Zał ącznik nr 2. Zakres merytoryczny III Konkursu · Technologia urabiania zło ża rudy miedzi w...
51
1 Zalącznik nr 2. Zakres merytoryczny III Konkursu Nr Obszary s. OBSZAR I: Górnictwo i geologia I/1 Opracowanie technologii automatycznego i zdalnego ladowania otworów strzalowych w przodku. 3-4 I/2 Opracowanie narzędzia informatycznego do projektowania metryk strzalowych wykorzystującego model geomechaniczny górotworu LGOM. 4-6 I/3 Opracowanie kompleksowego, nowatorskiego systemu klimatyzacji indywidualnej i stanowiskowej. 6-10 I/4 Opracowanie systemu lączności bezprzewodowej w podziemnych wyrobiskach ze szczególnym uwzględnieniem komunikacji i transmisji danych w obszarze frontu eksploatacyjnego w systemie filarowo-komorowym. 10-14 I/5 Opracowanie urządzenia do monitorowania, w trybie ciąglym, parametrów fizjologicznych pracowników, zatrudnionych w warunkach zagrożenia klimatycznego w zakladach górniczych KGHM Polska Miedź S.A. 14-15 I/6 Zaprojektowanie i wykonanie maszyny do utrzymywania nawierzchni wyrobisk górniczych w kopalniach KGHM Polska Miedź S.A. 16-17 I/7 Opracowanie nowych technologii do oceny stanu technicznego górniczych wyciągów szybowych i elementów technicznych w szybach. 17-20 I/8 Wykorzystanie technologii skanowania laserowego 3D do lokalizacji samojezdnej maszyny górniczej w wyrobiskach podziemnych. 20-22 I/9 Opracowanie innowacyjnej metody ciąglej oceny stanu zagrożenia wyrzutami gazów i skal oraz predykcji takich zjawisk w zagrożonych rejonach podziemnych kopalń rud miedzi. 22-24 I/10 Opracowanie zdalnej, laserowej techniki analiz skladu pierwiastkowego kopalin, pólproduktów i produktów glównego ciągu technologicznego KGHM Polska Miedź S.A. 24-27 OBSZAR II: Przeróbka rud II/1 Opracowanie kompleksowej technologii aktywnego i pasywnego zabezpieczenia antykorozyjnego instalacji wzbogacania rud metali nieżelaznych. 27-28 II/2 Opracowanie kompleksowej technologii i urządzeń do przetwarzania oraz optymalnego ekonomicznie zagospodarowania odpadów flotacyjnych KGHM, pochodzących z bieżącej produkcji Oddzialu Zaklady Wzbogacania Rud. 28-30 II/3 Opracowanie nowych proekologicznych zbierających odczynników flotacyjnych na potrzeby wzbogacania polskich rud miedzi. 30-32 OBSZAR III: Metalurgia, przetwórstwo, nowe materialy III/1 Opracowanie nowego sposobu oczyszczania i utylizacji gazów procesowych pochodzących z pieców szybowych w ciągu technologicznym KGHM. 32-36 III/2 Opracowanie innowacyjnej technologii oceny zawartości miedzi i/lub pierwiastków szlachetnych oraz zanieczyszczeń w polimetalicznych zlomach miedzionośnych i materialach o niskiej zawartości Cu pochodzących z recyklingu. 36-38 III/3 Opracowanie nowego sposobu zagospodarowania strumienia siarki pochodzącej z gazów procesowych w ciągu technologicznym KGHM. 38-40
Transcript of Zał ącznik nr 2. Zakres merytoryczny III Konkursu · Technologia urabiania zło ża rudy miedzi w...
1
Załącznik nr 2. Zakres merytoryczny III Konkursu
Nr Obszary s. OBSZAR I: Górnictwo i geologia
I/1 Opracowanie technologii automatycznego i zdalnego ładowania otworów strzałowych w przodku.
3-4
I/2 Opracowanie narzędzia informatycznego do projektowania metryk strzałowych wykorzystującego model geomechaniczny górotworu LGOM.
4-6
I/3 Opracowanie kompleksowego, nowatorskiego systemu klimatyzacji indywidualnej i stanowiskowej.
6-10
I/4 Opracowanie systemu łączności bezprzewodowej w podziemnych wyrobiskach ze szczególnym uwzględnieniem komunikacji i transmisji danych w obszarze frontu eksploatacyjnego w systemie filarowo-komorowym.
10-14
I/5 Opracowanie urządzenia do monitorowania, w trybie ciągłym, parametrów fizjologicznych pracowników, zatrudnionych w warunkach zagrożenia klimatycznego w zakładach górniczych KGHM Polska Miedź S.A.
14-15
I/6 Zaprojektowanie i wykonanie maszyny do utrzymywania nawierzchni wyrobisk górniczych w kopalniach KGHM Polska Miedź S.A.
16-17
I/7 Opracowanie nowych technologii do oceny stanu technicznego górniczych wyciągów szybowych i elementów technicznych w szybach.
17-20
I/8 Wykorzystanie technologii skanowania laserowego 3D do lokalizacji samojezdnej maszyny górniczej w wyrobiskach podziemnych.
20-22
I/9 Opracowanie innowacyjnej metody ciągłej oceny stanu zagrożenia wyrzutami gazów i skał oraz predykcji takich zjawisk w zagrożonych rejonach podziemnych kopalń rud miedzi.
22-24
I/10 Opracowanie zdalnej, laserowej techniki analiz składu pierwiastkowego kopalin, półproduktów i produktów głównego ciągu technologicznego KGHM Polska Miedź S.A.
24-27
OBSZAR II: Przeróbka rud
II/1 Opracowanie kompleksowej technologii aktywnego i pasywnego zabezpieczenia antykorozyjnego instalacji wzbogacania rud metali nieżelaznych.
27-28
II/2 Opracowanie kompleksowej technologii i urządzeń do przetwarzania oraz optymalnego ekonomicznie zagospodarowania odpadów flotacyjnych KGHM, pochodzących z bieżącej produkcji Oddziału Zakłady Wzbogacania Rud.
28-30
II/3 Opracowanie nowych proekologicznych zbierających odczynników flotacyjnych na potrzeby wzbogacania polskich rud miedzi.
30-32
OBSZAR III: Metalurgia, przetwórstwo, nowe materiał y
III/1 Opracowanie nowego sposobu oczyszczania i utylizacji gazów procesowych pochodzących z pieców szybowych w ciągu technologicznym KGHM.
32-36
III/2 Opracowanie innowacyjnej technologii oceny zawartości miedzi i/lub pierwiastków szlachetnych oraz zanieczyszczeń w polimetalicznych złomach miedzionośnych i materiałach o niskiej zawartości Cu pochodzących z recyklingu.
36-38
III/3 Opracowanie nowego sposobu zagospodarowania strumienia siarki pochodzącej z gazów procesowych w ciągu technologicznym KGHM.
38-40
2
III/4 Piro- i hydrometalurgiczne metody odzysku metali krytycznych i towarzyszących z wybranych półproduktów hutnictwa metali nieżelaznych.
40-41
OBSZAR IV: Ochrona środowiska, zarządzanie ryzykiem, efektywność w biznesie
IV/1 Opracowanie innowacyjnej technologii redukcji odorów z szybów wydechowych Zakładów Górniczych.
42-45
IV/2 Opracowanie innowacyjnego projektu rozwiązania zagospodarowania niskotemperaturowego ciepła zawartego w powietrzu oraz wodzie, pochodzącego z podziemnych wyrobisk górniczych.
45-47
IV/3 Opracowanie i wdrożenie innowacyjnego, kompleksowego systemu wspomagania szkolenia operatorów samojezdnych maszyn górniczych (SMG) do efektywnej i bezpiecznej pracy w podziemnych wyrobiskach kopalń rud miedzi.
47-51
3
OBSZAR I: Górnictwo i Geologia
Zagadnienie konkursowe nr I/1
I. Temat zagadnienia
Opracowanie technologii automatycznego i zdalnego ładowania otworów strzałowych w przodku.
II. Opis zagadnienia badawczego:
Celem jest zaprojektowanie i wykonanie urządzenia umożliwiającego uzbrajanie i ładowanie emulsyjnego materiału wybuchowego luzem do otworów strzałowych w przodku, zdalnie z kabiny operatora wozu strzałowego. Urządzenie powinno umożliwiać załadowanie i uzbrojenie przodka z kabiny operatora lub innego oddalonego miejsca.
III. Uzasadnienie potrzeby podjęcia badań:
W kopalniach KGHM Polska Miedź S.A., pracownicy zatrudnieni w bezpośredniej strefie zagrożonej zawałami i tąpaniami (np. operatorzy maszyn górniczych), przebywają podczas pracy w wytrzymałych kabinach, które skutecznie chronią ich przed utratą zdrowia, a nawet życia. Dotychczas jednak nie udało się objąć takim zabezpieczeniem stanowiska pracy górnika strzałowego w procesie ładowania materiału wybuchowego i uzbrajania przodka. W odniesieniu do stanowiska pracy górnika strzałowego w trakcie wykonywania robót strzałowych, podstawowym kierunkiem poprawy bezpieczeństwa pracy z uwagi na ww. zagrożenia jest maksymalne skrócenie czasu narażenia, tj. czasu przebywania górników strzałowych w tej strefie.
Na przestrzeni ostatnich lat, poprzez zastosowanie m.in. technologii materiałów wybuchowych emulsyjnych luzem, wytwarzanych w urządzeniach mieszalniczo-załadowczych, bezpośrednio w przodku i pompowanych ręcznie wężami do otworów strzałowych, ograniczono czas przebywania górników strzałowych w przodku z około 30 minut (ładowane ręcznie nabojów) do koło 15 minut. Tym niemniej, w kopalniach KGHM Polska Miedź S.A., jest to jedno ze stanowisk pracy najbardziej narażonych na wypadki, związane z opadnięciem lub wyrzutem skał do wyrobiska.
Istotnym również, w aspekcie umieszczenia górnika strzałowego w kabinie, podobnie jak operatora innych maszyn, jest możliwość jej klimatyzowania ze względu na zagrożenia termiczne, jak również izolacja pracownika od środowiska zewnętrznego, w przypadku wystąpienia zagrożenia gazowego, co prognozowane jest w obszarach przyszłej eksploatacji.
IV. Opis oczekiwanych efektów końcowych
Zautomatyzowanie czynności ładowania materiałem wybuchowym i uzbrajania przodka powinno wpłynąć na poprawę bezpieczeństwa pracy na stanowisku górnika strzałowego ze względu na zagrożenia: zawałami, tąpaniowe, jak również umożliwi ć realizowanie tych operacji w warunkach zagrożenia klimatycznego i/lub gazowego.
Urządzenie zapewniające taką funkcjonalność nie może wydłużyć czasu niezbędnego na wykonanie czynności uzbrajania i ładowania materiału wybuchowego w przodku powyżej 15 minut tj. czasu, który jest aktualnie osiągany w dotychczasowym stanie techniki kopalń KGHM Polska Miedź S.A. w tym obszarze.
Przy realizacji zadania należy uwzględnić następujące czynniki:

4
− urządzenie musi być zabudowane na maszynie samojezdnej w typie aktualnie stosowanych w kopalniach KGHM Polska Miedź S.A.,
− wysokość maszyny wraz z urządzeniem nie może przekraczać 1,8m, jest to również ograniczenie dla zakresu pracy urządzenia,
− na maszynie musi być zabudowane urządzenie mieszalniczo-załadowcze materiału wybuchowego luzem.
Poniżej wymagane, ogólne zakresy pracy:
1. Opracowanie projektu technicznego maszyny z urządzeniem i przedstawienie do akceptacji Zamawiającego, wprowadzenie ewentualnych zmian.
2. Wykonanie prototypu maszyny i urządzenia i dostarczenie wstępnej wersji dokumentacji techniczno-ruchowej prototypu.
3. Testy akceptacyjne prototypu maszyny i urządzenia na powierzchni w siedzibie Wykonawcy.
Osiągnięcie kryterium minimalnego czasu uzbrojenia i załadunku materiału wybuchowego. Wprowadzenie ewentualnych zmian dotyczących konstrukcji i dokumentacji. 1. Przeprowadzenie wymaganych przepisami prawa badań maszyny z urządzeniem
i dostarczenie wymaganych dokumentów (opnie techniczne, Certyfikaty, dopuszczenia, instrukcje itp.) dla jej stosowania w ruchu podziemnym zakładu górniczego w warunkach LGOM.
2. Wstępny odbiór techniczny u Wykonawcy potwierdzony protokołem. 3. Dostawa maszyny z urządzeniem do Zamawiającego. 4. Próby podziemne prototypu maszyny i urządzenia w kopalni. Weryfikacja rozwiązań
technicznych urządzenia, ewentualna aktualizacja dokumentacji technicznej. 5. Odbiór końcowy prototypu.
Efektem projektu powinno być gotowe rozwiązanie, przetestowane w warunkach dołowych.
Okres realizacji projektu przyjmuje się nie dłuższy niż trzy lata. Oczekiwany poziom gotowości technologicznej – IX.
Zagadnienie konkursowe nr I/2
I. Temat zagadnienia
Opracowanie narzędzia informatycznego do projektowania metryk strzałowych wykorzystującego model geomechaniczny górotworu LGOM.
II. Opis zagadnienia badawczego
Technologia urabiania złoża rudy miedzi w zakładach górniczych KGHM Polska Miedź S.A. (dotyczy eksploatacji) oparta jest głównie na strzelaniu (za pomocą materiałów wybuchowych) przodków w kształcie odwróconego trapezu, o średniej powierzchni czoła, wynoszącej około 20 m2. Szerokość wyrobisk pod stropem sięga zazwyczaj 7m, szerokość przy spągu około 5m. Natomiast wysokość komór i pasów zmienia się od 1,8m do 4m, w zależności od miąższości złożą lub wysokości stosowanych samojezdnych maszyn górniczych. Do urabiania stosowane są materiały wybuchowe nabojowane (nitroglicerynowe lub emulsyjne), stanowiące około 20% całości zużywanych MW, natomiast pozostałe 80% to materiały wybuchowe emulsyjne luzem, wytwarzane pod ziemią,
5
bezpośrednio pompowane do otworów strzałowych za pomocą urządzeń mieszalniczo-załadowczych. Głębokość wierconych otworów strzałowych zmienia się w granicach od 3,2m do 4m.
Furta złożowa jest zbudowana z trzech odmiennych wytrzymałościowo i litologicznie skał: z węglanów (dolomit, wapienie itp.), łupka dolomitycznego i z piaskowców węglanowych lub kwarcowych, a ich udział w profilu furty zmienia się w funkcji położenia rejonów złożowych. Roboty strzałowe wykonywane są na podstawie metryk strzałowych (dokumentacji strzałowej).
W metryce strzałowej ustala się sposób prowadzenia robót strzelniczych w danych przodkach górniczych. Uwzględnia się liczbę, długość i średnicę otworów strzałowych, ich rozmieszczenie (obwiert), konstrukcję i wielkości ładunków określonego materiału wybuchowego w poszczególnych otworach, kolejność ich odpalania zapalnikami określonego typu. Metryki te sporządzanie są w oparciu o doświadczenia na bazie stosowanych wcześniej i wypróbowanych metryk, wprowadzając pewne modyfikacje oraz ich testowanie w próbnych strzelaniach.
Biorąc pod uwagę coraz większe głębokości prowadzonej eksploatacji, a w związku z tym większe naprężenia w górotworze, zmieniające się parametry geomechaniczne skał, inne mechanizmy dezintegracji masywu (mikrospękania, oddziaływanie ciśnień eksploatacyjnych, wyższe temperatury (47-52°C) itp.), istnieje potrzeba uwzględniania tych parametrów dla celów opracowania bardziej optymalnych metryk strzałowych.
III. Uzasadnienie potrzeby podjęcia badań
Aktualnie w kopalniach rud miedzi LGOM brak jest narzędzia pozwalającego projektować i optymalizować sposób prowadzenia robót wiertniczo-strzałowych w zakresie: geometrii włomu oraz otworów urabiających, średnic otworów, zastosowanego materiału wybuchowego oraz wpływu temperatury skał na jego parametry termodynamiczne, kolejności i wielkości opóźnień zapalników, dostosowanych do litologii, parametrów geomechanicznych urabianych skał oraz z uwzględnieniem oddziaływania ciśnień eksploatacyjnych.
Efektywność opracowanych, według dotychczasowych procedur, metryk strzałowych jest weryfikowana poprzez wykonanie strzelań w warunkach rzeczywistych, a w związku z tym uzyskanie zadowalających efektów jest czasochłonne i kosztowne.
IV. Opis oczekiwanych efektów końcowych
Opracowanie specjalistycznego oprogramowania, które na bazie numerycznego modelu geomechanicznego górotworu, pozwoli użytkownikowi posiadającemu odpowiednią wiedzę na opracowanie metryk strzałowych dla różnych konfiguracji parametrów geometrycznych (długość, średnica i rozmieszczenie otworów strzałowych), różnych rodzajów materiałów wybuchowych, wielu wariantów opóźnień detonacji zapalników oraz przeprowadzenie symulacji wybuchu oraz oddziaływania fali uderzeniowej na skałę dla zamodelowanych warunków. Narzędzie powinno zostać zweryfikowane poprzez strzelania próbne. Powinno poprawić efektywność urabiania przodków techniką strzałowa w warunkach kopalń rud miedzi LGOM.
Z doświadczenia wynika, że rezultaty tego rodzaju symulacji komputerowych są wystarczająco dokładne, aby móc porównywać np. wpływ geometrii otworów na sposób niszczenia skał. Zaletą przeprowadzenia takich analiz jest możliwość prześledzenia zmian parametrów, które nie są możliwe do zmierzenia w trakcie strzelań eksperymentalnych. Poza tym, raz pozyskane dane materiałowe i charakterystyka detonacji ładunku umożliwiają przeprowadzenie dowolnej liczby symulacji strzelań przy różnych konfiguracjach otworów strzałowych, łącznie z możliwością przeprowadzenia ich optymalizacji.
6
Poniżej wymagane ogólne zakresy pracy:
1. Opracowanie numerycznego modelu wybuchu materiału wybuchowego, uwzględniającego wpływ temperatury skał na jego parametry termodynamiczne oraz modelu oddziaływania wybuchu na urabiany górotwór z uwzględnieniem litologii, parametrów geomechanicznych urabianych skał i oddziaływania ciśnień eksploatacyjnych.
2. Opracowanie i prezentacja oprogramowania do projektowania i optymalizacji metryk strzałowych oraz symulacji odstrzałów.
3. Wprowadzenie ewentualnych uzgodnionych zmian. 4. Testowanie oprogramowania poprzez weryfikację efektów strzelaniami próbnymi
w warunkach rzeczywistych w ruchu zakładu górniczego.
Efektem projektu powinno być gotowe rozwiązanie, przetestowane w warunkach dołowych. Okres realizacji projektu przyjmuje się nie dłuższy niż trzy lata.
Oczekiwany poziom gotowości technologicznej – IX.
Zagadnienie konkursowe nr I/3
I. Temat zagadnienia
Opracowanie kompleksowego, nowatorskiego systemu klimatyzacji indywidualnej i stanowiskowej.
II. Opis zagadnienia badawczego
Celem podstawowym realizacji zagadnienia jest opracowanie kompleksowego systemu klimatyzacji indywidualnej i stanowiskowej dla pracowników zatrudnionych w warunkach zagrożenia klimatycznego, który mógłby być stosowany na stanowiskach mobilnych i stacjonarnych.
Temperatura pierwotna skał, wzrastająca wraz z głębokością zalegania eksploatowanych partii złoża, stosowane maszyny i urządzenia o coraz większych mocach, powodują wzrost temperatury powietrza w wyrobiskach górniczych, stanowiących środowisko pracy zatrudnionej załogi. Zagrożenie klimatyczne jest i będzie jednym z podstawowych zagrożeń, decydującym o bezpieczeństwie górników i możliwości dalszego prowadzenia robót eksploatacyjnych. Ochrona pracowników zatrudnionych w trudnych warunkach geotermicznych realizowana jest przede wszystkim poprzez zwiększanie ilości przepływającego powietrza, które przejmuje ciepło wydzielane przez górotwór oraz stosowane maszyny i urządzenia. Możliwości tej metody są skuteczne dla zapewnienia właściwych warunków klimatycznych w wyrobiskach eksploatacyjnych, zlokalizowanych na głębokości do około 1100 m.
Sięganie po zasoby złoża zalegające głębiej wymaga stosowania środków technicznych z zakresu klimatyzacji, zapewniających pracownikom właściwe warunki pracy. W kopalniach KGHM Polska Miedź S.A. zwalczanie zagrożenia klimatycznego następuje, między innymi, poprzez działanie systemu klimatyzacji centralnej. System ten umożliwia schładzanie powietrza doprowadzanego do miejsc pracy, zlokalizowanych w oddziałach wydobywczych, przy prowadzeniu robót chodnikowych i do komór funkcyjnych. Ochładzanie powietrza wentylacyjnego w celu uzyskania wymaganych parametrów klimatycznych na wszystkich stanowiskach pracy w kopalniach, za pomocą centralnych agregatów chłodniczych dużej mocy, jest jednak rozwiązaniem
7
nieuzasadnionym technicznie i ekonomiczne. Dlatego równocześnie z klimatyzacją centralną w praktyce górniczej stosowane są na niektórych stanowiskach zarówno stacjonarnych jak i mobilnych (maszyny samojezdne), kabiny klimatyzowane z agregatami chłodniczymi o mocy około 3-5 kW.
Efektywność stosowania obecnych systemów klimatyzacji centralnej i stanowiskowej jest ograniczona i nie obejmuje, występujących na dużym obszarze, stanowisk pracy związanych z np.:
− obsługą przenośników taśmowych (napędy, punkty odstawy urobku, przesypy, itp.), − obsługą i konserwacją rozdzielni elektrycznych, − obsługą pompowni i osadników, − budową i utrzymaniem rurociągów, tras linii energetycznych i teletechnicznych, dróg
transportowych, itp., − usuwaniem awarii, wykonywaniem nadzoru, itp.
Stanowiska powyższe zlokalizowane są często w bardzo trudnych warunkach środowiskowych, w większości w prądach powietrza wylotowego i są to stanowiska, na których nie ma możliwości umieszczenia pracowników w kabinach – muszą pracować w otwartej przestrzeni wyrobiska.
III. Uzasadnienie potrzeby podjęcia badań
W warunkach istniejącego i wzrastającego zagrożenia klimatycznego powstaje konieczność zastosowania nowych rozwiązań techniczno-organizacyjnych, polegających na odizolowaniu pracowników od środowiska zewnętrznego o parametrach klimatu uniemożliwiających wykonywanie pracy w świetle obowiązujących przepisów.
Sposobem prowadzącym do poprawy warunków klimatycznych, na wielu stanowiskach w górnictwie, może być stosowanie indywidualnej odzieży klimatyzowanej, którą w dotychczas znanych rozwiązaniach, wykorzystywanych także poza górnictwem, wyposażano w okresowo ładowane „pakiety chłodnicze” (np. lód wodny, substancje zmiennofazowe) lub łączono przewodami ze stacjonarnymi lub przenośnymi generatorami chłodu. W kopalniach rud miedzi „Rudna” i „Polkowice-Sieroszowice” testowane były tzw. kamizelki chłodzące, działające na zasadzie wyparnej (odparowanie zaabsorbowanej wody), topnienia lodu zawartego w pakietach lub cyrkulacji ochłodzonej wody. Badania potwierdzają ich częściową przydatność do stosowania w kopalniach rud miedzi, lecz istotnym problemem są zagadnienia dystrybucji i utrzymywania, za pośrednictwem kamizelki, zdolności chłodniczej przez większą część zmiany roboczej. W pewnych aspektach testowane rozwiązania okazały się zbyt uciążliwe i niekomfortowe dla użytkowników.
Wobec powyższego, zasadnym jest opracowanie optymalnego, zunifikowanego rozwiązania dla klimatyzacji indywidualnej na stanowiskach mobilnych i stacjonarnych, posiadającego korzystne walory techniczne i eksploatacyjne, przeznaczonego dla stałych i mobilnych stanowisk pracy poza oddziałami wydobywczymi (obsługa przenośników taśmowych, brygady remontowe, konserwacyjne, pomiarowe, dozór, itp.).
Ze względu na specyfikę technologii wydobycia rud miedzi, w badaniach nad opracowaniem kompleksowego systemu klimatyzacji indywidualnej i stanowiskowej należy uwzględnić: 1. indywidualny (tj. dedykowany dla jednego pracownika) mobilny system chłodzenia organizmu
pracownika dołowego, bazujący na: − miniaturowym urządzeniu chłodniczym, przeznaczonym do noszenia przez pracownika, − specjalistycznym wyrobie tekstylnym lub innym elemencie odzieży („odzież chłodząca”),
przeznaczonym do noszenia bezpośrednio na ciele pracownika i zdolnym do odbioru ciepła

8
z organizmu pracownika poprzez współdziałanie z ww. miniaturowym urządzeniem chłodniczym połączonym zunifikowanym szybkozłączem;
2. system chłodzenia organizmu pracownika na stanowiskach stacjonarnych oraz zlokalizowanych na pojazdach maszyn górniczych, bazujący na: − urządzeniach chłodniczych o możliwie najmniejszych gabarytach/wadze (należy opracować
typoszereg jednostek o różnych wydajnościach chłodniczych), − noszonej przez pracowników elementach odzieży o właściwościach chłodzących, jak
w ww. indywidualnym systemie chłodzenia („odzież chłodząca”), − wymiennik ciepła o możliwie najmniejszych gabarytach (chłodnica).
W badaniach należy przyjąć sposób ochładzania organizmu pracownika przez: 1. medium chłodzące cyrkulujące pomiędzy „odzieżą chłodzącą”, o której wspomniano powyżej,
a połączonym zunifikowanym szybkozłączem opcjonalnie z: − mobilnym urządzeniem chłodniczym noszonym przez pracownika, − urządzeniem chłodniczym zabudowanym na maszynach transportowych lub innych
maszynach funkcyjnych, − urządzeniem chłodniczym zabudowanym przy napędach przenośników taśmowych, punktach
odstawy urobku, przesypowych; 2. nawiew schłodzonego powietrza do wnętrza kabiny (otwartej/zamkniętej) z wymiennika ciepła
(chłodnicy), połączonego z urządzeniem chłodniczym. Celowość realizacji projektu uzasadniają także względy ekonomiczne. Szacuje się, że wykorzystanie systemu klimatyzacji indywidualnej pozwoli na ograniczenie zapotrzebowania na moc chłodniczą klimatyzacji centralnej.
IV. Opis oczekiwanych efektów końcowych
Zasadniczym celem projektu jest opracowanie kompleksowego systemu klimatyzacji osobistej i stanowiskowej, umożliwiającego pracownikom dołowym wykonywanie pracy w warunkach zagrożenia klimatycznego, w różnych miejscach i na różnych stanowiskach pracy, w rejonach poza zasięgiem klimatyzacji centralnej lub lokalnej.
Oczekiwanymi rezultatami z realizacji projektu są: 1. Opracowanie „odzieży chłodzącej”, przeznaczonej do indywidualnej aplikacji przez pracowników,
przeznaczonej do współdziałania z jednostkami chłodniczymi w różnej konfiguracji (pojedynczej lub zbiorowej).
2. Opracowanie typoszeregu jednostek chłodniczych przeznaczonych do: − wykorzystania indywidualnego, przez pojedynczego pracownika wyposażonego w „odzież
chłodzącą” na stanowiskach mobilnych, − wykorzystania indywidualnego, przez pojedynczego pracownika wyposażonego w „odzież
chłodzącą” na stanowiskach stacjonarnych, − zbiorczego podłączenia kilku użytkowników (wyposażonych w „odzież chłodzącą”)
przebywających w jednym środowisku (kabinie, pojeździe), − podłączenia „odzieży chłodzącej” i chłodnic przeznaczonych do ochłodzenia powietrza
wewnątrz kabiny. 3. Opis funkcjonowania opracowanych rozwiązań technicznych. 4. Opracowanie wytycznych stosowania zunifikowanego systemu klimatyzacji indywidualnej
i stanowiskowej.
9
Zaproponowane rozwiązania muszą spełniać następujące wymagania:
− wprowadzenie do praktyki jednego modelu „odzieży chłodzącej” wraz z akcesoriami, − konstrukcja typoszeregu urządzeń chłodniczych (o różnych mocach chłodniczych) musi
umożliwiać ich szybką zabudowę/demontaż na pojazdach i innych stanowiskach, a także być dostosowana do połączenia z jednym modelem „odzieży chłodzącej”,
− połączenie „odzieży chłodzącej” oraz wymienników ciepła (chłodnic) do klimatyzowania wnętrza kabin powinny bazować na zunifikowanym systemie połączeń z szybkozłączem,
− należy zastosować skuteczny system sterowania i kontroli wydajności chłodniczej, − stacjonarne jednostki chłodnicze powinny być zasilane napięciem 24V DC z instalacji,
elektrycznych maszyn i urządzeń stosowanych w zakładach górniczych, − zasilanie mobilnej jednostki chłodniczej (24V DC) powinno umożliwi ć ciągłość pracy urządzenia
i zapewnienie wymaganej ilości chłodu przez okres od 4 do 6 godzin; rozwiązanie zasilania elektrycznego tego urządzenia powinno przewidywać możliwość wykorzystania instalacji elektrycznych maszyn i urządzeń stosowanych w zakładach górniczych,
− jednostki chłodnicze do osobistej aplikacji przez pracowników muszą charakteryzować się prostym sposobem zasilania/pracy/ładowania,
− odporność na warunki środowiska kopalnianego, − spełnienie wymagań ergonomii, a w szczególności utrzymanie całkowitej masy mobilnej
jednostki chłodniczej, noszonej przez pracowników, do 3 kg., − wdrożenie produktu do użytkowania wraz z niezbędnymi atestami i dopuszczeniem do
stosowania w warunkach dołowych, opracowaniem instrukcji stosowania, określenie warunków serwisowych.
Warunki mikroklimatu w wyrobiskach górniczych, w których planowane jest zatrudnienie pracowników do prowadzenia robot górniczych są następujące:
− temperatura mierzona termometrem suchym 34-38°C, − wilgotność względna 60-85%
Temperatura pierwotna górotworu wynosi 44-48°C. Zaproponowane rozwiązania powinny zostać poddane badaniom w rzeczywistych warunkach
dołowych, na wybranych stanowiskach pracy. Badania w kopalniach powinny określić koszt fizjologiczny pracy w zakresie sprawności układu termoregulacyjnego oraz wydatku energetycznego pracownika w trakcie pracy wykonywanej z wykorzystaniem środków klimatyzacji osobistej.
Poniżej wymagane, ogólne zakresy pracy:
1. Opracowanie projektu technicznego kompleksowego systemu klimatyzacji osobistej dla stanowisk mobilnych i stacjonarnych spełniającego wymogi ujęte w pkt IV.
2. Wykonanie prototypu − indywidualnego (tj. dedykowanego dla jednego pracownika) mobilnego kompleksowego
systemu chłodzenia organizmu pracownika dołowego, − kompleksowego systemu chłodzenia organizmu pracownika dołowego, zatrudnionego na
stanowiskach stacjonarnych z wykorzystaniem „odzieży chłodzącej” i nawiewu schłodzonego powietrza do wnętrza kabiny (otwartej/zamkniętej) z wymiennika ciepła (chłodnicy), zlokalizowanego na pojazdach, maszynach transportowych lub innych
10
maszynach funkcyjnych lub zabudowanym przy napędach przenośników taśmowych, punktach odstawy urobku, przesypowych itp.
3. Uzyskanie wymaganych przepisami prawa górniczego dokumentów niezbędnych do przeprowadzenia testów dołowych ww. prototypów urządzeń. Przeprowadzenie testów dołowych oraz wprowadzenie ewentualnych zmian dotyczących konstrukcji i dokumentacji.
4. Przeprowadzenie wymaganych przepisami prawa górniczego badań kompleksowego systemu klimatyzacji osobistej dla stanowisk mobilnych i stacjonarnych i dostarczenie wymaganych dokumentów (opnie techniczne, Certyfikaty, dopuszczenia, instrukcje itp..) dla ich stosowania w ruchu podziemnego zakładu górniczego w warunkach LGOM.
Efektem projektu powinno być gotowe rozwiązanie, przetestowane w warunkach dołowych.
Okres realizacji projektu przyjmuje się nie dłuższy niż trzy lata. Oczekiwany poziom gotowości technologicznej – IX.
Zagadnienie konkursowe nr I/4
I. Temat zagadnienia
Opracowanie systemu łączności bezprzewodowej w podziemnych wyrobiskach ze szczególnym uwzględnieniem komunikacji i transmisji danych w obszarze frontu eksploatacyjnego w systemie filarowo-komorowym.
II. Opis zagadnienia badawczego
Zasadniczym celem wnioskowanych badań jest opracowanie i budowa kompleksowego rozwiązania w zakresie łączności bezprzewodowej w wyrobiskach górniczych z użyciem technik szerokopasmowych i modelowania komputerowego. Zakłada się, że kompleksowe rozwiązanie pozwoli na przesyłanie danych między frontem eksploatacyjnym i centrum operatorskim, które może znajdować się na powierzchni. Na odcinkach, gdzie istnieje odpowiednia infrastruktura, zakłada się wykorzystanie sieci transmisyjnej istniejącej w kopalni.
Przedmiotowe rozwiązanie powinno zapewnić interfejsy komunikacyjne zarówno do istniejącej sieci transmisyjnej, jak i do wykorzystywanych w rejonie frontów eksploatacyjnych maszyn i urządzeń.
Oferowane rozwiązanie powinno zapewnić szybką łączność bezprzewodową w możliwie dużym obszarze frontu eksploatacyjnego pod ziemią. Przykładową topologię sieci na froncie eksploatacyjnym pokazuje rys. nr 1.
Koncepcja łączności pod ziemią oparta jest na następujących założeniach:
a) budowa w wyznaczonych rejonach kopalni (fronty wydobywcze, trasy ruchu maszyn górniczych, komory mechaniczne oraz górnicze) sieci łączności bezprzewodowej zapewniającej zasięg w miejscach, gdzie utrzymanie kabli transmisyjnych jest niemożliwe,
11
Rys.1 Przykładowy schemat sieci radiowej na froncie eksploatacyjnym.
b) intensywna rozbudowa infrastruktury światłowodowej w rejonach oddziałów górniczych poprzez zastosowanie innowacyjnych rozwiązań kompozytowych kabli światłowodowych, tj. konfekcjonowane, elastyczne kable światłowodowe wyposażone w szybkozłącza, których naprawa polega na wymianie odcinka kabla z uszkodzeniem; naprawa (spawanie) uszkodzonego odcinka odbywa się w „sterylnych” warunkach warsztatowych,
c) powiązanie sieci bezprzewodowej z infrastrukturą aktywną sieci światłowodowej według rozwiązania aktualnie wdrażanego w kopalniach KGHM Polska Miedź S.A., opartego na budowie sieci z trzema warstwami: rdzeniową 10Gb/s, dystrybucyjną 1Gb/s i dostępową 100Mb/s, z redundancją połączeń, wykorzystaniem urządzeń aktywnych w wykonaniu „heavy duty”, zdalnym zarządzaniu oraz pełnym monitoringu.
Do najważniejszych zadań do realizacji w projekcie należy zaliczyć:
1. opracowanie założeń technicznych, modeli, interfejsów oraz prototypów do zapewnienia pokrycia radiowego w obszarze frontu eksploatacyjnego oraz miejsc zagrożonych,
2. rozwój zaawansowanych technik prognozowania zasięgu systemu bezprzewodowego oraz technik projektowania pokrycia radiowego,
3. opracowanie interfejsu pomiędzy istniejącą siecią transmisyjną a modułami radiowymi obsługującymi obszar frontu eksploatacyjnego,
4. opracowanie założeń, zasad działania poszczególnych elementów systemu i urządzeń w projektowanej sieci transmisji danych,
5. opracowanie konstrukcji urządzeń, stworzenie modeli, prototypów i urządzeń w obudowach pozwalających na pracę w obszarze frontu eksploatacyjnego,
12
6. opracowanie wytycznych do technologii wykonania poszczególnych elementów systemu,
7. opracowanie metodyki instalacji i utrzymania oraz napraw działającej sieci,
8. opracowanie i rozwój technik oraz procedur nadzoru i utrzymania urządzeń wchodzących w skład sieci transmisji danych,
9. stworzenie dokumentacji technicznej prototypów nowych urządzeń niezbędnych do próbnej eksploatacji sieci transmisyjnej w obszarze frontu eksploatacyjnego,
10. wykonanie prototypów nowych urządzeń niezbędnych do zastosowania projektowanej techniki transmisyjnej,
11. zaprojektowanie i budowa interfejsów do urządzeń i systemów zewnętrznych,
12. budowa instalacji pilotowej, w skali zapewniającej pokrycie frontu eksploatacyjnego o rozmiarach 400m x 100m w systemie filarowo-komorowym.
Do opracowania systemu bezprzewodowej transmisji danych w wyrobiskach górniczych zastosowane zostaną zarówno istniejące, jak i innowacyjne metody transmisji w interfejsie radiowym, metody pokrycia obszaru, np. przy użyciu radiowej transmisji wieloprzęsłowej.
Urządzenia systemu powinny posiadać budowę odporną na warunki środowiskowe oraz zewnętrzne czynniki niszczące występujące na obszarze frontu eksploatacyjnego, charakterystyczne dla wyrobisk podziemnych KGHM.
III. Uzasadnienie podjęcia badań
W chwili obecnej dominującą techniką łączności wykorzystywaną powszechnie w kopalniach KGHM jest wąskopasmowy standard MPT 1327 znany pod komercyjną nazwą DOTRA. Zasada działania systemu opiera się na wykorzystaniu kabla koncentrycznego o osłabionych właściwościach ekranujących (np. szczeliny w ekranie). Kabel ten umiejscowiony wzdłuż tunelu staje się długą anteną, która służy użytkownikom do nadawania oraz odbierania sygnałów radiowych na określonych kanałach, z szybkościami dochodzącymi do kilkunastu kilobitów na sekundę. Osłabienie własności ekranujących kabla koncentrycznego wiąże się ze stosunkowo dużym tłumieniem sygnału. Przykładowo, dla technologii opartej na falach VHF jest to tłumienie rzędu 4-5 dB/100 m, zaś dla UHF 7 - 8 dB/100 m. W związku z tym niezbędnymi elementami w systemie są wzmacniacze zainstalowane co kilkaset metrów cieknącego kabla. System taki cechuje się zasięgiem min. 30 metrów (od kabla koncentrycznego). Zasięg, ten można zwiększyć dwu, - trzykrotnie poprzez wykorzystanie specjalnych anten (stope antenna), montowanych na zakończeniach kabli, w miejscach, gdzie zwiększenie tej odległości jest konieczne bądź też istnieje wysokie prawdopodobieństwo uszkodzenia kabla. Eksploatacja takiego systemu wiąże się z dużymi nakładami inwestycyjnymi na infrastrukturę systemu (okablowanie, wzmacniacze, jednostka bazowa stacji). Dużą wadą jest również słaba elastyczność oraz mała odporność na uszkodzenia. Niemożność implementacji usług lokalizacji użytkownika oraz konieczność zachowania bezpośredniej widoczności (LOS) w celu korzystania z sieci są również ogromnym ograniczeniem.
System DOTRA, choć wystarczający w początkowych latach wdrażania, nie jest jednak w stanie sprostać rosnącym wymogom funkcjonalnym stawianym współcześnie systemom łączności w zakładach wydobywczych. Efektywny proces wydobywczy, wymagania związane z koniecznością stałego monitorowania oraz transmisji danych w trybie szerokopasmowym, potrzeba rozwiązań w zakresie lokalizowania osób i mienia oraz inne wytyczne związane z ogólnie pojętym bezpieczeństwem i higieną w miejscu pracy (np. poprzez monitoring parametrów środowiskowych na
13
froncie eksploatacyjnym), stawiają wymagania niemożliwe do sprostania przez system oparty o dotychczas stosowaną technikę promieniującego kabla.
W szczególności dotychczasowe systemy (również DOTRA) nie nadają do zastosowania w obszarze frontu eksploatacyjnego, tam gdzie zarówno transmisja danych jak również łączność głosowa jest w stanie znacząco zwiększyć bezpieczeństwo oraz poprawić organizację pracy. W chwili obecnej na rynku nie są oferowane systemy łączności spełniające wymagania frontu eksploatacyjnego, charakterystycznego dla wyrobisk podziemnych KGHM. Obserwując rozwój systemów łączności bezprzewodowej możliwe staje się opracowanie, na bazie istniejących najnowszych standardów, systemu dedykowanego do obsługi frontu eksploatacyjnego o rozmiarach 400 x 100 m budowanego w systemie filarowo-komorowym. Stworzenie takiego systemu wymaga szczegółowej analizy potrzeb i funkcjonalności systemu oraz przeprowadzenia licznych prac badawczych i eksperymentalnych w obszarze propagacji fal elektromagnetycznych w dostępnych zakresach częstotliwości, metod predykcji rozchodzenia się fali, optymalizacji i budowy zintegrowanych węzłów systemu oraz opracowania odpowiedniej platformy do przetwarzania, analizy i wizualizacji danych oraz do wieloaspektowego zarządzania systemem i jego integracji z innymi systemami pracującymi w kopalni. Niezbędnym jest również opracowanie odpowiednich interfejsów radiowych i światłowodowych realizujących konwersję sygnałów.
IV. Opis oczekiwanych efektów końcowych
W ramach prac badawczych oczekuje się:
1. wykonania przeglądu rozwiązań dostępnych na rynku oraz w ośrodkach akademickich – opracowanie „state of the art” bezprzewodowych systemów transmisji danych;
2. wykonania aplikacji komputerowej służącej do tworzenia map zasięgu pokrycia radiowego dla wybranych obszarów wyrobisk kopalnianych;
3. wykonania analizy zawierającej zalecenia i rekomendacje możliwości zastosowania bezprzewodowej sieci transmisji danych (o min. przepustowości 1 Mb/s) w rejonie frontu eksploatacyjnego dla następujących obszarów zastosowań:
a. transmisja głosu, b. transmisja obrazów z kamer przemysłowych, c. transmisja danych z systemów telemetrycznych, np. monitorowania jakości powietrza
(np. stężenia gazów, temperatury, wilgotności, ciśnienia), monitorowania stanu urządzeń, monitorowania stanu pracowników znajdujących się w obszarze frontu eksploatacyjnego itp.,
d. transmisja danych z systemów lokalizacji osób i maszyn;
4. opracowania modelowej wersji systemu łączności bezprzewodowej w celu przeprowadzenia kompleksowych testów systemu w zakresie jakości transmisji, prędkości, zasięgu oraz energochłonności urządzeń, a także wytrzymałości obudów urządzeń na oddziaływanie środowiska kopalnianego i uszkodzenia mechaniczne;
5. opracowania metod pomiaru i weryfikacji podstawowych parametrów zbudowanej instalacji pilotażowej oraz przeprowadzenie pomiarów sieci bezprzewodowej i analiza uzyskanych wyników, na podstawie których zostaną podjęte działania zmierzające do optymalizacji i usprawnienia działania całej instalacji pilotażowej;
6. budowy sieci testowej (o min. przepustowości 1 Mb/s) dla wybranego frontu eksploatacyjnego wykorzystującej transmisję światłowodową oraz sieć bezprzewodową umożliwiającą zbieranie danych z systemów bezpieczeństwa (np.: alarmowo-
14
rozgłoszeniowego, parametrów powietrza, identyfikacji załogi) oraz systemu monitoringu ruchu maszyn oraz przekazanie ewentualnych informacji do urządzeń sygnalizacyjnych (akustycznych i optycznych) zabudowanych w miejscach pracy załogi;
7. opracowania szczegółowej dokumentacji powykonawczej instalacji pilotażowej z uwzględnieniem granicznych parametrów wydajnościowych, zawierającej rekomendacje dot. procesu planowania, instalowania (montażu), optymalizacji, eksploatacji i konserwacji.
Przedmiotowy system bezprzewodowej łączności oraz wszystkie urządzenia i elementy przewidziane do realizacji projektu powinny spełniać wymagania dodatkowe zawarte w rozporządzeniu MIN. GOSP. z dn. 28.06.2002 r. w sprawie bezpieczeństwa i higieny pracy, prowadzenia ruchu oraz specjalistycznego zabezpieczenia przeciwpożarowego w podziemnych zakładach górniczych (z późniejszymi zmianami), normach oraz w innych przepisach obowiązujących w podziemnych zakładach górniczych.
Efekty uzyskane w ramach realizacji niniejszego tematu powinny odpowiadać co najmniej VII poziomowi gotowości technologicznej.
Zagadnienie konkursowe nr I/5
I. Temat zagadnienia
Opracowanie urządzenia do monitorowania, w trybie ciągłym, parametrów fizjologicznych pracowników, zatrudnionych w warunkach zagrożenia klimatycznego w zakładach górniczych KGHM Polska Miedź S.A.
II. Opis zagadnienia badawczego
Celem pracy jest wykonanie produktu do ciągłego, indywidualnego monitorowania parametrów fizjologicznych pracownika, zatrudnionego w warunkach zagrożenia klimatycznego, tj.: temperatury wewnętrznej pracownika oraz częstotliwości skurczu serca i alarmowania go sygnałem świetlnym, dźwiękowym i/lub wibracyjnym o wystąpieniu przekroczenia dopuszczalnych zakresów tych parametrów (świadczących o bezpośrednim zagrożeniu cieplnym).
Temperatura pierwotna skał, wzrastająca wraz z głębokością zalegania eksploatowanych partii złoża, stosowane maszyny i urządzenia o coraz większych mocach, powodują wzrost temperatury powietrza w wyrobiskach górniczych, stanowiących środowisko pracy zatrudnionej załogi. Zagrożenie klimatyczne jest i będzie jednym z podstawowych zagrożeń, decydującym o bezpieczeństwie górników i możliwości dalszego, bezpiecznego prowadzenia robót górniczych. Zatrudnianie pracowników w warunkach zagrożenia klimatycznego, wykonujących prace charakteryzujące się dużym lub średnim wydatkiem energetycznym, może przyczynić się do zakłócenia funkcjonowania organizmu, objawiającego się wzrostem temperatury wewnętrznej oraz częstotliwości skurczu serca. W związku z powyższym dla poprawy bezpieczeństwa pracy należy wykonać produkt do ciągłego, indywidualnego monitorowania parametrów fizjologicznych pracownika (zatrudnionego w warunkach zagrożenia klimatycznego), tj.: temperatury wewnętrznej pracownika oraz częstotliwości skurczu serca i alarmowania jego o wystąpieniu przekroczenia dopuszczalnych zakresów tych parametrów
15
(świadczących o bezpośrednim zagrożeniu cieplnym) sygnałem świetlnym dźwiękowym i/lub wibracyjnym. Na podstawie dostępnych na świecie rozwiązań technicznych, w zakresie metodyki pomiaru parametrów fizjologicznych człowieka, należy wykonać niezbędną ilość urządzeń prototypowych dla przeprowadzenia procesu badawczego i przetestowania ich w warunkach dołowych, przez pracowników zatrudnionych w zagrożeniu klimatycznym, dla osiągnięcia zakładanego celu.
III. Uzasadnienie potrzeby podjęcia badań
Przeciążenie organizmu pracowników zatrudnionych w warunkach zagrożenia klimatycznego, wywołane ciepłem, ujemnie wpływa na sprawność fizyczną i koordynację ruchową a w skrajnych przypadkach może doprowadzić do udaru cieplnego. Ciągłe monitorowanie parametrów fizjologicznych pracowników zatrudnionych w warunkach zagrożenia klimatycznego przyczyni się do poprawy ich bezpieczeństwa pracy.
IV. Opis oczekiwanych efektów końcowych
Wykonanie produktu spełniającego założony cel z uwzględnieniem:
− niezbędnej odporności na trudne warunki otoczenia, tj.: wilgotność, zapylenie, temperaturę, − niezbędnej odporności na zakłócenia elektryczne i uszkodzenia mechaniczne, − doboru wymiarów i sposobu użytkowania nie ograniczającego aktywności ruchowej
pracownika, spełniające wymagania higieniczne, − wymaganej dokładności, z punktu widzenia medycznego, monitorowanych ww. parametrów
oraz gwarantowaną niezawodność funkcjonalną, − monitorowania ww. parametrów w sposób ciągły i w czasie rzeczywistym, − jednoczesnego wykonywania pomiaru temperatury wewnętrznej pracownika oraz
częstotliwości skurczu serca, − alarmowania pracownika o wystąpieniu przekroczenia dopuszczalnych zakresów ww.
parametrów (świadczących o bezpośrednim zagrożeniu cieplnym) sygnałem świetlnym, dźwiękowym i/lub wibracyjnym,
− minimum kwartalnej pracy bez konieczności wymiany źródła zasilania, − możliwości zastosowania modułu ciągłej rejestracji danych pomiarowych.
Produkt, po przetestowaniu w zakładach górniczych przez pracowników zatrudnionych
w warunkach występowania zagrożenia klimatycznego pozwoli na ciągłe, indywidualne monitorowanie parametrów fizjologicznych pracownika, tj.: temperatury wewnętrznej pracownika oraz częstotliwości skurczu serca i alarmowanie ich o wystąpieniu przekroczenia dopuszczalnych zakresów tych parametrów (świadczących o bezpośrednim zagrożeniu cieplnym) sygnałem świetlnym dźwiękowym i/lub wibracyjnym.
Produkt winien posiadać niezbędną dokumentację do jego stosowania w zakładach górniczych (tj. dokumentację techniczną, instrukcje stosowania i inne wymagania określone przepisami prawa zezwalającymi na ich zastosowanie w podziemnych zakładach górniczych).
Badania przeprowadzane w ramach realizacji niniejszego zagadnienia powinny odpowiadać IX poziomowi gotowości technologicznej.
16
Zagadnienie konkursowe nr I/6
I. Temat zagadnienia
Zaprojektowanie i wykonanie maszyny do utrzymywania nawierzchni wyrobisk górniczych w kopalniach KGHM Polska Miedź S.A.
II. Opis zagadnienia badawczego
Maszyna powinna posiadać własny napęd jazdy oraz napęd organu roboczego. Powinna mieć zdolność do poruszania się w podziemnych wyrobiskach kopalń KGHM Polska Miedź S.A. o przekroju odwróconego trapezu o szerokości pod stropem do około 7m i na poziomie spągu około 5 m oraz na skrzyżowaniach tych wyrobisk. Minimalna szerokość wyrobiska niskiego przy spągu może wynosić 4,5m. Nachylenie wzdłużne wyrobisk: do 15 stopni, poprzeczne do 8 stopni. Wysokość maszyny nie powinna przekraczać 1,8 m. Maszyna przeznaczona będzie do przybierania, równania nawierzchni dróg - spągu wyrobisk górniczych. Powinna posiadać zdolność do urabiania skał spągowych o wytrzymałości na ściskanie do 120 MPa. Układ kinematyczny sterowania organem roboczym powinien pozwalać na wykonanie kanałów ściekowych po obu stronach wyrobiska. Maszyna powinna posiadać system zwalczania zapylenia oraz możliwość zgarniania nadmiaru powstałego urobku.
III. Uzasadnienie potrzeby podjęcia badań
Dla funkcjonowania podziemnych zakładów górniczych KGHM Polska Miedź S.A. niezbędne jest bieżące utrzymywanie dziesiątek kilometrów podziemnych dróg w wyrobiskach górniczych. Odpowiednio utrzymane nawierzchnie umożliwiają szybszy przewóz ludzi, transport materiałów oraz jazdę maszyn górniczych, co przekłada się na lepsze wykorzystanie czasu pracy. Oprócz równej nawierzchni istotne jest również zapewnienie odpowiedniej wysokości wyrobisk, ze względu na ruch maszyn górniczych. Nawierzchnie tych wyrobisk wykonane są na podłożu skały rodzimej, zazwyczaj piaskowca, podsypanego luźnym, rozdrobnionym materiałem skalnym dolomityczno-piaskowcowym dostępnym pod ziemią. Zbliżone są one do dróg gruntowych, jakie występują na powierzchni ziemi. Maszyny górnicze na podwoziach oponowych o masach od kilkunastu do 50 ton poruszające się na tego typu nawierzchniach niszczą je co powoduje konieczność wykonywania prac związanych z utrzymywaniem dróg w odpowiednim stanie. W niektórych odcinkach wyrobisk, z uwagi na ich zaciskanie, w wyniku oddziaływania ciśnienia górotworu, konieczne jest przybieranie (urobienie) skał spągowych, przeważnie piaskowcowych dla wyrównania powierzchni tych dróg. Zawodniona nawierzchnia jest bardziej podatna na rozjeżdżanie ciężkimi maszynami górniczymi. Dlatego w wyrobiskach zawodnionych konieczne jest również wykonywanie kanałów ściekowych dla ujęcia i odprowadzania wody. W latach ubiegłych podejmowano próby wykonania utwardzonych (beton) nawierzchni tych dróg, jednak znaczne obciążenia oraz deformacje górnicze powodowały ich niszczenie w krótkim czasie. Przebudowa i naprawa takich dróg była skomplikowana, długotrwała i kosztowana co wykluczyło ten sposób ich wykonania i utrzymywania. W wyrobiskach prowadzone są również instalacje dostarczające media potrzebne do funkcjonowania
kopalni, co jest dodatkowym czynnikiem utrudniającym ich utrzymanie.
IV. Opis oczekiwanych efektów końcowych
Przy realizacji zadania należy uwzględnić następujące czynniki: − maszyna powinna posiadać własny napęd jazdy oraz roboczy,

17
− wysokość maszyny nie może przekraczać 1.8 m, − maszyna powinna posiadać zdolność do urabiania skał spągowych o wytrzymałości na
ściskanie do 120 MPa, − maszyna musi spełniać wszystkie wymogi prawne do stosowania w podziemnych zakładach
górniczych, − możliwość ciągłej pracy maszyny przez dwie zmiany robocze przy pochyleniach wzdłużnych
do 15 stopni, porzecznych do 8 stopni. Poniżej wymagane, ogólne zakresy pracy:
1. Opracowanie projektu technicznego maszyny i przedstawienie do akceptacji Zamawiającego, wprowadzenie ewentualnych zmian.
2. Wykonanie prototypu maszyny oraz dostarczenie wstępnej wersji dokumentacji techniczno-ruchowej prototypu.
3. Testy akceptacyjne prototypu maszyny i urządzenia na powierzchni w siedzibie Wykonawcy.
Wprowadzenie ewentualnych zmian dotyczących konstrukcji i dokumentacji. 1. Przeprowadzenie wymaganych przepisami prawa badań maszyny. 2. Wstępny odbiór techniczny u Wykonawcy, potwierdzony protokołem. 3. Dostawa maszyny do wskazanej kopalni. 4. Dostarczenie dokumentacji dopuszczeniowej i wymaganych instrukcji do jej stosowania
w ruchu podziemnego zakładu górniczego 5. Próby funkcjonalne prototypu maszyny w wyrobiskach kopalni. Weryfikacja rozwiązań
technicznych maszyny ewentualna aktualizacja dokumentacji technicznej. 6. Odbiór końcowy prototypu.
Efektem projektu powinno być gotowe rozwiązanie, przetestowane w warunkach dołowych.
Oczekiwany poziom gotowości technologicznej – IX.
Zagadnienie konkursowe nr I/7
I. Temat zagadnienia
Opracowanie nowych technologii do oceny stanu technicznego górniczych wyciągów szybowych i elementów technicznych w szybach.
II. Opis zagadnienia badawczego
W § 458 ust. 2 Rozporządzenia Ministra Gospodarki z dnia 28 czerwca 2002 r w sprawie bezpieczeństwa i higieny pracy, prowadzenia ruchu oraz specjalistycznego zabezpieczenia pożarowego w podziemnych zakładach górniczych, zobowiązano kierownika ruchu zakładu do zapewnienia kontroli górniczych wyciągów szybowych określonych w załączniku nr 4 do rozporządzenia. Codzienne i okresowe kontrole wykonują osobiście z wykorzystaniem metod organoleptycznych pracownicy brygad szybowych tzw. rewidenci posiadający specjalne uprawnienia. Ww. pracownicy w czasie wykonywania kontroli muszą przebywać w warunkach niebezpiecznych – w świetle rury szybowej o głębokości przekraczającej często ponad 1000 m . W przeszłości w szybach KGHM Polska Miedź S.A. zdarzały się wypadki, którym ulegali rewidenci szybowi
18
(wykonujący czynności kontrolno-naprawcze), polegające na utracie zdrowia, a nawet życia. Stosowane metody organoleptyczne przy codziennych i okresowych kontrolach elementów górniczych wyciągów szybowych nie pozwalają nawet na częściowe usunięcie rewidentów szybowych z miejsc szczególnie niebezpiecznych, do których należą: rura szybowa, rząpie szybu, trzon wieży i wieża szybowa. Prawidłowość wykonywanych codziennych i okresowych kontroli przez rewidentów z zastosowaniem metod organoleptycznych zależy od rzetelności danego rewidenta oraz od jego predyspozycji fizycznych i psychicznych w danym czasie. W przeszłości w szybach KGHM Polska Miedź S.A. zdarzały się sytuacje, w których po nie dokładnie wykonanej kontroli codziennej dochodziło do bardzo poważnych w skutkach awarii zagrażających zarówno bezpieczeństwu załogi oraz urządzeń. Przykładem tutaj może być awaria, przed laty, w górniczym wyciągu szybowym skipowym zabudowanym w przedziale północnym szybu R-II O/ ZG RUDNA. Zdarzenie to polegało na wypadnięciu jednego z naczyń skipowych z prowadzenia i zderzeniu się z drugim naczyniem skipowym. Awaria ta spowodowała postój całego szybu na około 2 tygodnie, a górniczego wyciągu szybowego, który uległ awarii na około 5 tygodni. Do opisanej sytuacji doszło po wcześniej przeprowadzonej nierzetelnej kontroli zbrojenia szybowego przez rewidentów. Poluzowane prowadniki w jednym z ciągów prowadniczych niezauważone przez rewidentów doprowadziły do wypadnięcia naczynia skipowego z prowadzenia. Podsumowując należy zaznaczyć, że obecne metody organoleptyczne stosowane przy codziennych i okresowych kontrolach górniczych wyciągów szybowych nie pozwalają w 100 % dokładnie ocenić stan techniczny urządzeń oraz stwarzają niebezpieczeństwo dla rewidentów poprzez przebywanie ich w warunkach szczególnie niebezpiecznych.
Czynności wykonywane w ramach codziennych i okresowych kontrolach wszystkich elementów i podzespołów górniczego wyciągu szybowego należą do czynności niebezpiecznych. Do najbardziej niebezpiecznych i czasochłonnych należą codzienne i okresowe kontrole: lin nośnych, prowadzenia sztywnego naczyń i zbrojenia szybu, rząpia szybu, nawrotu lin wyrównawczych, wyposażenia pomocniczego szybu, urządzeń hamujących na wolnych drogach przejazdu.
Wprowadzenie do codziennych i okresowych kontroli ww. elementów górniczych wyciągów szybowych i szybów nowych technologii takich jak np. kamery o wysokiej rozdzielczości, skanery, aparaty do dokładnego i szybkiego pomiaru odległości oraz odpowiednich programów komputerowych powinno: ograniczyć przebywanie rewidentów w warunkach szczególnie niebezpiecznych, pozwolić na bardziej rzetelne dokonywanie oceny stanu technicznego urządzeń, doprowadzić do skrócenia czasu potrzebnego na przeprowadzenie kontroli, a tym samym wydłużenie czasu przeznaczonego na wydobycie.
III. Uzasadnienie potrzeby podjęcia badań
Główne cele wprowadzenia nowych technologii do oceny stanu technicznego górniczych wyciągów szybowych i szybów:
− podniesienie bezpieczeństwa brygad szybowych wykonujących codzienne rewizje górniczych wyciągów szybowych,
− podniesienie sprawności ruchowej górniczych wyciągów szybowych, poprzez wyeliminowanie metod organoleptycznych i wprowadzenie nowatorskich metod technicznych do kontroli elementów górniczych wyciągów szybowych,
− podniesienie pewności eksploatacji prowadzenia naczyń wyciągowych i zbrojenia szybów poprzez wyeliminowanie metod organoleptycznych i wprowadzenie nowatorskich metod technicznych do kontroli prowadzenia naczyń wyciągowych i zbrojenia szybów,
19
− podniesienie pewności eksploatacji szybów i wyposażenia pomocniczego szybów poprzez wyeliminowanie metod organoleptycznych i wprowadzenie nowatorskich metod technicznych do kontroli szybów i wyposażenia pomocniczego szybów,
− skrócenie czasu kontroli górniczych wyciągów szybowych, − wydłużenie czasu przeznaczonego na wydobycie urobku dla górniczych wyciągów szybowych
skipowych, − wydłużenie czasu przeznaczonego na jazdę ludzi i transport materiałów dla górniczych
wyciągów szybowych klatkowych.
IV. Opis oczekiwanych efektów końcowych
Efektami końcowymi po zrealizowaniu zadania będą: − podniesienie bezpieczeństwa załóg szybowych wykonujących codzienne rewizje górniczych
wyciągów szybowych, poprzez odsunięcie ich z miejsc szczególnie niebezpiecznych do wykonywania czynności kontrolnych (w świetle szybu),
− zwiększenie sprawności ruchowej górniczych wyciągów szybowych, − optymalne wykorzystanie czasu pracy górniczych wyciągów poprzez skrócenie czynności
rewizyjnych, − zwiększenie zdolności wydobywczych górniczych wyciągów szybowych skipowych, − kompleksowe przeprowadzenie czynności kontrolnych, co oznacza , że decyzja
o dopuszczeniu do eksploatacji urządzenia wyciągowego, zostanie podjęta po spełnieniu wszystkich wymagań określonych przez odpowiednie przepisy, na podstawie dokumentacji jednocześnie przeprowadzonych wszystkich kontroli,
− dokumentowanie przeprowadzonych kontroli górniczych wyciągów szybowych poprzez zapis obrazu, wielkości fizycznych itd. przy pomocy technik informatycznych,
− przesunięcie osób wykonujących czynności kontrolne do innych zajęć związanych z eksploatacją górniczych wyciągów szybowych.
Najważniejsze zadania do realizacji w projekcie to:
1. Analiza obecnie obowiązujących metod organoleptycznych stosowanych przy wykonywaniu codziennych i okresowych kontroli opisanych w instrukcjach kontroli wybranego górniczego wyciągu skipowego oraz szybu (w wybranym Zakładzie Górniczym KGHM Polska Miedź S.A.).
2. Przedstawienie wniosków z dokonanej analizy oraz zaproponowanie, w których elementach lub zespołach górniczego wyciągu szybowego oraz szybu można będzie do codziennych i okresowych kontroli wprowadzić nowe technologie poprawiające stan dotychczasowy.
3. Opracowanie projektów koncepcyjnych z zastosowaniem nowych technologii w przeprowadzanych codziennych i okresowych kontrolach górniczego wyciągu szybowego dla tych elementów i zespołów wyciągu oraz elementów technicznych zamontowanych w szybie, w których takie zmiany będą możliwe do wprowadzenia.
4. Dokonanie stosownych uzgodnień z instytucjami górniczymi dotyczącymi warunków zastosowania nowych technologii przy przeprowadzaniu codziennych i okresowych kontroli górniczego wyciągu szybowego oraz elementów technicznych w szybie.
5. Opracowanie Projektów Technicznych urządzeń z zastosowaniem nowych technologii wspomagających rewidentów wykonujących codzienne i okresowe kontrole górniczego wyciągu szybowego skipowego oraz elementów technicznych w szybie.
20
6. Wykonanie urządzeń wg. opracowanych Projektów Technicznych. 7. Opracowanie instrukcji przeprowadzania codziennych i okresowych kontroli dla tych
elementów górniczego wyciągu szybowego skipowego oraz elementów technicznych w szybie, dla których zastosowano nowe technologie kontrolne.
8. Wdrożenie codziennych i okresowych kontroli w wybranym górniczym wyciągu szybowym skipowym oraz szybie w oparciu o ww. instrukcje.
Po założonym okresie eksploatacji dokonanie analizy przydatności wykonanego zadania
i podjęcia decyzji o ewentualnym rozszerzeniu wdrożenia na pozostałe górnicze wyciągi szybowe skipowe zabudowane w szybach KGHM Polska Miedź S.A.
Badania przeprowadzone w ramach realizacji niniejszego zagadnienia powinny odpowiadać co najmniej VIII poziomowi gotowości technologicznej.
Zagadnienie konkursowe nr I/8
I. Temat zagadnienia
Wykorzystanie technologii skanowania laserowego 3D do lokalizacji samojezdnej maszyny górniczej w wyrobiskach podziemnych.
II. Opis zagadnienia badawczego
KGHM Polska Miedź S.A. realizuje projekt „Inteligentnej Kopalni”, której głównym założeniem jest pełna automatyzacja procesu wydobycia. Przesłankami przemawiającymi za realizacją tego projektu jest dążenie do zmniejszenia ryzyka narażenia pracowników na niebezpieczeństwo, w sytuacji pogarszających się warunków środowiskowych przy eksploatacji głębokich złóż sięgających poniżej 1200m, a także optymalizacja kosztów wydobycia. Jedną z dróg do osiągnięcia tych celów jest automatyzacja i robotyzacja operacji wykonywanych w podziemnych wyrobiskach kopalnianych przez samojezdne maszyny górnicze (SMG). Ponadto celem dodatkowym jest wprowadzenie zintegrowanego zarządzania eksploatacją złoża, uwzględniając warunki naturalne występujące w rejonie LGOM oraz dotarcie do złóż, które obecnie są poza zasięgiem, uwzględniając aktualny stan technologii.
Wykorzystanie technologii skanowania laserowego 3D do tworzenia trójwymiarowych map oraz lokalizacji urządzeń górniczych w wyrobiskach kopalnianych i w konsekwencji stworzenie prototypu autonomicznego systemu sterowania urządzeniami górniczymi pozwoli na automatyzację procesu eksploatacji złoża. Aktualnie sterowanie SMG w oddziale wydobywczym oraz realizowanie operacji technologicznych jest wykonywane ręcznie przez operatorów tych maszyn. Dotychczas nie opracowano systemu tworzenia trójwymiarowych map oraz wykorzystywania ich do lokalizacji urządzeń w podziemnych wyrobiskach górniczych. Rozpoznane i dotychczas testowane w KGHM Polska Miedź S.A. systemy lokalizacji SMG w wyrobiskach podziemnych opierają się na wykorzystaniu technologii RFID (Radio-frequency identification). Systemy te zawsze wymagają zabudowy odpowiedniej infrastruktury pod ziemią (urządzenia zasilające, transmisyjne, sensory) co jest kosztowne zarówno w procesie inwestycyjnym, jak i w trakcie utrzymania. Oparcie lokalizacji SMG na technologii skanowania laserowego 3D będzie pozbawione tego wymogu i tym samym może istotnie przyczynić się do obniżki kosztów wydobycia.
21
Podstawą do realizacji niniejszego projektu stały się przesłanki opisane powyżej oraz oczekiwania zgłaszane przez Zakłady Górnicze KGHM Polska Miedź S.A. związane z realizacją omawianego zagadnienia.
Podstawowymi przyszłymi użytkownikami systemu tworzenia trójwymiarowych map oraz lokalizacji urządzeń w podziemnych wyrobiskach górniczych byłyby w szczególności Oddziały:
• Zakłady Górnicze ”Rudna”, • Zakłady Górnicze ”Polkowice - Sieroszowice”,
• Zakłady Górnicze ”Lubin”.
Możliwe wydaje się także wykorzystanie opracowanej technologii w innych podziemnych zakładach górniczych, wykorzystujących SMG w procesie wydobycia.
III. Uzasadnienie potrzeby podjęcia badań
Główne cele opracowania systemu tworzenia trójwymiarowych map oraz lokalizacji urządzeń w wyrobiskach kopalnianych:
• Umożliwienie dalszych prac mających na celu zautomatyzowanie samojezdnych maszyn górniczych i ich autonomiczne funkcjonowanie;
• Realizacja systemu tworzenia trójwymiarowych map oraz lokalizacji urządzeń w podziemnych wyrobiskach górniczych.
Aktualnie w KGHM Polska Miedź S.A. pracuje około 1200 samojezdnych maszyn górniczych, a stosowana technologia bazuje na wypracowanych przez przeszło pół wieku rozwiązaniach własnych oraz światowych osiągnięciach technicznych, wykorzystując zaawansowane technicznie aspekty produkcji górniczej takie, jak urabianie, transport oraz utrzymanie stateczności wyrobisk. Na wymienionych etapach realizuje się następujące procesy:
• Urabianie rudy – wiercenie otworów strzałowych, zakładanie materiałów strzałowych, odpalanie otworów;
• Wykonywanie obudowy – wiercenie otworów kotwowych, montaż kotew, wykonywanie obrywki;
• Odstawa urobku – transport rudy wozami odstawczymi.
Do wszystkich wymienionych powyżej procesów są wykorzystywane samojezdne maszyny górnicze.
Realizacja projektu mającego na celu wykorzystanie technologii skanowania laserowego stanowi krok do automatyzacji i autonomiczności funkcjonowania SMG. Pośrednim etapem na tej drodze jest zdalne sterowanie maszynami, gdzie informacja o jej lokalizacji jest jedną z kluczowych jeżeli chodzi o efektywność tego procesu. Osiągnięcie tego celu podniesie poziom bezpieczeństwa osób pracujących w kopalni poprzez przeniesienie operatora do miejsc bardziej ergonomicznych, klimatyzowanych i zapewniających znacznie większy poziom bezpieczeństwa. Umożliwi to także dotarcie do złóż, które przy aktualnym stanie techniki są trudne do eksploatacji.
IV. Opis oczekiwanych efektów końcowych
Efektem końcowym z realizowanego projektu będzie system tworzenia trójwymiarowych map dla potrzeb lokalizacji SMG w podziemnych wyrobiskach górniczych. W konsekwencji umożliwi to prowadzenie prac mających na celu opracowanie autonomicznych samojezdnych maszyn górniczych
22
(ASMG). ASMG umożliwi ą bezpieczniejsze eksploatowania rud miedzi, szczególnie tych położonych poniżej 1200m, zalegające w trudnych warunkach górniczo-geologicznych, automatyzację operacji jednostkowych oraz zmniejszenie kosztów wydobycia.
Do najważniejszych zadań do realizacji w projekcie można zaliczyć:
1. Opracowanie procedur oraz algorytmów skanowania w celu utworzenia mapy 3D wyrobiska i oddziału wydobywczego dla potrzeb lokalizacji SMG.
2. Eksperymentalną weryfikację opracowanych procedur w warunkach laboratoryjnych. 3. Analizę możliwości współpracy skanera z ładowarką oraz opracowanie algorytmów
lokalizacji ładowarki. 4. Analizę możliwości zastosowania tworzonych map 3D do zdalnego autonomicznego
sterowania pojazdem w oddziale wydobywczym oraz realizowania operacji technologicznych. 5. Dostosowanie procedur używania autonomicznych urządzeń w warunkach górniczych. 6. Analizę możliwości zaimplementowania systemu na pozostałe SMG jak np. wozy
transportowe, wiertnice, kotwiarki itd. 7. Analizę możliwości zintegrowania opracowanego systemu z różnymi podsystemami
informatycznymi funkcjonującymi w kopalni.
Badania przeprowadzone w ramach realizacji niniejszego projektu powinny odpowiadać co najmniej VII poziomowi gotowości technologicznej.
Zagadnienie konkursowe nr I/9
I. Temat zagadnienia
Opracowanie innowacyjnej metody ciągłej oceny stanu zagrożenia wyrzutami gazów i skał oraz predykcji takich zjawisk w zagrożonych rejonach podziemnych kopalń rud miedzi.
II. Opis zagadnienia badawczego
W ostatnich latach, w związku ze schodzeniem z eksploatacją rud miedzi na coraz większe głębokości (ponad 1200 m), a także z powodu przesuwania się pól eksploatacyjnych w kierunku północnym w rejon sąsiadujących w niewielkich odległościach złóż gazu ziemnego, w kopalniach KGHM Polska Miedź S.A. pojawiło się nowe w warunkach LGOM, jedno z najbardziej niebezpiecznych zagrożeń naturalnych występujących w kopalniach podziemnych – zagrożenie wyrzutami gazów i skał.
W złożu rud miedzi KGHM Polska Miedź S.A., w roku 2009 miał miejsce wyrzut gazów i skał (gazem wyrzutowym była mieszanka azotu z nieznaczną ilością metanu i innych gazów), w którym objętość mas powyrzutowych oszacowano na około 1200 m3. Po zaistniałym zdarzeniu, w KGHM Polska Miedź S.A. podjęto szereg działań w celu umożliwienia dalszego prowadzenia robót górniczych w zagrożonym rejonie, polegających m.in. na prowadzeniu szerokiego zakresu badań oraz pomiarów dla oceny i zwalczania przewidywanego zagrożenia.
Kolejnym sygnałem o narastaniu zagrożenia było zdarzenie z sierpnia 2015 r. Wystąpiło wtedy zjawisko o nieustalonym charakterze, ponieważ przy zatrzymanej wentylacji w wyrobisku, stwierdzono występowanie siarkowodoru o stężeniu 0,7 ppm i tlenku węgla - 3 ppm. Na podstawie oględzin miejsca zdarzenia oraz dokonanej oceny skutków zjawiska, nie można było jednoznacznie
23
stwierdzić, jaki był jego charakter - czy było to zjawisko gazogeodynamiczne - wyrzut gazów i skał, czy też zawał skał stropowych, wskutek zdjęcia robotami strzałowymi podparcia stropu bezpośredniego i wysypania się zalegających wyżej, zdezintegrowanych skał dolomitycznych do wyrobiska.
Czynnikiem znacznie zwiększającym ryzyko wystąpienia wyrzutów gazów i skał - zwłaszcza w kopalniach LGOM - jest fakt, że zagrożenie takie może, potencjalnie, występować w rejonach, gdzie obserwuje się zwiększoną obecność struktur gazonośnych - w kopalniach rud miedzi są to przedpola złóż gazu ziemnego. Przesuwanie się eksploatacji złóż rud miedzi w kierunku tych właśnie struktur geologicznych powoduje, że skala występowania zagrożenia wyrzutami gazów i skał w kopalniach rud miedzi może się znacząco powiększać.
III. Uzasadnienie potrzeby podjęcia badań
Do tej pory zjawiska wyrzutów gazów i skał nie były przyczyną wypadków wśród załóg górniczych, a KGHM Polska Miedź S.A. prowadzi szeroki zakres prac mających na celu zarówno ocenę skali zagrożenia wyrzutowego, jak też działań profilaktycznych. Zagrożenie zjawiskami gazogeodynamicznymi (wyrzutami gazów i skał) jest, oprócz zagrożenia tąpaniami, jednym z dwóch najtrudniejszych zjawisk do oceny i zwalczania. O ile jednak w przypadku zagrożenia tąpaniami można - z dużym wyprzedzeniem - określić rejon zagrożenia oraz prognozować prawdopodobną energię wstrząsów mogących doprowadzić w nim do tąpnięcia, to w przypadku zagrożenia gazogeodynamicznego praktycznie można określić tylko rejon zagrożenia. Lecz - jak dotąd - nie ma możliwości określenia skali, ani czasu wyrzutu, co w praktyce (poza ewentualnymi zdarzeniami wypadkowym) może wyeliminować z eksploatacji znaczącą część złoża rud miedzi, a tym samym spowodować wielkie straty gospodarcze i negatywne skutki społeczne.
IV. Opis oczekiwanych efektów końcowych
Problem prawidłowej oceny zagrożenia wyrzutami gazów i skał oraz ewentualnej predykcji tego typu zjawisk ma kluczowe znaczenie dla możliwości rozwoju eksploatacji w nowo rozcinanych, głębokich częściach złoża rud miedzi. Realizacja niniejszego zadania powinna umożliwi ć bezpieczne i efektywne prowadzenie (szczególnie) robót górniczych przygotowawczych, które - jako mniej naruszające stan równowagi geomechanicznej górotworu - są bardziej narażone na wystąpienie, podczas ich wykonywania, zjawisk wyrzutów gazów i skał.
Do najważniejszych zadań w trakcie realizacji projektu należy zaliczyć:
− analizę uwarunkowań wystąpienia wyrzutu gazów i skał;
− analizę mechanizmów tworzenia się, retencji i emisji gazów;
− wyznaczenie korelacji zjawisk poprzedzających wyrzuty gazów i skał oraz opracowanie kryteriów oceny zagrożenia;
− opracowanie modelu i prototypu urządzeń pomiarowych i rejestracyjnych do oceny zagrożenia wyrzutowego;
− opracowanie wstępnej metody oceny zagrożenia wyrzutami gazów i skał oraz przeprowadzenie badań funkcjonalnych i metrologicznych w warunkach laboratoryjnych symulujących zagrożenie wyrzutowe;
− przeprowadzenie, w podziemnych wyrobiskach górniczych, w warunkach symulowanego zagrożenia wyrzutowego, badań sprawdzających i kalibracyjnych, weryfikujących metodę oceny zagrożenia wyrzutami gazów i skał.

24
Efektem końcowym projektu powinno być opracowanie ostatecznej wersji metody oceny zagrożenia wyrzutami gazów i skał, uwzględniającej wyniki badań w warunkach symulowanego zagrożenia wyrzutowego w warunkach dołowych oraz stworzenie systemu ostrzegania załóg górniczych przed możliwością zaistnienia takich zjawisk.
Efekty uzyskane w ramach realizacji niniejszego tematu powinny odpowiadać IX poziomowi
gotowości technologicznej.
Zagadnienie konkursowe nr I/10
I. Temat zagadnienia
Opracowanie zdalnej, laserowej techniki analiz składu pierwiastkowego kopalin, półproduktów i produktów głównego ciągu technologicznego KGHM Polska Miedź S.A.
II. Opis zagadnienia badawczego
Celem zagadnienia badawczego jest opracowanie, innowacyjnej – w stosunku do istniejących, zdalnej, wykorzystującej promieniowanie laserowe, analizy składu pierwiastkowego kopalin i ich pochodnych na dowolnym etapie procesu przetwórczego w KGHM Polska Miedź S.A. Opracowany system powinien pozwalać na przeprowadzanie pomiarów in situ (na linii produkcyjnej).
Rys.1. Poglądowy Schemat systemu zdalnej analizy składu chemicznego materiałów nieorganicznych.
Przyjęta metoda pomiarowa powinna umożliwiać zarówno wstępną klasyfikację materiałów
(łupki miedzionośne, piaskowce, dolomity i inne), jak i określenie procentowego składu pierwiastkowego dla wybranych elementów. Należy uwzględnić konieczność przeprowadzania pomiarów dla obiektów znajdujących się w różnej odległości od systemu pomiarowego oraz o różnej geometrii (topografii powierzchniowej).
Pod uwagę należy wziąć problem niejednorodności analizowanych materiałów oraz zanieczyszczeń znajdujących się na ich powierzchni, które to nie powinny mieć znaczącego wpływu na wynik analizy. System powinien umożliwiać przeprowadzanie analiz w trybie manualnym oraz automatycznym, eliminującym konieczność nadzoru operatorskiego, w tym, w szczególności konieczności preparowania próbek do badań.
Istotnym jest, aby opracowywana metoda pozwalała zarówno na analizę jakościową, jak i ilościową. Wymaga się więc rozwiązania problemu kalibracji systemu oraz zapewnienia rzetelnej powtarzalności. Konieczne jest rozpoznanie możliwości analitycznych spektrometrii laserowej w tym
25
granic oznaczalności i dokładności pomiaru. System ma również archiwizować dane pomiarowe tak, aby w późniejszym etapie możliwe było uszczegółowienie analizy o dodatkowe czynniki, bądź powtórną weryfikację składu chemicznego dla pierwiastków podstawowych. Wymagane jest wykonanie urządzenia w skali laboratoryjnej, które pozwoli na dalsze badania i rozwój metody oraz prototypu użytkowego, umożliwiającego weryfikację przyjętych założeń w terenie. Prototyp powinien charakteryzować się zwartą budową umożliwiającą łatwy transport urządzenia do miejsca docelowego przeznaczenia. Cel naukowy: opracowanie powtarzalnych metod kalibracji fotoemisyjnych systemów analiz chemicznych wykorzystujących wymuszenie laserowe, Cel praktyczny: implementacja natychmiastowych (w ciągu ułamka sekundy), bezdotykowych oraz zdalnych technik analiz składu pierwiastkowego na linii wydobycia i uszlachetniania kopalin. Założona jest zdolność do pełnego pomiaru w zakresie odległości od 0 do 3m pomiędzy urządzeniem testującym a mierzoną próbką.
III. Uzasadnienie potrzeby podjęcia badań
Klasyczne techniki pomiarowe wykorzystywane do analiz składu chemicznego materiałów wymagają preparowania próbek. Badania te przeprowadza się zwykle w warunkach laboratoryjnych, a wynik uzyskiwany jest po pewnym (zależnym od przyjętej metody) czasie. Takie rozwiązanie nie pozwala na bieżącą, w trakcie wydobycia, analizę jakości kopalin. Brak możliwości wykonywania pomiarów wprost na linii produkcyjnej ogranicza również kontrolę i optymalizację procesów wzbogacania koncentratów miedzi. Istnieje potrzeba opracowania techniki pomiarowej pozwalającej natychmiastowo oceniać skład chemiczny przetwarzanych surowców. Informacja ta jest niezbędna zarówno do optymalizacji procesów wydobycia (selekcji urobku, dokumentacji złóż, kierowania eksploatacją), jak i wzbogacania koncentratów miedzi na poszczególnych etapach produkcji w KGHM Polska Miedź S.A.
Stały postęp w zakresie automatyzacji i informatyzacji procesów produkcyjnych wymusza podejmowanie badań i rozwój w obszarach pozyskiwania danych jakościowych tych procesów. Tylko szybkie (osiągane w czasie rzeczywistym) przetwarzanie danych dotyczące parametrów produkcyjnych takich jak stężenia pierwiastków użytkowych bądź zanieczyszczeń w strumieniach surowców produktów i wyrobów gotowych pozwala na zbudowanie logicznego systemu kontroli jakości produkcji. Zdecydowanie budowanie takich systemów w warunkach ciągu technologicznego KGHM Polska Miedź SA jest szczególnie trudne. Można wymienić wiele przyczyn tego stanu rzeczy, do najważniejszych należą:
− rozległość terytorialna prowadzonego procesu produkcyjnego (znacząca ilość punktów eksploatacji w kopalniach oraz zmienność ich lokalizacji wynikająca z postępu frontu robót górniczych);
− bardzo trudne warunki eksploatacyjne, mające szczególnie duży wpływ na stosowane urządzenia, maszyny a w tym aparaturę kontrolno pomiarową (procesy górnicze i hutnicze);
− wielopostaciowe występowanie badanych materiałów – próbki stałe (geologiczne, metaliczna), kamienno- pyliste (urobek, produkty kruszenia i mielenia, zawiesiny i roztwory);
− duża bezwładność obecnie stosowanego systemu zarządzania jakością produkcji wynikająca głównie z czasu uzyskiwania wyników jakościowych poszczególnych strumieni produkcyjnych.
Wszystkie zdiagnozowane powyżej słabe strony obecnego systemu kontroli jakości procesu produkcyjnego wymagają stworzenia alternatywnego rozwiązania bazującego na wykorzystaniu nowoczesnych technik pomiarowych.
26
Podstawowe węzły produkcyjne, w których mogą pracować powyższe układy pomiarowe obejmuję takie obiekty badań jak:
− skały, odwierty, zwierciny; − produkty i półprodukty flotacji (zawiesiny); − strumienie koncentratów - proszki; − produkty i półprodukty hutnicze – szlamy, żużle, maty, kamień miedziowy; − odpady po procesach flotacji i pirometalurgii;
− wsadowe złomy miedzionośne w tym elektroniczne.
Szczególnie korzystne są rozwiązania charakteryzujące się bezkontaktowym oznaczaniem w czasie rzeczywistym ww. obiektów, z możliwością gromadzenia i transmisji danych w szerokim zakresie pierwiastków.
Rozwiązanie będzie mogło być stosowane w obszarach górnictwa, hutnictwa, jak i w procesach wzbogacania rudy miedzi.
IV. Opis oczekiwanych efektów końcowych
W ramach prac badawczych oczekuje się na: − przeprowadzenie analiz składu pierwiastkowego dla różnych kopalin oraz ich pochodnych, − opracowanie powtarzalnej metody kalibracji systemów spektroskopowych wykorzystujących
wymuszenie laserowe, − opracowanie metody adaptacji systemu na zmieniającą się odległość pomiarową, − opracowanie sposobu eliminacji/minimalizacji wpływu zanieczyszczeń powierzchniowych na
wynik analizy surowca, − oznaczenie wpływu zmiennych warunków środowiskowych na dokładność analizy, − opracowanie natychmiastowej techniki analizy składu pierwiastkowego surowca w miejscu
jego wydobycia/przetwarzania, − projekt i budowa użytkowego prototypu umożliwiającego weryfikację powyższych założeń, − metoda pomiarowa będzie zapewniać dokładność i reprezentatywność pomiarów dla składu
mineralnego i charakteru okruszcowania złóż rud miedzi LGOM.
Poprawa kontroli jakości procesów technologicznych w zdecydowanym stopniu może przynieść korzyści zarówno w sferze operacyjnej jak i zarządczej. Opracowanie techniki bezzwłocznej analizy składu chemicznego kopalin i ich pochodnych winno przynieść wymierne zyski ekonomiczne. To istotne zagadnienie zarówno ze względu na wysokie koszty produkcji miedzi, srebra i pozostałych metali oraz ich związków, jak i oblicza obniżającej się zawartości frakcji metalicznych w koncentratach miedzi.
Poniżej przedstawiono kilka przykładowych efektów stosowania proponowanego projektu:
− optymalizacja procesów produkcyjnych: organizacja pracy, automatyzacja procesów, skracanie operacji produkcyjnych, wzrost wydajności produkcji;
− umożliwianie stosowania innowacyjnych technologii – eliminacja barier technologicznych; − obniżanie kosztów produkcji – oszczędności materiałów (energia elektryczna, gazy
techniczne, odczynniki chemiczne); − poprawa wskaźników produkcyjnych – uzysk, wzbogacalność , koszty jednostkowe produktu;
− poprawa jakości gotowego produktu – wcześniejsza eliminacja zanieczyszczeń;

27
Efektem końcowym projektu powinno być przedstawienie prototypowego urządzenia pomiarowego oraz udokumentowanej metody pomiaru zawartości określonych pierwiastków, np.
miedzi, srebra i innych z docelową dokładnością 0,1%. Efekty uzyskane w ramach realizacji niniejszego tematu powinny odpowiadać poziomowi
VIII (TRL) gotowości technologicznej.
OBSZAR II: Przeróbka rud
Zagadnienie konkursowe nr II/1
I. Temat zagadnienia
Opracowanie kompleksowej technologii aktywnego i pasywnego zabezpieczenia antykorozyjnego instalacji wzbogacania rud metali nieżelaznych.
II. Opis zagadnienia badawczego
Temat ten wpisuje się do strategii „Przedsięwzięcia CuBR”, zakładającej poprawę efektywności procesu produkcyjnego miedzi, którego jednym z obszarów jest przeróbka rud.
Celem realizacji zagadnienia jest zwiększenie efektywności procesu wzbogacania poprzez wydłużenie okresu eksploatacji instalacji wzbogacania rud dzięki opracowaniu technologii aktywnego i pasywnego zabezpieczenia przeciwkorozyjnego instalacji technologicznej. Zagadnienie obejmuje selekcję materiałów, ochronę elektrochemiczną i dostosowaną do niej ochronę powłokową.
Końcowym efektem ma być wdrożony w skali przemysłowej system ochrony wybranych instalacji wzbogacania rud.
Zakres badań: 1. Ocena mechanizmu procesów degradacyjnych - wyznaczenie szybkości procesów
degradacyjnych. Ocena synergizmu procesów korozyjnych i erozyjnych. 2. Analiza materiałowa wybranych instalacji - wytypowanie materiałów odpornych na
działanie erozyjne i ocena szybkości korozji tych materiałów. Wytypowanie materiałów odpornych korozyjnie i ocena ich odporności erozyjnej.
3. Ocena warunków potencjałowo-prądowych wybranych instalacji - wyznaczenie zapotrzebowania na prąd aktywnej ochrony elektrochemicznej indywidulanie dla każdej wytypowanej instalacji wzbogacania rud, w zależności od indywidualnych warunków pracy w każdym ZWR. Badania i wytypowanie materiałów na wykonanie niezbędnych elementów technologii.
4. Selekcja powłok ochronnych do zastawania w powiazaniu z ochroną elektrochemiczną dla wybranych instalacji - badania wytypowanych powłok pod kątem zastosowania w agresywnym korozyjnie elektrolicie w uwzględnieniem wpływu zawiesin mineralnych. Badania wytypowanych powłok pod kątem odporności na ścieranie. Ocena powłok pod kątem współdziałania z ochroną katodową.
5. Wykonanie stacji ochrony aktywnej dostosowanej do indywidualnego stanu wybranej instalacji. Wyznaczenie optymalnych parametrów pracy stacji dla wytypowanych instalacji.
28
6. Opracowanie rekomendacji w zakresie możliwości wykorzystania technologii aktywnego zabezpieczenia przeciwkorozyjnego w warunkach KGHM Polska Miedź S.A. zawierającej: − analizę efektywności technologicznej; − analizę efektywności ekonomicznej.
III. Uzasadnienie potrzeby podjęcia badań
Instalacje wzbogacania rud ulegają szybkim procesom erozyjno-korozyjnym. Procesy degradacyjne powodują wymierne koszty związane zarówno z pracami remontowo- naprawczymi jak i te, które wynikają z przerw w produkcji. Każde zatrzymanie instalacji wzbogacającej, jak również zachwianie parametrów jej pracy, ze względów technicznych i warunków eksploatacji urządzeń zużytych w wyniku procesów korozyjno-erozyjnych, powoduje straty technologiczne w uzysku metali i ograniczenie zdolności przerobowej zakładów. Procesy degradacyjne wpływają także niekorzystnie na zachowanie bezpieczeństwa technicznego i bezpieczeństwa pracy.
IV. Opis oczekiwanych efektów końcowych
1. W ramach realizacji projektu opracowana zostanie kompleksowa technologia aktywnego i pasywnego zabezpieczenia przeciwkorozyjnego instalacji technologicznej zakładu wzbogacanie rud metali nieżelaznych przetestowana w skali przemysłowej.
2. Wykonane zostaną projekty technicznych zabezpieczeń antykorozyjnych wybranych instalacji w oparciu o opracowaną technologię.
3. Zabudowane zostaną prototypowe zabezpieczenia wytypowanych instalacji. 4. Rekomendacja w zakresie możliwości wykorzystania technologii aktywnego zabezpieczenia
przeciwkorozyjnego w warunkach KGHM Polska Miedź S.A. zawierająca: − analizę efektywności technologicznej; − analizę efektywności ekonomicznej.
Badania przeprowadzane w ramach realizacji niniejszego zagadnienia powinny odpowiadać co najmniej IX poziomowi gotowości technologicznej.
Zagadnienie konkursowe nr II/2
I. Temat zagadnienia
Opracowanie kompleksowej technologii i urządzeń do przetwarzania oraz optymalnego ekonomicznie zagospodarowania odpadów flotacyjnych KGHM, pochodzących z bieżącej produkcji Oddziału Zakłady Wzbogacania Rud.
II. Opis zagadnienia badawczego
Odpady flotacyjne stanowią jeden z produktów wzbogacania flotacyjnego. W ciągu technologicznym KGHM jest to produkt komorowy flotacji głównej każdej z linii produkcyjnych flotacji w Oddziale Zakłady Wzbogacania Rud. Odpady flotacyjne stanowią około 94 % masy wzbogacanego urobku, obecnie w KGHM rocznie powstaje około 27,4 mln Mg w.s. odpadów (w.s. - waga sucha to ilość substancji stałej zawartej w zawiesinie wodnej będącej produktem komorowym
29
procesu flotacji). Odpady flotacyjne maja postać drobno zmielonego materiału skalnego zawierającego niewielkie ilości metali, składem fizyko-chemicznym zbliżony do eksploatowanej rudy miedzi.
Obecnie w KGHM odpady poflotacyjne zagospodarowuje się poprzez składowanie w Obiekcie Unieszkodliwiania Odpadów Wydobywczych (OUOW), z których odzyskana woda zawracana jest do procesu wzbogacania. Dotychczas w KGHM zeskładowano około 1 mld Mg odpadów.
Niniejszy projekt dotyczy opracowania technologii zagospodarowania minimum 10% bieżącego strumienia odpadów flotacyjnych wytwarzanych w Oddziale Zakłady Wzbogacania Rud, z uwzględnieniem odzysku pierwiastków użytecznych.
Projekt nie dotyczy technologii zagospodarowania odpadów zdeponowanych w OUOW.
Technologia powinna spełniać poniższe wymagania: − Zapewnienie bezpieczeństwa prowadzenia bieżącej działalności produkcyjnej w sposób
niezakłócony, zgodnie z planami produkcji Spółki − Opłacalność ekonomiczną przy uwzględnieniu cen rynkowych wytwarzanych w nowej
technologii produktów ustalonych w oparciu o długoterminowe prognozy − Zapewnienie zagospodarowania wszystkich składników przerabianego strumienia odpadów
i wytworzenie wyłącznie produktów, w ilości i o jakości umożliwiającej ich zbyt ( technologia bezodpadowa).
Zakres badań: 1. Analizy wybranego strumienia odpadów flotacyjnych niezbędne do opracowania technologii. 2. Wykonanie badań laboratoryjnych dla wybranych próbek materiału niezbędnych do
opracowania technologii. 3. Opracowanie założeń projektowanej technologii wzbogacania. 4. Wykonanie linii pilotowej o wydajności w skali umożliwiającej wiarygodną transformację
wyników badań na skalę przemysłową. 5. Opracowanie opisu istotnych cech procesów i zasad działania urządzeń w projektowanej
technologii w tym:
• model technologii, dla zastosowanej metody zagospodarowania odpadów; • opis optymalnych parametrów pracy wszystkich elementów technologii i urządzeń
niezbędnych do zastosowania w projektowanej technologii; • informacji w zakresie zapotrzebowania na miejsce, wodę, energię elektryczną i cieplną,
odczynniki, określenie proponowanej wydajności docelowej instalacji.
6. W przypadku budowy prototypów urządzeń wykonanie i przekazanie:
a. pełnej dokumentacji technicznej urządzeń b. instrukcji technologicznych oraz procedur nadzoru i eksploatacji urządzeń
w projektowanej technologii.
7. Opracowanie wyników badań technologii w skali laboratoryjnej. 8. Opracowanie wyników badań eksperymentalnych przeprowadzonych w uzgodnionej skali
pilotowej w zakresie rzeczywistej wydajności, efektywności i innych własności eksploatacyjnych technologii.
9. Opracowanie „Feasibility Study” w zakresie możliwości wykorzystania technologii w warunkach KGHM Polska Miedź S.A. zawierającej: • analizę środowiskową; • analizę rynku zbytu produktów na podstawie prognozowanej ilości i jakości produktów.

30
• analizę efektywności ekonomicznej.
III. Uzasadnienie potrzeby podjęcia badań
Proces wzbogacania rud miedzi LGOM prowadzony jest w KGHM z uzyskiem metali na poziomie 90%. Pomimo dużej efektywności odzysku, odpady poflotacyjne zawierają jeszcze o 0,2% miedzi i inne metale. Odpady stanowią ok 94% masy przerabianego urobku i oprócz szczątkowej zawartości metali mogą być źródłem drobnouziarnionego materiału skalnego. Opracowanie kompleksowej technologii zagospodarowania odpadów poflotacyjnych, inne niż unieszkodliwianie w OUOW może wpłynąć na znaczącą poprawę efektywności głównego ciągu technologicznego Spółki i lepsze wykorzystanie wydobytego urobku.
IV. Opis oczekiwanych efektów końcowych
W wyniku realizacji zadania powstanie Technologia umożliwiająca zagospodarowanie co najmniej 10% strumienia odpadów poflotacyjnych, przetestowana w skali pilotowej. Uzyskane zostanie „Feasibility Study” w zakresie możliwości wykorzystania Technologii w warunkach KGHM Polska Miedź S.A. zawierającej:
− analizę środowiskową; − analizę rynku zbytu produktów na podstawie prognozowanej ilości i jakości produktów. − analizę efektywności ekonomicznej
Badania przeprowadzane w ramach realizacji niniejszego zagadnienia powinny odpowiadać co najmniej VIII poziomowi gotowości technologicznej.
Zagadnienie konkursowe nr II/3
I. Temat zagadnienia
Opracowanie nowych proekologicznych zbierających odczynników flotacyjnych na potrzeby wzbogacania polskich rud miedzi.
II. Opis zagadnienia badawczego
Wzbogacanie flotacyjne to proces rozdzielczy, w wyniku którego otrzymuje się dwa produkty końcowe: produkt pianowy, stanowiący w tym przypadku koncentrat oraz produkt komorowy będący odpadem. Zadaniem flotacji w O/ZWR jest taki rozdział minerałów użytecznych od skały płonnej, aby uzyskać koncentrat pożądanej jakości przy możliwie wysokim uzysku. Proces ten realizowany jest w pneumo-mechanicznych maszynach flotacyjnych. Ze względu na charakter wzbogacanego materiału osiągnięcie odpowiedniego stopnia wzbogacania realizowane jest wieloetapowo obejmując: flotacje obiegu mielenia (wstępna i szybka), flotację główną, w której powstają odpady końcowe oraz szereg flotacji czyszczących, których produktem finalnym jest koncentrat końcowy. Odpady flotacyjne pompowane są bezpośrednio na składowisko „Żelazny Most”, natomiast koncentrat flotacyjny trafia do procesu odwadniania.
Ze względu na fakt, że minerały siarczkowe metali nie charakteryzują się istotną różnicą w hydrofobowości w odniesieniu do minerałów skały płonnej, w Zakładach Wzbogacania Rud
31
wykorzystywane są odczynniki zbierające, w głównej mierze oparte na ksantogenianach. Ich zadaniem jest selektywna adsorpcja na powierzchni siarczku metalu i spowodowanie zwiększenia hydrofobowości ziarna, które ma trafić do produktu pianowego procesu.
Nowe odczynniki powinny spełniać poniższe wymagania:
− nie mogą zawierać substancji, które nie są dopuszczone do stosowania w zakładach przeróbczych w krajach UE lub wykorzystanie ich może stać się niemożliwe ze względów formalnych, w dającym się przewidzieć horyzoncie czasowym, w szczególności nie powinny zawierać związków z grupy ksantogenianów;
− umożliwi ą zachowanie selektywności i uzysku metali na poziomie nie gorszym niż obecnie stosowane mieszanki odczynników zbierających;
− zapewnienie możliwości bezpiecznego transportu, składowania dozowania do procesu przy zastosowaniu środków bezpieczeństwa i instalacji obecnie wykorzystywanych w Oddziale Zakłady Wzbogacania Rud;
− koszt wytworzenia/zakupu nie wyższy niż obecnie stosowanych odczynników zbierających (w przeliczeniu ma Mg wzbogacanego urobku).
Zakres badań:
1. Analizy nadawy i wybranych strumieni materiału w zakładach wzbogacania niezbędne do opracowania odczynników dostosowanych do specyfiki rud LGOM.
2. Wykonanie badań laboratoryjnych niezbędnych do opracowania odczynników. 3. Wykonanie badań laboratoryjnych flotacji niezbędnych do weryfikacji efektywności
odczynników we współpracy merytorycznej i zgodnie z metodyką badania odczynników zbierających w KGHM.
4. Uzyskanie niezbędnych certyfikatów umożliwiających zastosowanie odczynnika w przemyśle.
5. Wyprodukowanie próbnej partii nowego odczynnika w ilości niezbędnej do przeprowadzenia badań na skalę przemysłową.
6. Opracowanie wyników badań technologii w skali laboratoryjnej. 7. Opracowanie wyników badań eksperymentalnych przeprowadzonych w uzgodnionej
z KGHM skali przemysłowej w zakresie rzeczywistej wydajności, efektywności i innych własności eksploatacyjnych odczynnika.
8. Opracowanie rekomendacji w zakresie możliwości wykorzystania odczynnika w warunkach KGHM Polska Miedź S.A. zawierającej:
− analizę środowiskową; − analizę efektywności technologicznej; − analizę efektywności ekonomicznej.
III. Uzasadnienie potrzeby podjęcia badań
Opracowanie nowych, proekologicznych odczynników wpłynie na zmniejszenie oddziaływania przemysłu wydobycia i przetwórstwa rud metali nieżelaznych na środowisko. Istnieje ryzyko, że ze względów administracyjno-prawnych stosowanie ksantogenianów może stać się niemożliwe lub nieopłacalne ekonomicznie, w związku tym zachodzi potrzeba opracowania nowych odczynników zbierających, nieopartych na ksantogenianach, na potrzeby krajowego przemysłu metali nieżelaznych.
32
IV. Opis oczekiwanych efektów końcowych
1. W wyniku realizacji zadania opracowany zostanie skład i technologia produkcji odczynnika zbierającego, który będzie stanowił alternatywę dla substancji obecnie stosowanych w przemyśle wzbogacania siarczkowych rud metali nieżelaznych pochodzących ze złóż LGOM.
2. Uzyskane zostaną rekomendacje (uzasadnione badaniami w skali laboratoryjnej i przemysłowej) w zakresie możliwości wykorzystania odczynnika w warunkach KGHM Polska Miedź S.A. zawierające:
− analizę środowiskową; − analizę efektywności technologicznej; − analizę efektywności ekonomicznej.
3. Powstanie produkt handlowy, który będzie stanowił konkurencję dla odczynników dostępnych na światowym rynku.
Badania przeprowadzane w ramach realizacji niniejszego zagadnienia powinny odpowiadać co najmniej IX poziomowi gotowości technologicznej.
OBSZAR III: Metalurgia, przetwórstwo, nowe materiały
Zagadnienie konkursowe nr III/1
I. Temat zagadnienia
Opracowanie nowego sposobu oczyszczania i utylizacji gazów procesowych pochodzących z pieców szybowych w ciągu technologicznym KGHM.
II. Opis zagadnienia badawczego
Celem niniejszego zadania jest opracowanie nowej technologii wraz z doborem urządzeń przemysłowych dla realizacji procesu oczyszczania i utylizacji gazów procesowych pochodzących z pieców szybowych.
Oczekuje się, iż w wyniku realizacji projektu zostanie uzyskany nowy, unikatowy ciąg technologiczny, który dzięki zmianie istoty procesu oczyszczania – z procesu mokrego na suchy powinien:
- pozwolić na uzyskiwanie produktów (bezwonnych, pobawionych węgla pyłów) zdecydowanie bardziej przydatnych do przerobu w piecach Doerschla, zarówno dzięki pozbyciu się ładunku wody, węgla jak i formie siarczanowej usuwanych substancji stałych,
- umożliwi ć intensyfikację produkcji ołowiu surowego, wyeliminować i/lub zdecydowanie uprościć gospodarkę wodno-ściekowo-odpadową, a jednocześnie charakteryzować się niższymi kosztami operacyjnymi,
- spełniać wymogi Unii Europejskiej w zakresie emisji SO2 do atmosfery, a także wymogi odnośnie BAT (Best Available Technology),

33
- ograniczać ładunek zanieczyszczeń kierowanych do instalacji oczyszczania i/lub generować mniejszą ilość zanieczyszczeń i odpadów stałych przeznaczonych do składowania, magazynowania itd.,
- zmniejszać ładunek rtęci kierowany do instalacji Solinox (instalacja do utylizacji tlenków siarki), skutkujący poprawą jakości kwasu siarkowego.
III. Uzasadnienie podjęcia badań
Gaz gardzielowy, stanowi produkt po-procesowy stapiania wsadu miedzionośnego w gardzieli pieca szybowego, w wyniku działania czynników energotwórczych (np. koksu, antracytu, koksiku) oraz dmuchu powietrza technologicznego. Gaz po-procesowy, po wcześniejszym schłodzeniu i oczyszczeniu, spalany jest w kotłach elektrociepłowni.
Jego wartość opałowa wynosi 1,6 – 2,1 GJ/dm3 i jest uzależniona od zawartości powstających w procesie szybowym tlenku węgla i węglowodorów.
W Wydziale Pieców Szybowych Huty Miedzi „Legnica” zainstalowane są dwa piece szybowe w ciągłym ruchu i jeden w rezerwie technologicznej. Wsad do pieca stanowi: koncentrat miedziowy podawany w postaci brykietów, koks oraz mieszanka żużla konwertorowego i doraźnie żużli i zgarów z wytopu ołowiu. Praca pieca szybowego w warunkach standardowych charakteryzuje się następującymi parametrami:
− ilość dmuchu 20-30 tys. Nm3/h na jeden piec, − ciśnienie dmuchu 16-22 kPa, − temperatura gazów gardzielowych 400-550°C.
Przy dwóch pracujących piecach szybowych sumaryczny dmuch gazów wynosi około 60 000 Nm3/h. Podstawowymi składnikami gazu gardzielowego są: Faza gazowa:
CO, 12 – 15 % obj. CO2 13 – 15 % obj. O2 1,4 – 2,5 % obj. SO2 7,61 – 35,10 g/m3
n
CS2 4,33 – 28,90 g/m3n H2S 0,56 – 24,05 g/m3
n CI - 800 mg/m3
n H2O(g) 20 % obj. N2
oraz
Pyły w ilości: 70 – 780 mg/m3n
Gazy szybowe będące nośnikiem pyłów i składników gazowych szkodliwych dla środowiska
jak np. CO, CO2 i SO2, muszą zostać oczyszczone. Gaz jest także zanieczyszczony węglowodorami, które w znaczny sposób utrudniają prowadzenie procesu oczyszczania gazów. Pierwszym etapem oczyszczania gazów jest odpylnia sucha, gdzie eliminuje się w pierwszej kolejności najcięższe i największe frakcje pyłów. Technologia mokrego odpylania polega na przeprowadzeniu gazów przez skruber w przeciwprądzie silnie rozpylonej wody, a następnie we współprądzie wody przez zwężkę
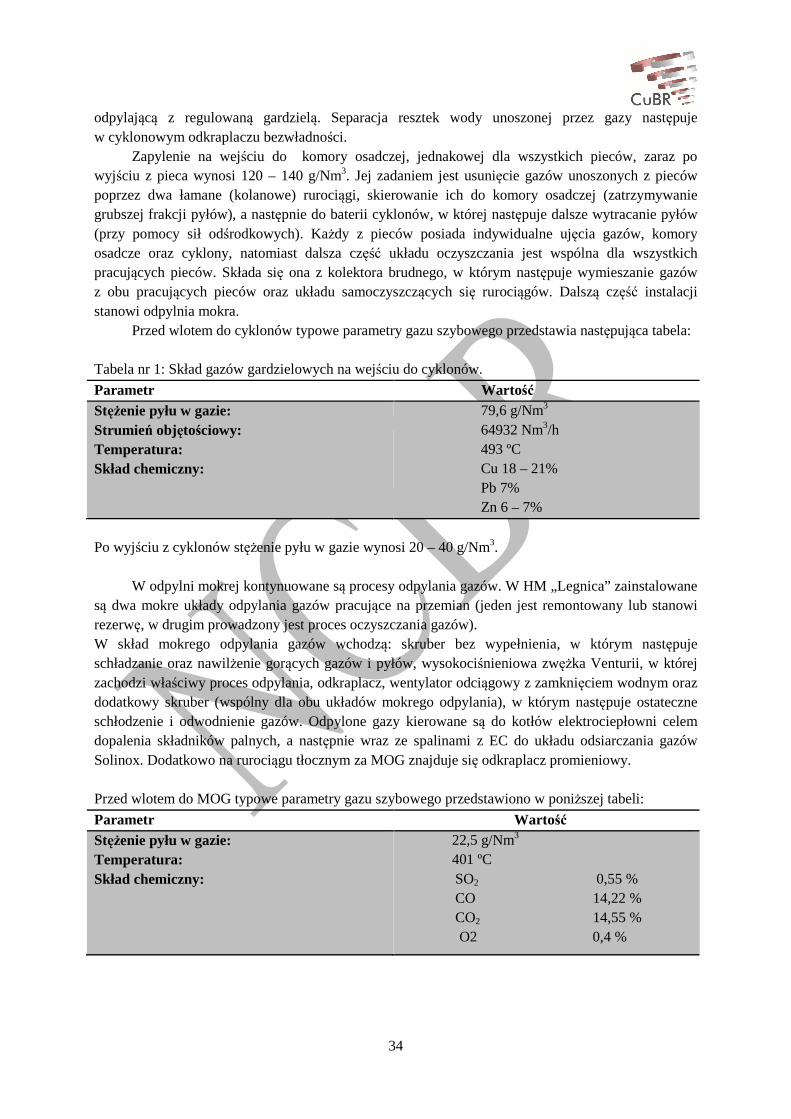
34
odpylającą z regulowaną gardzielą. Separacja resztek wody unoszonej przez gazy następuje w cyklonowym odkraplaczu bezwładności. Zapylenie na wejściu do komory osadczej, jednakowej dla wszystkich pieców, zaraz po wyjściu z pieca wynosi 120 – 140 g/Nm3. Jej zadaniem jest usunięcie gazów unoszonych z pieców poprzez dwa łamane (kolanowe) rurociągi, skierowanie ich do komory osadczej (zatrzymywanie grubszej frakcji pyłów), a następnie do baterii cyklonów, w której następuje dalsze wytracanie pyłów (przy pomocy sił odśrodkowych). Każdy z pieców posiada indywidualne ujęcia gazów, komory osadcze oraz cyklony, natomiast dalsza część układu oczyszczania jest wspólna dla wszystkich pracujących pieców. Składa się ona z kolektora brudnego, w którym następuje wymieszanie gazów z obu pracujących pieców oraz układu samoczyszczących się rurociągów. Dalszą część instalacji stanowi odpylnia mokra.
Przed wlotem do cyklonów typowe parametry gazu szybowego przedstawia następująca tabela: Tabela nr 1: Skład gazów gardzielowych na wejściu do cyklonów.
Parametr Wartość Stężenie pyłu w gazie: Strumień objętościowy: Temperatura: Skład chemiczny:
79,6 g/Nm3
64932 Nm3/h 493 ºC Cu 18 – 21% Pb 7% Zn 6 – 7%
Po wyjściu z cyklonów stężenie pyłu w gazie wynosi 20 – 40 g/Nm3. W odpylni mokrej kontynuowane są procesy odpylania gazów. W HM „Legnica” zainstalowane są dwa mokre układy odpylania gazów pracujące na przemian (jeden jest remontowany lub stanowi rezerwę, w drugim prowadzony jest proces oczyszczania gazów). W skład mokrego odpylania gazów wchodzą: skruber bez wypełnienia, w którym następuje schładzanie oraz nawilżenie gorących gazów i pyłów, wysokociśnieniowa zwężka Venturii, w której zachodzi właściwy proces odpylania, odkraplacz, wentylator odciągowy z zamknięciem wodnym oraz dodatkowy skruber (wspólny dla obu układów mokrego odpylania), w którym następuje ostateczne schłodzenie i odwodnienie gazów. Odpylone gazy kierowane są do kotłów elektrociepłowni celem dopalenia składników palnych, a następnie wraz ze spalinami z EC do układu odsiarczania gazów Solinox. Dodatkowo na rurociągu tłocznym za MOG znajduje się odkraplacz promieniowy. Przed wlotem do MOG typowe parametry gazu szybowego przedstawiono w poniższej tabeli:
Parametr Wartość Stężenie pyłu w gazie: Temperatura: Skład chemiczny:
22,5 g/Nm3
401 ºC SO2 0,55 % CO 14,22 % CO2 14,55 %
O2 0,4 %
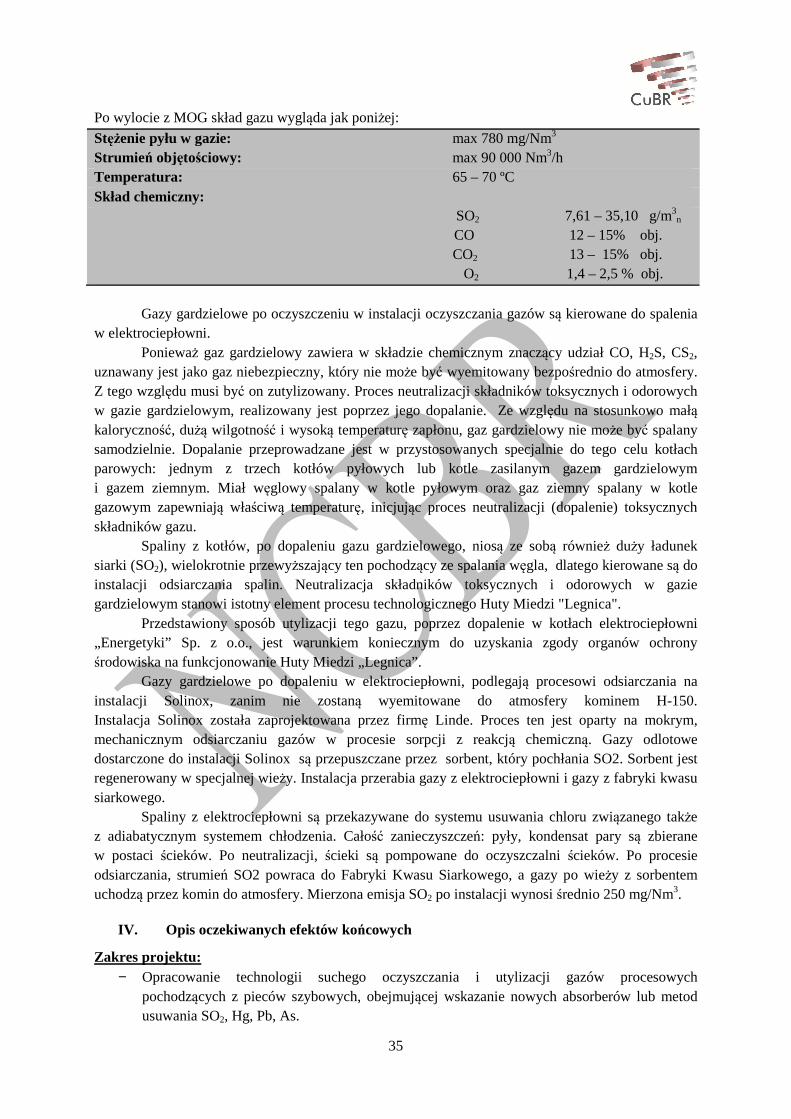
35
Po wylocie z MOG skład gazu wygląda jak poniżej:
Stężenie pyłu w gazie: max 780 mg/Nm3 Strumień objętościowy: max 90 000 Nm3/h Temperatura: 65 – 70 ºC Skład chemiczny:
SO2 7,61 – 35,10 g/m3n
CO 12 – 15% obj. CO2 13 – 15% obj. O2 1,4 – 2,5 % obj.
Gazy gardzielowe po oczyszczeniu w instalacji oczyszczania gazów są kierowane do spalenia
w elektrociepłowni. Ponieważ gaz gardzielowy zawiera w składzie chemicznym znaczący udział CO, H2S, CS2,
uznawany jest jako gaz niebezpieczny, który nie może być wyemitowany bezpośrednio do atmosfery. Z tego względu musi być on zutylizowany. Proces neutralizacji składników toksycznych i odorowych w gazie gardzielowym, realizowany jest poprzez jego dopalanie. Ze względu na stosunkowo małą kaloryczność, dużą wilgotność i wysoką temperaturę zapłonu, gaz gardzielowy nie może być spalany samodzielnie. Dopalanie przeprowadzane jest w przystosowanych specjalnie do tego celu kotłach parowych: jednym z trzech kotłów pyłowych lub kotle zasilanym gazem gardzielowym i gazem ziemnym. Miał węglowy spalany w kotle pyłowym oraz gaz ziemny spalany w kotle gazowym zapewniają właściwą temperaturę, inicjując proces neutralizacji (dopalenie) toksycznych składników gazu.
Spaliny z kotłów, po dopaleniu gazu gardzielowego, niosą ze sobą również duży ładunek siarki (SO2), wielokrotnie przewyższający ten pochodzący ze spalania węgla, dlatego kierowane są do instalacji odsiarczania spalin. Neutralizacja składników toksycznych i odorowych w gazie gardzielowym stanowi istotny element procesu technologicznego Huty Miedzi "Legnica".
Przedstawiony sposób utylizacji tego gazu, poprzez dopalenie w kotłach elektrociepłowni „Energetyki” Sp. z o.o., jest warunkiem koniecznym do uzyskania zgody organów ochrony środowiska na funkcjonowanie Huty Miedzi „Legnica”.
Gazy gardzielowe po dopaleniu w elektrociepłowni, podlegają procesowi odsiarczania na instalacji Solinox, zanim nie zostaną wyemitowane do atmosfery kominem H-150. Instalacja Solinox została zaprojektowana przez firmę Linde. Proces ten jest oparty na mokrym, mechanicznym odsiarczaniu gazów w procesie sorpcji z reakcją chemiczną. Gazy odlotowe dostarczone do instalacji Solinox są przepuszczane przez sorbent, który pochłania SO2. Sorbent jest regenerowany w specjalnej wieży. Instalacja przerabia gazy z elektrociepłowni i gazy z fabryki kwasu siarkowego.
Spaliny z elektrociepłowni są przekazywane do systemu usuwania chloru związanego także z adiabatycznym systemem chłodzenia. Całość zanieczyszczeń: pyły, kondensat pary są zbierane w postaci ścieków. Po neutralizacji, ścieki są pompowane do oczyszczalni ścieków. Po procesie odsiarczania, strumień SO2 powraca do Fabryki Kwasu Siarkowego, a gazy po wieży z sorbentem uchodzą przez komin do atmosfery. Mierzona emisja SO2 po instalacji wynosi średnio 250 mg/Nm3.
IV. Opis oczekiwanych efektów końcowych
Zakres projektu: − Opracowanie technologii suchego oczyszczania i utylizacji gazów procesowych
pochodzących z pieców szybowych, obejmującej wskazanie nowych absorberów lub metod usuwania SO2, Hg, Pb, As.
36
− Przeprowadzenie badań technologii w skali laboratoryjnej i pilotowej. − Opracowanie wyników badań skali pilotowej w zakresie rzeczywistej wydajności,
efektywności i innych własności eksploatacyjnych projektowanej technologii. − Wykonanie stosownych obliczeń i założeń do projektu instalacji przemysłowej, obejmujących
dobór urządzeń, agregatów, mediów i odczynników chemicznych dla realizacji projektu. − Opracowanie Wstępnego Studium Wykonalności w zakresie możliwości wykorzystania
projektowanej technologii w warunkach KGHM Polska Miedź S.A. Kryteria oceny Projektu:
− Szacunkowe nakłady inwestycyjne. − Szacunkowe koszty eksploatacyjne.
− Globalny efekt ekonomiczny.
Przewidywane korzyści:
− opracowanie i przetestowanie, na instalacji pilotowej, nowatorskiej technologii suchego odpylania gazów gardzielowych,
− intensyfikacja produkcji ołowiu surowego, − likwidacja gospodarki wodno-ściekowej związanej z dotychczasową technologią odpylania
mokrego, a w konsekwencji − zmniejszenie kosztów jednostkowych produkcji kamienia miedziowego, co bezpośrednio
wpłynie na poziom kosztów produkcji miedzi elektrolitycznej (np. poprzez zmniejszone zużycie płynu płuczącego -genosorbu na instalacji Solinox),
− produkcja lepszego gatunkowo kwasu siarkowego z bardzo niską zawartość rtęci, arsenu itp.
Poziom gotowości technologicznej otrzymanego rozwiązania po zakończeniu projektu szacuje się na VII wg skali TRL.
Zagadnienie konkursowe nr III/2
I. Temat zagadnienia
Opracowanie innowacyjnej technologii oceny zawartości miedzi i/lub pierwiastków szlachetnych oraz zanieczyszczeń w polimetalicznych złomach miedzionośnych i materiałach o niskiej zawartości Cu pochodzących z recyklingu
II. Opis zagadnienia badawczego
W docelowym układzie technologicznym, Węzeł Topienia Złomów w Oddziale Huta Miedzi „Legnica” oprócz złomów wysokiej jakości, ma umożliwi ć przerób złomów miedzi niskiej jakości oraz złomów elektronicznych, w tym:
− materiałów miedzionośnych, − WEEE – PCB, − WEEE – Cu-Fe,
− WEE – kable.
37
Dla każdego rodzaju materiału musi zostać zastosowana odpowiednio dobrana metodyka, pozwalająca na oznaczenie wilgotności, ilości zanieczyszczeń oraz pobór reprezentatywnej próbki i jej dalszej obróbki. Jest to konieczne dla utworzenia próbki średniej, z której utworzony zostanie zestaw próbek laboratoryjnych do analizy chemicznej (dla dostawcy, dla odbiorcy, dla celów rozjemczych). W związku z tym, oczekiwane jest opracowanie rekomendacji właściwego układu odpowiednich zestawów urządzeń dla każdego gatunku złomu.
Dla każdego rodzaju przerabianych złomów oczekiwane będzie opracowanie metodyki analitycznej pozwalającej na określenie Cu, Ag, Sn, Ni oraz Au, Pt, Pd dla złomów elektronicznych oraz innych metali towarzyszących.
W O/HM „Legnica” w ramach pracy pt. „Realizacja Koncepcji Programowo - Przestrzennej - Budowa Węzła Topienia Złomów (WTZ) w Hucie Miedzi Legnica”, opracowano koncepcję utworzenia nowego ciągu technologicznego (tzw. Huty Złomowej) o docelowej produkcji w roku 2020 ok.140 tys. Mg/rok miedzi katodowej. W węźle przeanalizowano przerabianie, oprócz złomów najwyższej klasy (zawartość Cu 90÷98%), także innych materiałów miedzionośnych, dotychczas nie przerabianych lub przerabianych incydentalnie, w tym miedzionośnych materiałów bogatych w metale szlachetne, tzw. ZSEE czyli zużyty sprzęt elektroniczny i elektryczny.
III. Uzasadnienie potrzeby podjęcia badań
Realizowany obecnie Program Rozwoju Hutnictwa doprowadzi do zmiany charakteru Huty Miedzi „Legnica” – z huty przerabiającej koncentraty miedzi w technologii pieców szybowych oraz złomów miedzi wysokiej jakości – na hutę złomową przystosowaną do przerobu szerokiego zakresu gatunków złomów miedzi oraz złomów elektronicznych.
W związku z powyższym, zmiana technologicznego charakteru O/HM „Legnica” wymaga opracowania i efektywnego stosowania procedur oceny jakościowej przerabianego wsadu.
IV. Opis oczekiwanych efektów końcowych
Efektem realizacji niniejszego zagadnienia będzie nowa, innowacyjna technologia przetestowana w skali pilotażowej, możliwa do zaimplementowania w ciągu technologicznym KGHM (w zakresie opracowania procedur pobierania i przygotowania do analiz próbek złomów miedzi niskiej jakości, a w szczególności płytek elektronicznych oraz procedur analitycznych w celu efektywnego rozliczenia płatnych metali z dostawcami).
Wytworzenie lub wskazanie producentów wzorców dla rekomendowanych procedur analitycznych, celem ograniczenia ryzyka niewłaściwego określenia płatnych metali w każdej partii złomów – wyniki niniejszego działania wymagają akceptacji przez Centrum Badań Jakości (CBJ).
Zweryfikowanie w skali demonstracyjnej oraz w wybudowanej na terenie O/HM „Legnica” instalacji pilotażowej do poboru, pomniejszania i przygotowania próbek laboratoryjnych.
Zaprojektowanie, zweryfikowanie w skali półprzemysłowej oraz w wybudowanej na terenie O/HM „Legnica” instalacji pilotażowej do kupelacji, w tym opracowanie niezbędnych procedur analitycznych – w zakresie działań CBJ, który obecnie odpowiada za ten proces.
Przeprowadzenie badań potwierdzających skuteczność: − instalacji do poboru i przygotowania próbek analitycznych, − wdrożonych procedur analitycznych.
Zaproponowana instalacja pilotażowa do poboru, pomniejszania i przygotowania próbek laboratoryjnych, powinna spełnić następujące założenia:

38
− umożliwiać przygotowanie zestawu próbek laboratoryjnych do analizy w ciągu ośmiu godzin od momentu pobrania próbek z danej dostawy,
− złom/materiał miedzionośny powinien móc być podawany na dowolny etap przygotowania próbki: cięcie, kruszenie, mieszanie, mielenie, pomniejszanie, topienie-uśrednianie,
− pilotażowa linia technologiczna do operacji topienia-uśredniania powinna zawierać piece indukcyjne dostosowane do wielkości próby.
Do najważniejszych zadań do realizacji w projekcie należy zaliczyć: − zdefiniowanie głównych obszarów w zakresie możliwości implementacji nowej technologii
wraz ze wskazaniem innowacyjności proponowanego rozwiązania, − opracowanie założeń technologicznych do nowej technologii procedur pobierania
i przygotowania do analiz próbek złomów miedzi niskiej jakości, − weryfikację wybranych założeń dotyczących nowej technologii procedur pobierania
i przygotowania do analiz próbek złomów miedzi niskiej jakości, w skali laboratoryjnej na skonstruowanej demonstracyjnej linii opróbowania wraz z opracowaniem wyników badań eksperymentalnych,
− analizę kosztów nowej instalacji, obejmującą koszty eksploatacji oraz wstępne studium wykonalności,
− konstrukcję i budowę instalacji pilotażowej, w skali umożliwiającej uzyskanie wyników umożliwiających ich implementację w skali przemysłowej,
− przeprowadzenie badań w skali pilotażowej wraz z opracowaniem uzyskanych wyników, − opracowanie dokumentacji technicznej docelowej linii opróbowania polimetalicznych złomów
miedzionośnych.
Poziom gotowości technologicznej otrzymanego rozwiązania po zakończeniu projektu szacuje się na IX wg skali TRL.
Zagadnienie konkursowe nr III/3
I. Temat zagadnienia
Opracowanie nowego sposobu zagospodarowania strumienia siarki pochodzącej z gazów procesowych w ciągu technologicznym KGHM.
II. Opis zagadnienia badawczego
Celem niniejszego zadania jest opracowanie nowej technologii wraz z doborem urządzeń przemysłowych dla realizacji procesu utylizacji gazów procesowych pochodzących z ciągów technologicznych KGHM Polska Miedź S.A.
W istniejących w KGHM instalacjach metalurgicznych istnieją dwa źródła gazów procesowych zawierających siarkę.
Pierwszym z nich jest strumień gazów pochodzących z zawiesinowego stapiania koncentratów miedzi, który po obniżeniu temperatury oraz odpyleniu, kierowany jest do Fabryki Kwasu Siarkowego (FKS). Instalacje służące do produkcji kwasu siarkowego składają się głównie z:
39
− węzła płucząco – chłodzącego, − elektrofiltru mokrego, − węzła susząco – absorpcyjnego, − węzła kontaktowego,
− stacji turbodmuchaw i magazynu kwasu siarkowego.
Drugi strumień gazów pochodzi z instalacji pieców szybowych, gdzie po wstępnym odpyleniu, w przypadku Oddziału Huta Miedzi „Legnica”, cały strumień gazów jest spalany w kotłach elektrociepłowni. Spaliny z kotłów są odsiarczane w instalacji typu Solinox (instalacja do utylizacji tlenków siarki), a następnie kierowane do Fabryki Kwasu Siarkowego.
Oczekuje się, iż w wyniku realizacji projektu, zostanie uzyskany nowy, innowacyjny ciąg technologiczny, który powinien:
− pozwolić na uzyskiwanie nowego produktu siarkowego, alternatywnego do istniejącego obecnie, znajdującego sposób na zagospodarowanie całego strumienia siarki pochodzącej z ciągu technologicznego KGHM,
− umożliwi ć dzięki temu intensyfikację produkcji podstawowej ciągu technologicznego w KGHM,
− charakteryzować się niższymi niż obecnie kosztami operacyjnymi, − spełniać wymogi Unii Europejskiej w zakresie zagospodarowania siarki gazowej, a także
wymogi odnośnie BAT (Best Available Technology), − generować mniejszą niż obecnie ilość zanieczyszczeń i odpadów stałych przeznaczonych do
składowania, magazynowania itd., − zmniejszać ładunek metali towarzyszących wyprowadzanych obecnie wraz ze strumieniem
siarki.
III. Uzasadnienie podjęcia badań Malejący popyt na tradycyjne produkty siarkowe (tj. kwas siarkowy, gipsy po-procesowe)
oraz wprowadzanie nowych ograniczeń w zakresie składowania odpadów niebezpiecznych i innych niż niebezpieczne, stanowi główną przyczynę poszukiwania nowej technologii zagospodarowania siarki pochodzącej z gazów procesowych z ciągu technologicznego.
IV. Opis oczekiwanych efektów końcowych
Zakres: − Opracowanie technologii suchego oczyszczania i utylizacji gazów procesowych
pochodzących z pieców szybowych, obejmującej wskazanie nowych absorberów lub metod usuwania SO2, Hg, Pb, As.
− Przeprowadzenie badań technologii w skali laboratoryjnej i pilotowej. − Opracowanie wyników badań skali pilotowej w zakresie rzeczywistej wydajności,
efektywności i innych własności eksploatacyjnych projektowanej technologii. − Wykonanie stosownych obliczeń i założeń do projektu instalacji przemysłowej, obejmujących
dobór urządzeń, agregatów, mediów i odczynników chemicznych dla realizacji projektu. − Opracowanie Wstępnego Studium Wykonalności w zakresie możliwości wykorzystania
projektowanej technologii w warunkach KGHM Polska Miedź S.A.
40
Kryteria oceny Projektu: − Szacunkowe nakłady inwestycyjne. − Szacunkowe koszty eksploatacyjne.
− Globalny efekt ekonomiczny.
Przewidywane korzyści :
− opracowanie i przetestowanie na instalacji pilotowej nowej technologii zagospodarowania siarki pochodzącej z ciągu technologicznego KGHM,
− zmniejszenie kosztów jednostkowych produkcji podstawowej z ciągu technologicznego KGHM,
− stworzenie alternatywnej, do obecnie istniejącej, instalacji do wyprowadzenia z ciągu technologicznego strumienia siarki.
Poziom gotowości technologicznej otrzymanego rozwiązania po zakończeniu projektu szacuje się na VII wg skali TRL.
Zagadnienie konkursowe nr III/4
I. Temat zagadnienia
Piro- i hydrometalurgiczne metody odzysku metali krytycznych i towarzyszących z wybranych półproduktów hutnictwa metali nieżelaznych.
II. Opis zagadnienia badawczego
W bazie surowcowej wynikającej z polimetaliczności rud miedzi produkowanych w KGHM Polska Miedź S.A. odnaleźć można takie metale krytyczne jak: kobalt, antymon, platynowce, magnez, a także metale, które w przyszłości mogą być zaliczone do tej grupy: ren, tellur, cynk, nikiel. Są one rozproszone w strumieniach materiałowych i występują w nich w niskich stężeniach. Niezbędne jest zatem opracowanie efektywnych technologii kolektorowania i odzysku tych metali. Finalna technologia łączyć winna usuwanie arsenu z odzyskiem metali, głównie miedzi, oraz zagospodarowaniem siarki w postaci gipsu syntetycznego. Wnioskuje się o przygotowanie instalacji pilotowej, umożliwiającej testowanie rożnych wariantów technologicznych.
W procesie produkcji ołowiu surowego pochodzenia pierwotnego, szczególnie z przerobu materiałów ołowionośnych z hutnictwa miedzi, powstaje szereg półproduktów, w których koncentrują się metale towarzyszące i krytyczne takie jak miedź, srebro, cyna, antymon, arsen, bizmut i tal. Metale te występują w półproduktach rafinacji w stężeniach od kilku dziesiątych do kilkunastu procent, często w postaci kompleksowych połączeń wielu metali. Selektywna ekstrakcja metali z półproduktów wymaga zastosowania zaawansowanych technologii piro- i hydrometalurgicznych dla przeprowadzenia ich w czyste metale, związki chemiczne bądź koncentraty.
III. Uzasadnienie potrzeby podjęcia badań
Realizacja Programu Rozwoju Hutnictwa oraz zakończenie Programu Modernizacji Pirometalurgii (PMP) wskazują na konieczności zweryfikowania rynku metali towarzyszących i krytycznych w ciągu technologicznym KGHM Polska Miedź S.A.
41
Dodatkowo rozbudowa Węzła Topienia Złomów – przetapiane polimetaliczne złomy wysoko- i nisko miedziowe oraz złomy elektryczne i elektroniczne mogą zawierać również inne pierwiastki. Określenie ich koncentracji na kolejnych etapach przerobu powinno wskazać na możliwość odzysku niektórych z nich ze wskazaniem właściwej metody.
IV. Opis oczekiwanych efektów końcowych
Efektem realizacji niniejszego zagadnienia będą nowe, innowacyjne technologie (przynajmniej dwie) przetestowane w skali pilotowej możliwe do zaimplementowania w ciągu technologicznym KGHM w zakresie opracowania odzysku metali krytycznych i towarzyszących z wybranych półproduktów hutnictwa metali nieżelaznych.
Zaprojektowanie i weryfikowanie w skali demonstracyjnej oraz w wybudowanej na terenie Oddziału Huta Miedzi „Legnica” instalacji pilotażowej do odzysku metali krytycznych i towarzszących z wybranych półproduktów hutnictwa metali nieżelaznych.
Zaproponowanie instalacji pilotażowej umożliwiającej odzysk przynajmniej 4 nowych pierwiastków towarzyszących lub krytycznych z wybranych półproduktów hutnictwa metali nieżelaznych.
Do najważniejszych zadań do realizacji w projekcie należy zaliczyć:
− zdefiniowanie głównych obszarów w zakresie możliwości implementacji nowej technologii wraz ze wskazaniem innowacyjności proponowanego rozwiązania,
− opracowanie założeń technologicznych do nowej technologii metody odzysku metali krytycznych i towarzyszących z wybranych półproduktów hutnictwa metali nieżelaznych oraz ich weryfikacja w skali demonstracyjnej,
− analiza kosztów nowej instalacji, obejmującą koszty eksploatacji oraz wstępne studium wykonalności,
− konstrukcja i budowa instalacji pilotowej, w skali umożliwiającej uzyskanie wyników umożliwiających ich implementację w skali przemysłowej,
− przeprowadzenie badań w skali pilotowej wraz z opracowaniem uzyskanych wyników, − opracowanie dokumentacji technicznej docelowej linii opróbowania polimetalicznych złomów
miedzionośnych.
Poziom gotowości technologicznej otrzymanego rozwiązania po zakończeniu projektu szacuje się na VII wg skali TRL.
42
OBSZAR IV: Ochrona środowiska, zarządzanie ryzykiem, efektywność w biznesie
Zagadnienie konkursowe nr IV/1
I. Temat zagadnienia nr IV/1
Opracowanie innowacyjnej technologii redukcji odorów z szybów wydechowych Zakładów Górniczych.
II. Opis zagadnienia badawczego
Od kilku lat są notowane, nieznane wcześniej, emisje gazów z szybów wydechowych – szczególnie SG-2 kopalni „Polkowice-Sieroszowice”, zawierających związki odoroczynne. Stężenia odorów (H2S, merkaptany, LZO i inne) są na poziomie tysięcznych części miligrama na metr sześcienny. Niemniej jednak powodują one uciążliwość zapachową dla okolicznych mieszkańców. Oddziaływanie powyższe nie jest szkodliwe dla zdrowia zamieszkującej ludności co zostało potwierdzone badaniami, które zostały przeprowadzone przez Instytut Medycyny Pracy w Łodzi oraz Uniwersytet Medyczny we Wrocławiu.
Problem jest trudny do rozwiązania ze względu na specyfikę emisji, którą można nazwać niezorganizowaną. Emanacja gazów z górotworu pojawia się w różnych miejscach kopalni, stąd występują poważne trudności ze skolektorowaniem tego strumienia. Jednocześnie konieczność prowadzenia bieżącej wentylacji wyrobisk, wywołuje powstawanie strumieni powietrza rzędu kilku mln metrów sześciennych na godzinę, w których stężenia gazów znajdują się na poziomie granicy oznaczalności. Oczyszczanie takiego strumienia gazów znanymi technologiami, wydaje się bardzo trudne technicznie oraz związane z ogromnymi kosztami inwestycyjnymi i eksploatacyjnymi.
Aktualnie stosowanym rozwiązaniem jest instalacja przemysłowa, dozująca substancję redukującą odory do powietrza kierowanego do szybu SG-2, sprowadzając stężenie związków odoroczynnych w powietrzu emitowanym z szybu do poziomu tak niskiego, że ich zapach nie jest wyczuwalny. Instalacja ta, ze względów profilaktycznych, niezależnie od stężenia substancji odoroczynnych, pracuje w sposób ciągły.
Niestety, KGHM Polska Miedź S.A. nie jest w stanie utrzymać redukcji substancji odoroczynnych na poziomie poniżej progu wyczuwalności w całym okresie czasu. Zdarzają się dni, kiedy stężenie substancji zapachowych, pomimo ich redukcji, przekracza ten próg. Podstawową przyczyną tego są nie dające się przewidzieć zmiany stężenia substancji wydzielających się z górotworu i brak opomiarowania sygnalizującego to zjawisko. Po otrzymaniu sygnału o występującym zapachu podnoszone jest stężenie środka, doprowadzając do pełnej redukcji zapachu, jednakże, ze względu na uwarunkowania pogodowe i terenowe, zapach ten potrafi utrzymać się w niektórych rejonach jeszcze przez kilka godzin.
Parametry szybu SG2
Szyb SG-2 posiada naziemną stację wentylatorową wyposażoną w 4 wentylatory osiowe GAF38/24-1W o wydajności nominalnej 400m3/s każdy. Wentylatory podłączone są do indywidualnych dyfuzorów z wylotem na wys. 37,7 m i przekroju wolnym wylotu (wewnątrz dyfuzorów zamontowane są ceramiczne tłumiki hałasu) wynoszącym S= 46,6 m2 (dz = 7,7m). Podczas
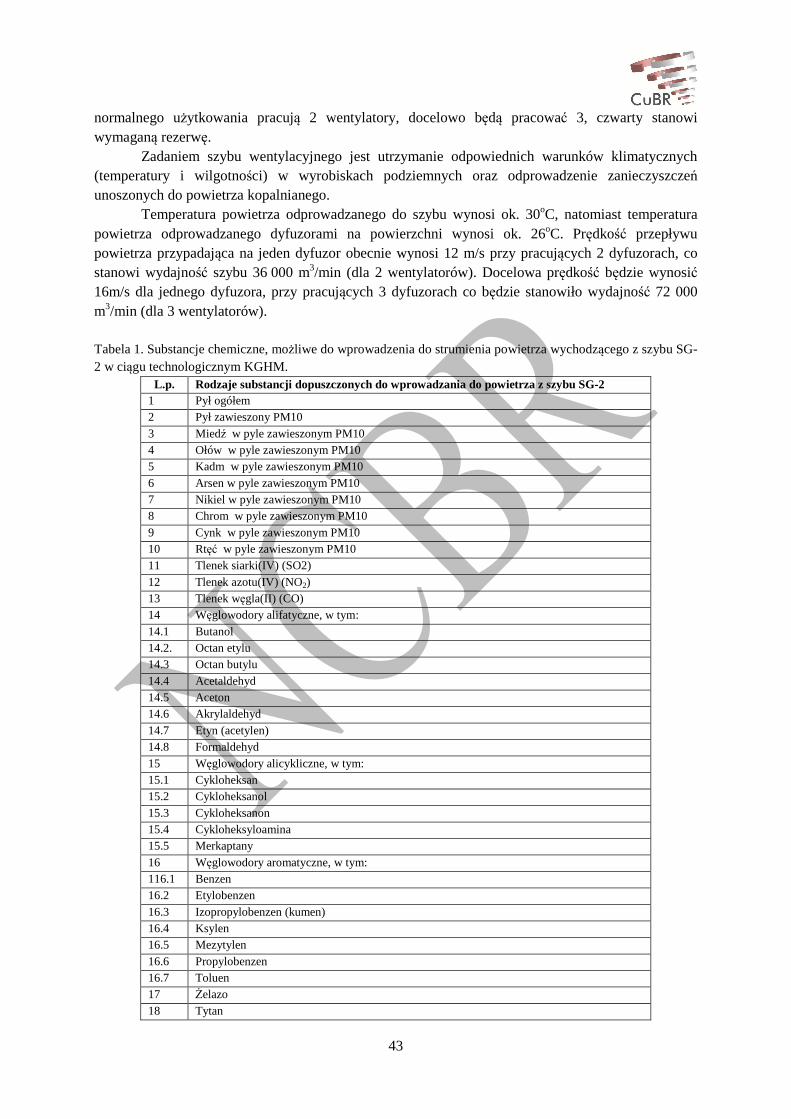
43
normalnego użytkowania pracują 2 wentylatory, docelowo będą pracować 3, czwarty stanowi wymaganą rezerwę.
Zadaniem szybu wentylacyjnego jest utrzymanie odpowiednich warunków klimatycznych (temperatury i wilgotności) w wyrobiskach podziemnych oraz odprowadzenie zanieczyszczeń unoszonych do powietrza kopalnianego.
Temperatura powietrza odprowadzanego do szybu wynosi ok. 30oC, natomiast temperatura powietrza odprowadzanego dyfuzorami na powierzchni wynosi ok. 26oC. Prędkość przepływu powietrza przypadająca na jeden dyfuzor obecnie wynosi 12 m/s przy pracujących 2 dyfuzorach, co stanowi wydajność szybu 36 000 m3/min (dla 2 wentylatorów). Docelowa prędkość będzie wynosić 16m/s dla jednego dyfuzora, przy pracujących 3 dyfuzorach co będzie stanowiło wydajność 72 000 m3/min (dla 3 wentylatorów).
Tabela 1. Substancje chemiczne, możliwe do wprowadzenia do strumienia powietrza wychodzącego z szybu SG-2 w ciągu technologicznym KGHM.
L.p. Rodzaje substancji dopuszczonych do wprowadzania do powietrza z szybu SG-2 1 Pył ogółem 2 Pył zawieszony PM10 3 Miedź w pyle zawieszonym PM10 4 Ołów w pyle zawieszonym PM10 5 Kadm w pyle zawieszonym PM10 6 Arsen w pyle zawieszonym PM10 7 Nikiel w pyle zawieszonym PM10 8 Chrom w pyle zawieszonym PM10 9 Cynk w pyle zawieszonym PM10 10 Rtęć w pyle zawieszonym PM10 11 Tlenek siarki(IV) (SO2) 12 Tlenek azotu(IV) (NO2) 13 Tlenek węgla(II) (CO) 14 Węglowodory alifatyczne, w tym: 14.1 Butanol 14.2. Octan etylu 14.3 Octan butylu 14.4 Acetaldehyd 14.5 Aceton 14.6 Akrylaldehyd 14.7 Etyn (acetylen) 14.8 Formaldehyd 15 Węglowodory alicykliczne, w tym: 15.1 Cykloheksan 15.2 Cykloheksanol 15.3 Cykloheksanon 15.4 Cykloheksyloamina 15.5 Merkaptany 16 Węglowodory aromatyczne, w tym: 116.1 Benzen 16.2 Etylobenzen 16.3 Izopropylobenzen (kumen) 16.4 Ksylen 16.5 Mezytylen 16.6 Propylobenzen 16.7 Toluen 17 Żelazo 18 Tytan
44
19 Fluor 20 Kobalt 21 Molibden 22 Wanad 23 Antymon 24 Bizmut 25 Cyna 26 Selen 27 Mangan 28 Amoniak 29 Siarkowodór
Monitoring
O/ZG „Polkowice-Sieroszowice” posiada decyzję Marszałka Województwa Dolnośląskiego ustalającą dopuszczalną emisję zanieczyszczeń m.in. z szybu SG-2. Zgodnie z decyzją kopalnia została zobowiązana do wykonywania pomiarów emisji 1 raz na miesiąc oraz imisji w punkcie zlokalizowanym w miejscowości Jerzmanowa. Wyniki pomiarów stężeń siarkowodoru przesyłane są online na stronę www.sg2.kghm.pl, co pół godziny łącznie z warunkami meteo.
Miejsca emanacji występują na głębokości ok. 1050 m w obszarze górniczym „Sieroszowice”. Substancje odoroczynne zawarte są w gazie uwalnianym ze znajdujących się w strefie nadzłożowej struktur geologicznych tworzących pułapki gazowe. Pułapki występują w partiach antylklinalnych zafałdowań znajdujących się powyżej złoża rudy miedzi, nieprzepuszczalnych warstw soli i anhydrytów. Po wybraniu rudy skały nadzłożowe ulegają rozluźnieniu i spękaniu, a przez powstałe szczeliny gaz z pułapek przedostaje się do wyrobisk odprowadzany jest systemem wentylacyjnym kopalni do szybu SG-2, a następnie do atmosfery.
III. Uzasadnienie potrzeby podjęcia badań
Emisje z szybów wydechowych nie przekraczają wartości dopuszczalnych określonych w pozwoleniach na emisje do powietrza atmosferycznego. Także stężenie zanieczyszczeń w powietrzu mierzone w kilku punktach pomiarowych odpowiadają standardom zanieczyszczenia powietrza. Niemniej jednak wyczuwalna uciążliwość zapachowa wywołuje niezadowolenie wśród lokalnych społeczności, samorządów a także organizacji ekologicznych.
IV. Opis oczekiwanych efektów końcowych
W ramach pracy oczekuje się opracowania technologii umożliwiającej redukcję emisji substancji zapachowych z szybów wydechowych zakładów górniczych do poziomu braku ich wyczuwalności. W ramach realizacji Projektu uzyskane zostaną:
1. Założenia projektowanej technologii. 2. Opis istotnych cech procesów i urządzeń w projektowanej technologii. 3. Dokumentacja niezbędna do zabudowy urządzeń, zgodnie z zaprojektowaną technologią,
w rejonie szybu SG-2 w skali przemysłowej, umożliwiającej wiarygodną weryfikację wyników badań w warunkach rzeczywistych.
4. Zabudowa instalacji w skali przemysłowej na szybie SG-2, zgodnie z zaprojektowaną technologią, powinna nastąpić w terminie 12 miesięcy od podpisania umowy.
5. Opracowanie wyników badań przeprowadzonych w warunkach rzeczywistych w zakresie wydajności, efektywności i innych własności eksploatacyjnych projektowanej technologii
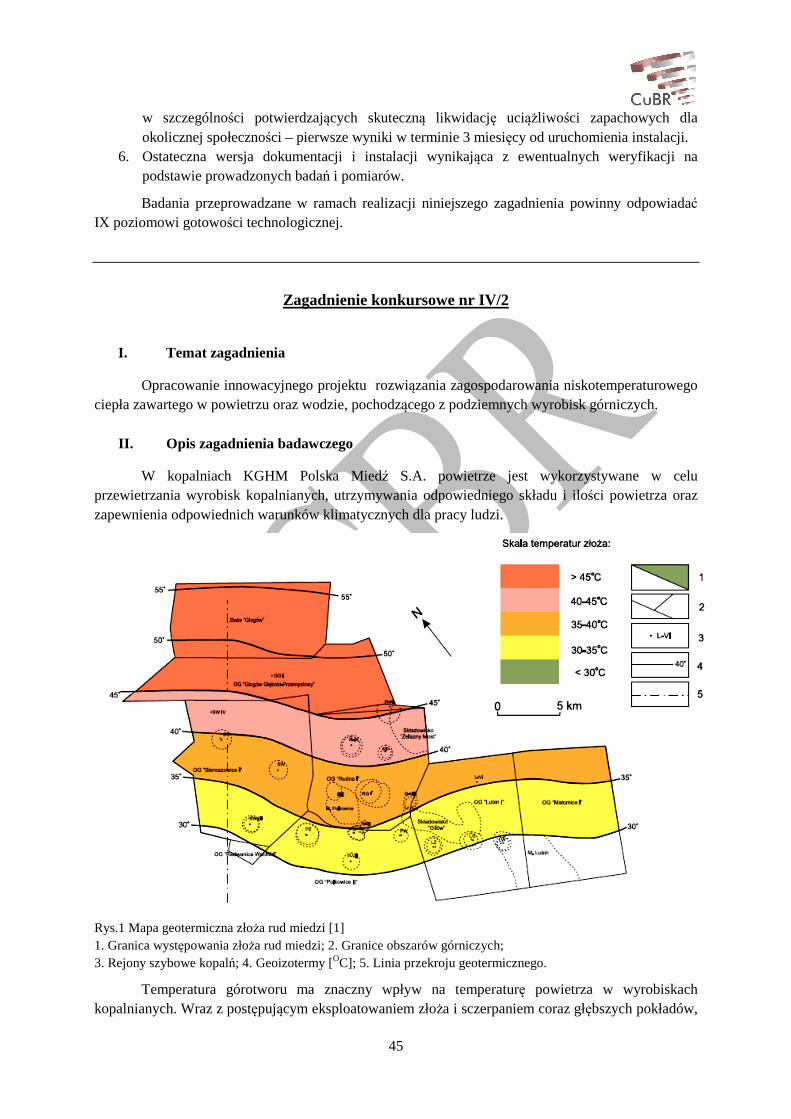
45
w szczególności potwierdzających skuteczną likwidację uciążliwości zapachowych dla okolicznej społeczności – pierwsze wyniki w terminie 3 miesięcy od uruchomienia instalacji.
6. Ostateczna wersja dokumentacji i instalacji wynikająca z ewentualnych weryfikacji na podstawie prowadzonych badań i pomiarów.
Badania przeprowadzane w ramach realizacji niniejszego zagadnienia powinny odpowiadać IX poziomowi gotowości technologicznej.
Zagadnienie konkursowe nr IV/2
I. Temat zagadnienia
Opracowanie innowacyjnego projektu rozwiązania zagospodarowania niskotemperaturowego ciepła zawartego w powietrzu oraz wodzie, pochodzącego z podziemnych wyrobisk górniczych.
II. Opis zagadnienia badawczego
W kopalniach KGHM Polska Miedź S.A. powietrze jest wykorzystywane w celu przewietrzania wyrobisk kopalnianych, utrzymywania odpowiedniego składu i ilości powietrza oraz zapewnienia odpowiednich warunków klimatycznych dla pracy ludzi.
Rys.1 Mapa geotermiczna złoża rud miedzi [1] 1. Granica występowania złoża rud miedzi; 2. Granice obszarów górniczych; 3. Rejony szybowe kopalń; 4. Geoizotermy [OC]; 5. Linia przekroju geotermicznego.
Temperatura górotworu ma znaczny wpływ na temperaturę powietrza w wyrobiskach kopalnianych. Wraz z postępującym eksploatowaniem złoża i sczerpaniem coraz głębszych pokładów,

46
temperatura górotworu przekracza 45 [OC], (co przedstawia Rysunek 1), zatem ilość ciepła, którą należy odebrać by zapewnić wymagane warunki pracy będzie rosła wraz z postępem prac frontu eksploatacyjnego.
Temperatura powietrza wlotowego jest zależna od temperatury zewnętrznej otoczenia, natomiast w okresie zimowym jest kondycjonowana tak, by wynosiła powyżej 1 [OC]. Natomiast temperatura powietrza wylotowego oscyluje w okolicach 30 [OC] ± 5 [OC], co przy przepływie rocznym przekraczającym 180 mld [m3] niesie w sobie ładunek rzędu 10 [PJ]. Dla zobrazowania tej wartości jedno gospodarstwo domowe w Polsce wg danych GUS zużywa średnio 33,3 [GJ] ciepła sieciowego, co przekłada się na 300 000 gospodarstw domowych oraz roczne zapotrzebowanie na ciepło miasta wielkości Wrocławia.
Ciepło pochodzące z górotworu odbierane jest również przez wodę, która wypompowywana jest na powierzchnię. Temperatura wody wypompowywanej z kopalni, w zależności od rejonu jej pochodzenia, wynosi około 28 [OC]. Nadmienić należy, że miesięcznie na powierzchnię transportowanych jest około 1,8 mln. [m3] wody dołowej.
Ze względu na to, celem zagadnienia badawczego jest opracowanie innowacyjnego projektu instalacji, która, zagospodaruje ciepło zawarte w powietrzu wydechowym z szybów bądź wodzie kopalnianej pochodzącej z odwadniania kopalń, będzie je efektywnie wykorzystywać na przykład do produkcji energii elektrycznej, ogrzewania wody stosowanej do centralnego ogrzewania, ciepłej wody użytkowej lub wytwarzania chłodu. Instalacja nie może ograniczać oraz dławić przepływów w aktualnie stosowanych instalacjach wykorzystywanych do transportu powietrza wydechowego oraz wody z odwadniania kopalń. Rozwiązanie powinno być nie tylko innowacyjne, ale także uzasadnione z ekonomicznego punku widzenia.
III. Uzasadnienie potrzeby podjęcia badań
Ilość ciepła zawartego w powietrzu kopalnianym jest stała w czasie i wielkości, a zatem istnieje potencjał energetyczny możliwy do zagospodarowania. Różnica pomiędzy ilością ciepła zgromadzonego w powietrzu wydechowym, a wdechowym oscyluje w granicach 10 [PJ] – jest to wartość, o jaką powietrze jego ogrzewane przez czynniki emitujące ciepło w podziemnych wyrobiskach kopalnianych. Aktualnie zgromadzone ciepło w powietrzu wydechowym jest bezpowrotnie tracone – następuje jego emisja do atmosfery. Ekonomicznie uzasadnione sposoby wykorzystania ciepła, nie ingerujące w proces przewietrzania kopalń pozwolą na zagospodarowanie energii, która dzisiaj, ze względu na brak odpowiedniej technologii, nie jest możliwa do wykorzystania.
IV. Opis oczekiwanych efektów końcowych
Oczekiwanym efektem końcowym jest przedstawienie innowacyjnego projektu, ekonomicznie uzasadnionego, rozwiązania technologicznego zagospodarowania niskotemperaturowego ciepła zawartego w powietrzu oraz wodzie pochodzącej z podziemnych wyrobisk górniczych.
Zastosowanie proponowanych rozwiązań nie może wpływać negatywnie na pracę już istniejących urządzeń/instalacji.
Do najważniejszych zadań przy realizacji projektu należy zaliczyć:
1. Opracowanie koncepcji technologii zagospodarowania odzyskanego ciepła.
47
2. Opracowanie projektu wstępnego instalacji do odzysku i zagospodarowania odzyskanego ciepła.
3. Przeprowadzenie wstępnych badań funkcjonowania zaproponowanych rozwiązań. 4. Analiza teoretyczna wyników testów, weryfikacja obliczeń numerycznych. 5. Opracowanie projektu, ekonomicznie uzasadnionego, rozwiązania technologicznego
zagospodarowania niskotemperaturowego ciepła zawartego w powietrzu oraz wodzie pochodzącej z podziemnych wyrobisk górniczych.
6. Opracowanie dokumentacji technicznej prototypu. 7. Opracowanie kompletnej dokumentacji technicznej urządzenia, niezbędnej dla jego
wytworzenia i eksploatacji. 8. Przeprowadzenie testów urządzenia w warunkach rzeczywistych.
Badania przeprowadzane w ramach realizacji niniejszego zagadnienia powinny odpowiadać VII poziomowi gotowości technologicznej - dokonanie demonstracji prototypu technologii w warunkach operacyjnych
Zagadnienie konkursowe nr IV/3
I. Temat zagadnienia
Opracowanie i wdrożenie innowacyjnego, kompleksowego systemu wspomagania szkolenia operatorów samojezdnych maszyn górniczych (SMG) do efektywnej i bezpiecznej pracy w podziemnych wyrobiskach kopalń rud miedzi.
II. Opis zagadnienia badawczego
Stan obecny
Proces szkolenia kandydatów na operatorów samojezdnych maszyn górniczych składa się z niżej wymienionych faz:
1. Zajęcia teoretyczne dotyczące: a) regulacji prawnych, w tym przepisów BHP, b) zagadnień technicznych i organizacyjnych, c) warunków i zasad eksploatacji oraz obsługi, d) zagrożeń naturalnych i technologicznych.
2. Zajęcia praktyczne, które przeprowadzane są na powierzchniowym poligonie szkoleniowym.
3. Praktyczne szkolenie w dołowym oddziale szkoleniowym w Oddziale Zakłady Górnicze „Lubin”.
4. Instruktaż stanowiskowy w macierzystym oddziale.
Przedmiotowy proces szkolenia spełnia wymagania formalne. Szkolenia realizowane są na podstawie zaakceptowanych przez Przedsiębiorcę i zatwierdzonych przez Dyrektora Okręgowego Urzędu Górniczego we Wrocławiu programów kursów operatorskich. KGHM Polska Miedź S.A. widzi potrzebę wzbogacenia konwencjonalnego modelu szkoleń w tym obszarze o wykorzystanie
48
nowoczesnych technologii, wspierających proces edukacji, co w znaczącym stopniu wpłynie na jego efektywność.
Stan oczekiwany
Celem zagadnienia jest opracowanie i wdrożenie innowacyjnej metody wirtualnego szkolenia operatorów samojezdnych maszyn górniczych (SMG), w tym ładowarek oraz wozów wiertniczych i kotwiących, do efektywnej i bezpiecznej pracy w podziemnych wyrobiskach kopalń rud miedzi.
1. Grupa docelowa
Metoda wirtualnego szkolenia operatorów samojezdnych maszyn górniczych będzie wykorzystywana na różnych etapach edukacji zawodowej/kształcenia ustawicznego (dla obecnych i nowo zatrudnianych pracowników), jako narzędzie:
− weryfikacji predyspozycji i percepcji kandydata na operatora, − szkolenia prawidłowego wykonywania czynności operatorskich weryfikacji/sprawdzania
umiejętności operatorskich, − doszkalania czynnych operatorów, poprzez trening,
2. Zakres
Wirtualne szkolenie operatorów samojezdnych maszyn górniczych ma obejmować niżej wymienione fazy/moduły czynności wykonywane przez operatora :
1. Obsługa zmianowa (OC) – według Zasady VIII.1. – Regulamin Ruchu Maszyn Górniczych (RRMG)
2. Przejazd maszyną do miejsca pracy – zgodnie z RRMG. 3. Przygotowanie przodka do pracy, wg właściwej Instrukcji stanowiskowej
/technologicznej. 4. Praca maszyną w przodku:
a) ładowarką, b) wozem wiertniczym, c) wozem kotwiącym, wg właściwej Instrukcji stanowiskowej/technologicznej.
5. Czynności po zakończeniu pracy w przodku – zgodnie z RRMG. 6. Praca maszyną w warunkach występowania zagrożeń i sytuacjach nietypowych.
System wirtualnego szkolenia operatorów musi pozwalać na zakończenie szkolenia w momencie nabycia wymaganych umiejętności, stosownie do predyspozycji i percepcji szkolonego. Oznacza to konieczność dzielenia oczekiwanego zakresu merytorycznego na niezależne moduły, z których każdy powinien kończyć się etapem sprawdzania umiejętności. Dopiero po jego zaliczeniu będzie możliwe przejście do kolejnego modułu.
Przedmiotem dostawy projektu powinno być oprogramowanie i wyposażenie trzech stanowisk szkolenia wirtualnego z programem szkoleniowym, umożliwiających pilotażowe wdrożenie rozwiązania w realnych warunkach – zmianę modelu szkoleń. Oprogramowanie powinno być dostarczone wraz z narzędziami (np. edytor środowiska wirtualnego, program do tworzenia komputerowych modeli 3D) wspomagającymi modyfikowanie istniejących i tworzenie nowych scenariuszy szkoleniowych, na podstawie licencji nieograniczonej w czasie. W celu zmniejszenia kosztów i skrócenia czasu związanego z przygotowaniem nowych oraz modyfikacją i konserwacją już
49
istniejących scenariuszy szkoleniowych, implementacja algorytmów opisujących przebieg szkolenia powinna być wykonana w jednym z powszechnie stosowanych języków programowania. W celu skrócenia czasu testowania wprowadzanych zmian, rekomenduje się również, aby zmiany w algorytmicznym opisie scenariusza szkolenia nie wymagały ponownej kompilacji oprogramowania.
Stanowiska szkoleniowe powinny być wyposażone w pulpity ładowarki, wozu wiertniczego i wozu kotwiącego oraz muszą odwzorowywać ergonomię stanowisk operatorskich niżej wymienionych typów maszyn:
1. Ładowarka typu LKP-0903 prod. KGHM ZANAM S.A. 2. Wóz wiertniczy typu FACE MASTER 1.7 prod. MINE MASTER sp. z o.o.
lub typu WIR-170 prod. KGHM ZANAM S.A.
3. Wóz kotwiący typu ROOF MASTER 1.7 prod. MINE MASTER sp. z o.o.
lub typu KOT-170 prod. KGHM ZANAM S.A.
Prezentowane maszyny oraz wyrobiska i przodki powinny mieć formę wirtualnych obrazów dla szkolonych osób. Ze względu na to, że operator maszyny powinien mieć możliwość swobodnego rozglądania się, wymaga się, aby był możliwy wybór sposobu prezentacji obrazu: z wykorzystaniem technik projekcyjnych lub gogli VR typu HMD (Head Mounted Display), wyświetlających obraz stereoskopowy.
Dodatkowo w ramach projektu powinny być zrealizowane następujące produkty:
− zaawansowany teleinformatyczny system oceny przebiegu szkoleń − materiały edukacyjne i program szkoleń dla osób szkolonych − materiały informacyjne i pomocnicze dla osób prowadzących szkolenia − demonstrator środowiska wirtualnego wraz z systemem pozycjonowania (motion capture),
realizujący dodatkowe funkcje systemu szkolenia związane, z czynnościami wykonywanymi poza kokpitem symulatora. Demonstrator powinien umożliwiać jednoczesne uczestnictwo w wirtualnym środowisku co najmniej dwóch osób.
System wirtualnego szkolenia powinien umożliwiać w przyszłości jego rozwój, np. szkolenia z akcji ratowniczych i prac zespołowych oraz operatorów innych maszyn i urządzeń. W tym celu system wirtualnego szkolenia powinien mieć możliwość:
− łączenia kilku stanowisk szkoleniowych w ramach jednego środowiska wirtualnego, − rejestrowania ruchów całego ciała osób szkolonych w celu prezentacji awatarów ludzi tych
osób innym osobom uczestniczącym w szkoleniu, − rejestrowania w każdej chwili bezwzględnego położenia osób i ich kończyn w celu
poprawnego wyświetlania wirtualnego obrazu i uniknięcia kolizji. System pozycjonowania powinien być nieczuły na obecność metalowych przedmiotów (takich jak np. elementy kokpitu) i niezależny od trajektorii monitorowanych punktów,
− wykonywania symulowanej pracy poza kokpitem maszyny w taki sposób, aby prezentowany obraz wirtualnego wyrobiska był stereoskopowy i uwzględniał bezwzględne położenie głowy. Sposób prezentacji obrazu powinien być jak najbardziej ergonomiczny ograniczając do niezbędnego minimum liczbę i ciężar noszonych urządzeń (tzn. tylko do gogli VR), ponadto urządzenie to nie powinno ograniczać ruchów osoby szkolonej, m.in. nie powinna być ona podłączona przewodami do stacjonarnych urządzeń,
50
− osoba szkolona, przebywając poza kokpitem maszyny, powinna mieć możliwość interakcji z przedmiotami znajdującymi się w wyrobisku (m.in. chwytanie i przenoszenie wirtualnych przedmiotów). Zastosowany w tym celu interfejs powinien być ergonomiczny, bezprzewodowy i nie powinien wymagać trzymania w dłoni dodatkowego kontrolera. Interfejs powinien umożliwiać również zaangażowanie zmysłu dotyku w przypadku wybranych przedmiotów, szczególnie istotnych z punktu widzenia scenariusza szkoleniowego, poprzez zastosowanie ich fizycznych odpowiedników,
− uruchomienia algorytmów, w tym algorytmu przekierowania kroku, umożliwiających chodzenie po bardzo dużych, wirtualnych powierzchniach w ograniczonej przestrzeni sali szkoleniowej
− wykorzystania w trakcie symulacji platform ruchomych dla symulatorów pojazdów o 6-ciu stopniach swobody, bez konieczności korzystania z oprogramowania firm trzecich.
III. Uzasadnienie potrzeby podjęcia badań
KGHM Polska Miedź S.A. widzi potrzebę wzbogacenia konwencjonalnego modelu szkoleń w tym obszarze o wykorzystanie nowoczesnych technologii wspierających proces edukacji.
Będzie to miało wpływ na:
− Efektywność nauczania– innowacyjne narzędzia edukacyjne w znaczącym stopniu wpłyną na ten aspekt. Ma to związek z poprawą skuteczności nauczania, oczekiwana jest atrakcyjna forma przekazu, co sprzyja przyswajaniu wiedzy. W ramach interaktywnego szkolenia zaangażowana będzie również pamięć mięśniowa, gdyż osoby szkolone będą wykonywały dokładnie te same ruchy i czynności co w przypadku wykonywania rzeczywistej pracy, co również wpłynie pozytywnie na utrwalenie zdobytej wiedzy i nabytych umiejętności.
− Optymalizację kosztową - poprzez zmianę modelu kształcenia w tym obszarze zawodowym: • przez co czas przeznaczony na szkolenie wykorzystany będzie w najbardziej optymalny
sposób, co będzie miało wpływ na koszty kształcenia. Proces edukacji jeszcze bardziej będzie można skoncentrować na zdobywaniu przez pracownika konkretnych umiejętności, przy zachowaniu odpowiednich proporcji dla obszaru wiedzy i postawy;
• co przyczyni się do skrócenia czasu potrzebnego do przeszkolenia pracownika na stanowisku pracy. Oczekiwaniem jest by po etapie szkolenia uzyskiwał on już wysoką sprawność działania w obszarze operacyjnym. To przekłada się na efektywność pracownika/koszt pracy;
• dzięki zastosowaniu innowacyjnej metody nauczania możliwa będzie wstępna weryfikacja predyspozycji i percepcji każdego kandydata na operatora, co będzie stanowiło pierwszą selekcję osób, które nie powinny być dalej szkolone w danej specjalności (koszt szkolenia);
• przekazywanie dobrych praktyk jak i standardowego podejścia do napraw (obsługa/konserwacja) już na etapie szkoleniowym pozwoli ostatecznie zwiększyć dostępny czas pracy na stanowisku (koszt pracy/efektywność);
− Poziom bezpieczeństwa – możliwość nabywania/ćwiczenia umiejętności już na etapie szkoleniowym w warunkach wirtualnych dzięki czemu ograniczamy „uczenie się” w realnych/niebezpiecznych warunkach; operatorzy podejmujący działania operacyjne
51
w realnym środowisku są lepiej przygotowani – sami nie stwarzają zagrożenia i zwracają uwagę na innych.
Projekt powinien być realizowany w ścisłej współpracy z zespołem KGHM Polska Miedź S.A., a w szczególności w zakresie:
1. Przygotowania dokumentacji fotograficznej i filmowej z poszczególnych czynności operatorskich wykonanych w kopalniach podziemnych KGHM.
2. Przeprowadzenia serii skanów 3D w kopalniach podziemnych KGHM z wykorzystaniem skanera laserowego dalekiego zasięgu w celu przygotowania realistycznych środowisk wirtualnych.
3. Opracowania szczegółowych scenariuszy szkoleniowych. 4. Weryfikacji i testowania opracowanych rozwiązań, a następnie ich wdrażania.
W pierwszym roku realizacji projektu powinno powstać co najmniej jedno stanowisko do przetestowania.
IV. Opis oczekiwanych efektów końcowych
Realizacja niniejszego zagadnienia powinna przynieść docelowo następujące korzyści:
1. Poprawa efektywności produkcji. 2. Optymalizacja zasobów maszyn i ludzi. 3. Poprawa bezpieczeństwa pracy.
Efektem realizacji projektu powinno być gotowe rozwiązanie, przetestowane i umożliwiające pilotażowe wdrożenie rozwiązania w realnych warunkach - prototypy stanowisk szkolenia wirtualnego wraz ze zmianą modelu szkoleń, zgodne z przedstawionym opisem i oczekiwaniami, zawartymi w niniejszym Ogłoszeniu Konkursowym.
Badania przeprowadzane w ramach realizacji niniejszego zagadnienia powinny odpowiadać IX poziomowi gotowości technologicznej.