Temat waa ˜˚ Technologia rozdmuchu folii jedno- i ... · 11-warstwowe. Technologia ta jest bardzo...
2
36 PlastNews 2’2017 Temat wydania FOLIE I OPAKOWANIA Z arówno w skali światowej, jak i w Polsce wśród tworzyw termoplastycznych PE wykazuje najwyższy wskaźnik produkcji i zużycia. Z uwagi na masowość stosowania folii PE, nie tylko ze względów ekonomicznych, ale także i ekologicznych, szczególnie istotne staje się dążenie do zmniejszenia zużycia tego mate- riału przez optymalizację jego własności, obni- żenie grubości folii. Tworzywa stosowane do produkcji folii metodą rozdmuchu Folie opakowaniowe są zwykle produko- wane z polietylenu o niskiej gęstości (LDPE) oraz liniowego polietylenu o małej gęstości (LLDPE), w tym metalocenu LLDPE (mLLDPE), jak również z polietylenu o wysokiej gęstości (HDPE). Surowce te można dostać na rynku w różnych parametrach, takich jak wskaźnik płynięcia MFI oraz gęstość. Przykładowe surowce do produkcji folii dostępne na rynku charakteryzują się parametrami, tj. – LDPE o MFI od 0,3-6,0 g/10 minut, i gęstości od 0,920 do 0,925 g/cm 3 , – LLDPE o MFI od 0,8-2,5 g/10 minut, i gęstości od 0,918 do 0,935 g/cm 3 , – mLLDPE o MFI od 0,1 to 0,8 g/10 minut, i gęstości od 0,949 do 0,960 g/cm 3 , – HDPE o MFI od 0,1 do 0,8 g / 10 minut, i gęstości od 0,949 i 0,960 g/cm 3 . Poza LDPE i HDPE do wytłaczania takich folii stosuje się również: polipropylen PP, poliamid PA, poli(alkohol winylowy) EVOH, poli(tere- ftalan etylenu) PET, poli(chlorek winylu) PCW, zwany również z angielskiego PVC. Na rynku polskim najchętniej wykorzystywane tworzywa w produkcji opakowań to LDPE, HDPE, PP oraz PET. Polimery nadające się do wytłaczania folii metodą rozdmuchu obejmują szeroki zakres wskaźników płynięcia (MFI) oraz gęstości i zwykle zawierają w swym składzie szereg dodatków wspomagających przetwórstwo folii oraz poprawiających właściwości produkowa- nych z ich użyciem folii. Zwykle producenci surowców oferują część surowców bazowych do wytłaczania folii bez tego typu dodatków, a część z nich zawiera np. stabilizatory anty- blokingowe, dodatki poślizgowe, dodatki antystatyczne. Właściwości ostatecznie wyprodukowanej folii będą zależały m.in. od wskaźnika płynięcia MFI oraz gęstości tworzywa sztucznego. Niskie MFI, jest pożądane, gdy ważna jest dobra udarność, jednak wytłaczania jest w tym wypadku trudniejsze. Zwiększenie gęstości tworzywa prowadzi do zwiększonej sztywności i daje wyższą wytrzymałość na rozciąganie, ale zmniejsza się wytrzymałość na rozdzieranie. Producenci tworzyw sztucznych stopniowo wprowadzają coraz to nowsze produkty, aby sprostać wymaganiom klientów i ułatwić im przetwórstwo. Wytłaczanie foli jednowarstwowych Podczas produkcji folii metodą wytłaczania z rozdmuchem polimery są zwykle transporto- wane do linii do wytłaczania folii przez system transportu próżniowego. System podawania zwykle składa się z szeregu lejów zasypo- wych do odbioru różnych rodzajów tworzyw i środków wspomagających przetwórstwo, jak np. barwniki, środki poślizgowe, środki anty- blokingowe, środki antystatyczne, kleje oraz system do mieszania wielu tworzyw. W technologii wytłaczania z rozdmuchiwa- niem wyróżnia się następujące etapy: dozo- Technologia rozdmuchu folii jedno- i wielowarstwowych Folie z tworzyw polimerowych mają różnorodne zastosowania. Największe ich ilości zużywa przemysł opakowaniowy do jednostkowego pakowania produktów, ale są one użytkowane również w budownictwie, elektrotechnice i innych dziedzinach gospodarki. Folie takie najczęściej wytwarza się metodą wytłaczania z rozdmuchiwaniem, natomiast w mniejszym zakresie - przy użyciu dyszy szczelinowej płaskiej i wówczas są one nazywane foliami płaskimi. dr Magdalena Laabs Rolbatch GmbH Rys. 1 Linia do rozdmuchu folii 5-warstwowej Źródło: Rolbatch GmbH Niemcy
Transcript of Temat waa ˜˚ Technologia rozdmuchu folii jedno- i ... · 11-warstwowe. Technologia ta jest bardzo...

36 PlastNews 2’2017
Temat wydania FOLIE I OPAKOWANIA
Zarówno w skali światowej, jak i w Polsce
wśród tworzyw termoplastycznych PE
wykazuje najwyższy wskaźnik produkcji
i zużycia. Z uwagi na masowość stosowania folii
PE, nie tylko ze względów ekonomicznych, ale
także i ekologicznych, szczególnie istotne staje
się dążenie do zmniejszenia zużycia tego mate-
riału przez optymalizację jego własności, obni-
żenie grubości folii.
Tworzywa stosowane do produkcji folii metodą rozdmuchu
Folie opakowaniowe są zwykle produko-
wane z polietylenu o niskiej gęstości (LDPE)
oraz liniowego polietylenu o małej gęstości
(LLDPE), w tym metalocenu LLDPE (mLLDPE),
jak również z polietylenu o wysokiej gęstości
(HDPE). Surowce te można dostać na rynku
w różnych parametrach, takich jak wskaźnik
płynięcia MFI oraz gęstość.
Przykładowe surowce do produkcji folii dostępne
na rynku charakteryzują się parametrami, tj.
– LDPE o MFI od 0,3-6,0 g/10 minut, i gęstości
od 0,920 do 0,925 g/cm3,
– LLDPE o MFI od 0,8-2,5 g/10 minut,
i gęstości od 0,918 do 0,935 g/cm3,
– mLLDPE o MFI od 0,1 to 0,8 g/10 minut,
i gęstości od 0,949 do 0,960 g/cm3,
– HDPE o MFI od 0,1 do 0,8 g / 10 minut,
i gęstości od 0,949 i 0,960 g/cm3.
Poza LDPE i HDPE do wytłaczania takich folii
stosuje się również: polipropylen PP, poliamid
PA, poli(alkohol winylowy) EVOH, poli(tere-
ftalan etylenu) PET, poli(chlorek winylu) PCW,
zwany również z angielskiego PVC. Na rynku
polskim najchętniej wykorzystywane tworzywa
w produkcji opakowań to LDPE, HDPE, PP
oraz PET.
Polimery nadające się do wytłaczania folii
metodą rozdmuchu obejmują szeroki zakres
wskaźników płynięcia (MFI) oraz gęstości
i zwykle zawierają w swym składzie szereg
dodatków wspomagających przetwórstwo folii
oraz poprawiających właściwości produkowa-
nych z ich użyciem folii. Zwykle producenci
surowców oferują część surowców bazowych
do wytłaczania folii bez tego typu dodatków,
a część z nich zawiera np. stabilizatory anty-
blokingowe, dodatki poślizgowe, dodatki
antystatyczne.
Właściwości ostatecznie wyprodukowanej
folii będą zależały m.in. od wskaźnika płynięcia
MFI oraz gęstości tworzywa sztucznego.
Niskie MFI, jest pożądane, gdy ważna jest
dobra udarność, jednak wytłaczania jest w tym
wypadku trudniejsze. Zwiększenie gęstości
tworzywa prowadzi do zwiększonej sztywności
i daje wyższą wytrzymałość na rozciąganie, ale
zmniejsza się wytrzymałość na rozdzieranie.
Producenci tworzyw sztucznych stopniowo
wprowadzają coraz to nowsze produkty, aby
sprostać wymaganiom klientów i ułatwić im
przetwórstwo.
Wytłaczanie foli jednowarstwowych
Podczas produkcji folii metodą wytłaczania
z rozdmuchem polimery są zwykle transporto-
wane do linii do wytłaczania folii przez system
transportu próżniowego. System podawania
zwykle składa się z szeregu lejów zasypo-
wych do odbioru różnych rodzajów tworzyw
i środków wspomagających przetwórstwo, jak
np. barwniki, środki poślizgowe, środki anty-
blokingowe, środki antystatyczne, kleje oraz
system do mieszania wielu tworzyw.
W technologii wytłaczania z rozdmuchiwa-
niem wyróżnia się następujące etapy: dozo-
Technologia rozdmuchu folii jedno- i wielowarstwowych
Folie z tworzyw polimerowych mają różnorodne zastosowania. Największe ich ilości zużywa przemysł opakowaniowy do jednostkowego pakowania produktów, ale są one użytkowane również w budownictwie, elektrotechnice i innych dziedzinach gospodarki. Folie takie najczęściej wytwarza się metodą wytłaczania z rozdmuchiwaniem, natomiast w mniejszym zakresie - przy użyciu dyszy szczelinowej płaskiej i wówczas są one nazywane foliami płaskimi.
dr Magdalena Laabs Rolbatch GmbH
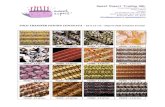
Rys. 1 Linia do rozdmuchu folii 5-warstwowej Źródło: Rolbatch GmbH Niemcy

37 PlastNews 2’2017
FOLIE I OPAKOWANIA Temat wydania
wanie tworzywa (lub tworzyw) oraz środków
wspomagających przetwórstwo, uplastycz-
nianie w wytłaczarce (lub w wytłaczarkach),
kształtowanie strumienia w głowicy do postaci
rękawa folii, schładzanie i jednoczesne formo-
wanie folii na drodze jej wyciągania i rozdmuchi-
wania do wymaganych wymiarów balonu folii,
spłaszczanie folii do postaci podwójnie złożonej
wstęgi, odbieranie spłaszczonej folii oraz jej
zwijanie.
W procesie wytłaczania, homogeniczny stop
polimeru dostarczany jest ze stałą prędkością
do jednej lub więcej wytłaczarek.
Wytłaczanie z rozdmuchiwaniem foli i
możliwe jest dzięki uformowanej w dyszy
głowicy rurze cienkościennej i jest podda-
wane jednocześnie chłodzeniu i dwuosiowej
orientacji. Orientacja strumieniowa jednostek
strukturalnych zachodzi podczas swobod-
nego wyciągania uplastycznionego tworzywa
z dyszy pierścieniowej głowicy i zależy od
iloczynu podłużnego gradientu prędkości
i czasu relaksacji. Iloczyn ten jest proporcjo-
nalny do lepkości tworzywa i uwarunkowany
przebiegiem zestalania.
Nowoczesne linie do wytłaczania folii zazwy-
czaj wyposażone są w systemy grawimetryczne
sterujące mieszaniem surowców i podawaniem
ich do wytłaczarek.
Produkcja folii wielowarstwowych polega
na wytłaczaniu folii w procesie rozdmuchu na
kilku wytłaczarkach, gdzie linia technologiczna
wyposażona jest w głowice np. 3-, 5-, 7-, 9-,
11-warstwowe. Technologia ta jest bardzo
mocno rozwijana.
Podstawową zaletą produkcji folii poliety-
lenowej w technologii współwytłaczania jest
wysoka wytrzymałość mechaniczna na roze-
rwanie i przebicie.
Dzięki zastosowaniu linii technologicznych do
produkcji folii 5-warstwowych udaje się obniżyć
grubość standardowej folii LDPE o ponad
połowę przy zachowaniu wysokiej wytrzyma-
łości mechanicznej.
Koextruzja (współwytłaczanie) folii wielowarstwowych
Poprzez współwytłaczanie wielu warstw folii
(koextruzję) można zwiększyć opcje dostępne
w projektowaniu folii. Wykorzystując różne
surowce dla różnych warstw folii można
uzyskać znaczne oszczędności z uwagi na to,
że droższe surowce lub dodatki do tworzyw
można dodać do wybranych warstw folii. Każda
z warstw folii może być zoptymalizowana w ten
sposób, aby pełnić różnorodne funkcje.
Przykładowo:
– warstwa zewnętrzna (powierzchniowa) może
zawierać metalocen, który doskonale nadaje
się do uszczelniania,
– kolejna warstwa, która nie ma za zadanie
uszczelniania może zawierać mieszankę
surowca o wyższej gęstości, która zapewni
sztywność, nie mając jednocześnie wpływu
na szczelność,
– różnego rodzaju dodatki do tworzyw
można dodawać np. do wybranej warstwy
zewnętrznej tam, gdzie jest to pożądane
np. dodatek antyblokingowy,
– zewnętrzna warstwa folii stretch może
zawierać dodatek kleju PIB i wówczas
tylko ta warstwa
będzie klejąca,
– nadawać można wysoki
połysk powierzchni folii,
– można produkować
folie wysoko barierowe
np. z dodatkiem EVOH
lub PA,
– można produkować folie
laminowane.
Zalety produkcji folii wielowarstwowych
Zastosowanie linii do wytłaczania folii
5-warstwowych umożliwia zredukowanie
grubości stosowanego materiału do około
40%. Jest to osiągalne dzięki stosowaniu wielu
rodzajów wysokiej jakości granulatów, które są
umieszczone we wszystkich pięciu warstwach
folii. Taka struktura daje dodatkowe możli-
wości, ponieważ pozwala na zastosowanie
bardzo cienkich warstw zewnętrznych, które
mają wpływ na obniżenie kosztów produkcji.
Produkcja folii 5-warstwowych w porównaniu
do folii 3-warstwowych daje nam:
– oszczędność (cieńsza folia oznacza większą
wydajność, więcej metrów bieżących z kilo-
grama),
– wysoką wytrzymałość (stosowanie wielu
rodzajów granulatów jednocześnie),
– wysoką przeźroczystość folii, optykę (nadając
pakowanym produktom estetyczny wygląd),
– wysoki współczynniki (ang. dart impact)
odporności na przebicie punktowe, dzięki
czemu folia jest bardziej odporna na uszko-
dzenia mechaniczne (przerwanie, dziura-
wienie),
– ochronę wszelkiego rodzaju ładunków przed
uszkodzeniem,
– możliwość znaczącego obniżenia kosztów
związanych ze zużyciem folii i opakowań
w procesie pakowania ze względu na możli-
wość zastosowania cieńszej folii,
– pozwala na zmniejszenie kosztów odpadów
ze względu na ich mniejszą wagę.
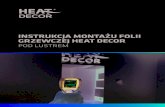
Rys. 2 Automatyczny pierścień powietrzny Źródło: Rolbatch GmbH Niemcy
Rys. 3 Linia do rozdmuchu folii water quench Źródło: Rolbatch GmbH Niemcy