Tungaloy Report 409-K · 성능 ... 경쟁사 1 4 2 56 3. 5 AH9030 AH6030 AAH6030H6030 AAH9030H9030...
24
DrillLine www.tungaloy.co.jp/kr Tungaloy Report 409-K 가장 경제적인 드릴링의 솔루션 !
Transcript of Tungaloy Report 409-K · 성능 ... 경쟁사 1 4 2 56 3. 5 AH9030 AH6030 AAH6030H6030 AAH9030H9030...

DrillLine
ww
w.
tu
ng
alo
y.
co
.jp
/k
r
Tungaloy Report 409-K
가장 경제적인 드릴링의 솔루션 !


DrillLine
양면 6코너 드릴 인서트의 우수한 성능
w w w . t u n g a l o y . c o . j p / k r

4
18
16
14
12
10
8
6
4
2
0 f = 0.08 f = 0.10 f = 0.12 f = 0.15 f = 0.18
하나의 인서트로 중앙 날과 외측 날 사용 가능
중앙 날 측외측 날 측
절삭 날 간 최적의 간격
손상된 날의 겹침 현상을 방지합니다
인선교환식 드릴우수한 성능과 높은 경제성을 제공하는6코너 인서트
6 절삭 날 양면 인서트TungSix-Drill은 세계 최초로 양면 6 절삭 날 인서트를 채용한 인선교환식 드릴입니다 . 6 절삭 날은 인서트의 소비량을 감소시킵니다 .
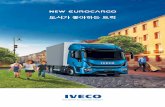
양면 인서트임에도 저저항 절삭이 가능경쟁사의 포지티브 단면 인서트와 동등한 절삭력을 가집니다. 특히 고이송률에서 경쟁사의 포지티브 단면인서트와 동등한 수준의 절삭률을 보여주며 생산성을 높여줍니다.
주축 부하
: TDS200F25-3: WWMU05X205R-DJ: AH9030: S55C / C55: Vc = 150 m/min: f = 0.08 - 0.18 mm/rev: ø20 mm
드릴인서트재종피삭재절삭속도이송홀 직경
주축 부하 (A)
이송 : f (mm/rev)
경쟁사
1 4
5 623

5
AH9030
AH6030
AH6030AH6030
AH9030AH9030
혁신적인 새로운 재종
T U N G A LOY
T U N G A LOY
특수 표면 기술
• 매끄러운 인서트 표면이 칩의 용착을 막아주고 부드러운 칩 배출을 제공합니다 .
• PVD 코팅된 새로운 재종은 내마모성과 내산화성이 향상되어 안정적인 긴 수명을 제공합니다 .
• 열에 강하도록 특성화된 모재는 크레이터 마모를 막아줍니다 .
강화된 중앙 인서트 코너
트위스트 쿨란트 홀
중앙 날 코너를 둔각으로 하여 성능을 향상시키고 결손을 방지합니다 .
트위스트 쿨란트 홀은 칩 배출성을 향상시켜인선의 냉각 및 윤활 효과를 높입니다 .
둔각둔각 예각예각
결손결손
경쟁사절삭 저항 절삭 저항
특수 표면 기술
•매끄러운 인서트 표면이 칩의 용착을 막아주고 칩 컨트롤을 향상시켜 줍니다 .
•새로운 PVD 코팅은 모재와의 접착력 강화로 칩용착으로 인한 균열을 방지해줍니다 .
•내결손성이 뛰어난 초경 모재입니다 .
내마모성 내결손성
주철
강
스테인리스
초합금
고경도재

6
OK(C)
(P)
칩 브레이커
TungSix-Drill 은 잘못된 인서트 체결을 방지하는 새로운 시스템을 채용했습니다. 따라서 중앙 날 및 외측 날의 체결이 정확합니다.
정확한 인서트 체결을 돕는 구조
알림 : 이 드릴은 잘못된 인서트 체결을 피하기 위해 설계되었습니다. 인서트 세팅 전, 인서트의 중앙(C)과 외측(P)의 마크를 확인해주십시오
올바른 체결 잘못된 체결
인서트 홀이 스크류 홀에 맞습니다 인서트 홀이 스크류 홀에 맞지 않습니다
정확히 체결! 스크류가 스크류 홀에 들어가지 않습니다
중앙 인서트 외측 인서트중앙 인서트 시트 중앙 인서트 시트
중앙 인서트(C)외측 인서트
중앙 인서트 시트중앙 인서트 시트
중앙 날 외측 날
DJ 타입
이 칩 브레이커는 두꺼운 폭과 완만한 커브를 가지고 있어 칩 패킹을 억제합니다
높은 경사각과 높은 칩브레이커 벽으로절삭 저항력을 감소시켜주며 칩브레이킹을 향상시킵니다
브레이커 돌기 및 홈 형상이 접촉 면적을 줄여 , 절삭저항을 감소시키고 긴 공구수명을 제공합니다
표면 조도를 향상시킵니다
* WWMU05... 와 WWMU06... 는 외측 날에 ‘P’ 마크가 있습니다
* WWMU05... 와 WWMU06... 는 외측 날에 ‘P’ 마크가 있습니다
중앙 날의 칩 브레이커
중앙 날 용 식별기호 외측 날의 칩 브레이커
외측 날 용 식별기호
저절삭저항으로 긴 공구 수명 와이퍼 디자인
중앙 날 외측 날
중앙 날 용 식별기호
외측 날 용 식별기호돌기매끄러운 칩 컬링 배출
결손과 칩핑을 막아줍니다
강화된 랜드
뛰어난 칩 컨트롤을 제공합니다
최적의 칩 브레이커 폭과 접촉 면적
스테인리스 강과 Gummy 강용뛰어난 칩 컨트롤을 보여줍니다
DS 타입
범용다양한 피삭재의 절삭에 적합합니다

7
100 150 200
0.1
0.15
0.2
150 200
20 mm
0.08
0.1
DS
20 mm
DJ
: TDS280F32-3: WWMU08X408R-DJ: AH9030: NC 선반: ø28 mm: H = 70 mm: 습식
이송
: f (m
m/r
ev)
절삭 속도 : Vc (m/min)
칩은 상기의 범위에서 이상적인 칩컨트롤을 보여줍니다 .
칩 컨트롤
드릴인서트재종사용 기계홀 직경홀 깊이쿨란트
: TDS280F32-3: WWMU08X408R-DS: AH6030: 수직 M/C: ø28 mm: H = 70 mm:습식
이송
: f (m
m/r
ev)
절삭 속도 : Vc (m/min)
드릴인서트재종사용 기계홀 직경홀 깊이쿨란트
칩은 상기의 범위에서 이상적인 칩 컨트롤을 보여줍니다 . DS 칩 브레이커는 칩 처리가 어려운 스테인리스 강에서도 훌륭한 칩 컨트롤을 보여줍니다 .
SUS316L / X5CrNiMo17-12-3S45C / C45강 스테인리스

8
0.4
0.3
0.2
0.1
05 10 15 20
0.35
0.3
0.25
0.2
0.15
0.1
0.05
0 0.5 1
Vc (m/min)
DS AH6030 160 - 250DJ AH9030 160 - 320DJ AH9030 80 - 250DS AH6030 80 - 250DS AH6030 160 - 250DJ AH9030 160 - 250DJ AH9030 80 - 200DS AH6030 80 - 200DS AH6030 100 - 200
- DJ AH9030 100 - 200DS AH6030 100 - 200
- DJ AH9030 100 - 200DS AH6030 80 - 120
- DJ AH9030 80 - 120DJ AH9030 80 - 250DS AH6030 80 - 200DJ AH9030 80 - 200DS AH6030 80 - 150DS AH6030 200 - 400
- DJ AH9030 200 - 400DS AH6030 20 - 60
- DJ AH9030 20 - 60DS AH6030 40 - 120
- DJ AH9030 40 - 120DJ AH9030 50 - 100DS AH6030 40 - 80
AH9030 의 뛰어난 내마모성
중앙 인서트의 인성
AH9030 는 경쟁사 보다 우수한 내마모성을 제공합니다
강화된 중앙 절삭 날 코너가 프리하든강 가공에서도 결손을 억제합니다.
경쟁사 A
경쟁사 A
경쟁사 B
외측 날 상 코너 마모폭
V
c (m
m)
중앙 날 상 최대 플랭크 마모 폭
V
Bm
ax (m
m)
공구 수명
: TDS280F32-3: WWMU08X408R-DJ: AH9030: S55C / C55: Vc = 140 m/min: f = 0.1 mm/rev: ø28 mm: H = 84 mm: 수평 M/C, BT40: 습식(내부 급유)
: TDS280F32-3: WWMU08X408R-DJ: AH9030:프리하든강 (40HRC): Vc = 100 m/min: f = 0.08 mm/rev: ø28 mm: H = 28 mm: 수직 M/C, BT50: 습식 (내부 급유)
결손
드릴인서트재종피삭재절삭속도이송홀 직경홀 깊이가공 기계쿨란트
드릴인서트재종피삭재절삭 속도이송홀 직경홀 깊이가공 기계쿨란트
가공 길이 (m)
가공 길이 (m)
표준 절삭 조건
피삭재 절삭속도
저탄소강 (C < 0.3) SS400, SM490, S25C 등 (St42-1, St52-3, C25 등 )
탄소강 (C > 0.3)S45C, S55C등 (C45, C55 등 )
저합금강 SCM415 등
합금강SCM440, SCr420 등 (42CrMo4, 20Cr4 등 )
스테인리스 강 (오스테나이트계 )SUS304, SUS316 등 (X5CrNi18-9, X5CrNiMo17-12-2 등 )
스테인리스 강 (마르텐사이트계 , 페라이트계 )SUS430, SUS416 등 (X6Cr17, X20Cr13 등 )
스테인리스강 (석출경화계 )SUS630 등 (X5CrNiCuNb16-4 등 )
회주철FC250등 (GG25 등 )
덕타일주철FCD700등 (GGG70 등 )
재종ISO칩
브레이커선택기준
알루미늄 합금
고온 합금강Inconel718 등티타늄 합금Ti-6Al-4V 등
경화강Over 40HRC
제 1선택내마모성 중시제 1선택
내결손성 중시제 1선택
내마모성 중시제 1선택
내결손성 중시
제 1선택내결손성 중시제 1선택
내결손성 중시
제 1선택
제 1선택
제 1선택
제 1선택
제 1선택
제 1선택
스테인레스 강 , 내열합금 가공에 있어 L/D=4 를 사용하는 것은 추천하지 않습니다 .
제 1선택내결손성 중시

9
0.4
0.3
0.2
0.1
02 4 6 8
0.3
0.25
0.2
0.15
0.1
0.05
0 5 10
L/D = 2, 3 L/D = 4øDc (mm) øDc (mm)
ø20 - ø27.5 ø28 - ø38 ø39 - ø54 ø20 - ø27 ø28 - ø38 ø39 - ø540.04 - 0.10 0.04 - 0.10 0.04 - 0.10 0.04- 0.10 0.04 - 0.10 0.04 - 0.100.04 - 0.10 0.04 - 0.10 0.04 - 0.10 0.04 - 0.10 0.04 - 0.10 0.04 - 0.100.06 - 0.15 0.06 - 0.16 0.08 - 0.18 0.06 - 0.15 0.06 - 0.15 0.08 - 0.170.04 - 0.12 0.04 - 0.13 0.04 - 0.15 0.04 - 0.12 0.04 - 0.13 0.04 - 0.150.04 - 0.12 0.04 - 0.12 0.04 - 0.12 0.04 - 0.12 0.04 - 0.12 0.04 - 0.120.06 - 0.12 0.06 - 0.14 0.06 - 0.14 0.06 - 0.12 0.06 - 0.14 0.06 - 0.140.06 - 0.15 0.06 - 0.16 0.08 - 0.18 0.06 - 0.15 0.06 - 0.15 0.08 - 0.170.04 - 0.12 0.04 - 0.13 0.04 - 0.15 0.04 - 0.12 0.04 - 0.13 0.04 - 0.150.04 - 0.10 0.04 - 0.12 0.04 - 0.12 - - -0.04 - 0.10 0.04 - 0.12 0.04 - 0.12 - - -0.04 - 0.10 0.04 - 0.12 0.04 - 0.12 - - -0.04 - 0.10 0.04 - 0.12 0.04 - 0.12 - - -0.04 - 0.10 0.04 - 0.10 0.04 - 0.10 - - -0.04 - 0.10 0.04 - 0.10 0.04 - 0.10 - - -0.06 - 0.15 0.06 - 0.18 0.08 - 0.20 0.06 - 0.15 0.06 - 0.16 0.08 - 0.180.06 - 0.13 0.06 - 0.16 0.08 - 0.18 0.06 - 0.13 0.06 - 0.16 0.08 - 0.180.06 - 0.15 0.06 - 0.18 0.08 - 0.20 0.06 - 0.15 0.06 - 0.16 0.08 - 0.180.06 - 0.13 0.06 - 0.16 0.08 - 0.18 0.06 - 0.13 0.06 - 0.16 0.08 - 0.180.10 - 0.18 0.10 - 0.20 0.10 - 0.25 0.10 - 0.18 0.10 - 0.20 0.10 - 0.200.10 - 0.18 0.10 - 0.20 0.10 - 0.25 0.10 - 0.18 0.10 - 0.20 0.10 - 0.200.04 - 0.08 0.04 - 0.08 0.04 - 0.10 - - -0.04 - 0.08 0.04 - 0.08 0.04 - 0.10 - - -0.06 - 0.10 0.06 - 0.12 0.06 - 0.14 - - -0.06 - 0.10 0.06 - 0.12 0.06 - 0.14 - - -0.04 - 0.08 0.04 - 0.08 0.04 - 0.10 0.04 - 0.08 0.04 - 0.08 0.04 - 0.080.04 - 0.08 0.04 - 0.08 0.04 - 0.10 0.04 - 0.08 0.04 - 0.08 0.04 - 0.08
경쟁사 A 경쟁사 B
AH9030은 고속 가공에서도 내마모성과 내산화성이 향상되었습니다
가공 길이 (m)
중앙 날 상 최대 플랭크 마모 폭
V
Bm
ax (m
m)
강 가공 시 툴 라이프 비교 (AH9030)
드릴인서트재종피삭재절삭 속도이송홀 직경홀 깊이가공 기계쿨란트
: TDS280F32-3: WWMU08X408R-DJ: AH9030: S55C / C55: Vc = 250 m/min: f = 0.1 mm/rev: ø28 mm: H = 84 mm: 수평 M/C, BT40: 습식 (내부 급유)
경쟁사 A
스테인리스 강에서 가공할 시에도 AH6030에서는 절삭 날의 손상을 최소화 해줍니다. 코팅과 모재의 접착력이 강화되었습니다.가공 길이 (m)
외측 날 상 코너 마모 폭
Vc
(mm
)
스테인리스 강 가공 시 툴 라이프 비교(AH6030)드릴인서트재종피삭재절삭 속도이송홀 직경홀 깊이가공 기계쿨란트
: TDS280F32-3: WWMU08X408R-DS: AH6030: SUS304 / X5CrNi18-9: Vc = 200 m/min: f = 0.1 mm/rev: ø28 mm: H = 84 mm: 수직 M/C, BT50: 습식 (내부 급유)
결손결손
날 상 손상 비교날 상 손상 비교(6.7m 가공 후)(6.7m 가공 후)
경쟁사 A
이송 : f (mm/rev)

10
øDc øDs øD r rs L
TDS200F25-2 ● 20.0 25 32 40 54 115.0 1.0 0.3 WWMU05X205R-D* CSPB-2.2 IP-7DTDS205F25-2 ● 20.5 25 32 41 54 116.5 0.9 0.3 WWMU05X205R-D* CSPB-2.2 IP-7DTDS210F25-2 ● 21.0 25 32 42 54 118.0 0.8 0.3 WWMU05X205R-D* CSPB-2.2 IP-7DTDS215F25-2 ● 21.5 25 32 43 54 119.0 0.6 0.3 WWMU05X205R-D* CSPB-2.2 IP-7DTDS220F25-2 ● 22.0 25 32 44 54 120.0 0.5 0.3 WWMU05X205R-D* CSPB-2.2 IP-7DTDS225F25-2 ● 22.5 25 37 45 54 121.5 0.4 0.3 WWMU05X205R-D* CSPB-2.2 IP-7DTDS230F25-2 ● 23.0 25 37 46 54 123.0 0.3 0.4 WWMU05X205R-D* CSPB-2.2 IP-7DTDS235F25-2 ● 23.5 25 37 47 54 124.0 0.2 0.4 WWMU05X205R-D* CSPB-2.2 IP-7DTDS240F25-2 ● 24.0 25 37 48 54 125.0 1.2 0.4 WWMU060306R-D* CSPB-2.5 IP-8DTDS245F25-2 ● 24.5 25 37 49 54 126.5 1.0 0.4 WWMU060306R-D* CSPB-2.5 IP-8DTDS250F25-2 ● 25.0 25 37 50 54 128.0 0.8 0.4 WWMU060306R-D* CSPB-2.5 IP-8DTDS255F25-2 ● 25.5 25 37 51 54 129.5 0.6 0.4 WWMU060306R-D* CSPB-2.5 IP-8DTDS260F25-2 ● 26.0 25 37 52 54 131.0 0.5 0.4 WWMU060306R-D* CSPB-2.5 IP-8DTDS270F32-2 ● 27.0 32 40 54 59 138.0 0.3 0.6 WWMU060306R-D* CSPB-2.5 IP-8DTDS280F32-2 ● 28.0 32 40 56 59 141.0 1.3 0.6 WWMU08X408R-D* CSTB-3 T-9DTDS290F32-2 ● 29.0 32 40 58 59 143.0 1.1 0.7 WWMU08X408R-D* CSTB-3 T-9DTDS300F32-2 ● 30.0 32 40 60 59 146.0 0.8 0.7 WWMU08X408R-D* CSTB-3 T-9DTDS310F32-2 ● 31.0 32 40 62 59 149.0 0.5 0.7 WWMU08X408R-D* CSTB-3 T-9DTDS320F32-2 ● 32.0 32 40 64 59 151.0 0.2 0.8 WWMU08X408R-D* CSTB-3 T-9DTDS330F40-2 ● 33.0 40 50 66 69 164.0 1.7 1.2 WWMU09X510R-D* CSTB-4 T-15DTDS340F40-2 ● 34.0 40 50 68 69 167.0 1.4 1.2 WWMU09X510R-D* CSTB-4 T-15DTDS350F40-2 ● 35.0 40 50 70 69 170.0 1.2 1.2 WWMU09X510R-D* CSTB-4 T-15DTDS360F40-2 ● 36.0 40 50 72 69 173.0 0.9 1.3 WWMU09X510R-D* CSTB-4 T-15DTDS370F40-2 ● 37.0 40 50 74 69 174.0 0.7 1.3 WWMU09X510R-D* CSTB-4 T-15DTDS380F40-2 ● 38.0 40 50 76 69 177.0 0.4 1.3 WWMU09X510R-D* CSTB-4 T-15DTDS390F40-2 ● 39.0 40 50 78 69 179.0 2.2 1.4 WWMU11X512R-D* CSTB-5 T-20DTDS400F40-2 ● 40.0 40 50 80 69 182.0 1.9 1.4 WWMU11X512R-D* CSTB-5 T-20DTDS410F40-2 ● 41.0 40 50 82 69 186.0 1.7 1.5 WWMU11X512R-D* CSTB-5 T-20DTDS420F40-2 ● 42.0 40 55 84 69 188.0 1.5 1.6 WWMU11X512R-D* CSTB-5 T-20DTDS430F40-2 ● 43.0 40 55 86 69 191.0 1.3 1.6 WWMU11X512R-D* CSTB-5 T-20DTDS440F40-2 ● 44.0 40 55 88 69 193.0 1.0 1.7 WWMU11X512R-D* CSTB-5 T-20DTDS450F40-2 ● 45.0 40 55 90 69 196.0 0.7 1.7 WWMU11X512R-D* CSTB-5 T-20DTDS460F40-2 ● 46.0 40 55 92 69 199.0 0.4 1.8 WWMU11X512R-D* CSTB-5 T-20DTDS470F40-2 ● 47.0 40 55 94 69 201.0 2.6 1.9 WWMU13X512R-D* CSTB-5 T-20DTDS480F40-2 ● 48.0 40 55 96 69 204.0 2.4 1.9 WWMU13X512R-D* CSTB-5 T-20DTDS490F40-2 ● 49.0 40 55 98 69 206.0 2.2 1.9 WWMU13X512R-D* CSTB-5 T-20DTDS500F40-2 ● 50.0 40 55 100 69 209.0 2.0 2.0 WWMU13X512R-D* CSTB-5 T-20DTDS510F40-2 ● 51.0 40 55 102 69 213.0 1.7 2.1 WWMU13X512R-D* CSTB-5 T-20DTDS520F40-2 ● 52.0 40 55 104 69 215.0 1.5 2.2 WWMU13X512R-D* CSTB-5 T-20DTDS530F40-2 ● 53.0 40 55 106 69 218.0 1.3 2.3 WWMU13X512R-D* CSTB-5 T-20DTDS540F40-2 ● 54.0 40 55 108 69 220.0 1.0 2.4 WWMU13X512R-D* CSTB-5 T-20D
LR Rs
øDc
øDsh
6
øD
(mm)øDc
ø20.0 - ø27.0 + 0.2 / 0 + 0.25 / 0ø28.0 - ø54.0 + 0.2 / 0 + 0.30 / 0
L/D = 2드릴
플랫 코터
치수 (mm)사용 인서트
최대오프셋( 반경 )
무게(kg)
클램핑스크류 톡스 드라이버규격 재고
툴 직경 (mm)
공차홀 직경 공차
공차
NEW가공한 홀 직경은 툴의 강성이나 절삭 조건에 따라 변경 될 수 있습니다
� : 재고 아이템

11
L/D = 3
øDc øDs øD r rs L
TDS200F25-3 ● 20.0 25 32 60.0 54 135.0 1.0 0.3 WWMU05X205R-D* CSPB-2.2 IP-7DTDS205F25-3 ● 20.5 25 32 61.5 54 136.0 0.9 0.3 WWMU05X205R-D* CSPB-2.2 IP-7D
* TDS209F25-3 ● 20.9 25 32 62.7 54 138.0 0.8 0.3 WWMU05X205R-D* CSPB-2.2 IP-7DTDS210F25-3 ● 21.0 25 32 63.0 54 138.0 0.8 0.4 WWMU05X205R-D* CSPB-2.2 IP-7DTDS215F25-3 ● 21.5 25 32 64.5 54 140.0 0.6 0.4 WWMU05X205R-D* CSPB-2.2 IP-7DTDS220F25-3 ● 22.0 25 32 66.0 54 141.0 0.5 0.4 WWMU05X205R-D* CSPB-2.2 IP-7D
**TDSU0875F25-3 ● 22.2 25 32 66.0 54 141.0 0.4 0.4 WWMU05X205R-D* CSPB-2.2 IP-7DTDS225F25-3 ● 22.5 25 37 67.5 54 144.0 0.4 0.4 WWMU05X205R-D* CSPB-2.2 IP-7DTDS230F25-3 ● 23.0 25 37 69.0 54 145.0 0.3 0.4 WWMU05X205R-D* CSPB-2.2 IP-7DTDS235F25-3 ● 23.5 25 37 70.5 54 147.0 0.2 0.4 WWMU05X205R-D* CSPB-2.2 IP-7D
* TDS239F25-3 ● 23.9 25 37 71.7 54 149.0 1.2 0.4 WWMU060306R-D* CSPB-2.5 IP-8DTDS240F25-3 ● 24.0 25 37 72.0 54 149.0 1.2 0.4 WWMU060306R-D* CSPB-2.5 IP-8DTDS245F25-3 ● 24.5 25 37 73.5 54 151.0 1.0 0.5 WWMU060306R-D* CSPB-2.5 IP-8DTDS250F25-3 ● 25.0 25 37 75.0 54 153.0 0.8 0.5 WWMU060306R-D* CSPB-2.5 IP-8DTDS255F25-3 ● 25.5 25 37 76.5 54 154.0 0.6 0.5 WWMU060306R-D* CSPB-2.5 IP-8D
* TDS260F25-3 ● 26.0 25 37 78.0 54 156.0 0.5 0.5 WWMU060306R-D* CSPB-2.5 IP-8DTDS264F32-3 ● 26.4 32 40 79.2 59 162.5 0.4 0.6 WWMU060306R-D* CSPB-2.5 IP-8DTDS265F32-3 ● 26.5 32 40 79.5 59 162.5 0.4 0.6 WWMU060306R-D* CSPB-2.5 IP-8DTDS270F32-3 ● 27.0 32 40 81.0 59 164.0 0.3 0.6 WWMU060306R-D* CSPB-2.5 IP-8DTDS275F32-3 ● 27.5 32 40 82.0 59 167.0 0.0 0.6 WWMU08X408R-D* CSTB-3 T-9DTDS280F32-3 ● 28.0 32 40 84.0 59 168.0 1.3 0.7 WWMU08X408R-D* CSTB-3 T-9DTDS285F32-3 ● 28.5 32 40 85.0 59 170.0 1.1 0.7 WWMU08X408R-D* CSTB-3 T-9D
**TDSU1125F32-3 ● 28.6 32 40 86.0 59 171.0 1.1 0.7 WWMU08X408R-D* CSTB-3 T-9DTDS290F32-3 ● 29.0 32 40 87.0 59 171.0 1.1 0.7 WWMU08X408R-D* CSTB-3 T-9DTDS295F32-3 ● 29.5 32 40 88.0 59 175.0 0.8 0.7 WWMU08X408R-D* CSTB-3 T-9DTDS300F32-3 ● 30.0 32 40 90.0 59 176.0 0.8 0.8 WWMU08X408R-D* CSTB-3 T-9DTDS305F32-3 ● 30.5 32 40 91.0 59 180.0 0.5 0.8 WWMU08X408R-D* CSTB-3 T-9DTDS310F32-3 ● 31.0 32 40 93.0 59 180.0 0.5 0.8 WWMU08X408R-D* CSTB-3 T-9D
**TDSU1250F32-3 ● 31.8 32 40 95.0 59 183.0 0.2 0.8 WWMU08X408R-D* CSTB-3 T-9DTDS320F32-3 ● 32.0 32 40 96.0 59 183.0 0.2 0.9 WWMU08X408R-D* CSTB-3 T-9DTDS330F40-3 ● 33.0 40 50 99.0 69 197.0 1.7 1.3 WWMU09X510R-D* CSTB-4 T-15DTDS340F40-3 ● 34.0 40 50 102.0 69 200.0 1.4 1.3 WWMU09X510R-D* CSTB-4 T-15DTDS350F40-3 ● 35.0 40 50 105.0 69 204.0 1.2 1.3 WWMU09X510R-D* CSTB-4 T-15DTDS360F40-3 ● 36.0 40 50 108.0 69 208.0 0.9 1.4 WWMU09X510R-D* CSTB-4 T-15DTDS370F40-3 ● 37.0 40 50 111.0 69 211.0 0.7 1.4 WWMU09X510R-D* CSTB-4 T-15DTDS380F40-3 ● 38.0 40 50 114.0 69 215.0 0.4 1.5 WWMU09X510R-D* CSTB-4 T-15DTDS390F40-3 ● 39.0 40 50 117.0 69 218.0 2.2 1.6 WWMU11X512R-D* CSTB-5 T-20DTDS400F40-3 ● 40.0 40 50 120.0 69 222.0 1.9 1.6 WWMU11X512R-D* CSTB-5 T-20DTDS410F40-3 ● 41.0 40 50 123.0 69 226.0 1.7 1.7 WWMU11X512R-D* CSTB-5 T-20DTDS420F40-3 ● 42.0 40 55 126.0 69 229.0 1.5 1.8 WWMU11X512R-D* CSTB-5 T-20DTDS430F40-3 ● 43.0 40 55 129.0 69 233.0 1.3 1.8 WWMU11X512R-D* CSTB-5 T-20DTDS440F40-3 ● 44.0 40 55 132.0 69 236.0 1.0 1.9 WWMU11X512R-D* CSTB-5 T-20DTDS450F40-3 ● 45.0 40 55 135.0 69 241.0 0.7 2.0 WWMU11X512R-D* CSTB-5 T-20DTDS460F40-3 ● 46.0 40 55 138.0 69 245.0 0.4 2.1 WWMU11X512R-D* CSTB-5 T-20DTDS470F40-3 ● 47.0 40 55 141.0 69 248.0 2.6 2.2 WWMU13X512R-D* CSTB-5 T-20DTDS480F40-3 ● 48.0 40 55 144.0 69 252.0 2.4 2.3 WWMU13X512R-D* CSTB-5 T-20DTDS490F40-3 ● 49.0 40 55 147.0 69 255.0 2.2 2.3 WWMU13X512R-D* CSTB-5 T-20DTDS500F40-3 ● 50.0 40 55 150.0 69 259.0 2.0 2.4 WWMU13X512R-D* CSTB-5 T-20DTDS510F40-3 ● 51.0 40 55 153.0 69 263.0 1.7 2.5 WWMU13X512R-D* CSTB-5 T-20DTDS520F40-3 ● 52.0 40 55 156.0 69 266.0 1.5 2.6 WWMU13X512R-D* CSTB-5 T-20DTDS530F40-3 ● 53.0 40 55 159.0 69 270.0 1.3 2.7 WWMU13X512R-D* CSTB-5 T-20DTDS540F40-3 ● 54.0 40 55 162.0 69 273.0 1.0 2.9 WWMU13X512R-D* CSTB-5 T-20D
L
R Rs
øDc
øDsh
6
øD
(mm)øDc
ø20.0 - ø27.0 + 0.2 / 0 + 0.25 / 0ø28.0 - ø54.0 + 0.2 / 0 + 0.30 / 0
치수 (mm)사용 인서트
최대오프셋( 반경 )
무게(kg)
클램핑스크류 톡스 드라이버규격 재고
� : 재고 아이템
NEW
툴 직경 (mm)
공차홀 직경 공차
공차
플랫 코터
가공한 홀 직경은 툴의 강성이나 절삭 조건에 따라 변경 될 수 있습니다
* 기초 홀 용 드릴 (mm) øDc = 20.9 mm: M24x3 / øDc = 23.9 mm: M27x3 / øDc = 26.4 mm: M30x3.5** For inch size øDc: 22.2 mm = 0.875", øDc: 28.6 mm = 1.125", øDc: 31.8 mm = 1.250"

12
L/D = 4
L
Rs
øDsh
6
R
øDc øD
øDc øDs øD r rs L
TDS200F25-4 � 20.0 25 32 80 54 155.0 1.0 0.4 WWMU05X205R-D* CSPB-2.2 IP-7DTDS205F25-4 � 20.5 25 32 82 54 157.0 0.9 0.4 WWMU05X205R-D* CSPB-2.2 IP-7DTDS210F25-4 � 21.0 25 32 84 54 159.0 0.8 0.4 WWMU05X205R-D* CSPB-2.2 IP-7DTDS215F25-4 � 21.5 25 32 86 54 161.0 0.6 0.4 WWMU05X205R-D* CSPB-2.2 IP-7DTDS220F25-4 � 22.0 25 32 88 54 163.0 0.5 0.4 WWMU05X205R-D* CSPB-2.2 IP-7DTDS225F25-4 � 22.5 25 37 90 54 165.5 0.4 0.4 WWMU05X205R-D* CSPB-2.2 IP-7DTDS230F25-4 � 23.0 25 37 92 54 168.0 0.3 0.4 WWMU05X205R-D* CSPB-2.2 IP-7DTDS235F25-4 � 23.5 25 37 94 54 170.5 0.2 0.5 WWMU05X205R-D* CSPB-2.2 IP-7DTDS240F25-4 � 24.0 25 37 96 54 173.0 1.2 0.5 WWMU060306R-D* CSPB-2.5 IP-8DTDS245F25-4 � 24.5 25 37 98 54 175.5 1.0 0.5 WWMU060306R-D* CSPB-2.5 IP-8DTDS250F25-4 � 25.0 25 37 100 54 178.0 0.8 0.5 WWMU060306R-D* CSPB-2.5 IP-8DTDS255F25-4 � 25.5 25 37 102 54 180.0 0.6 0.6 WWMU060306R-D* CSPB-2.5 IP-8DTDS260F25-4 � 26.0 25 37 104 54 182.0 0.5 0.5 WWMU060306R-D* CSPB-2.5 IP-8DTDS270F32-4 � 27.0 32 40 108 59 191.0 0.3 0.7 WWMU060306R-D* CSPB-2.5 IP-8DTDS280F32-4 ● 28.0 32 40 112 59 196.0 1.3 0.8 WWMU08X408R-D* CSTB-3 T-9DTDS290F32-4 ● 29.0 32 40 116 59 200.0 1.1 0.8 WWMU08X408R-D* CSTB-3 T-9DTDS300F32-4 ● 30.0 32 40 120 59 206.0 0.8 0.9 WWMU08X408R-D* CSTB-3 T-9DTDS310F32-4 ● 31.0 32 40 124 59 211.0 0.5 0.9 WWMU08X408R-D* CSTB-3 T-9DTDS320F32-4 ● 32.0 32 40 128 59 215.0 0.2 1.0 WWMU08X408R-D* CSTB-3 T-9DTDS330F40-4 ● 33.0 40 50 132 69 230.0 1.7 1.4 WWMU09X510R-D* CSTB-4 T-15DTDS340F40-4 ● 34.0 40 50 136 69 234.0 1.4 1.4 WWMU09X510R-D* CSTB-4 T-15DTDS350F40-4 ● 35.0 40 50 140 69 239.0 1.2 1.4 WWMU09X510R-D* CSTB-4 T-15DTDS360F40-4 ● 36.0 40 50 144 69 244.0 0.9 1.5 WWMU09X510R-D* CSTB-4 T-15DTDS370F40-4 ● 37.0 40 50 148 69 248.0 0.7 1.5 WWMU09X510R-D* CSTB-4 T-15DTDS380F40-4 ● 38.0 40 50 152 69 253.0 0.4 1.7 WWMU09X510R-D* CSTB-4 T-15DTDS390F40-4 ● 39.0 40 50 156 69 257.5 2.2 1.8 WWMU11X512R-D* CSTB-5 T-20DTDS400F40-4 ● 40.0 40 50 160 69 262.5 1.9 1.8 WWMU11X512R-D* CSTB-5 T-20DTDS410F40-4 ● 41.0 40 50 164 69 267.5 1.7 1.9 WWMU11X512R-D* CSTB-5 T-20DTDS420F40-4 ● 42.0 40 55 168 69 271.5 1.5 2.0 WWMU11X512R-D* CSTB-5 T-20DTDS430F40-4 ● 43.0 40 55 172 69 276.5 1.3 2.0 WWMU11X512R-D* CSTB-5 T-20DTDS440F40-4 ● 44.0 40 55 176 69 280.5 1.0 2.1 WWMU11X512R-D* CSTB-5 T-20DTDS450F40-4 ● 45.0 40 55 180 69 286.5 0.7 2.3 WWMU11X512R-D* CSTB-5 T-20DTDS460F40-4 ● 46.0 40 55 184 69 291.5 0.4 2.4 WWMU11X512R-D* CSTB-5 T-20DTDS470F40-4 ● 47.0 40 55 188 69 295.5 2.6 2.5 WWMU13X512R-D* CSTB-5 T-20DTDS480F40-4 ● 48.0 40 55 192 69 300.5 2.4 2.7 WWMU13X512R-D* CSTB-5 T-20DTDS490F40-4 ● 49.0 40 55 196 69 304.5 2.2 2.7 WWMU13X512R-D* CSTB-5 T-20DTDS500F40-4 ● 50.0 40 55 200 69 309.5 2.0 2.8 WWMU13X512R-D* CSTB-5 T-20DTDS510F40-4 ● 51.0 40 55 204 69 314.5 1.7 2.9 WWMU13X512R-D* CSTB-5 T-20DTDS520F40-4 ● 52.0 40 55 208 69 318.5 1.5 3.0 WWMU13X512R-D* CSTB-5 T-20DTDS530F40-4 ● 53.0 40 55 212 69 323.5 1.3 3.1 WWMU13X512R-D* CSTB-5 T-20DTDS540F40-4 ● 54.0 40 55 216 69 327.5 1.0 3.4 WWMU13X512R-D* CSTB-5 T-20D
(mm)øDc
ø20.0 - ø27.0 + 0.2 / 0 + 0.30 / 0ø28.0 - ø54.0 + 0.2 / 0 + 0.35 / 0
치수 (mm)사용 인서트
최대오프셋( 반경 )
무게(kg)
클램핑스크류 톡스 드라이버규격 재고
� : 재고 아이템★: 2015 년 출시예정
NEW
툴 직경 (mm)
공차홀 직경 공차
공차
플랫 코터
가공한 홀 직경은 툴의 강성이나 절삭 조건에 따라 변경 될 수 있습니다

13
øDc (mm)AH9030ød T ød1 rε
WWMU05X205R-DJ � 5.8 2.4 2.5 0.5 ø20.0 - ø23.5
WWMU060306R-DJ � 6.7 2.9 3 0.6 ø23.9 - ø27.0
WWMU08X408R-DJ � 8.0 3.9 3.4 0.8 ø28.0 - ø32.0
WWMU09X510R-DJ � 9.7 4.9 4.4 1.0 ø33.0 - ø38.0
WWMU11X512R-DJ � 11.3 5.7 5.5 1.2 ø39.0 - ø46.0
WWMU13X512R-DJ � 13.0 5.7 5.5 1.2 ø47.0 - ø54.0
rε
T
ød1
ødT U N G A LOY
øDc (mm)AH6030ød T ød1 rε
WWMU05X205R-DS � 5.8 2.4 2.5 0.5 ø20.0 - ø23.5
WWMU060306R-DS � 6.7 2.9 3 0.6 ø23.9 - ø27.0
WWMU08X408R-DS � 8.0 3.9 3.4 0.8 ø28.0 - ø32.0
WWMU09X510R-DS � 9.7 4.9 4.4 1.0 ø33.0 - ø38.0
WWMU11X512R-DS � 11.3 5.7 5.5 1.2 ø39.0 - ø46.0
WWMU13X512R-DS � 13.0 5.7 5.5 1.2 ø47.0 - ø54.0
T
ød1
ød
rεT U N G A LOY
0.05 0.05 0.05
0.1 0.05
OK
OK
OK
OK
OK OK
� : 재고 아이템
인서트DJ 칩브레이커
규격
재종 치수 (mm)드릴 직경
규격
재종 치수 (mm)드릴 직경
DS 칩브레이커
NEW
NEW
적용 영역
용도
용도
이송f (mm/rev)
이송f (mm/rev)
상기 참조
평면 경사면 교차홀 플런징
보링 라운드 형상 판 겹침 가공 백 보링
단속 가공의 경우 이송은 감소시켜주십시오
불가 불가
NEW
NEW

14
(N·m) (N·m)GH130TDXCF280L30
~
TDXCF540L30XHGX090700R-45A � CSPB-4S 3.5 CM8 x 20 8.0 T-15D P-5
챔퍼링 툴 "TDXCF 시리즈"
특징- 두 인서트로 고생산성 가능- 드릴 바디와 챔퍼링 인서트 사이의 최적의 공간이 절삭 날의 결손을 방지
새로운 TDXCF 시리즈는 TungSix-Drill 드릴링과 챔퍼링을 동시에 완벽하게 구현하여 가공 프로세스와 시간을 줄입니다
-강 (鋼 )용 TiCNO 코팅 재종의 GH130- 강 , 스테인리스 강 , 주철 가공에 적합
챔퍼 인서트 날
챔퍼링 툴의클램핑 스크류
칩 배출을 위한 플루트
인서트
날 상의 칩핑을 방지하는 최적의 공간
챔퍼링 링 최대 챔퍼링폭 : 2.5 mm챔퍼링 앵글 : 45º두 개의 인서트 타입
드릴 바디를 위한 공간
챔퍼링 툴 인서트 & 부품 목록
규격 인서트재종 인서트
클램핑스크류
토크 토크링클램핑스크류
인서트용 스패너
링용스패너
� : 재고 아이템

15
øDs2 øDc2 LøDc
L/D = 2 L/D = 3 L/D = 4
TDXCF200L25 ● 19.10 49.00 25 19.5 TDS200F25-* 15.5 35.5 62.5 TDXCF210L25 ● 20.10 49.00 25 20.5 TDS205F25-* 16.5 37.0 64.6 TDXCF210L25 ● 20.10 49.00 25 20.9 TDS209F25-* - 38.5 -TDXCF210L25 ● 20.10 49.00 25 21.0 TDS210F25-* 17.5 38.5 66.5 TDXCF220L25 ● 21.10 49.00 25 21.5 TDS215F25-* 18.5 40.0 68.6 TDXCF220L25 ● 21.10 49.00 25 22.0 TDS220F25-* 19.5 41.5 70.5 TDXCF230L25 ● 22.10 49.00 25 22.5 TDS225F25-* 20.5 43.0 72.6 TDXCF230L25 ● 22.10 49.00 25 23.0 TDS230F25-* 21.5 44.5 74.5 TDXCF240L25 ● 23.10 49.00 25 23.5 TDS235F25-* 22.5 46.0 76.6 TDXCF240L25 ● 23.10 49.00 25 23.9 TDS239F25-* - 47.5 -TDXCF240L25 ● 23.10 49.00 25 24.0 TDS240F25-* 23.5 47.5 78.5 TDXCF250L25 ● 23.95 49.00 25 24.5 TDS245F25-* 24.5 49.0 80.6 TDXCF250L25 ● 23.95 49.00 25 25.0 TDS250F25-* 25.5 50.5 82.5 TDXCF260L30 ● 24.95 64.00 30 25.5 TDS255F25-* 21.5 47.0 79.6 TDXCF260L30 ● 24.95 64.00 30 26.0 TDS260F25-* 22.5 48.5 81.5 TDXCF270L30 ● 25.90 64.00 30 26.4 TDS264F32-* - 50.0 -TDXCF270L30 ● 25.90 64.00 30 26.5 TDS265F32-* - 50.0 -TDXCF270L30 ● 25.90 64.00 30 27.0 TDS270F32-* 24.5 51.5 85.5 TDXCF280L30 ● 26.90 64.00 30 28.0 TDS280F32 -* 26.5 54.5 89.5 TDXCF290L30 ● 27.90 64.00 30 29.0 TDS290F32 -* 28.5 57.5 93.5 TDXCF300L30 ● 28.90 64.00 30 30.0 TDS300F32 -* 30.5 60.5 97.5 TDXCF310L30 ● 29.90 64.00 30 31.0 TDS310F32 -* 32.5 63.5 101.5 TDXCF320L30 ● 30.90 64.00 30 32.0 TDS320F32 -* 34.5 66.5 105.5 TDXCF330L30 31.80 64.00 30 33.0 TDS330F40 -* 36.5 69.5 109.5 TDXCF340L30 32.80 64.00 30 34.0 TDS340F40 -* 38.5 72.5 113.5 TDXCF350L30 33.80 64.00 30 35.0 TDS350F40 -* 40.5 75.5 117.5 TDXCF360L30 34.80 85.00 30 36.0 TDS360F40 -* 42.5 78.5 122.5 TDXCF370L30 35.80 85.00 30 37.0 TDS370F40 -* 44.5 81.5 125.5 TDXCF380L30 36.80 85.00 30 38.0 TDS380F40 -* 46.5 84.5 129.5 TDXCF390L30 37.80 85.00 30 39.0 TDS390F40 -* 48.5 87.5 133.5 TDXCF400L30 38.80 85.00 30 40.0 TDS400F40 -* 50.5 90.5 137.5 TDXCF410L30 39.80 85.00 30 41.0 TDS410F40 -* 52.5 93.5 141.5 TDXCF420L30 40.60 85.00 30 42.0 TDS420F40 -* 54.5 96.5 145.5 TDXCF430L30 41.60 85.00 30 43.0 TDS430F40 -* 56.5 99.5 149.5 TDXCF440L30 42.60 85.00 30 44.0 TDS440F40 -* 58.5 102.5 153.5 TDXCF450L30 43.60 85.00 30 45.0 TDS450F40 -* 60.5 105.5 157.5 TDXCF460L30 44.60 85.00 30 46.0 TDS460F40 -* 62.5 108.5 162.5 TDXCF470L30 45.60 85.00 30 47.0 TDS470F40 -* 64.5 111.5 165.5 TDXCF480L30 46.60 85.00 30 48.0 TDS480F40 -* 66.5 114.5 169.5 TDXCF490L30 47.60 85.00 30 49.0 TDS490F40 -* 68.5 117.5 173.5 TDXCF500L30 48.60 85.00 30 50.0 TDS500F40 -* 70.5 120.5 177.5 TDXCF510L30 49.60 85.00 30 51.0 TDS510F40 -* 72.5 123.5 181.5 TDXCF520L30 50.60 85.00 30 52.0 TDS520F40 -* 74.5 126.5 185.5 TDXCF530L30 51.60 85.00 30 53.0 TDS530F40 -* 76.5 129.5 189.5 TDXCF540L30 52.60 85.00 30 54.0 TDS540F40 -* 78.5 132.5 193.5
최대 드릴링 폭
챔퍼링 링 (TDXCF 시리즈)
규격 재고 사용 드릴드릴 직경
최대 드릴링 폭 (mm)치수 (mm)
� : 재고 아이템
플랫 코터용

16
OK
- 드릴 바디에 챔퍼링 링을 설치 시 주의해야 할 점
드릴 플루트와 링 플루트를 맞춥니다
(인서트는 자동적으로 오른쪽 포지션에 맞춰집니다 )
링 플루트는 드릴 플루트와 맞지 않습니다
부정확하게 위치한 링 때문에 인서트가 잘못된 위치에 있습니다
드릴 바디에 링을 삽입하여 링의 플루트와 드릴의 플루트를 맞춰 적당한 가공깊이가 되도록 위치시켜 , 링이 떨어지지 않을 정도로 링 클램핑 스크류를 일시적으로 체결합니다. 링의 인서트 클램핑 스크류를 느슨하게 하여 , 인서트를 일시적으로 체결합니다 .정확한 스텝 길이의 조정은 프리세터나 하이드게이지 , 노기스 등을 사용합니다 . 더욱 정확한 높이에 링 위치를 조정하여 링 클램핑 스크류를 확실하게 고정한 후 체결하고 , 인서트를 체결합니다 .
S.s. ød øD L L1 L2 J GTUNGBORE BT40 EM20 � 40 20 72 123.5 96.5 71 M10 M16 ø12.5 - ø17.0TUNGBORE BT40 EM25 � 40 25 72 123.5 96.5 71 M10 M16 ø17.5 - ø26.0TUNGBORE BT40 EM32 � 40 32 72 123.5 96.5 71 M10 M16 ø27.0 - ø32.0TUNGBORE BT40 EM40 � 40 40 72 123.5 96.5 71 M10 M16 ø33.0 - ø54.0TUNGBORE BT50 EM20 � 50 20 72 134.5 96.5 71 M10 M24 ø12.5 - ø17.0TUNGBORE BT50 EM25 � 50 25 72 134.5 96.5 71 M10 M24 ø17.5 - ø26.0TUNGBORE BT50 EM32 � 50 32 72 134.5 96.5 71 M10 M24 ø27.0 - ø32.0TUNGBORE BT50 EM40 � 50 40 72 134.5 96.5 71 M10 M24 ø33.0 - ø54.0TUNGBORE HSK A 63 EM25 � 63 25 72 142.0 116.0 71 M10 - ø17.5 - ø26.0TUNGBORE HSK A 63 EM32 � 63 32 72 142.0 116.0 71 M10 - ø27.0 - ø32.0TUNGBORE HSK A 63 EM40 � 63 40 72 142.0 116.0 71 M10 - ø33.0 - ø54.0TUNGBORE DIN69871 40 EM20 40 20 72 135.6 116.5 71 M10 M16 ø12.5 - ø17.0TUNGBORE DIN69871 40 EM25 40 25 72 135.6 116.5 71 M10 M16 ø17.5 - ø26.0TUNGBORE DIN69871 40 EM32 40 32 72 135.6 116.5 71 M10 M16 ø27.0 - ø32.0TUNGBORE DIN69871 40 EM40 40 40 72 135.6 116.5 71 M10 M16 ø33.0 - ø54.0TUNGBORE DIN69871 50 EM20 50 20 72 115.6 96.5 71 M10 M24 ø12.5 - ø17.0TUNGBORE DIN69871 50 EM25 50 25 72 115.6 96.5 71 M10 M24 ø17.5 - ø26.0TUNGBORE DIN69871 50 EM32 50 32 72 115.6 96.5 71 M10 M24 ø27.0 - ø32.0TUNGBORE DIN69871 50 EM40 50 40 72 115.6 96.5 71 M10 M24 ø33.0 - ø54.0
치수 (mm)규격 재고 툴 직경
(mm)
사양BT / DIN69871 타입 HSK 타입
보어 섹션은 2개의 원형 단면부로 구성되어 있습니다. 클램핑 스크류는 좁은 입구를 통해 드릴 샹크를 누르고, 홀더를 탄성 변형시킵니다. 이것에 의해 180도 이상의 접촉면이 만들어지므로 높은 클램핑력을 얻을 수 있습니다.
드릴샹크
구속면
● : 재고 아이템
공구경 조정기 부착 홀더
인선 교환식 드릴로 용이하게 공구경 조정이 가능øø
JG
S.s.
2
1
øDødS.s
.
J L2
LL1
최대
øDc
+1.
3
최소
øDc
-0.3

17
20.0 20.0 21.320.5 20.5 21.820.9 20.9 22.221.0 21.0 22.321.5 21.5 22.722.0 22.0 23.022.5 22.5 23.323.0 23.0 23.623.5 23.5 23.923.9 23.9 25.224.0 24.0 25.324.5 24.5 25.825.0 25.0 26.325.5 25.5 26.726.0 26.0 27.026.4 26.4 27.226.5 26.5 27.327.0 27.0 27.628.0 28.0 29.329.0 29.0 30.330.0 30.0 31.331.0 31.0 32.032.0 32.0 32.4
33 33 34.334 34 35.335 35 36.336 36 37.337 37 38.338 38 38.839 39 40.340 40 41.341 41 42.342 42 43.343 43 44.344 44 45.345 45 46.346 46 46.847 47 48.348 48 49.349 49 50.350 50 51.351 51 52.352 52 53.353 53 54.354 54 55.3
EZ 슬리브의 기능
드릴링 가공에서 홀 직경 조정
가공 중에도 홀 직경 조정이 가능
EZ 슬리브 사용시 , 홀 직경은 +0.6 mm to -0.2 mm에서 조정 가능합니다
선반 상 절삭 날 높이 조정 가능
선반 등 터닝시 주축의 높이가 조정 가능정삭 직경을 미세 조정 가능회전 작업 용도에서 절삭 날 높이 조정 가능
EZ 슬리브 사용 시 , 최대 +0.3 mm to -0.2 mm 의 범위에서 조정 가능하므로 , 주측의 높이에 의한 트러블을 감소시킵니다 .
밀링 가공에서 홀 직경 조정용 눈금( 슬리브 측면 )
터닝 가공에서 주축 높이 조정용 눈금( 슬리브 앞면 )
EZ 슬리브 (TungSix-Drill용 편심 슬리브)
TungBore와 결합한 TungSix-Drill의 조정 가능 범위
조정에 관해서는 , (No. 389-E)TungHold 용 TungBore 리플렛 내에 지시사항을 참고해주십시오
툴 직경 øDc (mm)
조정 가능 범위 (mm)
최소 직경 . ø 최대 직경 . ø툴 직경
øDc (mm)조정 가능 범위 (mm)
최소 직경 . ø 최대 직경 . ø

18
øD1 øD2 øD3 L1 L2 L3 L4
EZ2025 ● 20 25 46 49 5 32.5 4 +0.4 ~ -0.2 +0.2 ~ -0.15
EZ2532 ● 25 32 51 52 5 38 4 +0.4 ~ -0.2 +0.2 ~ -0.15
EZ3240 ● 32 40 54 62 5 43 4 +0.4 ~ -0.2 +0.2 ~ -0.15
EZ4050 ● 40 50 69 63 5 55 4 +0.6 ~ -0.2 +0.3 ~ -0.2
øD1
øD2
øD3
L1
L2
L3
L4
(+)
(-)
+0.4+0.2
●강성 및 마력이 충분한 기계에서 사용해주십시오●여러 판을 겹쳐 가공시, 공구파손의 원인이 될 수 있습니다●가공물 회전에서 드릴 가공할 경우, 충분한 정렬을 실시해주십시오
●드릴 바디에 인서트를 설치 전에, 인서트 포켓의 모든 이물질을 제거해주십시오●클램핑 및 언클램핑 할 때, 스패너의 센터 라인은 스크류의 센터라인과 조정되어야 합니다. 어긋남으로 스크류 헤드 혹은 스패너 팁의 소켓의 변형이 일어날 수 있습니다●인서트를 체결할 때, 인서트 자리와 인서트의 밑면이 접촉하는 것을 확인하고 나서 인서트 홀에 나사를 삽입하여 주십시오●장기간 사용에 의해 극단적으로 마모되거나 병형되기 전에 스크류를 교환해주십시오
●1.5D 이상의 홀 깊이를 가공할 때, 절삭유는 반드시 공구 내부로 공급해주십시오●절삭유는 수용성 절삭유를 사용해주십시오●절삭유 압력은 1Mpa 이상, 유량은 7L/min 정도 필요합니다. 4D 혹은 5D용으로, 절삭유 압력은 1.5Mpa 이상, 유량은 10L/min 이상을 추천합니다
사용기계 및 가공상 주의
절삭유
인서트 셋팅 시 주의사항
- 사양
사용시 주의사항
EZ 슬리브 사용 방법
M/C 에서 홀 직경 조정 선반에서 절삭 날 높이 조정
우측 그림은 홀 직경이 0.4 mm 커지도록 셋팅한 것입니다
EZ 슬리브를 드릴 샹크와 홀더사이에 셋팅합니다 . 드릴 플랜지 상의 중앙 플랫에 EZ 슬리비의 측면부 눈금을 조정하십시오
EZ 슬리브를 드릴 샹크와 툴 블록부에 셋팅합니다 . 드릴 플랜지 상의 중앙 플랫에 EZ 슬리브 앞면부의 눈금을 조정하십시오
우측 그림은 드릴 중앙이 + 방향으로 0.1mm 이동하도록 셋팅한 것입니다
EZ 슬리브
주의 : D1 슬리브가 드릴 샹크 직경과 같아지도록 슬리브를 선택하십시오
스패너의 적절한 사용 예
주의 사항●콜렛 척 홀더는 사용을 삼가주십시오●L/D 4 이상 조정시, 이송을 줄여주십시오●정삭 직경을 과도하게 마이너스 방향으로 조정하면, 드릴 본체가 가공 홀에 간섭하는 경우가 있습니다. 마이너스 방향으로의 조정은 정삭 직경이 호칭경보다 플러스가 되는 경우의 미세 조정용으로서 사용해주십시오
EZ 슬리브 이동시, 고정 볼트 "A"와 "B"는 느슨하게 풀어야 합니다. 홀 직경 셋팅 후, 볼트 "A"와 드릴 바디를 고정해주십시오. 그리고 EZ 슬리브를 고정시키기 위해 볼트 "B"를 가볍게 조입니다. 만약 볼트 "B"가 과하게 조여지면, EZ 슬리브는 파손될 우려가 있습니다.
고정 볼트“A”
고정 볼트 “B”
기계 X 축
플랫
플랜지
고정 볼트“A”플랫
플랜지
EZ 슬리브
고정 볼트 “B”
슬리브 재고 규격 정삭 직경조정 범위
절삭 날 높이조정 범위
치수 (mm)
● : 재고 아이템

19
- 드릴 바디 설치 시, 절삭 날은 사용 기계의 X축과 평행이 되어야 합니다- 드릴 바디는 외측 인서트가 작업자에 의해 보이는 방향으로 설치됩니다
안정적인 가공을 위해 드릴 바디 세팅이 중요합니다
툴 블럭 상 고정 볼트 방향
드릴 바디는 작업자가 외측 인서트를 볼 수 있는 방향으로 설치됩니다
- 절삭 날 높이는 안정적인 가공을 위해 중요한 요소입니다- 중앙 인서트의 날은 공구 기계 중심 축이 회전하는 것보다 0.2 mm 작아야 합니다- 회전하는 센터와 툴 블럭 간의 차이를 확인하기 위해, 연삭 솔리드 바인 기준바를 사용해주십시오 (그림 2)
주축
절삭 날 높이의 조건이 적절하지 않은 경우, 기본적으로 터릿을 조정할 필요가 있습니다.다음 페이지의 간단한 방법을 참조해주십시오.
그림1 그림2
다이얼 게이지
드릴 오버행 길이
드릴 오버행과 동일한 길이
기준바
터릿 선반
보링 바이트 등과 대체 가능
절삭 날과 X 축이 평행이 되어야 합니다
기계 X 축
중앙 날중앙 날
외측 날외측 날
터릿
차이:
0.2 mm 정도
터릿에서 드릴 설치 ( 툴 포스트 )
절삭 날 높이 체크
선반에서 TungSix-Drill 사용 시
기계 X 축
중앙 날중앙 날
외측 날외측 날
- 코터 샹크가 절삭 날에 평행으로 되어 있어 플랫 에 고정 볼트를 체결하는 것으로 절삭날과 기계 X 축이 평행이 됩니다
- 이 경우, 오버행과 동일한 위치에서 주축 높이를 재야 합니다- 기준바를 가지고 있지 않은 경우, 보링바이트의 연삭부 등으로 대체 사용 가능합니다

20
1
2 3
절삭 날 높이 상태가 적절하지 않은 경우 , 높이는 하기와 같은 방법으로 조정해주십시오
이러한 경우 중앙 날에 칩핑이 쉽게 발생할 수 있으니 바로잡아주어야 합니다해결책 #1: 설치방향을 바꿔주십시오 해결책 #2: 드릴 바디를 180°회전시켜주십시오#2의 경우 , 반대측의 추가 코터가 필요합니다
이 경우 , 별도의 터릿 번호에 홀더를 체결하는 것으로 개선시킬 수 있습니다 .
코어 직경이 1mm을 넘는 상태에서 가공을 실시하면 , 큰 진동이 발생하는 등 불안정한 가공상태가 될 수 있습니다 . 이러한 경우 , 인선교환식 드릴 전용 편심 슬리브 (EZ 슬리브 ) 등을 사용하여 절삭 날의 조정을 실시하거나 터릿 자체의 정밀도 조정을 실시하여 주십시오 .EZ 슬리브의 사용방법은 이전 페이지를 참고하여 주십시오 .
“센터보다 약간 위” (0.05 mm정도 ) “센터 아래” (0.2 mm이거나 그 이상 )
“센터보다 위”
중앙 코어
드릴링 깊이 : 10mm 정도
약 직경 0.5m m
설치 방향
설치 방향
드릴 센터
회전 180°회전 180°
시험 가공에 의한 세팅 상태 확인
절삭 날 높이 조정
� 드릴 바디 설치 후, 본 가공 전에 시험 가공으로 확인해주십시오
� 드릴 바디가 적절히 세팅되면, 왼쪽 홀 아래 코어 직경ø0.5mm 정도가 남아있습니다
� 만약 코어가 완전히 남아 있지 않은 경우, 드릴은 “센터보다 위”가 되고, 코어 직경이 ø1mm이상 되는 경우에는 “센터 아래”가 됩니다. 이러한 경우에는 절삭 날 높이를 한 번 더 확인해야 합니다
� 시험 가공시, 이송은 0.1 mm/rev 이거나 0.1 mm/rev이하의 저이송 조건에서, 드릴링 깊이는10 mm까지 해주십시오
기계 X 축 기계 X 축드릴 센터
중앙 날중앙 날
중앙 날중앙 날
외측 날외측 날
외측 날외측 날

21
ø20.0 - 23.5 ø23.6 - 27.4 ø27.5 - 32.9 ø33.0 - 33.9 ø39.0 - 46.9 ø47.0 - 54.5
WWMU05... WWMU06... WWMU08... WWMU09... WWMU11... WWMU13...
1.2 1.4 1.8 2.1 2.5 2.7
드릴 직경보다 큰 홀을 가공할 수 있습니다!
- 선반에서 드릴링 시, 홀 직경은 드릴 바디의 기계 X축을 따라 오프셋에 의해 조정이 가능합니다- 오프셋 드릴링 시, 절삭 날이 기계의 X축과 평행이
작은 직경을 위한 오프셋 방향
증가된 직경 방향의 오프셋
오프셋 가공한 경우의 가공 직경은대략적으로 하기와 같습니다 .드릴링 한 직경= 드릴 직경 + 오프셋 값 x 2예 :드릴 직경 : ø20 mm오프셋 값 : 0.2 mm드릴링 한 홀 직경 = 20 + 0.2 x 2 = ø20.4 mm
●오프셋 드릴링
간섭간섭
오프셋 값은 0.1 mm보다 적어야 합니다
증가된 직경 방향증가된 직경 방향
줄어든 직경 방줄어든 직경 방향향
TungSix-Drill로 가공 시, 홀 바닥면이 HSS보다 균일합니다!
TungSix-Drill 로 가공한 홀 바닥 형상은 HSS 드릴로 가공한 것과 비교했을 때 평평한 면에 가깝습니다
주의 : 각 드릴은 절삭 균형 , 인서트 공차 , 그리고 4D 기계에 따라 홀의 크기가 다릅니다 . 이 편차는 오프셋 값을 결정할 때 고려되어져야 합니다 .
드릴 직경øDc (mm)
드릴 직경 øDc
TungSix-Drill 가공 바닥 형상
최대 단차Hmax
홀 바닥 형상
선반에서 오프셋 가공
기계 X 축
오프셋 값 (+) 은 각각
오프셋 값 (+) 은 각각
의 드릴 바디에 따라
의 드릴 바디에 따라
결정됩니다
결정됩니다
중앙 날중앙 날
중앙 날중앙 날
외측 날외측 날
외측 날외측 날
중앙 날중앙 날
외측 날외측 날
되도록 드릴 바디가 체결되어야 합니다. “터릿에서 드릴 설치”는 이전 페이지를 참고해 주십시오
Hmax (mm)
인서트

22
TDS200F25-2, øDc = 20 mm TDS420F40-2, øDc = 42 mmWWMU05X205R-DJ WWMU11X512R-DJ
AH9030 AH9030
200 1200.15 0.2477 18030 80
50
40
30
20
10
0
40
30
20
10
0
TDS500F40-3, øDc = 50 mm TDS280F32-2, øDc = 28 mmWWMU13X512R-DJ WWMU08X408R-DJ
AH9030 AH9030
160 1800.11 0.18112 369
80, 65 50
302520151050
6050403020100
가공 사례
수직 M/C, BT40습식
커넥팅 로드
S55C / C55
가공 부품명드릴인서트재종
피삭재
절삭속도 : Vc (m/min) 이송 : f (mm/rev) 이송 속도 : Vf (mm/min)
가공 깊이 : H (mm) 사용기계 쿨란트
결과
절삭 조건
NC 선반습식
수평 M/C, BT50습식
너클
SCM440 / 42CrMo4
가공 부품명드릴인서트재종
피삭재
절삭속도 : Vc (m/min) 이송 : f (mm/rev) 이송 속도 : Vf (mm/min)
가공 깊이 : H (mm) 사용기계 쿨란트
결과
절삭 조건
수평 M/C, BT40습식
AH9030은 높은 산화 저항으로 외부 급유에서도 수명이 더 깁니다
툴 라이프1.8 배 !
경쟁사
가공 길이
(m/인서트)
강인한 인선은 단속가공에서도 칩핑과 균열을 막아주며, 툴 라이프를 향상시키고, 인서트의 많은 코너 수는 가공 비용을 크게 줄여줍니다
툴 라이프 3배 !
경쟁사가공 길이
(m/인서트)
FCD450 / GGG45
하우징
밸브
합금강
TungSix-Drill에서의 가공은 저절삭 저항으로 인한 진동이 없이 매우 안정적이며, 갑작스런 결손이 없고 6코너 인서트로 비용을 감소시켜 줍니다.
툴 라이프 1.5배 !
경쟁사
가공 길이
(m/인서트)
코너의 향상된 툴 라이프가 인서트 소비를 줄여줍니다. DJ 칩 브레이커는 훌륭한 칩 컨트롤과 진동 없는 안정된 가공을 제공합니다.
경쟁사
가공 길이
(m/인서트) 툴 라이프
2.2배 !

23
TDS290F32-2, øDc = 29 mm TDS350F40-3, øDc = 35 mmWWMU08X408R-DS WWMU09X510R-DS
AH6030 AH6030
140 400.075 0.06120 2229 60
120100806040200
3.53
2.52
1.51
0.50
TDS240F25-3, øDc = 24 mm TDS330F40-4, øDc = 33 mmWWMU060306R-DJ WWMU09X510R-DJ
AH9030 AH9030
130 1800.1 0.15170 260
100
706050403020100
300250200150100500
수직 M/C, BT50습식
플런지
SUS304 / X5CrNi18-9
가공 부품명드릴인서트재종
피삭재
절삭속도 : Vc (m/min) 이송 : f (mm/rev) 이송 속도 : Vf (mm/min)
가공 깊이 : H (mm) 사용기계 쿨란트
결과
절삭 조건
수직 M/C, BT50습식
DS 칩브레이커는 칩 컨트롤이 우수하며 AH6030은 향상된 내 칩핑성과 함께 길어진 툴 라이프를 제공합니다
플런지
Inconel 625
툴 라이프3.2배 !
툴 라이프1.8배 !
경쟁사
가공 길이
(m/인서트)
AH6030은 높은 신뢰성과 함께 길어진 툴 라이프를 제공합니다. 인코넬과 같은 내열합금을 가공 시, 많은 코너 수는 비용을 줄이는 데 매우 효율적입니다
툴 라이프 3배 !
경쟁사가공 길이
(m/인서트)
가공 부품명드릴인서트재종
피삭재
절삭속도 : Vc (m/min) 이송 : f (mm/rev) 이송 속도 : Vf (mm/min)
가공 깊이 : H (mm) 사용기계 쿨란트
결과
절삭 조건
수직 M/C, BT50습식
40수직M/C, BT40
습식
선회 베어링링크
SCM440 / 42CrMo4SCM440 / 42CrMo4
높은 강성으로 인해 TungSix-Drill은 높은 절삭 속도에서도 경쟁사보다 진동없이 가공이 가능합니다. 절삭 날 수의 증가와 높아진 생산성은 가공 비용을 뛰어나게 줄여줍니다.
강한 절삭날이 단속드릴링 조건에서도 칩핑을 막고 긴 툴라이프를 제공합니다.
생산성120%!
경쟁사경쟁사
이송 속도
(mm/min)
가공 길이
(m/인서트)

www.youtube.com/tungaloycorporation
Distributed by:
Feb. 2015 (TJ)Produced from Recycled paper
To see this product in action visit:w w w . t u n g a l o y . c o m
f a c e b o o k . c o m / t u n g a l o y j a p a nt w i t t e r . c o m / t u n g a l o y j a p a n
follow us at:
ISO 9001 Certifi edQC00J0056Tungaloy Corporation18/10/1996
ISO 14001 Certifi edEC97J1123Tungaloy GroupJapan site and Asianproduction site26/11/1997
D O W N L O A D
Dr. Carbide App
서울특별시 금천구 가산동 60-73 벽산디지털밸리 5 차 1312 호Tel: (02)2621-6161 Fax: (02)6393-8952 http://www.tungaloykorea.co.jp/kr/
부산광역시 사상구 감전동 123-52 번지 3층Tel: (051)714-0950 Fax: (051)714-0952
본사 및 마케팅본부
남부 영업소