WALCOWANIE POPRZECZNO-KLINOWE ODKUWEK O ...
11
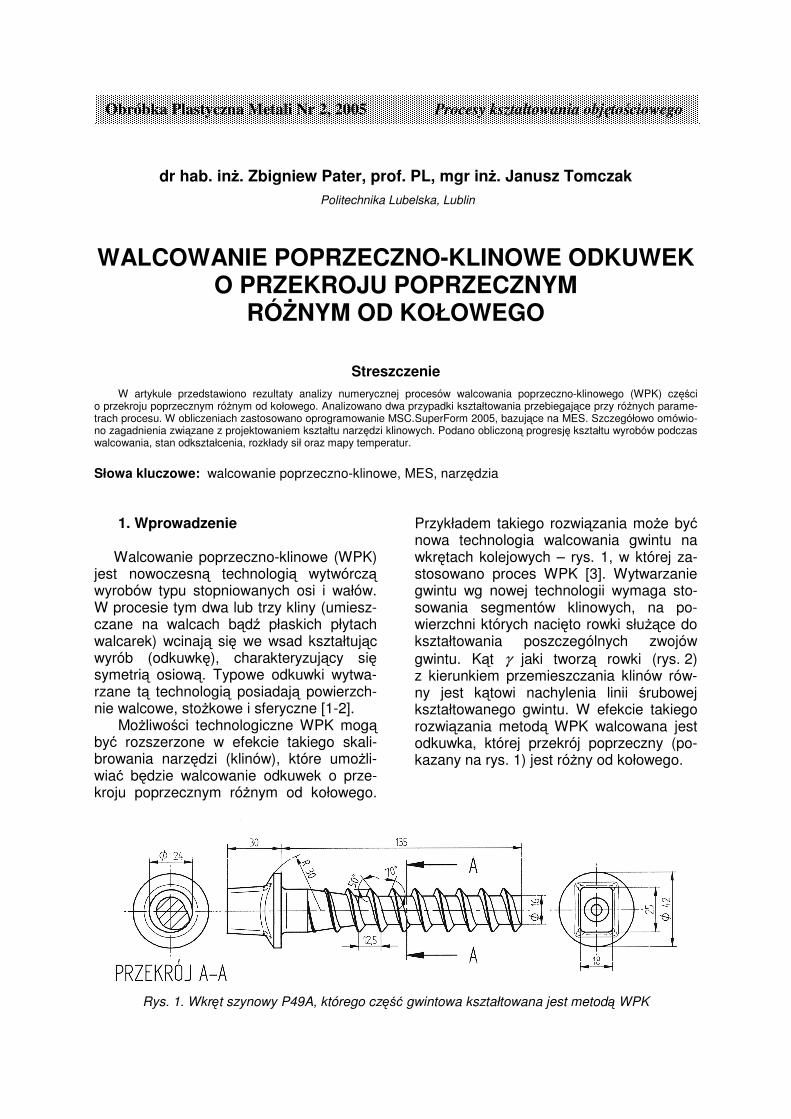
dr hab. in. Zbigniew Pater, prof. PL, mgr in. Janusz Tomczak Politechnika Lubelska, Lublin WALCOWANIE POPRZECZNO-KLINOWE ODKUWEK O PRZEKROJU POPRZECZNYM RÓNYM OD KOLOWEGO Streszczenie W artykule przedstawiono rezultaty analizy numerycznej procesów walcowania poprzeczno-klinowego (WPK) czci o przekroju poprzecznym rónym od kolowego. Analizowano dwa przypadki ksztaltowania przebiegajce przy rónych parame- trach procesu. W obliczeniach zastosowano oprogramowanie MSC.SuperForm 2005, bazujce na MES. Szczególowo omówio- no zagadnienia zwizane z projektowaniem ksztaltu narzdzi klinowych. Podano obliczon progresj ksztaltu wyrobów podczas walcowania, stan odksztalcenia, rozklady sil oraz mapy temperatur. Slowa kluczowe: walcowanie poprzeczno-klinowe, MES, narzdzia 1. Wprowadzenie Walcowanie poprzeczno-klinowe (WPK) jest nowoczesn technologi wytwórcz wyrobów typu stopniowanych osi i walów. W procesie tym dwa lub trzy kliny (umiesz- czane na walcach bd plaskich plytach walcarek) wcinaj si we wsad ksztaltujc wyrób (odkuwk), charakteryzujcy si symetri osiow. Typowe odkuwki wytwa- rzane t technologi posiadaj powierzch- nie walcowe, stokowe i sferyczne [1-2]. Moliwoci technologiczne WPK mog by rozszerzone w efekcie takiego skali- browania narzdzi (klinów), które umoli- wia bdzie walcowanie odkuwek o prze- kroju poprzecznym rónym od kolowego. Przykladem takiego rozwizania moe by nowa technologia walcowania gwintu na wkrtach kolejowych – rys. 1, w której za- stosowano proces WPK [3]. Wytwarzanie gwintu wg nowej technologii wymaga sto- sowania segmentów klinowych, na po- wierzchni których nacito rowki sluce do ksztaltowania poszczególnych zwojów gwintu. Kt γ jaki tworz rowki (rys. 2) z kierunkiem przemieszczania klinów rów- ny jest ktowi nachylenia linii rubowej ksztaltowanego gwintu. W efekcie takiego rozwizania metod WPK walcowana jest odkuwka, której przekrój poprzeczny (po- kazany na rys. 1) jest róny od kolowego. Rys. 1. Wkrt szynowy P49A, którego cz gwintowa ksztaltowana jest metod WPK Obróbka Plastyczna Metali Nr 2, 2005 Procesy ksztaltowania objtociowego
Transcript of WALCOWANIE POPRZECZNO-KLINOWE ODKUWEK O ...
dr hab. in�. Zbigniew Pater, prof. PL, mgr in�. Janusz Tomczak Politechnika Lubelska, Lublin
WALCOWANIE POPRZECZNO-KLINOWE ODKUWEK O PRZEKROJU POPRZECZNYM
RÓ�NYM OD KOŁOWEGO
Streszczenie W artykule przedstawiono rezultaty analizy numerycznej procesów walcowania poprzeczno-klinowego (WPK) cz��ci o przekroju poprzecznym ró�nym od kołowego. Analizowano dwa przypadki kształtowania przebiegaj�ce przy ró�nych parame-trach procesu. W obliczeniach zastosowano oprogramowanie MSC.SuperForm 2005, bazuj�ce na MES. Szczegółowo omówio-no zagadnienia zwi�zane z projektowaniem kształtu narz�dzi klinowych. Podano obliczon� progresj� kształtu wyrobów podczas walcowania, stan odkształcenia, rozkłady sił oraz mapy temperatur.
Słowa kluczowe: walcowanie poprzeczno-klinowe, MES, narz�dzia 1. Wprowadzenie Walcowanie poprzeczno-klinowe (WPK) jest nowoczesn� technologi� wytwórcz� wyrobów typu stopniowanych osi i wałów. W procesie tym dwa lub trzy kliny (umiesz-czane na walcach b�d� płaskich płytach walcarek) wcinaj� si� we wsad kształtuj�c wyrób (odkuwk�), charakteryzuj�cy si� symetri� osiow�. Typowe odkuwki wytwa-rzane t� technologi� posiadaj� powierzch-nie walcowe, sto�kowe i sferyczne [1-2]. Mo�liwo�ci technologiczne WPK mog� by� rozszerzone w efekcie takiego skali-browania narz�dzi (klinów), które umo�li-wia� b�dzie walcowanie odkuwek o prze-kroju poprzecznym ró�nym od kołowego.
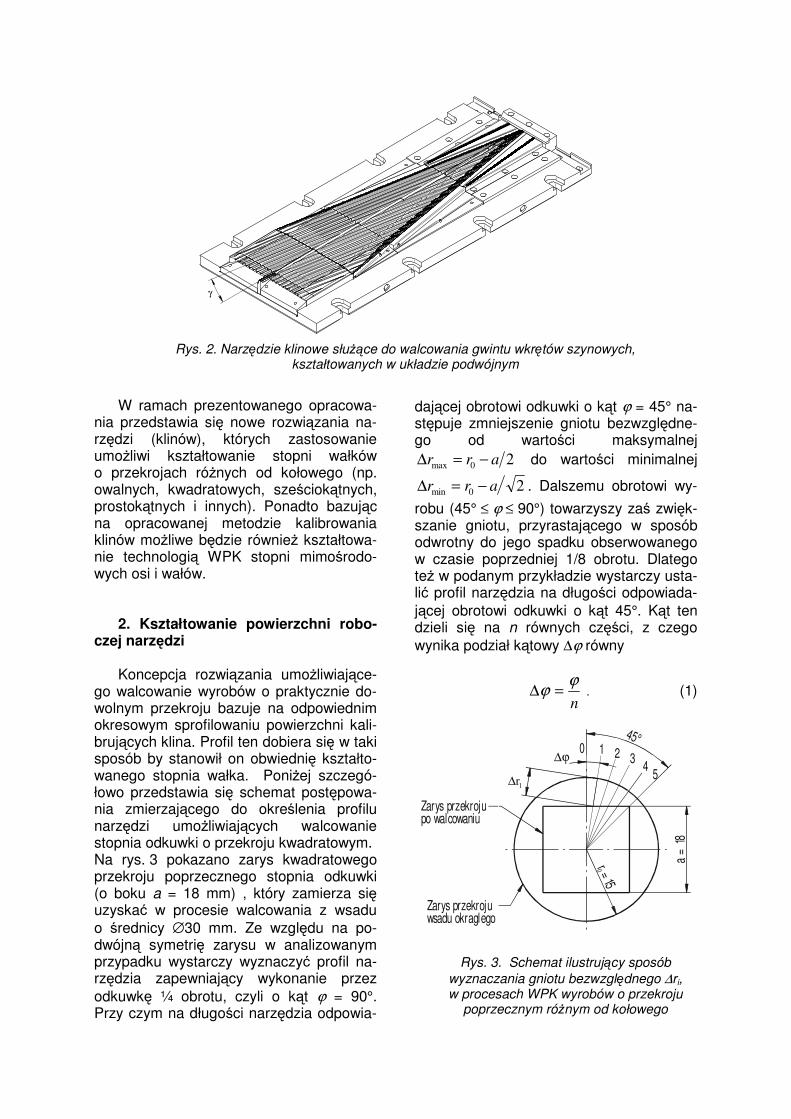
Przykładem takiego rozwi�zania mo�e by� nowa technologia walcowania gwintu na wkr�tach kolejowych – rys. 1, w której za-stosowano proces WPK [3]. Wytwarzanie gwintu wg nowej technologii wymaga sto-sowania segmentów klinowych, na po-wierzchni których naci�to rowki słu��ce do kształtowania poszczególnych zwojów gwintu. K�t γ jaki tworz� rowki (rys. 2) z kierunkiem przemieszczania klinów rów-ny jest k�towi nachylenia linii �rubowej kształtowanego gwintu. W efekcie takiego rozwi�zania metod� WPK walcowana jest odkuwka, której przekrój poprzeczny (po-kazany na rys. 1) jest ró�ny od kołowego.
Rys. 1. Wkr�t szynowy P49A, którego cz��� gwintowa kształtowana jest metod� WPK
Obróbka Plastyczna Metali Nr 2, 2005 Procesy kształtowania obj�to�ciowego
γ
Rys. 2. Narz�dzie klinowe słu��ce do walcowania gwintu wkr�tów szynowych,
kształtowanych w układzie podwójnym
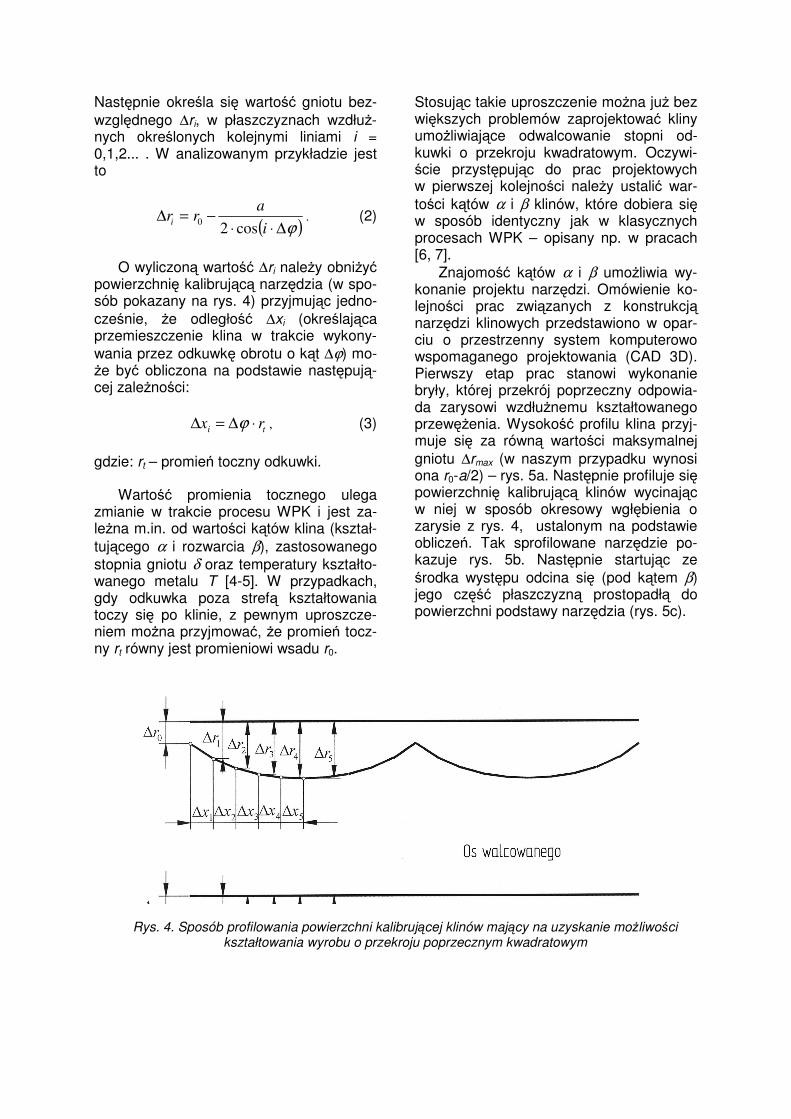
W ramach prezentowanego opracowa-nia przedstawia si� nowe rozwi�zania na-rz�dzi (klinów), których zastosowanie umo�liwi kształtowanie stopni wałków o przekrojach ró�nych od kołowego (np. owalnych, kwadratowych, sze�ciok�tnych, prostok�tnych i innych). Ponadto bazuj�c na opracowanej metodzie kalibrowania klinów mo�liwe b�dzie równie� kształtowa-nie technologi� WPK stopni mimo�rodo-wych osi i wałów. 2. Kształtowanie powierzchni robo-czej narz�dzi Koncepcja rozwi�zania umo�liwiaj�ce-go walcowanie wyrobów o praktycznie do-wolnym przekroju bazuje na odpowiednim okresowym sprofilowaniu powierzchni kali-bruj�cych klina. Profil ten dobiera si� w taki sposób by stanowił on obwiedni� kształto-wanego stopnia wałka. Poni�ej szczegó-łowo przedstawia si� schemat post�powa-nia zmierzaj�cego do okre�lenia profilu narz�dzi umo�liwiaj�cych walcowanie stopnia odkuwki o przekroju kwadratowym. Na rys. 3 pokazano zarys kwadratowego przekroju poprzecznego stopnia odkuwki (o boku a = 18 mm) , który zamierza si� uzyska� w procesie walcowania z wsadu o �rednicy ∅30 mm. Ze wzgl�du na po-dwójn� symetri� zarysu w analizowanym przypadku wystarczy wyznaczy� profil na-rz�dzia zapewniaj�cy wykonanie przez odkuwk� ¼ obrotu, czyli o k�t ϕ = 90°. Przy czym na długo�ci narz�dzia odpowia-
daj�cej obrotowi odkuwki o k�t ϕ = 45° na-st�puje zmniejszenie gniotu bezwzgl�dne-go od warto�ci maksymalnej
20max
arr −=∆ do warto�ci minimalnej
20min
arr −=∆ . Dalszemu obrotowi wy-
robu (45° ≤ ϕ ≤ 90°) towarzyszy za� zwi�k-szanie gniotu, przyrastaj�cego w sposób odwrotny do jego spadku obserwowanego w czasie poprzedniej 1/8 obrotu. Dlatego te� w podanym przykładzie wystarczy usta-li� profil narz�dzia na długo�ci odpowiada-j�cej obrotowi odkuwki o k�t 45°. K�t ten dzieli si� na n równych cz��ci, z czego wynika podział k�towy ∆ϕ równy
n
ϕϕ =∆ . (1)
0 1 2 3 45
45°
Zarys przekrojuwsadu okraglego
Zarys przekrojupo walcowaniu
18a
=
r = 15
1r∆
ϕ∆
0
Rys. 3. Schemat ilustruj�cy sposób
wyznaczania gniotu bezwzgl�dnego ∆ri, w procesach WPK wyrobów o przekroju
poprzecznym ró�nym od kołowego
Nast�pnie okre�la si� warto�� gniotu bez-wzgl�dnego ∆ri, w płaszczyznach wzdłu�-nych okre�lonych kolejnymi liniami i = 0,1,2... . W analizowanym przykładzie jest to
( )ϕ∆⋅⋅−=∆
i
arr
i
cos20
. (2)
O wyliczon� warto�� ∆ri nale�y obni�y� powierzchni� kalibruj�c� narz�dzia (w spo-sób pokazany na rys. 4) przyjmuj�c jedno-cze�nie, �e odległo�� ∆xi (okre�laj�ca przemieszczenie klina w trakcie wykony-wania przez odkuwk� obrotu o k�t ∆ϕ) mo-�e by� obliczona na podstawie nast�puj�-cej zale�no�ci:
tirx ⋅∆=∆ ϕ , (3)
gdzie: rt – promie� toczny odkuwki.
Warto�� promienia tocznego ulega zmianie w trakcie procesu WPK i jest za-le�na m.in. od warto�ci k�tów klina (kształ-tuj�cego α i rozwarcia β), zastosowanego stopnia gniotu δ oraz temperatury kształto-wanego metalu T [4-5]. W przypadkach, gdy odkuwka poza stref� kształtowania toczy si� po klinie, z pewnym uproszcze-niem mo�na przyjmowa�, �e promie� tocz-ny rt równy jest promieniowi wsadu r0.
Stosuj�c takie uproszczenie mo�na ju� bez wi�kszych problemów zaprojektowa� kliny umo�liwiaj�ce odwalcowanie stopni od-kuwki o przekroju kwadratowym. Oczywi-�cie przyst�puj�c do prac projektowych w pierwszej kolejno�ci nale�y ustali� war-to�ci k�tów α i β klinów, które dobiera si� w sposób identyczny jak w klasycznych procesach WPK – opisany np. w pracach [6, 7]. Znajomo�� k�tów α i β umo�liwia wy-konanie projektu narz�dzi. Omówienie ko-lejno�ci prac zwi�zanych z konstrukcj� narz�dzi klinowych przedstawiono w opar-ciu o przestrzenny system komputerowo wspomaganego projektowania (CAD 3D). Pierwszy etap prac stanowi wykonanie bryły, której przekrój poprzeczny odpowia-da zarysowi wzdłu�nemu kształtowanego przew��enia. Wysoko�� profilu klina przyj-muje si� za równ� warto�ci maksymalnej gniotu ∆rmax (w naszym przypadku wynosi ona r0-a/2) – rys. 5a. Nast�pnie profiluje si� powierzchni� kalibruj�c� klinów wycinaj�c w niej w sposób okresowy wgł�bienia o zarysie z rys. 4, ustalonym na podstawie oblicze�. Tak sprofilowane narz�dzie po-kazuje rys. 5b. Nast�pnie startuj�c ze �rodka wyst�pu odcina si� (pod k�tem β) jego cz��� płaszczyzn� prostopadł� do powierzchni podstawy narz�dzia (rys. 5c).
Rys. 4. Sposób profilowania powierzchni kalibruj�cej klinów maj�cy na uzyskanie mo�liwo�ci kształtowania wyrobu o przekroju poprzecznym kwadratowym
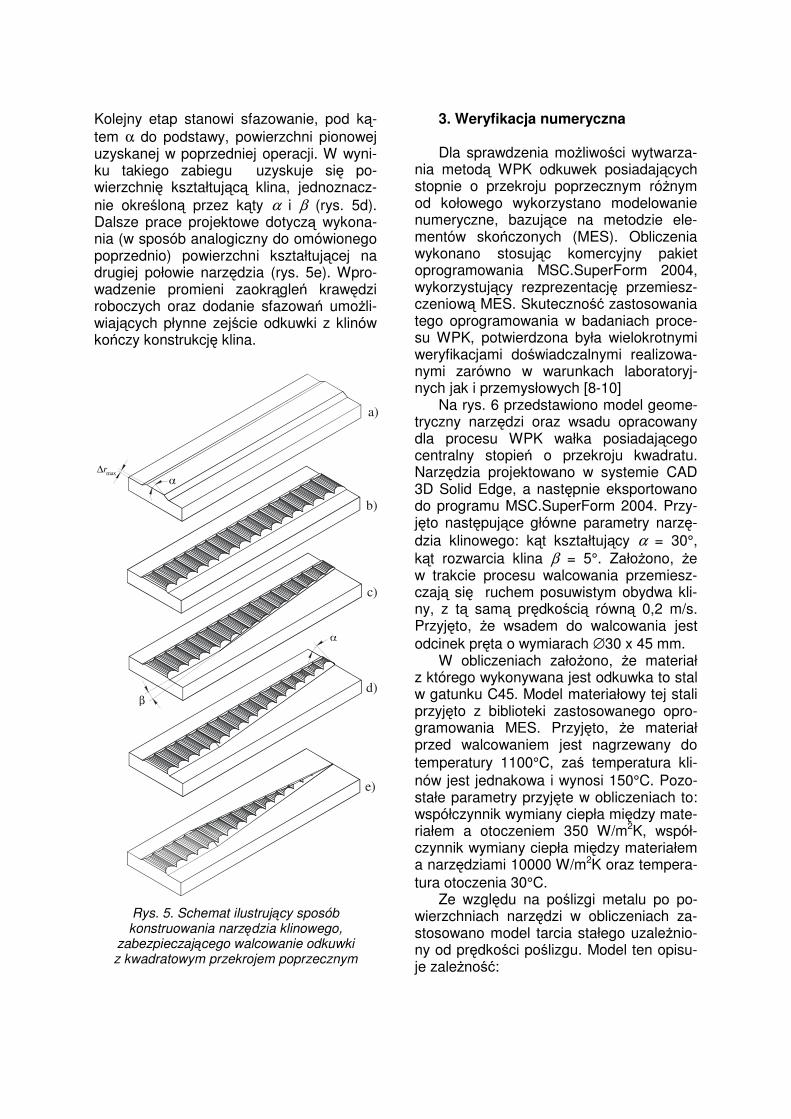
Kolejny etap stanowi sfazowanie, pod k�-tem α do podstawy, powierzchni pionowej uzyskanej w poprzedniej operacji. W wyni-ku takiego zabiegu uzyskuje si� po-wierzchni� kształtuj�c� klina, jednoznacz-nie okre�lon� przez k�ty α i β (rys. 5d). Dalsze prace projektowe dotycz� wykona-nia (w sposób analogiczny do omówionego poprzednio) powierzchni kształtuj�cej na drugiej połowie narz�dzia (rys. 5e). Wpro-wadzenie promieni zaokr�gle� kraw�dzi roboczych oraz dodanie sfazowa� umo�li-wiaj�cych płynne zej�cie odkuwki z klinów ko�czy konstrukcj� klina.
maxr∆
β
a)
b)
c)
d)
e)
Rys. 5. Schemat ilustruj�cy sposób konstruowania narz�dzia klinowego,
zabezpieczaj�cego walcowanie odkuwki z kwadratowym przekrojem poprzecznym
3. Weryfikacja numeryczna
Dla sprawdzenia mo�liwo�ci wytwarza-nia metod� WPK odkuwek posiadaj�cych stopnie o przekroju poprzecznym ró�nym od kołowego wykorzystano modelowanie numeryczne, bazuj�ce na metodzie ele-mentów sko�czonych (MES). Obliczenia wykonano stosuj�c komercyjny pakiet oprogramowania MSC.SuperForm 2004, wykorzystuj�cy rezprezentacj� przemiesz-czeniow� MES. Skuteczno�� zastosowania tego oprogramowania w badaniach proce-su WPK, potwierdzona była wielokrotnymi weryfikacjami do�wiadczalnymi realizowa-nymi zarówno w warunkach laboratoryj-nych jak i przemysłowych [8-10]
Na rys. 6 przedstawiono model geome-tryczny narz�dzi oraz wsadu opracowany dla procesu WPK wałka posiadaj�cego centralny stopie� o przekroju kwadratu. Narz�dzia projektowano w systemie CAD 3D Solid Edge, a nast�pnie eksportowano do programu MSC.SuperForm 2004. Przy-j�to nast�puj�ce główne parametry narz�-dzia klinowego: k�t kształtuj�cy α = 30°, k�t rozwarcia klina β = 5°. Zało�ono, �e w trakcie procesu walcowania przemiesz-czaj� si� ruchem posuwistym obydwa kli-ny, z t� sam� pr�dko�ci� równ� 0,2 m/s. Przyj�to, �e wsadem do walcowania jest odcinek pr�ta o wymiarach ∅30 x 45 mm.
W obliczeniach zało�ono, �e materiał z którego wykonywana jest odkuwka to stal w gatunku C45. Model materiałowy tej stali przyj�to z biblioteki zastosowanego opro-gramowania MES. Przyj�to, �e materiał przed walcowaniem jest nagrzewany do temperatury 1100°C, za� temperatura kli-nów jest jednakowa i wynosi 150°C. Pozo-stałe parametry przyj�te w obliczeniach to: współczynnik wymiany ciepła mi�dzy mate-riałem a otoczeniem 350 W/m2K, współ-czynnik wymiany ciepła mi�dzy materiałem a narz�dziami 10000 W/m2K oraz tempera-tura otoczenia 30°C.
Ze wzgl�du na po�lizgi metalu po po-wierzchniach narz�dzi w obliczeniach za-stosowano model tarcia stałego uzale�nio-ny od pr�dko�ci po�lizgu. Model ten opisu-je zale�no��:
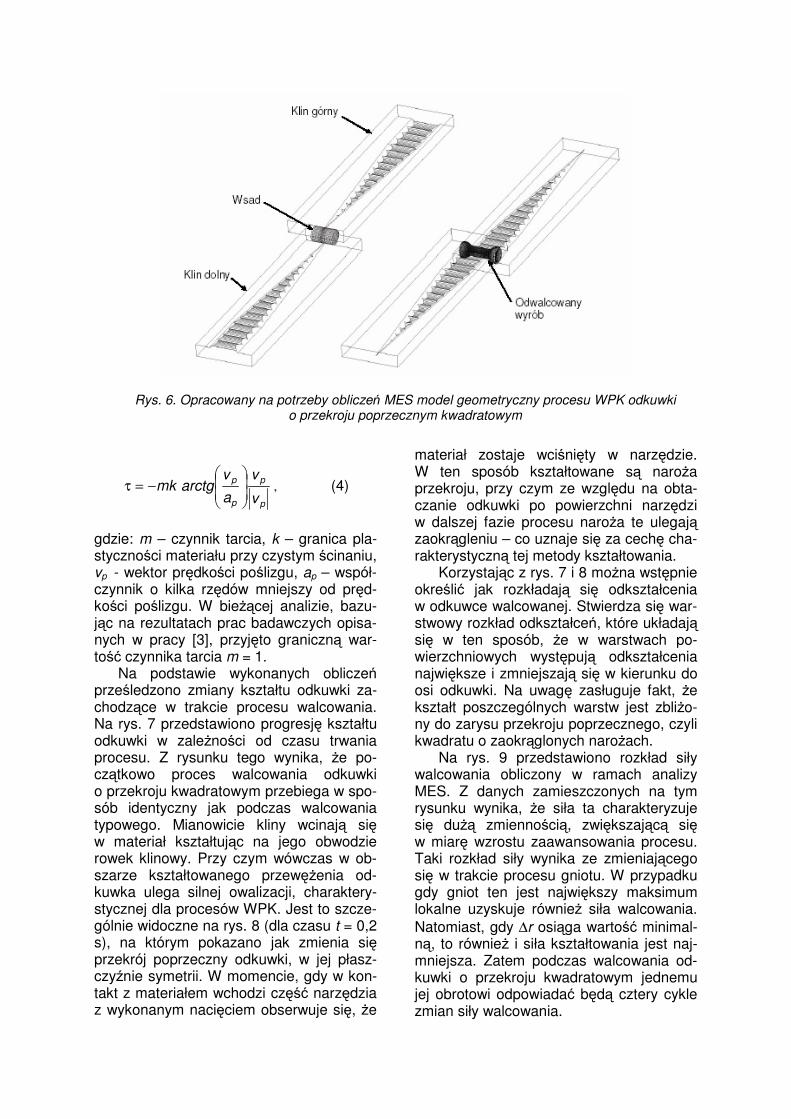
Rys. 6. Opracowany na potrzeby oblicze� MES model geometryczny procesu WPK odkuwki o przekroju poprzecznym kwadratowym
p
p
p
p
v
v
a
varctgmk
��
�
�
��
�
�−=τ , (4)
gdzie: m – czynnik tarcia, k – granica pla-styczno�ci materiału przy czystym �cinaniu, vp - wektor pr�dko�ci po�lizgu, ap – współ-czynnik o kilka rz�dów mniejszy od pr�d-ko�ci po�lizgu. W bie��cej analizie, bazu-j�c na rezultatach prac badawczych opisa-nych w pracy [3], przyj�to graniczn� war-to�� czynnika tarcia m = 1.
Na podstawie wykonanych oblicze� prze�ledzono zmiany kształtu odkuwki za-chodz�ce w trakcie procesu walcowania. Na rys. 7 przedstawiono progresj� kształtu odkuwki w zale�no�ci od czasu trwania procesu. Z rysunku tego wynika, �e po-cz�tkowo proces walcowania odkuwki o przekroju kwadratowym przebiega w spo-sób identyczny jak podczas walcowania typowego. Mianowicie kliny wcinaj� si� w materiał kształtuj�c na jego obwodzie rowek klinowy. Przy czym wówczas w ob-szarze kształtowanego przew��enia od-kuwka ulega silnej owalizacji, charaktery-stycznej dla procesów WPK. Jest to szcze-gólnie widoczne na rys. 8 (dla czasu t = 0,2 s), na którym pokazano jak zmienia si� przekrój poprzeczny odkuwki, w jej płasz-czy�nie symetrii. W momencie, gdy w kon-takt z materiałem wchodzi cz��� narz�dzia z wykonanym naci�ciem obserwuje si�, �e
materiał zostaje wci�ni�ty w narz�dzie. W ten sposób kształtowane s� naro�a przekroju, przy czym ze wzgl�du na obta-czanie odkuwki po powierzchni narz�dzi w dalszej fazie procesu naro�a te ulegaj� zaokr�gleniu – co uznaje si� za cech� cha-rakterystyczn� tej metody kształtowania.
Korzystaj�c z rys. 7 i 8 mo�na wst�pnie okre�li� jak rozkładaj� si� odkształcenia w odkuwce walcowanej. Stwierdza si� war-stwowy rozkład odkształce�, które układaj� si� w ten sposób, �e w warstwach po-wierzchniowych wyst�puj� odkształcenia najwi�ksze i zmniejszaj� si� w kierunku do osi odkuwki. Na uwag� zasługuje fakt, �e kształt poszczególnych warstw jest zbli�o-ny do zarysu przekroju poprzecznego, czyli kwadratu o zaokr�glonych naro�ach.
Na rys. 9 przedstawiono rozkład siły walcowania obliczony w ramach analizy MES. Z danych zamieszczonych na tym rysunku wynika, �e siła ta charakteryzuje si� du�� zmienno�ci�, zwi�kszaj�c� si� w miar� wzrostu zaawansowania procesu. Taki rozkład siły wynika ze zmieniaj�cego si� w trakcie procesu gniotu. W przypadku gdy gniot ten jest najwi�kszy maksimum lokalne uzyskuje równie� siła walcowania. Natomiast, gdy ∆r osi�ga warto�� minimal-n�, to równie� i siła kształtowania jest naj-mniejsza. Zatem podczas walcowania od-kuwki o przekroju kwadratowym jednemu jej obrotowi odpowiada� b�d� cztery cykle zmian siły walcowania.
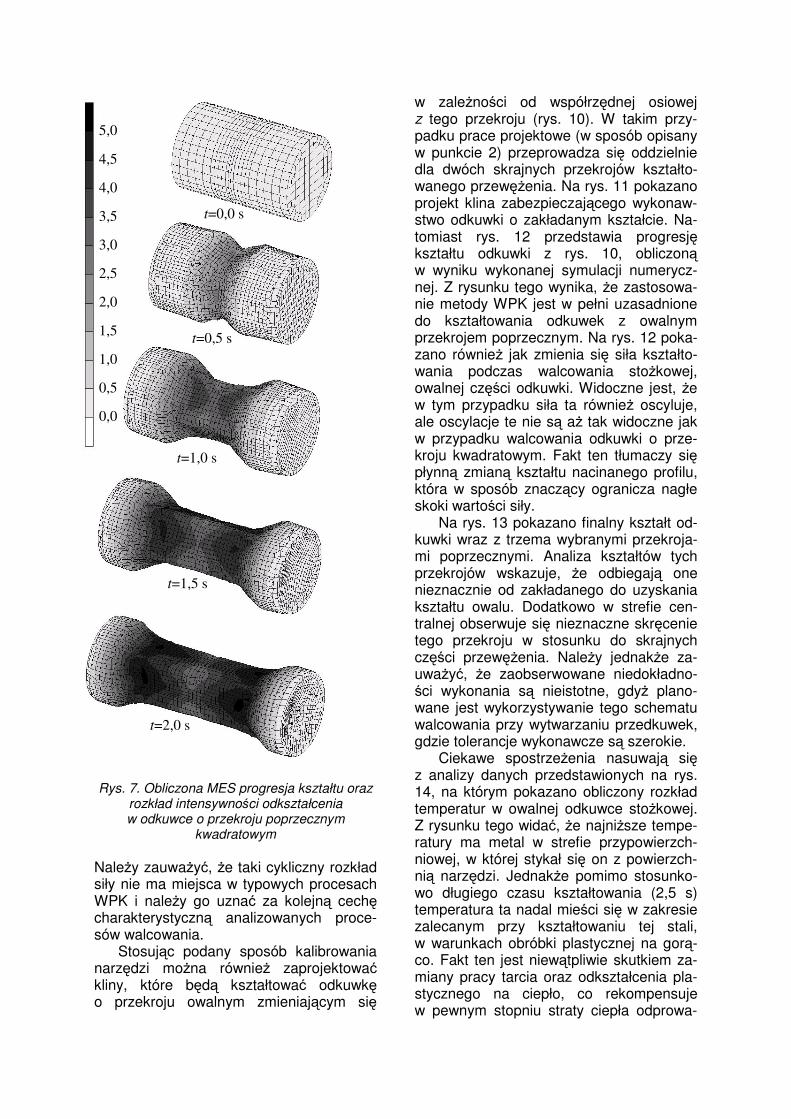
Rys. 7. Obliczona MES progresja kształtu oraz rozkład intensywno�ci odkształcenia w odkuwce o przekroju poprzecznym
kwadratowym
Nale�y zauwa�y�, �e taki cykliczny rozkład siły nie ma miejsca w typowych procesach WPK i nale�y go uzna� za kolejn� cech� charakterystyczn� analizowanych proce-sów walcowania.
Stosuj�c podany sposób kalibrowania narz�dzi mo�na równie� zaprojektowa� kliny, które b�d� kształtowa� odkuwk� o przekroju owalnym zmieniaj�cym si�
w zale�no�ci od współrz�dnej osiowej z tego przekroju (rys. 10). W takim przy-padku prace projektowe (w sposób opisany w punkcie 2) przeprowadza si� oddzielnie dla dwóch skrajnych przekrojów kształto-wanego przew��enia. Na rys. 11 pokazano projekt klina zabezpieczaj�cego wykonaw-stwo odkuwki o zakładanym kształcie. Na-tomiast rys. 12 przedstawia progresj� kształtu odkuwki z rys. 10, obliczon� w wyniku wykonanej symulacji numerycz-nej. Z rysunku tego wynika, �e zastosowa-nie metody WPK jest w pełni uzasadnione do kształtowania odkuwek z owalnym przekrojem poprzecznym. Na rys. 12 poka-zano równie� jak zmienia si� siła kształto-wania podczas walcowania sto�kowej, owalnej cz��ci odkuwki. Widoczne jest, �e w tym przypadku siła ta równie� oscyluje, ale oscylacje te nie s� a� tak widoczne jak w przypadku walcowania odkuwki o prze-kroju kwadratowym. Fakt ten tłumaczy si� płynn� zmian� kształtu nacinanego profilu, która w sposób znacz�cy ogranicza nagłe skoki warto�ci siły.
Na rys. 13 pokazano finalny kształt od-kuwki wraz z trzema wybranymi przekroja-mi poprzecznymi. Analiza kształtów tych przekrojów wskazuje, �e odbiegaj� one nieznacznie od zakładanego do uzyskania kształtu owalu. Dodatkowo w strefie cen-tralnej obserwuje si� nieznaczne skr�cenie tego przekroju w stosunku do skrajnych cz��ci przew��enia. Nale�y jednak�e za-uwa�y�, �e zaobserwowane niedokładno-�ci wykonania s� nieistotne, gdy� plano-wane jest wykorzystywanie tego schematu walcowania przy wytwarzaniu przedkuwek, gdzie tolerancje wykonawcze s� szerokie.
Ciekawe spostrze�enia nasuwaj� si� z analizy danych przedstawionych na rys. 14, na którym pokazano obliczony rozkład temperatur w owalnej odkuwce sto�kowej. Z rysunku tego wida�, �e najni�sze tempe-ratury ma metal w strefie przypowierzch-niowej, w której stykał si� on z powierzch-ni� narz�dzi. Jednak�e pomimo stosunko-wo długiego czasu kształtowania (2,5 s) temperatura ta nadal mie�ci si� w zakresie zalecanym przy kształtowaniu tej stali, w warunkach obróbki plastycznej na gor�-co. Fakt ten jest niew�tpliwie skutkiem za-miany pracy tarcia oraz odkształcenia pla-stycznego na ciepło, co rekompensuje w pewnym stopniu straty ciepła odprowa-
t=0,0 s
5,0
4,5
4,0
3,5
3,0
2,5
2,0
1,5
1,0
0,5
0,0
t=0,5 s
t=1,0 s
t=1,5 s
t=2,0 s
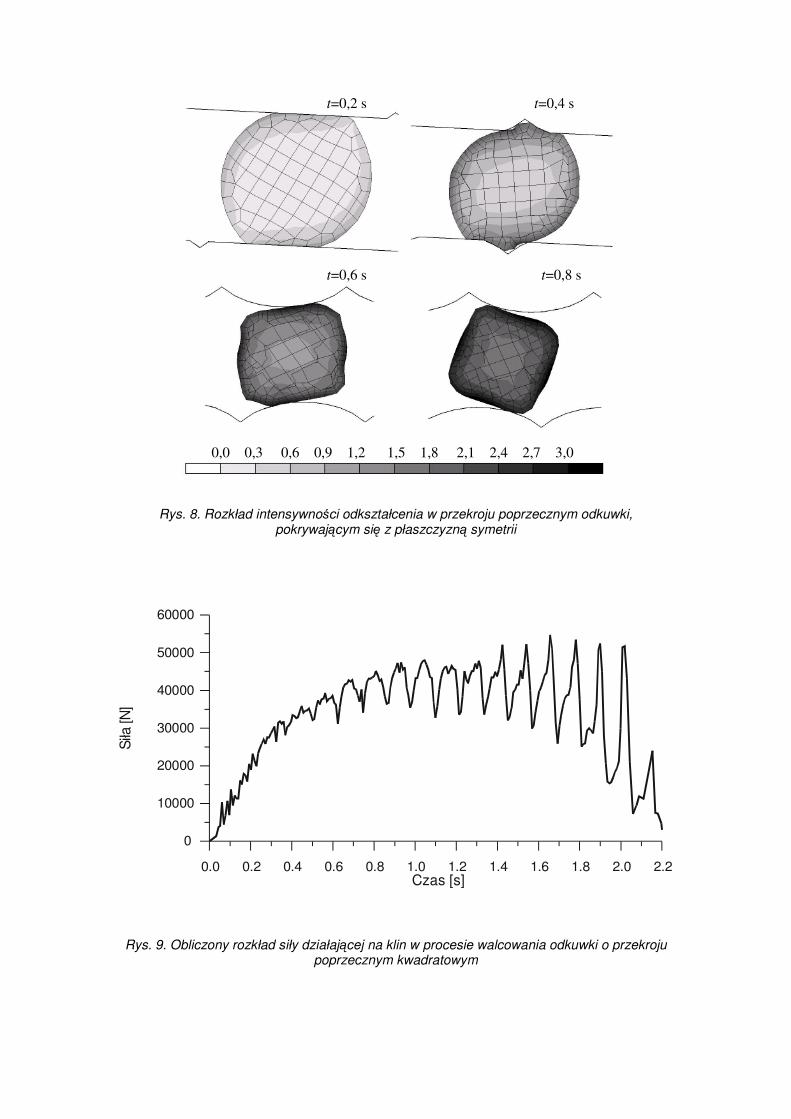
Rys. 8. Rozkład intensywno�ci odkształcenia w przekroju poprzecznym odkuwki, pokrywaj�cym si� z płaszczyzn� symetrii
Rys. 9. Obliczony rozkład siły działaj�cej na klin w procesie walcowania odkuwki o przekroju poprzecznym kwadratowym
t=0,2 s t=0,4 s
t=0,6 s t=0,8 s
0,0 0,3 0,6 0,9 1,2 1,5 1,8 2,1 2,4 2,7 3,0
0.0 0.2 0.4 0.6 0.8 1.0 1.2 1.4 1.6 1.8 2.0 2.2Czas [s]
0
10000
20000
30000
40000
50000
60000
Siła
[N]

Rys. 10. Podstawowe wymiary odkuwki analizowanej w drugim przykładzie obliczeniowym
30°
30°
74,6
8,41
6,45
120
525
5°
81,4
2,9°
Rys. 11. Główne parametry narz�dzia klinowego słu��cego do kształtowania odkuwki z rys. 10
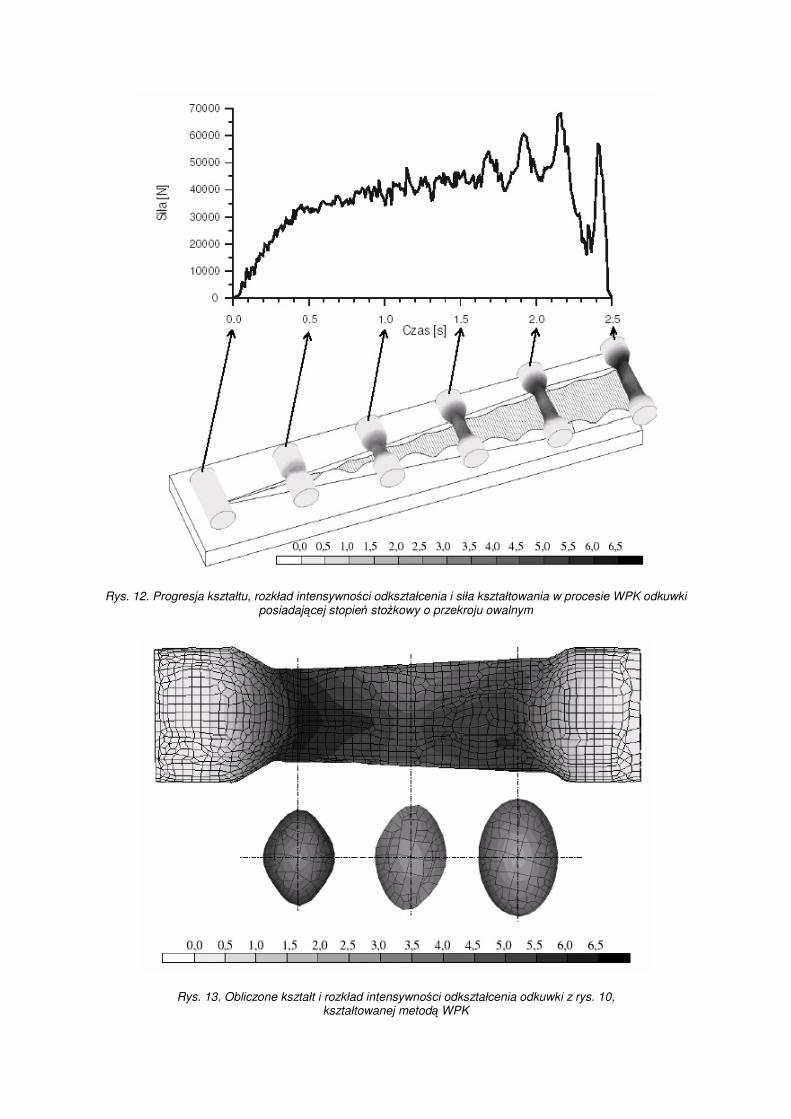
Rys. 12. Progresja kształtu, rozkład intensywno�ci odkształcenia i siła kształtowania w procesie WPK odkuwki posiadaj�cej stopie� sto�kowy o przekroju owalnym
Rys. 13. Obliczone kształt i rozkład intensywno�ci odkształcenia odkuwki z rys. 10, kształtowanej metod� WPK
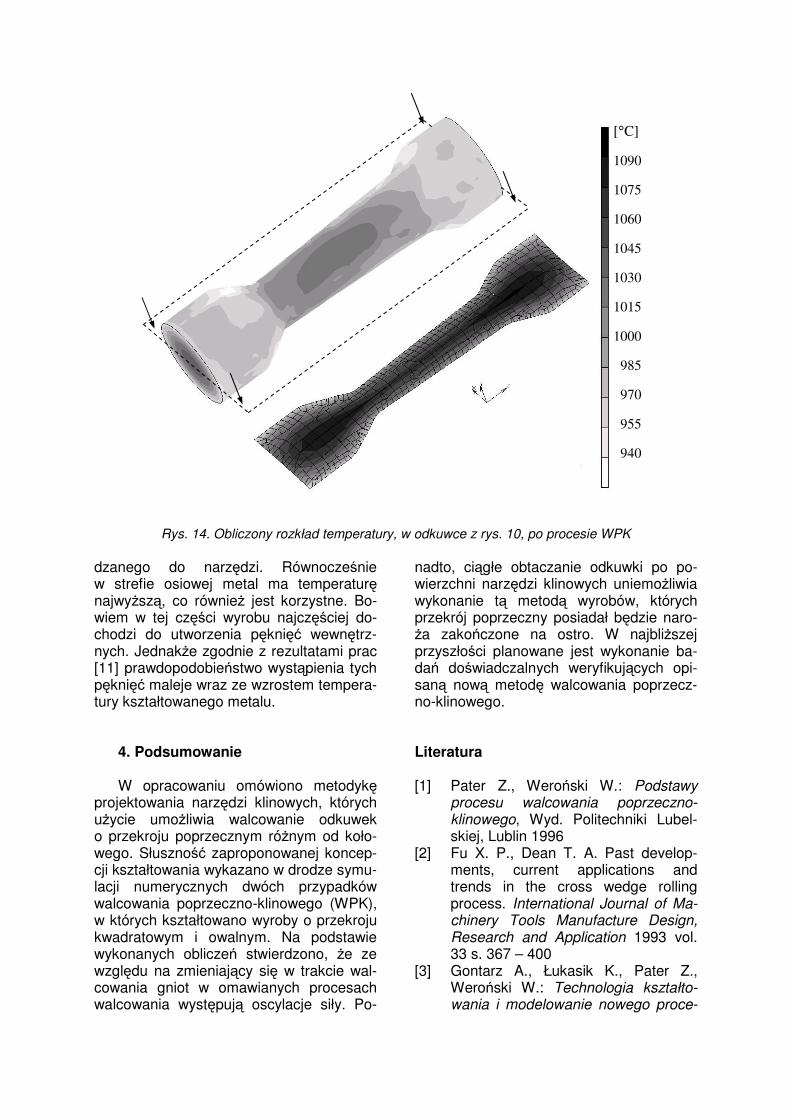
Rys. 14. Obliczony rozkład temperatury, w odkuwce z rys. 10, po procesie WPK
dzanego do narz�dzi. Równocze�nie w strefie osiowej metal ma temperatur� najwy�sz�, co równie� jest korzystne. Bo-wiem w tej cz��ci wyrobu najcz��ciej do-chodzi do utworzenia p�kni�� wewn�trz-nych. Jednak�e zgodnie z rezultatami prac [11] prawdopodobie�stwo wyst�pienia tych p�kni�� maleje wraz ze wzrostem tempera-tury kształtowanego metalu. 4. Podsumowanie W opracowaniu omówiono metodyk� projektowania narz�dzi klinowych, których u�ycie umo�liwia walcowanie odkuwek o przekroju poprzecznym ró�nym od koło-wego. Słuszno�� zaproponowanej koncep-cji kształtowania wykazano w drodze symu-lacji numerycznych dwóch przypadków walcowania poprzeczno-klinowego (WPK), w których kształtowano wyroby o przekroju kwadratowym i owalnym. Na podstawie wykonanych oblicze� stwierdzono, �e ze wzgl�du na zmieniaj�cy si� w trakcie wal-cowania gniot w omawianych procesach walcowania wyst�puj� oscylacje siły. Po-
nadto, ci�głe obtaczanie odkuwki po po-wierzchni narz�dzi klinowych uniemo�liwia wykonanie t� metod� wyrobów, których przekrój poprzeczny posiadał b�dzie naro-�a zako�czone na ostro. W najbli�szej przyszło�ci planowane jest wykonanie ba-da� do�wiadczalnych weryfikuj�cych opi-san� now� metod� walcowania poprzecz-no-klinowego. Literatura [1] Pater Z., Wero�ski W.: Podstawy
procesu walcowania poprzeczno-klinowego, Wyd. Politechniki Lubel-skiej, Lublin 1996
[2] Fu X. P., Dean T. A. Past develop-ments, current applications and trends in the cross wedge rolling process. International Journal of Ma-chinery Tools Manufacture Design, Research and Application 1993 vol. 33 s. 367 – 400
[3] Gontarz A., Łukasik K., Pater Z., Wero�ski W.: Technologia kształto-wania i modelowanie nowego proce-
[°C]
1090
1075
1060
1045
1030
1015
1000
985
970
955
940
su wytwarzania wkr�tów szynowych. Wyd. Politechniki Lubelskiej, Lublin 2003
[4] Chao-Fu Z. Method of determining the rolling radius of workpiece for cross wedge rolling process. W: Pro-ceedings of 2nd International Confer-ence on Rotary Metalworking Proc-esses October 6th – 8th 1982, Strat-ford upon Avon UK s. 27 – 32
[5] Pater Z., Wero�ski W. Kinematyka płyni�cia materiału oraz promie� toczny w procesach walcowania po-przeczno – klinowego. Obróbka Pla-styczna Metali 1995 nr 4 s. 17 – 26
[6] Pater Z., Gontarz A., Wero�ski W.: Wybrane zagadnienia z teorii i tech-nologii walcowania poprzeczno-klinowego, Wyd. LTN, Lublin 2001
[7] Pater Z. Strategia doboru parametrów narz�dzi do walcowania poprzeczno – klinowego. W: Mat. Konferencji Me-tal Forging’99 20-22 wrzesie� 1999, Cz�stochowa - Kokotek s. 135-145
[8] Pater Z., Gontarz A., Łukasik K., Wero�ski W.: Modelirovanie proces-sov popere�no – klinovoj prokatki. Wyd. NUPT, Kiev 2003
[9] Dong Y., Lovell M., Tagavi K. Analy-sis of slip in cross – wedge rolling: an experimentally verified finite – ele-ment model. Journal of Materials Processing Technology 1998 vol. 80 – 81 s. 273 – 281
[10] Bartnicki J., Pater Z. The aspects of stability in cross-wedge rolling proc-esses of hollowed shafts. Journal of Materials Processing Technology 155-156 (2004), s. 1867-1873
[11] Andreev G. V., Klušin V. A., Makušok E. M., Segal V. M., Š�ukin V. Ja. Pop-ere�no – klinovaja prokatka. Minsk: Nauka i Technika 1974
CROSS – WEDGE ROLLING OF PARTS WITH NON - CIRCULAR CROSS SECTION
Abstract
In this paper, the results of numerical calculations of the forming of parts with non – circular cross section by cross – wedge rolling method (CWR) are presented. Two variants of this type of forming with different process parameters were ana-lyzed. During numerical calculations software MSC. SuperForm 2004 was used. The schema of designing of wedge tools was discussed. In this work, the results of numerical analysis of CWR process, shape progression, state of strain, distribution of forces and temperature are shown. Key words: cross-wedge rolling, FEM, tools