Wady Usuwanie Polski Moje

of 33
-
Upload
teodor-majewski -
Category
Documents
-
view
228 -
download
0
Transcript of Wady Usuwanie Polski Moje
-
8/17/2019 Wady Usuwanie Polski Moje
1/33
Czarne (ciemne) wtr ą cenia
Opis Ze względu na zanieczyszczenie tworzywa lub jego rozkład termiczny – na powierzchni
wypraski widoczne są ciemne wtr ą cenia w postaci punktowej lub warstwowej, szczególnie wyraźnegdy tworzywo jest przeźroczyste.
Ś rodki zaradcze:
• Oczyścić maszynę przed zmianą tworzywa
• Sprawdzić czy sproszkowany pigment lub użyty tzw. masterbatch jest odpowiedni dlaprzetwarzanego polimeru
• Sprawdzić szczelność układu uplastyczniają cego, zanieczyszczenia pochodzą ce ze złogówtworzywa lub zużycia układu uplastyczniają cego
• Sprawdzić systematycznie wszystkie – jeden po drugim element procesu od otwarciapojemnika z tworzywem poprzez całą wtryskarkę. Spróbować ustalić w którym etapiepojawiają się zanieczyszczenia
• Skrócić czas przechowywania tworzywa w warunkach otoczenia
•
Obniżyć temperatur ę stopu (wtrysku)• Zmniejszyć szybkość obrotową ślimaka i/lub ciśnienie spiętrzają ce (uplastyczniania)
• Sprawdzić stan powierzchni (warstwy antykorozyjnej) jednostki uplastyczniają cej i/lub formy
• Sprawdzić masę jednorazowego wtrysku. Masa „gałą zki” wtrysku (wypraski + wlewki) niepowinna być mniejsza niż 10 – 20 % masy tworzywa dla maksymalnego skoku wtryskarki
• Sprawdzić drogę stopu w cylindrze i formie czy nie występują miejsca zalegania tworzywa
-
8/17/2019 Wady Usuwanie Polski Moje
2/33
Srebrna lub ciemna łuska (smugi)
Opis Srebrne łuski są widoczne na powierzchni wypraski w postaci srebrzystych lub jasno- do
ciemnobr ą zowych przebarwień. Powodem jest poważna degradacja tworzywa. Uwalniają ce się substancje gazowe tworzą pęcherzyki, które w fazie wtrysku docierają do ścianki gniazda, gdzie są „rozsmarowywane” na powierzchni. Defekt ten może być ograniczony do obszaru wokół wlewka lubnieregularnie rozrzucony na powierzchni wypraski. Pojawienie się smug pozwala na wstępną ocenę stopnia degradacji. Przebarwienia od jasno- do ciemnobr ą zowych wskazują często na poważną degradację termiczną spowodowaną utlenianiem lub rozkład (często pojawiają ce się po stosunkowodługim zatrzymaniu maszyny z włą czonym ogrzewaniem). Srebrne smugi z kolei są zazwyczaj
wynikiem nadmiernego tarcia na ograniczonym pewnym obszarze, tzn. w dyszy o zbyt małymprzekroju lub za cienkich wlewkach.
-
8/17/2019 Wady Usuwanie Polski Moje
3/33
Ś rodki zaradcze • Sprawdzić czy przed pojawieniem się wady nie zatrzymywano maszyny
• Sprawdzić punktowym termometrem czy temperatura stopu opuszczają cego dyszę wtryskową mieści się w zakresie zalecanym dla przetwórstwa tego tworzywa, a jeśli to niezbędne –obniżyć ją
• Sprawdzić czy temperatura u wylotu z gor ą cego kanału (jeśli jest on obecny w formie) mieścisię w zakresie zalecanym dla przetwórstwa tego tworzywa, a jeśli to niezbędne – obniżyć ją
• Sprawdzić czy układ uplastyczniają cy jest odpowiedniej wielkości (objętość jednorazowegowtrysku do formy powinna mieścić się w granicach od 20 – 30 do 80 % maksymalnej objętościskokowej wtryskarki), a jeśli nie – zmienić o na mniejszy lub większy
• Zwiększyć lub zmniejszyć szybkość obrotową ślimaka. Ocenić wpływ tych zmian naomawiane wady
• Zmniejszyć ciśnienie spiętrzają ce (uplastyczniania) i ocenić wpływ tego na pojawiają ce się wady
• Skrócić czas przebywania stopu w gor ą cym kanale, jeśli to możliwe, przez skrócenie czasucyklu wtryskowego
• Zmniejszyć szybkość wtrysku• Sprawdzić geometrię przewężek, a jeśli to niezbędne skorygować ją (zwiększyć jej przekrój
lub skrócić)
• Skorygować przekrój gor ą cego kanału i/lub dyszy wtryskowej
• Usunąć, jeśli to możliwe, wszelkie wą skie przekroje i strefy ostrych zakr ętów, zmian grubościkształtki w gnieździe formują cym
-
8/17/2019 Wady Usuwanie Polski Moje
4/33
Smugi pochodzą ce od wilgoci
Opis Smugi pochodzą ce od wilgoci zawartej w przetwarzanym tworzywie to wyraźne, zazwyczaj
matowe, wydłużone, paraboliczne, pojawiają ce się na powierzchni wypraski smugi. Ich końcówki są zawsze skierowane w stronę płynięcia stopu. Powodem ich pojawienia się jest nadmierna ilość wilgocipozostawiona w granulkach wtryskiwanego tworzywa (niedosuszenie granulatu) albo wodauwalniają ca się w gnieździe lub dostają ca się do niego przez nieszczelności układu chłodzenia formy.Powodem powstania tych wad jest obecność drobniutkich pęcherzyków pary wodnej w fazieuplastyczniania lub wtrysku. Pęcherzyki te rozrywają się na powierzchni formy, a płyną ce z dużą szybkością ścinania czoło stopu powoduje utworzenie ich wydłużonego i parabolicznego kształtu.
Ś rodki zaradcze • Sprawdzić szczelność układu chłodzenia formy
• Sprawdzić dokładność zamknięcia opakowania dostarczonego granulatu i szczelność nawpływy atmosferyczne
•
Oznaczyć zawartość wilgoci w granulacie (metodą Fischera lub wagową )• Sprawdzić parametry suszenia granulatu i skonfrontować je z zalecanymi przez dostawcę
tworzywa
• Sprawdzić warunki dosuszania granulatu w leju zasypowym wtryskarki. W razie potrzebyzmniejszyć ilość granulatu w leju zasypowym przed pobraniem tworzywa przez ślimak(oznacza to skrócenie czasu przebywania granulatu w leju wtryskarki)
• Sprawdzić warunki magazynowania granulatu
-
8/17/2019 Wady Usuwanie Polski Moje
5/33
Barwne smugi
Opis Różnice w zabarwieniu powierzchni wypraski zwane barwnymi smugami mogą występować
na dużym obszarze, w pobliżu wlewka, mogą być także oddalone od wlewka, często pojawiają się wpobliżu linii łą czenia strug, a czasami za ostrymi krawędziami. Powodem ich pojawiania się jestzawsze nierównomierne rozmieszczenie pigmentu (wprowadzonego w postaci proszkowej, ciek łej lubkoncentratu – masterbatcha) w masie polimeru. W rezultacie tworzą się aglomeraty pigmentu. Oprócztego przyczynami mogą być: nieodpowiednie parametry przetwórcze (np. zbyt niska temperaturastopu) lub jednostka uplastyczniają ca (np. zbyt krótki ślimak, bą dź jego nieodpowiednia geometria:stopień spr ężania i głębokość kanału ślimakowego); niewłaściwy nośnik środka barwią cego lub on
sam – ich niekompatybilność z polimerem. Aglomeraty w pobliżu powierzchni wydają się być smugami, podczas gdy te przebarwienia są zwykle zwią zane ze skupiskami pigmentu wewną trzścianki wypraski.
Ś rodki zaradcze • Sprawdzić czy zastosowany masterbatch jest odpowiednio dobrany dla danego tworzywa
• Sprawdzić dokładność dozownika podają cego koncentrat barwny. Porównać stężeniebarwnika w koncentracie i tworzywie z wartościami zalecanymi przez producenta
-
8/17/2019 Wady Usuwanie Polski Moje
6/33
Ślady zimnego stopu
Opis Z powodu nieodpowiedniej temperatury (zbyt niskiej) porcje stopu polimeru zestalają się wukładzie wlewowym lub w dyszy wtryskowej przed wypełnieniem gniazda formy, a potem są wtryskiwane przy następnym wtrysku. Jest to spotykane zwłaszcza dla wyprasek cienkowarstwowychlub przeźroczystych. Defekt ten zazwyczaj skoncentrowany jest w pobliżu wlewka i przybiera postać ogona komety. Jeśli polimer nie jest stopiony może on zablokować przekrój dostępny dla płyną cegotworzywa aż tak bardzo, że następna porcja stopu popychają c go utworzy wyraźny śladsprasowanego polimeru na powierzchni ścianki wypraski. W skrajnym przypadku może tospowodować całkowite zablokowanie dopływu tworzywa do gniazda. Ponieważ zimny materiał nie
tworzy jednolitej masy z resztą stopu wpływa to również negatywnie na właściwości mechanicznewypraski.
Ś rodki zaradcze
• Podwyższyć temperatur ę dyszy wtryskowej – tak jednak, aby nie przekroczyć maksymalnejtemperatury, dopuszczalnej dla danego tworzywa
• Zmniejszyć ciśnienie spiętrzają ce (uplastyczniania)
• Zwiększyć skok powrotu ślimaka po uplastycznianiu (skok dekompresji) tak, aby stop niewyciekał z dyszy wtryskarki
• Zwiększyć przekrój dyszy (rozwiercić jej otwór). O ile jednak może to spowodować
-
8/17/2019 Wady Usuwanie Polski Moje
7/33
Odkształcenie wypraski podczas jej usuwania z formy
Opis Wypraska jest odkształcona z powodu zbyt dużych napr ężeń lub nieodpowiedniego ich
rozmieszczenia podczas wypychania. Może to powodować zarysowania, spękania lub nadmierneodkształcenia kształtki. W przeciwieństwie do paczenia, które niekiedy wydaje się podobne,największe odkształcenia zlokalizowane są w okolicy wypychaczy lub przy podcięciach, które są trudne do wypchnięcia. Mogą się także pojawiać biegną ce w kierunku wypychania wypraskizarysowania i nierówności.
Ś rodki zaradcze • Zmienić (skrócić lub wydłużyć) czas chłodzenia
• Poprawić (zmniejszyć) ciśnienie docisku
• Obniżyć temperatur ę rdzeni formują cych
• Ustawić optymalny moment przełą czenia fazy wtrysku (wypełniania) na docisk. Punktprzełą czenia powinien nastą pić tuż przed całkowitym wypełnieniem gniazd (ok. 98 %wypełnienia)
• Przesmarować powierzchnie formują ce środkiem antyadhezyjnym
• Sprawdzić czy w konstrukcji gniazd formują cych (wypraski) zastosowano odpowiednie
zbieżności. Jeśli tak nie jest – zwiększyć je• Podwyższyć temperatur ę formy, nie wyżej jednak niż wynosi zalecane maksimum temperatury
formy zalecane przez dostawcę tworzywa
• Poprawić odpowietrzanie gniazd formują cych przez ułatwienie wyprowadzania powietrzaprzez odpowiednie szczeliny, płaszczyzny podziału lub zastosowanie specjalnych wkładek wprzestrzeni pomiędzy rdzeniem a wypraską
-
8/17/2019 Wady Usuwanie Polski Moje
8/33
Rozwarstwienie
Opis Rozwarstwienie występują ce w wypraskach polega na pojawieniu się widocznych, niemają cych dobrej adhezji do siebie płytek zastygłego stopu lub zmatowienie w rejonie powierzchni.Powodem tej niewystarczają cej adhezji pomiędzy warstwami tworzywa jest nadmierne ścinanie (zbytduże napr ężenie styczne) dość zimnego stopu spowodowane intensywnym chłodzeniem w formie(zbyt zimna forma). W przypadku tworzyw semikrystalicznych może to powodować tworzenie warstwmają cych różną budowę krystaliczną . W przypadku tworzyw amorficznych może ono prowadzić doseparacji składników mieszaniny: stop – dodatki ślizgowe, pigmenty.
Ś rodki zaradcze • Dokładnie oczyścić maszynę przy zmianie tworzywa
S d ić d k t l t t b t h b t i d ić j t
-
8/17/2019 Wady Usuwanie Polski Moje
9/33
-
8/17/2019 Wady Usuwanie Polski Moje
10/33
Ślady po wypychaczach na powierzchni wypraski
Opis: Po wyjęciu wypraski z formy mają wyraźne ślady na swej powierzchni w postaci zagłębień,wypukłości lub różnicy gładkości, albo zbielenie (zbielenie pod wpływem działają cego napr ężenia. Napowierzchni mogą się też pojawić rysy i chropowatości ułożone w kierunku otwierania formy.Odnośnie formy, poza błędami w jej wykonaniu, takimi jak: niewłaściwa długość lub przekoszeniewypychaczy, błędy mogą dotyczyć jej konstrukcji: niewystarczają ca sztywność, zbytnie spasowaniepowierzchni otwierania formy, zbyt mała powierzchnia (mała średnica) wypychaczy. Jeśli chodzi zaś ooperację usuwania wypraski, powodem omawianej wady może być zbyt małe pochylenie wypraski.Wreszcie, niewłaściwie dobrane parametry przetwórcze mogą powodować „przeładowanie” formy i
zakleszczanie wypraski.
Ś rodki zaradcze: • Sprawdzić czy powierzchnia wypychaczy pokrywa się z powierzchnią gniazda (nie mogą one
wystawać ani być schowane w gnieździe)
• Ustawić właściwy moment przełą czenia fazy wypełniania na docisk. Moment ten powinien
nastą pić tuż przed całkowitym wypełnieniem gniazda - ~ 98 % wypełnienia gniazda• Jeśli na powierzchni śladów po wypychaczach widoczne są zagłębienia – zwiększyć ciśnienie
docisku
• Jeśli na powierzchni śladów po wypychaczach widoczne są różnice połysku – zmniejszyć ciśnienie docisku
• Zmniejszyć szybkość wtrysku do wartości minimalnej
• Wydłużyć czas chłodzenia
-
8/17/2019 Wady Usuwanie Polski Moje
11/33
Zamknięte w wyprasce pęcherzyki powietrza
Opis Ta wada może się uwidaczniać w różnej formie w zależności od przyczyny zamykaniapęcherzyków powietrza w gnieździe. Jeśli powietrze jest zamykane w gnieździe i otoczone przez stoppolimerowy wada ta może objawiać się od niedolewów poprzez smugowate ślady na powierzchni i„przypalenia” wynikłe z efektu Diesel’a. Jeśli powietrze wpada do gniazda formy porywane przezpłyną cy stop (zapowietrzony stop) wówczas tworzą się pęcherzyki powietrza usytuowane tuż podpowierzchnią ścianki wypraski.
Środki zaradcze
-
8/17/2019 Wady Usuwanie Polski Moje
12/33
Nadlewy, „przeładowanie” formy
Opis Nadlewy mogą pojawiać się na kształtce jako duże, wyraźne wystają ce z niej płytkowe„wypustki” lub drobny, wyczuwalny opuszkiem palców grat. Duże nadlewy, które przypominają płetwyrybie nazywane są często przeładowaniem formy. Pojawiają się one kiedy stop wciska się pomiędzyszczeliny pomiędzy połówkami powierzchni zamykania formy, rdzeniami. Występuje na przykład gdyzastosowano zbyt małą siłę zamykania.
Ś rodki zaradcze • Zwiększyć siłę zamykania formy
• Zmniejszyć szybkość wtrysku
• Zmniejszyć maksymalne ciśnienie wtrysku
• Zmniejszyć skok ślimaka w fazie uplastyczniania (dawkę jednorazowego wtrysku)
-
8/17/2019 Wady Usuwanie Polski Moje
13/33
Smugi włókien szklanych
Opis Smugi włókien szklanych mogą przybierać postać szorstkich, cętkowanych i nieregularnychobszarów na powierzchni wypraski, jak również pewne nieregularności powierzchni, które tworzą wtym rejonie wypraski kształt linii płynięcia. Zależnie od ką ta padania światła smugi te mają wyglą d odmętno-matowego do metalicznego połysku. Smugi włókien szklanych mają tendencję do zwiększaniasię głównie przy otworach, zmianach grubości, krzywiznach i na liniach płynięcia. Obok parametrówprzetwórczych: szybkości wtrysku, temperatury formy i stopu, proces trójwymiarowego płynięcia wgnieździe formują cym (dla wyprasek cienkościennych i żeber) mają decydują cy wpływ na tworzenietych wad.
Ś rodki zaradcze • Zwiększyć szybkość wtrysku. Usunięcie tej wady może wymagać zastosowania
programowanej szybkości wtrysku.
• Podwyższyć temperatur ę formy, ale nie powyżej maksymalnej wartości zalecanej przezproducenta tworzywa.
P d ż ć t t t k i j śli t k i t t k ł l i
-
8/17/2019 Wady Usuwanie Polski Moje
14/33
Nierównomierny połysk wypraski
Opis Powierzchnia wypraski wykazuje różny połysk, pomimo że gniazdo formują ce jestrównomiernie moletowane lub ma ona zbyt mały, albo zbyt duży połysk. Ogólnie można stwierdzić, żepołysk wypraski zależy od tego jak dobrze zostanie odwzorowana na niej powierzchnia gniazda. Wprzypadku gniazd o moletowanej (matowej) powierzchni dobre jej odwzorowanie skutkuje zwyklekształtką o mniejszym połysku, gdyż padają ce promienie rozpraszane są wielokierunkowo, tj. podróżnymi ką tami przez wiele chropowatych płaszczyzn. Z drugiej strony, jeśli powierzchnia gniazdaformują cego jest wypolerowana wypraska ma zwykle większy połysk. Podstawowymi parametramiwpływają cymi na usunięcie tej wady są te, które odpowiadają za zestalanie zewnętrznej lub
wierzchniej warstwy oraz jej docisk do ścianki formy (temperatura formy, wtrysku, szybkość wtrysku iczas docisku). Należy dodać, że stop powinien być na tyle jednolitą masą na ile jest to możliwe.
Ś rodki zaradcze • Podwyższyć temperatur ę ścianki formy, ale nie powyżej maksymalnej wartości zalecanej
przez producenta tworzywa.
• Zwiększyć ciśnienie docisku.
-
8/17/2019 Wady Usuwanie Polski Moje
15/33
Efekt płyty gramofonowej
Opis Efekt płyty gramofonowej odpowiada śladom prostopadłych do kierunku wtrysku linii płynięciastopu, które przybierają na powierzchni wypraski postać koncentrycznych lub równoległych bruzd(rowków). Powodem tego może być to, że wypukłość czoła płyną cego stopu jest zbyt szybkoochładzany z powodu zbyt małej (czasami okresowo) szybkości wtrysku. Gdy to następuje zestalonazewnętrzna warstewka tworzywa może stać się na tyle duża, że rozcią ga się ona na obszar czołapłyną cego stopu, które jeszcze nie styka się ze ścianką formy. W trakcie postępu wypełniania formy iwzrostu ciśnienia, powierzchnia tych obszarów, pomimo panują cego ciśnienia docisku, nie będzieodwzorowaniem powierzchni formy. Zamiast tego odwzorowania, na powierzchni wypraski pozostaną
bruzdy (rowki) i krawędzie, które pojawiły się w płyną cym czole stopu. Poza zbyt małą szybkością wtrysku, efekt ten może być spowodowany okresowym zatrzymaniem się stopu przepływają cegoprzez podcięcia, szyjki itp. (np. w pobliżu grubych żeber) lub przez zbyt wczesne przełą czenie z fazywtrysku do fazy docisku.
Ś rodki zaradcze • Ustawić optymalny moment przełą czenia fazy wtrysku (wypełniania) na docisk. Punkt
przełą czenia powinien nastą pić tuż przed całkowitym wypełnieniem gniazd (tj. ok. 98 %wypełnienia)
• Zwiększyć szybkość wtrysku
• Podwyższyć temperatur ę ścianki formy, ale nie powyżej maksymalnej wartości zalecanejprzez producenta tworzywa.
• Podwyższyć temperatur ę wtrysku i, jeśli to konieczne, temperatur ę gor ą cego kanału, ale niepowyżej maksymalnej wartości zalecanej przez producenta tworzywa.
• Sprawdzić czy możliwa jest zmiana punktu wtrysku tworzywa do gniazda formują cego lubzmienić grubość ścianek
-
8/17/2019 Wady Usuwanie Polski Moje
16/33
Niedolewy
Opis Jeśli wypraska ma zbyt mały przekrój, zwłaszcza dotyczy to obszarów odległych od punktuwtrysku lub wyprasek cienkowarstwowych, wówczas gniazdo może nie być całkowicie wypełnione.Możliwymi powodami niedolewów mogą być także: zbyt mała ilość tworzywa w jednorazowymwtrysku, nieszczelny zawór zwrotny końcówki ślimaka, zbyt małe ciśnienie wtrysku lub zbyt dużeopory płynięcia stopu w formie. Opory te wynikają z lepkości stopu, długości i przekroju kanałówdopływowych oraz grubości ścianek wypraski.
Ś rodki zaradcze • Zwiększyć skok wtrysku ślimaka
• Opóźnić punkt przełą czenia fazy wtrysku na docisk
• Zwiększyć szybkość wtrysku
• Podwyższyć temperatur ę stopu i/lub formy. Najpierw zacząć od podwyższenia temperaturystopu, jako bardziej skutecznego środka do usunięciu tej wady i powodują cego mniejszewydłużenie czasu cyklu.
• Poprawić odpowietrzanie gniazda przy końcu jego wypełniania
•
Zmniejszyć opory płynięcia stopu przez kanał wlewowy, przewężkę (zwiększyć ich przekrój)• Zmniejszyć opory płynięcia stopu przez gniazdo formują ce
• Zastosować bardziej płynny typ tworzywa
• Sprawdzić i zapewnić drożność kanałów odpowietrzają cych
• Zmienić punkt wtrysku tworzywa do gniazda formują cego
• Zmienić charakter płynięcia stopu w gnieździe przez dodanie pogrubień ułatwiają cychpłynięcie i/lub przegrody
-
8/17/2019 Wady Usuwanie Polski Moje
17/33
Ślady strumieni (jetting)
Opis Począ wszy od wlewka, na powierzchni kształtki pojawiają się wężowe, często chropowate lubmatowe pasma stopu. Wada ta pojawia się gdy ze względu na zbyt dużą szybkość wtrysku w trakcieprzejścia przez obszar o dużym przekroju nie ma wystarczają cego kontaktu ze ścianką gniazda, który jest niezbędny dla laminarności płynięcia. Stop wpływa natomiast do gniazda w postaci strumienia zniewielką możliwością zetknięcia się z powierzchnią gniazda, co skutkuje uzyskaniem zakrzywionejstrugi. Ze względu na ochłodzenie powierzchni strugi nie będzie ona odpowiednio łą czyć się znastępnymi porcjami stopu. Poza tym zewnętrznym wyglą dem, wada ta może skutkować pogorszoną wytrzymałością kształtki.
Ś rodki zaradcze • Zmniejszyć szybkość wtrysku
• Wprowadzić bezpośrednio za wlewkiem przegrodę, na któr ą będzie trafiał i o któr ą będzie się rozbijał wpływają cy strumień stopu
• Zwiększyć przekrój wlewka
•
Zaokr ą glić kanał łą czą cy przewężkę z gniazdem formują cym• Przenieść punkt wtrysku do części gniazda o mniejszym przekroju lub większych oporach
płynięcia
-
8/17/2019 Wady Usuwanie Polski Moje
18/33
Zmatowienia wokół wlewka lub w pobliżu miejsca zmiany grubości ściankikształtki
Opis Matowe plamki, pokrywają ce znaczą cą powierzchnię wypraski, często tworzą się w okolicy
wlewka. Czasami pojawiają się one tam gdzie następują zmiany grubości ścianki. Przyczynami tychwad są zbyt duże napr ężenia styczne w wymienionych wcześniej punktach i ograniczonejprzyczepności do ścianki spowodowanej zmianami przekroju.
Ś rodki zaradcze Z t ć t i bk ść t k Dl b l k i b ć t
-
8/17/2019 Wady Usuwanie Polski Moje
19/33
„Tygrysie linie”
Opis „Tygrysie linie” są to stopniowo pojawiają ce się na powierzchni wyprasek cienie, prostopadłedo kierunku płynięcia przypominają ce sier ść tygrysa. Są one spowodowane pulsacyjnym płynięciemstopu, które pojawia się zwłaszcza w przypadku przetwarzania wielofazowych mieszanektermoplastów (blendy)
-
8/17/2019 Wady Usuwanie Polski Moje
20/33
Osady (wykwity) na powierzchni gniazda formują cego
Opis Osady (wykwity) na powierzchni gniazd formują cych spowodowany jest reakcją produktówuwalniają cych się podczas przetwórstwa z polimeru lub z zawartych w kompozycji środkówpomocniczych z powierzchnią stali narzędziowej. Produkty rozkładu mogą zawierać albozdegradowane polimery, bą dź produkty ich degradacji, albo produkty pochodzą ce np. z rozkładuśrodków uniepalniają cych. Częstymi przyczynami tej wady jest słabe odpowietrzanie gniazda lub zbytwysoka temperatura przetwórstwa.
Ś rodki zaradcze • Sprawdzić przy użyciu punktowego termometru czy temperatura stopu u wylotu z dyszy
-
8/17/2019 Wady Usuwanie Polski Moje
21/33
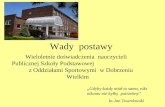
Zapadnięcia
Opis Zapadnięcia są zagłębieniami na powierzchni wypraski, które czasami można zidentyfikować jako obszary o innym niż otocznie połysku. Pojawiają się one głównie w obszarach zgromadzeniawiększej ilości stopu, typowo na stronie przeciwnej do znajdują cego się pod spodem żebra. Większailość stopu (grubość wypraski) powoduje lokalne zwiększenie skurczu objętościowego. To wcią gawarstwę powierzchniową do wnętrza. Jeśli warstwa powierzchniowa nie popłynie, wówczas w miejscezapadnięć tworzą się pęcherze (jamy skurczowe). Czasami zapadnięcia tworzą się zaraz po wyjęciuwypraski z formy, kiedy gor ą cy rdzeń kształtki rozgrzewa już schłodzone zewnętrzne warstwy ipowoduje zmiękczenie ich. Ogólnie, czynnikiem przeciwdziałają cym temu jest zwiększenieupakowania w tej newralgicznej strefie.
-
8/17/2019 Wady Usuwanie Polski Moje
22/33
Ś rodki zaradcze • Sprawdzić czy resztkowa poduszkowa stopu nie jest mniejsza niż 5 mm. Ani podczas fazy
wtrysku, ani podczas fazy docisku pozycja ślimaka nie może osią gnąć skrajnego przedniego
położenia (poduszka = 0 mm). Po przełą czeniu z fazy wtrysku na docisk ślimak nieznaczniesię cofa. Po tym może nastą pić jedynie ledwie wyczuwalny ruch ślimaka do przodu.
• Sprawdzić prawidłowość działania zaworu zwrotnego na końcu ślimaka
• Określić czas zasklepiania przewężki ważą c wypraskę lub mierzą c ciśnienie wewnętrzne iwydłużyć czas docisku. Zaczynają c od krótkiego czasu docisku stopniowo zwiększać go aż douzyskania stałej masy kształtki lub gdy ciśnienie wewnętrzne jest niewielkie.
• Zwiększyć ciśnienie docisku
• Obniżyć temperatur ę formy
• Obniżyć temperatur ę wtrysku (stopu)
• Zmniejszyć szybkość wtrysku
• Wydłużyć czas sezonowania po wtrysku
• Zwiększyć przekrój przewężki
• Sprawdzić czy przewężka jest umieszczona w cienkościennym rejonie wypraski. Jeśli tak jestpołożenie przewężki powinno być zmienione.
• Przekonstruować wypraskę – pocienić żebra lub zapewnić ich odpowiedni konstrukcyjniekształt
• Zwiększyć ciśnienie w począ tkowej fazie docisku, bezpośrednio po fazie wypełniania gniazda.
•
Zapewnić intensywne chłodzenie wypraski po jej wyjęciu z formy
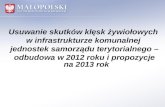
Porównanie błędnego (a) i zalecanego (b) rozwią zania konstrukcji żeber i otworów
-
8/17/2019 Wady Usuwanie Polski Moje
23/33
-
8/17/2019 Wady Usuwanie Polski Moje
24/33
Mikrospękania, korozja napr ężeniowa
Opis Zewnętrzne lub wewnętrzne rysy na wyprasce spowodowane są przez napr ężenia, które są
mniejsze od napr ężeń niszczą cych i zwane są rysami napr ężeniowymi. W tworzywach pojawienie się pęknięć poprzedzone jest tworzeniem rys. Lokalne napr ężenia wewnętrzne pomiędzy obszarami ogorszym upakowaniu makroczą steczek są odpowiedzialne za spękanie wyprasek. Propagacja rys lubspękań jest inicjowana przez napr ężenia zewnętrzne, którym często towarzyszy działanie mediówkorozyjnych lub mediów ułatwiają cych pękanie (siły rozcią gania lub spęczniania, zwiększają ce efektkarbu). Na poziom napr ężeń wewnętrznych wprowadzonych do wypraski wtryskowe istotny wpływmają parametry przetwórcze. Obecność napr ężeń wewnętrznych może być wykazana za pomocą zanurzenia wypraski w mediach inicjują cych powstawanie spękań (zjawisko korozji napr ężeniowej).
-
8/17/2019 Wady Usuwanie Polski Moje
25/33
„Dziury”
Opis Podczas chłodzenia wypraski w jej wnętrzu tworzą się mikrokomórkowe oraz pęcherzykowate
„dziury” (wakuole). W przeciwieństwie do pęcherzy gazowych, te jamki zawsze ulokowane są wrdzeniu wypraski (zazwyczaj w środku ścianki) i w obszarach gdzie skupia się więcej stopu polimeru.Wiercą c część zanurzoną w zabarwionej wodzie można ustalić czy woda wchodzi do nich (pęcherze)lub nie (pęcherzyk gazowy). Tak jak w przypadku zapadnięć „dziury” tworzą się także w obszarach odużym skurczu z powodu niewystarczają cego upakowania stopu. „Dziury” (jamy skurczowe) tworzą się w miejsce zapadnięć, kiedy zewnętrzne warstwy uległy zestaleniu na tyle, że nie mogą one uleckontrakcji pod wpływem sił skurczowych podczas chłodzenia stopu. Tworzywo rozdziela się rozwierają c wewną trz ścianki i kurczą c w kierunku zewnętrznych warstw.
Ś rodki zaradcze • Zwiększyć skok ślimaka wtryskowego
• Sprawdzić zawór zwrotny końcówki ślimaka
• Określić czas zasklepiania przewężki ważą c wypraskę lub mierzą c ciśnienie wewnętrzne iwydłużyć czas docisku. Zaczynają c od krótkiego czasu docisku stopniowo zwiększać go aż douzyskania stałej masy kształtki lub gdy mierzone ciśnienie wewnętrzne jest niewielkie.
• Zwiększyć ciśnienie docisku
• Obniżyć temperatur ę stopu (wtrysku)
• Zmniejszyć szybkość wtrysku
-
8/17/2019 Wady Usuwanie Polski Moje
26/33
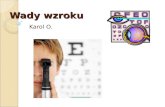
Wypaczenia
Opis Począ tkowo, zaraz po uformowaniu, kształt wypraski jest zgodny z założonym w projekcie, a
po pewnym czasie następuje jej skr ęcenie i częściowy obrót wokół osi, pofałdowanie powierzchni orazskrócenie pewnych wymiarów i deformacja ką tów pomiędzy ściankami. Powodem tego jest różnetendencje do skurczu (tzw. potencjalny skurcz) w różnych fragmentach wypraski. Różnice w wielkościskurczu zależne są od różnic w stopniu upakowania tworzywa w tych fragmentach wypraski iróżnicach w orientacji makroczą steczek.
Ś rodki zaradcze • Zapewnić równomierne wypełnianie formy• Zapewnić możliwie najlepsze upakowanie (ubicie) stopu w gnieździe formują cym. Zastosować
duże ciśnienie wtrysku i docisku.
• Starać się, aby upakowanie stopu wzdłuż drogi płynięcia było jednorodne
• Zwiększyć liczbę przewężek
• Zwiększyć szybkość wtrysku
-
8/17/2019 Wady Usuwanie Polski Moje
27/33
-
8/17/2019 Wady Usuwanie Polski Moje
28/33
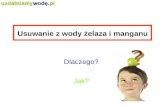
b)a)
d)c)
Zalecane kształty ścian bocznych w prostoką tnych pojemnikach uwzględniają ce możliwość maskowania ich paczenia się powtryskowego: a), b), c) – w przypadku HDPE i PP; d) – POM, PS(wymiary podano w mm)
-
8/17/2019 Wady Usuwanie Polski Moje
29/33
Ślady linii łą czenia strumieni
Opis W punktach, w których podczas wypełniania gniazda spotykają się dwa (lub więcej) strumienie
stopu pojawiają się podobne do rys lub linii nacięcia i/lub różnią ce się barwą bą dź połyskiem obszary.Ta wada jest szczególnie widoczna na ciemnych lub przeźroczystych wypraskach o wypolerowanychpowierzchniach lub wypraskach z tworzyw zbrojonych włóknami szklanymi, albo kompozycji zpigmentami o efektach specjalnych (pigmenty per łowe, pigmenty z płytkami metali). Linia łą czenia jesttworzona przez parabolicznie ukształtowane czoła płyną cych dwóch strumieni stopu spotykają cych się naprzeciwko siebie. Jeśli temperatura i ciśnienie w tym rejonie są zbyt małe troszkę chłodniejsza isztywniejsza skórka tworzą ca się na czole stopu nie pokrywa dokładnie powierzchni ścianki gniazda iwówczas tworzy się widoczne zagłębienie na powierzchni kształtki. W połą czeniu z niewystarczają cymuplastycznieniem zbyt chłodnego czoła stopu może to powodować pogorszenie wytrzymałościmechanicznej wypraski. Ponadto, płynięcie w punkcie połą czenia strumieni może powodować niejednorodną orientację substancji barwią cych lub włókien wzmacniają cych. Linie łą czenia są zazwyczaj całkiem różne dla mniejszych ką tów spotkania czół płyną cego stopu.
Ś rodki zaradcze • Ustawić optymalny moment przełą czenia fazy wtrysku (wypełniania) na docisk. Punkt
przełą czenia powinien nastą pić tuż przed całkowitym wypełnieniem gniazd (ok. 98 %
wypełnienia)• Zwiększyć szybkość wtrysku
• Zwiększyć ciśnienie docisku
• Podwyższyć temperatur ę wtrysku (stopu), nie wyżej jednak niż wynosi maksimum temperaturystopu zalecane przez dostawcę tworzywa
• Sprawdzić odpowietrzenie gniazda. Przeanalizować płynięcie stopu w gnieździe, aby
-
8/17/2019 Wady Usuwanie Polski Moje
30/33
-
8/17/2019 Wady Usuwanie Polski Moje
31/33
Niedobry zapach wyprasek
Ś rodki zaradcze • Przed planowaną dłuższą przerwą w pracy maszyny zmniejszyć nastawę temperatury
grzejników cylindra i, jeśli to niezbędne, także gor ą cych kanałów. Jeśli to niezbędne cylinderpowinien być ze stopu tworzywa oczyszczony przed wyłą czeniem wtryskarki.
• Obniżyć temperatur ę stopu
• Sprawdzić masę jednorazowego wtrysku. Pełny wtrysk (wypraski + układ wlewowy) powinienbyć nie mniejszy niż 10 – 20 % niż maksymalna masa wtrysku maszyny
-
8/17/2019 Wady Usuwanie Polski Moje
32/33
-
8/17/2019 Wady Usuwanie Polski Moje
33/33