Wszelkie prawa zastrzeżone. Nieautoryzowane ...pdf.helion.pl/piksap/piksap.pdf · (ERP, SAP, CRM,...
38
Transcript of Wszelkie prawa zastrzeżone. Nieautoryzowane ...pdf.helion.pl/piksap/piksap.pdf · (ERP, SAP, CRM,...

Wszelkie prawa zastrzeżone. Nieautoryzowane rozpowszechnianie całości lub fragmentu niniejszej publikacji w jakiejkolwiek postaci jest zabronione. Wykonywanie kopii metodą kserograficzną, fotograficzną, a także kopiowanie książki na nośniku filmowym, magnetycznym lub innym powoduje naruszenie praw autorskich niniejszej publikacji.
Wszystkie znaki występujące w tekście są zastrzeżonymi znakami firmowymi bądź towarowymi ich właścicieli.
Autor oraz Wydawnictwo HELION dołożyli wszelkich starań, by zawarte w tej książce informacje były kompletne i rzetelne. Nie biorą jednak żadnej odpowiedzialności ani za ich wykorzystanie, ani za związane z tym ewentualne naruszenie praw patentowych lub autorskich. Autor oraz Wydawnictwo HELION nie ponoszą również żadnej odpowiedzialności za ewentualne szkody wynikłe z wykorzystania informacji zawartych w książce.
Redaktor prowadzący: Michał MrowiecProjekt okładki: Jan Paluch
Wydawnictwo HELION ul. Kościuszki 1c, 44-100 GLIWICE tel. 32 231 22 19, 32 230 98 63 e-mail: [email protected] WWW: http://helion.pl (księgarnia internetowa, katalog książek)
Drogi Czytelniku! Jeżeli chcesz ocenić tę książkę, zajrzyj pod adres http://helion.pl/user/opinie?piksapMożesz tam wpisać swoje uwagi, spostrzeżenia, recenzję.
ISBN: 978-83-246-5142-9
Copyright © Roman Kwiecień 2013
Printed in Poland.
• Kup książkę• Poleć książkę • Oceń książkę
• Księgarnia internetowa• Lubię to! » Nasza społeczność
Spis tre�ciWykaz wa�niejszych oznacze� ........................................................... 7
Wst�p ............................................................................................ 17
Rozdzia� 1. Wiadomo�ci podstawowe ............................................................... 211.1. Systemy liczbowe .................................................................................................... 211.2. Podstawowe operacje na liczbach binarnych ........................................................... 251.3. Typy liczb binarnych ............................................................................................... 271.4. Tablica kodów ASCII .............................................................................................. 291.5. Sumy kontrolne ....................................................................................................... 311.6. Bitmapa ................................................................................................................... 341.7. J�zyk HTML ............................................................................................................ 351.8. J�zyk XML .............................................................................................................. 401.9. Komendy AT ........................................................................................................... 43
Rozdzia� 2. Model infrastruktury systemów informatycznych ............................. 452.1. System planowania zasobów przedsi�biorstwa ERP ............................................... 482.2. System realizacji produkcji MES ............................................................................. 502.3. System sterowania i akwizycji danych SCADA/HMI ............................................. 532.4. Urz�dzenia automatyki przemys�owej ..................................................................... 552.5. Programowalne sterowniki PLC/PAC ..................................................................... 56
Rozdzia� 3. Architektura sieci komputerowych ................................................... 653.1. Warstwa fizyczna .................................................................................................... 69
3.1.1. Interfejs komunikacyjny RS-232C ................................................................. 743.1.2. Interfejs komunikacyjny RS-422A ................................................................ 783.1.3. Interfejs komunikacyjny RS-485 ................................................................... 79
3.2. Warstwa ��cza danych (liniowa) .............................................................................. 803.2.1. Podwarstwa dost�pu do kabla ........................................................................ 803.2.2. Podwarstwa ��cza logicznego ........................................................................ 82
Rozdzia� 4. Transfer danych w sieci internetowej .............................................. 834.1. Protokó� Ethernet ..................................................................................................... 844.2. Protokó� IP ............................................................................................................... 874.3. Protokó� TCP ........................................................................................................... 914.4. Protokó� UDP .......................................................................................................... 944.5. Protokó� HTTP ........................................................................................................ 964.6. Protokó� SOAP ........................................................................................................ 97
4 Komputerowe systemy automatyki przemys�owej
Rozdzia� 5. Przemys�owe sieci komputerowe .................................................... 995.1. Modbus .................................................................................................................. 1015.2. CAN i LIN ............................................................................................................. 108
5.2.1. Warstwa fizyczna ......................................................................................... 1095.2.2. Warstwa ��cza danych ................................................................................. 1125.2.3. Warstwa aplikacyjna .................................................................................... 118
5.3. Profibus ................................................................................................................. 1215.3.1. Warstwa fizyczna ......................................................................................... 1215.3.2. Warstwa ��cza danych ................................................................................. 1235.3.3. Warstwa aplikacyjna .................................................................................... 130
5.4. Profibus DP ........................................................................................................... 1305.4.1. Warstwa fizyczna ......................................................................................... 1305.4.2. Warstwa ��cza danych ................................................................................. 131
5.5. EtherCAT .............................................................................................................. 1335.6. Ethernet Powerlink ................................................................................................ 1375.7. Przyk�ady komunikacji .......................................................................................... 140
5.7.1. Komunikacja z miernikiem MPS ................................................................. 1405.7.2. Komunikacja z przemiennikiem cz�stotliwo�ci ACS 600 ........................... 1465.7.3. Komunikacja z miernikiem N12H ............................................................... 150
Rozdzia� 6. System operacyjny ....................................................................... 1536.1. Podstawowe elementy sprz�tu komputerowego .................................................... 1546.2. J�zyki programowania i ich kompilacja ................................................................. 1646.3. J�dro systemu ........................................................................................................ 173
6.3.1. Szeregowanie w�tków ................................................................................. 1786.3.2. Wspó�dzielenie zasobów .............................................................................. 1796.3.3. Inwersja i dziedziczenie priorytetów ........................................................... 1826.3.4. Przerwania ................................................................................................... 1836.3.5. Komunikacja pomi�dzy zadaniami .............................................................. 184
6.4. Warstwa systemowa i aplikacyjna ......................................................................... 1866.5. System operacyjny czasu rzeczywistego ............................................................... 192
Rozdzia� 7. WYBRANE TECHNOLOGIE INFORMACYJNE .................................... 1957.1. Technologia COM/DCOM .................................................................................... 1967.2. Technologia CORBA ............................................................................................ 2047.3. Technologia mobilnych agentów ........................................................................... 2057.4. Technologia Classic OPC ...................................................................................... 207
7.4.1. Specyfikacje ................................................................................................. 2087.4.2. Identyfikacja w systemie operacyjnym ........................................................ 2157.4.3. Interfejsy ...................................................................................................... 2177.4.4. Tunelowanie ................................................................................................ 222
7.5. Technologia OPC UA ............................................................................................ 2267.5.1. Architektura ................................................................................................. 2277.5.2. Specyfikacje ................................................................................................. 228
7.6. Technologia RSE ................................................................................................... 2317.6.1. Architektura ................................................................................................. 2327.6.2. Modu�y ........................................................................................................ 2337.6.3. Model komunikacyjny z urz�dzeniami automatyki ..................................... 2357.6.4. W�a�ciwo�ci ................................................................................................. 236
Rozdzia� 8. Komputerowe systemy automatyki przemys�owej .......................... 2398.1. Dana procesowa ..................................................................................................... 2408.2. Serwery automatyki przemys�owej ........................................................................ 242
8.2.1. Warstwowy model serwera .......................................................................... 2448.2.2. Rola w�z�ów nadrz�dnych w procesie technologicznym ............................. 245
Spis tre�ci 5
8.3. System baz danych ................................................................................................ 2498.3.1. Architektura bazy danych ............................................................................ 2498.3.2. J�zyk SQL .................................................................................................... 254
8.4. Model klienta aplikacji WWW .............................................................................. 2588.5. Diagnostyka komputerowego systemu automatyki ................................................ 2628.6. Podsumowanie ....................................................................................................... 265
Bibliografia .................................................................................. 267
Skorowidz .................................................................................... 271

6 Komputerowe systemy automatyki przemys�owej
Rozdzia� 2.
Model infrastrukturysystemówinformatycznych
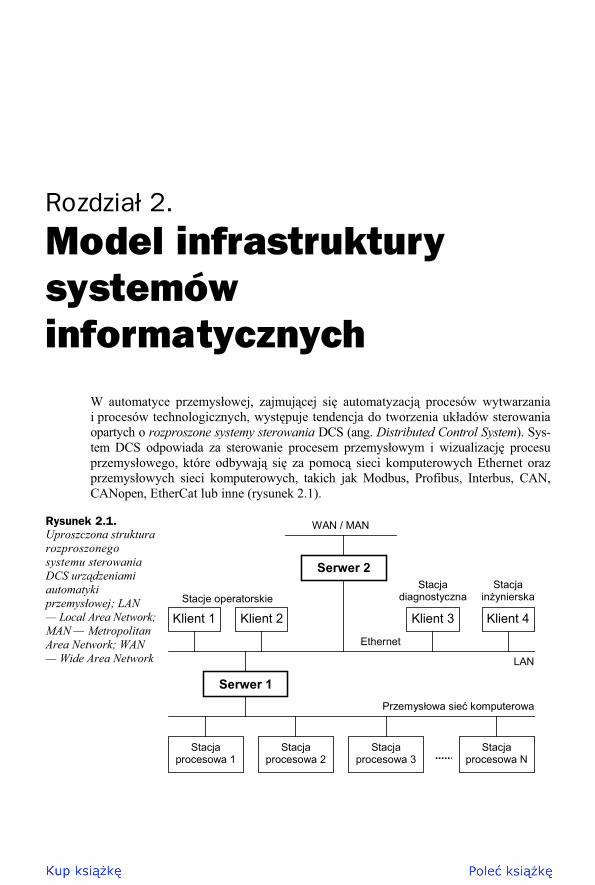
W automatyce przemys�owej, zajmuj�cej si� automatyzacj� procesów wytwarzaniai procesów technologicznych, wyst�puje tendencja do tworzenia uk�adów sterowaniaopartych o rozproszone systemy sterowania DCS (ang. Distributed Control System). Sys-tem DCS odpowiada za sterowanie procesem przemys�owym i wizualizacj� procesuprzemys�owego, które odbywaj� si� za pomoc� sieci komputerowych Ethernet orazprzemys�owych sieci komputerowych, takich jak Modbus, Profibus, Interbus, CAN,CANopen, EtherCat lub inne (rysunek 2.1).
Rysunek 2.1.Uproszczona strukturarozproszonegosystemu sterowaniaDCS urz�dzeniamiautomatykiprzemys�owej; LAN— Local Area Network;MAN — MetropolitanArea Network; WAN— Wide Area Network
Klient 1
Ethernet
Serwer 2
Stacjaprocesowa 1
Stacjaprocesowa 2
Stacjaprocesowa 3
Stacjaprocesowa N
Serwer 1
Klient 3 Klient 4
WAN / MAN
LAN
Stacje operatorskieStacja
diagnostycznaStacja
in�ynierska
Przemys�owa sie� komputerowa
Klient 2
46 Komputerowe systemy automatyki przemys�owej
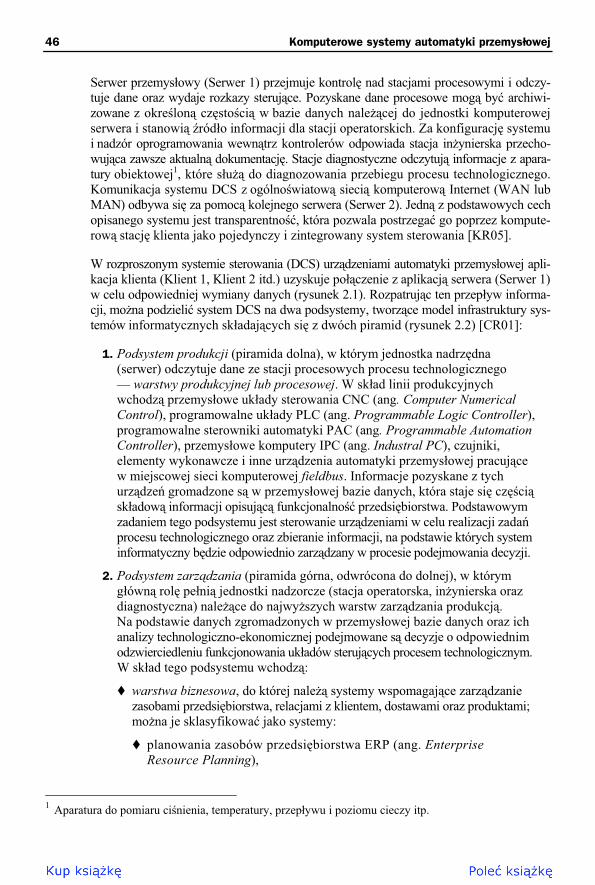
Serwer przemys�owy (Serwer 1) przejmuje kontrol� nad stacjami procesowymi i odczy-tuje dane oraz wydaje rozkazy steruj�ce. Pozyskane dane procesowe mog� by� archiwi-zowane z okre�lon� cz�sto�ci� w bazie danych nale��cej do jednostki komputerowejserwera i stanowi� ród�o informacji dla stacji operatorskich. Za konfiguracj� systemui nadzór oprogramowania wewn�trz kontrolerów odpowiada stacja in�ynierska przecho-wuj�ca zawsze aktualn� dokumentacj�. Stacje diagnostyczne odczytuj� informacje z apara-tury obiektowej1, które s�u�� do diagnozowania przebiegu procesu technologicznego.Komunikacja systemu DCS z ogólno�wiatow� sieci� komputerow� Internet (WAN lubMAN) odbywa si� za pomoc� kolejnego serwera (Serwer 2). Jedn� z podstawowych cechopisanego systemu jest transparentno��, która pozwala postrzega� go poprzez kompute-row� stacj� klienta jako pojedynczy i zintegrowany system sterowania [KR05].
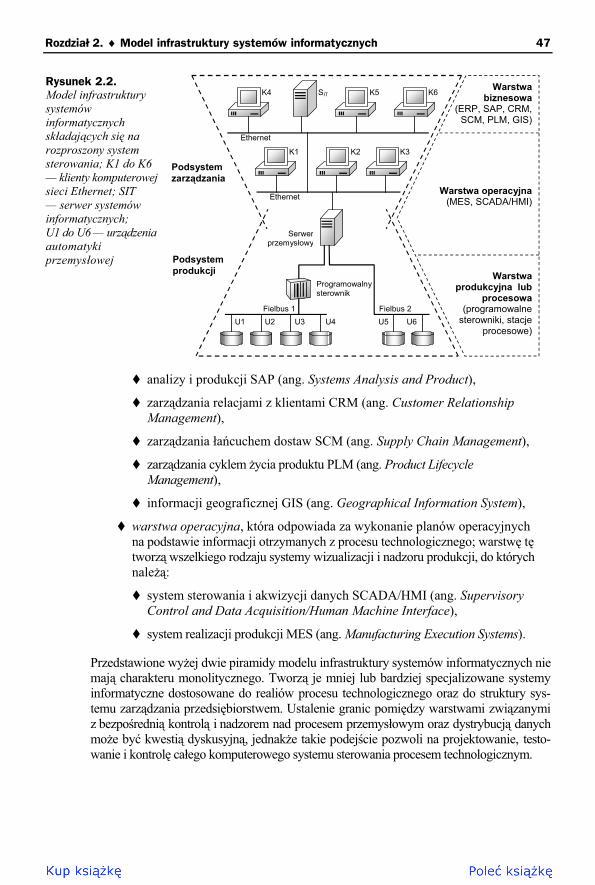
W rozproszonym systemie sterowania (DCS) urz�dzeniami automatyki przemys�owej apli-kacja klienta (Klient 1, Klient 2 itd.) uzyskuje po��czenie z aplikacj� serwera (Serwer 1)w celu odpowiedniej wymiany danych (rysunek 2.1). Rozpatruj�c ten przep�yw informa-cji, mo�na podzieli� system DCS na dwa podsystemy, tworz�ce model infrastruktury sys-temów informatycznych sk�adaj�cych si� z dwóch piramid (rysunek 2.2) [CR01]:
1. Podsystem produkcji (piramida dolna), w którym jednostka nadrz�dna(serwer) odczytuje dane ze stacji procesowych procesu technologicznego— warstwy produkcyjnej lub procesowej. W sk�ad linii produkcyjnychwchodz� przemys�owe uk�ady sterowania CNC (ang. Computer NumericalControl), programowalne uk�ady PLC (ang. Programmable Logic Controller),programowalne sterowniki automatyki PAC (ang. Programmable AutomationController), przemys�owe komputery IPC (ang. Industral PC), czujniki,elementy wykonawcze i inne urz�dzenia automatyki przemys�owej pracuj�cew miejscowej sieci komputerowej fieldbus. Informacje pozyskane z tychurz�dze� gromadzone s� w przemys�owej bazie danych, która staje si� cz��ci�sk�adow� informacji opisuj�c� funkcjonalno�� przedsi�biorstwa. Podstawowymzadaniem tego podsystemu jest sterowanie urz�dzeniami w celu realizacji zada�procesu technologicznego oraz zbieranie informacji, na podstawie których systeminformatyczny b�dzie odpowiednio zarz�dzany w procesie podejmowania decyzji.
2. Podsystem zarz�dzania (piramida górna, odwrócona do dolnej), w którymg�ówn� rol� pe�ni� jednostki nadzorcze (stacja operatorska, in�ynierska orazdiagnostyczna) nale��ce do najwy�szych warstw zarz�dzania produkcj�.Na podstawie danych zgromadzonych w przemys�owej bazie danych oraz ichanalizy technologiczno-ekonomicznej podejmowane s� decyzje o odpowiednimodzwierciedleniu funkcjonowania uk�adów steruj�cych procesem technologicznym.W sk�ad tego podsystemu wchodz�:
� warstwa biznesowa, do której nale�� systemy wspomagaj�ce zarz�dzaniezasobami przedsi�biorstwa, relacjami z klientem, dostawami oraz produktami;mo�na je sklasyfikowa� jako systemy:
� planowania zasobów przedsi�biorstwa ERP (ang. EnterpriseResource Planning),
1 Aparatura do pomiaru ci�nienia, temperatury, przep�ywu i poziomu cieczy itp.
Rozdzia� 2. � Model infrastruktury systemów informatycznych 47
Rysunek 2.2.Model infrastrukturysystemówinformatycznychsk�adaj�cych si� narozproszony systemsterowania; K1 do K6— klienty komputerowejsieci Ethernet; SIT— serwer systemówinformatycznych;U1 do U6 — urz�dzeniaautomatykiprzemys�owej
Ethernet
Fielbus 1
Ethernet
Fielbus 2
Warstwaprodukcyjna lub
procesowa(programowalne
sterowniki, stacjeprocesowe)
Warstwa operacyjna(MES, SCADA/HMI)
Warstwabiznesowa
(ERP, SAP, CRM,SCM, PLM, GIS)
Serwerprzemys�owy
Programowalnysterownik
K1 K2 K3
K4 K5 K6SIT
U4U1 U2 U3 U5 U6
Podsystemprodukcji
Podsystemzarz�dzania
� analizy i produkcji SAP (ang. Systems Analysis and Product),
� zarz�dzania relacjami z klientami CRM (ang. Customer RelationshipManagement),
� zarz�dzania �a�cuchem dostaw SCM (ang. Supply Chain Management),
� zarz�dzania cyklem �ycia produktu PLM (ang. Product LifecycleManagement),
� informacji geograficznej GIS (ang. Geographical Information System),
� warstwa operacyjna, która odpowiada za wykonanie planów operacyjnychna podstawie informacji otrzymanych z procesu technologicznego; warstw� t�tworz� wszelkiego rodzaju systemy wizualizacji i nadzoru produkcji, do którychnale��:
� system sterowania i akwizycji danych SCADA/HMI (ang. SupervisoryControl and Data Acquisition/Human Machine Interface),
� system realizacji produkcji MES (ang. Manufacturing Execution Systems).
Przedstawione wy�ej dwie piramidy modelu infrastruktury systemów informatycznych niemaj� charakteru monolitycznego. Tworz� je mniej lub bardziej specjalizowane systemyinformatyczne dostosowane do realiów procesu technologicznego oraz do struktury sys-temu zarz�dzania przedsi�biorstwem. Ustalenie granic pomi�dzy warstwami zwi�zanymiz bezpo�redni� kontrol� i nadzorem nad procesem przemys�owym oraz dystrybucj� danychmo�e by� kwesti� dyskusyjn�, jednak�e takie podej�cie pozwoli na projektowanie, testo-wanie i kontrol� ca�ego komputerowego systemu sterowania procesem technologicznym.
48 Komputerowe systemy automatyki przemys�owej
2.1. System planowania zasobówprzedsi�biorstwa ERP
System planowania zasobów przedsi�biorstwa (lub zaawansowane zarz�dzanie zasobami)ERP (ang. Enterprise Resource Planning) stanowi integracj� systemu informatycznego,s�u��cego do zarz�dzania zasobami przedsi�biorstwa lub wspó�dzia�ania grupy wspó�pra-cuj�cych ze sob� przedsi�biorstw, bo gromadzi dane oraz umo�liwia wykonywanie operacjina zebranych danych. Oprogramowanie ERP obejmuje szereg modu�ów (np. wytwarza-nie, zamówienia, rachunki, hurtownia danych, transport, zasoby ludzkie itp.), które mog�by� integrowane z oprogramowaniem firmy. W rozwini�ciu klasy systemów ERP II wy-korzystano technologie internetowe oraz standard j�zyka XML. Pozwala to na pe�n� inte-rakcj� systemu z otoczeniem poprzez wymian� danych za pomoc� sieci komputerowych.Interakcja ta przyczynia si� do optymalizacji procesów biznesowych w relacjach przed-si�biorstwa z partnerami [KR05].
Systemy ERP s� rozwini�ciem systemów planowania zasobów produkcyjnych MRP II(ang. Manufacturing Resource Planning), których podstawowym elementem jest baza da-nych, stanowi�ca wspólne ród�o informacji dla wszystkich pozosta�ych modu�ów sys-temu. Modu�y te zwykle obejmuj� takie obszary jak magazynowanie, zarz�dzanie zapasami,�ledzenie realizowanych dostaw, planowanie produkcji, zaopatrzenie, sprzeda�, kontaktyz klientami, ksi�gowo��, finanse, zarz�dzanie zasobami ludzkimi (p�ace, kadry) itp.
Ameryka�skie stowarzyszenie sterowania produkcj� i zapasami APICS (ang. The Asso-ciation for Operations Management) w 1989 roku oficjalnie og�osi�o dokument „MRP IIStandard System”, w którym opisuje funkcjonalno�� przedsi�biorstwa [KR05]. Oto ona.
� Planowanie biznesowe (ang. Business Planning) — ogólny plan dzia�aniaprzedsi�biorstwa.
� Bilansowanie produkcji i sprzeda�y SOP (ang. Sales and OperationPlanning) — tworzenie planów produkcji i sprzeda�y maj�cych na celurealizacj� planu biznesowego. Plany te okre�laj� wzajemnie zbilansowanewielko�ci sprzeda�y, produkcji oraz poziomu zapasów magazynowychw poszczególnych okresach. S� równie� wyznacznikiem dla wszystkichinnych planów operacyjnych w przedsi�biorstwie.
� Zarz�dzanie popytem DEM (ang. Demand Management) — prognozowaniei planowanie sprzeda�y oraz potwierdzanie zamówie� klientów. Jego celemjest okre�lanie wielko�ci przysz�ego popytu i ci�g�a aktualizacji tej warto�ci.
� Harmonogramowanie planu produkcji MPS (ang. Master ProductionScheduling) — bilansowanie poda�y w kategoriach materia�ów, zdolno�ciprodukcyjnych, minimalnych zapasów dostosowanych do popytu wyra�onegoprognozami, zamówieniami odbiorców, promocjami.
� Planowanie potrzeb materia�owych MRP (ang. Material RequirementsPlanning) — okre�lanie harmonogramów zakupów, produkcji oraz monta�uwszystkich cz��ci sk�adowych wyrobu wraz z priorytetami dla zaopatrzeniai produkcji.
Rozdzia� 2. � Model infrastruktury systemów informatycznych 49
� Wspomaganie zarz�dzania strukturami materia�owymi BMS (ang. Bill ofMaterial Subsystem) — dostarczanie informacji koniecznych do obliczaniawielko�ci zlece� produkcyjnych i zaopatrzeniowych oraz ich priorytetów.
� Ewidencja magazynowa INV (ang. Inventory Transaction Subsystem)— prowadzenie ewidencji gospodarki magazynowej, dostarczanie do innychfunkcji informacji o dost�pnych zapasach elementów.
� Sterowanie zleceniami SRS (ang. Schedule Receipts Subsystem) — kontrolasp�ywu (przyj�cia na ewidencj�) elementów zaopatrzeniowych i produkowanych,w tym zaplanowanych przez MRP i MPS.
� Sterowanie produkcj� SFC (ang. Shop Floor Control) — przekazywanieinformacji o priorytetach mi�dzy osob� planuj�c� produkcj� a stanowiskamiroboczymi.
� Planowanie zdolno�ci produkcyjnych CRP (ang. Capacity RequirementsPlanning) — badanie osi�galno�ci opracowanych planów produkcji i sprzeda�yoraz harmonogramu.
� Sterowanie stanowiskami roboczymi IOC (ang. Input/Output Control)— wspomaganie kontroli wykonania planu zdolno�ci produkcyjnych orazkontrola kolejek na poszczególnych stanowiskach roboczych dotycz�cawielko�ci prac na wej�ciu i wyj�ciu stanowiska.
� Zaopatrzenie PUR (ang. Purchasing) — wspomaganie czynno�ci zwi�zanychz nabywaniem towarów i us�ug od dostawców oraz umo�liwienie utworzeniazlece� zakupu lub harmonogramu przyj�� dostaw.
� Planowanie zasobów dystrybucyjnych DRP (ang. Distribution ResourcePlanning) — obs�uga czynno�ci zwi�zanych z harmonogramowaniem przesuni��wyrobów pomi�dzy punktami sieci dystrybucyjnej oraz planowanie produkcjimi�dzyzak�adowej.
� Narz�dzia i pomoce warsztatowe (ang. Tooling) — planowanie dost�pno�ciw�a�ciwych narz�dzi specjalnych w celu wykonania planu produkcji bezprzeszkód.
� Planowanie finansowe (ang. Financial Planning Interface) — pobieraniez systemu MRP II danych o charakterze finansowym, ich przetwarzaniei przekazywanie do osób odpowiedzialnych za planowanie finansowe.
� Symulacje (ang. Simulation) — ocena wp�ywu zmian wprowadzonychdo poszczególnych elementów MRP II na plany finansowe, potrzebymateria�owe i zdolno�ci wykonawcze.
� Pomiar wyników (ang. Performance Measurement) — pomiar ci�g�ej kontroliefektywno�ci wykorzystania systemu MRP II (ustalenie celów i sprawdzaniedrogi osi�ganego celu).
Systemy planowania zasobów przedsi�biorstwa ERP pracuj� w najwy�szej warstwie mo-delu infrastruktury rozproszonych informatycznych systemów sterowania i s� zaliczanedo klasy zintegrowanych systemów informatycznych. Kluczowym czynnikiem uzyska-nia przez nie doskona�o�ci operacyjnej jest integracja biznesowych ko�cówek aplikacji
50 Komputerowe systemy automatyki przemys�owej
do zarz�dzania przedsi�biorstwem z systemem realizacji produkcji MES. Z tego wzgl�dusystemy MES staj� si� cz��ci� systemów ERP i odpowiadaj� za wykonywanie poszcze-gólnych zada� na poziomie operacyjnym, rozszerzaj�c tym samym funkcjonalno�� sys-temów ERP.
2.2. System realizacji produkcji MESSystem realizacji produkcji MES (ang. Manufacturing Execution System) jest systememkomputerowym wykorzystuj�cym technologie informatyczne, oprogramowanie, urz�-dzenia elektroniczne i elementy automatyki, które pozwalaj� na zbieranie informacji zestanowisk produkcyjnych i umo�liwiaj� optymalizacj� operacji procesu produkcyjnegow obszarze biznesowym. Typowy system klasy MES realizuje nast�puj�ce funkcje [KR05].
1. Zarz�dzanie wykonaniem produkcji (ang. Process Management) — odpowiadaza monitorowanie i zarz�dzanie procesem produkcji. Dostarczone dane procesoweoraz dane o stanach alarmowych i zdarzeniach wspomagaj� operatoróww podejmowaniu decyzji. Implementowane interfejsy SCADA/HMI pozwalaj�na bezpo�redni� komunikacj� z urz�dzeniami automatyki oraz realizuj�gromadzenie i akwizycj� danych z procesu technologicznego.
2. Zarz�dzanie wydajno�ci� (ang. Performance Analysis) — odpowiadaza monitorowanie danych z procesu produkcji w celu wykonania analizywydajno�ci linii produkcyjnych poprzez wyznaczenie wskanika ca�kowitejefektywno�ci maszyn i urz�dze� OEE (ang. Overall Equipment Effectiveness).Wskanik OEE w sposób kompleksowy opisuje trzy g�ówne obszary dzia�alno�cibiznesowej przedsi�biorstwa: dost�pno�� (D), efektywno�� wykorzystania(W) oraz jako�� produkowanych wyrobów (J) i wyra�a si� wzorem:
JWDOEE ��� (2.1)
gdzie:
D — dost�pno�� produkowanych wyrobów, okre�laj�ca straty czasu naró�nego rodzaju nieplanowane zdarzenia (straty na dost�pno�ci), któr�wyznacza si� wg zale�no�ci:
E
PE
tttD �
�(2.2)
przy czym:
tE — czas eksploatacji,
tP — czas nieplanowanych przestojów.
W — efektywno�� wykorzystania produkowanych wyrobów, okre�laj�castosunek pomi�dzy nominaln� a faktyczn� pr�dko�ci� maszyny, która wyra�asi� wzorem:
%100���
�PE tt
TnW(2.3)
Rozdzia� 2. � Model infrastruktury systemów informatycznych 51
przy czym:
n — ilo�� wykonanych produktów (dobre i z�e),
T — takt pracy linii produkcyjnej,
tE — czas eksploatacji,
tP — czas nieplanowanych przestojów.
J — jako�� produkowanych wyrobów, oznaczaj�ca ilo�� dobrych wyrobówwykonanych za pierwszym razem i liczb� braków, obliczana wg zale�no�ci:
nnnJ B�
�(2.4)
przy czym:
n — ilo�� wykonana (dobre i z�e),
nB — ilo�� braków i odpadów.
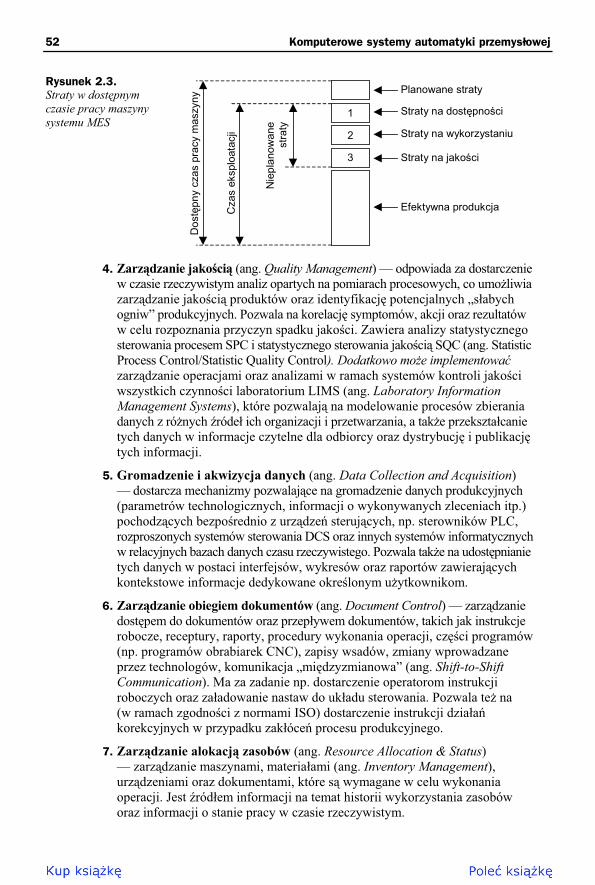
Wskanik OEE mierzy straty z tytu�u niezaplanowanych zdarze� na maszynach, takie jaknieplanowane przestoje, niezgodna z wymaganiami jako�� i wyd�u�one czasy cyklu pracymaszyny, oraz wskazuje poziom strat w zadanym czasie eksploatacji maszyny (rysunek2.3). Podczas realizacji dzia�a� produkcyjnych mog� zaistnie� tak�e inne zdarzenia, którychwyst�pienie nie jest planowane. Do tej grupy zalicza si�:
� Straty na dost�pno�ci — jest to grupa zdarze� zwi�zanych z niemo�liwo�ci�realizowania zaplanowanych zlece� produkcyjnych w wyniku zaistnienia np.:awarii, usterek, oczekiwania na materia� czy pó�wyroby, nieobecno�ci operatorana stanowisku, przed�u�aj�cych si� planowanych przestojów (przed�u�onegoprzezbrojenia, testów, konserwacji itp.).
� Straty na wykorzystaniu — jest to pomiar sprawdzaj�cy, czy realizacjaprodukcji odbywa si� w za�o�onym tempie. Wolniejsza produkcja mo�e by�tak samo niekorzystna jak zbyt szybka. Ró�nice od czasu cyklu w dó� mog�by� spowodowane zwolnion� prac� maszyny z powodu stosowania niew�a�ciwejjako�ci surowca lub pó�produktu, niewiedz� pracownika, niepe�n� obsad�,wykonywaniem zb�dnych czynno�ci przez operatora, usterkami maszynypowoduj�cymi wyd�u�enie czasu cyklu pracy maszyny, niew�a�ciw� jako�ci�materia�u lub surowca powoduj�c� wyd�u�enie czasu cyklu pracy maszyny itp.
� Straty na jako�ci — jest to pomiar czasu wykorzystanego na wytworzeniewadliwych wyrobów.
3. �ledzenie i genealogia produkcji (ang. Production Tracking and Genealogy)— pozwala na �ledzenie w czasie rzeczywistym przep�ywu produkcji wraz zeszczegó�ami dotycz�cymi ilo�ci zu�ywanych surowców, operatorów wykonuj�cychokre�lone zadania, realizowanych receptur, wprowadzanych do receptur korekt.Odpowiada za zapis danych w produkcyjnej bazie danych, a w konsekwencjipozwala na odtworzenie kompletnej genealogii produkcji (prostej oraz odwrotnej,ang. reverse genealogy).
52 Komputerowe systemy automatyki przemys�owej
Rysunek 2.3.Straty w dost�pnymczasie pracy maszynysystemu MES
3
2
1
Planowane straty
Straty na dost�pno�ci
Straty na wykorzystaniu
Straty na jako�ci
Dos
t�pn
y cz
as p
racy
mas
zyny
Cza
s ek
splo
atac
ji
Efektywna produkcja
Nie
plan
owan
est
raty
4. Zarz�dzanie jako�ci� (ang. Quality Management) — odpowiada za dostarczeniew czasie rzeczywistym analiz opartych na pomiarach procesowych, co umo�liwiazarz�dzanie jako�ci� produktów oraz identyfikacj� potencjalnych „s�abychogniw” produkcyjnych. Pozwala na korelacj� symptomów, akcji oraz rezultatóww celu rozpoznania przyczyn spadku jako�ci. Zawiera analizy statystycznegosterowania procesem SPC i statystycznego sterowania jako�ci� SQC (ang. StatisticProcess Control/Statistic Quality Control). Dodatkowo mo�e implementowa�zarz�dzanie operacjami oraz analizami w ramach systemów kontroli jako�ciwszystkich czynno�ci laboratorium LIMS (ang. Laboratory InformationManagement Systems), które pozwalaj� na modelowanie procesów zbieraniadanych z ró�nych róde� ich organizacji i przetwarzania, a tak�e przekszta�canietych danych w informacje czytelne dla odbiorcy oraz dystrybucj� i publikacj�tych informacji.
5. Gromadzenie i akwizycja danych (ang. Data Collection and Acquisition)— dostarcza mechanizmy pozwalaj�ce na gromadzenie danych produkcyjnych(parametrów technologicznych, informacji o wykonywanych zleceniach itp.)pochodz�cych bezpo�rednio z urz�dze� steruj�cych, np. sterowników PLC,rozproszonych systemów sterowania DCS oraz innych systemów informatycznychw relacyjnych bazach danych czasu rzeczywistego. Pozwala tak�e na udost�pnianietych danych w postaci interfejsów, wykresów oraz raportów zawieraj�cychkontekstowe informacje dedykowane okre�lonym u�ytkownikom.
6. Zarz�dzanie obiegiem dokumentów (ang. Document Control) — zarz�dzaniedost�pem do dokumentów oraz przep�ywem dokumentów, takich jak instrukcjerobocze, receptury, raporty, procedury wykonania operacji, cz��ci programów(np. programów obrabiarek CNC), zapisy wsadów, zmiany wprowadzaneprzez technologów, komunikacja „mi�dzyzmianowa” (ang. Shift-to-ShiftCommunication). Ma za zadanie np. dostarczenie operatorom instrukcjiroboczych oraz za�adowanie nastaw do uk�adu sterowania. Pozwala te� na(w ramach zgodno�ci z normami ISO) dostarczenie instrukcji dzia�a�korekcyjnych w przypadku zak�óce� procesu produkcyjnego.
7. Zarz�dzanie alokacj� zasobów (ang. Resource Allocation & Status)— zarz�dzanie maszynami, materia�ami (ang. Inventory Management),urz�dzeniami oraz dokumentami, które s� wymagane w celu wykonaniaoperacji. Jest ród�em informacji na temat historii wykorzystania zasobóworaz informacji o stanie pracy w czasie rzeczywistym.
Rozdzia� 2. � Model infrastruktury systemów informatycznych 53
8. Zarz�dzanie zasobami ludzkimi (ang. Labor Management) — dostarczanieinformacji dotycz�cych stanu pracy personelu odpowiedzialnego za produkcj�,sprawdzanie dost�pno�ci oraz certyfikacji u�ytkowników. Pozwala tak�e namonitorowanie dodatkowych operacji, takich jak przygotowanie materia�óworaz prace konserwacyjne urz�dze� dodatkowych, co w konsekwencji dajemo�liwo�� kalkulacji rzeczywistej warto�ci kosztów pracy na podstawieaktywno�ci pracownika ABC (ang. Activity Based Costing).
9. Rozsy�anie zada� produkcyjnych (ang. Dispatching Production Units)— zarz�dzanie przep�ywem pracy jednostek produkcyjnych w kontek�ciezamówie�, wsadów, zlece� oraz zada� produkcyjnych. Rozsy�ana informacjajest prezentowana w postaci sekwencji operacji, które powinny by� wykonane;zmiany w kolejno�ci s� uwzgl�dniane natychmiast po modyfikacji harmonogramu.W systemie dost�pne s� równie� mo�liwo�ci powtórnego wykonywania pracw zale�no�ci od jako�ci wytwarzanych produktów oraz mo�liwo�ci �ledzeniawielko�ci produkcji w toku WIP (ang. Work In-Process).
10. Harmonogramowanie produkcji (ang. Operactions/Detailed Scheduling)— zaplanowanie sekwencji wykonania operacji produkcyjnych opartychna priorytetach, atrybutach, charakterystykach oraz recepturach zwi�zanychz okre�lonymi jednostkami produkcyjnymi. Minimalizuje czasy wykonaniasekwencji. Okre�la sko�czone ramy czasowe wykonania okre�lonych zlece�oraz rozpoznaje mo�liwe równoleg�e �cie�ki wykonania operacji, tym samympozwala na dok�adne obliczenie czasu wykonania zlecenia.
11. Zarz�dzanie utrzymaniem ruchu (ang. Maintenance Management)— wspomaganie zarz�dzania pracami konserwacyjnymi maszyn oraz urz�dze�w zale�no�ci od wielko�ci wykonywanej produkcji oraz ich czasu pracy.Monitoruje stan wykorzystania maszyn, pozwala na szybk� diagnostyk� orazgromadzi histori� wszelkich aktywno�ci zwi�zanych z utrzymaniem ruchu.
System MES sta� si� jednym z zasadniczych elementów tzw. zarz�dzania procesami pro-dukcyjnymi. Umo�liwia on efektywne zbieranie informacji w czasie rzeczywistym wprostze stacji procesowych i ich transfer na obszar biznesowy. Pozyskane dane z procesu pro-dukcyjnego pozwalaj� na analiz� prawdziwego obrazu wykorzystania zdolno�ci produk-cyjnych oraz kluczowych wskaników wydajno�ci produkcji. Akwizycja tych danych od-bywa si� za pomoc� systemu SCADA/HMI.
2.3. System sterowaniai akwizycji danych SCADA/HMI
System nadzoruj�cy przebieg procesu technologicznego lub produkcyjnego SCADA/HMI(ang. Supervisory Control and Data Acquisition/Human Machine Interface) jest systememkomputerowym, którego g�ówne funkcje dotycz� zbierania aktualnych danych pochodz�-cych z procesu, wizualizacji jego stanu, sterowania nadrz�dnego, alarmowania i rejestracjizdarze�, archiwizacji danych oraz udost�pniania informacji o procesie w sieciach kompu-terowych. Wybór oraz ilo�� prezentowanych danych procesowych odpowiadaj� okre�lonej
54 Komputerowe systemy automatyki przemys�owej
kategorii nadzorowanego procesu oraz aktualnym wymaganiom obs�ugi. Zobrazowaniedanych procesowych realizowane jest na ekranach synoptycznych, na których wy�wietlanes� warto�ci w postaci liczb b�d za pomoc� ró�nego rodzaju wykresów, suwaków lubmierników. Budowanie ekranów synoptycznych wykonywane jest we wszystkich apli-kacjach komputerowych przeznaczonych do tworzenia systemów SCADA, w których za-warte s� biblioteki gotowych elementów prezentacji graficznej [KR05].
Wa�nymi zadaniami systemu SCADA s� wykrywanie i rejestracja alarmów oraz gene-rowanych zdarze� wyst�puj�cych podczas pracy komputerowego systemu sterowaniaprocesem technologicznym. Rejestracja zdarze� i alarmów jest zdeterminowana czasowo,a wymagana szybko�� reakcji systemu automatyki na wyst�pienie okre�lonego zdarzeniajest zwykle okre�lana na etapie formu�owania wymaga� spe�nianych przez dany proces.Wyst�pienie zdarze� i alarmów zdefiniowanych w fazie projektowania systemu SCADAmo�e wywo�ywa� konieczno�� podejmowania przez uk�ady znajduj�ce si� w systemieautomatyki pewnych dzia�a� powoduj�cych zmniejszenie skutków ich wyst�pienia. Z uwagina wymagan� szybko�� i niezawodno�� tych dzia�a� odpowiedzialne za ich realizacj� s�zazwyczaj uk�ady znajduj�ce si� w bliskim otoczeniu obs�ugiwanych urz�dze�, takie jaksterowniki PLC lub modu�y zabezpieczeniowe. Dla wi�kszo�ci systemów SCADA okre�lasi� parametry czasowe zwi�zane z rejestracj� zdarze� zachodz�cych podczas pracy obiektu.Dzi�ki temu system sterowania i wizualizacji umo�liwia dok�adn� analiz� zaistnia�ej awariii jej skutków. Na parametry czasowe rejestracji zdarze� maj� wp�yw parametry wyko-rzystanych urz�dze�, typy zastosowanych sieci przemys�owych, budowa systemu au-tomatyki, jak równie� typ samej aplikacji s�u��cej do budowy systemu sterowania i wi-zualizacji [KR05].
Do przyk�adowych systemów SCADA mo�na zaliczy�:
� Adroit — system SCADA wraz z oprogramowaniem raportuj�cym OPUSoraz dost�pem poprzez strony web (VIZNET),
� ANT Studio — oprogramowanie SCADA firmy ANT, s�u��ce do integracjisystemów automatyki i pomiarów z wbudowanym serwerem WWW, telemetri�oraz j�zykiem skryptów,
� ASIX — pakiet projektowania i realizacji systemów wizualizacji oraz nadzorukomputerowego firmy ASKOM,
� EMAC — system nadzoru i wizualizacji firmy ELEKTROBUDOWA S.A.,
� GEMOS — system zarz�dzania budynkiem i bezpiecze�stwem firmy ELA COMPIL,
� National Instruments LabVIEW — �rodowisko do tworzenia systemów SCADA(graficzny j�zyk programowania),
� MicroSCADA — produkt firmy ABB s�u��cy do wizualizacji stacjielektroenergetycznej,
� Movicon SCADA — oprogramowanie wizualizacyjne s�u��ce do kontroli,monitorowania i archiwizacji parametrów urz�dze� oraz procesówprzemys�owych,
� Inne: iFIX, CoMeta, PRO-2000, RSView, Telwin, Wizcon Supervisor,Wonderware InTouch itp.
Rozdzia� 2. � Model infrastruktury systemów informatycznych 55
System SCADA/HMI pe�ni rol� nadrz�dn� w stosunku do programowalnych sterowni-ków PLC/PAC i innych urz�dze�. Na ogó� sterowniki PLC/PAC po��czone s� bezpo�rednioz urz�dzeniami wykonawczymi (zawory, przemienniki cz�stotliwo�ci, softstarty itp.)oraz pomiarowymi (czujniki temperatury, przyrz�dy pomiaru wielko�ci elektrycznych itp.)i zbieraj� aktualne dane z obiektu, a tak�e wykonuj� automatyczne algorytmy sterowaniai regulacji. Za po�rednictwem sterowników PLC/PAC dane trafiaj� do systemu kompu-terowego i tam s� archiwizowane oraz przetwarzane na form� bardziej przyjazn� dla ob-s�ugi systemu automatyki.
2.4. Urz�dzenia automatykiprzemys�owej
Urz�dzenia automatyki przemys�owej nale�� do uk�adów urz�dze� tworz�cych systemautomatyki przemys�owej. Zawieraj� si� w grupie urz�dze�, które s� zarz�dzane przezsystem realizacji produkcji MES za pomoc� systemów SCADA/HMI. Urz�dzenia temo�na podzieli� na nast�puj�ce kategorie.
� Urz�dzenia i maszyny realizuj�ce produkcj� lub procesy przemys�owe:urz�dzenia do monta�u oraz linie monta�owe, urz�dzenia do transportu bliskiego,systemy paletyzuj�ce, linie pakuj�ce, prasy, roboty itp.
� Urz�dzenia kontrolno-pomiarowe: aparatura pomiarowa, czujniki, przetworniki,mierniki, wskaniki, rejestratory oraz systemy wizyjne.
� Urz�dzenia wykonawcze: zawory, silniki, nap�dy, przepustnice, pompy itp.
� Urz�dzenia steruj�ce: sterowniki PLC/PAC, komputery przemys�owe IPC,panele operatorskie.
� Systemy ��czno�ci: przemys�owe sieci komputerowe.
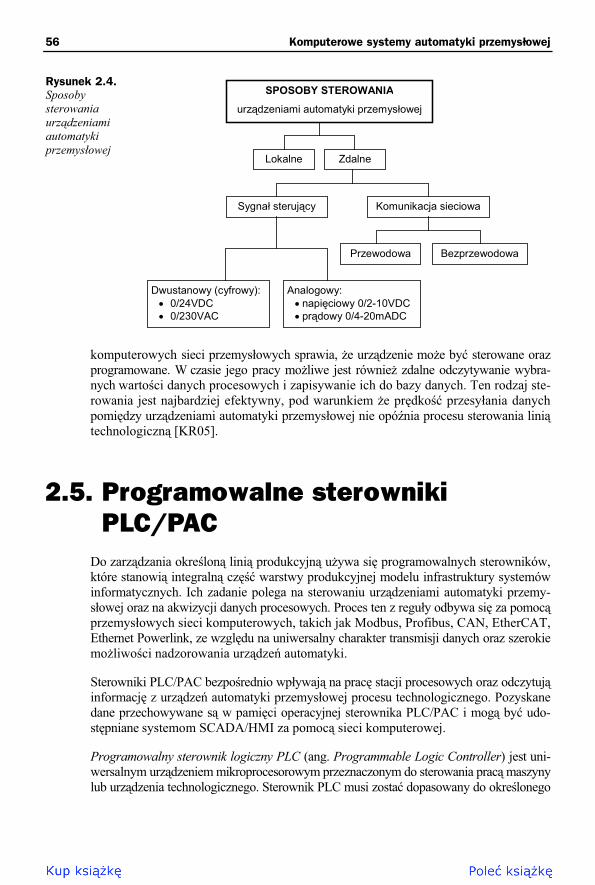
Urz�dzeniami automatyki przemys�owej produkowanymi na bazie techniki mikrokom-puterowej mo�na sterowa� na dwa sposoby (rysunek 2.4):
� lokalny — panel operatorski umieszczony na urz�dzeniu, umo�liwiaj�cyrealizacj� okre�lonych funkcji,
� zdalny — urz�dzenie posiada wyprowadzone z��cza steruj�ce i interfejsykomunikacyjne.
W sposobie zdalnego sterowania wyró�nia si� sygna�y steruj�ce oraz komunikacj� sie-ciow� przewodow� lub bezprzewodow�. Sygna� steruj�cy dwustanowy (cyfrowy) cha-rakteryzuje si� stanem logicznym „1” o warto�ci napi�cia od 5 do 30 V DC lub logicz-nym „0” — poni�ej 5 V DC. Zdalny sygna� analogowy realizowany jest poprzezwarto�� pr�du w zakresie od 0/4 do 20 mA DC lub poprzez warto�� napi�cia w zakresieod 0/2 do 10 V DC. W przypadku zastosowania sposobu sterowania za pomoc� sygna�usteruj�cego okablowanie staje si� bardziej rozbudowane w stosunku do liczby przewodówwyst�puj�cych podczas sterowania przy u�yciu komunikacji sieciowej. Zastosowanie
56 Komputerowe systemy automatyki przemys�owej
Rysunek 2.4.Sposobysterowaniaurz�dzeniamiautomatykiprzemys�owej
SPOSOBY STEROWANIA
urz�dzeniami automatyki przemys�owej
Lokalne Zdalne
Sygna� steruj�cy
Dwustanowy (cyfrowy):! 0/24VDC! 0/230VAC
Analogowy:! napi�ciowy 0/2-10VDC! pr�dowy 0/4-20mADC
Komunikacja sieciowa
Przewodowa Bezprzewodowa
komputerowych sieci przemys�owych sprawia, �e urz�dzenie mo�e by� sterowane orazprogramowane. W czasie jego pracy mo�liwe jest równie� zdalne odczytywanie wybra-nych warto�ci danych procesowych i zapisywanie ich do bazy danych. Ten rodzaj ste-rowania jest najbardziej efektywny, pod warunkiem �e pr�dko�� przesy�ania danychpomi�dzy urz�dzeniami automatyki przemys�owej nie opónia procesu sterowania lini�technologiczn� [KR05].
2.5. Programowalne sterownikiPLC/PAC
Do zarz�dzania okre�lon� lini� produkcyjn� u�ywa si� programowalnych sterowników,które stanowi� integraln� cz��� warstwy produkcyjnej modelu infrastruktury systemówinformatycznych. Ich zadanie polega na sterowaniu urz�dzeniami automatyki przemy-s�owej oraz na akwizycji danych procesowych. Proces ten z regu�y odbywa si� za pomoc�przemys�owych sieci komputerowych, takich jak Modbus, Profibus, CAN, EtherCAT,Ethernet Powerlink, ze wzgl�du na uniwersalny charakter transmisji danych oraz szerokiemo�liwo�ci nadzorowania urz�dze� automatyki.
Sterowniki PLC/PAC bezpo�rednio wp�ywaj� na prac� stacji procesowych oraz odczytuj�informacj� z urz�dze� automatyki przemys�owej procesu technologicznego. Pozyskanedane przechowywane s� w pami�ci operacyjnej sterownika PLC/PAC i mog� by� udo-st�pniane systemom SCADA/HMI za pomoc� sieci komputerowej.
Programowalny sterownik logiczny PLC (ang. Programmable Logic Controller) jest uni-wersalnym urz�dzeniem mikroprocesorowym przeznaczonym do sterowania prac� maszynylub urz�dzenia technologicznego. Sterownik PLC musi zosta� dopasowany do okre�lonego
Rozdzia� 2. � Model infrastruktury systemów informatycznych 57
obiektu sterowania poprzez wprowadzenie do jego pami�ci po��danego algorytmu dzia-�ania. Sterownik posiada struktur� oprogramowania przystosowan� do wykonywaniap�tli regulacji.
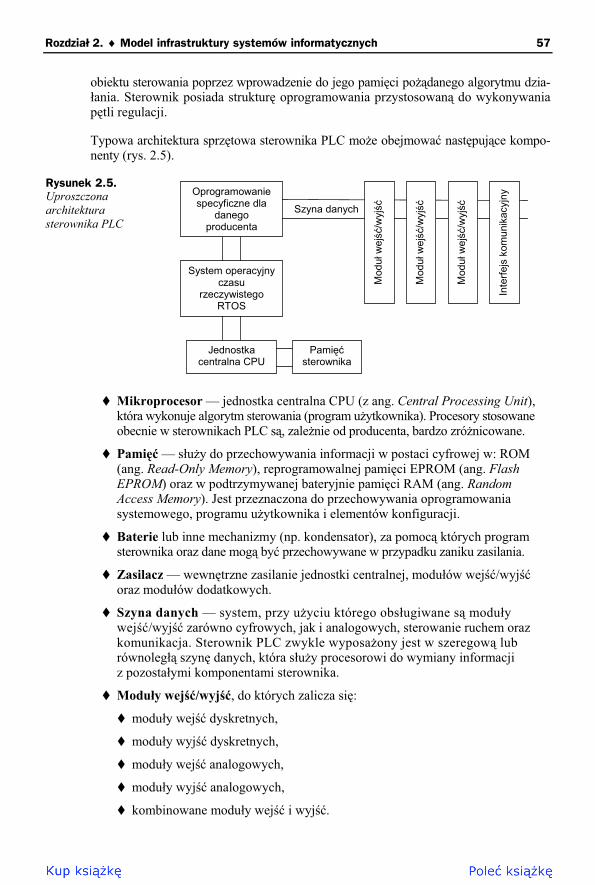
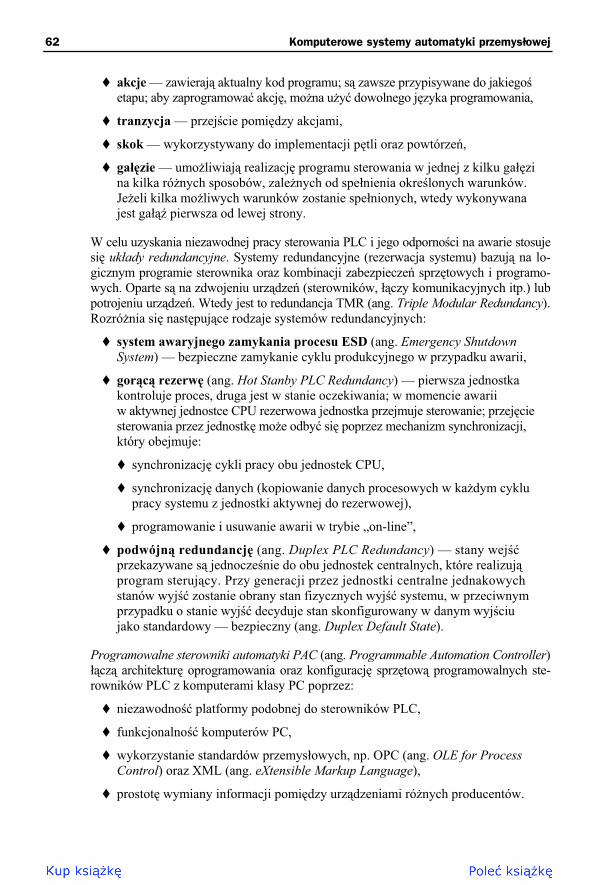
Typowa architektura sprz�towa sterownika PLC mo�e obejmowa� nast�puj�ce kompo-nenty (rys. 2.5).
Rysunek 2.5.Uproszczonaarchitekturasterownika PLC
Oprogramowaniespecyficzne dla
danegoproducenta
Szyna danych
Mod
u� w
ej��
/wyj
��
Inte
rfejs
kom
unik
acyj
ny
System operacyjnyczasu
rzeczywistegoRTOS
Jednostkacentralna CPU
Pami��sterownika
Mod
u� w
ej��
/wyj
��
Mod
u� w
ej��
/wyj
��
� Mikroprocesor — jednostka centralna CPU (z ang. Central Processing Unit),która wykonuje algorytm sterowania (program u�ytkownika). Procesory stosowaneobecnie w sterownikach PLC s�, zale�nie od producenta, bardzo zró�nicowane.
� Pami� — s�u�y do przechowywania informacji w postaci cyfrowej w: ROM(ang. Read-Only Memory), reprogramowalnej pami�ci EPROM (ang. FlashEPROM) oraz w podtrzymywanej bateryjnie pami�ci RAM (ang. RandomAccess Memory). Jest przeznaczona do przechowywania oprogramowaniasystemowego, programu u�ytkownika i elementów konfiguracji.
� Baterie lub inne mechanizmy (np. kondensator), za pomoc� których programsterownika oraz dane mog� by� przechowywane w przypadku zaniku zasilania.
� Zasilacz — wewn�trzne zasilanie jednostki centralnej, modu�ów wej��/wyj��oraz modu�ów dodatkowych.
� Szyna danych — system, przy u�yciu którego obs�ugiwane s� modu�ywej��/wyj�� zarówno cyfrowych, jak i analogowych, sterowanie ruchem orazkomunikacja. Sterownik PLC zwykle wyposa�ony jest w szeregow� lubrównoleg�� szyn� danych, która s�u�y procesorowi do wymiany informacjiz pozosta�ymi komponentami sterownika.
� Modu�y wej�/wyj�, do których zalicza si�:
� modu�y wej�� dyskretnych,
� modu�y wyj�� dyskretnych,
� modu�y wej�� analogowych,
� modu�y wyj�� analogowych,
� kombinowane modu�y wej�� i wyj��.
58 Komputerowe systemy automatyki przemys�owej
� Modu�y inteligentne (dodatkowe, specjalizowane) — wyposa�one s� zazwyczajw uk�ady mikroprocesorowe i wykonuj� funkcje, takie jak:
� realizacja z�o�onych procedur sterowania,
� przetwarzanie sygna�ów,
� gromadzenie danych,
� komunikacja.
� Inne modu�y, do których mo�na zaliczy�:
� modu�y wej�� do pomiaru temperatury wspó�pracuj�ce z termopar�,
� modu�y wej�� do pomiaru temperatury wspó�pracuj�ce z termometremoporowym, np. PT100 lub NI120,
� modu�y wagowe, wspó�pracuj�ce z mostkami tensometrycznymi,
� modu�y licznika o wysokiej cz�stotliwo�ci,
� modu�y pozycjonuj�ce,
� modu�y programowalne,
� modu�y komunikacyjne (Modbus, Ethernet, DeviceNet, Profibus itp.),
� modu�y g�o�nomówi�ce,
� Fuzzy Logic.
� Obudowa — konstrukcja mechaniczna sterownika, za pomoc� której komponentymog� funkcjonowa� w ramach jednego urz�dzenia. W�ród typowych rozwi�za�znale� mo�na obudowy, w których montuje si� wszystkie komponenty(rozwi�zania kompaktowe). Coraz cz��ciej stosowane s� konstrukcje bezwspólnej obudowy (kasety rozszerzaj�ce), w których modu�y s� ��czoneindywidualnie nawet na odleg�o�� 210 m — sterownik rozproszony.
Podstawowym komponentem architektury oprogramowania sterownika PLC jest jegosystem operacyjny (rozdz. 6). Systemy operacyjne czasu rzeczywistego zapewniaj� ste-rownikom zarówno stabilno�� dzia�ania, jak i po��dan� w aplikacjach przemys�owychniezawodno��. W ramach pracy systemu operacyjnego zapisuje si�, a nast�pnie uruchamiaprogramy u�ytkowe, opisuj�ce zachowanie i decyzje systemu sterowania w danej aplikacji,zale�nie od informacji wej�ciowej.
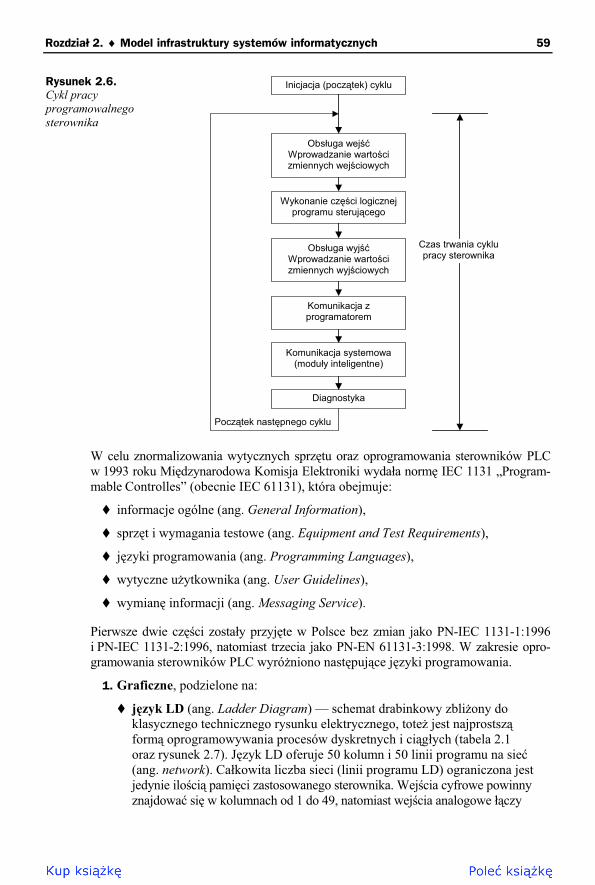
W pracy ka�dego sterownika wykonywane s� w sposób cykliczny kolejno pojedyncze blokiprogramu (rysunek 2.6). Na pocz�tku ka�dego cyklu program odczytuje stany wej��sterownika i zapisuje je jako obraz wej�� procesu. Po wykonywaniu cz��ci logicznej pro-gramu steruj�cego sterownik wpisuje stany wyj�� do pami�ci b�d�cej obrazem wyj�� proce-su, po czym system operacyjny sterownika PLC uaktywnia odpowiednie wyj�cia steruj�ceelementami wykonawczymi. W nast�pnym kroku realizowana jest komunikacja z pro-gramatorem, komunikacja systemowa (modu�y inteligentne) oraz diagnostyka. Wszystkiepo��czenia sygna�owe ��cz� si� w modu�ach wej�ciowych sterownika, a program �ledziich obraz i reaguje zmian� stanów wyj�� w zale�no�ci od algorytmu programu steruj�cego.
Rozdzia� 2. � Model infrastruktury systemów informatycznych 59
Rysunek 2.6.Cykl pracyprogramowalnegosterownika
Pocz�tek nast�pnego cyklu
Inicjacja (pocz�tek) cyklu
Obs�uga wej��Wprowadzanie warto�cizmiennych wej�ciowych
Wykonanie cz��ci logicznejprogramu steruj�cego
Obs�uga wyj��Wprowadzanie warto�cizmiennych wyj�ciowych
Komunikacja zprogramatorem
Diagnostyka
Czas trwania cyklupracy sterownika
Komunikacja systemowa(modu�y inteligentne)
W celu znormalizowania wytycznych sprz�tu oraz oprogramowania sterowników PLCw 1993 roku Mi�dzynarodowa Komisja Elektroniki wyda�a norm� IEC 1131 „Program-mable Controlles” (obecnie IEC 61131), która obejmuje:
� informacje ogólne (ang. General Information),
� sprz�t i wymagania testowe (ang. Equipment and Test Requirements),
� j�zyki programowania (ang. Programming Languages),
� wytyczne u�ytkownika (ang. User Guidelines),
� wymian� informacji (ang. Messaging Service).
Pierwsze dwie cz��ci zosta�y przyj�te w Polsce bez zmian jako PN-IEC 1131-1:1996i PN-IEC 1131-2:1996, natomiast trzecia jako PN-EN 61131-3:1998. W zakresie opro-gramowania sterowników PLC wyró�niono nast�puj�ce j�zyki programowania.
1. Graficzne, podzielone na:
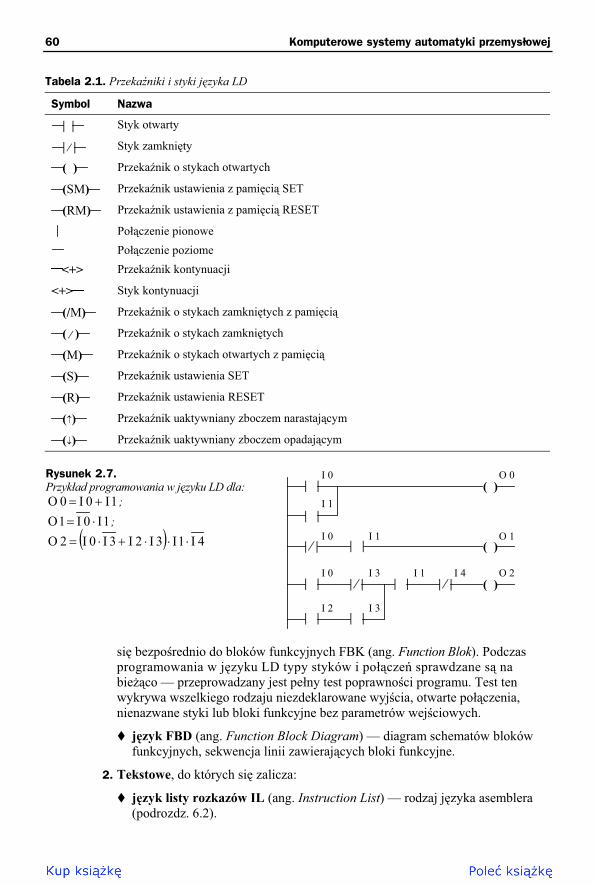
� j�zyk LD (ang. Ladder Diagram) — schemat drabinkowy zbli�ony doklasycznego technicznego rysunku elektrycznego, tote� jest najprostsz�form� oprogramowywania procesów dyskretnych i ci�g�ych (tabela 2.1oraz rysunek 2.7). J�zyk LD oferuje 50 kolumn i 50 linii programu na sie�(ang. network). Ca�kowita liczba sieci (linii programu LD) ograniczona jestjedynie ilo�ci� pami�ci zastosowanego sterownika. Wej�cia cyfrowe powinnyznajdowa� si� w kolumnach od 1 do 49, natomiast wej�cia analogowe ��czy
60 Komputerowe systemy automatyki przemys�owej
Tabela 2.1. Przekaniki i styki j�zyka LD
Symbol Nazwa
| | Styk otwarty
| # | Styk zamkni�ty
( ) Przekanik o stykach otwartych
(SM) Przekanik ustawienia z pami�ci� SET
(RM) Przekanik ustawienia z pami�ci� RESET
Po��czenie pionowePo��czenie poziome
<+> Przekanik kontynuacji
<+> Styk kontynuacji
(/M) Przekanik o stykach zamkni�tych z pami�ci�
( # ) Przekanik o stykach zamkni�tych
(M) Przekanik o stykach otwartych z pami�ci�
(S) Przekanik ustawienia SET
(R) Przekanik ustawienia RESET
(�) Przekanik uaktywniany zboczem narastaj�cym
(�) Przekanik uaktywniany zboczem opadaj�cym
Rysunek 2.7.Przyk�ad programowania w j�zyku LD dla:
1 I 0 I 0 O �� ;
1 I 0 I 1 O �� ;
4 I 1 I 3 I 2 I 3 I0 I 2 O ������
I 1
| | ( )
| # |
| |
| |
| |
| |
| # |
| |
| |
( )
( )| # |
I 0
I 0 I 1 O 1
O 0
O 2I 0 I 3 I 1 I 4
I 2 I 3
si� bezpo�rednio do bloków funkcyjnych FBK (ang. Function Blok). Podczasprogramowania w j�zyku LD typy styków i po��cze� sprawdzane s� nabie��co — przeprowadzany jest pe�ny test poprawno�ci programu. Test tenwykrywa wszelkiego rodzaju niezdeklarowane wyj�cia, otwarte po��czenia,nienazwane styki lub bloki funkcyjne bez parametrów wej�ciowych.
� j�zyk FBD (ang. Function Block Diagram) — diagram schematów blokówfunkcyjnych, sekwencja linii zawieraj�cych bloki funkcyjne.
2. Tekstowe, do których si� zalicza:
� j�zyk listy rozkazów IL (ang. Instruction List) — rodzaj j�zyka asemblera(podrozdz. 6.2).
Rozdzia� 2. � Model infrastruktury systemów informatycznych 61
� j�zyk tekstu strukturalnego ST (ang. Structured Text) — j�zykprogramowania wy�szego poziomu, gwarantuj�cy szybkie i efektywnetworzenie instrukcji projektu. S�u�y do programowania nawet bardzozaawansowanych zada� automatyzacji. Jego sk�adnia jest zbli�ona doj�zyka Pascal. Na j�zyk tekstu strukturalnego sk�adaj� si� takie grupyinstrukcji jak operacje logiczne, operacje arytmetyczne, wyra�eniaporówna� logicznych, decyzje (przypisania), p�tle oraz operacje wyboru.
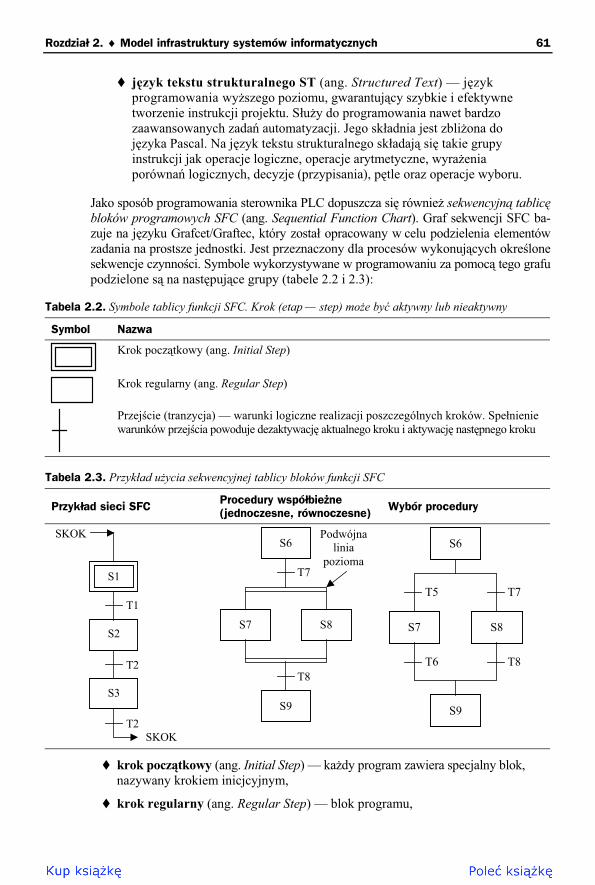
Jako sposób programowania sterownika PLC dopuszcza si� równie� sekwencyjn� tablic�bloków programowych SFC (ang. Sequential Function Chart). Graf sekwencji SFC ba-zuje na j�zyku Grafcet/Graftec, który zosta� opracowany w celu podzielenia elementówzadania na prostsze jednostki. Jest przeznaczony dla procesów wykonuj�cych okre�lonesekwencje czynno�ci. Symbole wykorzystywane w programowaniu za pomoc� tego grafupodzielone s� na nast�puj�ce grupy (tabele 2.2 i 2.3):
Tabela 2.2. Symbole tablicy funkcji SFC. Krok (etap — step) mo�e by� aktywny lub nieaktywny
Symbol Nazwa
Krok pocz�tkowy (ang. Initial Step)
Krok regularny (ang. Regular Step)
Przej�cie (tranzycja) — warunki logiczne realizacji poszczególnych kroków. Spe�nieniewarunków przej�cia powoduje dezaktywacj� aktualnego kroku i aktywacj� nast�pnego kroku
Tabela 2.3. Przyk�ad u�ycia sekwencyjnej tablicy bloków funkcji SFC
Przyk�ad sieci SFC Procedury wspó�bie�ne(jednoczesne, równoczesne) Wybór procedury
S1
S2
S3
T2
T1
T2SKOK
SKOKS6
S9
T8
T7
S8S7
Podwójnalinia
poziomaS6
S9
S8S7
T5 T7
T6 T8
� krok pocz�tkowy (ang. Initial Step) — ka�dy program zawiera specjalny blok,nazywany krokiem inicjcyjnym,
� krok regularny (ang. Regular Step) — blok programu,
62 Komputerowe systemy automatyki przemys�owej
� akcje — zawieraj� aktualny kod programu; s� zawsze przypisywane do jakiego�etapu; aby zaprogramowa� akcj�, mo�na u�y� dowolnego j�zyka programowania,
� tranzycja — przej�cie pomi�dzy akcjami,
� skok — wykorzystywany do implementacji p�tli oraz powtórze�,
� ga��zie — umo�liwiaj� realizacj� programu sterowania w jednej z kilku ga��zina kilka ró�nych sposobów, zale�nych od spe�nienia okre�lonych warunków.Je�eli kilka mo�liwych warunków zostanie spe�nionych, wtedy wykonywanajest ga�� pierwsza od lewej strony.
W celu uzyskania niezawodnej pracy sterowania PLC i jego odporno�ci na awarie stosujesi� uk�ady redundancyjne. Systemy redundancyjne (rezerwacja systemu) bazuj� na lo-gicznym programie sterownika oraz kombinacji zabezpiecze� sprz�towych i programo-wych. Oparte s� na zdwojeniu urz�dze� (sterowników, ��czy komunikacyjnych itp.) lubpotrojeniu urz�dze�. Wtedy jest to redundancja TMR (ang. Triple Modular Redundancy).Rozró�nia si� nast�puj�ce rodzaje systemów redundancyjnych:
� system awaryjnego zamykania procesu ESD (ang. Emergency ShutdownSystem) — bezpieczne zamykanie cyklu produkcyjnego w przypadku awarii,
� gor�c� rezerw� (ang. Hot Stanby PLC Redundancy) — pierwsza jednostkakontroluje proces, druga jest w stanie oczekiwania; w momencie awariiw aktywnej jednostce CPU rezerwowa jednostka przejmuje sterowanie; przej�ciesterowania przez jednostk� mo�e odby� si� poprzez mechanizm synchronizacji,który obejmuje:
� synchronizacj� cykli pracy obu jednostek CPU,
� synchronizacj� danych (kopiowanie danych procesowych w ka�dym cyklupracy systemu z jednostki aktywnej do rezerwowej),
� programowanie i usuwanie awarii w trybie „on-line”,
� podwójn� redundancj� (ang. Duplex PLC Redundancy) — stany wej��przekazywane s� jednocze�nie do obu jednostek centralnych, które realizuj�program steruj�cy. Przy generacji przez jednostki centralne jednakowychstanów wyj�� zostanie obrany stan fizycznych wyj�� systemu, w przeciwnymprzypadku o stanie wyj�� decyduje stan skonfigurowany w danym wyj�ciujako standardowy — bezpieczny (ang. Duplex Default State).
Programowalne sterowniki automatyki PAC (ang. Programmable Automation Controller)��cz� architektur� oprogramowania oraz konfiguracj� sprz�tow� programowalnych ste-rowników PLC z komputerami klasy PC poprzez:
� niezawodno�� platformy podobnej do sterowników PLC,
� funkcjonalno�� komputerów PC,
� wykorzystanie standardów przemys�owych, np. OPC (ang. OLE for ProcessControl) oraz XML (ang. eXtensible Markup Language),
� prostot� wymiany informacji pomi�dzy urz�dzeniami ró�nych producentów.
Rozdzia� 2. � Model infrastruktury systemów informatycznych 63
W sterownikach PAC w g�ównej mierze korzysta si� z oprogramowania narz�dziowego,które powinno zapewnia�:
� transparentny dost�p do wszystkich parametrów i funkcji w ramach systemu,
� mo�liwo�� po��czenia w jeden system sterowników PAC, PLC, SoftPLC orazstacji rozproszonych wej��/wyj�� procesowych,
� mo�liwo�� oprogramowania sterowania ruchem, regulacji ci�g�ej PID,
� wspomaganie u�ytkownika systemu i oprogramowania narz�dziowegow zakresie dost�pu do wiedzy,
� rejestracj� du�ej ilo�ci danych i ich analiz�,
� wizualizacj� i obs�ug� danych,
� maksymalny poziom integracji z sieci� przedsi�biorstwa z u�yciem sieciEthernet TCP/IP czy innych standardów technologii informatycznej IT.
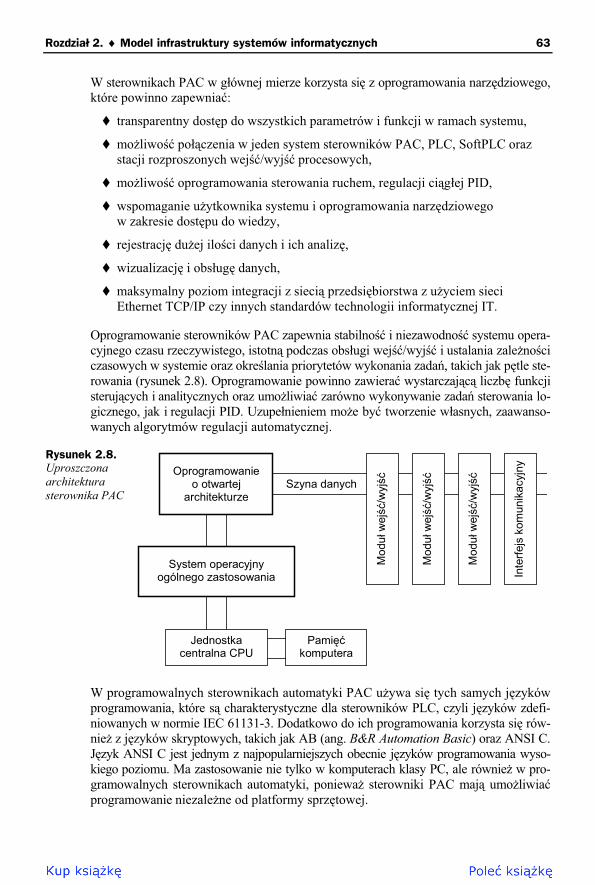
Oprogramowanie sterowników PAC zapewnia stabilno�� i niezawodno�� systemu opera-cyjnego czasu rzeczywistego, istotn� podczas obs�ugi wej��/wyj�� i ustalania zale�no�ciczasowych w systemie oraz okre�lania priorytetów wykonania zada�, takich jak p�tle ste-rowania (rysunek 2.8). Oprogramowanie powinno zawiera� wystarczaj�c� liczb� funkcjisteruj�cych i analitycznych oraz umo�liwia� zarówno wykonywanie zada� sterowania lo-gicznego, jak i regulacji PID. Uzupe�nieniem mo�e by� tworzenie w�asnych, zaawanso-wanych algorytmów regulacji automatycznej.
Rysunek 2.8.Uproszczonaarchitekturasterownika PAC
Oprogramowanieo otwartej
architekturzeSzyna danych
Mod
u� w
ej��
/wyj
��
Inte
rfejs
kom
unik
acyj
ny
System operacyjnyogólnego zastosowania
Jednostkacentralna CPU
Pami��komputera
Mod
u� w
ej��
/wyj
��
Mod
u� w
ej��
/wyj
��
W programowalnych sterownikach automatyki PAC u�ywa si� tych samych j�zykówprogramowania, które s� charakterystyczne dla sterowników PLC, czyli j�zyków zdefi-niowanych w normie IEC 61131-3. Dodatkowo do ich programowania korzysta si� rów-nie� z j�zyków skryptowych, takich jak AB (ang. B&R Automation Basic) oraz ANSI C.J�zyk ANSI C jest jednym z najpopularniejszych obecnie j�zyków programowania wyso-kiego poziomu. Ma zastosowanie nie tylko w komputerach klasy PC, ale równie� w pro-gramowalnych sterownikach automatyki, poniewa� sterowniki PAC maj� umo�liwia�programowanie niezale�ne od platformy sprz�towej.
64 Komputerowe systemy automatyki przemys�owej
J�zyk Automation Basic jest bardzo podobny do j�zyka strukturalnego tekstu ST (ang.Structured Text). To j�zyk wysokiego poziomu zaproponowany przez firm� B&R dlasystemów automatyki. Jest stosowany w oprogramowaniu dost�pnym w AutomationStudio, aby umo�liwi� automatyzacj� procesów wielu zada�. Charakterystyczne dlask�adni j�zyka Automation Basic s� funkcje logiczne, operacje arytmetyczne, wyra�eniaporówna� logicznych, instrukcje decyzji i wyboru, instrukcje iteracyjne (np. p�tle), kon-strukcje pracy krokowej select2, arytmetyka adresów w pami�ci oraz funkcje (m.in.inline) i bloki funkcyjne FBK. Programowanie zada� sterownika (ang. task) realizuje si�w dwóch sekcjach:
� inicjalizacyjnej — sekcja uruchamiana tylko na pocz�tku programu po w��czeniusterownika; zwykle jest u�ywana do inicjacji sta�ych, ustawienia warto�cipocz�tkowych zmiennych oraz do wykonywania szeregu operacji,
� g�ównej — sekcja, w której umieszcza si� instrukcje do wykonywaniaw czasie rzeczywistym przez sterownik programowalny. Dzia�a ona cyklicznie,bez przerwy, w �ci�le okre�lonych interwa�ach czasowych, a zatem ca�yalgorytm sterowania nie mo�e by� umieszczony w pojedynczej p�tli programu.
Sterowniki PLC s� jeszcze bardzo cz�sto spotykane w przemy�le i nie przewiduje si� ichwycofywania. Modernizacja linii produkcyjnych polega na zast�pieniu istniej�cych mo-deli nowszymi. Takie podej�cie jest zrozumia�e ze wzgl�dów ekonomicznych oraz prak-tycznych. «atwiej zaprogramowa� nowy sterownik lub zmodyfikowa� aktualny program,u�ywaj�c ju� istniej�cego oprogramowania, ni� wchodzi� w nowe obszary organizacjiprojektu sterownika PAC. Z tego powodu sterowniki PLC wci�� odgrywaj� olbrzymi�rol� na ekonomicznych rynkach �wiata. Producenci ci�gle opracowuj� nowe technologie,wskutek czego staj� si� one coraz ta�sze. Z drugiej strony, wspó�cze�ni dostawcy auto-matyki przemys�owej definiuj� now� klas� urz�dze�, czyli programowalne sterownikiautomatyki PAC. Za ich pomoc� mo�na wymienia� dane procesowe w otwartych stan-dardach przemys�owych, co przyczynia si� do znacznego zwi�kszenia funkcjonalno�ci sys-temu sterowania.
2 Praca krokowa select — instrukcja z okre�lon� liczb� stanów. Pozostaje w jednym ze stanów dopóty,
dopóki nie otrzyma komendy do jego zmiany. Rezultatem takiego dzia�ania jest to, �e za ka�dym razem,gdy program wchodzi w ten obszar kodu, wykonywany jest tylko aktualny stan. Dodatkowo umieszczonew niej s� warunki, które — je�li zostan� spe�nione — spowoduj� zmian� stanu w nast�pnym cyklu.
SkorowidzA
adresy IP, 87adres rozg�oszeniowy, 89adresy prywatne, 88adresy publiczne, 88adresy zewn�trzne, 88DNS, 88
adresy MAC, 84adres multicast, 85adres rozg�oszeniowy, 84adresy funkcyjne, 85adresy lokalnie zarz�dzane, 85
AJAX, 196algorytm losowy CSMA/CD, 81algorytm przekazywania znacznika, 81AND, 25architektura sieci komputerowych, 65
algorytm losowy CSMA/CD, 81algorytm przekazywania znacznika, 81fale elektromagnetyczne, 71kabel koncentryczny, 70LAN, 65MAN, 65niezawodna komunikacja po��czeniowa, 82odpytywanie, 82RS 232, 74RS 232C, 74RS 422A, 78RS 485, 79schemat architektury warstwowej, 68skr�tka, 70�wiat�owody jednomodalne, 71�wiat�owody wielomodalne, 71technika transmisji jednopasmowej, 72technika transmisji wielopasmowej, 72topologia fizyczna, 66topologia gwiadzista, 67
topologia logiczna, 66topologia magistralowa, 66topologia nieregularna, 68topologia pier�cieniowa, 67topologie sieci komputerowej, 66, 67transmisja danych, 72WAN, 66warstwa aplikacyjna, 69warstwa fizyczna, 68warstwa liniowa, 68warstwa ��cza danych, 68, 80warstwa prezentacji, 69warstwa sesji, 69warstwa sieciowa, 68warstwa transportowa, 69w�ze�, 65w�ókno �wiat�owodowe, 70wymagania stawiane obwodom
transmisyjnym, 80asembler, 165
algorytmy tworzenia instrukcji iteracyjnych, 167algorytmy tworzenia instrukcji przypisania
warto�ci do zmiennej, 166algorytmy tworzenia instrukcji wyboru, 166PLAN, 165SAS, 165
Bbajt, 21, 22baza danych, 249
algorytm realizacji wszystkich operacji, 253modyfikowanie warto�ci istniej�cych obiektów,
252odczytywanie danych, 252posta� tabelaryczna danych, 254tworzenie nowych obiektów, 252uproszczona struktura folderów, 250usuwanie obiektów, 252
272 Komputerowe systemy automatyki przemys�owej
biblioteki API, 186budowa, 186
bit, 22IDE, 112LSB, 114RTR, 112SSR, 112
bitmapa, 34nag�ówek, 34obraz bitmapy, 35organizacja w modelu 1-, 4- i 8-bitowym, 34
BMP, Patrz bitmapaBMS, 49
CCAN, 108
binarny sygna� kodowania, 111bit IDE, 112bit RTR, 112bit SSR, 112CAL, 119CAN Kingdom, 119CANopen, 119DeviceNet, 119formaty ramek protoko�u komunikacyjnego, 112kodowanie NRZ, 111mechanizmy detekcji b��dów, 119organizacja pracy w sieci, 108poziomy napi��, 110pr�dko�ci transmisji danych, 111protokó� HLP, 118przyk�ad rozwi�zania kolizji na magistrali, 113TTCAN, 119warstwa aplikacyjna, 118warstwa fizyczna, 109warstwa ��cza danych, 112
COM, 198modu�y aplikacja serwera, 200rejestracja w systemie operacyjnym, 203schemat interfejsowy obiektu, 199struktura organizowania obiektów budowanych,
198wygl�d projektu aplikacji klienta, 199wygl�d projektu aplikacji serwera, 199
CORBA, 204j�zyk IDL, 204protokó� IIOP, 205
CRP, 49
Ddana procesowa, 240
kategorie, 241warto�� jako�ci zmiennej procesowej, 241warto�� stempla czasowego, 240zmienna procesowa, 240
DCOM, 204wymiana informacji pomi�dzy hostami, 204
DCS, 45model infrastruktury systemów
informatycznych, 47podsystem produkcji, 46podsystem zarz�dzania, 46uproszczona struktura, 45warstwa biznesowa, 46warstwa operacyjna, 47warstwa produkcyjna, 46
DDE, 197DEM, 48DNS, 88DRP, 49dwójkowy system liczbowy, Patrz system
dwójkowydziesi�tny system liczbowy, Patrz system
dziesi�tny
Eencja, 42ERP, 48
BMS, 49CRP, 49DEM, 48DRP, 49funkcjonalno�� przedsi�biorstwa, 48INV, 49IOC, 49MPS, 48MRP, 48narz�dzia i pomoce warsztatowe, 49planowanie biznesowe, 48planowanie finansowe, 49pomiar wyników, 49PUR, 49SFC, 49SOP, 48SRS, 49symulacje, 49
EtherCAT, 133budowa w�z�a sieci, 136organizacja pracy sieci, 135
Skorowidz 273
protoko�y komunikacyjne sieci, 133protokó� EtherCAT, 133ramka protoko�u komunikacyjnego, 134
Ethernet Powerlink, 137cykl pracy, 138proces wymiany informacji, 139struktura po��cze� w�z�ów, 138w�a�ciwo�ci, 139
Ffale elektromagnetyczne, 71format BMP, Patrz bitmapafunkcje logiczne, 25
AND, 25Hi, 25Lo, 25Not, 25OR, 25XOR, 26
funkcjonalno�� przedsi�biorstwa, 48bilansowanie produkcji i sprzeda�y, 48ewidencja magazynowa, 49harmonogramowanie planu produkcji, 48narz�dzia i pomoce warsztatowe, 49planowanie biznesowe, 48planowanie finansowe, 49planowanie potrzeb materia�owych, 48planowanie zasobów dystrybucyjnych, 49planowanie zdolno�ci produkcyjnych, 49pomiar wyników, 49sterowanie produkcj�, 49sterowanie stanowiskami roboczymi, 49sterowanie zleceniami, 49symulacje, 49wspomaganie zarz�dzania strukturami
materia�owymi, 49zaopatrzenie, 49zarz�dzanie popytem, 48
HHi, 25HTML, 35, 96
HTML Tags, 36lista znaczników j�zyka, 36przyk�ad dokumentu, 39
HTML Tags, 36hub, Patrz koncentrator
IIEC 1131, 59IEC 61131, 59
iloczyn logiczny, Patrz ANDINV, 49IOC, 49
Jj�dro systemu, 173
algorytm wykonywania zada� przez procesor,174
biblioteki API, 186budowa procesu, 175deskryptor procesu, 174kontekst, 176proces, 174program, 174przerwanie, 175semafor, 179semafor binarny, 180semafor ogólny, 180stany procesu, 176TCB, 178w�tek, 175wykonywanie procesów, 175
j�zyk AB, 63j�zyk ANSI C, 63j�zyk FBD, 60j�zyk HTML, Patrz HTMLj�zyk IDL, 204
przyk�ad definicji interfejsu, 205j�zyk IL, 60j�zyk LD, 59
przekaniki i styki, 60j�zyk listy rozkazów, Patrz j�zyk ILj�zyk PHP, 258j�zyk SQL, 231, 254
przyk�ady zapyta�, 255, 256, 257sk�adnia, 254SQL DCL, 255SQL DDL, 255SQL DML, 254SQL TCL, 255
j�zyk ST, 61j�zyk tekstu strukturalnego, Patrz j�zyk STj�zyk XML, Patrz XMLj�zyki programowania, 59, 167
graficzne, 59j�zyk FBD, 60j�zyk IL, 60j�zyk LD, 59j�zyk ST, 61j�zyki akademickie, 167j�zyki deklaratywne, 167j�zyki ezoteryczne, 167j�zyki funkcyjne, 167
274 Komputerowe systemy automatyki przemys�owej
j�zyki programowaniaj�zyki historyczne, 167j�zyki imperatywne, 167j�zyki obiektowe, 167j�zyki skryptowe, 167tekstowe, 60
Kkabel koncentryczny, 70klient, 18kod BCD, 24
reprezentacje liczb, 25kod uzupe�nie� do dwóch, 26kody ASCII, 29
tablica kodów, 30wa�niejsze znaki, 31
komendy AT, 43kompilator, 168
analizy, 170C#, 170fazy kompilatora, 172Java, 169kod wynikowy, 171kompilacja, 170PHP, 170proces asemblacji, 171schemat blokowy procesu kompilacji, 173schemat blokowy przetwarzania programu, 171
komputerowe systemy automatykiprzemys�owej, 239dana procesowa, 240diagnostyka, 262model klienta aplikacji WWW, 258protokó� S-BUS, 242rola w�z�ów nadrz�dnych, 245serwery automatyki przemys�owej, 242system baz danych, 249
koncentrator, 67
LLAN, 65liczba binarna, 23
funkcje logiczne, 25kod uzupe�nie� do dwóch, 26sumy kontrolne, 31typy danych, 27
liczba heksadecymalna, 24LIN, 113
bit LSB, 114format jednostki informacyjnej, 115inicjacja u�pienia w�z�ów, 117
protokó� komunikacyjny, 116przyk�ad organizacji pracy, 116przywrócenie normalnej pracy w�z�ów, 117suma kontrolna FCS, 116warstwa fizyczna, 114
Lo, 25
MMAN, 65maska podsieci, 89MES, 50
funkcje, 50gromadzenie i akwizycja danych, 52harmonogramowanie produkcji, 53rozsy�anie zada� produkcyjnych, 53straty w dost�pnym czasie pracy maszyny, 52�ledzenie i genealogia produkcji, 51wskanik OEE, 50zarz�dzanie alokacj� zasobów, 52zarz�dzanie jako�ci�, 52zarz�dzanie obiegiem dokumentów, 52zarz�dzanie utrzymaniem ruchu, 53zarz�dzanie wydajno�ci�, 50zarz�dzanie wykonaniem produkcji, 50zarz�dzanie zasobami ludzkimi, 53
metody API, 94miernik MPS, 140
numery rozkazów, 143protokó� komunikacyjny, 142
miernik N12H, 150wykaz rejestrów tylko do odczytu, 150
Modbus, 101cechy sieci, 101czasy komunikatu odbieranego, 105format protoko�u komunikacyjnego, 102identyfikacja pakietu, 105miernik N12H, 150nadanie i odbiór komunikatu, 102pole adresu, 103pole danych, 104pole funkcji, 103pole sumy kontrolnej, 104protokó� Modicon, 107schemat sieci o topologii magistralowej, 102tryb cykliczny, 104tryb niecykliczny, 104
model klienta aplikacji WWW, 258j�zyk PHP, 258schemat przetwarzania skryptów PHP, 259
MPS, 48MRP, 48
Skorowidz 275
MRP II, 48funkcjonalno�� przedsi�biorstwa, 48
Nnegacja, Patrz Notniezawodna komunikacja po��czeniowa, 82Not, 25
Oodpytywanie, 82OLE, 197OPC, 207, 239
architektura modelu komunikacyjnego, 230identyfikacja w systemie operacyjnym, 215identyfikatory CATID, 216interfejsy, 217model tunelowania, 223najwa�niejsze wady, 223OPC A&E, 213OPC DA, 209OPC HDA, 210OPC Security, 214OPC XML DA, 214OPCBrowser, 218OPCGroup, 219OPCGroups, 219OPCItem, 220OPCItems, 219OPCServer, 218OPCServerBrowser, 216poziomy bezpiecze�stwa, 214specyfikacja Data Access, 209struktura specyfikacji, 208tunelowanie, 222
OPC A&E, 213obiekty wchodz�ce w sk�ad klienta i serwera, 222opisy struktur zdarze�, 213przyk�ad hierarchii obiektów, 214przyk�ad przestrzeni nazw, 214typy zdarze�, 213
OPC DA, 209architektura dost�pu do zmiennych
procesowych, 209cechy specyfikacji, 214identyfikatory interfejsów, 221obiekty, 217obiekty wchodz�ce w sk�ad klienta i serwera, 220przyk�ad interfejsu, 222przyk�ad hierarchii obiektów, 210przyk�ad przestrzeni nazw, 210tryby odczytu danych, 210
OPC HDA, 210automatyzacja obiektów, 212obiekty wchodz�ce w sk�ad klienta i serwera, 221przyk�ad hierarchii obiektów, 212przyk�ad przestrzeni nazw, 212rodzaje operacji, 211typy serwerów, 211
OPC UA, 226architektura, 227architektura modelu komunikacyjnego, 231architektura organizowania pracy g�ównych
serwerów, 230specyfikacje, 228wymagania stawiane technologii, 226
OR, 25
PPAC, 62
uproszczona architektura, 63PLC, 56
architektura sterownika, 57baterie, 57cykl pracy, 59mikroprocesor, 57modu�y inteligentne, 58modu�y wej��/wyj��, 57obudowa, 58pami��, 57SFC, 61szyna danych, 57uk�ady redundancyjne, 62zasilacz, 57
Profibus, 121dodanie nowego w�z�a nadrz�dnego, 127inicjacja pier�cienia obiegu znacznika, 127parametry czasowe, 124przekazanie znacznika, 127przyk�ad konfiguracji, 126schemat sieci, 123specyfikacja FMS, 130struktury protoko�ów komunikacyjnych, 129terminator segmentu, 122usuni�cie w�z�a, 128warstwa aplikacyjna, 130warstwa fizyczna, 121warstwa ��cza danych, 123warstwowy model sieci, 121
Profibus DP, 130warstwa fizyczna, 130warstwa ��cza danych, 131zalecane warto�ci parametrów, 132
programowalne sterowniki automatyki, Patrz PACprogramowalny sterownik logiczny, Patrz PLC
276 Komputerowe systemy automatyki przemys�owej
protokó� EtherCAT, 133protokó� Ethernet, 84, 86
algorytm transmisji pakietu danych, 87protokó� HLP, 118protokó� HTTP, 96
j�zyk HTML, 96schemat funkcjonowania zapyta�, 96
protokó� IIOP, 205protokó� IP, 86, 87, 89
adresy IP, 87datagram, 89DNS, 88maska podsieci, 89
protokó� Modicon, 107odmiany protoko�ów komunikacyjnych, 107wykaz funkcji, 108
protokó� RSEP, 232, 235protokó� S-BUS, 242
pola protoko�u, 243protokó� SOAP, 97
przyk�ad odpowiedzi, 98przyk�ad zapytania, 98RPC, 97struktura, 97wady, 98
protokó� TCP, 86, 91nag�ówek, 92, 93porty, 91
protokó� TLS, 224protokó� UDP, 94
nag�ówek, 95przemiennik cz�stotliwo�ci ACS 600, 146przemys�owe sieci komputerowe, 99
CAN, 108EtherCAT, 133Ethernet Powerlink, 137LIN, 113miernik MPS, 140miernik N12H, 150Modbus, 101parametry wybranych sieci, 100porównanie cech sieci LIN i CAN, 118Profibus, 121Profibus DP, 130przemiennik cz�stotliwo�ci ACS 600, 146przepustowo�� u�yteczna sieci, 99, 100schemat kontroli, 107sprawno�� sieci, 99
przemys�owy system informatyczny, 17system DCS, 17technologia OPC, 17
PUR, 49
Rrozproszone systemy sterowania, Patrz DCSró�nica symetryczna, Patrz XORRS 232, 74
asynchroniczna transmisja znakowa, 75po��czenie urz�dze�, 75transmisja synchroniczna, 75
RS 232C, 74oznaczenia styków interfejsu, 76
RS 232Cm�ski rodzaj interfejsu, 76
RS 422A, 78RS 485, 79RSE, 231
architektura, 232budowa programu, 234model komunikacji, 235modu�y serwera, 233protokó� RSEP, 235przestrze� danych, 233RSEP, 232�rodowisko uruchomieniowe, 233w�a�ciwo�ci, 236
SSCADA/HMI, 53
Adroit, 54ANT Studio, 54ASIX, 54EMAC, 54GEMOS, 54MicroSCADA, 54Movicon SCADA, 54National Instruments LabVIEW, 54
schowek, 196sekwencyjna tablica bloków programowych,
Patrz SFCserwer, 18serwer systemu nazw domenowych, Patrz DNSserwer WWW, 258serwery automatyki przemys�owej, 242
protokó� S-BUS, 242rola w�z�ów nadrz�dnych, 245struktura wspó�pracy, 242warstwa biznesowa, 244warstwa danych, 244warstwa prezentacji, 244warstwowy model serwera, 245
SFC, 49, 61akcje, 62ga��zie, 62krok pocz�tkowy, 61
Skorowidz 277
krok regularny, 61skok, 62symbole, 61tranzycja, 62
sieci lokalne, Patrz LANsieci metropolitarne, Patrz MANsieci rozleg�e, Patrz WANsie� Ethernet, 84
adresy MAC, 84format ramki danych, 85metody API, 94
skr�tka, 70SOP, 48sprz�t komputerowy, 154
algorytm pracy procesora, 155koprocesor, 159lista rozkazów procesora, 157pami��, 154podstawowe elementy, 154procesor CPU, 154rejestry ogólnego przeznaczenia procesora, 155rejestry segmentowe procesora, 155rozkazy powtarzaj�ce procesora, 158wa�niejsze instrukcje koprocesora, 160
SRS, 49sterowniki PLC/PAC, 56
architektura sterownika PAC, 63architektura sterownika PLC, 57cykl pracy, 59PAC, 62PLC, 56SFC, 61
suma logiczna, Patrz ORsumy kontrolne, 31
algorytmy, 31CRC, 32LRC, 32XOR, 31
system arabski, Patrz system dziesi�tnysystem baz danych, 249
baza danych, 249j�zyk SQL, 254schemat blokowy wskanikowej listy
jednokierunkowej, 251struktura, 250
system binarny, Patrz system dwójkowysystem DCS, 17system decymalny, Patrz system dziesi�tnysystem dwójkowy, 21, 22
bajt, 22bit, 22liczba binarna, 23
system dziesi�tny, 21, 22
system heksadecymalny, Patrz systemszesnastkowy
system komputerowy, 239system operacyjny, 239
system liczbowy, 21kod BCD, 24kod uzupe�nie� do dwóch, 26liczba binarna, 23liczba heksadecymalna, 24przeliczanie na liczb� dziesi�tn�, 21system dwójkowy, 21system dziesi�tny, 21system szesnastkowy, 21
system nadzoruj�cy przebieg procesutechnologicznego, Patrz SCADA/HMI
system operacyjny, 153, 239aplikacje MDI, 188aplikacje SDI, 188dziedziczenie priorytetu, 182inwersja priorytetów, 182j�dro systemu, 153, 173kolejka komunikatów, 184komunikaty, 184kontroler przerwa�, 183model uwarunkowania czasowego, 193obs�uga przerwa�, 184obs�uga zdarze�, 183PostMessage, 185procedura szereguj�ca, 178programy aplikacyjne, 188programy systemowe, 188przerwania, 183RegisterWindowMessage, 185RTS, 192schemat dzia�ania muteksu, 179schematyczna budowa, 153sekcja krytyczna, 180SendMessage, 185, 190stany procesu, 176, 177szeregowanie w�tków, 178warstwa aplikacyjna, 153warstwa systemowa, 153wspó�dzielenie zasobów, 179wzajemne wykluczenie, 180
system planowania zasobów produkcyjnych,Patrz MRP II
system planowania zasobów przedsi�biorstwa,Patrz ERP
system realizacji produkcji, Patrz MESsystem szesnastkowy, 21, 23
liczba heksadecymalna, 24system zero-jedynkowy, Patrz system dwójkowyszesnastkowy system liczbowy, Patrz system
szesnastkowy
278 Komputerowe systemy automatyki przemys�owej
��wiat�owody jednomodalne, 71�wiat�owody wielomodalne, 71
Ttablica kodów ASCII, 30technologia COM/DCOM, 196technologia Ethernet, 84technologia informacyjna, 195
AJAX, 196COM, 198CORBA, 204DCOM, 204DDE, 197OLE, 197OPC, 207OPC UA, 226RSE, 231schowek, 196system agentowy, 206technologia COM/DCOM, 196technologia mobilnych agentów, 205
technologia OPC, 17klient, 18serwer, 18
token, 67topologia sieci, 66
fizyczna, 66gwiadzista, 67logiczna, 66magistralowa, 66nieregularna, 67pier�cieniowa, 67
transmisja danych, 72adresy MAC, 84algorytm losowy CSMA/CD, 81algorytm przekazywania znacznika, 81asynchroniczna transmisja znakowa, 75bit kontrolny, 77bit startu, 76DNS, 88jednostka informacyjn�, 76kontrola parzysto�ci, 77niezawodna komunikacja po��czeniowa, 82odpytywanie, 82pole danych, 77protokó� EtherCAT, 133protokó� Ethernet, 84protokó� HLP, 118protokó� HTTP, 96
protokó� IIOP, 205protokó� IP, 87, 89protokó� Modicon, 107protokó� RSEP, 232, 235protokó� S-BUS, 242protokó� SOAP, 97protokó� TCP, 91protokó� TLS, 224protokó� UDP, 94RS 232, 74RS 232C, 74RS 422A, 78RS 485, 79technologia Ethernet, 84transmisja dupleksowa, 77transmisja jednopasmowa, 72transmisja pó�dupleksowa, 77transmisja synchroniczna, 75transmisja wielopasmowa, 72wymagania stawiane obwodom
transmisyjnym, 80zawodna komunikacja bezpo��czeniowa, 82
Uuk�ady redundancyjne, 62
ESD, 62gor�ca rezerwa, 62podwójna redundancja, 62
urz�dzenia automatyki przemys�owej, 55sposoby sterowania, 56sterowanie lokalne, 55sterowanie zdalne, 55
WWAN, 66w�ze�, 65
nadrz�dny, 65, 245podrz�dny, 65rodzaje ��czy, 67token, 67zadania w�z�ów nadrz�dnych, 245
w�ókno �wiat�owodowe, 70wskanik OEE, 50
XXML, 40
atrybuty znaczników, 41cechy dokumentu, 41encja, 42
Skorowidz 279
instrukcja przetwarzania, 42przestrze� nazw, 42przyk�ad dokumentu, 40
XOR, 26
Zzawodna komunikacja bezpo��czeniowa, 82

280 Komputerowe systemy automatyki przemys�owej