THERMAL DEGRADATION OF PLASTICS AND AW STE...
7
Click here to load reader
Transcript of THERMAL DEGRADATION OF PLASTICS AND AW STE...

Proceedings of ECOpole Vol. 2, No. 2 2008
Krzysztof SŁOWIŃSKI1 and Marek STELMACHOWSKI1
THERMAL DEGRADATION OF PLASTICS AND WASTE RUBBER IN THE MOLTEN METAL BED REACTOR
ROZKŁAD TERMICZNY TW ORZYW SZTUCZNYCH I ODPADÓW GUMOWYCH W REAKTORZE ZE STOPIONYM ZŁO śEM METALICZNYM
Summary: The results of the thermal degradation of polyethylene, polypropylene and waste rubber performed in a new type of tubular reactor with molten metal are presented. The melting and degradation process were carried out in one apparatus in the temperature 390÷420°C. The full time of the presented process is shorter than the time of catalytic or thermal degradation processes performed in classical batch or continuous flow reactors. The degradation of scrap rubber and plastics were carried out in the inside of the molten metal bed and on its surface. The problems encountered with: the disintegration of wastes, the heat transfer from the wall to the particles, cooking at the walls of the reactor, and mixing of the molten volume of wastes are significantly reduced. Gaseous (10÷20 mass %) and liquid (80÷90 mass %) products were obtained during the degradation of waste rubber and plastics. Both streams of products were analyzed by gas chromatography. The gaseous stream contained hydrocarbons from C2 to C8 and the liquid product consisted of hydrocarbons C4 to C24. The most of liquid hydrocarbons mixture was the fraction C4÷C10. The obtained liquid product may be used in petrochemical and refinery industry for fuel production.
Keywords: thermal decomposition, thermal degradation, waste plastics, molten metal bed reactor, scrap tires, waste rubber
Waste rubber and waste plastics generated worldwide exerts a detrimental influence on the world environment. The chemical resistance and sturdiness of plastics cause a long time of natural decomposition in the land. Low price of their production brings out low profitability of recycling. The largest amount of polymer wastes is put into landfills (65÷70%) or is incinerated (20÷25%) with no attempt of recycling [1]. Dumping and land filling of used tires are also the most popular methods of utilization but also the worst methods due to the fact that they may cause a fire hazard [2-6]. The influence of incineration on the environment has a lesser extent than dumping. Unfortunately this method has also significant drawback and limitation, it is expensive and often generates problems with unacceptable emissions [4, 5, 7]. Pyrolysis and catalytic or thermal cracking are known and environmentally accepted methods of plastics and tires utilization. They could significantly reduce their impact on the environment and be a cheap source of useful raw materials and energy [2, 3, 8-11]. The main disadvantage of thermal processes that should be overcome concern the heat transfer from the heating medium to the particle of the disintegrated rubber, because rubber has very low value of thermal conductivity. However, there are proposals of processes conducted in the molten metal bed in which these problems may be solved with success [12-14]. In case of waste plastics thermocatalytic decomposition the main disadvantage may be high costs of the process due to costs of not recycled catalysts. This costs could be reduced when the process will run in the tubular reactor with molten metal bed [15].
1 Faculty of Process and Environmental Engineering, Lodz University of Technology, ul. Wólczańska 213 90-924 Łódź, tel. 042 631 36 79, 042 631 37 21, email: [email protected], [email protected]

Krzysztof Słowiński and Marek Stelmachowski
386
Experimental procedures
Raw materials
In thermal degradation of polyolefins in the experiments polyethylene (HDPE) and polypropylene (PP) were used as a feedstock. The polymers were in the shape of pellets with a particle size of approximately 5 mm.
Disintegrated waste bicycle tires were the feedstock for the thermal decomposition of waste rubber. The size of the particles was about 5÷15 mm depending on the experiment.
The molten metal bed was created from 13 kilograms of alloy contained 60% mass of tin and 40% mass of lead.
Experimental set-up
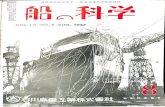
The degradation of plastics and rubber was carried out in a new type of a tubular reactor with molten metal called “the tube in the tube” with electric heating. The construction of the reactor differs from the known basin reactors that have been patented until now. It was built from two tubes of different diameters. The inner (input) tube was placed coaxially in the external (outflow) tube. A mobile piston was located inside the inner pipe for transporting wastes into molten metal. The hold-up time of decomposing material in volume of the liquid metal bed depends on the piston speed of shifting. The experimental, laboratory set-up is presented in Figure 1.
Fig. 1. The scheme of the experimental set-up 1 - tubular reactor with molten metal, 2 - loading port, 3 - injection piston, 4 - sampling port for gaseous phase, 5 - basic cooler of the liquid product, 6 - final cooler, 7 - thermostat, 8 - receivers of liquid product, 9, 10 - computer and system acquisition data, 11 - bubble flowmeter, T - thermocouples for gaseous phase and molten metal bed temperature measuring Rys. 1. Schemat instalacji eksperymentalnej

Thermal degradation of plastics and waste rubber in the molten metal bed reactor
387
Analytical procedures
Table 1 Gas chromatography analytical conditions
Tabela 1 Parametry gazowej analizy chromatograficznej
Liquid samples Gas samples Gas Chromatograph GC Autosystem XL Perkin - Elmer
Column
PE - Volatile N931-6393 L = 75 m
ID = 0.52 mm Film 2.55 µm
Supelco SPB-1 25349 L = 60 m
ID = 0.53 mm Film 5 µm
Detector FID FID Injector For capillary column; split 1:50
Temperature program 60°C, 3 min
20°C/min to 100°C 100°C, 5 min 40°C/min to 240° 240°C, 120 min
35°C, 5 min 23°C/min
150°C, 12 min 30°C/min to 210°C
210°C, 15 min Detector temperature 260°C 240°C Injector temperature 260°C 210°C
Gases Hel 2 cm3/min
Hydrogen 45 cm3/min Air 450 cm3/min
Hel 2 cm3/min Hydrogen 45 cm3/min
Air 450 cm3/min Syringe 10 mm3 100 mm3 Sample 5 mm3 50 mm3
Run description
All experiments were performed with no catalyst. Degradation of plastics was carried out in the inside of the molted alloy or on its surface. The process was very easy to control, particularly for PP decomposition, and stable in all runs. However, measuring gas flow rates in higher process temperature was difficult. The gas flow rate was measured by the bubble flowmeter. The liquid product was collected to the several (up to 30) receivers which enabled to calculate the liquid flow rate. The profile of distribution temperature, mass flow rate of the liquid product and volume flow rate of the gaseous products are very similar in all runs. In case of rubber thermal decomposition two runs called GUCM3 and GUCM4 consisted of four experiments each were performed. Bicycle tires were cut in to particles on size between 5 and 10 mm. The total stock was divided in four portions, in both runs. When the liquid metal obtained demanded temperature, the first small part of disintegrated rubber was input through loading port into the reactor and next transported into molten metal by the piston. The gaseous product was obtained in a few minutes after loading and in further few minutes the liquid product was collected to only one collector for each experiment (each decomposed portion of rubber). When the flow of product was decreased and stopped, the temperature of the molten metal bed was changed. When new conditions were achieved another part of rubber waste was loaded to reactor for next experiment.
Liquid product obtained from decomposition of polyolefins was collected to the several small receivers and the samples were analyzed by gas chromatography. The composition of samples was stable. Calculated average composition of liquid products from

Krzysztof Słowiński and Marek Stelmachowski
388
HDPE and PP decomposition is presented in Figure 2. In case of rubber degradation the runs GUCM3 and GUCM4 were very similar. The method of performing of the runs and the amount of the stock material were almost the same. Samples of liquid product were analyzed by gas chromatography. The composition of liquids obtained in all experiments in two runs was very similar. The average composition of liquid product obtained in GUCM4 run was calculated and is presented in Figure 2.
Fig. 2. Carbon number average liquid product distribution for HDPE, PP and rubber decomposition Rys. 2. Rozkład stęŜeń węglowodorów w produkcie ciekłym pochodzącym z termicznego rozkładu HDPE, PP
i gumy
The received products are generally the mixture of paraffins and olefins. The composition of liquid obtained from cracking of PE did not correspond to the composition of liquid obtained from cracking of PP. A molar fraction of the hydrocarbons obtained in the experiments with PE changed linearly with carbon number. The composition of liquid product obtained after the PP degradation is more random. The liquid products are fluids in ambient conditions, however in case of rubber decomposition black carbon is suspended in a liquid mixture. Therefore before further using in petrochemical industry to produce fuels, it has to be clarified.
The flow of the gaseous product obtained in all experiments was measured by bubble flowmeter and the sample of gases was taken and analyzed by gas chromatography. The composition of gaseous samples was similar to composition of liquid samples and is presented in Figure 3.

Thermal degradation of plastics and waste rubber in the molten metal bed reactor
389
Fig. 3. Carbon number average gaseous product distribution for HDPE, PP and rubber decomposition Rys. 3. Rozkład stęŜeń węglowodorów w produkcie gazowym pochodzącym z termicznego rozkładu HDPE, PP
i gumy
Thermal or catalytic cracking of polyolefins aimed at transforming the polymers into hydrocarbon products that may be used directly as fuels or as raw materials in petrochemical industry. Therefore, it is essential to represent the composition of liquid products in three different fractions: gasoline fraction (C4÷C10), diesel type fraction (C11÷C16) and light waxes fraction (C17÷C24). It is presented in Figure 4.
Fig. 4. The composition of the liquid product described by 3 fractions: gasoline, diesel type and light waxes Rys. 4. Skład produktu ciekłego opisanego za pomocą 3 frakcji: benzynowej, oleju napędowego i lekkich wosków

Krzysztof Słowiński and Marek Stelmachowski
390
In case of PE thermal degradation the fraction of light waxes is about 20 mole %, therefore the density of liquid samples is the highest as compared with PP and rubber liquid samples. This is the disadvantage for further usage of product in petrochemical industry. The products obtained from thermal decomposition of waste rubber in the molten metal contained above 80 mole % light fraction of hydrocarbons. It is the great advantage for further usage of the product in petrochemical industry.
Conclusions
Decomposition of waste plastics and waste rubber in the reactor with molten metal bed may be successfully performed. The method presents many advantages. The product obtained from the degradation of HDPE contained an organic liquid similar to diesel oil. The product obtained from degradation of PP was always fluid and similar to a mixture of gasoline and diesel. The process is very fast. The problems with heat transfer resistance between the particles of waste and heating medium is overcome. Therefore, the cocking processes are minimized. In case of rubber decomposition the liquid product contains mainly gasoline fraction of hydrocarbons. The hold-up time of waste in the reactor and the reaction time are shorter. Therefore the amount of the recombination reactions products is minimized and the fraction of aromatic hydrocarbons is very small. However, thermal cracking processes in the reactor with molten metal bed will be cost-effective when all of obtained products, not only hydrocarbons, but for example carbon black from decomposed waste rubber as well may be recycled and used for producing fuel and other useful semi-products.
References
[1] Rocznik Statystyczny, Ochrona Środowiska, Polska, 2006, Statistical Yearbook of Environment Protection, Poland, 2006.
[2] Galvagno S., Casu S., Casablanca T., Calabrese A. and Cornacchia G.: Pyrolysis for treatment of scrap tyres: preliminary experimental results. Waste Manage., 2002, 22(8), 917-923.
[3] Rodriguez del Marco I., Laresgoiti M.F., Cabrero M.A., Torres A., Chomon N.J. and Caballero B.: Pyrolysis of scrap tires. Fuel Process Technol., 2001, 72, 9-22.
[4] Stelmachowski M.: Termo-katalityczna degradacja polimerów (Thermo-catalytic degradation of polymers). Monografie, PAN Oddział w Łodzi, Komisja Ochrony Środowiska, Łódź 2003.
[5] Radziszewski P., Kalabińska M. and Piłat J.: Wykorzystanie miału gumowego ze zuŜytych opon samochodowych do modyfikacji asfaltów (Utilization of used tires to modify asphalts). Wastes Environ., 2001, 5, 22-29.
[6] Scrap Tire Recycling, A Summary of Prevalent Scrap Tire Recycling Methods. http://home.snafu.de/kurtr/str/en.html.
[7] Błędzki A.K.: Recykling materiałów polimerowych (Recycling of polymers). WNT, Warszawa 1997. [8] Matsunami J., Yoshida S., Yokota O., Nezuka M., Tsuji M. and Tamaura Y.: Gasification of waste tyre and
plastic (PET) by solar thermochemical process for solar energy utilization. Solar Energy, 1999, 65(1), 21-23.
[9] Krauze M. and Trzeszczyński J.: Analiza rozkładu termicznego polietylenu i polipropylenu (Analysis of thermal decomposition of polyethylene and polypropylene). Ekoplast, 2002, 21(22), 15-25.
[10] Czaja K.: Poliolefiny a środowisko (Polyolefins and Environment). Elastomers, 2002, 6(6), 15-21. [11] Sułkowski W., Ossowski J. and Makarucha B.: Bezkatalityczna termodestrukcja poliolefin (Thermal
destruction of polyolefins). Ekoplast, 1998, 14, 61-68. [12] Domingo J. and Cabanero D.: Process and device for regeneration of monomer from polymethyl
methacrylate. Spanish Patent 192909, 1949.

Thermal degradation of plastics and waste rubber in the molten metal bed reactor
391
[13] Mausre W.E., Donahue J.R., Larue G.W., Bonney L.H., Glanton G.W. and Harris W.L.: Method and Apparatus for Thermal Conversion of Organic Matter. US 342056 and European Patent Application 90401093.1, 1989.
[14] Stelmachowski M. and Tokarz Z.: Sposób ciągłego przetwarzania odpadów organicznych, zwłaszcza silnie zanieczyszczonych odpadów tworzyw sztucznych oraz zuŜytych opon samochodowych. Zgłoszenie patentowe, P358773, 2003.
[15] Newborough M., Highgate D. and Vaughan P.: Thermal depolymerization of scrap polymers. Appl. Thermal Eng., 2002, 22, 1875-1883.
ROZKŁAD TERMICZNY TW ORZYW SZTUCZNYCH I ODPADÓW GUMOWYCH W REAKTORZE ZE STOPIONYM ZŁO śEM METALICZNYM
Streszczenie: Zaprezentowano rezultaty rozkładu termicznego polietylenu, polipropylenu i odpadów gumowych pochodzących ze zuŜytych opon, przeprowadzonego w reaktorze rurowym wypełnionym ciekłym metalem. Proces topienia i rozkładu przeprowadzono w temperaturze 390÷420°C. Całkowity czas trwania procesu jest krótszy w porównaniu do rozkładu termicznego i katalitycznego przeprowadzonego w klasycznych reaktorach okresowych lub przepływowych. Dekompozycja rozdrobnionych zuŜytych opon i tworzyw sztucznych przebiegała wewnątrz stopionego złoŜa metalicznego oraz na jego powierzchni. Problemy związane z równomiernym doprowadzeniem strumienia ciepła od ścianek do cząstek rozkładanego materiału, koksowaniem w strefie przyściennej reaktora, mieszaniem stopionej objętości surowca zostały znacząco zmniejszone. W wyniku rozkładu otrzymano produkt gazowy (10÷20% mas.) oraz produkt ciekły (80÷90% mas.). Oba strumienie produktu poddano analizie chromatograficznej. Produkt gazowy zawierał węglowodory od C2 do C8. Produkt ciekły składał się z mieszaniny węglowodorów od C4 do C24. Największy udział w produkcie ciekłym miała frakcja C4÷C10. Otrzymany produkt ciekły nadaje się do wykorzystania w przemyśle petrochemicznym i rafineryjnym jako alternatywne źródło surowca do produkcji paliw.
Słowa kluczowe: rozkład termiczny, tworzywa sztuczne, odpady tworzyw sztucznych, reaktor ze stopionym złoŜem metalicznym, zuŜyte opony, odpady gumowe