wałek proj prawie gotowy.docx
17
POLITECHNIKA LUBELSKA Wydział Mechaniczny Katedra Podstaw Inżynierii Produkcji Praca projektowa z przedmiotu: Tec hn i cz ne i or gani z acy j ne pr z ygotowani e pr odukcj i Prowadzący: Wykonała: Dr inż. A Rudawska Paulina Ryżyńska Karolina Zlot Lublin 2014
-
Upload
jarekcholewa -
Category
Documents
-
view
365 -
download
6
Transcript of wałek proj prawie gotowy.docx
8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 1/17
POLITECHNIKA LUBELSKA
Wydział Mechaniczny
Katedra Podstaw Inżynierii Produkcji
Praca projektowa z przedmiotu:
Techniczne i organizacyjne przygotowanie produkcj i
Prowadzący: Wykonała:
Dr inż. A Rudawska Paulina Ryżyńska
Karolina Zlot
Lublin 2014

8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 2/17
Spis treści
8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 3/17
1.Wprowadzenie
Celem niniejszej pracy jest przygotowanie technologiczne i produkcyjne części typu wałek oraz
koło zębate w zależności od rodzaju produkcji (jedno lub wieloseryjnej). Swoim zakresem
obejmuje wybór półfabrykatu dla każdej z części w zależności od rodzaju produkcji, dobór
naddatków, niezbędne obliczenia ilości sztuk półfabrykatów, masy półfabrykatów, norm zużycia
materiału oraz koszty półfabrykatu.
8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 4/17
2.Analiza doboru półfabrykatu dla części typu wałek
W poniższym rozdziale omówiono zasadę doboru półfabrykatu dla części typu wałek.
Przedmiot przedstawiono na rysunku wykonawczym (rys. 1.).
Wymiary gabarytowe części: φ36 x 160
Wałek wykonany jest ze stali C45. Jest to stal węglowa, przeznaczona do ulepszania cieplnego,
trudno spawalna, zgrzewalna oraz łatwa w obróbce.
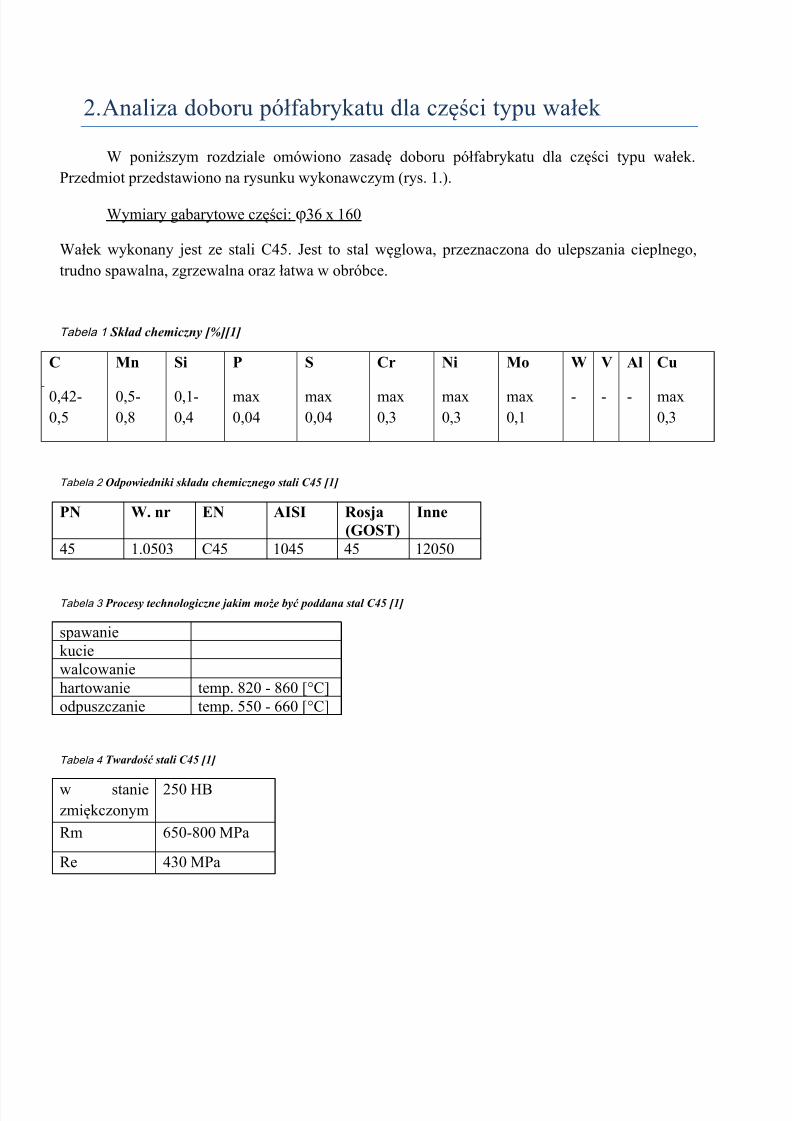
Tabela 1 Skład chemiczny [%][1]
C Mn Si P S Cr Ni Mo W V Al Cu
0,42-
0,5
0,5-
0,8
0,1-
0,4
max
0,04
max
0,04
max
0,3
max
0,3
max
0,1
- - - max
0,3
Tabela 2 Odpowiedniki składu chemicznego stali C45 [1]
PN W. nr EN AISI Rosja
(GOST)
Inne
45 1.0503 C45 1045 45 12050
Tabela 3 Procesy technologiczne jakim może być poddana stal C45 [1]
spawanie
kucie
walcowanie
hartowanie temp. 820 - 860 [°C]
odpuszczanie temp. 550 - 660 [°C]
Tabela 4 Twardość stali C45 [1]
w stanie
zmiękczonym
250 HB
Rm 650-800 MPa
Re 430 MPa

8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 5/17
2.1. Rysunek wykonawczy części typu wałek
8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 6/17
2.2. Analiza doboru półfabrykatu dla części typu wałek – produkcja
jednostkowa
2.2.1. Analiza doboru materiału wyjściowego – produkcja jednostkowa
Podczas doboru półfabrykatu należy uwzględnić takie czynniki jak wielkość produkcji,
(produkcja jednostkowa), rodzaj materiału (C45), kształt i wymiary przedmiotu obrabianego (część
typu wałek).
W produkcji jednostkowej i małoseryjnej najczęściej stosuje się pręty ciągnione i walcowane. Pręty
te są znormalizowane i dostarczane praktycznie przez każdą hutę. Przyczyną wyboru takich
prętów, jest fakt, że w wyniku obróbki przedmiotu obrabianego następuje duża ilość wiórów. Ze
względu na kształt wałka oraz to, że w przypadku tego konkretnego wałka należy obrobić dużą
część powierzchni zewnętrznej, do wykonania wałka zostanie wybrany pręt walcowany okrągły. [2]
Pręty walcowane okrągłe o powierzchni lekko chropowatej, matowej wykonywane są ze stali węglowej i
dostarczane w stanie surowym, znormalizowanym, zmiękczonym i ulepszonym cieplnie. Produkowane są
w granicach średnic 10-150mm, grubości od 5-80mm i wykonywane w klasach dokładności 9 -13. Biorąc
pod uwagę minimalizację kosztów przyjęto zwykłą dokładność wykonania części typu wałek. [2]
2.2.2. Obliczenie wielkości naddatków
Cechą charakterystyczną obróbki wiórowej jest zamiana dużej objętości materiału w w ióry. Ich
minimalizacja wpłynie na zmniejszenie strat związanych ze stratą materiału, kosztami robocizny oraz
energii. Określenie odpowiedniej ilości naddatku do danego procesu technologicznego kompensuje błędy
wymiarowo – kształtowe oraz wszelkiego rodzaju wady powierzchniowe i podpowierzchniowe powstające
w procesach wytwarzania. Różnica między wymiarem półfabrykatu a wymiarem gotowej części określana
jest jako naddatek całkowity. Naddatek całkowity wraz z naddatkiem przeznaczonym na pierwszą operację
jest jednocześnie tolerancją wymiaru półfabrykatu.
Rysunek 1 Przykład prętów walcowanych [3]
8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 7/17
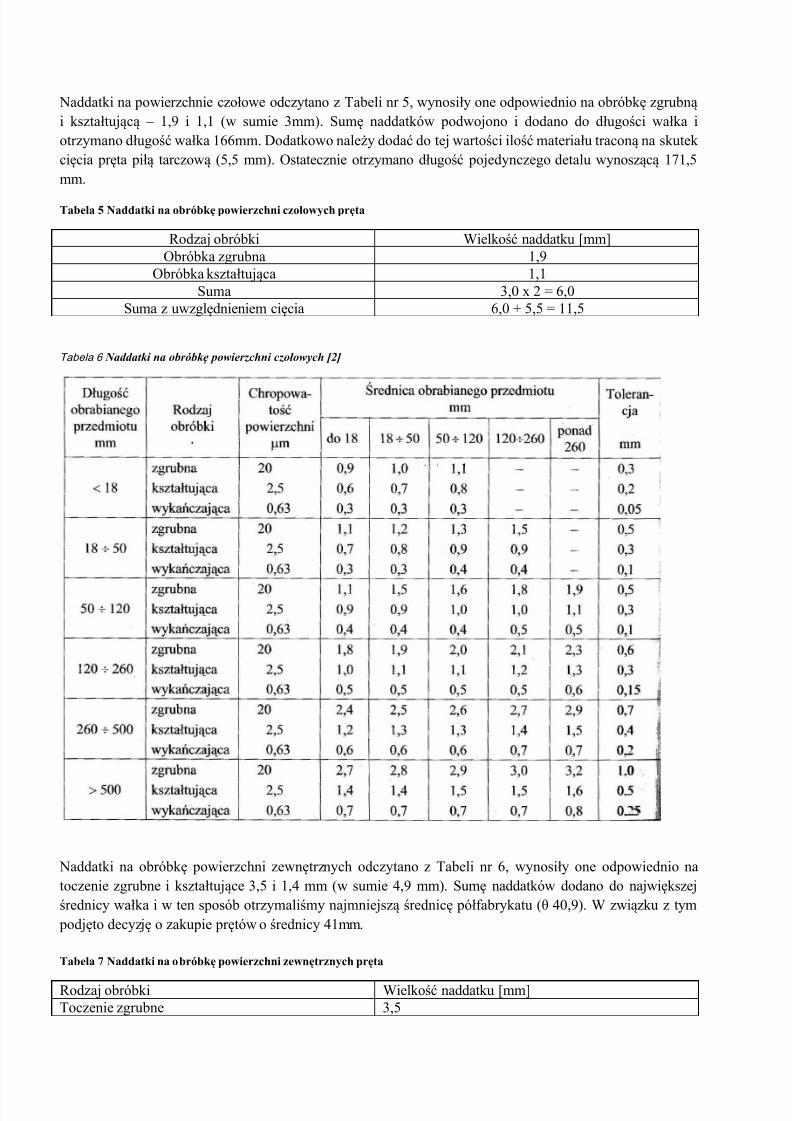
Naddatki na powierzchnie czołowe odczytano z Tabeli nr 5, wynosiły one odpowiednio na obróbkę zgrubną
i kształtującą – 1,9 i 1,1 (w sumie 3mm). Sumę naddatków podwojono i dodano do długości wałka i
otrzymano długość wałka 166mm. Dodatkowo należy dodać do tej wartości ilość materiału traconą na skutek
cięcia pręta piłą tarczową (5,5 mm). Ostatecznie otrzymano długość pojedynczego detalu wynoszącą 171,5
mm.
Tabela 5 Naddatki na obróbkę powierzchni czołowych pręta
Rodzaj obróbki Wielkość naddatku [mm]
Obróbka zgrubna 1,9
Obróbka kształtująca 1,1
Suma 3,0 x 2 = 6,0
Suma z uwzględnieniem cięcia 6,0 + 5,5 = 11,5
Tabela 6 Naddatki na obróbkę powierzchni czołowych [2]
Naddatki na obróbkę powierzchni zewnętrznych odczytano z Tabeli nr 6, wynosiły one odpowiednio na
toczenie zgrubne i kształtujące 3,5 i 1,4 mm (w sumie 4,9 mm). Sumę naddatków dodano do największej
średnicy wałka i w ten sposób otrzymaliśmy najmniejszą średnicę półfabrykatu (θ 40,9). W związku z tym
podjęto decyzję o zakupie prętów o średnicy 41mm.
Tabela 7 Naddatki na obróbkę powierzchni zewnętrznych pręta
Rodzaj obróbki Wielkość naddatku [mm]
Toczenie zgrubne 3,5
8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 8/17
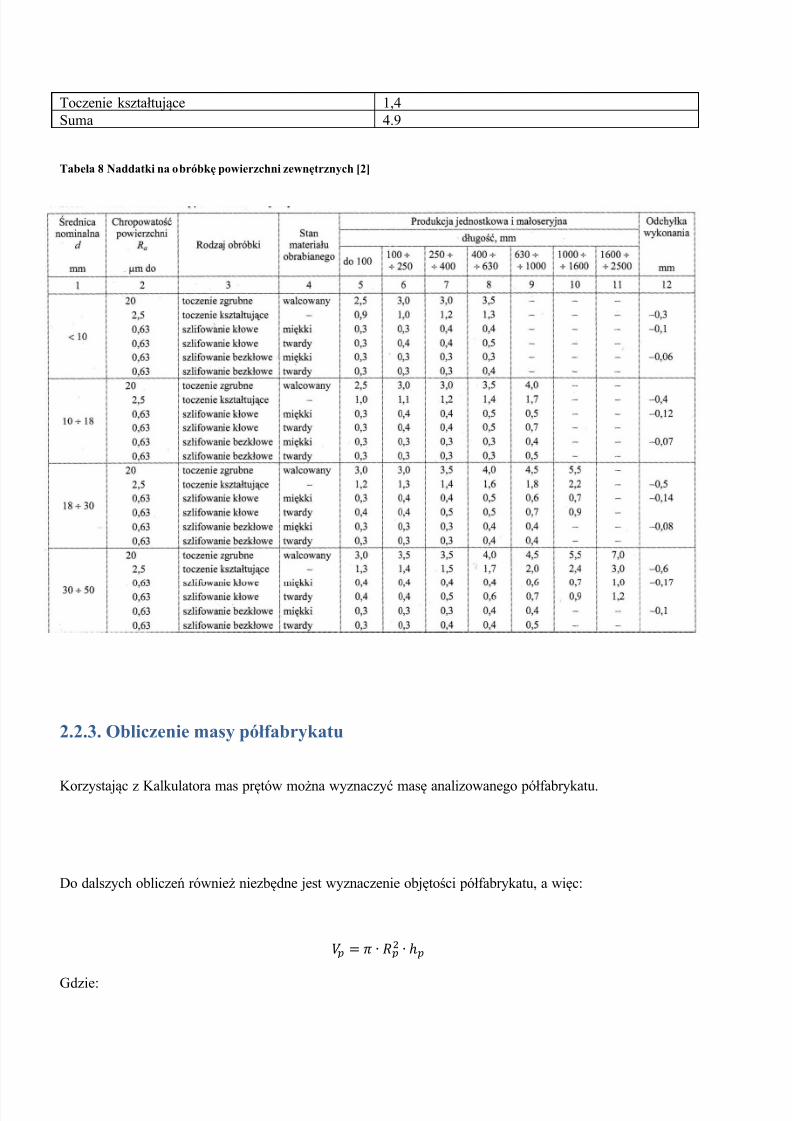
Toczenie kształtujące 1,4
Suma 4.9
Tabela 8 Naddatki na obróbkę powierzchni zewnętrznych [2]
2.2.3. Obliczenie masy półfabrykatu
Korzystając z Kalkulatora mas prętów można wyznaczyć masę analizowanego półfabrykatu.
Do dalszych obliczeń również niezbędne jest wyznaczenie objętości półfabrykatu, a więc:
Gdzie:

8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 9/17
promień pręta
długość pręta
2.2.4. Określenie ilości sztuk wykonanych z półfabrykatu
Po określeniu długości półfabrykatu, która jest znormalizowana i określona przez hutę gdzie
półfabrykat jest produkowany należy podać ilość sztuk wykonanych z półfabrykatu. Dla
rozpatrywanego pręta przedział dostępnych długości wynosił 3000-9000mm. Uwzględniając
Rysunek 2 Kalkulator masy pręta okrągłego [5]
8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 10/17
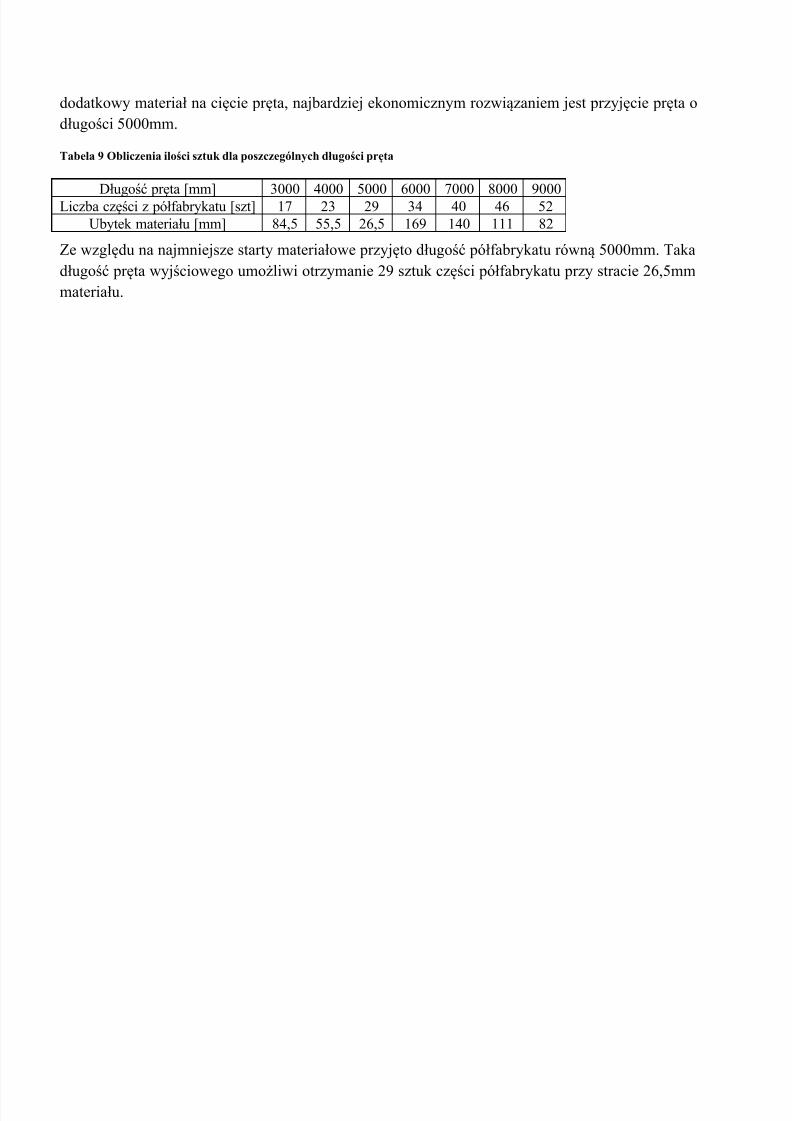
dodatkowy materiał na cięcie pręta, najbardziej ekonomicznym rozwiązaniem jest przyjęcie pręta o
długości 5000mm.
Tabela 9 Obliczenia ilości sztuk dla poszczególnych długości pręta
Ze względu na najmniejsze starty materiałowe przyjęto długość półfabrykatu równą 5000mm. Taka
długość pręta wyjściowego umożliwi otrzymanie 29 sztuk części półfabrykatu przy stracie 26,5mm
materiału.
Długość pręta [mm] 3000 4000 5000 6000 7000 8000 9000Liczba części z półfabrykatu [szt] 17 23 29 34 40 46 52
Ubytek materiału [mm] 84,5 55,5 26,5 169 140 111 82
8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 11/17
8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 12/17
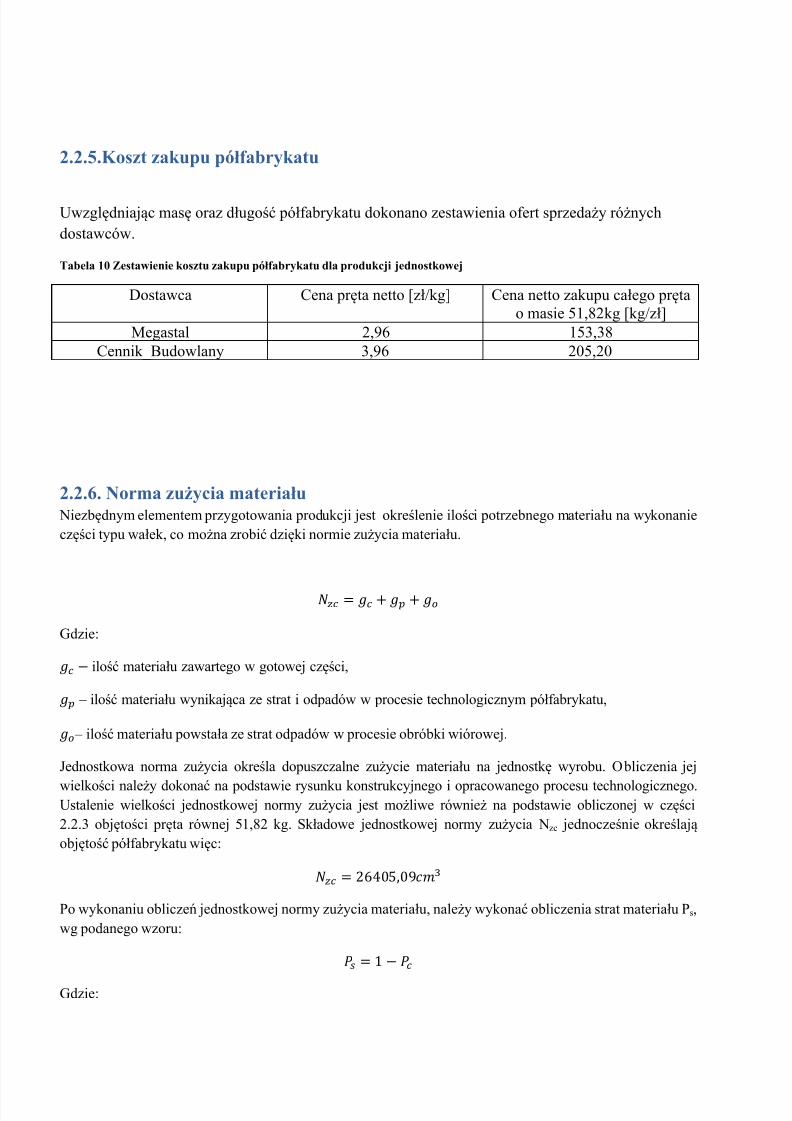
2.2.5.Koszt zakupu półfabrykatu
Uwzględniając masę oraz długość półfabrykatu dokonano zestawienia ofert sprzedaży różnych
dostawców.
Tabela 10 Zestawienie kosztu zakupu półfabrykatu dla produkcji jednostkowej
Dostawca Cena pręta netto [zł/kg] Cena netto zakupu całego pręta
o masie 51,82kg [kg/zł]
Megastal 2,96 153,38
Cennik_Budowlany 3,96 205,20
2.2.6. Norma zużycia materiału Niezbędnym elementem przygotowania produkcji jest określenie ilości potrzebnego materiału na wykonanie
części typu wałek, co można zrobić dzięki normie zużycia materiału.
Gdzie:
ilość materiału zawartego w gotowej części,
– ilość materiału wynikająca ze strat i odpadów w procesie technologicznym półfabrykatu,
– ilość materiału powstała ze strat odpadów w procesie obróbki wiórowej.
Jednostkowa norma zużycia określa dopuszczalne zużycie materiału na jednostkę wyrobu. O bliczenia jej
wielkości należy dokonać na podstawie rysunku konstrukcyjnego i opracowanego procesu technologicznego.Ustalenie wielkości jednostkowej normy zużycia jest możliwe również na podstawie obliczonej w części
2.2.3 objętości pręta równej 51,82 kg. Składowe jednostkowej normy zużycia Nzc jednocześnie określają
objętość półfabrykatu więc:
Po wykonaniu obliczeń jednostkowej normy zużycia materiału, należy wykonać obliczenia strat materiału Ps,
wg podanego wzoru:
Gdzie:

8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 13/17
– wskaźnik wykorzystania materiału
Do obliczenia ilości materiału zawartego w gotowej części gc, konieczne jest wykonanie mnożenia sumy
objętości poszczególnych średnic wałka i liczby możliwych do uzyskania wałków z półfabrykatu – 29 sztuk.
[ ]
[ ]
=15323,15
Następnie można obliczyć wskaźnik wykorzystania materiału według podanego wzoru:
Na podstawie powyższych danych będzie możliwe obliczenie strat materiału powstających podczas
produkcji.
Obliczone straty materiału wynoszą 42% jest to wielkość stosunkowo duża, jednak półfabrykat był
dobierany w optymalny sposób aby starty były jak najmniejsze.
8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 14/17
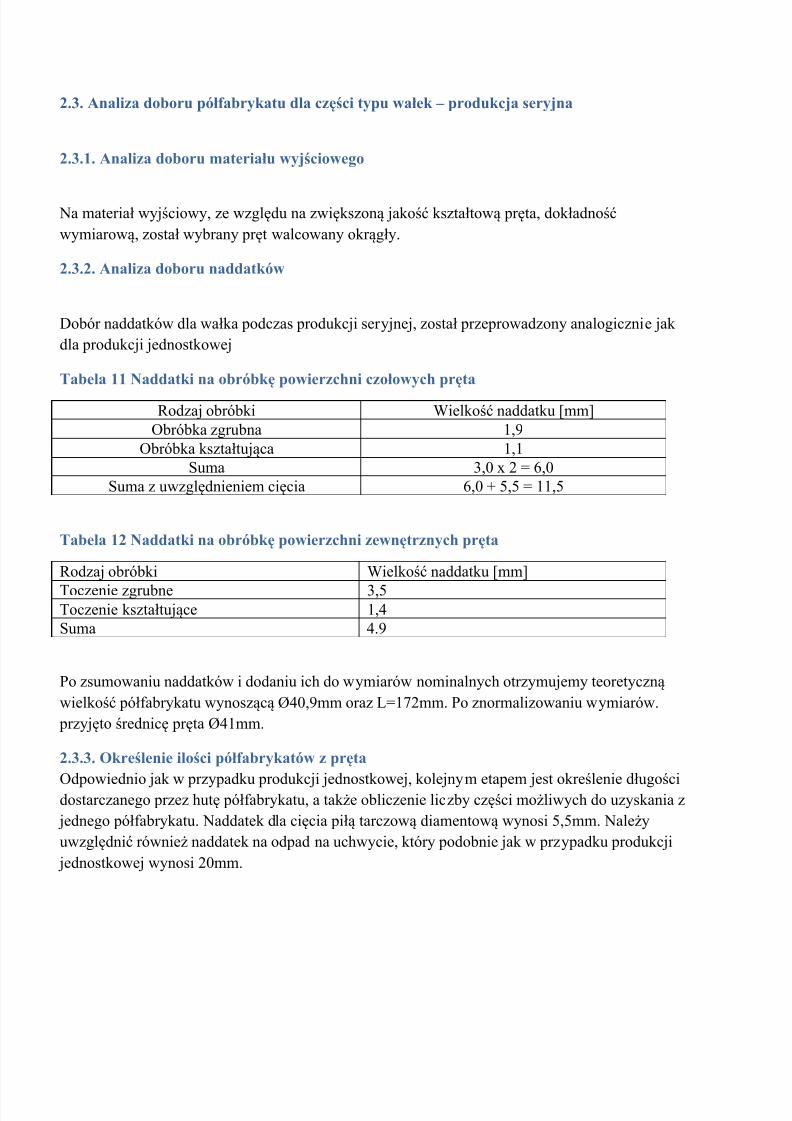
2.3. Analiza doboru półfabrykatu dla części typu wałek – produkcja seryjna
2.3.1. Analiza doboru materiału wyjściowego
Na materiał wyjściowy, ze względu na zwiększoną jakość kształtową pręta, dokładność
wymiarową, został wybrany pręt walcowany okrągły.
2.3.2. Analiza doboru naddatków
Dobór naddatków dla wałka podczas produkcji seryjnej, został przeprowadzony analogicznie jak
dla produkcji jednostkowej
Tabela 11 Naddatki na obróbkę powierzchni czołowych pręta
Rodzaj obróbki Wielkość naddatku [mm]
Obróbka zgrubna 1,9
Obróbka kształtująca 1,1
Suma 3,0 x 2 = 6,0
Suma z uwzględnieniem cięcia 6,0 + 5,5 = 11,5
Tabela 12 Naddatki na obróbkę powierzchni zewnętrznych pręta
Rodzaj obróbki Wielkość naddatku [mm]
Toczenie zgrubne 3,5Toczenie kształtujące 1,4
Suma 4.9
Po zsumowaniu naddatków i dodaniu ich do wymiarów nominalnych otrzymujemy teoretyczną
wielkość półfabrykatu wynoszącą Ø40,9mm oraz L=172mm. Po znormalizowaniu wymiarów.
przyjęto średnicę pręta Ø41mm.
2.3.3. Określenie ilości półfabrykatów z pręta
Odpowiednio jak w przypadku produkcji jednostkowej, kolejnym etapem jest określenie długościdostarczanego przez hutę półfabrykatu, a także obliczenie liczby części możliwych do uzyskania z
jednego półfabrykatu. Naddatek dla cięcia piłą tarczową diamentową wynosi 5,5mm. Należy
uwzględnić również naddatek na odpad na uchwycie, który podobnie jak w przypadku produkcji
jednostkowej wynosi 20mm.
8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 15/17
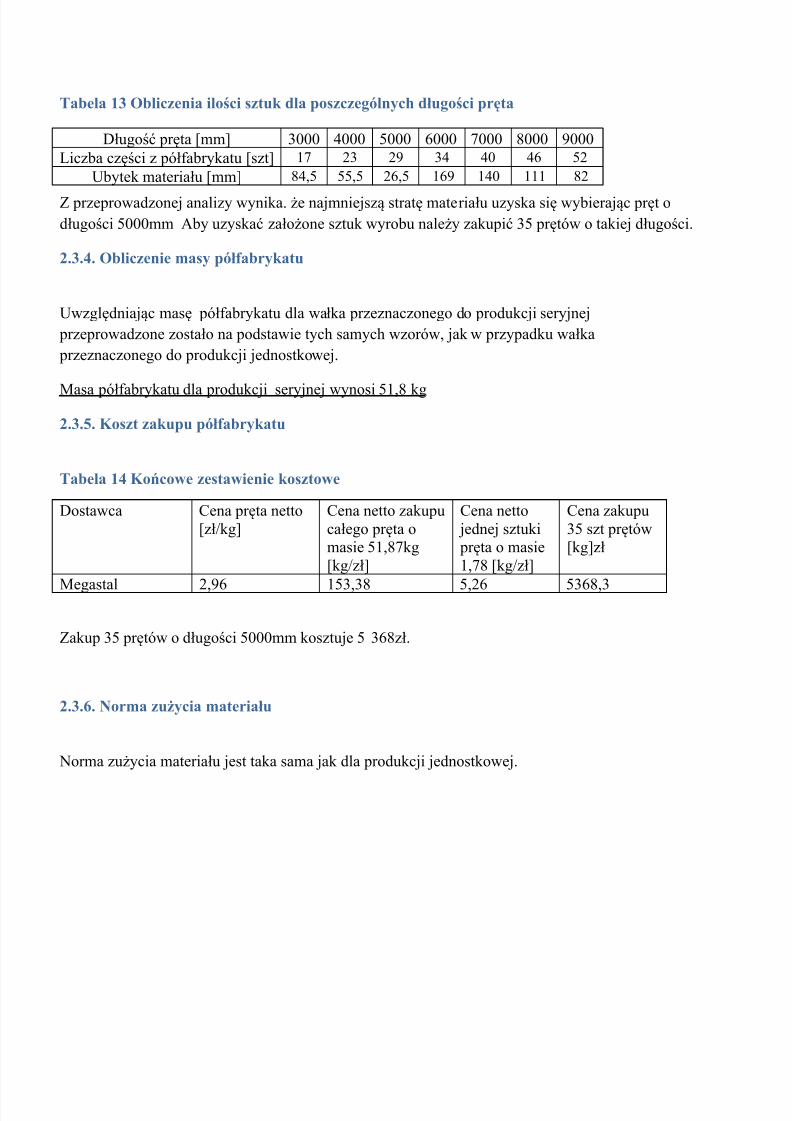
Tabela 13 Obliczenia ilości sztuk dla poszczególnych długości pręta
Z przeprowadzonej analizy wynika. że najmniejszą stratę materiału uzyska się wybierając pręt o
długości 5000mm Aby uzyskać założone sztuk wyrobu należy zakupić 35 prętów o takiej długości.
2.3.4. Obliczenie masy półfabrykatu
Uwzględniając masę półfabrykatu dla wałka przeznaczonego do produkcji seryjnej
przeprowadzone zostało na podstawie tych samych wzorów, jak w przypadku wałka
przeznaczonego do produkcji jednostkowej.
Masa półfabrykatu dla produkcji seryjnej wynosi 51,8 kg
2.3.5. Koszt zakupu półfabrykatu
Tabela 14 Końcowe zestawienie kosztowe
Dostawca Cena pręta netto
[zł/kg]
Cena netto zakupu
całego pręta o
masie 51,87kg
[kg/zł]
Cena netto
jednej sztuki
pręta o masie
1,78 [kg/zł]
Cena zakupu
35 szt prętów
[kg]zł
Megastal 2,96 153,38 5,26 5368,3
Zakup 35 prętów o długości 5000mm kosztuje 5 368zł.
2.3.6. Norma zużycia materiału
Norma zużycia materiału jest taka sama jak dla produkcji jednostkowej.
Długość pręta [mm] 3000 4000 5000 6000 7000 8000 9000
Liczba części z półfabrykatu [szt] 17 23 29 34 40 46 52
Ubytek materiału [mm] 84,5 55,5 26,5 169 140 111 82
8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 16/17
3.Analiza technologiczności konstrukcji
wałka
Definiując technologiczność konstrukcji należy brać pod uwagę, która opcja wytworzenia danego przedmiotu jest najtańsza, przy zachowaniu wymaganych właściwości wyrobu. Między innymi dlatego
wybierając materiał, nie ma większego znaczenia koszt materiału przypadający na jednostkę produkcji,
ważniejsze jest, by dobrać właściwy materiał, o odpowiednich właściwościach fizyko – chemicznych.
Wałki gładkie do średnicy 150 mm wykonuje się z prętów walcowych, z tego względu rodzaj półfabrykatu
dla prętów na produkcję jednostkową i seryjną jest właściwy. Pręty walcowane są znormalizowane i mogą
mieć średnicę 42 mm, co sprawa, że dodatkowa strata materiału (0,5 mm) jest stosunkowo niewielka.
Istotne znaczenie z punktu widzenia technologiczności konstrukcji ma koszt związany z oprzyrządowaniem
technologicznym. Projekt nie zakłada rodzaju obrabiarki, na którym zostanie dany przedmiot wykonany,
więc nie do końca wiadomo, ile dokładnie wyniesie koszt jednostkowy wykonanej części. Pewną rzeczą, jest tylko fakt, że koszt wykonania pojedynczej sztuki wałka zawsze będzie większy od kosztów,
ponoszonych przy produkcji seryjnej.
Cięcie piłą tarczową jest metodą popularną, zarówno w produkcji jednostkowej jak i seryjnej. W przypadku
produkcji jednostkowej ta metoda cięcia jest odpowiednia, zakładając, że klient chce otrzymać mniej niż 29
sztuk prętów. Dla produkcji seryjnej, ilość naddatku straconego na cięcie taką tarczą jest dość duża, dlatego
też być może producent prętów o długości 172 mm powinien zdecydować się na metodę cięcia, na którą nie
trzeba zostawiać aż takiej ilości naddatków. (Np. przy przecinaniu na tokarce – przecinarce), gdzie naddatek
materiału wynosi 4 mm, można wykonać o jeden wałek więcej na dłuższym (6000mm) półfabrykacie. Przy
takich założeniach, należałoby zakupić 29 sztuk prętów o takiej długości. Jednakże, po podliczeniuwszystkich kosztów, uwzględniających wagę i cenę stali taka opcja jest mniej więcej o 200 zł droższa. Z
powyższego przypadku wynika zatem, że pomimo większych strat materiału, koszt całkowity wałka może
okazać się mniejszy dla danego oprzyrządowania.
Projektując wał z pręta walcowanego należy tak zaprojektować wał, aby objętość przetworzonego
materiału w wiór była jak najmniejsza – warunek spełniony, zarówno dla produkcji jednostkowej i
seryjnej.
Przejścia narzędzia powinny być tak zaprojektowane, aby toczenie po różnych średnicach wałka
odbywało się w sposób płynny, a narzędzie było znormalizowane ( co w przypadku danego
przedmiotu obrabianego jest naturalną czynnością)
Uwzględniając powyższe kryteria, materiał wałka, oprzyrządowanie technologiczne, można mówić o
technologiczności konstrukcji.
8/11/2019 wałek proj prawie gotowy.docx
http://slidepdf.com/reader/full/walek-proj-prawie-gotowydocx 17/17
Bibliografia[1] http://www.multistal.pl/go.live.php/PL-H64/4510530.html
[2] M. Feld „ Podstawy projektowania procesów technologicznych typowych części maszyn”
Wyd. czwarte zmienione WNT
[3] http://panoramafirm.pl/wielkopolskie,kolski,gozd%C3%B3w,3_a/wistal_hurtownia_stali-kbkyz_tjc.html
[5] http://www.mika-stal.pl/przelicznik
http://centrostal-kielce.pl/pl/kalkulator
http://www.konsorcjumstali.com.pl/prety_okragle_gladkie.php