variación. Otras actividades se adicionaron
a algunas rutinas con el fin de enriquecerlas y aprovecharlas.
ACTIVIDAD FRECUENCIA RESPONSABLE REPORTE
Inspección visual de rodillos Cada arranque Cabo / supervisor
Inspección previa general Cada arranque Cabo / supervisor
Revisión de motores y reductores Semanal Cabo
Revisión de seguridades eléctricas Cada arranque Cabo
Revisión de contrapeso Semanal Cabo
Limpieza de tolvas y riel de carro tensor Semanal Cabo
Inspección visual de banda Cada arranque Cabo / supervisor
Inspección de estructura general Semanal Supervisor
Inspección de alineación de bastidores Mensual Supervisor
Limpieza de puntas y cola Cada arranque Cabo / supervisor
Inspección de transfers Cada arranque Cabo / supervisor
Engrasado de poleas Semanal Cabo
Lubricación de rodillos Semanal Cabo
Comprobación de funcionamiento general Diario Cabo / supervisor
Comprobación de tensión del carro Diario Cabo Remoción de material acumulado enbastidores Semanal Supervisor
Reajuste de tornillería en bastidores y rodillos Semestral Cabo / supervisor
Inspección de limpiadores de retorno Cada arranque Cabo
Reparación de empalmes Cada evento Vulcanizadores
Alineación de puntas Cada evento Cabo / supervisor
Cambio de rodillos Cada evento Cabo
Cambio de bastidores Cada evento Cabo / supervisor
Recubrimiento de poleas Cada evento Supervisor
Sustitución de poleas Cada evento Supervisor
Pruebas destructivas de caucho Cada evento Supervisor
Alineación de motores y reductores Semestral Cabo / supervisor
Limpieza y revisión de tableros de control Quincenal Eléctrico
Limpieza general de áreas de trabajo Diario cabo
Pintura y sellado de estructura Semestral cabo /s
Tabla 2. Actividades del mantenimiento preventivo

CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
58
Las siguientes actividades del Mantenimiento Preventivo fueron retomadas de las ru-
tinas existentes. Se idearon modificaciones en cuanto a la secuencia de realización
por la ubicación física de los puntos de revisión y el orden de otros sucesos que de-
ben ser supervisados. Se pretende que sean utilizadas como procedimiento estan-
darizado y sean parte de los formatos a llenar por parte de los técnicos.

CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
59
CHECK LIST PREVIO AL ARRANQUE DEL EQUIPO
1. Comprobación de funcionamiento de equipo de comunicación portátil
2. Revisión y limpieza de tolvas
3. Verificar funcionamiento de compuerta
4. Revisión de hules en cola
5. Interruptores de arrancador encendidos y libres de candado
6. Revisión de chumaceras
7. Revisión de rodillos de carga y retorno (libres de material y sin daños)
8. Interruptores de jalón restablecidos.
9. Riel del carrito libre de material.
10.Polea de contacto libre de material
11.Verificar que las guardas estén bien colocadas.
12.Estado de los barandales alrededor de la pileta.
13.Revisión de coples y reductores, libres de fugas
14.Poleas de cable de contrapeso libres de material
15.Cable de contrapeso revisión visual de hilos.
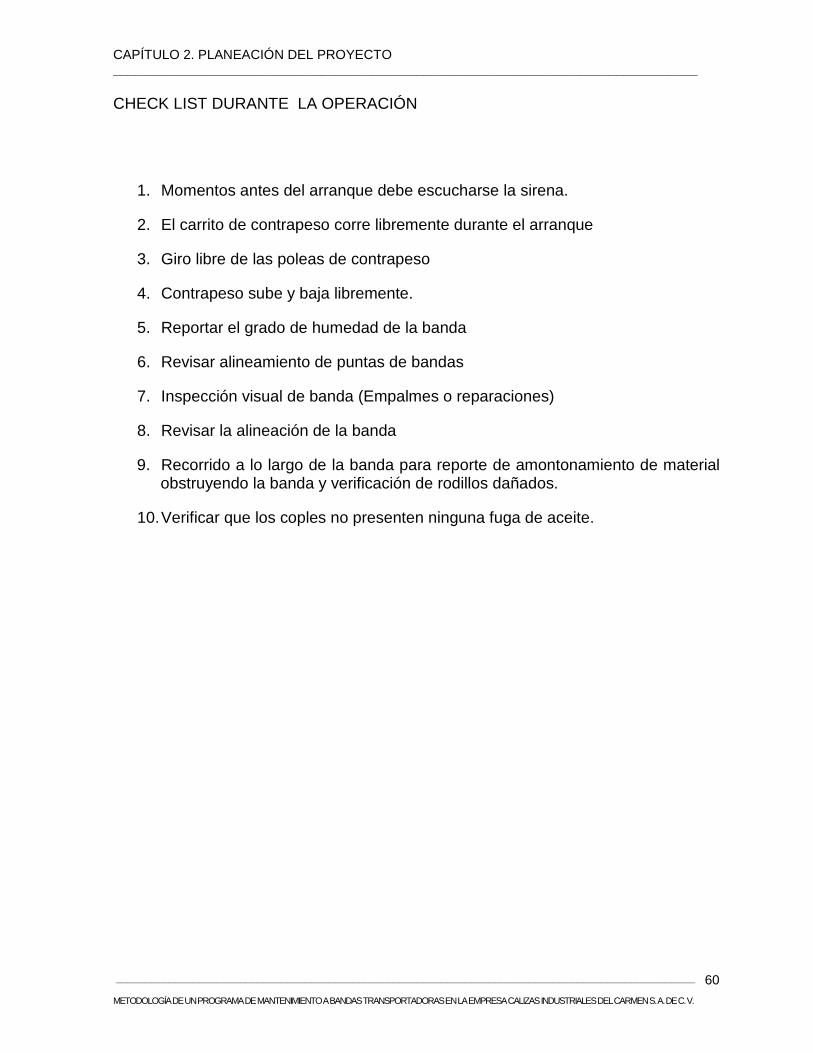
CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
60
CHECK LIST DURANTE LA OPERACIÓN
1. Momentos antes del arranque debe escucharse la sirena.
2. El carrito de contrapeso corre libremente durante el arranque
3. Giro libre de las poleas de contrapeso
4. Contrapeso sube y baja libremente.
5. Reportar el grado de humedad de la banda
6. Revisar alineamiento de puntas de bandas
7. Inspección visual de banda (Empalmes o reparaciones)
8. Revisar la alineación de la banda
9. Recorrido a lo largo de la banda para reporte de amontonamiento de materialobstruyendo la banda y verificación de rodillos dañados.
10.Verificar que los coples no presenten ninguna fuga de aceite.
CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
61
CHECK LIST REVISIÓN DE MOTORES Y REDUCTORES
1. Checar niveles de aceite
2. Comprobación de viscosidad
3. Verificar engrasado de chumaceras
4. Verificación de temperatura de reductores
5. Comprobación de ruidos anormales
6. Verificar estado de coples
7. Recorrido de inspección
8. Llenado de formato de reporte

CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
62
CHECK LIST ALINEACIÓN DE PUNTA Y COLA DE BANDA
COLA DE LA BANDA APLICA STATUS OBSERVACIONES
Guarda frontal
Guarda lateral
Guardas laterales
Switch de velocidad
Soporte del cordón de jalón
Cordón de jalón
Switch de jalón
Tolva
Iluminación
Instalación eléctrica
Barandales
Escaleras y cadenas
Orden y limpieza
Rodillos
Poleas
Chumaceras
Hule ruber
Estructura y bastidores
Faldones
Guarda de contrapeso
Estrobo
Poleas para estrobo
Torre del contrapeso
Pasillos
Carrito tensor
PUNTA DE LA BANDA APLICA STATUS OBSERVACIONES
Guarda frontal
Guarda lateral
Guardas laterales
Switch de velocidad
Soporte del cordón de jalón
Cordón de jalón
Switch de jalón
Tolva
Iluminación
Instalación eléctrica
Barandales
Escaleras y cadenas
Orden y limpieza
Rodillos carga y retorno
Poleas
Chumaceras
Guarda cople hid/mec.
Estructura y bastidores

CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
63
Guarda de contrapeso
Estrobo
Poleas para estrobo
Torre del contrapeso
Motor eléctrico
Fugas de aceite
Guarda del motor
Limpiadores
Barandal alrededor de pileta
Arado
Pasillos
Carrito tensor
B=BUENO
R=REGULAR
____________________ _________________ M=MALO
Los siguientes procedimientos describen las actividades que deberán aplicarse du-
rante los trabajos de Mantenimiento Correctivo . Al igual que los listados de verifica-
ción anteriores, han sido retomados de actividades ya existentes en la empresa, sin
embargo, han sido complementados con extractos de manuales de los principales
fabricantes de bandas.
Algunos de los puntos del siguiente procedimiento podrán darse por comprendidos
bajo al premisa de que son parte de actividades de rutina ya establecidas dentro de
la empresa. Un curso de capacitación deberá contemplar a detalle y con retroalimen-
tación de los técnicos, los procedimientos específicos que abarquen series de dos o
más actividades especializadas que involucren varios pasos en su desarrollo.
Tabla 3. Listado de verificación para la alineación de extremos de banda

CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
64
PROCESO DE ALINEACIÓN DE BANDA
1. Traspaleo de material excedente en bases de bastidores
2. Trazado topográfico de alineación de poleas motriz y cola
3. Control de rodillos (unificación)
4. Recubrimiento de polea motriz
5. Controlar tensión que proporciona el contrapeso
6. Engrasado y revisión de poleas de contrapeso
7. Recorrido de inspección
8. Llenado de formato de reporte
CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
65
PROCESO DE EMPALME DE BANDAS
1. Identificación del la sección afectada
2. Evaluación del método de reparación de acuerdo a la naturaleza del daño (en
frío o en caliente)
3. Desenergizado y bloqueo mecánico de interruptores eléctricos
10.Eliminar tensión de la banda (desacople de contrapeso del carro tensor)
11.Limpieza del área de reparación
12.Implementación del método de reparación seleccionado
13.Devolver tensión a la banda
14.Desbloqueo de interruptores y energizado
15.Prueba en vacío de la banda
16.Recorrido de inspección
17.Llenado de formato de reporte

CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
66
SOLUCION DE PROBLEMAS
A continuación se presenta una tabla con una serie de síntomas de falla en las ban-
das transportadoras asociadas con una o más columnas en donde se indican, de iz-
quierda a derecha y en orden de probable causa, las referencias de solución que se
enumeran al final de la tabla.
M.Cubiertas endurecidas oquebradizas
23 37 - - - -
N.La cubierta se hincha enpuntos o líneas.
21 - - - - -
O.La banda se quiebra en lasgrapas o detrás y tienden asalirse.
24 22 12 23 - -
P. El empalme vulcanizado se 30 30 12 17 25 -
PROBLEMA/causa ….En orden de probable ocurrencia
A.
La banda corre hacia unlado en un solo punto de laestructura.
5 4 1 2 3 44
B.
Determinada sección de labanda se desvíalateralmente en toda laextensión del transportador.
6 7 - - - -
C.
La banda se desvíalateralmente por una largadistancia o en toda laextensión del transportador.
39 8 5 1 2 3
D.La banda se desvía en lapolea de cola.
39 10 1 - - -
E.La banda se desvía en lapolea de cabeza.
33 10 1 3 - -
F. La banda resbala. 34 33 31 10 4 -
G.La banda resbala en elarranque.
34 31 33 - - -
H.Estiramiento excesivo de labanda.
41 42 43 12 32 35
I.Rajaduras, cortes odesgarramiento de lacubierta superior.
13 14 15 16 - -
J.Desgaste excesivo de lacubierta superior, uniformeen la banda.
19 20 10 8 36 -
K.Desgaste excesivo de lacubierta inferior.
4 9 10 17 11 27
L.Rajaduras o quebraduraslongitudinales en la cubiertainferior.
4 10 9 33 - -
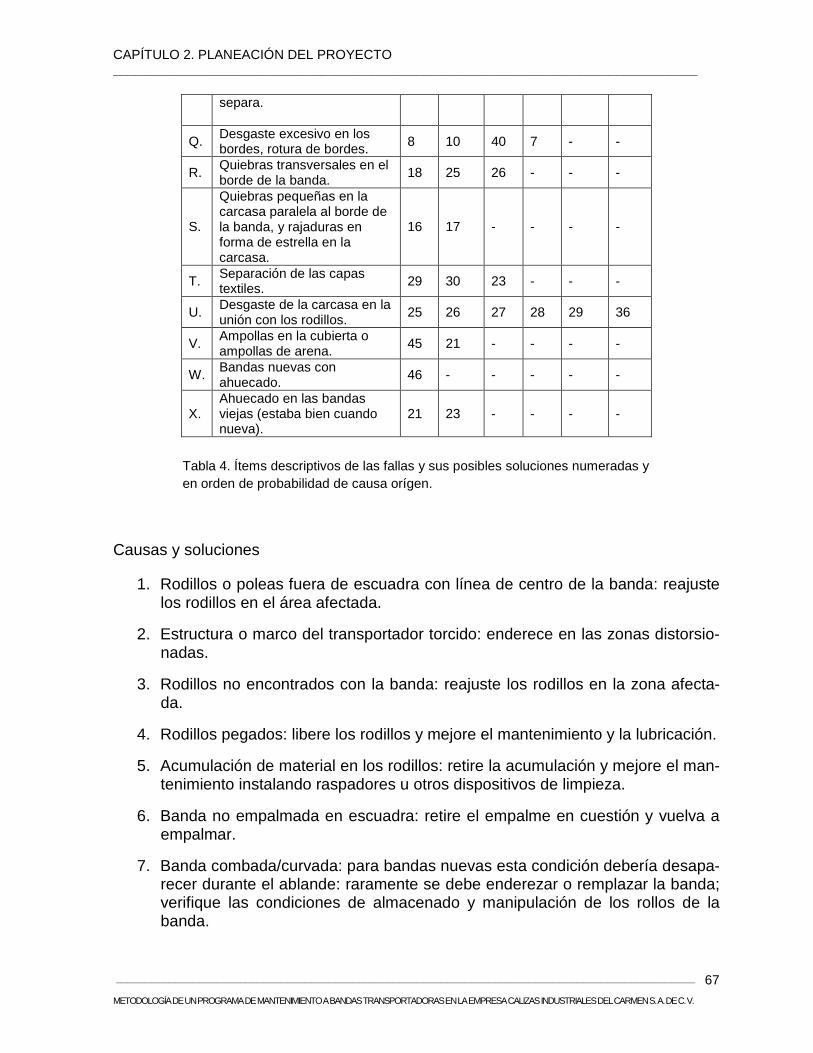
CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
67
separa.
Q.Desgaste excesivo en losbordes, rotura de bordes.
8 10 40 7 - -
R.Quiebras transversales en elborde de la banda.
18 25 26 - - -
S.
Quiebras pequeñas en lacarcasa paralela al borde dela banda, y rajaduras enforma de estrella en lacarcasa.
16 17 - - - -
T.Separación de las capastextiles.
29 30 23 - - -
U.Desgaste de la carcasa en launión con los rodillos.
25 26 27 28 29 36
V.Ampollas en la cubierta oampollas de arena.
45 21 - - - -
W.Bandas nuevas conahuecado.
46 - - - - -
X.Ahuecado en las bandasviejas (estaba bien cuandonueva).
21 23 - - - -
Causas y soluciones
1. Rodillos o poleas fuera de escuadra con línea de centro de la banda: reajustelos rodillos en el área afectada.
2. Estructura o marco del transportador torcido: enderece en las zonas distorsio-nadas.
3. Rodillos no encontrados con la banda: reajuste los rodillos en la zona afecta-da.
4. Rodillos pegados: libere los rodillos y mejore el mantenimiento y la lubricación.
5. Acumulación de material en los rodillos: retire la acumulación y mejore el man-tenimiento instalando raspadores u otros dispositivos de limpieza.
6. Banda no empalmada en escuadra: retire el empalme en cuestión y vuelva aempalmar.
7. Banda combada/curvada: para bandas nuevas esta condición debería desapa-recer durante el ablande: raramente se debe enderezar o remplazar la banda;verifique las condiciones de almacenado y manipulación de los rollos de labanda.
Tabla 4. Ítems descriptivos de las fallas y sus posibles soluciones numeradas y
en orden de probabilidad de causa orígen.

CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
68
8. Cargado defectuoso o descentrado; ajuste el chute para que ubique la cargaen el centro de la banda; descargue el material en el sentido de viaje de labanda y a la velocidad similar a la misma.
9. Resbalamiento en la polea motriz: aumente la tensión mediante el estirador detornillo o aumente el contrapeso; revista la polea motriz; aumente el ángulo delcontacto.
10.Material derramado y acumulado: mejore las condiciones del cargador y trans-ferencia; instale elementos de limpieza; mejore el mantenimiento.
11.Pernos/tornillos asomado por encima de la superficie de revestimiento de lapolea: ajuste los pernos; remplace el revestimiento; utilice revestimiento vul-canizado sobre la polea.
12.Tensión demasiado elevada: aumente la velocidad con el mismo tonelaje,reduzca el tonelaje con la misma velocidad; reduzca la fricción con el mejormantenimiento y reemplazo de rodillos dañados; reduzca la tensión aumen-tando el ángulo de contacto o mediante el revestimiento de la polea motriz;reduzca el contrapeso a un mínimo.
13.Faldones ajustadas incorrectamente o de material inadecuado: ajuste los so-portes de los faldones a un mínimo de 25mm entre el metal y la banda, con laseparación en aumento en la dirección de viaje de la banda, utilice hule faldóny no bandas usadas.
14.Banda aplastada bajo el impacto de la carga: instale rodillos de carga.
15.Material asomado de o por debajo de chute: mejore el cargador para reducir elderrame; instale deflectores; ensanche el chute.
16.El material impacta la banda: reduzca el impacto mejorando el diseño del chu-te; instale rodillos de carga.
17.El material queda atrapado entre la banda y la polea, instale cepillos o raspa-dores en el tramo de retorno, delante de la polea de cola.
18.Los bordes de la banda tocan la estructura: las mismas correcciones que para1, 2, y 3; instale llaves limitadoras; provea de más distancia.
19.Rodillos de retorno mal alineados, sucios o atorados: retire las acumulaciones;instale elementos de limpieza; utilice rodillos de retorno auto-limpiadores; me-jore el mantenimiento y la lubricación.
20.Baja calidad de la cubierta: remplace con banda de mayor espesor o hule demejor calidad.
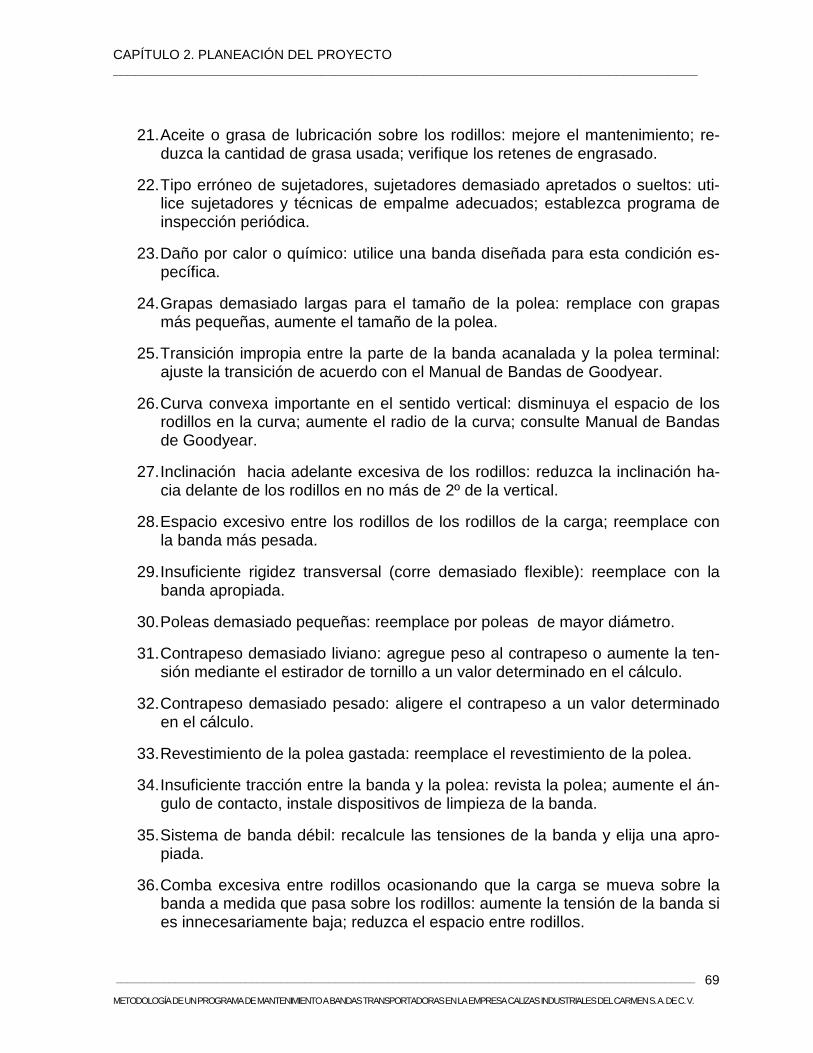
CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
69
21.Aceite o grasa de lubricación sobre los rodillos: mejore el mantenimiento; re-duzca la cantidad de grasa usada; verifique los retenes de engrasado.
22.Tipo erróneo de sujetadores, sujetadores demasiado apretados o sueltos: uti-lice sujetadores y técnicas de empalme adecuados; establezca programa deinspección periódica.
23.Daño por calor o químico: utilice una banda diseñada para esta condición es-pecífica.
24.Grapas demasiado largas para el tamaño de la polea: remplace con grapasmás pequeñas, aumente el tamaño de la polea.
25.Transición impropia entre la parte de la banda acanalada y la polea terminal:ajuste la transición de acuerdo con el Manual de Bandas de Goodyear.
26.Curva convexa importante en el sentido vertical: disminuya el espacio de losrodillos en la curva; aumente el radio de la curva; consulte Manual de Bandasde Goodyear.
27.Inclinación hacia adelante excesiva de los rodillos: reduzca la inclinación ha-cia delante de los rodillos en no más de 2º de la vertical.
28.Espacio excesivo entre los rodillos de los rodillos de la carga; reemplace conla banda más pesada.
29.Insuficiente rigidez transversal (corre demasiado flexible): reemplace con labanda apropiada.
30.Poleas demasiado pequeñas: reemplace por poleas de mayor diámetro.
31.Contrapeso demasiado liviano: agregue peso al contrapeso o aumente la ten-sión mediante el estirador de tornillo a un valor determinado en el cálculo.
32.Contrapeso demasiado pesado: aligere el contrapeso a un valor determinadoen el cálculo.
33.Revestimiento de la polea gastada: reemplace el revestimiento de la polea.
34.Insuficiente tracción entre la banda y la polea: revista la polea; aumente el án-gulo de contacto, instale dispositivos de limpieza de la banda.
35.Sistema de banda débil: recalcule las tensiones de la banda y elija una apro-piada.
36.Comba excesiva entre rodillos ocasionando que la carga se mueva sobre labanda a medida que pasa sobre los rodillos: aumente la tensión de la banda sies innecesariamente baja; reduzca el espacio entre rodillos.
CAPÍTULO 2. PLANEACIÓN DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
70
37.Almacenado o manipulación inadecuada: remítase a Goodyear por instruccio-nes con respecto a la almacenada y manejo adecuado.
38.Banda mal empalmada: vuelva a empalmar utilizando el método recomendadopor Goodyear.
39.Banda descentrada en la polea de la cola y a través del tramo de carga: insta-le rodillos auto-alienables en el tramo de carga y del retorno.
40.Bandas tocando la estructura: Instale rodillos autoalineables en el tramo decarga y del retorno.
41.Mala instalación de la banda causando estiramiento excesivo: pase la banda através del contrapeso con una tensión por lo menos igual a de funcionamientovacío; haga funcionar con abrazaderas mecánicas.
42.Mala posición inicial del contrapeso en su trole causando aparentemente esti-ramiento de la banda: consulte el Manual de Bandas de Goodyear para la po-sición inicial recomendada.
43.Insuficiente recorrido del contrapeso: consulte el Manual de Selección de Ban-das Transportadoras y Elevadoras de Goodyear para distancia mínimas reco-mendadas.
44.Estructura fuera de nivel: nivele la estructura en el área afectada.
45.Cortes o agujeros muy pequeños en la cubierta que permite que los finos pe-netren y separen la cubierta de la carcasa: realice una reparación en el sitiocon vulcanizado o con material de autovulcanizado.
46.Relación especial de carcasa excesiva: utilice una banda con menor espesory/o una carcasa de mayor espesor.
Los listados y procedimientos anteriores deberán servir como ejes rectores de las
principales tareas del mantenimiento preventivo y correctivo. Aunado a la experiencia
de los técnicos y supervisores en las labores de rutina.

CAPÍTULO 3 CONTROL DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
CAPÍTULO 3
CONTROL DEL PROYECTO

CAPÍTULO 3 CONTROL DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
71
CONTROL DEL PROYECTO
Como se ha contemplado en la planeación, los listados de verificación (check list) de-
berán ser utilizados desde el arranque de la implementación del programa de mante-
nimiento. Posteriormente, los resultados de los check list deben ser capturados en un
registro histórico en donde se puedan determinar los puntos críticos o que presenten
mayor incidencia. En base a éstos registros se determinarán las acciones correctivas
pertinentes para corregir los malfuncionamientos.
Del mismo modo, las reparaciones o servicios de mantenimiento correctivo, deberán
ser registrados y clasificados. Esto permitirá contar con los antecedentes apropiados
para evaluar los períodos de desgaste, fatiga o falla del equipo. Con esta información
el personal de mantenimiento contaría con una herramienta de diagnóstico para de-
terminar si las refacciones y componentes instalados estarían cumpliendo con los pe-
ríodos de garantía que especifican los fabricantes o bien de la mano de obra propia
en sus reparaciones.
Los programas de mantenimiento preventivo pudieran estar supeditados a la informa-
ción obtenida de los registros para ser modificados. Una falla frecuente, un desgaste
prematuro o un desperfecto generalizado pudieran ser indicadores de una deficiencia
en la actividad de inspección preventiva. Se recomienda el análisis del programa de
mantenimiento para identificar cuál o cuáles ítems serían susceptibles de ser modifi-
cados para erradicar la anomalía. Se presume que con la variedad de listados de ve-
rificación existentes, las actividades de inspección pudieran ser redundantes entre
dos o más procesos. Una revisión cuidadosa de los datos recopilados, el cómputo de
los puntos de verificación y su correcto análisis ayudarán a identificar con mayor fa-
cilidad la presencia de fallas potenciales. Para esto la duplicidad de verificaciones en
rutinas de inspección diferentes.
CAPÍTULO 3 CONTROL DEL PROYECTO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
72
Al igual que el programa de mantenimiento propuesto en este proyecto, los manuales
de procedimientos pudieran ser modificados para adecuarse de mejor manera a las
necesidades de capacitación. Las aportaciones de los técnicos, la actualización de
técnicas, materiales y herramientas de trabajo influyen directamente en la forma en
que se desarrollaría el presente proyecto.
Los costos de implementación del programa serán analizados en el capítulo siguien-
te. Tomando en cuenta que el presente es un proyecto que deberá contar con la a-
probación de la Dirección de la empresa para su aplicación, estaría sujeto a un con-
trol estricto tomando como referencia los gastos de inversión contra las pérdidas evi-
tadas como resultado de un estricto seguimiento a los procedimientos aquí descritos.

CAPÍTULO 4. ANÁLISIS COSTO-BENEFICIO_______________________________________________________________________________
__________________________________________________________________________________________________
METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
CAPÍTULO 4
ANÁLISIS COSTO-BENEFICIO

CAPÍTULO 4. ANÁLISIS COSTO-BENEFICIO_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
73
IMPACTO ECONÓMICO DEL PROYECTO
Como se mencionó en el capítulo 1, el presente proyecto está enfocado a eliminar
los tiempos de paro de las bandas transportadoras a causa de la aplicación deficien-
te del mantenimiento. Se pretende demostrar el impacto económico de la implemen-
tación del proyecto de acuerdo a las variables que pueden ser cuantificables al final
del proceso productivo y que se detallan en las tablas siguientes.
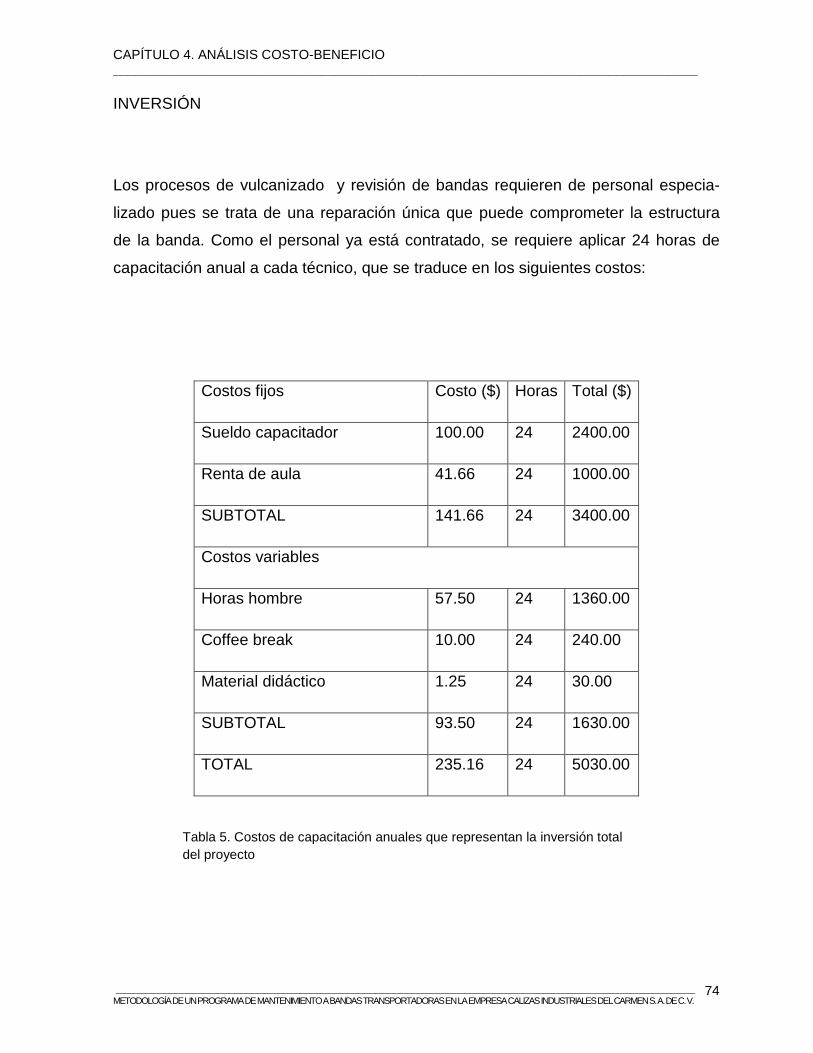
CAPÍTULO 4. ANÁLISIS COSTO-BENEFICIO_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
74
INVERSIÓN
Los procesos de vulcanizado y revisión de bandas requieren de personal especia-
lizado pues se trata de una reparación única que puede comprometer la estructura
de la banda. Como el personal ya está contratado, se requiere aplicar 24 horas de
capacitación anual a cada técnico, que se traduce en los siguientes costos:
Costos fijos Costo ($) Horas Total ($)
Sueldo capacitador 100.00 24 2400.00
Renta de aula 41.66 24 1000.00
SUBTOTAL 141.66 24 3400.00
Costos variables
Horas hombre 57.50 24 1360.00
Coffee break 10.00 24 240.00
Material didáctico 1.25 24 30.00
SUBTOTAL 93.50 24 1630.00
TOTAL 235.16 24 5030.00
Tabla 5. Costos de capacitación anuales que representan la inversión total
del proyecto

CAPÍTULO 4. ANÁLISIS COSTO-BENEFICIO_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
75
Para efectos de determinar el beneficio, serán contabilizados los insumos que se
pierden o desperdician durante el paro de una banda. En este análisis se contemplan
inclusive los costos por hora de atracamiento del barco durante el embarque. En la
siguiente tabla se pueden apreciar los costos unitarios por entrada. Dichos costos
involucran a los departamentos del resto de la empresa como se puede apreciar.
Plantilla de gasto Salario diarioSalario xhora
1 Operador $270.02 $33.75
2 Ayudante1 $141.92 $17.74
3 Ayudante2 $141.92 $17.74
Transfer C-50
4 Ayudante1 $141.92 $17.74
5 Ayudante2 $141.92 $17.74
Transfer C-51
6 Ayudante1 $141.92 $17.74
Apilador
7 Operador $270.02 $33.75
8 Ayudante Especial $188.71 $23.59
Reclamador
9 Operador $270.02 $33.75
10 Ayudante Especial $188.71 $23.59
Torre 1
11 Operador $270.02 $33.75
Cargador a Barco
12 Operador $270.02 $33.75
13 Ayudante Especial $188.71 $23.59
Retroexcavadora $2,834.59 $354.32
14 Operador Retro $252.60 $31.58
15 Engrasador $215.09 $26.89
16 Cabo de Operación $394.32 $49.29
$790.31 MXP
Renta x hora de un Barco $1,000.00 USD
1usd $13.09
$13,088.05 MXP
Barco $13,088.05 MXP
M.O. $790.31 MXPCosto del paro por
hora $13,878.36 MXP

CAPÍTULO 4. ANÁLISIS COSTO-BENEFICIO_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
76
Tipo deVulcanizado Duraciòn
En Caliente 8 hrs por extremo
Vulcanizador $332.07
Ayudante 1 $141.92
Ayudante 2 $141.92
Ayudante 3 $141.92
Grùa $2,834.59 $354.32
Operador de grua $332.07
Plancha $1,141.92
Total $5,066.42
Tipo deVulcanizado Duraciòn
En Frìo 4 hrs
Vulcanizador $166.03
Ayudante 1 $70.96
Ayudante 2 $70.96
Ayudante 3 $70.96
Grùa $1,417.30 $354.32
Operador de grua $166.03
Cemento $983.32
Total $2,945.57
Tipo deVulcanizado Duraciòn
Mecànico 2 hrs
Vulcanizador $83.02
Ayudante 1 $35.48
Ayudante 2 $35.48
Ayudante 3 $35.48
Grùa $708.65 $354.32
Operador de grua $83.02
Grapas y pasador $3,694.16
Total $4,675.28

CAPÍTULO 4. ANÁLISIS COSTO-BENEFICIO_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
77
En caliente En frío Mecánico
8hrs 4hrs 2hrs
$111,026.87 $55,513.43 $27,756.72
$5,066.42 $2,945.57 $4,675.28
$116,093.29 $58,459.01 $32,432.00
Tabla 6. Costos unitarios de operación a través de todo el proceso de
reparaciones y transporte hasta barco.

CONCLUSIONES_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
CONCLUSIONES

CONCLUSIONES_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
78
El dominio de las técnicas de mantenimiento industrial, así como la correcta adminis-
tración de recursos y control de actividades puede redundar de manera positiva en u-
na organización lucrativa como Calizas Industriales del Carmen S. A. de C. V. Las
bandas industriales, objeto de este proyecto, son equipos mecánicos de muy poca
rotación en la vida de una empresa; por este motivo, el mantenimiento de dichos e-
quipos debe estar correctamente estructurado y los trabajos correctivos debidamente
fundamentados y entendidos por todos los involucrados en su operación. De esta
manera, el impacto del mantenimiento dentro del ciclo productivo podrá ser aprecia-
do notablemente.
Contar con manuales de procedimientos, planes de mantenimiento y listados de veri-
ficación son algunos de los requisitos que actualmente se solicitan a empresas que
buscan certificaciones de calidad en sus operaciones. El presente proyecto sienta un
precedente importante previniendo un proceso de auditoría de calidad.
El proceso de capacitación al personal de operaciones mejoraría sensiblemente con
la implementación de los manuales de procedimientos pues se establecería por vez
primera una serie de actividades a realizar ante una eventualidad además de contar
con un breve compendio de síntomas con sus posibles causas y soluciones.

CONCLUSIONES_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
79
FORTALEZAS Y DEBILIDADES
El conocimiento integral del funcionamiento de las bandas transportadoras por parte
del personal de mantenimiento facilitó obtener información de primera mano para la
integración de manuales y listados de verificación. Los procedimientos están estruc-
turados en base a la logística por lo que su implementación no afectaría el desarrollo
de los trabajos rutinarios de la empresa.
Los numerosos listados de verificación para casi toda actividad pueden resultar tedio-
sos para el personal encargado de hacer verificaciones. Así mismo, la cantidad de in-
formación recopilada dificulta en cierto grado su análisis; sin embargo, se considera a
través de la experiencia que dichas prácticas pueden ser una sana costumbre.

ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
ANEXOS

ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
80
ANEXO 1
Reglamento interno de Seguridad, Higiene y Ecología vigente en CALICA S.A.
de C.V.
Amigo Empleado:
La seguridad es una prioridad para nosotros y sabemos que lo es también para ti. A
pesar de que los accidentes cuestan dinero, e incluso perdidas humanas nuestra
preocupación principal es evitar el sufrimiento de las familias causado por los acci-
dentes.
Las siguientes reglas y procedimientos de seguridad en tu empleo te proporcionarán
un marco firme de trabajo para garantizar un ambiente seguro a toda la División de
Empleados. Una conciencia de seguridad en nosotros, bajo condiciones seguras de
trabajo, evita accidentes y salva vidas.
Así mismo para la empresa el cuidado ambiental es prioritario, manteniendo el com-
promiso con las diversas autoridades ambientales en mantener los Recursos Natu-
rales de forma equilibrada y capacitar de manera constante a todos sus empleados a
favor del medio ambiente.
Por favor, estudia estas reglas y mantén en tu mente la SEGURIDAD en todo mo-
mento.
Gerencia de Operaciones
ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
81
REGLAMENTO DESEGURIDAD, HIGIENE Y ECOLOGIA
Introducción
El departamento de Seguridad, Higiene y Ecología elabora el presente reglamento
con objeto de establecer las medidas necesarias para prevenir y mitigar posibles le-
siones, accidentes o emergencias que pudieran presentarse a consecuencia del de-
sarrollo de las actividades en CALICA. Asi mismo mantengamos un ambiente limpio
y ordenado que nos ayude a realizar nuestras actividades en forma segura.
Servicios Integrales, Gestoría y Administración ES RESPONSABLE ANTE LA SE-
CRETARIA DE TRABAJO Y PREVISION SOCIAL (S. T. P. S.) del bienestar del per-
sonal que labora dentro de sus instalaciones, con fundamento en la normatividad vi-
gente S. T. P. S. REGLAMENTO FEDERAL DE SEGURIDAD, HIGIENE Y MEDIO
AMBIENTE DE TRABAJO capitulo segundo, Art. 17 fracción XIV, LEY FEDERAL
DEL TRABAJO capitulo V del titulo VII, así como Art. 123 A constitucional en materia
de trabajo, elabora el presenta reglamento.
De igual manera en materia ambiental la empresa, es la responsable ante la SE-
MARNAT, PROFEPA, SEDUMA, C. N. A, ZOFEMATAC y S. C. T de mantener equi-
libradamente los Recursos Naturales acordes con el proceso de aprovechamiento de
materiales pétreos.
Reglas de seguridad en nuestra área de trabajo
Los empleados de esta empresa, compartimos la responsabilidad de mantener nues-
tros equipos , almacenes, áreas comunes y departamentos en condiciones seguras
guardando un estricto orden y limpieza que nos permitan aún ser más eficientes en
nuestro trabajo, creando a la vez un ambiente saludable de trabajo para todos noso-
tros.
Enorgullécete de tu trabajo. Asegúrate de seguir las instrucciones; eres parte de un
excelente equipo. Tu supervisor comparte contigo la responsabilidad de todas las re-
glas de seguridad, Higiene y medio ambiente, el es tu asesor directo, acude a él

ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
82
cuando tengas dudas, preguntas, puntos de mejora; tu opinión es importante, a él le
agradara contestar preguntas y escuchar sugerencias.
Asegúrate de que los reportes y registros que tú llevas sean precisos, completos y
turnados a tiempo. Por tu propia seguridad y la de los demás siempre mantente a-
tento a los deberes de tu trabajo.
Para poder llegar nuestro objetivo, es necesario cumplir con algunas normas y regu-
laciones. Asegúrate de conocer estas reglas, acude al departamento de SHE ante
cualquier duda y/o sugerencia.
A continuación te enumeramos las reglas que debes de cumplir de manera obligato-
ria desde el primer momento de ingreses a esta empresa y formar parte de nuestro
equipo de trabajo:
1.- Sigue todas las reglas de este reglamento, conócelas y tenlas presente en todo
momento, nos pueden prevenir tanto a ti como a tus compañeros de lesiones, y del
daño al equipo con el que trabajas. Reporta todas las lesiones e incidentes por míni-
mos que estas sean a tu supervisor o al departamento de SHE.
2.- Al ingresar a la empresa debes siempre utilizar el Equipo de Seguridad Personal
básico (lentes de seguridad, botas con casquillo y casco) al momento de realizar ac-
tividades que requieran uso de E.P.P. especializado úsalo siempre correctamente.
3.- No presentarse a trabajar bajo los efectos del alcohol u otras sustancias prohibí-
das “Recuerda que hacerlo es causa de baja definitiva”
4.- No te muevas de tu lugar de trabajo. El trabajo que tú realizas es importante,
asegúrate de no abandonar tu área de trabajo a menos de que estés autorizado por
tu supervisor. No interrumpas el trabajo de otros o hagas cualquier cosa que pueda
reducir la producción.
5.- No hagas bromas. No hay lugar en el trabajo para hacerlas. Una broma o acto in-
seguro interrumpe el trabajo y puede causar serias lesiones.

ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
83
6.- Cuando se sorprenda al trabajador sin lentes y casco se levantara reporte y se le
asignara un casco color rosa, mismo que debe usar por una semana, en el caso de
reincidir puede ser considerado como baja definitiva.
7- Utiliza los pizarrones de información correctamente. Estos pizarrones se utilizan
para anuncios, horarios y otras noticias para todos los empleados. Todos los anun-
cios que se pongan deben estar autorizados por tu supervisor.
8.- No realices actividades prohibidas. Cualquier forma de actividad prohibida, inclu-
yendo conducta desordenada en cualquier lugar, dentro o alrededor de la planta no
está permitida. Evita utilizar artículos que puedan molestar a otros.
9.- Mantén tu área de trabajo y equipo ordenado y en buenas condiciones. Asegú-
rate de mantener tu área y equipo con que trabajas en orden, limpio y en buenas
condiciones. Opera únicamente el equipo, maquinaria o vehículos que te sean asig-
nados.
10.- Al término de tu día de trabajo asegúrate de dejar tu área, taller y equipo, limpio
y ordenado para que el siguiente turno lo deje de igual manera, esto nos ayuda a la
prevención de accidentes e incidentes.
11.- Sigue las reglas de trabajo de tu área. Áreas de trabajo distintas pueden tener
diferentes reglas de operación, seguridad y conducta. Familiarízate con estas reglas
y síguelas.
12.- Licencia de manejo requerida. El personal que maneje u opere vehículos de
motor. Incluyendo coches, pick-ups, trailers, pipas de agua, etc., deben tener su
licencia de manejo actualizada. Este requerimiento se aplicará para vehículos ope-
rados tanto en propiedad privada como en caminos públicos.
13.- Respeta y cumple la información de los señalamientos informativos y/o restric-
tivos que se encuentran instalados por todo el predio de la empresa.
14.- No puedes dormir ni leer revistas comerciales durante tu horario de trabajo, es-
tas acciones serán consideradas faltas graves.

ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
84
15.- No intervenir la frecuencia de radio en hacer bromas o poner música, ya que
puede interferir la comunicación a la hora de voladura, e incluso algún mensaje im-
portante, el hacer esta acción es considerada como una falta grave.
16.- Abstente de usar teléfono celular si estas realizando una actividad riesgosa, al
conducir frena tu unidad para poder hablar.
17.- Recuerda que el equipo pesado tiene prioridad de paso y únicamente el sentido
de transito es del lado izquierdo dentro de la cantera.
18.- Asiste a todos los talleres mensuales de seguridad, el tener dos faltas te hace
merecedor a perder el bono de seguridad.
19.- Para ingresar a la cantera notifica al supervisor o cabo en turno y solo se per-
mitirá el acceso si traes radio de comunicación contigo.
20.- Se prohíbe determinantemente el paso a la cantera a la hora de la voladura.
21.- Esta prohibido el acceso a la cantera con grupos escolares, solo se permitirá el
acceso hasta el mirador.
22.-Todo trabajador de nuevo ingreso deberá asistir previo a su contratación a la in-
ducción de seguridad y Medio Ambiente
23.- no abrir arrancadores eléctricos, caja de conexiones eléctricas; ya que esta ac-
tividad debe ser realizada por personal autorizado.
Reglas de seguridad Equipo de Protección Personal (E. P . P.)
Es necesario que CONOZCAS y APLIQUES todas las reglas de seguridad de este
manual así como otras reglas de seguridad e higiene establecidas por tu supervisor.
La violación de las siguientes reglas, o de cualquier otra establecida, será objeto de
disciplina, pudiendo llegar hasta el despido o rescisión de contrato.
El equipo de Protección Personal Básico (E. P. P.: ZAPATOS, LENTES DE SEGU-
RIDAD Y CASCO) deberá ser portado desde la entrada aun cuando no estés en tur-
no laboral.

ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
85
1.-Obedece y respeta las señales que veas en cada área.
2.-Reporta INMEDIATAMENTE a tu supervisor cualquier lesión personal e incidente
por minima que sea.
3.-Utiliza casco, lentes de seguridad y zapatos de seguridad aprobados, todo el tiem-
po. Otro equipo de seguridad puede ser requerido en áreas particulares de trabajo
(por ejemplo: protección auditiva, protección adicional a los ojos, cinturones de
seguridad, guantes, etc.)
4.- Usa el tipo de guante de acuerdo a la actividad que estés realizando.
5.-Protección auditiva y mascarillas deben usarse tanto en las áreas donde esté se-
ñalado, como en las que tu supervisor haya designado como necesario.
6.- En trabajos en altura que sobre pasen los 1.80 mts usar siempre arnés de segu-
ridad y asegúrate de contar siempre con una base firme y estable donde puedas an-
clar tu línea de vida.
7.-Mientras subas o bajes de una escalera, mantén los tres puntos de apoyo, dos
manos, un pie y viceversa.
8.- Mantén siempre limpios y libres de piedras u otros objetos los pasillos, escaleras
y plataformas de la planta, estos pueden caer por vibración y lastimar algún
trabajador.
9.-Utiliza cinturón de seguridad siempre que estés operando, manejando o siendo lle-
vado como pasajero en todos los vehículos tanto propiedad de la compañía como los
rentados incluyendo el equipo móvil. Si eres operador de pick-up, esta prohibido su-
bir gente en la caja cuando viajes por carretera.
10.-Inspecciona tu área de trabajo y/o tu equipo al inicio de tu turno y reporta INME-
DIATAMENTE a tu supervisor cualquier situación peligrosa, defecto mecánico o ries-
go inminente.

ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
86
11.-Todas las guardas deben estar en su lugar. Todas las guardas que se retiren pa-
ra hacer alguna reparación deben ser reinstaladas al terminar la actividad, de no ha-
cerlo se considera como falta grave.
12.-No uses ropa suelta, mangas rasgadas, cadenas, anillos, aretes, etc., que
puedan hacer que te atores en la maquinaria. El cabello que alcanza a tocar los hom-
bros o es más largo debe amarrarse atrás y asegurarse por debajo del casco.
13.-Siempre utiliza lentes o goggles de seguridad cuando estés afilando, esmerilan-
do, quemando, usando gas comprimido, limpiando con vapor y/o trabajando con á-
cidos.
14.-Usa faja al levantar cargas por arriba de los 25 kg y asegúrate de levantarte con
las piernas, no con la espalda; pon tus pies firmes, dobla las rodillas, mantén tu es-
palda derecha y no dobles el cuerpo. Si el objeto pesa más de 25 kg, consigue ayu-
da.
15.-Nunca mires al arco eléctrico de soldar sin goggles o careta. Utiliza una cortina o
escudo cuando estés soldando en el área del taller para proteger a los demás de
quemaduras.
16.-Nunca uses aire comprimido u oxigeno para desempolvar ropa.
17.-Usa correctamente los extintores, si usaste alguno reemplázalo en el almacén,
“es a cambio”.
18.-Para el personal sindicalizado el uniforme es de uso obligatorio y la camisola de-
berá utilizarse dentro del pantalón. Los supervisores y jefes de áreas deberán utilizar
camisola o chaleco reflejante durante la noche en áreas abiertas.
19.-Asegúrate de poner guardas y ajustar esmeriles cuando estés esmerilando algún
objeto y usar la careta facial.
20.-Inspecciona cada escalera antes de usarla. Asegúrate de que está posicionada y
asegurada, en ambos extremos, firmemente, adicionalmente usa arnés de seguridad
ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
87
Reglas de seguridad para maquinaria
1.- Antes de encender cualquier unidad revísala y reporta cualquier anomalía que
pueda poner en riesgo tu seguridad. No la muevas si es necesario.
2.- Utiliza la herramienta apropiada correctamente. No uses herramientas defectuo-
sas o deformadas. No pongas las manos en la zona de golpe de martillos, barras o
cualquier otra herramienta.
3.- Nunca engrases maquinaria o equipo en movimiento a menos de que las extén-
siones de la línea de engrase te permitan instalarte a una distancia segura.
4.- En la reparación de equipo móvil asegúrate de desconectar la fuente eléctrica y
accionar el freno de mano y/o en su caso colocar los topes de seguridad.
5.- Nunca opere equipo o maquinaria a menos de que esté autorizado para hacerlo.
6.- Equipo móvil, parado en lugares inclinados, debe estar correctamente estaciona-
do y asegurado.
7.- En la reparación de cualquier equipo asegúrate de instalar la etiqueta de no ope-
rar, solo podrá ser retirada por el supervisor en turno.
8.- Nunca te pares debajo de una carga suspendida o donde exista peligro de que
caiga cualquier tipo de objetos ni donde exista equipo en movimiento. Nunca dejes
una carga suspendida desatendida.
9. -Mantén tu área de trabajo limpia y libre de objetos tirados que representen peligro
de tropezones o estorbos.
10.- En maniobras pesadas esta prohibido el uso de cadenas solo podrán utilizarse
eslingas o estrobos en buen estado.
11.- Las actividades riesgosas solo podrán realizarse de día nunca de noche, al me-
nos que sean autorizadas por escrito por la gerencia de Operaciones.
ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
88
12.- Nunca utilices líquidos flamables para efectos de limpieza. Mantén estos líquidos
en contenedores seguros. Limpia inmediatamente cualquier derrame de sustancias
flamables.
13.- Siempre mantén las manos y pies lejos de lugares donde puedas picártelos o
donde haya piedras, tubos o cualquier objeto que pudiera girar o moverse.
14.- Obedece todas las señales de seguridad y reglas de tráfico. No rebases el límite
de velocidad que se señala en los postes. Si no hay ningún límite visible, 20 Km/h es
el máximo permitido dentro del área de la planta y/o peatonales.
Reglas de seguridad para corte y soldadura
1.- Mantén los cilindros de oxigeno y acetileno en una posición vertical y asegurados
firmemente en todo momento. Los cilindros que no estén en uso deben tener sus vál-
vulas cerradas. Los cilindros almacenados, ya sea vacíos o llenos, deben estar cerra-
dos y tapados. Cuando los cilindros son transportados hacia otro lugar los medidores
deben quitarse y taparse.
2.- Nunca debes manejar los cilindros de gas (oxigeno y acetileno) con las manos lle-
nas de grasa y/o aceite.
3.- Revisa diariamente las mangueras de tu equipo de corte para cerciorarte que no
tenga ningún defecto o daño.
4.- Utiliza los extintores correctamente. Checa el extintor de tu área diariamente y re-
porta inmediatamente a tu supervisor si hay alguno que no tenga su carga completa
o que esté dañado. Si llegas a utilizar un extintor, reemplázalo en el almacén.
5.- Nunca dejes materiales, herramientas o cualquier otro objeto donde pueda resba-
lar o caer.
6.- Nunca dejes condiciones inseguras sin reportar o reparar aunque solo sean situa-
ciones temporales.

ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
89
7.- Asegúrate de que todos los equipos eléctricos y herramientas de potencia estén
correctamente aterrizados. Usa únicamente herramienta que se sostenga con las
manos y requiera presión constante de la mano o dedos para operarse.
8.- Asegúrate de que estás activando los controles correctos al encender switches,
válvulas, etc. Si tienes dudas consulta a tu supervisor. Siempre verifica que la etique-
ta del switch sea la del equipo correspondiente.
Reglas de seguridad para electricidad
1.- Todo el personal operativo de nuevo ingreso se le impartirá inducción de canda-
deo.
2.- Jala, etiqueta y asegúrate de que el switch principal de electricidad esté apagado
de acuerdo al procediendo de candadeo antes de reparar, realizar un servicio o en-
grasar el equipo. Asegúrate de quitar todas las etiquetas/ candado antes de encen-
der todo nuevamente. NUNCA QUITES UNA ETIQUETA/CANDADO DE “PELIGRO”
PUESTA POR ALGUN OTRO EMPLEADO. Consulta con tu supervisor antes de ha-
cerlo. EL NO COLOCAR EL CANDADO ES CONSIDERADO COMO UNA FALTA
GRAVE.
3.-Cuando operes con switches eléctricos, párate en un material aislante a un lado
del mismo. NO TE PARES DIRECTAMENTE EN EL FRENTE DEL SWITCH CUAN-
DO ESTA EN FUNCIONAMIENTO. Mantén el frente de los paneles cerrados cuando
el equipo este en operación.
4.- Utiliza guantes de plástico y barras aisladas para trabajar en los switches de un
transformador.
5.- Utiliza el equipo de protección cuando realices reparaciones en líneas por arriba
de los 600 volts.
Reglas de seguridad para cantera
1.-Obstrucciones temporales en caminos, deben ser protegidas y marcadas con se-
ñales, hombres con banderas o luces.

ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
90
2.- Siempre utiliza el equipo con cuidado. La operación negligente del equipo no será
tolerada, esta se considera como falta grave.
(Reglas de seguridad adicionales de naturaleza local pueden ser aplicadas en tu á-
rea de trabajo. Tu supervisor te informará al respecto).
Violaciones serias
Todas las violaciones que se consideran graves en este reglamento, las que estén
en el número 6 del capitulo de Sanciones del el reglamento interior de trabajo y las
causas de rescisión de contrato de la LFT. Cometer una de estas faltas puede oca-
sionar desde la primera vez, la perdida de tu empleo.
Para la mayoría, es solo un asunto de sentido común. Estas incluyen, aunque no es-
tán limitadas a las siguientes:
1. Violación de una regla de seguridad que ponga en peligro la vida o la propiedad.
2. Insubordinación. No seguir una orden, con la excepción de que al realizar esta or-
den, existiera peligro. Comportamiento grosero o altanero a cualquiera de sus supe-
riores.
3. Robo o posesión no autorizada de propiedades de la Compañía o hacia un com-
pañero.
4. Peleas.
5. Uso de lenguaje abusivo o de amenaza.
6. Falsificación de los registros. Examen, comprobantes médicos, excusa de enfer-
medad, etc.
7. Posesión, uso o estar bajo la influencia y/o venta de drogas o Alcohol o cualquier
otra violación a las políticas de drogas y alcohol.
8. Posesión o uso de armas peligrosas, incluye cuchillos o navajas.
9. Dormir en el trabajo
ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
91
10. Irse antes de finalizar su turno sin autorización alguna se considera como aban-
dono de trabajo.
11. No cooperar con las investigaciones de la Compañía sobre asuntos como sabo-
taje, apropiarse de pertenencias de la Empresa, destrucción de la propiedad de la
Compañía, posesión de materiales ilegales o peligrosos dentro del área de la Com-
pañía o cualquier violación a las reglas de trabajo.
12. No reportar un accidente.
13.- Causar acciones de contaminación intencional o premeditada al suelo y agua.
14.- Reincidencia en alguna conducta indebida por la cual se te hay hecho un llama-
do de atención con anterioridad, ya sea de manera verbal o escrita.
Procedimiento para investigación en caso de accidente
Cada accidente es distinto, por lo tanto, de acuerdo a la naturaleza del mismo y aún
cuando el involucrado no presente lesiones visibles, el procedimiento a seguir es el
siguiente:
1.- Al accidentado debe de practicarse la prueba de doping y alcoholímetro por mí-
nimo que sea el accidente e incidente.
2.-El Comité de investigación de accidentes, realizará la investigación en un periodo
no mayor de 48hrs.
En base al fallo que emita el Comité:
a) Si no es culpa directa del individuo, este se reintegrará a sus labores al término de
la investigación correspondiente.
b) En caso de tratarse de un acto inseguro, se darán de 1 a 5 días sin goce de suel-
do como castigo, según sea el caso, reporte a su expediente, podrá llegar hasta el
despido del trabajador dependiendo de la causa.
c) Si alguna estructura o equipo fue dañada, se descontará una cantidad proporcio-
nal al costo de la reparación durante un periodo de 8 (ocho) semanas.
ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
92
d) Cuando la magnitud o consecuencias del accidente sean tales que pudieran haber
sido fatales tanto para el accidentado como para terceros o bien, por el costo de re-
paración que representan, esto ocasionará la perdida de su empleo de manera
inmediata de acuerdo a la LFT.
e) Si la investigación del accidente señala un problema de mantenimiento:
I El comité deberá revisar los reportes del equipo.
II Si el equipo acaba de salir del taller por esa misma causa los responsa-
bles del accidente serán tanto la persona que permitió la salida de ese e-
quipo como el que efectuó la reparación y a ellos deberá aplicársele la
sanción marcada en el inciso b.
En cualquier caso, cuando se detecte que la persona involucrada tiene antecedentes
similares ya sea tanto de accidente como de un incidente en su expediente o repor-
tes escritos o verbales de diferentes superiores por razones de seguridad esto
ocasionara baja automática.
Ecología
1.- Todo el personal deberá respetar la flora y fauna dentro de los predios de la em-
presa.
2.- Queda prohibido capturar, matar y molestar cualquier especie de fauna silvestre,
así mismo evitar traer consigo carteras y cinturones de pieles exóticas dentro de la
empresa.
3.- Todos los residuos peligrosos generados durante el proceso y actividades de re-
paración y mantenimiento serán confinados en contenedores metálicos y se ingresa-
ran al almacén temporal de residuos peligrosos.
4.- Cuando exista un derrame de combustibles, dar aviso al departamento de SHE
para establecer las acciones de saneamiento.
ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
93
6.- Queda prohibido realizar fogatas dentro del predio de la empresa.
7.- Todo el personal tiene la obligación de depositar los residuos orgánicos e inorgá-
nicos en el contenedor debidamente rotulado para ese fín.
8.- Prohibido tirar basura, la persona a quien se sorprenda será acreedor de un re-
porte escrito a su expediente.
9.- Es responsabilidad de todos los empleados mantener nuestro centro de trabajo
limpio y ordenado para evitar lesiones y/o accidentes.
Procedimiento de disciplina en caso de infracción a una norma de la empresa
Acciones correctivas de disciplina e incluyendo el despido, pueden resultar de mala
conducta. Es la política de CALICA, que antes de tomar acciones de disciplina, se
examine cada caso individualmente, considerando la naturaleza y alcance del pro-
blema y el historial de servicio del empleado. Excepto en los casos de ofensas ma-
yores, que algunas están enlistadas bajo el título de “Violaciones Serias”, medidas
correctivas progresivas de disciplina serán seguidas.
Los pasos en el procedimiento de disciplina son:
1. Para la primera violación a una regla de la Compañía se hará una llamada de a-
tención verbal y un reporte escrito (infracción a una norma de seguridad), que irá al
expediente del empleado.
2. Para la segunda violación a una regla de la compañía se suspenderá un día al em-
pleado y se hará un reporte escrito (infracción a una norma de seguridad), que irá al
expediente del empleado.
3. Para la tercera violación a una regla de la Compañía se hará una suspensión de
tres días y un reporte escrito (infracción a una norma de seguridad), que irá al expe-
diente del empleado, siendo sujeto de despido. En este caso el Comité debe reunir-
se y determinar si debe proceder o no la baja.

ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
94
El periodo de contabilidad de los reportes escritos abarca desde que entra en vigor el
presente procedimiento dentro de la empresa y hasta que la persona deje de laborar
en la misma.
NOTA: NO SIEMPRE SE TENDRA LA MISMA SECUENCIA, SI EL CASO ES GRA-
VE PODRAN APLICARSE LAS SANCIONES A PARTIR DEL PUNTO 2 E INCLUSI-
VE DIRECTAMENTE EL PUNTO 3.
RECIBO DEL EMPLEADO
He recibido el manual del empleado (Reglamento de Seguridad e Higiene) y sé
que soy el responsable de entender su contenido.
_______________________________________
FECHA
_______________________________________
NOMBRE Y FIRMA DEL EMPLEADO
_______________________________________
NOMBRE Y FIRMA DE S. H. E
NOTA: Este recibo deber ser firmado por el empleado. Después, debe ser enviado al
departamento de Recursos Humanos.
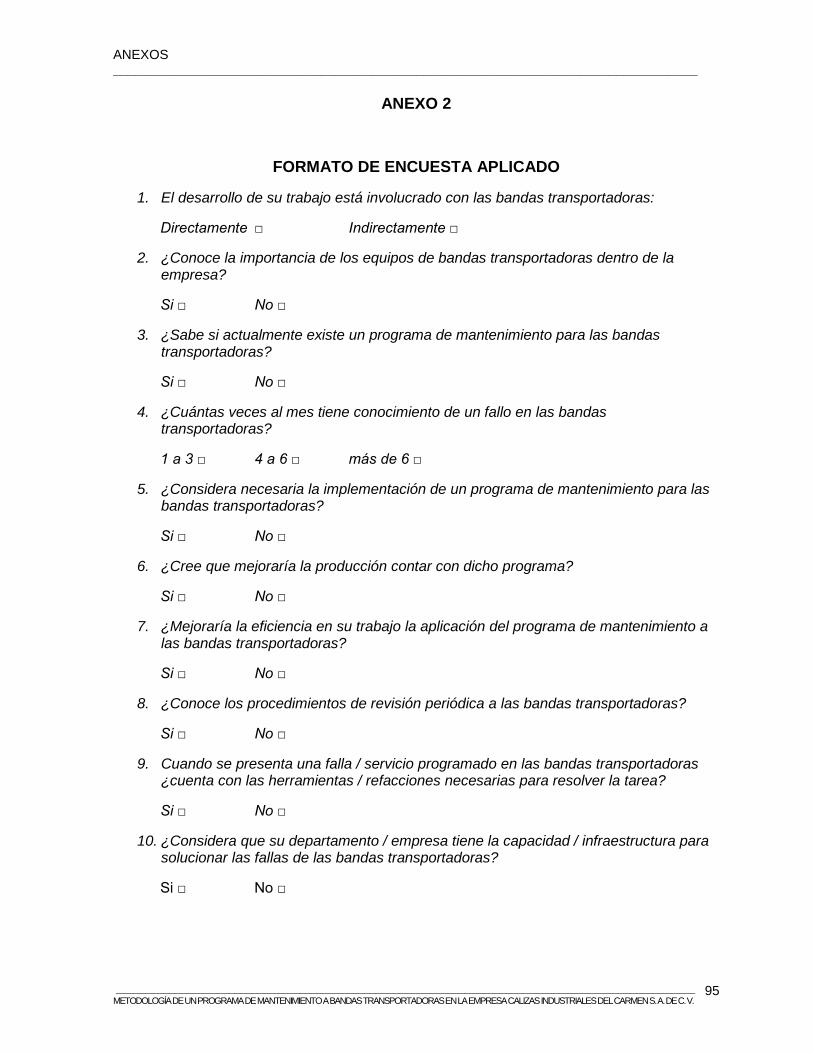
ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
95
ANEXO 2
FORMATO DE ENCUESTA APLICADO
1. El desarrollo de su trabajo está involucrado con las bandas transportadoras:
Directamente □ Indirectamente □
2. ¿Conoce la importancia de los equipos de bandas transportadoras dentro de laempresa?
Si □ No □
3. ¿Sabe si actualmente existe un programa de mantenimiento para las bandastransportadoras?
Si □ No □
4. ¿Cuántas veces al mes tiene conocimiento de un fallo en las bandastransportadoras?
1 a 3 □ 4 a 6 □ más de 6 □
5. ¿Considera necesaria la implementación de un programa de mantenimiento para lasbandas transportadoras?
Si □ No □
6. ¿Cree que mejoraría la producción contar con dicho programa?
Si □ No □
7. ¿Mejoraría la eficiencia en su trabajo la aplicación del programa de mantenimiento alas bandas transportadoras?
Si □ No □
8. ¿Conoce los procedimientos de revisión periódica a las bandas transportadoras?
Si □ No □
9. Cuando se presenta una falla / servicio programado en las bandas transportadoras¿cuenta con las herramientas / refacciones necesarias para resolver la tarea?
Si □ No □
10. ¿Considera que su departamento / empresa tiene la capacidad / infraestructura parasolucionar las fallas de las bandas transportadoras?
Si □ No □
ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
96
ANEXO 3
PROCEDIMIENTOS DE REPARACIONES
Escalonada de Empalme
Aplicación: En donde existen múltiples capas en bandas de goma, incluyendo múlti-
ples capas de goma tipo banda de peso ligero, y de bandas de capas múltiples de
termoplásticos.
Este empalme implica rebajar, capa por capa, los dos extremos de la banda a unir.
Las dimensiones tales como la longitud del paso, longitud cubierta para llenar y el án-
gulo de empalme varían en función de la calidad de la banda y el fabricante. Des-
pués de retirar la carga, las zonas de empalme se limpian y se pulen para eliminar
las irregularidades sin tocar las superficies del tejido. Los empalmes se construyen u-
tilizando cementos de caucho sin curar. Se debe poner mucha atención en las medi-
das y rectitud de los empalmes. Los empalmes de bandas de goma ensamblados se
curan en vulcanizadoras eléctricas portátiles, por lo general, con los hierros de punta.
Algunas correas de doble capa para alta tensión requieren el uso de tela de empalme
especial para reforzar la unión. Estos componentes deben ser obtenidos de los res-
pectivos fabricantes de bandas, y debe ser utilizado según lo indicado para funcionar
correctamente. Los tejidos de empalme se aplican en los agujeros en la capa cubier-
ta.
No podrán ser reparados los agujeros en la capa cubierta donde existan empalmes
vulcanizados de varias bandas de peso ligero, ya sea de goma o termoplástico. Más
bien, en correas de goma, las tapas en los dos extremos de la correa se encajan lo
más próximo a un paso de empalme, con sólo una bola de caucho nuevo en la cos-
tura, o con una de las tapas biselados, con una retención. Los agujeros de la tapa
cubierta no siempre se reparan con empalmes vulcanizados en frío. Más bien, las
tapas en los dos extremos de la correa se embuten, previo biselado.

ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
97
ANEXO 4
RECOMENDACIONES DEL FABRICANTE GOODYEAR PARA EMPALMES
“LAS 10 MEJORES PRÀCTICAS EN EMPALMES DE BANDAS TRANSPORTADORAS”
Las siguientes recomendaciones de un fabricante de bandas transportadoras se han
utilizado como un método eficaz en los trabajos de empalme. El seguimiento riguroso
de éstas prácticas aumenta la confiabilidad de las reparaciones hasta el grado de ga-
rantizar que un empalme durará el mismo tiempo de vida útil que el resto de la ban-
da.
LA MEJOR PRÁCTICA No.1 El control de proceso de la temperatura, presión y
tiempo de la vulcanización es vital.
Los termopares proporcionan un monitoreo preciso de la temperatura en la interface
banda-platina. Los termostatos en muchas en muchas prensas de vulcanizado no in-
dican la temperatura real de la interfase banda-platina. Sin un monitoreo preciso la
temperatura puede fluctuar drásticamente resultado en un empalme que puede que-
dar o sobrevulcanizado o subvulcanizado. Cualquiera de ambas condiciones limitara
la vida del empalme. Los mejores vulcanizadores, como aquellos que son miembros
de la Red de Empalmes Goodyear siempre usaran termopares para monitorear y re-
gistrar los datos de temperatura de vulcanizado. El registro de estos datos pude ser
proporcionado para asegurar que el proceso de vulcanizado fue realizado de manera
adecuada. Los mejores vulcanizadores también aseguraran que la temperatura y
presión del vulcanizado cumplen las especificadas del Manual para Empalmes de
Bandas Transportadoras Goodyear o con las especificaciones acostumbradas.
LA MEJOR PRÁCTICA No.2 Utilice las técnicas y navajas adecuadas para evitar
hacer muescas en las capas adyacentes de textiles cuando se raspa la banda.
El hacer muescas en las capas de material tejido adyacente reduce el grado de ten-
sión de la banda por que los miembros de tensión (cuerdas onduladas) se deshabi-
litan si no son cortadas o se les hacen muescas. Los mejores vulcanizadores utili-
ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
98
zan herramientas de la más alta calidad como navajas para cortes de una sola capa
diseñadas específicamente para esta operación. Las navajas comunes no son acep-
ables para este procedimiento de precisión.
LA MEJOR PRÀCTICA No.3 Realice un mínimo pulido de las capas de material
tejido expuesto.
Las capas de material tejido de todas las bandas Goodyear están recubiertas con
varios “baños” de recubrimiento que mejoran la adhesión del hule al textil. Estos
baños de recubrimiento no deben ser pulidos cuando se prepara el empalme de ban-
da. Resultara una reducida adhesión de capa y cubierta. Si algo de hule residual de-
be ser removido después de raspar el paso, se debe hacer de forma cuidadosa de tal
manera que la rueda pulidora no toque realmente el material tejido. Un sobre pulido
severo reducirá la fuerza e integridad de la banda al dañar las cuerdas onduladas y
de relleno. La rueda pulidora no debe exceder las 2.000 rpm.
LA MEJOR PRÁCTICA No.4 Permita que los cementos sequen completamente antes
de ensamblar y vulcanizar el empalme.
Cuando el empalme es ensamblado y vulcanizado antes de que el cemento haya te-
nido suficiente tiempo para secarse, el calor de la prensa de vulcanizado causara
que los solventes del cemento se vaporicen y formaran burbujas. Estas burbujas son
llamadas “burbujas de capa y cubierta”. Las mismas impiden la adhesión entre las
capas y las cubiertas, si el área superficial de la burbuja de capa y cubierta es lo sufi-
cientemente grande la fuerza del empalme se verá severamente limitada.
Las burbujas de capa y cubierta también pueden presentarse cuando al cemento y
solventes no se les permite llegar a temperatura templada después de traerlos de un
almacenamiento frío porque la condensación de agua ocurre en superficies frías.
Los vulcanizadores confiables siempre darán suficiente tiempo para que seque el ce-
mento antes de empalmar, así como también permitirán que materiales muy fríos se
atemperen. Adicionalmente, los vulcanizadores consistentes no trataran de acelerar
el proceso de secado usando pistolas de calentamiento o secadoras de cabello que

ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
99
puedan causar que se forme una delgada película en la superficie de cementos que
no han secado por completo. Calefactores para habitaciones pueden ser utilizados
para acelerar el secado del cemento siempre y cuando no se comprometa la seguri-
dad de manera alguna.
LA MEJOR PRÁCTICA No 5 Evite picar excesivamente el material tejido al levantar
las capas.
Las herramientas y métodos adecuados aseguran que las capas de textil no se da-
ñaran al ser levantadas. Las herramientas para picar deben tener esquinas redon-
deadas y suaves. No son aceptables los desarmadores.
LA MEJOR PRÁCTICA No 6 Use la longitud de escalones y dedos especificados.
Cuando la longitud de escalones son acortadas por más de una o dos pulgadas para
caber en prensa de vulcanizado que no son lo suficientemente grandes para el tra-
bajo, la resistencia del empalme se ve severamente reducida. Los vulcanizadores
confiables siempre usaran las longitudes de escalón especificadas por Goodyear en
el Manual de Empalmes de Bandas Transportadoras, o seguirán las especificaciones
acostumbradas proporcionadas por Goodyear. Siempre recomienda vulcanizar el
empalme de banda con un solo calentamiento, pero si la prensa vulcanizadora es
muy corta para vulcanizar el empalme en un solo calentamiento se pueden utilizar
varios calentamientos siempre y cuando las cuerdas de relleno de la cubierta sean
completamente vulcanizadas en un solo calentamiento.
LA MEJOR PRÁCTICA No 7 Mantenga un área de trabajo limpio para asegurar un
ensamble limpio de empalme.
Una amplia experiencia ha demostrado que casi cualquier cosa puede terminar den-
tro de un empalme vulcanizado. Los técnicos e ingenieros de Goodyear han encon-
trado herramientas, polvo, basura, arena, insectos, piedras y muchos otros tipos de
contaminación en el interior de empalmes que han fallado.
LA MEJOR PRÁCTICA No 8 Nunca utilice cementos o hules que hayan caducado.

ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
100
Los materiales de empalme de Goodyear: Total Belt Service son producidos con los
más altos estándares. Parte de este control de calidad incluye grabar en las etiquetas
las fechas en las que los materiales fueron producidos. Materiales que son refrigera-
dos duraran más que aquellos almacenados a temperatura ambiente. Cuando los
materiales que no han sido utilizados llegan al límite de tiempo de almacenaje re-
comendado por Goodyear deben ser desechados apropiadamente cumpliendo com-
pletamente con las regularizaciones federales, estatales y locales. Los materiales de
empalme nunca deben ser almacenados en condiciones calurosas o donde reciban
luz solar.
LA MEJOR PRÁCTICA No 9 Utilice hules y cementos correctamente especificados.
Para una mejor adhesión y duración de empalme, las bandas transportadoras Good-
year deben ser unidas con materiales de empalme Goodyear: Total Belt Service. Los
mismos materiales Goodyear que son utilizados en el proceso de manufactura se su-
ministran a nuestros consumidores para asegurar completa compatibilidad y el mejor
desempeño.
LA MEJOR PRÁCTICA No 10 Alinee el empalme adecuadamente.
Empalmes que no están alineados causan problemas. Frecuentemente los proble-
mas de alienación y seguimiento tienen su origen en empalmes que no están cua-
drados. Adicionalmente los empalmes descuadrados no distribuyen la carga de ten-
sión uniformemente a través del empalme, lo cual puede causar fallas prematuras del
empalme y la banda.
Los instaladores de empalmes de buena reputación usan longitudes de empalme lar-
gas para asegurarse que la banda es unida de manera segura y que todas las medi-
das, líneas maestras y cortes son precisos.
ANEXOS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
101
ANEXO 5
INSTRUCTIVO DE ETIQUETADO Y CANDADEO
Antes de trabajar con cualquier equipo controlado por este tablero, debe seguir estos
pasos:
i. Identificar el equipo de trabajo
ii. Apague el equipo que será bloqueado
iii. Baje el switch principal para desenergizar las líneas o equipo
donde se trabajará
iv. Anote nombe y fecha en la tarjeta de peligro
v. Coloque el candado y tarjeta de peligro asegurando el switch
que controla las líneas o equipo donde se trabajará
vi. Compruebe que las líneas o equipos no arrancan
Después de terminar el trabajo haga lo siguiente:
1. Verifique que todos los demás trabajadores están fuera del área y seguros
2. Retire su candado y la tarjeta de peligro del switch. No retire candados, ni tar-
jetas colocadas por otras personas
3. SOLO EL SUPERVISOR PUEDE USAR UNA LLAVE MAESTRA O RETIRAR
EL CANDADO DE OTRA PERSO

REFERENCIAS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
102
REFERENCIAS BIBLIOGRÁFICAS
Grimaldi, Simonds (1985) La Seguridad Industrial Su Administración.
Alfaomega.
México.
D. Keith Denton (1984) Seguridad Industrial. Mc Graw-Hill. México.
Goodyear (2005) Catálogo de Bandas Transportadoras
Cia. Hulera Euskadi (2006) Manual de cuidado y mantenimiento en bandas
transportadoras.
Souris-Díaz (1992) El Mantenimiento. Fuente de beneficios. Trillas. México

REFERENCIAS_______________________________________________________________________________
__________________________________________________________________________________________________METODOLOGÍADEUNPROGRAMADEMANTENIMIENTOABANDASTRANSPORTADORASENLAEMPRESACALIZASINDUSTRIALESDELCARMENS.A.DEC.V.
103
CONSULTA ELECTRÓNICA
Catálogo de bandas transportadoras (noviembre 2009)
http://www.uamerica.edu.co/pub/Mecanica/EnergiasAlternativas/10.%20Manu
al%20de%20operaci%F3n%20y%20mantenimiento.pdf
Reparación / Catálogo de bandas transportadoras (enero 2010)
http://www.arellanobandas.com.mx
Refacciones, procedimientos de empalme (diciembre 2009)
http://www.rotranssa.com
Catálogo de bandas transportadoras (diciembre 2009)
http://www.dinamica.net/castella/BANDA%20TRANSPORTADORA.html
Partes y refacciones de empalme (enero 2010) http://www.batrinsa.com
Cintas transportadoras (diciembre 2009)
http://www.tecnorubber.com.ve/bandas%20tranportadoras.htm
Top Related