TGT#12 - Używasz systemów kontroli wersji? No to Git. - Szymon Rękawek
Upload
dawid-wilczynskiCategory
view
271download
0
Wilczyński DawidMartin Sosna
Szeliga Daniel

Stale stopowe konstrukcyjne są stosowane w budownictwie przemysłowym i ogólnym oraz w budowie maszyn i urządzeń pracujących w zakresie temperatury od ok. 25°C do 300°C, w środowiskach o niewielkim działaniu korozyjnym.

• stal konstrukcyjna ogólnego przeznaczenia
• stal konstrukcyjna wyższej jakości• stal konstrukcyjna niskostopowa• stal do nawęglania• stal do azotowania• stal do ulepszania cieplnego• stal sprężynowa• stal automatowa• stal łożyskowa• stal transformatorowa
• stal konstrukcyjna ogólnego przeznaczenia
• stal konstrukcyjna wyższej jakości• stal konstrukcyjna niskostopowa• stal do nawęglania• stal do azotowania• stal do ulepszania cieplnego• stal sprężynowa• stal automatowa• stal łożyskowa• stal transformatorowa

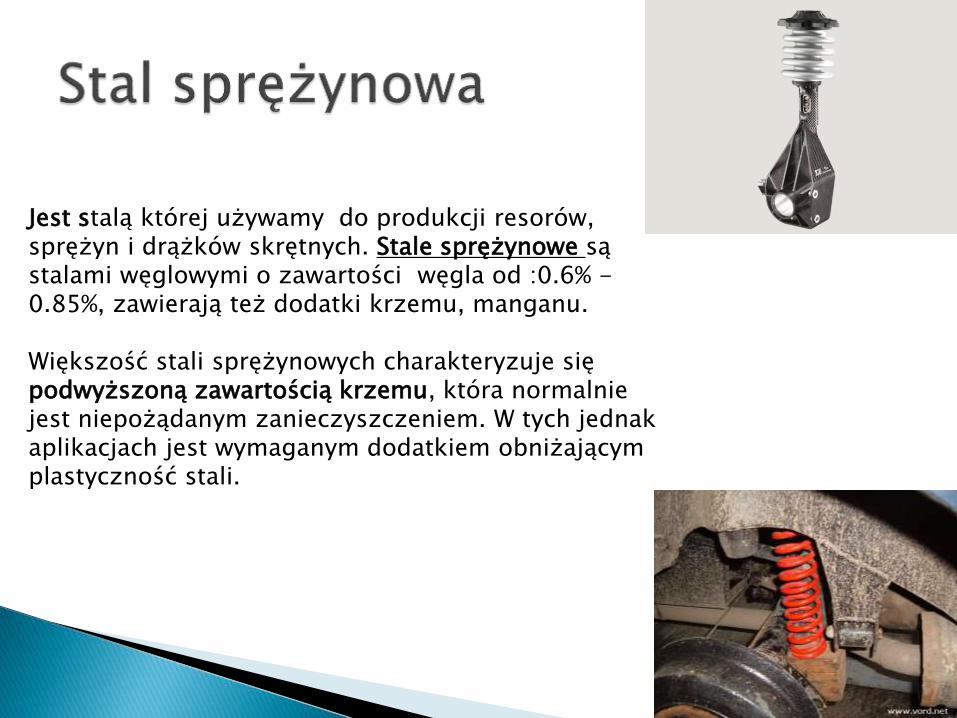
Jest stalą której używamy do produkcji resorów, sprężyn i drążków skrętnych. Stale sprężynowe są stalami węglowymi o zawartości węgla od :0.6% -0.85%, zawierają też dodatki krzemu, manganu.
Większość stali sprężynowych charakteryzuje się podwyższoną zawartością krzemu, która normalnie jest niepożądanym zanieczyszczeniem. W tych jednak aplikacjach jest wymaganym dodatkiem obniżającym plastyczność stali.
Materiały na sprężyny powinny zapewniać dużą wytrzymałość i wysoką granicę sprężystości oraz plastyczności. Na sprężyny stosuje się najczęściej stale wysokowęglowei stopowe, a także drut patentowany zwany też fortepianowym.

Naciskowe - ze zbliżającymi się zwojami pod działaniem osiowej siły ściskającej,Naciągowe - z oddalającymi się zwojami pod działaniem osiowej siły rozciągającej,Skrętowe - ze skręcanymi zwojami pod działaniem siły obwodowej
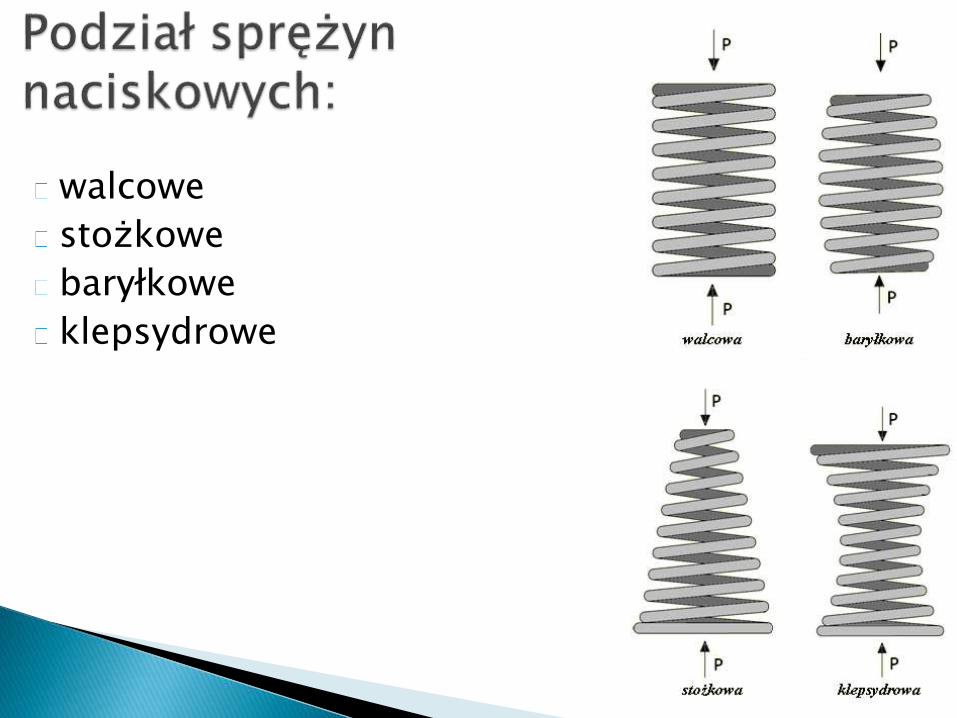
walcowe
stożkowe
baryłkowe
klepsydrowe
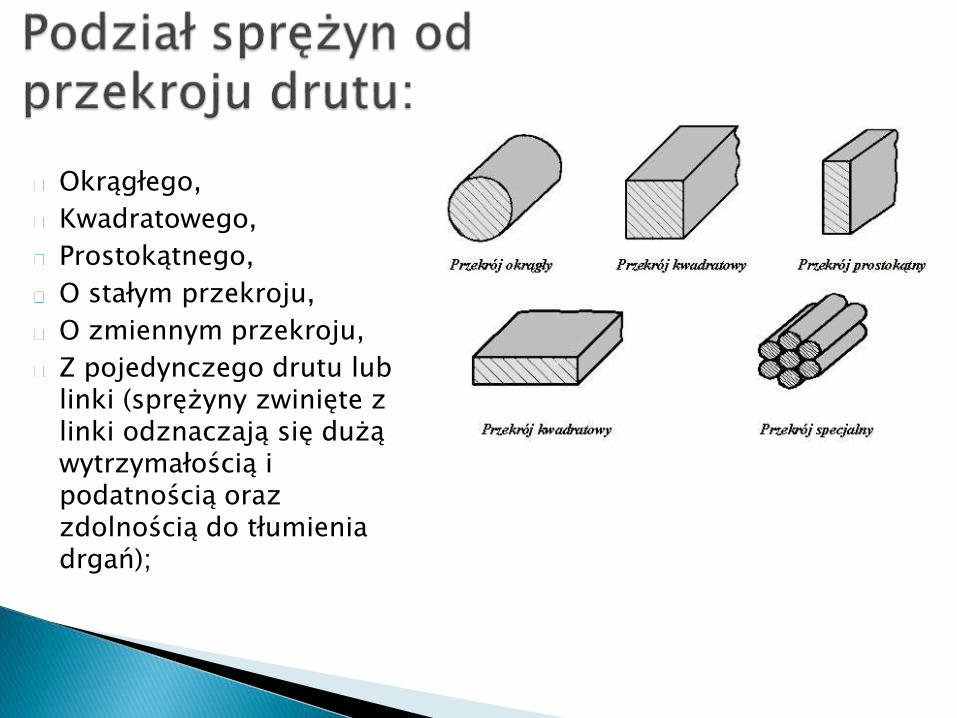
Okrągłego,
Kwadratowego,
Prostokątnego,
O stałym przekroju,
O zmiennym przekroju,
Z pojedynczego drutu lub linki (sprężyny zwinięte z linki odznaczają się dużą wytrzymałością i podatnością oraz zdolnością do tłumienia drgań);
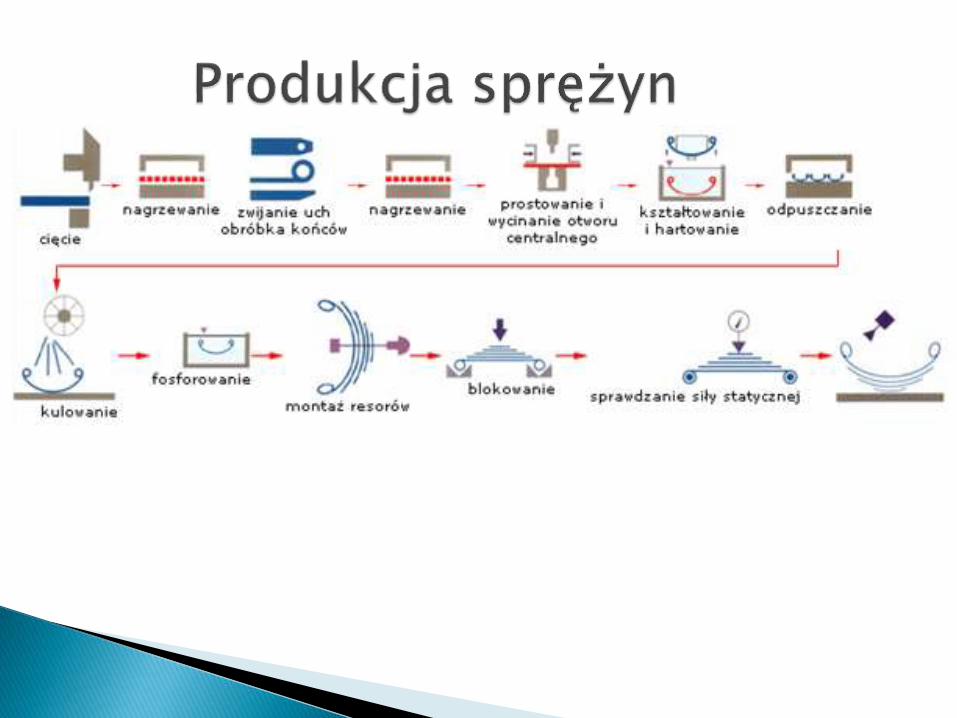
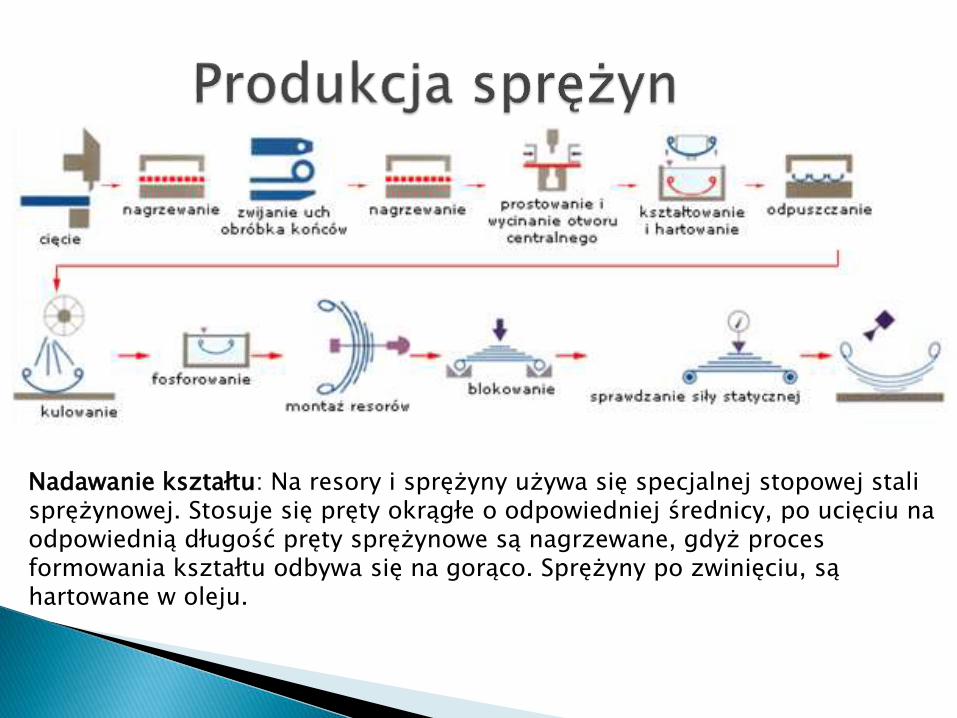
Nadawanie kształtu: Na resory i sprężyny używa się specjalnej stopowej stali sprężynowej. Stosuje się pręty okrągłe o odpowiedniej średnicy, po ucięciu na odpowiednią długość pręty sprężynowe są nagrzewane, gdyż proces formowania kształtu odbywa się na gorąco. Sprężyny po zwinięciu, są hartowane w oleju.
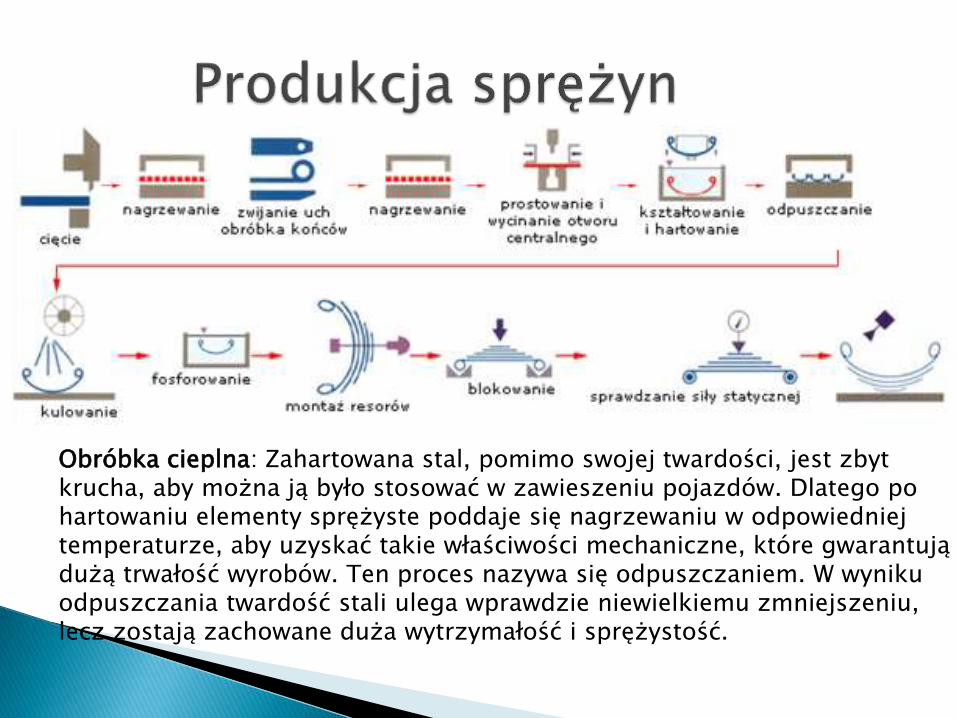
Obróbka cieplna: Zahartowana stal, pomimo swojej twardości, jest zbyt krucha, aby można ją było stosować w zawieszeniu pojazdów. Dlatego po hartowaniu elementy sprężyste poddaje się nagrzewaniu w odpowiedniej temperaturze, aby uzyskać takie właściwości mechaniczne, które gwarantują dużą trwałość wyrobów. Ten proces nazywa się odpuszczaniem. W wyniku odpuszczania twardość stali ulega wprawdzie niewielkiemu zmniejszeniu, lecz zostają zachowane duża wytrzymałość i sprężystość.
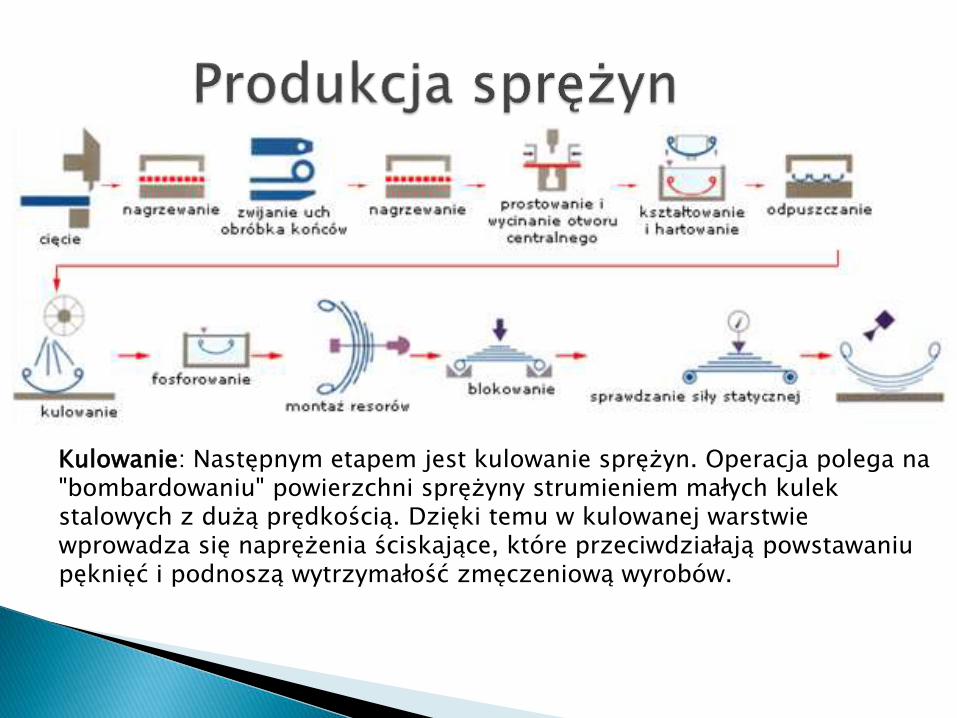
Kulowanie: Następnym etapem jest kulowanie sprężyn. Operacja polega na "bombardowaniu" powierzchni sprężyny strumieniem małych kulek stalowych z dużą prędkością. Dzięki temu w kulowanej warstwie wprowadza się naprężenia ściskające, które przeciwdziałają powstawaniu pęknięć i podnoszą wytrzymałość zmęczeniową wyrobów.
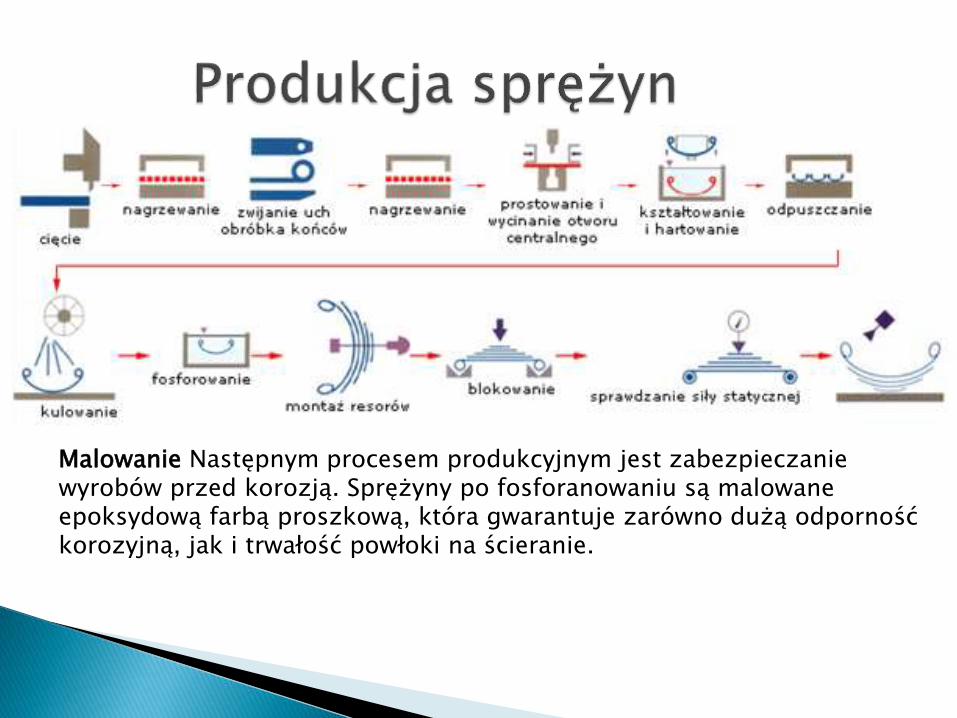
Malowanie Następnym procesem produkcyjnym jest zabezpieczanie wyrobów przed korozją. Sprężyny po fosforanowaniu są malowane epoksydową farbą proszkową, która gwarantuje zarówno dużą odporność korozyjną, jak i trwałość powłoki na ścieranie.
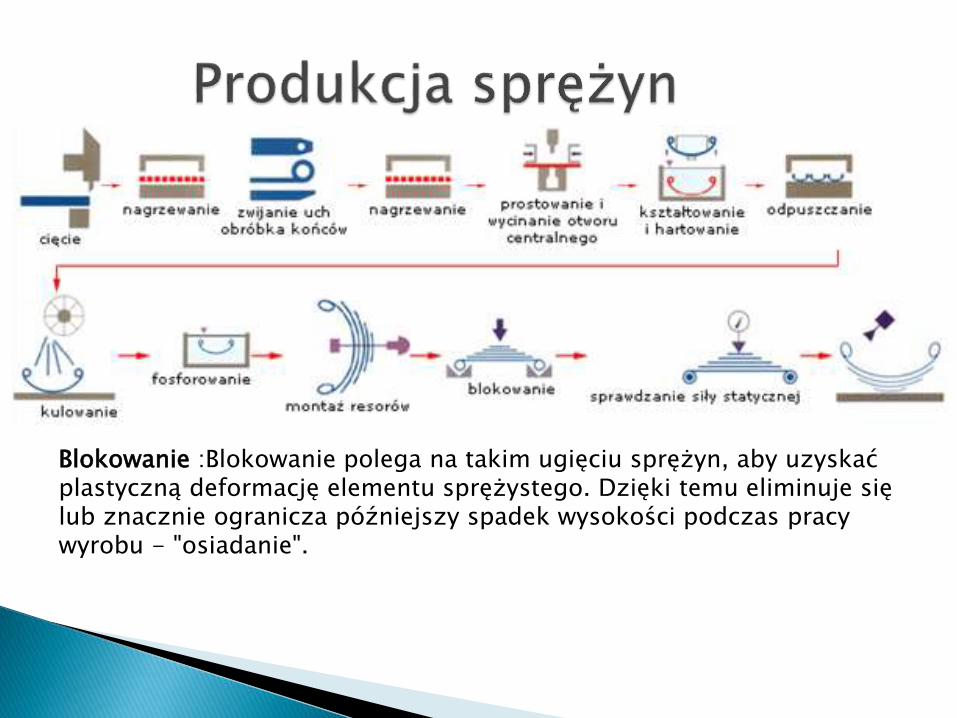
Blokowanie :Blokowanie polega na takim ugięciu sprężyn, aby uzyskać plastyczną deformację elementu sprężystego. Dzięki temu eliminuje się lub znacznie ogranicza późniejszy spadek wysokości podczas pracy wyrobu - "osiadanie".
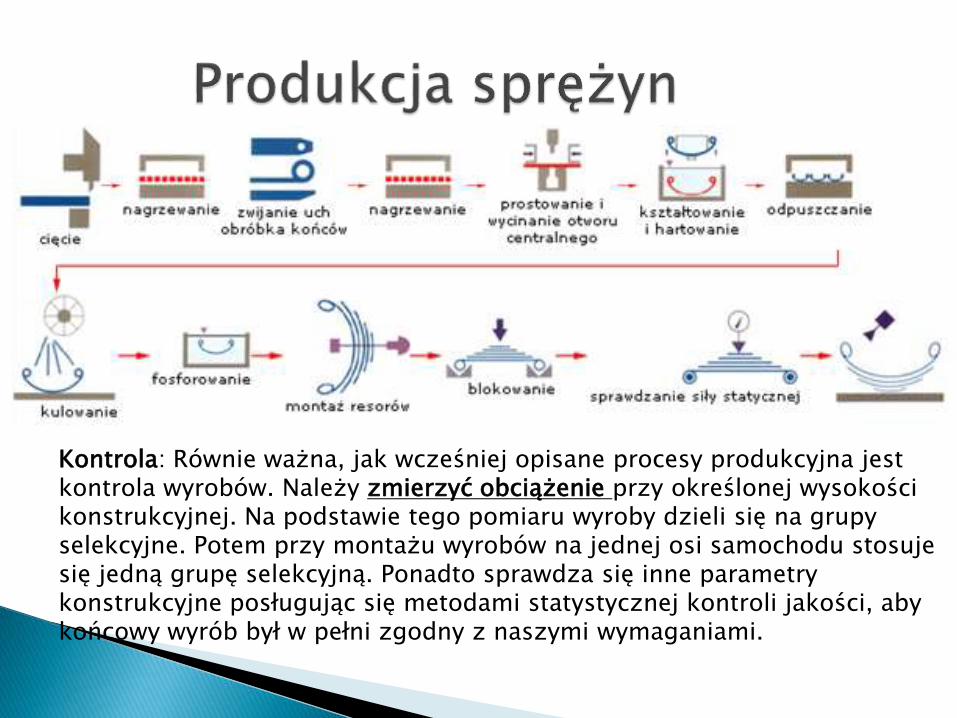
Kontrola: Równie ważna, jak wcześniej opisane procesy produkcyjna jest kontrola wyrobów. Należy zmierzyć obciążenie przy określonej wysokości konstrukcyjnej. Na podstawie tego pomiaru wyroby dzieli się na grupy selekcyjne. Potem przy montażu wyrobów na jednej osi samochodu stosuje się jedną grupę selekcyjną. Ponadto sprawdza się inne parametry konstrukcyjne posługując się metodami statystycznej kontroli jakości, aby końcowy wyrób był w pełni zgodny z naszymi wymaganiami.
50HS- Stal chromowo-krzemowa. Stosuje się na silnie obciążone sprężyny o wytrzymałości Rm do 1500 MPa, resory i sprężyny pojazdów mechanicznych.
50HF-Stal chromowo-wanadowa . Charakteryzuje się małą skłonnością do odwęglenia powierzchniowego i znaczną hartownością
65G-Stal manganowa. Stal używana do produkcji podkładek sprężynujących, sprężyn płaskich i zwojowych o małych przekrojach.
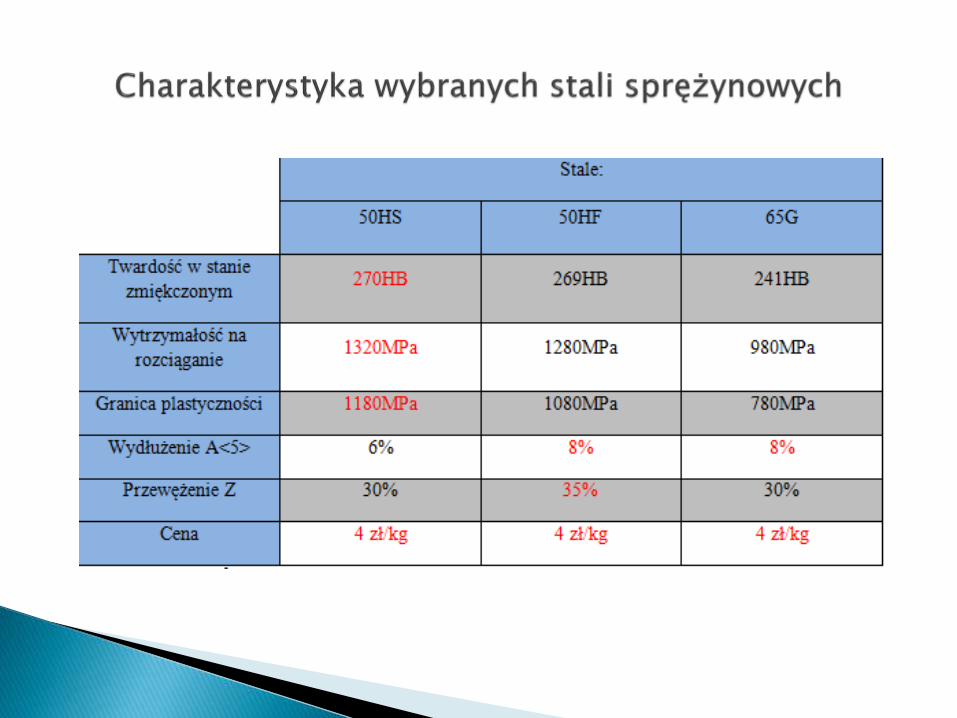
Stal 50HF w porównaniu z pozostałymi ma dużą wytrzymałość na rozciąganie i wysoką granicę plastyczności.
Właściwości te są bardzo zbliżone do stali 50HS ale ważniejsze jest wydłużenie gdzie przy nacisku na sprężynę pozwoli nam zgromadzić więcej energii.
Dla sprężyny cecha jest bardzo ważna, a ceny wszystkich wybranych stali są zbliżone dlatego wybór padł właśnie na stal 50HF.

W zależności od zastosowania sprężyny dobiera się odpowiedni materiał i proces produkcyjny.Nie każda wyprodukowana sprężyna ma te same własności, więc stosuje się bardzo dokładną selekcję.Ważnymi elementami przy doborze sprężyny prócz jej kształtu jest też kierunek działania siły na sprężynę, kierunek skrętu oraz rodzaj obciążenia jaki na nią działa