
TRWAŁOŚCI EKSPLOATACYJNA ZREGENEROWANYCH … · która ma być napawana nie występują...
12
ІV OGÓLNOPOLSKA KONFERENCJA NAUKOWO – TECHNICZNA „SPAWALNICTWO DRÓG SZYNOWYCH - JAKOŚĆ, NIEZAWODNOŚĆ, BEZPIECZEŃSTWO” TRWAŁOŚCI EKSPLOATACYJNA ZREGENEROWANYCH SZYN I ROZJAZDÓW KOLEJOWYCH Jerzy Materna 1 Roman Moszczyński 2 Rafał Radomski 3 STRESZCZENIE: w artykule opisano korzyści ekonomiczno-techniczne wynikające z zastosowania procesów regeneracji materiałów stalowych nawierzchni drogi kolejowej na przykładzie elementów rozjazdów. Ponadto przedstawiono ocenę jakościową wykonywanych regeneracji w ujecie statystycznym na przykładzie szyn. 1. WSTĘP W procesie eksploatacji droga kolejowa ulega zużyciu „normalnemu” zdeterminowanego przede wszystkim przez przeniesione brutto, oraz „przyspieszonego” będącego efektem usterek w układzie torowym lub niewłaściwej eksploatacji (zły stan układów biegowych taboru, przekroczone naciski na oś, gwałtowny rozruch, hamowanie, usterki stanu geometrycznego toru, szyn, podkładów, przytwierdzeń etc). Ponadto istnieją w torze takie elementy nawierzchni szynowej które w stosunku do elementów toru na prostym odcinku toru ulegają szybszemu zużyciu. Do tej grupy można zaliczyć elementy rozjazdów – krzyżownice, iglice lub szyny w łukach o małych promieniach gdzie zmiana układu torowego powoduje zwiększone oddziaływania dynamiczne taboru na tor przyspieszając zużycie tych elementów. Wszystkie te czynniki powodują nadmierne zużycie elementów stalowych nawierzchni, powstawanie wybuksowań, wgnieceń lub spływów co następnie przyspiesza powstawanie i rozwój usterek w układzie geometrycznym toru skracając w sposób znaczący okres eksploatacji toru w warunkach nominalnych. Likwidacja usterek w nawierzchni stalowej infrastruktury i przywrócenie parametrów eksploatacyjnych linii możliwe jest do wykonania dwoma sposobami, wymiana zużytych elementów lub regeneracja poprzez napawanie. Doświadczenia pokazują że dzięki wdrożeniu regeneracji elementów stalowych nawierzchni uzyskuje się kilkakrotne wydłużenie okresu eksploatacji bez konieczności wymiany jej poszczególnych elementów przyczyniając się do znacznych oszczędności w utrzymaniu drogi kolejowej. 1 mgr inż. Jerzy Materna - dyrektor PKP PLK S.A. Centrum Diagnostyki w Warszawie 2 mgr inż. Roman Moszczyoski – naczelnik Działu diagnostyki Centrum Diagnostyki w Warszawie 3 prof. Rafał Radomski – Politechnika Gdaoska
Transcript of TRWAŁOŚCI EKSPLOATACYJNA ZREGENEROWANYCH … · która ma być napawana nie występują...
ІV OGÓLNOPOLSKA KONFERENCJA
NAUKOWO – TECHNICZNA
„SPAWALNICTWO DRÓG SZYNOWYCH
- JAKOŚĆ, NIEZAWODNOŚĆ,
BEZPIECZEŃSTWO”
TRWAŁOŚCI EKSPLOATACYJNA ZREGENEROWANYCH
SZYN I ROZJAZDÓW KOLEJOWYCH
Jerzy Materna1
Roman Moszczyński2
Rafał Radomski3
STRESZCZENIE: w artykule opisano korzyści ekonomiczno-techniczne wynikające z
zastosowania procesów regeneracji materiałów stalowych nawierzchni drogi kolejowej na
przykładzie elementów rozjazdów. Ponadto przedstawiono ocenę jakościową wykonywanych
regeneracji w ujecie statystycznym na przykładzie szyn.
1. WSTĘP
W procesie eksploatacji droga kolejowa ulega zużyciu „normalnemu” zdeterminowanego przede
wszystkim przez przeniesione brutto, oraz „przyspieszonego” będącego efektem usterek w
układzie torowym lub niewłaściwej eksploatacji (zły stan układów biegowych taboru,
przekroczone naciski na oś, gwałtowny rozruch, hamowanie, usterki stanu geometrycznego toru,
szyn, podkładów, przytwierdzeń etc). Ponadto istnieją w torze takie elementy nawierzchni
szynowej które w stosunku do elementów toru na prostym odcinku toru ulegają szybszemu
zużyciu. Do tej grupy można zaliczyć elementy rozjazdów – krzyżownice, iglice lub szyny w
łukach o małych promieniach gdzie zmiana układu torowego powoduje zwiększone
oddziaływania dynamiczne taboru na tor przyspieszając zużycie tych elementów.
Wszystkie te czynniki powodują nadmierne zużycie elementów stalowych nawierzchni,
powstawanie wybuksowań, wgnieceń lub spływów co następnie przyspiesza powstawanie i
rozwój usterek w układzie geometrycznym toru skracając w sposób znaczący okres eksploatacji
toru w warunkach nominalnych.
Likwidacja usterek w nawierzchni stalowej infrastruktury i przywrócenie parametrów
eksploatacyjnych linii możliwe jest do wykonania dwoma sposobami, wymiana zużytych
elementów lub regeneracja poprzez napawanie.
Doświadczenia pokazują że dzięki wdrożeniu regeneracji elementów stalowych nawierzchni
uzyskuje się kilkakrotne wydłużenie okresu eksploatacji bez konieczności wymiany jej
poszczególnych elementów przyczyniając się do znacznych oszczędności w utrzymaniu drogi
kolejowej.
1 mgr inż. Jerzy Materna - dyrektor PKP PLK S.A. Centrum Diagnostyki w Warszawie
2 mgr inż. Roman Moszczyoski – naczelnik Działu diagnostyki Centrum Diagnostyki w Warszawie
3 prof. Rafał Radomski – Politechnika Gdaoska
2. CHARAKTERYSTYKA EKSPLOATACYJNO-REGENERACYJNA ROZJAZDÓW
Elementy rozjazdu (krzyżownice i iglice) należą do najszybciej zużywających się elementów
nawierzchni kolejowej i z tego względu w drodze udoskonaleń technicznych (konstrukcyjnych,
materiałowych, technologicznych) dąży się do zwiększenia ich trwałości eksploatacyjnej.
Jednym ze sposobów wydłużania czasu pracy elementów nawierzchni kolejowej (szyn i
rozjazdów) jest ich regeneracja metodą napawania lub szlifowania.
Regenerację rozjazdów metodą napawania wykonuje się wg następującego ogólnego procesu
technologicznego:
określenie zakresu regeneracji na podstawie pomiarów geometrycznych i
przeprowadzonych badań nieniszczących metodami ultradźwiękowymi UT , oraz
metodami wizualnymi VT;
przygotowanie powierzchni do napawania przez szlifowanie mające na celu usunięcie
spływów, wżerów, miejscowych uszkodzeń itp.;
w trakcie szlifowania sprawdzenie metodami penetracyjnymi PT, czy na powierzchni,
która ma być napawana nie występują pęknięcia lub inne uszkodzenia;
podgrzanie wstępne powierzchni przeznaczonej do napawania do temperatury ok.
300÷400°C (w zależności od gatunku stali szynowej) za pomocą palników propanowo-
powietrznych;
napawania elementów odpowiednimi elektrodami lub drutem elektrodowym (spoiwo o
własnościach stali szynowej);
obróbka powierzchni napawanej metodą szlifowania;
kontrola geometryczna napawanych elementów – określenie rzeczywistych kształtów,
odbiór po regeneracji.
Prawidłowe przeprowadzenie procesu regeneracji jest warunkiem zwiększenia trwałości
eksploatacyjnej rozjazdów kolejowych, co w następstwie przyczynia się do znacznego obniżenia
kosztów eksploatacyjno-utrzymaniowych drogi kolejowej. Dla potwierdzenia tej tezy
przeprowadzono pomiary eksploatacyjne wybranych rozjazdów w okresie ponad cztero-letnim
w czasie którego przeprowadzono dwukrotne napawanie. Celem badań było:
1. Określenie rzeczywistych kształtów (dotychczasowej wielkości zużycia, wielkości
uszkodzenia) bezpośrednio przed procesami regeneracji;
2. Określenie rzeczywistych kształtów bezpośrednio po procesach regeneracji (stwierdzenie
zgodności uzyskanego w wyniku napawania lub szlifowania profilu z profilem nominalnym);
3. Określenie wielkości zużycia w różnych okresach eksploatacji;
4. Bezpośrednie obserwacje warstwy napawanej (tzn. stwierdzenie bądź nie: wyszczerbień,
wykruszeń, rozwarstwień, pęknięć, spływów, nadmiernych zużyć i innych uszkodzeń).
Przebieg badań przedstawiono poniżej na przykładzie jednego rozjazdu
1. Po okresie 32-miesięcznej eksploatacji (od chwili wbudowania), poddano rozjazd pierwszemu
procesowi regeneracji, bowiem wg uzyskanych informacji, wykazywał on znaczne zużycia
(iglica max. 8÷9 mm, dziób krzyżownicy max. 6,5÷7,5 mm oraz szyna skrzydłowa lewa max.
5÷6 mm).
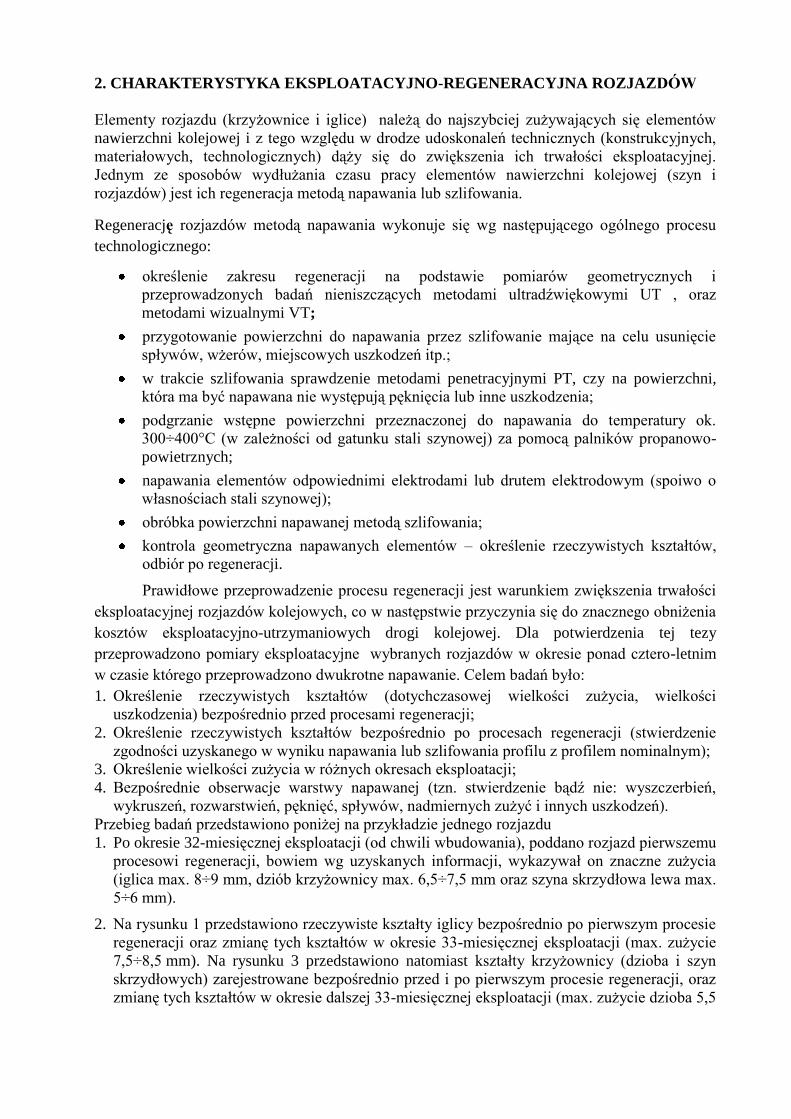
2. Na rysunku 1 przedstawiono rzeczywiste kształty iglicy bezpośrednio po pierwszym procesie
regeneracji oraz zmianę tych kształtów w okresie 33-miesięcznej eksploatacji (max. zużycie
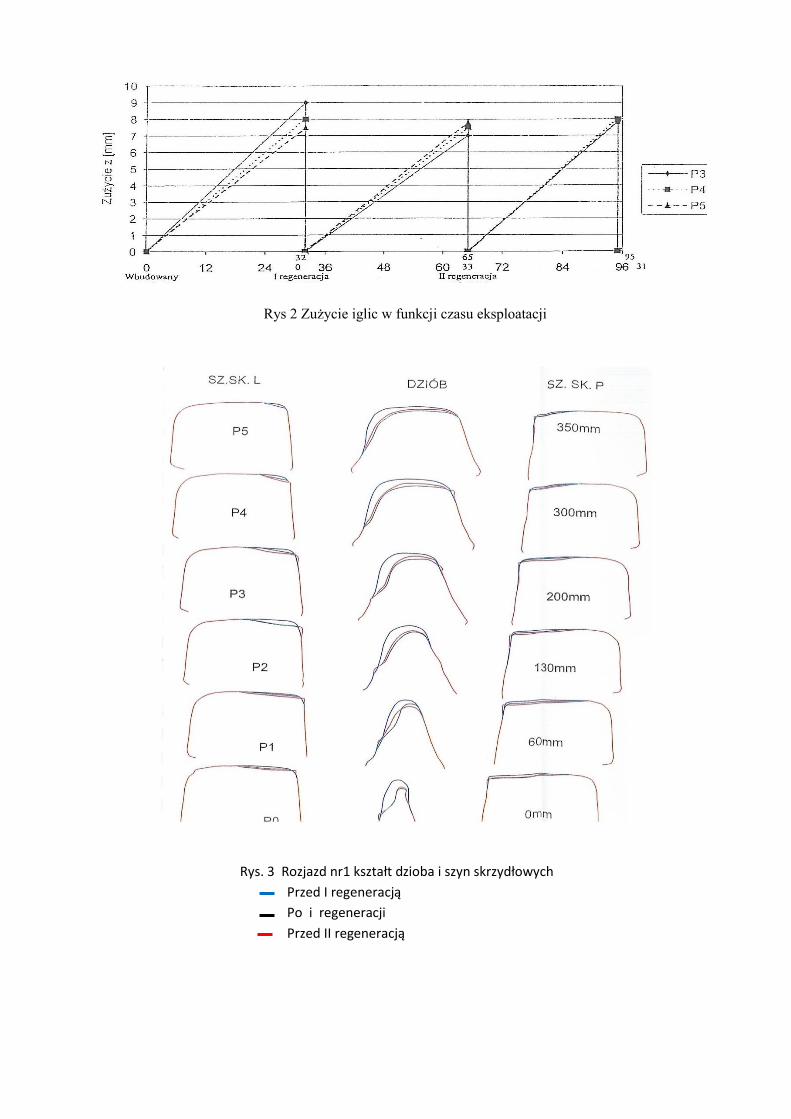
7,5÷8,5 mm). Na rysunku 3 przedstawiono natomiast kształty krzyżownicy (dzioba i szyn
skrzydłowych) zarejestrowane bezpośrednio przed i po pierwszym procesie regeneracji, oraz
zmianę tych kształtów w okresie dalszej 33-miesięcznej eksploatacji (max. zużycie dzioba 5,5
mm, max. zużycie szyny skrzydłowej lewej 2,5 mm oraz szyny skrzydłowej prawej 2,0 mm).
Uwzględniając zarejestrowane zużycia iglicy i krzyżownicy podjęto decyzję o powtórnej
regeneracji.
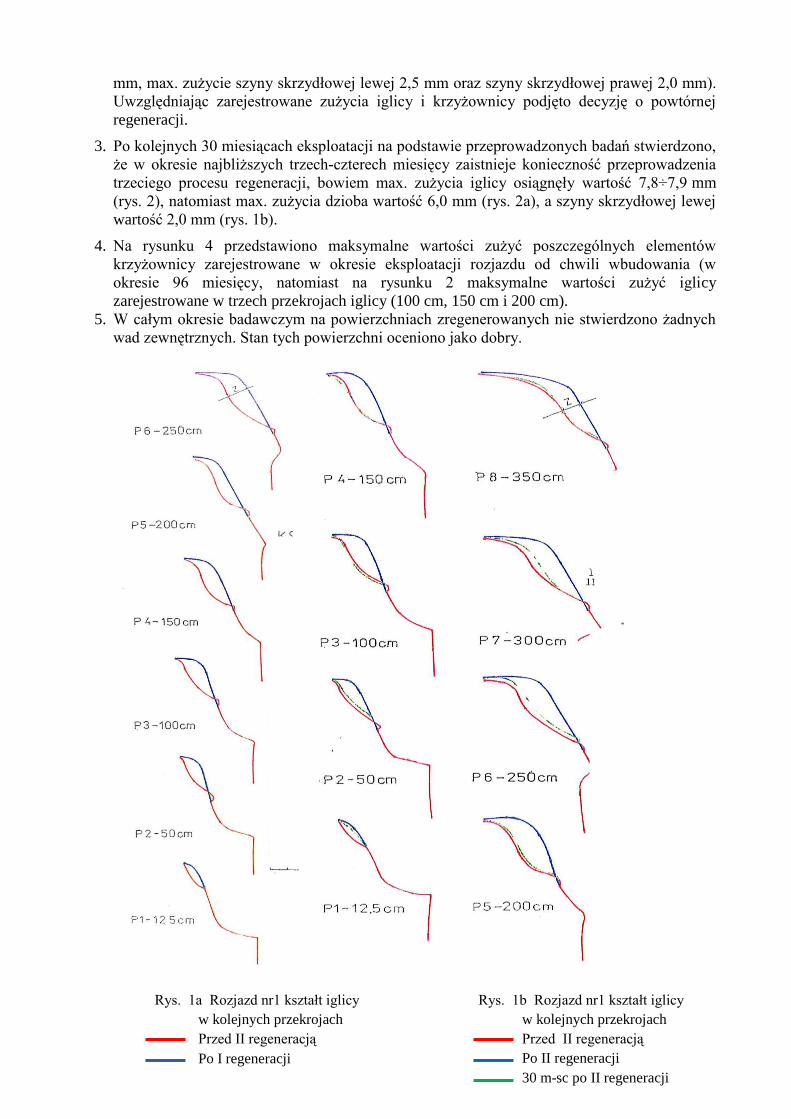
3. Po kolejnych 30 miesiącach eksploatacji na podstawie przeprowadzonych badań stwierdzono,
że w okresie najbliższych trzech-czterech miesięcy zaistnieje konieczność przeprowadzenia
trzeciego procesu regeneracji, bowiem max. zużycia iglicy osiągnęły wartość 7,8÷7,9 mm
(rys. 2), natomiast max. zużycia dzioba wartość 6,0 mm (rys. 2a), a szyny skrzydłowej lewej
wartość 2,0 mm (rys. 1b).
4. Na rysunku 4 przedstawiono maksymalne wartości zużyć poszczególnych elementów
krzyżownicy zarejestrowane w okresie eksploatacji rozjazdu od chwili wbudowania (w
okresie 96 miesięcy, natomiast na rysunku 2 maksymalne wartości zużyć iglicy
zarejestrowane w trzech przekrojach iglicy (100 cm, 150 cm i 200 cm).
5. W całym okresie badawczym na powierzchniach zregenerowanych nie stwierdzono żadnych
wad zewnętrznych. Stan tych powierzchni oceniono jako dobry.
Rys. 1b Rozjazd nr1 kształt iglicy
w kolejnych przekrojach
Przed II regeneracją
Po II regeneracji
30 m-sc po II regeneracji
Rys. 1a Rozjazd nr1 kształt iglicy
w kolejnych przekrojach
Przed II regeneracją
Po I regeneracji
Rys 2 Zużycie iglic w funkcji czasu eksploatacji
Rys. 3 Rozjazd nr1 kształt dzioba i szyn skrzydłowych
Przed I regeneracją
Po i regeneracji
Przed II regeneracją
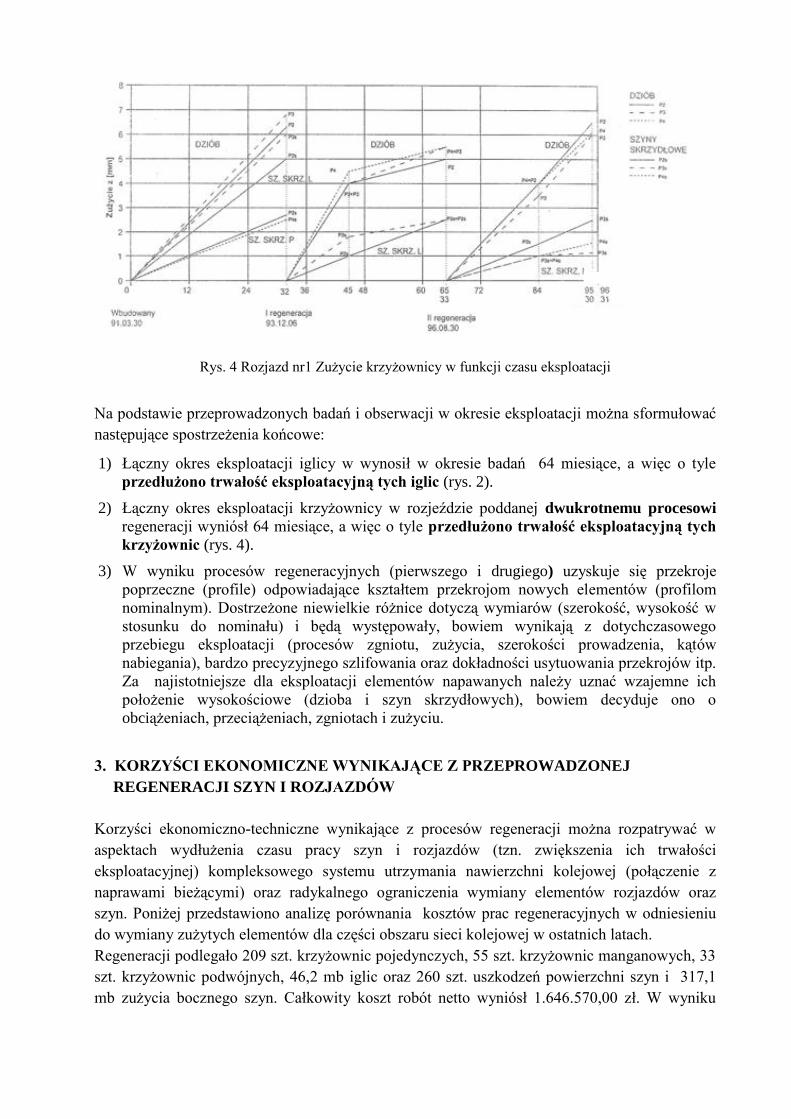
Rys. 4 Rozjazd nr1 Zużycie krzyżownicy w funkcji czasu eksploatacji
Na podstawie przeprowadzonych badań i obserwacji w okresie eksploatacji można sformułować
następujące spostrzeżenia końcowe:
1) Łączny okres eksploatacji iglicy w wynosił w okresie badań 64 miesiące, a więc o tyle
przedłużono trwałość eksploatacyjną tych iglic (rys. 2).
2) Łączny okres eksploatacji krzyżownicy w rozjeździe poddanej dwukrotnemu procesowi
regeneracji wyniósł 64 miesiące, a więc o tyle przedłużono trwałość eksploatacyjną tych
krzyżownic (rys. 4).
3) W wyniku procesów regeneracyjnych (pierwszego i drugiego) uzyskuje się przekroje
poprzeczne (profile) odpowiadające kształtem przekrojom nowych elementów (profilom
nominalnym). Dostrzeżone niewielkie różnice dotyczą wymiarów (szerokość, wysokość w
stosunku do nominału) i będą występowały, bowiem wynikają z dotychczasowego
przebiegu eksploatacji (procesów zgniotu, zużycia, szerokości prowadzenia, kątów
nabiegania), bardzo precyzyjnego szlifowania oraz dokładności usytuowania przekrojów itp.
Za najistotniejsze dla eksploatacji elementów napawanych należy uznać wzajemne ich
położenie wysokościowe (dzioba i szyn skrzydłowych), bowiem decyduje ono o
obciążeniach, przeciążeniach, zgniotach i zużyciu.
3. KORZYŚCI EKONOMICZNE WYNIKAJĄCE Z PRZEPROWADZONEJ
REGENERACJI SZYN I ROZJAZDÓW
Korzyści ekonomiczno-techniczne wynikające z procesów regeneracji można rozpatrywać w
aspektach wydłużenia czasu pracy szyn i rozjazdów (tzn. zwiększenia ich trwałości
eksploatacyjnej) kompleksowego systemu utrzymania nawierzchni kolejowej (połączenie z
naprawami bieżącymi) oraz radykalnego ograniczenia wymiany elementów rozjazdów oraz
szyn. Poniżej przedstawiono analizę porównania kosztów prac regeneracyjnych w odniesieniu
do wymiany zużytych elementów dla części obszaru sieci kolejowej w ostatnich latach.
Regeneracji podlegało 209 szt. krzyżownic pojedynczych, 55 szt. krzyżownic manganowych, 33
szt. krzyżownic podwójnych, 46,2 mb iglic oraz 260 szt. uszkodzeń powierzchni szyn i 317,1
mb zużycia bocznego szyn. Całkowity koszt robót netto wyniósł 1.646.570,00 zł. W wyniku
procesów regeneracji odtworzono prawidłowe kształty wszystkich elementów umożliwiając
prowadzenie pociągów z prędkościami rozkładowymi i ich pełne bezpieczeństwo.
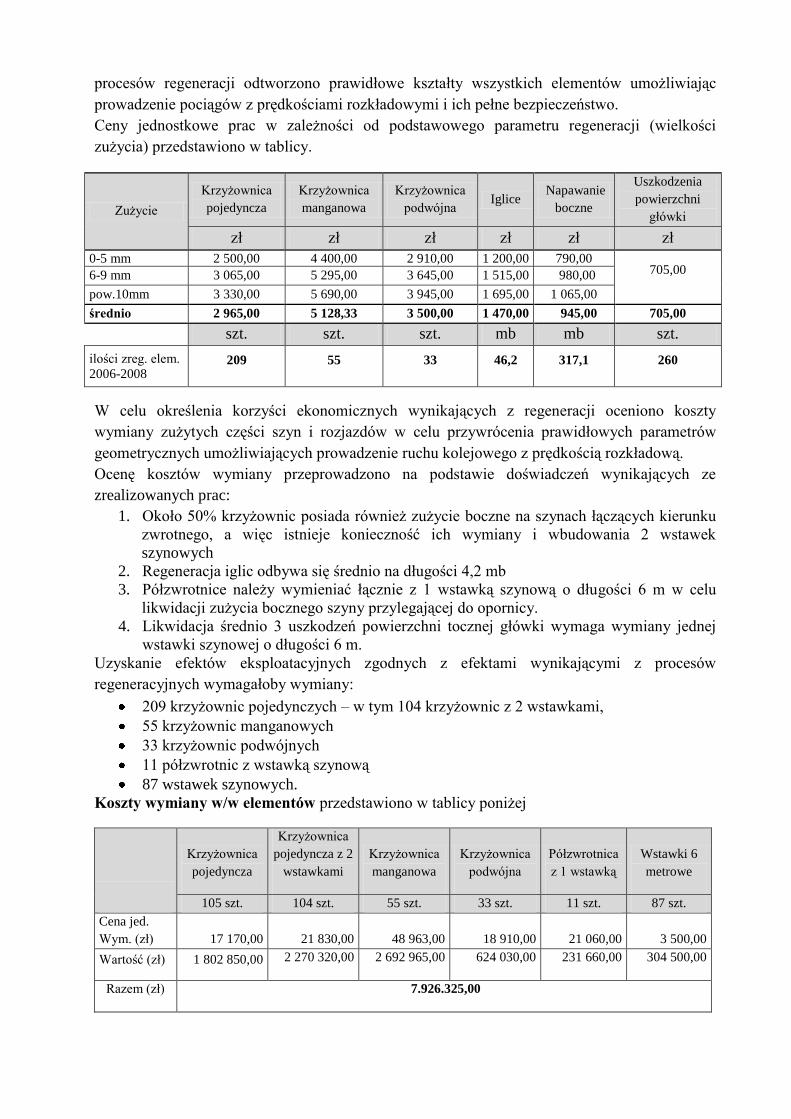
Ceny jednostkowe prac w zależności od podstawowego parametru regeneracji (wielkości
zużycia) przedstawiono w tablicy.
Zużycie
Krzyżownica
pojedyncza
Krzyżownica
manganowa
Krzyżownica
podwójna Iglice
Napawanie
boczne
Uszkodzenia
powierzchni
główki
zł zł zł zł zł zł
0-5 mm 2 500,00 4 400,00 2 910,00 1 200,00 790,00 705,00 6-9 mm 3 065,00 5 295,00 3 645,00 1 515,00 980,00
pow.10mm 3 330,00 5 690,00 3 945,00 1 695,00 1 065,00
średnio 2 965,00 5 128,33 3 500,00 1 470,00 945,00 705,00
szt. szt. szt. mb mb szt.
ilości zreg. elem.
2006-2008 209 55 33 46,2 317,1 260
W celu określenia korzyści ekonomicznych wynikających z regeneracji oceniono koszty
wymiany zużytych części szyn i rozjazdów w celu przywrócenia prawidłowych parametrów
geometrycznych umożliwiających prowadzenie ruchu kolejowego z prędkością rozkładową.
Ocenę kosztów wymiany przeprowadzono na podstawie doświadczeń wynikających ze
zrealizowanych prac:
1. Około 50% krzyżownic posiada również zużycie boczne na szynach łączących kierunku
zwrotnego, a więc istnieje konieczność ich wymiany i wbudowania 2 wstawek
szynowych
2. Regeneracja iglic odbywa się średnio na długości 4,2 mb
3. Półzwrotnice należy wymieniać łącznie z 1 wstawką szynową o długości 6 m w celu
likwidacji zużycia bocznego szyny przylegającej do opornicy.
4. Likwidacja średnio 3 uszkodzeń powierzchni tocznej główki wymaga wymiany jednej
wstawki szynowej o długości 6 m.
Uzyskanie efektów eksploatacyjnych zgodnych z efektami wynikającymi z procesów
regeneracyjnych wymagałoby wymiany:
209 krzyżownic pojedynczych – w tym 104 krzyżownic z 2 wstawkami,
55 krzyżownic manganowych
33 krzyżownic podwójnych
11 półzwrotnic z wstawką szynową
87 wstawek szynowych.
Koszty wymiany w/w elementów przedstawiono w tablicy poniżej
Krzyżownica
pojedyncza
Krzyżownica
pojedyncza z 2
wstawkami
Krzyżownica
manganowa
Krzyżownica
podwójna
Półzwrotnica
z 1 wstawką
Wstawki 6
metrowe
105 szt. 104 szt. 55 szt. 33 szt. 11 szt. 87 szt.
Cena jed.
Wym. (zł) 17 170,00 21 830,00 48 963,00 18 910,00 21 060,00 3 500,00
Wartość (zł) 1 802 850,00 2 270 320,00 2 692 965,00 624 030,00 231 660,00 304 500,00
Razem (zł) 7.926.325,00
Oszczędność regeneracji w stosunku do wymiany 6 279 755,00 zł
Wartość regeneracji jako % wartości wymiany 20,7%
Koszty wymiany części nawierzchni kolejowej zawierają:
Koszty robocizny – stawka roboczogodziny 18 zł/r-g,
Koszty materiałów – szyn, półzwrotnic i krzyżownic,
Koszty pracy sprzętu,
Koszty wykonania spawów termitowych.
Koszty wymiany nie zawierają kosztów zamknięć torów i rozjazdów.
Do oszacowania kosztów przyjęto ceny z 2008 roku.
Określenie korzyści ekonomicznych uzyskanych z przeprowadzonej regeneracji szyn i
rozjazdów możliwe jest również dla całej sieci PKP PLK S.A.
Całkowity koszt regeneracji wykonanych w trzyletnim cyklu umowy na sieci PKP PLK
SA w latach 2006-2008 wyniósł 26 mln zł.
Wartość regeneracji stanowi 20,7% wartości wymiany.
Wobec powyższego wartość wymiany osiągnęłaby 126 mln zł.
Rzeczywiste korzyści ekonomiczne to: 126 mln zł – 26 mln zł = 100 mln zł.
W wyniku procesu regeneracji, oprócz korzyści ekonomicznych, uzyskuje się dodatkowo
korzyści w postaci zwiększenia trwałości eksploatacyjnej regenerowanych elementów, a więc
znacznego wydłużenia czasu ich pracy (w ocenianych rozjazdach dwu- i trzykrotne wydłużenie).
Prowadzenie procesów regeneracji zamiast wymian elementów eliminuje konieczność zamknięć
torów i rozjazdów, a więc nie powoduje zakłóceń w ruchu pociągów.
4. OCENA JAKOŚCIOWA REGENERACJI PROWADZONYCH NA SZYNACH
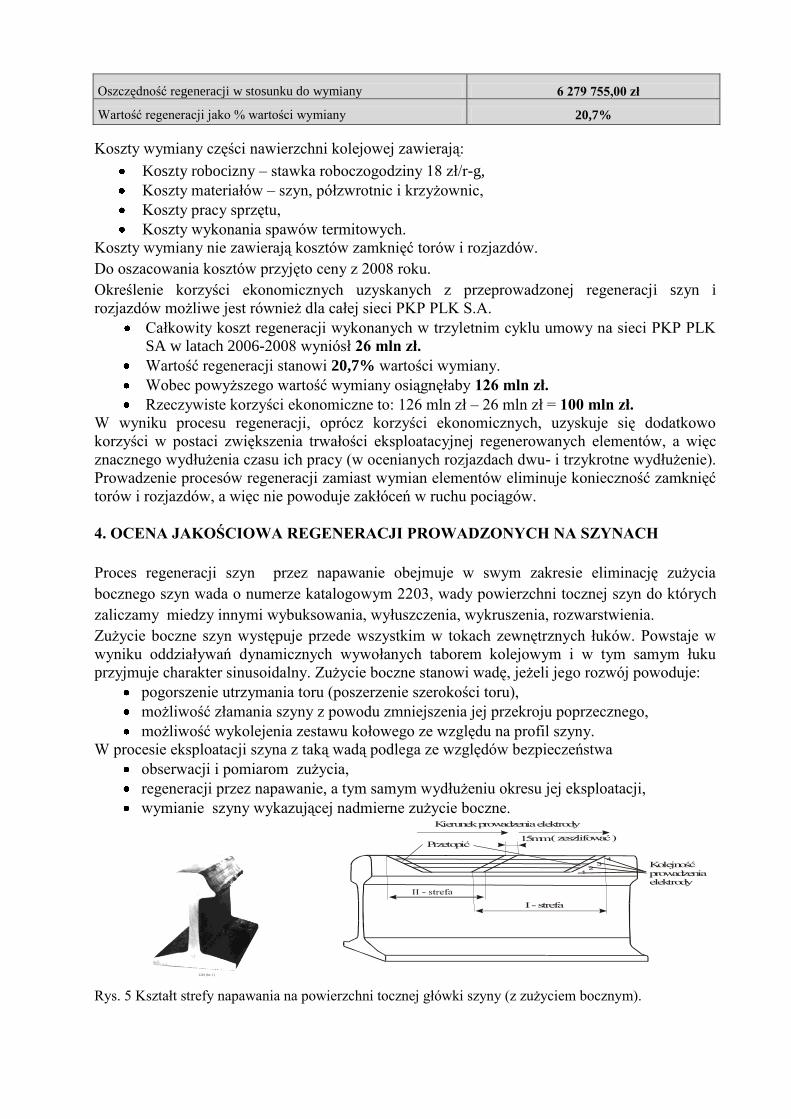
Proces regeneracji szyn przez napawanie obejmuje w swym zakresie eliminację zużycia
bocznego szyn wada o numerze katalogowym 2203, wady powierzchni tocznej szyn do których
zaliczamy miedzy innymi wybuksowania, wyłuszczenia, wykruszenia, rozwarstwienia.
Zużycie boczne szyn występuje przede wszystkim w tokach zewnętrznych łuków. Powstaje w
wyniku oddziaływań dynamicznych wywołanych taborem kolejowym i w tym samym łuku
przyjmuje charakter sinusoidalny. Zużycie boczne stanowi wadę, jeżeli jego rozwój powoduje:
pogorszenie utrzymania toru (poszerzenie szerokości toru),
możliwość złamania szyny z powodu zmniejszenia jej przekroju poprzecznego,
możliwość wykolejenia zestawu kołowego ze względu na profil szyny.
W procesie eksploatacji szyna z taką wadą podlega ze względów bezpieczeństwa
obserwacji i pomiarom zużycia,
regeneracji przez napawanie, a tym samym wydłużeniu okresu jej eksploatacji,
wymianie szyny wykazującej nadmierne zużycie boczne.
Rys. 5 Kształt strefy napawania na powierzchni tocznej główki szyny (z zużyciem bocznym).
2203 (fot. 1)
15mm ( zeszlifować )
1234
I - strefa
Przetopić
Kierunek prowadzenia elektrody
Kolejnośćprowadzeniaelektrody
Pozostałe wady powierzchni tocznej szyn których usuniecie może być zrealizowane poprzez
regeneracje wymagają zastosowania przed procesem regeneracji określenia głębokości zalegania
poprzez pomiary profilu i badania ultradźwiękowe, natomiast w trakcie procesu prowadzenia
badań metodami penetracyjnymi w celu stwierdzenia że w materiale rodzimym szyny nie
występują pęknięcia.
Obszar do napawania
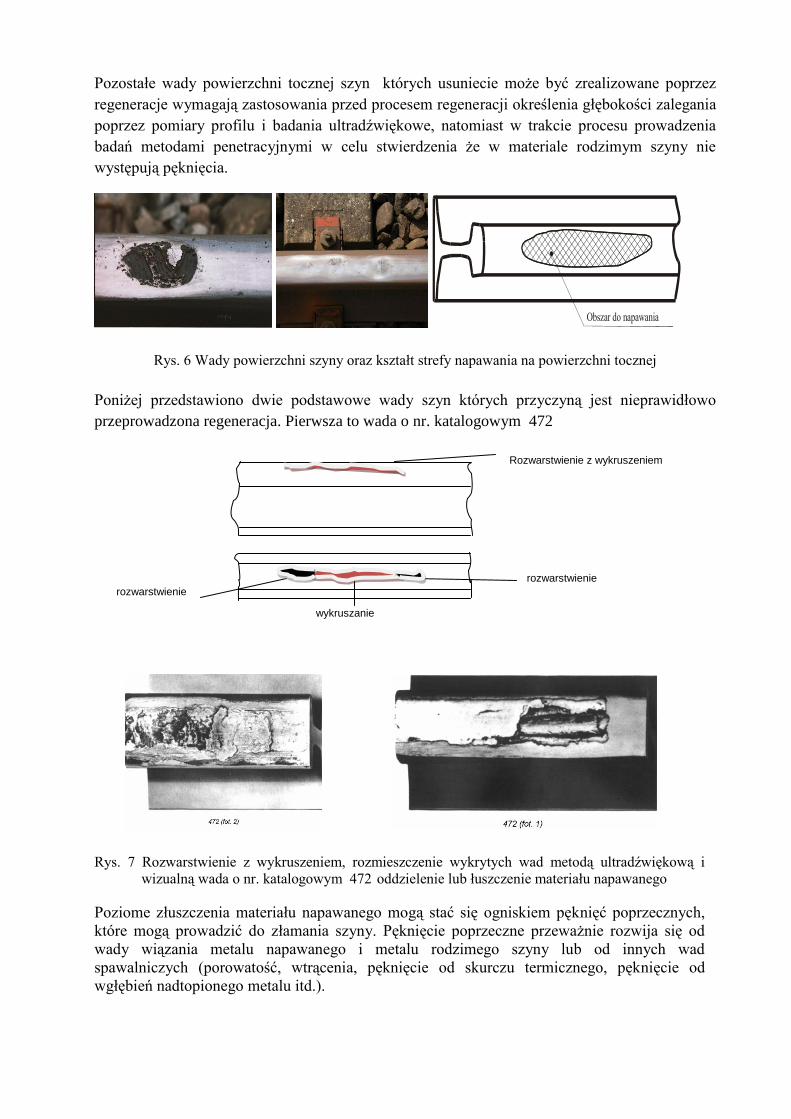
Rys. 6 Wady powierzchni szyny oraz kształt strefy napawania na powierzchni tocznej
Poniżej przedstawiono dwie podstawowe wady szyn których przyczyną jest nieprawidłowo
przeprowadzona regeneracja. Pierwsza to wada o nr. katalogowym 472
Rys. 7 Rozwarstwienie z wykruszeniem, rozmieszczenie wykrytych wad metodą ultradźwiękową i
wizualną wada o nr. katalogowym 472 oddzielenie lub łuszczenie materiału napawanego
Poziome złuszczenia materiału napawanego mogą stać się ogniskiem pęknięć poprzecznych,
które mogą prowadzić do złamania szyny. Pęknięcie poprzeczne przeważnie rozwija się od
wady wiązania metalu napawanego i metalu rodzimego szyny lub od innych wad
spawalniczych (porowatość, wtrącenia, pęknięcie od skurczu termicznego, pęknięcie od
wgłębień nadtopionego metalu itd.).
rozwarstwienie
rozwarstwienie
wykruszanie
Rozwarstwienie z wykruszeniem
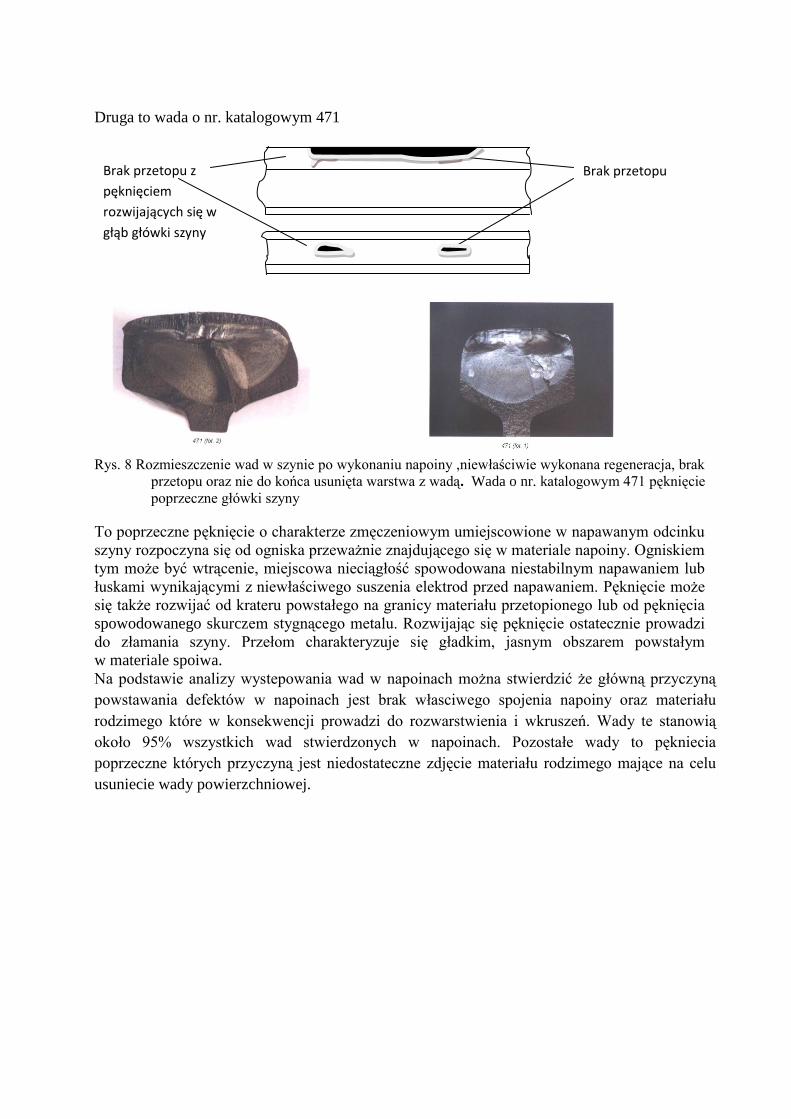
Druga to wada o nr. katalogowym 471
`
Rys. 8 Rozmieszczenie wad w szynie po wykonaniu napoiny ,niewłaściwie wykonana regeneracja, brak
przetopu oraz nie do końca usunięta warstwa z wadą. Wada o nr. katalogowym 471 pęknięcie
poprzeczne główki szyny
To poprzeczne pęknięcie o charakterze zmęczeniowym umiejscowione w napawanym odcinku
szyny rozpoczyna się od ogniska przeważnie znajdującego się w materiale napoiny. Ogniskiem
tym może być wtrącenie, miejscowa nieciągłość spowodowana niestabilnym napawaniem lub
łuskami wynikającymi z niewłaściwego suszenia elektrod przed napawaniem. Pęknięcie może
się także rozwijać od krateru powstałego na granicy materiału przetopionego lub od pęknięcia
spowodowanego skurczem stygnącego metalu. Rozwijając się pęknięcie ostatecznie prowadzi
do złamania szyny. Przełom charakteryzuje się gładkim, jasnym obszarem powstałym
w materiale spoiwa.
Na podstawie analizy wystepowania wad w napoinach można stwierdzić że główną przyczyną
powstawania defektów w napoinach jest brak własciwego spojenia napoiny oraz materiału
rodzimego które w konsekwencji prowadzi do rozwarstwienia i wkruszeń. Wady te stanowią
około 95% wszystkich wad stwierdzonych w napoinach. Pozostałe wady to pękniecia
poprzeczne których przyczyną jest niedostateczne zdjęcie materiału rodzimego mające na celu
usuniecie wady powierzchniowej.
Brak przetopu z
pęknięciem
rozwijających się w
głąb główki szyny
Brak przetopu
0,00
500,00
1000,00
1500,00
2000,00
2500,00
3000,00
3500,00
0 10 20
1. 471 Razem
2. 471 O,
3. 471 W,
4.raz
5. 472 O
6. 472 W
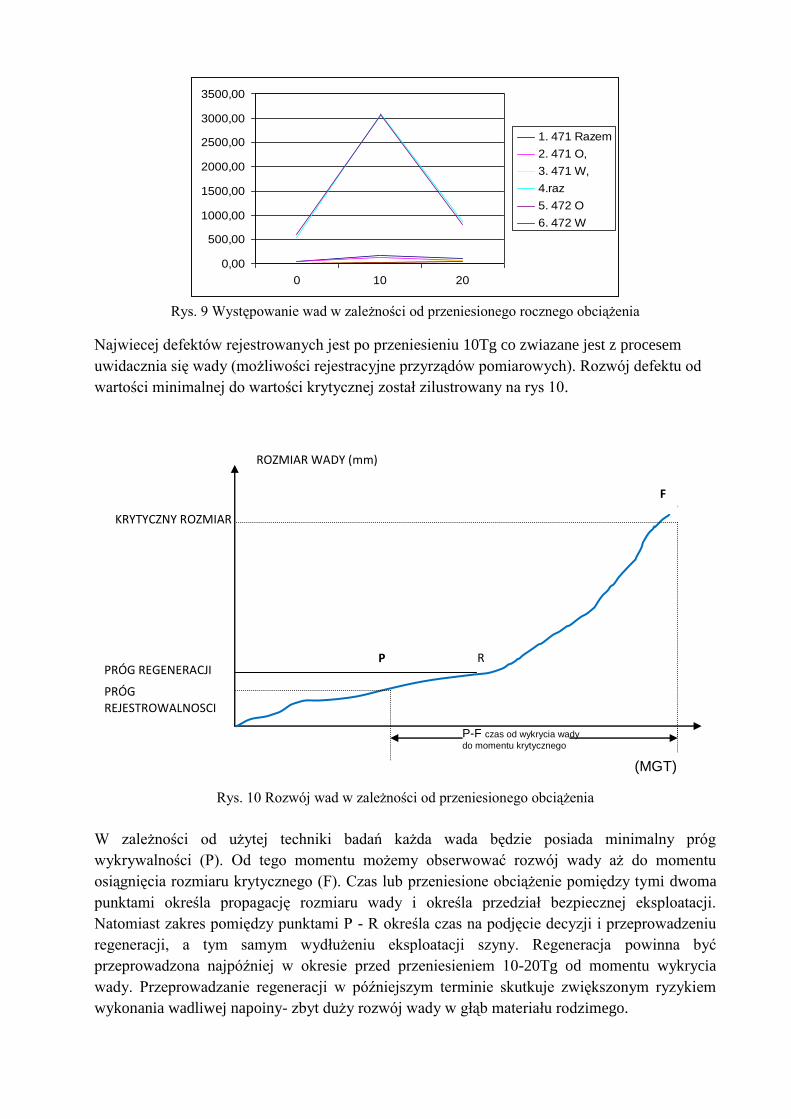
Rys. 9 Występowanie wad w zależności od przeniesionego rocznego obciążenia
Najwiecej defektów rejestrowanych jest po przeniesieniu 10Tg co zwiazane jest z procesem
uwidacznia się wady (możliwości rejestracyjne przyrządów pomiarowych). Rozwój defektu od
wartości minimalnej do wartości krytycznej został zilustrowany na rys 10.
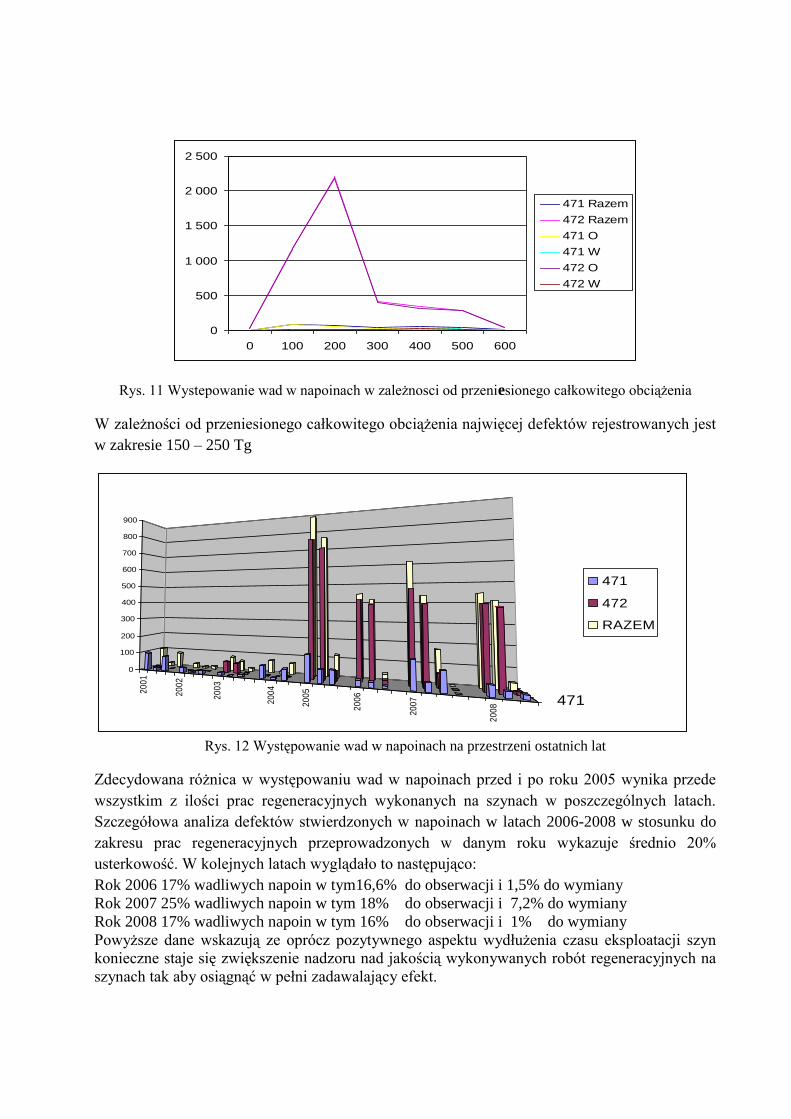
Rys. 10 Rozwój wad w zależności od przeniesionego obciążenia
W zależności od użytej techniki badań każda wada będzie posiada minimalny próg
wykrywalności (P). Od tego momentu możemy obserwować rozwój wady aż do momentu
osiągnięcia rozmiaru krytycznego (F). Czas lub przeniesione obciążenie pomiędzy tymi dwoma
punktami określa propagację rozmiaru wady i określa przedział bezpiecznej eksploatacji.
Natomiast zakres pomiędzy punktami P - R określa czas na podjęcie decyzji i przeprowadzeniu
regeneracji, a tym samym wydłużeniu eksploatacji szyny. Regeneracja powinna być
przeprowadzona najpóźniej w okresie przed przeniesieniem 10-20Tg od momentu wykrycia
wady. Przeprowadzanie regeneracji w późniejszym terminie skutkuje zwiększonym ryzykiem
wykonania wadliwej napoiny- zbyt duży rozwój wady w głąb materiału rodzimego.
PRÓG REJESTROWALNOSCI
KRYTYCZNY ROZMIAR
P-F czas od wykrycia wady
do momentu krytycznego
(MGT)
ROZMIAR WADY (mm)
P R
F
PRÓG REGENERACJI
0
500
1 000
1 500
2 000
2 500
0 100 200 300 400 500 600
471 Razem
472 Razem
471 O
471 W
472 O
472 W
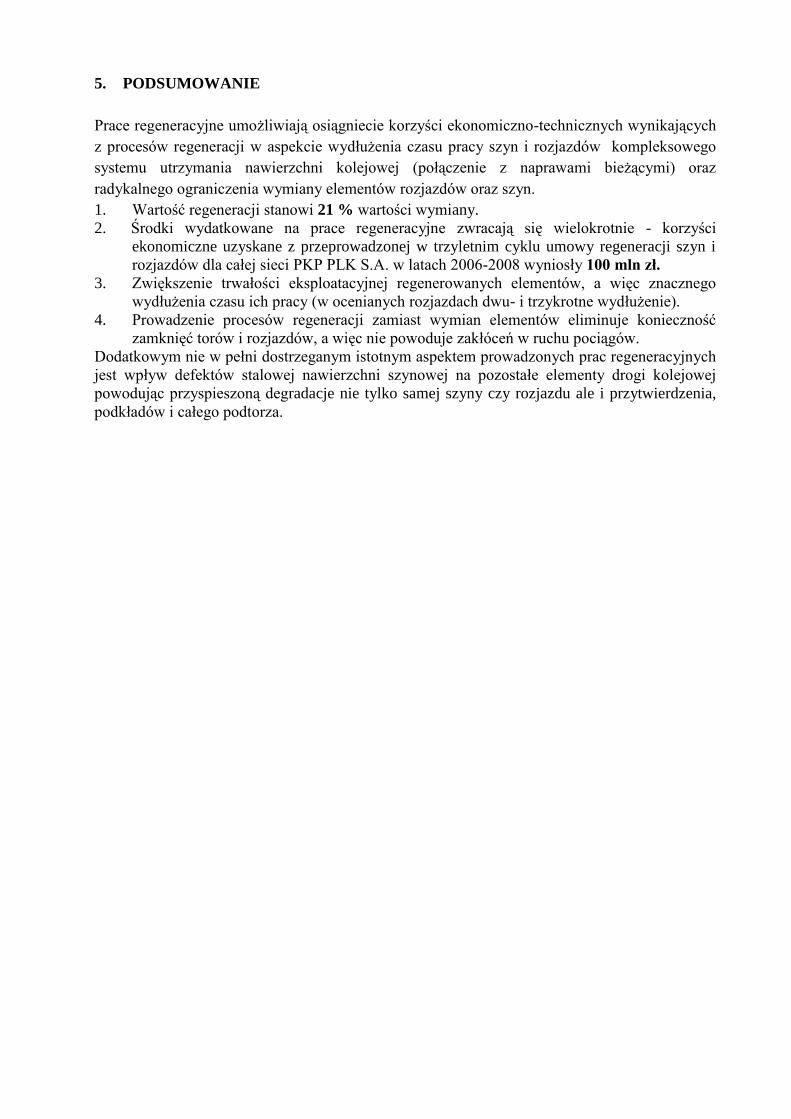
Rys. 11 Wystepowanie wad w napoinach w zależnosci od przeniesionego całkowitego obciążenia
W zależności od przeniesionego całkowitego obciążenia najwięcej defektów rejestrowanych jest
w zakresie 150 – 250 Tg
20
01
20
02
20
03
20
04
20
05
20
06
20
07
20
08 471
0
100
200
300
400
500
600
700
800
900
471
472
RAZEM
Rys. 12 Występowanie wad w napoinach na przestrzeni ostatnich lat
Zdecydowana różnica w występowaniu wad w napoinach przed i po roku 2005 wynika przede
wszystkim z ilości prac regeneracyjnych wykonanych na szynach w poszczególnych latach.
Szczegółowa analiza defektów stwierdzonych w napoinach w latach 2006-2008 w stosunku do
zakresu prac regeneracyjnych przeprowadzonych w danym roku wykazuje średnio 20%
usterkowość. W kolejnych latach wyglądało to następująco:
Rok 2006 17% wadliwych napoin w tym16,6% do obserwacji i 1,5% do wymiany
Rok 2007 25% wadliwych napoin w tym 18% do obserwacji i 7,2% do wymiany
Rok 2008 17% wadliwych napoin w tym 16% do obserwacji i 1% do wymiany
Powyższe dane wskazują ze oprócz pozytywnego aspektu wydłużenia czasu eksploatacji szyn
konieczne staje się zwiększenie nadzoru nad jakością wykonywanych robót regeneracyjnych na
szynach tak aby osiągnąć w pełni zadawalający efekt.
5. PODSUMOWANIE
Prace regeneracyjne umożliwiają osiągniecie korzyści ekonomiczno-technicznych wynikających
z procesów regeneracji w aspekcie wydłużenia czasu pracy szyn i rozjazdów kompleksowego
systemu utrzymania nawierzchni kolejowej (połączenie z naprawami bieżącymi) oraz
radykalnego ograniczenia wymiany elementów rozjazdów oraz szyn.
1. Wartość regeneracji stanowi 21 % wartości wymiany.
2. Środki wydatkowane na prace regeneracyjne zwracają się wielokrotnie - korzyści
ekonomiczne uzyskane z przeprowadzonej w trzyletnim cyklu umowy regeneracji szyn i
rozjazdów dla całej sieci PKP PLK S.A. w latach 2006-2008 wyniosły 100 mln zł.
3. Zwiększenie trwałości eksploatacyjnej regenerowanych elementów, a więc znacznego
wydłużenia czasu ich pracy (w ocenianych rozjazdach dwu- i trzykrotne wydłużenie).
4. Prowadzenie procesów regeneracji zamiast wymian elementów eliminuje konieczność
zamknięć torów i rozjazdów, a więc nie powoduje zakłóceń w ruchu pociągów.
Dodatkowym nie w pełni dostrzeganym istotnym aspektem prowadzonych prac regeneracyjnych
jest wpływ defektów stalowej nawierzchni szynowej na pozostałe elementy drogi kolejowej
powodując przyspieszoną degradacje nie tylko samej szyny czy rozjazdu ale i przytwierdzenia,
podkładów i całego podtorza.







![Wpływ sposobu napawania rur kotłowych na mikrostrukturę i ... text.pdf · Biuletyn Instytutu Spawalnictwa 5 (2010) 84÷87. [5] Blicharski M.: Inżynieria powierzchni. WNT, Warszawa](https://static.fdocuments.pl/doc/165x107/5c795a9609d3f2d2178c3b86/wplyw-sposobu-napawania-rur-kotlowych-na-mikrostrukture-i-textpdf-biuletyn.jpg)



