ZASTOSOWANIE METODY FMEA DO POPRAWY KONSTRUKCJI MIESZALNIKA · Piotr Jastrzębski – Metal Process...
5
4/2015 Technologia i Automatyzacja Montażu 30 ZASTOSOWANIE METODY FMEA DO POPRAWY KONSTRUKCJI MIESZALNIKA Dorota STADNICKA, Piotr JASTRZĘBSKI Streszczenie Metoda FMEA stosowana na etapie projektowania wyrobu pozwala na uniknięcie wad i problemów jakościowych, jakie mogą się pojawić w trakcie użytkowania wyrobu. Metoda FMEA stosowana jest głównie w branży motoryzacyjnej oraz lotniczej, ale i w innych branżach jest coraz lepiej znana. W artykule przedstawiono metodę analizy FMEA w zastosowaniu do projektu mieszalnika. Zidentyfikowano krytyczne elementy wyrobu i wskazano działania, które powinny być podjęte, aby zapobiec pojawieniu się wad w wyrobie. Słowa kluczowe FMEA wyrobu, zapobieganie wadom, problemy jakościowe Wprowadzenie W niniejszej pracy przedstawiony jest przypadek wy- robu produkowanego w firmie, gdzie realizowana jest produkcja jednostkowa. Wydawałoby się, że zastosowa- nie metody FMEA w sytuacji, gdy realizowana jest pro- dukcja jednostkowa, nie ma sensu, ponieważ wyrób za każdym razem jest inny, ale tak naprawdę analizowany wyrób składa się z modułów, które różnią się zależnie od wymagań klientów. Z tego też względu analiza FMEA na- biera sensu, ponieważ rozpatrujemy modułową budowę wyrobu. Każde nowe zamówienie na mieszalnik inicjuje pro- ces projektowania zupełnie nowego wyrobu, który ma spełnić specyficzne wymagania klienta. Obecnie jakość konstrukcji zapewniana jest poprzez wykorzystywanie doświadczenia konstruktora, które nabył on w realizacji podobnych projektów. Firma produkuje różne rodzaje wyrobów. W niniejszej pracy zajęto się reprezentantem rodziny wyrobów, jaką stanowią mieszalniki. Mieszalniki produkowane są na potrzeby procesów produkcyjnych realizowanych w różnych branżach przemysłowych. W niniejszej pracy zaproponowano zastosowanie me- tody FMEA do zapobiegania wadom w projektowanych mieszalnikach. Głównym powodem wyboru właśnie mie- szalnika, było pojawianie się reklamacji. W wyniku prze- prowadzonej analizy zaproponowano zestaw wytycznych dla konstruktora projektującego mieszalnik. Charakterystyka metody FMEA Metoda FMEA jest metodą znaną od wielu lat i z po- wodzeniem stosowaną w różnych branżach przemysłu, jak np. w branży zbrojeniowej, motoryzacyjnej i in. [2, 3, 4]. Metoda FMEA została zaprezentowana w 1949 roku w dokumencie MIL-P 1629 – „Procedure for Performing a Failure Mode, Effects and Criticality Analysis” [5], jako metoda mająca za zadanie wspierać zarządzanie jako- ścią poprzez identyfikowanie słabych punktów wyrobu. Później została opisana w podręczniku referencyjnym SAE J1739 – „Potential Failure Mode and Effects Analy- sis in Design (Design FMEA) and Potential Failure Mode and Effects Analysis in Manufacturing and Assembly Processes (Process FMEA)”. Zaprezentowana w pod- ręczniku metoda rekomendowana jest do zastosowania w odniesieniu do wyrobów, procesów i maszyn. Liczne przykłady zastosowania metody FMEA przedstawione są w literaturze [6, 7, 8]. Metoda była również wzbogacana o aspekty środowiskowe, czy zastosowanie logiki rozmy- tej [9, 10, 11]. FMEA (Failure Mode and Effects Analysis) oznacza analizę przyczyn i skutków wad, które mogą się pojawić np. w wyrobie. Metoda pozwala z jednej strony zidenty- fikować potencjalne wady, a z drugiej ocenić ich skutki, identyfikując tym samym wady bardziej czy mniej zagra- żające funkcjonowaniu wyrobu. Daje to możliwość wdro- żenia działań zapobiegających pojawieniu się poważ- nych wad. Identyfikowane są również krytyczne elementy wyrobu, na które należy zwrócić szczególną uwagę w procesie produkcyjnym, bo wady w nich powstałe mogą być krytyczne dla funkcjonowania wyrobu. Etapy realizacji analizy FMEA wyrobu zostały przedstawione na rys. 1. Tabele 1, 2 i 3 przedstawiają natomiast kryteria do- boru liczb priorytetowych (P, Z, W), które zostały przyjęte z uwzględnieniem wytycznych zaprezentowanych w SAE J1739 i pozwolą na obliczenie liczby priorytetowej ryzyka (R), wzór (1). R = Z x P x W (1) gdzie: Z – znaczenie, P – występowanie, W – wykrywal- ność.
Transcript of ZASTOSOWANIE METODY FMEA DO POPRAWY KONSTRUKCJI MIESZALNIKA · Piotr Jastrzębski – Metal Process...
-
4/2015 Technologia i Automatyzacja Montażu
30
ZASTOSOWANIE METODY FMEA DO POPRAWY KONSTRUKCJI MIESZALNIKA
Dorota STADNICKA, Piotr JASTRZĘBSKI
S t r e s z c z e n i eMetoda FMEA stosowana na etapie projektowania wyrobu pozwala na uniknięcie wad i problemów jakościowych, jakie mogą się pojawić w trakcie użytkowania wyrobu. Metoda FMEA stosowana jest głównie w branży motoryzacyjnej oraz lotniczej, ale i w innych branżach jest coraz lepiej znana.W artykule przedstawiono metodę analizy FMEA w zastosowaniu do projektu mieszalnika. Zidentyfikowano krytyczne elementy wyrobu i wskazano działania, które powinny być podjęte, aby zapobiec pojawieniu się wad w wyrobie.
S ł o w a k l u c z o w eFMEA wyrobu, zapobieganie wadom, problemy jakościowe
Wprowadzenie
W niniejszej pracy przedstawiony jest przypadek wy-robu produkowanego w firmie, gdzie realizowana jest produkcja jednostkowa. Wydawałoby się, że zastosowa-nie metody FMEA w sytuacji, gdy realizowana jest pro-dukcja jednostkowa, nie ma sensu, ponieważ wyrób za każdym razem jest inny, ale tak naprawdę analizowany wyrób składa się z modułów, które różnią się zależnie od wymagań klientów. Z tego też względu analiza FMEA na-biera sensu, ponieważ rozpatrujemy modułową budowę wyrobu.
Każde nowe zamówienie na mieszalnik inicjuje pro-ces projektowania zupełnie nowego wyrobu, który ma spełnić specyficzne wymagania klienta. Obecnie jakość konstrukcji zapewniana jest poprzez wykorzystywanie doświadczenia konstruktora, które nabył on w realizacji podobnych projektów. Firma produkuje różne rodzaje wyrobów. W niniejszej pracy zajęto się reprezentantem rodziny wyrobów, jaką stanowią mieszalniki. Mieszalniki produkowane są na potrzeby procesów produkcyjnych realizowanych w różnych branżach przemysłowych.
W niniejszej pracy zaproponowano zastosowanie me-tody FMEA do zapobiegania wadom w projektowanych mieszalnikach. Głównym powodem wyboru właśnie mie-szalnika, było pojawianie się reklamacji. W wyniku prze-prowadzonej analizy zaproponowano zestaw wytycznych dla konstruktora projektującego mieszalnik.
Charakterystyka metody FMEA
Metoda FMEA jest metodą znaną od wielu lat i z po-wodzeniem stosowaną w różnych branżach przemysłu, jak np. w branży zbrojeniowej, motoryzacyjnej i in. [2, 3, 4]. Metoda FMEA została zaprezentowana w 1949 roku w dokumencie MIL-P 1629 – „Procedure for Performing
a Failure Mode, Effects and Criticality Analysis” [5], jako metoda mająca za zadanie wspierać zarządzanie jako-ścią poprzez identyfikowanie słabych punktów wyrobu. Później została opisana w podręczniku referencyjnym SAE J1739 – „Potential Failure Mode and Effects Analy-sis in Design (Design FMEA) and Potential Failure Mode and Effects Analysis in Manufacturing and Assembly Processes (Process FMEA)”. Zaprezentowana w pod-ręczniku metoda rekomendowana jest do zastosowania w odniesieniu do wyrobów, procesów i maszyn. Liczne przykłady zastosowania metody FMEA przedstawione są w literaturze [6, 7, 8]. Metoda była również wzbogacana o aspekty środowiskowe, czy zastosowanie logiki rozmy-tej [9, 10, 11].
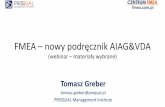
FMEA (Failure Mode and Effects Analysis) oznacza analizę przyczyn i skutków wad, które mogą się pojawić np. w wyrobie. Metoda pozwala z jednej strony zidenty-fikować potencjalne wady, a z drugiej ocenić ich skutki, identyfikując tym samym wady bardziej czy mniej zagra-żające funkcjonowaniu wyrobu. Daje to możliwość wdro-żenia działań zapobiegających pojawieniu się poważ-nych wad. Identyfikowane są również krytyczne elementy wyrobu, na które należy zwrócić szczególną uwagę w procesie produkcyjnym, bo wady w nich powstałe mogą być krytyczne dla funkcjonowania wyrobu. Etapy realizacji analizy FMEA wyrobu zostały przedstawione na rys. 1. Tabele 1, 2 i 3 przedstawiają natomiast kryteria do-boru liczb priorytetowych (P, Z, W), które zostały przyjęte z uwzględnieniem wytycznych zaprezentowanych w SAE J1739 i pozwolą na obliczenie liczby priorytetowej ryzyka (R), wzór (1).
R = Z x P x W (1)
gdzie: Z – znaczenie, P – występowanie, W – wykrywal-ność.
TiAM_4_2015+okladka.indd 30 2015-12-01 09:44:11
-
Technologia i Automatyzacja Montażu 4/2015
31
Tabela 1. Znaczenie (Z)Table 1. Severity
Znaczenie Znaczenie wady dla klienta ZBardzo małe Klient nie zauważa wady. Wada nie ma wpływu na użytkowanie wyrobu. 1
MałeWada powoduje nieznaczne utrudnienia. Może umiarkowanie spowodować pogorsze-nie właściwości wyrobu.
2–3
PrzeciętneWada powoduje ograniczone niezadowolenie klienta, nie zaspokaja jego potrzeb, a klient zauważa mankamenty wyrobu.
4–6
Duże Wada powoduje niezadowolenie klienta, który żąda naprawy. 7–8Bardzo duże Wada powoduje duże niezadowolenie klienta i duże koszty naprawy. 9
Wyjątkowo dużeWada ma bardzo duże znaczenie dla klienta, zagraża jego bezpieczeństwu lub naru-sza przepisy prawne.
10
Tabela 2. Występowanie (P)Table 2. Probability of accurance (P)
Występowanie Wada może wystąpić PNieprawdopodobne Rzadziej jak 1 raz na rok 1Bardzo rzadko występuje 1 raz na rok 2Rzadko występuje 1 raz na pół roku 3Przeciętnie często występuje 1 raz na kwartał 4–6Często występuje 1 raz na miesiąc 7–8Bardzo często występuje 1 raz na tydzień 9–10
Rys. 1. Etapy analizy FMEA wyrobuFig. 1. Stages of product FMEA analysis
TiAM_4_2015+okladka.indd 31 2015-12-01 09:44:11
-
4/2015 Technologia i Automatyzacja Montażu
32
Tabela 3. Wykrywalność (W)Table 3. Detection (W)
Wykrywalność Prawdopodobieństwo wykrycia wady zanim dostanie się do klienta W
Bardzo wysokaBardzo małe prawdopodobieństwo niewykrycia wady. Wdrożona automatyczna kontrola stu procent wyrobów i zabezpieczenia.
1–2
WysokaIstnieje małe prawdopodobieństwo niewykrycia wady. Wada jest dobrze widocz-na.
3–4
Przeciętna Istnieje średnie prawdopodobieństwo niewykrycia wady. Kontrola jest utrudniona. 5–6
NiskaIstnieje wysokie prawdopodobieństwo niewykrycia wady. Realizowana kontrola jest subiektywną kontrolą pobranej próbki.
7–8
Bardzo niskaIstnieje bardzo wysokie prawdopodobieństwo niewykrycia wady. Wada jest niewi-doczna, a jej występowanie nie jest sprawdzane.
9–10
Jedną z najtrudniejszych rzeczy w analizie FMEA jest dobór liczb priorytetowych. Dlatego też kryteria ich do-boru powinny być odpowiednio określone, aby zespół przeprowadzający analizę FMEA nie miał problemów z ich doborem. Przedstawione kryteria doboru liczb prio-rytetowych zostały dostosowane do specyfiki przedsię-biorstwa. Dodatkowo sposób prezentacji wyników po-zwala na zauważenie, co najbardziej wpływa na poziom ryzyka.
Budowa mieszalnika
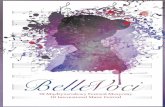
Rys. 2. Schemat mieszalnikaFig. 2. Scheme of the mixer
Analizowany mieszalnik jest produkowany na potrzeby przemysłu kosmetycznego. Budowa mieszalnika przed-stawiona jest na rys. 2. Komorę roboczą mieszalnika stanowi zbiornik wewnętrzny (1), w którym znajduje się
zespół mieszadła (2) napędzany motoreduktorem (3) po-przez zespół wału motoreduktora (4). Pomiędzy zbiorni-kiem wewnętrznym a zbiornikiem zewnętrznym (5) znaj-duje się wężownica (6), która może być wykorzystywana zarówno do podgrzewania, jak i do chłodzenia substancji mieszanej. Zbiornik jest ocieplony wełną mineralną (7), a odpowiedni poziom temperatury utrzymywany jest dzięki zastosowaniu czujnika temperatury. Mieszalnik ustawiany jest na nogach (8), które są regulowane.
Analiza FMEA
Zaprezentowane urządzenie poddano analizie FMEA. Wyniki analizy wskazują na występowanie krytycznych elementów wyrobów. W tabeli 5 przedstawiono frag-ment analizy FMEA z przedstawionymi najistotniejszymi z punktu widzenia zapewnienia jakości i spełnienia wy-magań klienta elementami wyrobu i potencjalnymi wada-mi, jakie mogą wystąpić.
Największe problemy dotyczą zespołu mieszadła. Do-tychczasowe reklamacje dotyczące urwania się miesza-dła świadczą o niewłaściwym doborze mieszadła do mie-szanej substancji. W procesie projektowania należałoby więc wziąć pod uwagę współczynnik lepkości i gęstość substancji, która ma być mieszana u klienta w projek-towanym mieszalniku. Dlatego też zaleca się przepro-wadzanie symulacji komputerowych procesu mieszania określonej substancji w zamodelowanym mieszalniku.
Poza tym należałoby w konstrukcji wyrobu zastoso-wać zabezpieczenia, które nie pozwolą na rozpoczęcie procesu mieszania przed uzyskaniem odpowiedniej tem-peratury substancji mieszanej, której gęstość zależna jest od temperatury. Dodatkowo należałoby przygoto-wać odpowiednią instrukcję użytkowania mieszalnika dla klienta i zapewnić odpowiednie przeszkolenie pracowni-ków klienta, którzy będą urządzenie użytkować.
Na podstawie przeprowadzonej analizy opracowano następujące wytyczne dla konstruktora mieszadła:1. Należy ustalić właściwości substancji, które będą
mieszane w mieszalniku: zależność gęstości sub-stancji od temperatury.
TiAM_4_2015+okladka.indd 32 2015-12-01 09:44:11
-
Technologia i Automatyzacja Montażu 4/2015
33
Tabela 5. Analiza FMEA mieszalnika – fragmentTable 5. FMEA analysis for the mixer – fragment
Element wyrobu Funkcja Wada
Potencjalny skutek błędu
Stosowana kontrola Z P W R
Płaszcz wewnętrzny mieszalnika
tworzy główne naczynie do magazy-nowania i mieszania
substancji
niska jakość spawów
nieszczelność mieszalnika
badania penetracyjne
spawów9 1 7 63
Wężownica
służy jako wymiennik ciepła pomiędzy urzą-dzeniem a instalacją grzewczą/chłodząca
klienta
niska jakość spawów
nieszczelność wężownicy
pomiar spoin po spawaniu,
próba ciśnieniowa
9 3 5 135
niewłaściwa po-wierzchnia wy-miany ciepła
nieefektywny proces termiczny
brak 9 1 7 63
Motoreduktor napędza
mieszadłoawaria
motoreduktorazbyt mała moc motoreduktora
brak 8 1 7 56
Zespół mieszadła
służy do mieszania zawartości mieszalnika
niska jakość spawów
urwanie, uszkodzenie mieszadła
kontrola wymiaru
spoin9 2 6 108
niewłaściwe wymiary
mieszadła
nieefektywny proces mieszania
brak 8 2 7 112
nieodpowiednia wytrzymałość
elementubrak 8 4 5 160
zły typ mieszadeł
nieefektywny proces mieszania
brak 8 2 5 80
2. Należy ustalić wartość temperatury substancji, przy której ma zostać rozpoczęty proces mieszania.
3. Należy zastosować zabezpieczenia uniemożliwiają-ce rozpoczęcie procesu mieszania przed osiągnię-ciem przez substancję mieszaną odpowiedniej tem-peratury.
4. Należy przeprowadzić symulację komputerową pro-cesu mieszania w celu oceny wytrzymałości mie-szadła oraz dla zapewnienia odpowiedniego efektu procesu mieszania.
5. Należy zaprojektować instrukcję użytkowania urzą-dzenia z podaniem ograniczeń dla wykorzystywania urządzenia, aby zapobiec jego awarii u klienta.
Podsumowanie
Przeprowadzona analiza FMEA pozwoliła na wska-zanie krytycznych elementów wyrobu, na które należy zwrócić uwagę na etapie realizacji procesu projektowa-nia nowego mieszalnika. Wprowadzenie dodatkowych działań pozwoli zapobiec reklamacjom klientów, które nie tylko generują koszty dla przedsiębiorstwa, ale również zajmują czas pracownikom zaangażowanym w proces naprawy mieszalnika. Dodatkową trudnością jest fakt, że aby jak najmniej zakłócić proces produkcyjny u klienta,
naprawa realizowana jest u klienta. Powoduje to koniecz-ność oderwania pracowników od realizowanej pracy i od-delegowanie ich do dokonania naprawy u klienta.
Główny zidentyfikowany podczas analizy FMEA pro-blem dotyczy wszystkich mieszalników produkowanych w firmie. Dlatego też zaproponowane działania zapobie-gawcze mogą być zastosowane do każdego kolejnego projektu mieszalnika.
LITERATURA
[1] Starzyńska B. 2013. Systematyka narzędzi dosko-nalenia procesów produkcyjnych dla organizacji uczących się. Poznań: Wydawnictwo Politechniki Poznańskiej.
[2] Huber Z. 2007. Kawa na ławę. Analiza FMEA proce-su. Wydawca: Złote Myśli.
[3] Folejewska A. 2011. Analiza FMEA – zasady, ko-mentarze, arkusze. Wydawnictwo Verlag Dashofer.
[4] Stadnicka D. 2014. „FMEA – metoda, której nie umiemy stosować?”. STAL Metale & Nowe Techno-logie (3–4) : 110–112.
[5] http://sre.org/pubs/Mil-Std-1629A.pdf[6] Sąsiadek M. 2011. „Wykorzystanie metody FMEA do
usprawnienia montażu motoreduktora”. Technologia i Automatyzacja Montażu (2) : 24–27.
[7] Kolich M. 2014. „Using Failure Mode and Effects Analysis to design a comfortable automotive driver seat”. Applied Ergonomics (45) : 1087–1096.
TiAM_4_2015+okladka.indd 33 2015-12-01 09:44:11
-
4/2015 Technologia i Automatyzacja Montażu
34
[8] Hu-Chen Liu, Liu Long, Liu Nan. 2013. „Risk evalu-ation approaches in failure mode and effects analy-sis: A literature review”. Expert Systems with Applica-tions (40) : 828–838.
[9] Roszak M., M. Spilka, A. Kania. 2015. „Environ-mental Failure Mode and Effects Analysis (FMEA) – a new approach to methodology”. Metalurgija 54 (2) : 449–451.
[10] Shishebori D., M.J. Akhgari, R. Noorossana, G.H. Khaleghi. 2015. „An efficient integrated approach to reduce scraps of industrial manufacturing processes: a case study from gauge measurement tool produc-tion firm”. International Journal of Advanced Manu-facturing Technology 76 (5–8) : 831–855.
[11] Chun-Yu Lin, Amy H. I. Lee, He-Yau Kang. 2015. „An integrated new product development framework – an application on green and low-carbon products”. International Journal of Systems Science 46 (4) : 733–753.
_____________________Dr inż. Dorota Stadnicka – Politechnika Rzeszowska, Wydział Budowy Maszyn i Lotnictwa, Katedra Odlew-nictwa i Spawalnictwa, tel. 17 865 1452, e-mail: [email protected].
Piotr Jastrzębski – Metal Process Sp. z o.o., 35-105 Rze-szów, ul. Magazynowa 1.
IMPLEMENTATION OF FMEA METHOD FOR A MIXER DESIGN IMPROVEMENT
A b s t r a c tFMEA method used in the stage of a product design lets to avoid defects and problems with quality in the stage of product’s use. FMEA method is mainly use in automotive and aviation industries but also in other industries is known better and better. In the paper the FMEA methodology is implemented in a mixer design. Critical elements of the mixer are identified and actions, which should be undertaken to prevent defects in the product are indicated.
K e y w o r d sproduct FMEA, defects preventing, quality problems
TiAM_4_2015+okladka.indd 34 2015-12-01 09:44:11