Spis treści - galwanotechnika.org.pl · Spis treści Informacje Sekretarza Generalnego ..... 2...
24
biuletyn galwanotechnika nr 21 (36) 2011 1 Szanowni Państwo! Obejmując obowiąz- ki Redaktora Naczelnego Biuletynu Galwanotechni- ka pragnę Państwu zapre- zentować kolejny 21 (36) zeszyt naszego czasopisma. W głównej części zeszyt zawiera artykuły refero- wane na XXI Seminarium Galwanotechnicznym, które odbyło się w Pieczyskach k/ Koronowa. Seminarium było poświęcone zagadnieniom związanym z możliwościami zastosowania po- włok galwanicznych w przemyśle lotniczym. Woj- skowe Zakłady Lotnicze z Bydgoszczy, które nas gościły drugiego dnia seminarium, przedstawiły na wstępie swoje obszary działania w zakresie galwanotechniki. Referaty wygłoszone na Semi- narium dotyczyły różnych technologii galwanicz- nych, którymi mógłby zainteresować się przemysł lotniczy. Dwa ostatnie referaty były poświęcone wymaganiom dla galwanotechniki związanym z rozporządzeniem REACH. Jak co roku, w końcowej części numeru przedstawiono streszczenia artykułów z zakresu galwanotechniki opublikowanych w czasopiśmie „Inżynieria Powierzchni” w 2010 roku. Mając nadzieję na spotkanie z Państwem na X Międzynarodowej Konferencji PTG życzę, aby członkowie PTG znaleźli na niej wartościowe i interesujące prezentacje i oferty oraz, żeby Ko- mitet Wykonawczy został zainspirowany potrze- bami członków PTG i ich wizją dalszego rozwoju Towarzystwa. Zachęcamy naszych Czytelników do aktyw- nej wszechstronnej współpracy z redakcją czaso- pisma, zwłaszcza w zakresie prezentowania no- wych opinii i poglądów. Polskie Towarzystwo Galwanotechniczne 01-796 Warszawa, ul. Duchnicka 3 tel. 22 560-28-20 Prezes PTG prof. dr hab. inż. Maria Trzaska Wydział Inżynierii Materiałowej Politechnika Warszawska 02-507 Warszawa, ul. Wołoska 141 Tel. 22 234 87 08, fax: 22 234 87 95 e-mail: [email protected] Sekretarz generalny PTG mgr inż. Anna Gajewska-Midziałek Instytut Mechaniki Precyzyjnej 01-796 Warszawa, ul. Duchnicka 3 tel. 22 560 26 20, fax: 22 663 43 32 e-mail: [email protected] Polskie Towarzystwo Galwanotechniczne LUKAS Bank S.A. nr 40 1940 1076 3025 1429 0000 0000 Redaktor Naczelny dr hab. inż. Benigna Szeptycka Instytut Mechaniki Precyzyjnej 01-796 Warszawa, ul. Duchnicka 3 tel. 22 560 28 85, fax: 22 663 43 32 e-mail: [email protected] Rada Programowa Jan Olszewski – przewodniczący Anna Dowgird Sławomir Safarzyński Andrzej Królikowski Opracowanie graficzne Maria T. Gurowska Oficyna Wydawnicza „Polski Jubiler” Skład i łamanie Nadia Iwaniec Druk: Sowa – Druk na życzenie www.sowadruk.pl, tel. 22 431-81-40 Publikacja dofinansowana przez Ministerstwo Nauki i Szkolnictwa Wyższego na podstawie decyzji nr 839/DWB/P/2010 Spis treści Informacje Sekretarza Generalnego ............. 2 Warstwy tlenkowe na aluminium i jego stopach wytwarzane metodą anodowego utleniania elektrochemicznego w plazmie .... 3 Krajowe rozwiązania dotyczące pasywacji powłok cynkowych funkcjonalne i zgodne z obowiązującymi przepisami ustawodawczymi i normalizacyjnymi ........... 6 Stopowe powłoki galwaniczne jako zamienniki chromu twardego ...................... 12 Zastosowanie technologii selektywnego nakładania powłok galwanicznych w regeneracji części maszyn ........................ 14 Modyfikacja powierzchni stopów glinu i magnezu zwiększająca odporność na korozję i zużycie przez tarcie.................. 16 Substancja w galwanotechnice a rejestracja w REACH ............................... 19 Substancje stosowane w galwanotechnice o właściwościach stwarzających duże obawy w kontekście rozporządzenia REACH .......................................................... 20 Streszczenia artykułów z zakresu galwano- techniki opublikowanych w czasopiśmie „Inżynieria Powierzchni” w 2010 roku ...... 24
Transcript of Spis treści - galwanotechnika.org.pl · Spis treści Informacje Sekretarza Generalnego ..... 2...

biuletyn galwanotechnika nr 21 (36) 2011 1
Szanowni Państwo!
Obejmując obowiąz-ki Redaktora Naczelnego Biuletynu Galwanotechni-ka pragnę Państwu zapre-zentować kolejny 21 (36) zeszyt naszego czasopisma.
W głównej części zeszyt zawiera artykuły refero-wane na XXI Seminarium Galwanotechnicznym, które odbyło się w Pieczyskach k/ Koronowa. Seminarium było poświęcone zagadnieniom związanym z możliwościami zastosowania po-włok galwanicznych w przemyśle lotniczym. Woj-skowe Zakłady Lotnicze z Bydgoszczy, które nas gościły drugiego dnia seminarium, przedstawiły na wstępie swoje obszary działania w zakresie galwanotechniki. Referaty wygłoszone na Semi-narium dotyczyły różnych technologii galwanicz-nych, którymi mógłby zainteresować się przemysł lotniczy. Dwa ostatnie referaty były poświęcone wymaganiom dla galwanotechniki związanym z rozporządzeniem REACH.
Jak co roku, w końcowej części numeru przedstawiono streszczenia artykułów z zakresu galwanotechniki opublikowanych w czasopiśmie „Inżynieria Powierzchni” w 2010 roku.
Mając nadzieję na spotkanie z Państwem na X Międzynarodowej Konferencji PTG życzę, aby członkowie PTG znaleźli na niej wartościowe i interesujące prezentacje i oferty oraz, żeby Ko-mitet Wykonawczy został zainspirowany potrze-bami członków PTG i ich wizją dalszego rozwoju Towarzystwa.
Zachęcamy naszych Czytelników do aktyw-nej wszechstronnej współpracy z redakcją czaso-pisma, zwłaszcza w zakresie prezentowania no-wych opinii i poglądów.
Polskie Towarzystwo Galwanotechniczne01-796 Warszawa, ul. Duchnicka 3tel. 22 560-28-20
Prezes PTG prof. dr hab. inż. Maria TrzaskaWydział Inżynierii MateriałowejPolitechnika Warszawska02-507 Warszawa, ul. Wołoska 141Tel. 22 234 87 08, fax: 22 234 87 95e-mail: [email protected]
Sekretarz generalny PTG mgr inż. Anna Gajewska-MidziałekInstytut Mechaniki Precyzyjnej01-796 Warszawa, ul. Duchnicka 3tel. 22 560 26 20, fax: 22 663 43 32e-mail: [email protected]
Polskie Towarzystwo GalwanotechniczneLUKAS Bank S.A. nr 40 1940 1076 3025 1429 0000 0000
Redaktor Naczelny dr hab. inż. Benigna SzeptyckaInstytut Mechaniki Precyzyjnej01-796 Warszawa, ul. Duchnicka 3tel. 22 560 28 85, fax: 22 663 43 32e-mail: [email protected]
Rada ProgramowaJan Olszewski – przewodniczącyAnna Dowgird Sławomir SafarzyńskiAndrzej Królikowski
Opracowanie grafi czne Maria T. GurowskaOfi cyna Wydawnicza „Polski Jubiler”
Skład i łamanie Nadia Iwaniec
Druk: Sowa – Druk na życzeniewww.sowadruk.pl, tel. 22 431-81-40
Publikacja dofi nansowana przez Ministerstwo Nauki i Szkolnictwa Wyższego na podstawie decyzji nr 839/DWB/P/2010
Spis treści
Informacje Sekretarza Generalnego ............. 2
Warstwy tlenkowe na aluminium i jego stopach wytwarzane metodą anodowego utleniania elektrochemicznego w plazmie .... 3
Krajowe rozwiązania dotyczące pasywacji powłok cynkowych funkcjonalne i zgodne z obowiązującymi przepisami ustawodawczymi i normalizacyjnymi ........... 6
Stopowe powłoki galwaniczne jako zamienniki chromu twardego ...................... 12
Zastosowanie technologii selektywnego nakładania powłok galwanicznych w regeneracji części maszyn ........................ 14
Modyfi kacja powierzchni stopów glinu i magnezu zwiększająca odporność na korozję i zużycie przez tarcie .................. 16
Substancja w galwanotechnice a rejestracja w REACH ............................... 19
Substancje stosowane w galwanotechnice o właściwościach stwarzających duże obawy w kontekście rozporządzenia REACH .......................................................... 20
Streszczenia artykułów z zakresu galwano-techniki opublikowanych w czasopiśmie „Inżynieria Powierzchni” w 2010 roku ...... 24
biuletyn galwanotechnika nr 21 (36) 20112
Co się dzieje w PTG?
Informacje Sekretarza GeneralnegoZofi a Buczko
W dniach 26-27.05.2011 r. nad Zalewem Koronow-skim w Domu Wypoczynkowym POLONEZ, w Pieczy-sku w okolicach Bydgoszczy odbyło się Seminarium Galwanotechniczne na temat: „Powłoki galwaniczne w przemyśle lotniczym” połączone ze zwiedzaniem Woj-skowych Zakładów Lotniczych.
Program Seminarium obejmował szereg interesują-cych referatów, skróty niektórych z nich są zamieszczone w niniejszym numerze Biuletynu : ● M. Kochanowska Prezentacja Wojskowych Zakła-
dów Lotniczych w Bydgoszczy● Maciej Pietraszek PP-EKO Sp. z o. o. „Wnioski
z eksploatacji oczyszczalni ścieków z galwanizerni, z zamkniętym obiegiem wody w technologii ROVA-PO. Uwagi odnośnie BHP pracy w galwanizerniach i oczyszczalniach ścieków z galwanizerni”
● P. Moszczyński, M. Trzaska „Warstwy tlenkowe na aluminium i jego stopach wytwarzane metodą anodo-wego utleniania elektrochemicznego w plaźmie”
● D. Lipińska, Z. Buczko, E. Osuchowska, W. Oku-rowski „Krajowe rozwiązania dotyczące pasywacji powłok cynkowych funkcjonalne i zgodne z obowią-zującymi przepisami ustawodawczymi i normaliza-cyjnymi”
● A. Przywóski, K. Rymer „Stopowe powłoki galwa-niczne jako zamienniki chromu twardego”
● A. Przywóski, R. Czerwiński, J. Sucharkiewicz „Za-stosowanie technologii selektywnego nakładania po-włok galwanicznych w regeneracji części maszyn”
● B. Szeptycka „Modyfi kacja powierzchni stopów gli-nu i magnezu zwiększająca odporność na korozję i zużycie przez tarcie”
● T. Matusewicz, Ł. Howaniec Matusewicz Budowa Maszyn S.J „Wybór linii galwanizerskiej – ręczna czy automatyczna?”
● E. Rubel „Powłoki i półprodukty do obróbki po-wierzchniowej w świetle rozporządzenia REACH”
● K. Szmigielska „Substancje stosowane w galwano-technice o właściwościach stwarzających duże oba-wy w kontekście rozporządzenia REACH”.W godzinach popołudniowych pierwszego dnia spot-
kania odbyło się również Zgromadzenie Ogólne PTG. W trakcie zebrania dyskutowano nad sprawozdaniami z dotychczasowej działalności oraz nad programem dzia-łania PTG na lata 2011–2012. Ogólnie, kontynuowana będzie dotychczasowa praca edukacyjna w formie kur-sów, także działalność konferencyjno – seminaryjna oraz informacyjna w postaci Biuletynu. Zastanawiano się nad różnymi sposobami aktywizacji środowiska, które nie-zbyt licznie uczestniczy w spotkaniach PTG.
Zgromadzenie Ogólne PTG połączone było z wybo-rami do Komitetu Wykonawczego.
Koleżanki i Koledzy,
W tym numerze witamy jako Redaktora Naczelnego naszego Biuletynu PTG Panią dr hab. Benignę Szeptycką. Życzymy Pani Doktor powodzenia i satysfakcji z tej pracy i zapewniamy jednocześnie o na-szym wsparciu.
Od 2007 roku Redaktorem kolejnych edycji Biuletynu była Pani Profesor Maria Trzaska. Serdecz-nie dziękujemy Pani Profesor nie tylko za samo prowadzenie Biuletynu, ale także za poważny wkład w łączność PTG z ośrodkami akademickimi i prezentację wyników własnych badań oraz osiągnięć współ-pracowników i wychowanków w Biuletynie i na konferencjach PTG. Dziękujemy również za kształcenie w naszej dziedzinie dyplomantów i doktorantów. Szereg prac magisterskich i doktorskich prowadzonych przez Panią Profesor na Wydziale Inżynierii Materiałowej Politechniki Warszawskiej wyróżniono na-grodą imienia prof. T. Żaka.
Sądzimy, że po objęciu w maju 2011 roku funkcji Prezesa PTG, Pani Profesor będzie dalej propa-gować rozwój szeroko pojętej tematyki galwanotechnicznej w akademickim środowisku naukowym. W bieżącym kierowaniu Towarzystwem Pani Profesor może w pełni liczyć na pomoc członków Komitetu Wykonawczego, a także, jak mamy nadzieję, na aktywność pozostałych członków PTG.
Wyrażając wdzięczność za dotychczasową pracę życzymy Pani Profesor dalszych osiągnięć nauko-wych, powodzenia i sukcesów w działalności na rzecz rozwoju naszej organizacji i całej krajowej gal-wanotechniki.
W imieniu Komitetu Wykonawczego PTGPiotr Tomassi i Jan Olszewski

biuletyn galwanotechnika nr 21 (36) 2011 3
Co się dzieje w PTG? Materiały XXI Seminarium PTG
Wybrane osoby ukonstytuowały, na zebraniu w nieco późniejszym terminie, skład KW wg funkcji jak podano poniżej.
Komitet Polskiego Towarzystwa Galwanotechnicz-nego
Maria Trzaska PrezesPiotr Tomassi WiceprezesTadeusz Matusewicz WiceprezesAnna Gajewska Sekretarz Generalny.Zofi a Buczko Z-ca Sekretarza GeneralnegoElzbieta Rubel SkarbnikSławomir Safarzyński CzłonekJan Olszewski CzłonekBenigna Szeptycka CzłonekWaldemar Okurowski Członek
Komisja Rewizyjna Polskiego Towarzystwa Galwa-notechnicznego
Ludwika Lipińska PrzewodniczącaJadwiga Dziedzic Członek Marcin Łuczak Członek
Drugiego dnia 27.05 uczestnicy spotkania zwiedzali Wojskowe Zakłady Lotnicze w Bydgoszczy.
Wycieczka była bardzo interesująca, oprowadzali zwiedzających wysokiej klasy specjaliści rozwiązujący
trudne problemy remontowe nowoczesnych samolotów wojskowych. Szczególne zainteresowanie z punktu wi-dzenia galwanotechniki budziła nowoczesna oczyszczal-nia ścieków zaprojektowana i zrealizowana we współ-pracy z fi rmą PP-EKO.
Polskie Towarzystwo Galwanotechniczne składa serdeczne podziękowania
Wojskowym Zakładom Lotniczym w Bydgoszczy za zaproszenie, interesującą wycieczkę
i miłą atmosferę.
Najbliższe spotkanie PTG planowane jest na 30.09. 2011r. W tym dniu odbędzie się X Międzynarodowa Konferencja Polskiego Towarzystwa Galwanotechnicz-negopod hasłem przewodnim: „Dobra cena w galwano-technice”.
Tegoroczna X Konferencja będzie jubileuszowa oraz będzie miała dodatkowo szczególny charakter ze wzglę-du na rocznicę 15-lecia działalności PTG.
Najbliższy kurs szkoleniowy pt.: „Technologie gal-waniczne – stan aktualny, kierunki rozwoju” odbędzie się w Niedzicy, w dniach 3–7 października 2011 r
Nasze Towarzystwo liczy obecnie: członków wspie-rających 22, członków zwyczajnych 162, członków za-granicznych 1.
WstępAluminium oraz jego stopy są często stosowane w
technice. Wzrastające wymagania stawiane w odniesie-niu do trwałości oraz poprawy wskaźników eksploatacyj-nych wyrobów z takich materiałów zmuszają do ciągłego poszukiwania nowych metod ulepszania ich właściwości użytkowych. Duże możliwości w tym zakresie stwarza
Warstwy tlenkowe na aluminium i jego stopach wytwarzane metodą anodowego utleniania elektrochemicznego w plazmie
Piotr Moszczyński, Maria Trzaska*
metoda plazmowego utleniania elektrochemicznego. Taki proces jest realizowany w wodnym roztworze jed-no- lub wielo-składnikowym o małym stężeniu składni-ków. W zależności od składu roztworu do wytwarzania warstwy powierzchniowej stosowane jest napięcie od 180V do 1200V. Warstwy wytwarzane tą metodą charak-teryzują się równomierną grubością na całej powierzchni
biuletyn galwanotechnika nr 21 (36) 20114
Materiały XXI Seminarium PTG
utlenianego detalu. Metodą plazmowego utleniania elek-trochemicznego można wytwarzać warstwy tlenkowe na wyrobach z aluminium i jego stopów o różnym składzie chemicznym i fazowym, co umożliwia dostosowywanie ich właściwości do wymagań i potrzeb odbiorcy.
W dobrze określonych warunkach technologicznych tą metodą można wytwarzać warstwy tlenkowe, które mogą charakteryzować się dużą twardością, dużą od-pornością na ścieranie, jak również dużą odpornością korozyjną w środowisku jonów chlorkowych. W zależ-ności od grubości, wytworzone warstwy mogą również charakteryzować się dużą odpornością na szoki termicz-ne oraz znaczną odpornością na przebicie elektryczne. Wytwarzane tą metodą warstwy tlenkowe mogą znaleźć zastosowanie w przemyśle militarnym, stoczniowym, w lotnictwie, motoryzacji, elektrotechnice a także w wy-twarzaniu elementów sprzętu sportowego, jak też apara-tury do badań realizowanych w przestrzeni kosmicznej.
Przedmiotem badań zrealizowanych w ramach niniej-szej pracy są powierzchniowe warstwy tlenkowe wytwo-rzone na stopach PA1, PA6 oraz PA9 metodą anodowego utleniania elektrochemicznego aktywowanego plazmą w elektrolitach o różnym składzie.
Część doświadczalnaProces wytwarzania warstw tlenkowych metodą ano-
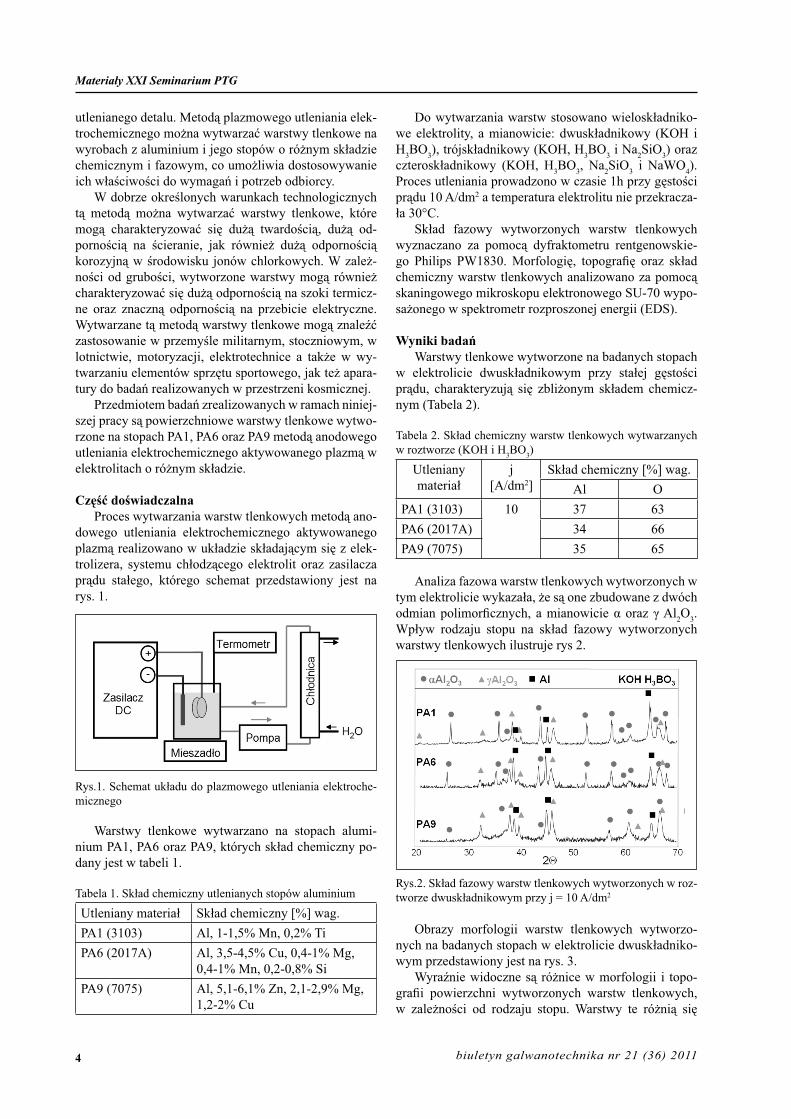
dowego utleniania elektrochemicznego aktywowanego plazmą realizowano w układzie składającym się z elek-trolizera, systemu chłodzącego elektrolit oraz zasilacza prądu stałego, którego schemat przedstawiony jest na rys. 1.
Rys.1. Schemat układu do plazmowego utleniania elektroche-micznego
Warstwy tlenkowe wytwarzano na stopach alumi-nium PA1, PA6 oraz PA9, których skład chemiczny po-dany jest w tabeli 1.
Tabela 1. Skład chemiczny utlenianych stopów aluminium
Utleniany materiał Skład chemiczny [%] wag.PA1 (3103) Al, 1-1,5% Mn, 0,2% TiPA6 (2017A) Al, 3,5-4,5% Cu, 0,4-1% Mg,
0,4-1% Mn, 0,2-0,8% SiPA9 (7075) Al, 5,1-6,1% Zn, 2,1-2,9% Mg,
1,2-2% Cu
Do wytwarzania warstw stosowano wieloskładniko-we elektrolity, a mianowicie: dwuskładnikowy (KOH i H3BO3), trójskładnikowy (KOH, H3BO3 i Na2SiO3) oraz czteroskładnikowy (KOH, H3BO3, Na2SiO3 i NaWO4). Proces utleniania prowadzono w czasie 1h przy gęstości prądu 10 A/dm2 a temperatura elektrolitu nie przekracza-ła 30°C.
Skład fazowy wytworzonych warstw tlenkowych wyznaczano za pomocą dyfraktometru rentgenowskie-go Philips PW1830. Morfologię, topografi ę oraz skład chemiczny warstw tlenkowych analizowano za pomocą skaningowego mikroskopu elektronowego SU-70 wypo-sażonego w spektrometr rozproszonej energii (EDS).
Wyniki badań Warstwy tlenkowe wytworzone na badanych stopach
w elektrolicie dwuskładnikowym przy stałej gęstości prądu, charakteryzują się zbliżonym składem chemicz-nym (Tabela 2).
Tabela 2. Skład chemiczny warstw tlenkowych wytwarzanych w roztworze (KOH i H3BO3)
Utleniany materiał
j [A/dm2]
Skład chemiczny [%] wag.Al O
PA1 (3103) 10 37 63PA6 (2017A) 34 66PA9 (7075) 35 65
Analiza fazowa warstw tlenkowych wytworzonych w tym elektrolicie wykazała, że są one zbudowane z dwóch odmian polimorfi cznych, a mianowicie α oraz γ Al2O3. Wpływ rodzaju stopu na skład fazowy wytworzonych warstwy tlenkowych ilustruje rys 2.
Rys.2. Skład fazowy warstw tlenkowych wytworzonych w roz-tworze dwuskładnikowym przy j = 10 A/dm2
Obrazy morfologii warstw tlenkowych wytworzo-nych na badanych stopach w elektrolicie dwuskładniko-wym przedstawiony jest na rys. 3.
Wyraźnie widoczne są różnice w morfologii i topo-grafi i powierzchni wytworzonych warstw tlenkowych, w zależności od rodzaju stopu. Warstwy te różnią się

biuletyn galwanotechnika nr 21 (36) 2011 5
Materiały XXI Seminarium PTG
zarówno stopniem rozwinięcia powierzchni, jak i liczbą porów w strefi e powierzchniowej.
Warstwy tlenkowe wytwarzane w elektrolicie trój-składnikowym (KOH, H3BO3 i Na2SiO3) charakteryzują się zbliżonym składem chemicznym. Warstwy zbudowane są z następujących pierwiastków: Al, Si oraz O (Tabela 3).
Tabela 3. Skład chemiczny warstw tlenkowych wytworzonych w roztworze ( KOH, H3BO3 i Na2SiO3)
Materiał utleniany
j [A/dm2]
Skład chemiczny [%] wag.Al Si O
PA1 10 5 28 68PA6 5 28 65PA9 3 26 67
Wytworzone warstwy tlenkowe zbudowane sąz dwóch krystalicznych faz α i γ Al2O3 oraz fazy amorfi cz-nej stanowiącej mieszaninę tlenków Al2O3 i SiO2 zwanej mullitem. Fazą dominującą w warstwach wytworzonych w kąpieli trójskładnikowej jest faza α Al2O3 (Rys. 4).
Rys.4. Skład fazowy warstw tlenkowych wytworzonych w roz-tworze trójskładnikowym przy j = 10 A/dm2
Różnice w morfologii oraz topografi i powierzchni wytworzonych warstw tlenkowych na badanych stopach w elektrolicie trójskładnikowym są bardziej widoczne w porównaniu do warstw wytwarzanych w elektrolicie dwu składnikowym (Rys. 5).
Warstwa tlenkowa wytworzona w elektrolicie trój-składnikowym na stopie PA1 charakteryzuje się nierów-
nomiernym stopniem przetopienia składników warstwy. Natomiast w przypadku stopów PA6 oraz PA9 wytwo-rzona warstwa jest równomiernie przetopiona. Warstwy te charakteryzują się mniejszym stopniem rozwinięcia powierzchni oraz wykazują mniejszą porowatość, co spowodowane jest składnikiem Na2SiO3 w kąpieli.
W znacznie większym stopniu wpływ na skład che-miczny wytworzonych warstw tlenkowych na badanych stopach ma dodanie kolejnego składnika do kąpieli, ja-kim jest NaWO4 (Tabela 4). W takim przypadku warstwy zbudowane są z czterech pierwiastków. Widoczne są większe różnice w proporcjach składników znajdujących się w wytworzonych warstwach na poszczególnych ro-dzajach stopu aluminium.
Tabela 4. Skład chemiczny warstw tlenkowych wytworzonych w roztworze ( KOH, H3BO3, Na2SiO3 i NaWO4)
Materiał utleniany
j [A/dm2]
Skład chemiczny [%] wag.Al Si O W
PA1 10 25 2 30 0,9PA6 18 14 57 9 PA9 16 12 62 9
Analiza składu fazowego warstw wytworzonych w kąpieli czteroskładnikowej wykazała obecność dodatko-wej fazy WO3 w wytworzonych warstwach tlenkowych (Rys.6).
Rys.6. Skład fazowy warstw tlenkowych wytworzonych w roz-tworze czteroskładnikowym przy j = 10 A/dm2
Rys. 3. Morfologia powierzchni warstw tlenkowych wytwarza-nych w roztworze (KOH i H3BO3)
Rys.5. Morfologia powierzchni warstw tlenkowych wytworzo-nych w roztworze (KOH, H3BO3 i Na2SiO3)

biuletyn galwanotechnika nr 21 (36) 20116
Materiały XXI Seminarium PTG
Morfologia warstw tlenkowych wytworzonych w ką-pieli czteroskładnikowej różni się w zależności od rodza-ju stopu, na którym zostały one wytworzone (rys. 7).
Rys.7. Morfologia powierzchni warstw tlenkowych wytworzo-nych w roztworze (KOH, H3BO3, Na2SiO3 i NaWO4)
Wszystkie warstwy charakteryzują się materiałem przetopionym. W przypadku stopów PA6 oraz PA1 wi-doczne są pęknięcia, które świadczą o naprężeniach wy-
stępujących w czasie wzrostu warstw. Natomiast na po-wierzchni stopu PA9 nie zaobserwowano pęknięć warstw tlenkowych.
WnioskiPrzeprowadzone badania wykazały, że na strukturę
oraz morfologię powierzchniowych warstw tlenkowych wytwarzanych na aluminium i jego stopach metodą pla-zmowego utleniania elektrochemicznego duży wpływ ma skład utlenianego stopu oraz rodzaj elektrolitu i parame-try realizacji procesu utleniania. Poprzez odpowiedni do-bór składu roztworu elektrolitu i parametrów napięciowo – prądowych można efektywnie sterować składem fazo-wym oraz morfologią, a więc i właściwościami wytwa-rzanych warstw tlenkowych, optymalnie dostosowując je do przewidywanych warunków eksploatacji.
* Politechnika Warszawska, Wydział Inżynierii Materiałowej
1. WstępPowłoki cynkowe osadzane elektrolitycznie są po-
wszechnie stosowane do ochrony wyrobów z żeliwa i stali przed czynnikami atmosferycznymi powodującymi powstawanie korozji.
Odporność na korozję wyrobu z żeliwa bądź stali jest w przybliżeniu proporcjonalna do grubości nałożonej po-włoki cynkowej. Szybkość korozji powłok cynkowych zależy od środowiska, w którym są eksploatowane, ale i tak we wszystkich atmosferach cynk koroduje z co naj-mniej dziesięciokrotnie niższą szybkością niż stal.
Dalszą poprawę odporności na korozję wyrobów sta-lowych lub żeliwnych zabezpieczonych powłoką cynko-wą uzyskuje się poprzez wytwarzanie na ich powierzchni warstewek pasywnych. Są to najczęściej warstewki chro-mianowe tworzące się w roztworach kwasu chromowego lub chromianów z udziałem innych związków nieorga-nicznych, działających najczęściej jako aktywatory. Stąd proces ich wytwarzania w praktyce przemysłowej nazy-wany jest chromianowaniem.
Podczas chromianowania zachodzi utlenianie metalu na powierzchni kosztem redukcji pewnej ilości chromu z VI do III stopnia utlenienia. Jednocześnie jony cyn-ku przechodzą do roztworu. Podczas rozpuszczania się cynku, na granicy metal-roztwór, wartość pH wzrasta do wielkości, przy której chrom(III) wytrąca się jako żel. W żelu tym zostają zaokludowane pewne ilości chromu(VI) z roztworu oraz związki tworzące się z udziałem cynku. Wytworzone powłoki są wilgotne, miękkie, mają charak-
Krajowe rozwiązania dotyczącepasywacji powłok cynkowych – funkcjonalne i zgodne z obowiązującymi
przepisami ustawodawczymi i normalizacyjnymiD. Lipińska*, Z. Buczko**, W. Okurowski**, E. Osuchowska**
ter żelowaty. Dopiero wysuszenie powodujące przejście rozpuszczalnych chromianów w formę nierozpuszczalną nadaje powłoce odpowiednią twardość. Nadal jednak w powłoce tej pozostają zokludowane jony chromu sześ-ciowartościowego.
Powłoki chromianowe z powodzeniem były stoso-wane do zabezpieczania cynkowanych galwanicznie wyrobów dla wielu gałęzi przemysłu i dopiero ostatnie dziesięciolecie zachwiało pozycją tej tolerancyjnej i nie-zawodnej technologii. Podstawowym powodem był fakt, że jak wykazały obserwacje i badania naukowe sześcio-wartościowy chrom jest silnie toksyczny, rakotwórczy i niebezpieczny dla środowiska.
Unia Europejska uchwaliła cały szereg dyrektyw w odniesieniu do pojazdów samochodowych, sprzętu elek-trycznego i elektronicznego, a w końcu do wyrobu jako takiego, ograniczających lub eliminujących wykorzysta-nie między innymi chromu sześciowartościowego.
Ustawodawstwo krajowe implementowało te akty prawne na rynek polski. Zmiany dokonały się również w odniesieniu do obowiązujących norm.
2. Implementowane ustawy i rozporządzenia krajowe w odniesieniu do wyrobów zabezpieczanych galwa-niczną powłoką cynkową
2.1 Sprzęt oraz odpady elektroniczne i elektryczne Gwałtownie zwiększająca się ilość odpadów elek-
trycznych i elektronicznych składowanych na wysypi-
biuletyn galwanotechnika nr 21 (36) 2011 7
Materiały XXI Seminarium PTG
skach była przesłanką do wydania w odniesieniu do tych wyrobów przez Ministerstwo Gospodarki i Pracy spe-cjalnego Rozporządzenia z dnia 06.10.2004r: „w spra-wie szczegółowych wymagań dotyczących ograniczenia wykorzystywania w sprzęcie elektronicznym i elektrycz-nym niektórych substancji mogących negatywnie od-działywać na środowisko”
Rozporządzenie to wdraża Dyrektywę RoHS (Re-striction of use of certain Hazardous Substances) i ogra-nicza wykorzystanie szkodliwych substancji ( w tym chromu sześciowartościowego) w określonych rodzajach urządzeń elektrotechnicznych i elektronicznych przezna-czonych na rynek europejski.
Z kolei Ustawa z dnia 29.07. 2005 „o zużytym sprzę-cie elektrycznym i elektronicznym” wdrożyła do prawa polskiego unijną dyrektywą tzw. odpadową WEEE (Wa-ste from Electrical and Electronic Equipment )
Ustawa ta ma na celu ochronę środowiska naturalne-go poprzez ograniczenie odpadów elektrycznych i elek-tronicznych przedostających się do środowiska oraz od-zyskanie jak największej ich części
2.2 Pojazdy samochodowe Ustawa z dnia 20.01.2005r (Dz.U. 2005 nr 25 poz.
202) „o recyklingu pojazdów wycofanych z eksploatacji” jest odpowiednikiem unijnej Dyrektywy ELV( End Live of Vehicles). Na mocy tej ustawy zostaje nałożony zakaz stosowania materiałów niebezpiecznych ( w tym chromu sześciowartościowego)w pojazdach samochodowych
Niestosowanie się do powyższych regulacji grozi sto-sowaniem zawartych w ustawie sankcji karnych.
2.4 Pozostałe wyroby Sprzęt elektryczny i elektroniczny, pojazdy samo-
chodowe, ale również wszystkie pozostałe wyroby sta-lowe zabezpieczane powłoką galwaniczną podlegają Rozporządzeniu Unijnemu REACH (Registration, Eva-luation, Authorisation and Registration of Chemicals – Rejestracja, Ocena, Udzielanie Zezwoleń i Stosowanie Ograniczeń w Zakresie Chemikaliów).
Rozporządzenie REACH weszło w życie w dniu 1 czerwca 2007 r. i zastępuje kilkadziesiąt dotychczas obo-wiązujących wspólnotowych aktów prawnych, zarówno rozporządzeń, jak i dyrektyw wprowadzonych do prawa polskiego ustawą z dnia 11 stycznia 2001 r. o substan-cjach i preparatach chemicznych.
Zgodnie z art. 7 rozporządzenia REACH wytwórcy i importerzy wyrobów zobowiązani są do przesłania do Agencji informacji o obecności w ich wyrobach substan-cji wzbudzających szczególne obawy – SVHC(w tym chromu sześciowartościowego).
Od 01.06.2011 r. rozporządzenie REACH nałożyło nowe obowiązki dotyczące rejestracji, zgłaszania i/lub informacji w odniesieniu do substancji w wyrobach. Producenci , importerzy i inni dostawcy wyrobów zawie-rających substancje stanowiące bardzo duże zagrożenie (SVHC) muszą spełniać następujące wymogi:
● udostępnienie informacji, koniecznej do zapewnie-nia bezpiecznego stosowania, odbiorcom wyrobów, w tym co najmniej nazwę przedmiotowej substancji,
● Informacje dostępne dostawcy wyrobów muszą rów-nież być udostępniane na życzenie konsumentom (art. 33 ust. 2). Konsumenci muszą otrzymać informacje bezpłatnie, w terminie 45 dni od zgłoszenia prośby.
3. Normalizacja krajowa w odniesieniu do chromia-niowania / pasywacji galwanicznych powłok cynko-wych
3.1 Normalizacja krajowa przed wprowadzeniem Prawa Unijnego
Przed wprowadzeniem prawa unijnego obowiązują-ca była norma PN-82/H-97018 zatytułowana: „Ochrona przed korozją. Konwersyjne powłoki chromianowe na cynku i kadmie. Elektrolityczne powłoki cynkowe z do-datkową obróbką na żelazie lub stali.”
Norma ta rozróżniała następujące typy powłok chro-mianowych:
● A – bezbarwne● B – rozjaśniane● C – żółte● D – oliwkoweOdporność korozyjna tych powłok była określana po-
przez minimalny czas trwania badań w obojętnej mgle solnej – tabela poniżej
Minimalny czas trwania badania, h
Barwa powłoki chromianowej typu
6 A
24 B
72 C
96 D
3.2 Normalizacja krajowa po dostosowaniu do Prawa Unijnego Obecnie obowiązuje norma międzynarodowa PN-EN
ISO 2081:2009 pt: „Powłoki metalowe i inne nieorga-niczne – Elektrolityczne powłoki cynkowe z dodatkową obróbką na żelazie lub stali”
Zgodnie z wymaganiami tej Normy powłoki konwer-syjne nie zawierające chromu (VI) lub całkowicie bez chromu, które są dostępne w sprzedaży mogą różnić się wyglądem od tych wytworzonych z użyciem chromu (VI). Wszystkie rodzaje chromianowych powłok konwersyj-nych, alternatywnych powłok konwersyjnych lub za-mienników, z wyjątkiem powłok fosforanowych, mogą być stosowane, ale muszą spełniać wymagania odporno-ści korozyjnej zawarte w niniejszej Normie Międzyna-rodowej.
Wymagania odporności korozyjnej zawarte w normie PN-EN ISO 2081:2009 są następujące:
biuletyn galwanotechnika nr 21 (36) 20118
Materiały XXI Seminarium PTG
Kodchromianowej
powłoki konwer-syjnej *
Badanie w obojętnej mgle solnej (h)
Obróbka bębnowa
Obróbka zawieszkowa
A 8 16B 8 16C 72 96D 72 96F 24 48
* patrz Załącznik A
Tabela A.1- Typ, wygląd oraz powierzchniowa gęstość chro-mianowych powłok konwersyjnych
Typ powłoki Typowy wygląd Powierzchniowa gęstość powłoki
ρAg/m2
Kod Nazwa
A Bezbarwna Przeźroczysta, bezbarwna lub
błękitna
ρA≤0,5
B* Wybielona Przeźroczysta, lekko tęczowa
ρA≤1,0
C Tęczowa Żółta tęczowa 0,5<ρA<1,5
D Matowa Oliwkowa ρA>1,5
F Czarna Czarna 0,5≤ρA≤1,0
UWAGA: Wymienione w tej tabeli powłoki chromianowe nie za-wsze poprawiają przyczepność farb, lakierów oraz pokostów. We wszystkich powłokach chromianowych mogą być zawarte jony chromu (VI) lub mogą one ich nie zawierać
* To jest proces dwustopniowy.
OSTRZEŻENIETa Norma Międzynarodowa nie odnosi się do zagrożeń
związanych ze zdrowiem, bezpieczeństwem oraz ochroną środowiska oraz do przepisów prawnych związanych z jej stosowaniem. Odpowiedzialność spoczywa na produ-centach, zamawiających i/lub użytkownikach tej Normy Międzynarodowej, by ich postępowanie było zgodne z zasadami oraz obowiązującymi przepisami krajowymi lokalnymi i/lub międzynarodowymi odnośnie ochrony zdrowia, bezpieczeństwa oraz ochrony środowiska. Sto-sowanie niniejszej Normy Międzynarodowej nie zwalnia z obowiązku przestrzegania obowiązujących przepisów.
W celu umożliwienia producentom przekonania się czy spełniają wyżej wymienione wymagania wprowa-dzono między innymi normę PN-EN 15205: 2007 zaty-tułowaną „Oznaczanie chromu sześciowartościowego w antykorozyjnych warstwach ochronnych – analiza jakoś-ciowa”
Zasada metody:Badany element pokryty powłoką (metalowa płyt-
ka do badań, część konstrukcji) poddaje się ekstrakcji i oznacza zawartość Cr(VI) w roztworze po ekstrakcji na
podstawie reakcji barwnej z 1,5 difenylokarbazydem. Cr(VI) utlenia 1,5 difenylokarbazyd do 1,5 difenylokar-bazonu, który tworzy czerwono-fi oletowy kompleks z powstałym Cr(III).
Oceny dokonuje się na podstawie badania porów-nawczego intensywności barwy roztworu po ekstrakcji z intensywnością barwy roztworu porównawczego, wizu-alnie lub przy użyciu spektrofotometru.
Porównanie roztworów
Obserwacja Zawartość Cr (VI)
Wynik
Barwa roztworu próbki jest mniej intensywna niż roz-
tworu porównawczego
<0,1 μg/cm2 Próbka nie zawiera Cr(VI)
Barwa roztworu próbki jest bardziej intensywna niż
roztworu porównawczego
>0,1 μg/cm2 Próbka za-wiera Cr(VI)
4. Krajowe rozwiązania – pasywacje bez chromu sześciowartościowego (realizacja projektu celowego GALW-IMP – IMP)
Potencjalnym zastępcom szkodliwego chromu sześ-ciowartościowego stał się także chrom jednak trójwar-tościowy, przyjazny dla środowiska i człowieka.
Wytwarzanie konwersyjnej powłoki opartej na chro-mie trójwartościowym jest znane od wielu lat, ale nie-stety dotychczasowe technologie nie zapewniały odpo-wiedniej odporności korozyjnej – spełniały głownie rolę dekoracyjną.
Nowoczesna, bazująca na chromie trójwartościowym pasywacja, umożliwia wytworzenie warstwy o tej samej lub nawet lepszej odporności korozyjnej co chromianowa-nie oparte na chromie sześciowartościowym. Pasywacja ta wykazuje grubość powłoki zbliżoną do chromianowa-nia dlatego w odróżnieniu do pasywacji trójwartościowej starego typu nazywa jest pasywacją „grubo powłokową”.
4.1 Mechanizm powstawania nowoczesnej, grubo powłokowej pasywacji bazującej na chromie trójwartościowym Niezależnie czy pasywacja oparta jest na sześciowar-
tościowym czy trójwartościowym chromie pierwszy etap tworzenia warstewki pasywnej jest taki sam:(1) Zn + 2 H+ → Zn2+ + H2
Roztwór pasywacji o odczynie kwaśnym rozpuszcza cynk. Wskutek tego następuje podniesienie wartości pH na granicy roztwór–cynk.
W przypadku pasywacji sześciowartościowej, Cr+6 jest redukowany do Cr+3 przez cynk i wodór (wytwarza-ny w reakcji 1), równ. 2:(2) x Cr+6 + y Zn + z H2 → x Cr+3 + y Zn+2 + 2z H+

biuletyn galwanotechnika nr 21 (36) 2011 9
Materiały XXI Seminarium PTG
Jon Cr+3 ma dwie możliwe dalsze drogi reakcji :1. utworzenie kompleksu i przejście do elektrolitu lub,2. wytrącenie na powierzchni powłoki cynkowej jako
wodorotlenek chromu wg równania (3):(3) Cr+3 + 3 (OH)– →Cr(OH)3
W trakcie wytrącania wodorotlenku chromu, kationy cynku, aniony, jak i jony sześciowartościowe chromu wbudowują się w warstwę pasywną – równ. 4:(4) Cr(OH)3 + Zn+2 + A– + Cr6+ → (Cr+3, Cr+6, Zn+2, OH-, A-)
Tak więc nawet w przypadku chromianowania ba-zującego na chromie sześciowartościowym proces tworzenia warstwy przebiega również poprzez chrom trójwartościowy, a Cr(VI) wbudowuje się w utworzoną warstewkę na drodze wytrącania z roztworu. Stosunek Cr(VI)/Cr(III) w roztworze jest bardzo ważny, jeżeli stężenie Cr(III)w roztworze do chromianowania jest za duże – kąpiel nie pracuje prawidłowo i należy sporządzić nowy roztwór roboczy do pasywacji.
W odróżnieniu do chromianowania opartego na chromie sześciowartościowym w pasywacji bazującej na jonie chromu trójwartościowego zachodzi tworzenie związku kompleksowego Cr(III) z co najmniej wodą z utworzenie aquakompleksu- równ. 5:(5) Cr(NO3)3 + 6 H2O →Cr(H2O)6(NO3)3
Związek kompleksowy Cr(III)-complex wytraca się na powierzchni cynku wskutek przesunięcia pH i tworzy warstewkę pasywną – równ. 6,7:(6) Cr+3(kompleks) + 3 OH- →Cr(OH)3 + kompleks(7) Cr(OH)3 + kompleks + Zn+2 + A– → (Cr+3, kom-pleks, OH–, Zn+2, A–)
Dla sześciowartościowej pasywacji etapem limitu-jącym szybkość jest utworzenie Cr(III)-(równ 2). Na-tomiast dla pasywacji trójwartosciowej jest to reakcji utworzenia kompleksu (równ. 6).
W przypadku gdy:● Kompleks = woda : kompleks jest bardzo słaby; szyb-
kość reakcji (6) jest wysoka, a tworząca się warstew-ka pasywacyjna jest proszkowa o słabej przyczepno-ści do powłoki cynkowej.
● Kompleks = fl uorek (zwykle używany dla cienkiej, niebieskiej pasywacji); Kompleks jest bardzo silny; szybkość reakcji (6) jest niska, a tworząca się war-stewka pasywacyjna jest cienka.W przypadku grubo powłokowej warstewki pasy-
wacyjnej otrzymywanej z roztworu trójwartosciowego chromu utworzony kompleks powinien być mocniejszy niż dla wody ale słabszy niż z fl uorkiem.
4.2 Grubo powłokowe pasywacje bazującej na chromie trójwartościowymBazując na powyższych przesłankach opracowano
składy trzech pasywacji opartych na chromie trójwar-
tościowym Cr (III) spełniających wymagania obowiązu-jących przepisów ustawodawczych i normalizacyjnych, które nazwano: • CHROMAX TriPass • CHROMAX ElvPass • CHROMAX HiTech
Powłoki konwersyjne otrzymane z opracowanych pasywacji poddano badaniom korozyjnym. Badania ko-rozyjne były prowadzone zgodnie z normą PN-EN ISO 9227:2007 w komorach korozyjnych w obojętnej mgle solnej z kontrolą po 6h, 8h, 16h, 24h, 48h, 96h.
Po każdym badaniu dokonywana była ocena stanu powierzchni i dokumentacja fotografi czna.
Badania prowadzono dla trzech serii kilkudziesięciu próbek z różnymi kombinacjami powłok.
Wyniki badań korozyjnych dla opracowanych pasy-wacji zebrano w tabeli poniżej:
Powłoka Badanie w obojętnej mgle solnej (h)
24 48 96Chromax HiTech
bez zmian bez zmian bez zmian
Chromax ElvPas
bez zmian bez zmian niewielki nalot prod. korozji
Zn i niewielkie wżery na 0,1%
powierzchni
Chromax TriPas
bez zmian niewielki nalot prod. korozji Zn
nalot, wżery
Wyniki badań pozwalają zakwalifi kować pasywa-cję trójwartościową typu CHROMAX HiTech do grupy o najwyższej ochronie korozyjnej: C lub D, pasywację typu CHROMAX ElvPas do grupy o średniej, a CHRO-MAX TriPas do podstawowej ochrony korozyjnej.
4.3 Impregnacja powłoki konwersyjnej na bazie chromu(III)Właściwości powłoki konwersyjnej na bazie
chromu(III) można w istotny sposób polepszyć stosu-jąc różne rodzaje jej impregnacji. W ten sposób można modyfi kować właściwości antykorozyjne, wygląd czy współczynnik tarcia właściwy dla danej powłoki.
W tym celu można zastosować uszczelnienie nieor-ganiczne, lakier akrylowy czy różnego rodzaju środki poślizgowe lub woski. Po wysuszeniu środki te tworzą na powierzchni przejrzysty organiczny i/lub nieorganicz-ny fi lm, który poprawia właściwości takiej powłoki.
Tym sposobem można uzyskać efekt czarnej lub żół-tej powłoki bez udziału Cr+6. Można również uzyskać wygląd powłoki wyglądającej prawie jak modna stal nie-rdzewna.

biuletyn galwanotechnika nr 21 (36) 201110
Materiały XXI Seminarium PTG
Zastosowanie impregnacji znacznie podwyższa od-porność antykorozyjną pasywacji ( często trzykrotnie) poprzez zasklepienie uszkodzeń powstających w czasie obróbki np. na skutek uderzania się wzajemnego przed-miotów obrabianych w bębnie.
Powłoki konwersyjne otrzymane z pasywacji podda-no impregnacji, a następnie poddano badaniom korozyj-nym opisanym w punkcie 4.2.
Wyniki badań korozyjnych dla opracowanych pasy-wacji CHROMAX ElvPas i CHROMAX TrPias zaim-pregnowanych uszczelniaczem na bazie krzemianów o nazwie TOP zebrano w tabeli poniżej:
Powłoka Badanie w obojętnej mgle solnej (h)
24 48 96Chromax
ElvPas + TOPbez zmian bez zmian bez zmian
Chromax Tripas + TOP
bez zmian bez zmian bez zmian
Jak wynika z wyników badań zebranych w powyż-szej tabeli zastosowanie uszczelnienia typu TOP znacz-nie podwyższyło odporność korozyjną pasywacji typu CHROMAX ElvPas oraz CHROMAX TriPas tak że można je zakwalifi kować do grupy o najwyższej odpor-ności korozyjnej: C lub D.
4.4 Badania struktury powłok konwersyjnych na przekroju poprzecznym Prowadzono obserwację struktury na przekroju po-
przecznym za pomocą skaningowego mikroanalizatora elektronów Auger MICROLAB 350 fi rmy Thermo Elek-tron. następujących powłok konwersyjnych:● Chromianowanie konwencjonalne, sześciowartoś-
ciowe CHROMPAS CLASSIC● Nowoopracowana pasywacja trójwartościowa
CHROMAX ElvPas,● Nowoopracowana pasywacja trójwartościowa
CHROMAX HiTech Oględzinom poddano przełomy próbek wykonane po
zamrożeniu w ciekłym azocieOceniano grubość wyżej wymienionych powłok kon-
wersyjnych. Grubość konwersyjnej powłoki CHROMPAS CLASSIC i CHROMAX HiTech była zbliżona i wynosi-ła 300 nm. Grubość konwersyjnej powłoki CHROMAX ElvPas była nieco mniejsza 200 nm. Wyniki obserwacji korelowały z wynikami badań odporności korozyjnej.
4.5 Badania morfologii powierzchni powłok konwersyjnych Badaniom morfologii powierzchni poddano następu-
jące powłoki konwersyjne: ● Chromianowanie konwencjonalne, sześciowartościo-
we CHROMPAS CLASSIC● Nowoopracowana pasywacja trójwartościowa
CHROMAX HiTech Poniżej zamieszczono mikrofotografi e obrazów z
elektronowego mikroskopu skaningowego dla wyżej wy-mienionych powłok konwersyjnych na podłożu powłoki
Rys.1 Mikrofotografi e obrazów ze skaningowego mikroanali-zatora elektronów Auger dla przekroju poprzecznego powłok cynkowych otrzymanych z kąpieli TURKUS z pasywacji typu CHROMAX HiTech
Rys.2 Mikrofotografi e obrazów z elektronowego mikroskopu skaningowego dla powłok cynkowych otrzymanych z kąpieli LIPOL z chromianowaniem sześciowartościowym typu CHROMPASS CLASSIC
biuletyn galwanotechnika nr 21 (36) 2011 11
Materiały XXI Seminarium PTG
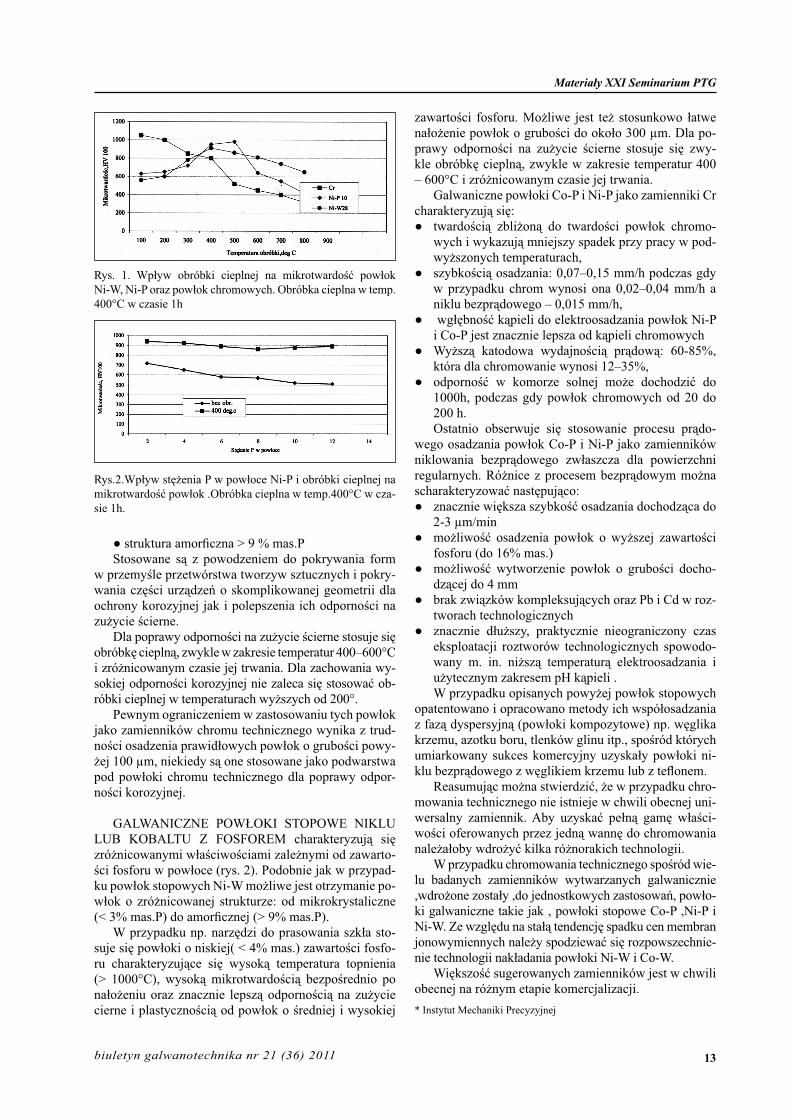
cynkowej otrzymanej z alkalicznej kąpieli bezcyjanko-wej typu LIPOL.
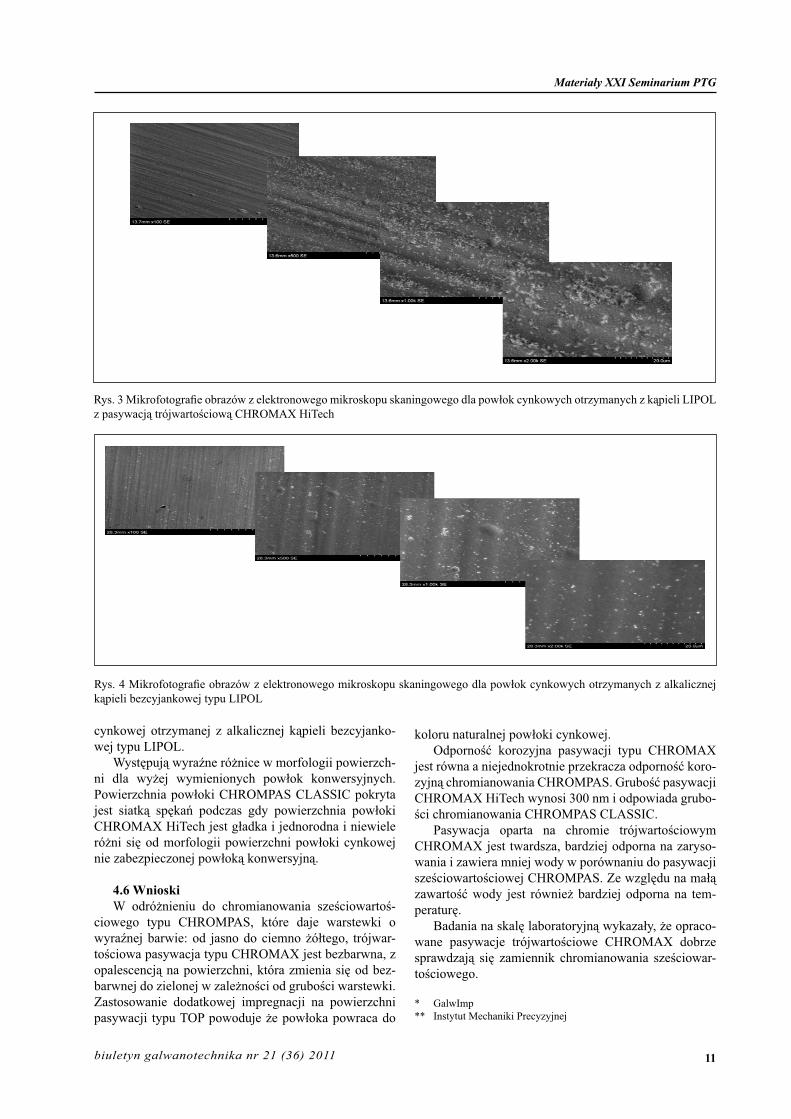
Występują wyraźne różnice w morfologii powierzch-ni dla wyżej wymienionych powłok konwersyjnych. Powierzchnia powłoki CHROMPAS CLASSIC pokryta jest siatką spękań podczas gdy powierzchnia powłoki CHROMAX HiTech jest gładka i jednorodna i niewiele różni się od morfologii powierzchni powłoki cynkowej nie zabezpieczonej powłoką konwersyjną.
4.6 WnioskiW odróżnieniu do chromianowania sześciowartoś-
ciowego typu CHROMPAS, które daje warstewki o wyraźnej barwie: od jasno do ciemno żółtego, trójwar-tościowa pasywacja typu CHROMAX jest bezbarwna, z opalescencją na powierzchni, która zmienia się od bez-barwnej do zielonej w zależności od grubości warstewki. Zastosowanie dodatkowej impregnacji na powierzchni pasywacji typu TOP powoduje że powłoka powraca do
koloru naturalnej powłoki cynkowej. Odporność korozyjna pasywacji typu CHROMAX
jest równa a niejednokrotnie przekracza odporność koro-zyjną chromianowania CHROMPAS. Grubość pasywacji CHROMAX HiTech wynosi 300 nm i odpowiada grubo-ści chromianowania CHROMPAS CLASSIC.
Pasywacja oparta na chromie trójwartościowym CHROMAX jest twardsza, bardziej odporna na zaryso-wania i zawiera mniej wody w porównaniu do pasywacji sześciowartościowej CHROMPAS. Ze względu na małą zawartość wody jest również bardziej odporna na tem-peraturę.
Badania na skalę laboratoryjną wykazały, że opraco-wane pasywacje trójwartościowe CHROMAX dobrze sprawdzają się zamiennik chromianowania sześciowar-tościowego.
* GalwImp** Instytut Mechaniki Precyzyjnej
Rys. 3 Mikrofotografi e obrazów z elektronowego mikroskopu skaningowego dla powłok cynkowych otrzymanych z kąpieli LIPOL z pasywacją trójwartościową CHROMAX HiTech
Rys. 4 Mikrofotografi e obrazów z elektronowego mikroskopu skaningowego dla powłok cynkowych otrzymanych z alkalicznej kąpieli bezcyjankowej typu LIPOL

biuletyn galwanotechnika nr 21 (36) 201112
Materiały XXI Seminarium PTG
Coraz większy nacisk kładziony w wielu krajach na ochronę środowiska, spowodował wzrost wymagań do-tyczących ograniczeń emisji związków Cr(VI).W świet-le wielu badań związki Cr(VI) mają wyraźne działanie rakotwórcze, silne działanie żrące i utleniające co może wywoływać owrzodzenia i rozpuszczanie błon śluzo-wych. Podejrzewane są też o zmiany genetyczne organi-zmów ludzkich. Powoduje to presję na ograniczenie lub wykluczenie związków Cr(VI) z wielu gałęzi techniki oraz coraz bardziej restrykcyjnym ustawodawstwem do-tyczącym stosowania związków Cr(VI).
W chwili obecnej obowiązują trzy dyrektywy UE obejmujące swym zakresem między innymi chromowa-nie galwaniczne:
ELV – End of Life Vehicles, Dyrektywa dotycząca pojazdów wycofanych z eksploatacji.
RoHS – Restriction of the Use of Certain Hazardo-us Substances in Electrical and Electronic Equipment, Dyrektywa ograniczająca stosowanie niektórych nie-bezpiecznych substancji w urządzeniach elektrycznych i elektronicznych.
WEEE – Waste Electrical and Electronic Equip-ment Dyrektywa dotyczy zapobieganiu powstawaniaodpadów ze zużytych urządzeń elektrycznych i elektro-nicznych.
W przypadku chromowania technicznego oferowa-nych i badanych jest wiele zamienników wytwarzanych różnorodnymi metodami i o różnorakim składzie che-micznym.
Badania i próby technologiczne nad doborem zamien-ników powłok chromowych wykazały. że najkorzystniej-szymi właściwościami charakteryzują się stopy galwa-niczne niklu lub kobaltu z wolframem, niklu lub kobaltu z fosforem osadzane bezprądowo jak i elektrochemicznie, powłoki kompozytowe i hybrydowe na bazie niklu. Spo-śród innych metod wytwarzania praktyczne znaczenie znalazły powłoki natryskiwane cieplnie metodą HVOF. Ostatnio w przemyśle przetwórstwa tworzy sztucznych wprowadzane są powłoki wielowarstwowe: powłoka gal-waniczna + CrN, TiN itp., nałożone metodą PVD.
Badania oraz próby eksploatacyjne pozwalają scha-rakteryzować właściwości użytkowe opracowanych m. innymi w IMP systemu powłok ochronnych jako zamien-ników chromu technicznego następująco:
POWŁOKI STOPOWE NIKLU Z WOLFRAMEM o zawartości 18-45% mas . wolframu cechują się wysoką żaroodpornością i twardością na gorąco rzędu 600–800 HV. Możliwe jest otrzymanie powłok nie tylko o zróż-nicowanej zawartości wolframu ale także o zróżnicowa-nej mikrostrukturze poczynając od mikrokrystalicznej poprzez nanometryczną a skończywszy na amorfi cznej.
Daje to możliwość uzyskania warstw o unikalnych właś-ciwościach fi zyko-chemicznych.
Cenną właściwością tych powłok jest tzw. twardość na gorąco. Do temperatury 600°C nie następuje jej istot-ny spadek, a po ochłodzeniu twardość wraca do poziomu wyjściowego lub jest nawet nieco większa
Stopy te charakteryzują się najlepszą , z omawianych warstw stabilnością cieplną w zakresie temperatur 400-800°C. Długotrwałe (100h) wygrzewanie w tym zakresie temperatur nie powoduje spadku twardości a w przypad-ku powłok o strukturze nanometrycznej( 30- 35% mas. W) niewielki jej wzrost. W przypadku powłok stopo-wych niklu z fosforem niezależnie od zawartości fosfo-ru, po kilkugodzinnym utwardzeniu następuje obniżenie twardości podobnie jak powłok chromowych. Pozytyw-ny wpływ na stabilność cieplną powłok Ni-W wywiera wprowadzenie, w niewielkich ilościach (1-3% mas.) do-datkowego składnika stopowego – boru.
Porównawcze badania zużycia ściernego powłok Ni-W przeprowadzone metodą opracowaną i stosowaną w IMP w układzie tarcia czołowego wykazały, że powłoki stopowe Ni-W posiadają odporność na zużycie zbliżoną do powłok chromowych. W badanych warunkach tarcia wzrost stężenia wolframu w powłoce powoduje zwięk-szenie odporności powłok na zużycie ścierne. Podobnie korzystny wpływ wywiera zabieg technologiczny wy-grzewania w temp. 400°C zwiększający zarówno twar-dość powłok stopowych Ni-W (rys.1) oraz ich odporność na zużycie ścierne, zwłaszcza dla powłok o wyższej za-wartości wolframu.
Powłoki tego typu osadzone z zastosowaniem prądów impulsowych wg technologii IMP znalazły zastosowanie jako warstwy ochronne stempli do tłoczenia szklanych ekranów TVC w miejsce dotychczas stosowanych po-włok chromowych.
POWŁOKI STOPOWE Co-W mają właściwości użytkowe zbliżone do powłok Ni-W. W odróżnieniu od powłok Ni-W możliwe jest wytworzenie powłok o więk-szej zawartości W w powłoce dochodzące do 60% mas., jak i większej grubości, tj. do ok.120 μm. Powłoki Co-W (>20% mas.W) maja znacznie lepszą odporność koro-zyjna w NSS dochodząca do 2000 godzin przy grubości powłoki 30 μm.
POWŁOKI BEZPRĄDOWE (AUTOKATALI-TYCZNE) NIKLU Z FOSFOREM – znajdują różnora-kie i rosnące zastosowanie we współczesnym przemyśle. Charakteryzują się zróżnicowanymi właściwościami za-leżnymi od zawartości fosforu w powłoce:
● struktura mikrokrystaliczna < 4% mas .P● struktura mieszana 5÷8% mas. P
Stopowe powłoki galwaniczne jako zamienniki chromowania technicznego
Andrzej Przywóski , Katarzyna Rymer*
biuletyn galwanotechnika nr 21 (36) 2011 13
Materiały XXI Seminarium PTG
Rys.2.Wpływ stężenia P w powłoce Ni-P i obróbki cieplnej na mikrotwardość powłok .Obróbka cieplna w temp.400°C w cza-sie 1h.
Rys. 1. Wpływ obróbki cieplnej na mikrotwardość powłok Ni-W, Ni-P oraz powłok chromowych. Obróbka cieplna w temp. 400°C w czasie 1h
● struktura amorfi czna > 9 % mas.PStosowane są z powodzeniem do pokrywania form
w przemyśle przetwórstwa tworzyw sztucznych i pokry-wania części urządzeń o skomplikowanej geometrii dla ochrony korozyjnej jak i polepszenia ich odporności na zużycie ścierne.
Dla poprawy odporności na zużycie ścierne stosuje się obróbkę cieplną, zwykle w zakresie temperatur 400–600°C i zróżnicowanym czasie jej trwania. Dla zachowania wy-sokiej odporności korozyjnej nie zaleca się stosować ob-róbki cieplnej w temperaturach wyższych od 200°.
Pewnym ograniczeniem w zastosowaniu tych powłok jako zamienników chromu technicznego wynika z trud-ności osadzenia prawidłowych powłok o grubości powy-żej 100 μm, niekiedy są one stosowane jako podwarstwa pod powłoki chromu technicznego dla poprawy odpor-ności korozyjnej.
GALWANICZNE POWŁOKI STOPOWE NIKLU LUB KOBALTU Z FOSFOREM charakteryzują się zróżnicowanymi właściwościami zależnymi od zawarto-ści fosforu w powłoce (rys. 2). Podobnie jak w przypad-ku powłok stopowych Ni-W możliwe jest otrzymanie po-włok o zróżnicowanej strukturze: od mikrokrystaliczne (< 3% mas.P) do amorfi cznej (> 9% mas.P).
W przypadku np. narzędzi do prasowania szkła sto-suje się powłoki o niskiej( < 4% mas.) zawartości fosfo-ru charakteryzujące się wysoką temperatura topnienia (> 1000°C), wysoką mikrotwardością bezpośrednio po nałożeniu oraz znacznie lepszą odpornością na zużycie cierne i plastycznością od powłok o średniej i wysokiej
zawartości fosforu. Możliwe jest też stosunkowo łatwe nałożenie powłok o grubości do około 300 μm. Dla po-prawy odporności na zużycie ścierne stosuje się zwy-kle obróbkę cieplną, zwykle w zakresie temperatur 400 – 600°C i zróżnicowanym czasie jej trwania.
Galwaniczne powłoki Co-P i Ni-P jako zamienniki Cr charakteryzują się:● twardością zbliżoną do twardości powłok chromo-
wych i wykazują mniejszy spadek przy pracy w pod-wyższonych temperaturach,
● szybkością osadzania: 0,07–0,15 mm/h podczas gdy w przypadku chrom wynosi ona 0,02–0,04 mm/h a niklu bezprądowego – 0,015 mm/h,
● wgłębność kąpieli do elektroosadzania powłok Ni-P i Co-P jest znacznie lepsza od kąpieli chromowych
● Wyższą katodowa wydajnością prądową: 60-85%, która dla chromowanie wynosi 12–35%,
● odporność w komorze solnej może dochodzić do 1000h, podczas gdy powłok chromowych od 20 do 200 h. Ostatnio obserwuje się stosowanie procesu prądo-
wego osadzania powłok Co-P i Ni-P jako zamienników niklowania bezprądowego zwłaszcza dla powierzchni regularnych. Różnice z procesem bezprądowym można scharakteryzować następująco:● znacznie większa szybkość osadzania dochodząca do
2-3 μm/min● możliwość osadzenia powłok o wyższej zawartości
fosforu (do 16% mas.)● możliwość wytworzenie powłok o grubości docho-
dzącej do 4 mm● brak związków kompleksujących oraz Pb i Cd w roz-
tworach technologicznych● znacznie dłuższy, praktycznie nieograniczony czas
eksploatacji roztworów technologicznych spowodo-wany m. in. niższą temperaturą elektroosadzania i użytecznym zakresem pH kąpieli .W przypadku opisanych powyżej powłok stopowych
opatentowano i opracowano metody ich współosadzania z fazą dyspersyjną (powłoki kompozytowe) np. węglika krzemu, azotku boru, tlenków glinu itp., spośród których umiarkowany sukces komercyjny uzyskały powłoki ni-klu bezprądowego z węglikiem krzemu lub z tefl onem.
Reasumując można stwierdzić, że w przypadku chro-mowania technicznego nie istnieje w chwili obecnej uni-wersalny zamiennik. Aby uzyskać pełną gamę właści-wości oferowanych przez jedną wannę do chromowania należałoby wdrożyć kilka różnorakich technologii.
W przypadku chromowania technicznego spośród wie-lu badanych zamienników wytwarzanych galwanicznie ,wdrożone zostały ,do jednostkowych zastosowań, powło-ki galwaniczne takie jak , powłoki stopowe Co-P ,Ni-P i Ni-W. Ze względu na stałą tendencję spadku cen membran jonowymiennych należy spodziewać się rozpowszechnie-nie technologii nakładania powłoki Ni-W i Co-W.
Większość sugerowanych zamienników jest w chwili obecnej na różnym etapie komercjalizacji.* Instytut Mechaniki Precyzyjnej
biuletyn galwanotechnika nr 21 (36) 201114
Materiały XXI Seminarium PTG
Opis metodyUszlachetnianie lub też regeneracja powierzchni
przedmiotów metalowych przeprowadzić można m.in. pokrywając je powłokami z metali bardziej szlachetnych lub bardziej odpornymi na zużycie ścierne od metalu podłoża. Jedna z takich metod, stosowanych od dawna, ale stosunkowo mało znana, mimo szybkiego rozwoju w ostatnich latach, jest nakładanie powłok metalowych techniką selektywną (tamponową).
Galwaniczna metoda selektywnego nakładania (tam-ponowa) była stosowana w przeszłości wyłącznie do na-prawy wadliwie wytworzonych powłok galwanicznych. Jest ona stara, jak długa jest historia galwanotechniki, Galwanizer, który na przykład srebrzył metodą galwa-niczną dzbany ,misy i tace, w przypadku stwierdzenia, że małe fragmenty powierzchni tych srebrzonych przed-miotów nie zostały pokryte srebrem, próbował napra-wiać błędy obróbki galwanicznej. Aby jednak nie powta-rzać procesu od początku(po zdjęciu wadliwie nałożonej powłoki srebrnej)łączył metalowym przewodem srebrny pręt anodowy, owinięty bawełnianym gałgankiem zmo-czonym elektrolitem i pocierał nim przedmiot, który uprzednio podłączył do ujemnego bieguna prądu.
Wytworzona w ten sposób warstewka regeneracyjna była bardzo cienka i na ogół słabo przyczepna do pod-łoża. Po pewnym czasie użytkowania w miejscach tych zaczynała pojawiać się korozja.
Jest zrozumiałe, że taki sposób postępowania nie cie-szył się dobrą opinią u odbiorców pokryć . Wadliwie na-łożone powłoki galwaniczne naprawić można opisaną me-todą również i dzisiaj, bowiem metoda ta z biegiem czasu uległa tak znacznemu zmodyfi kowaniu, że wytworzona sposobem selektywnym powłoka galwaniczna jest obecnie bardzo dobrze przyczepna do metalu podłoża, szczelna, a ponadto można ją osadzać w dowolnych grubościach.
Sposób szybkosprawnego osadzania powłok galwa-nicznych metodą tamponową znany jest od przeszło trzy-dziestu lat. W tym czasie opatentowano, zwłaszcza we Francji, Anglii i USA szereg nowoczesnych technologii pokrywania tamponowego oraz urządzenia do prowadze-nia tego procesu. Powstało również szereg fi rm specjali-zujących się w tej dziedzinie techniki (DALIC – Francja, SELECTRON – USA, IMP – Polska – technologia opra-cowana w Instytucie Mechaniki Precyzyjnej w Warsza-wie, oferowana jest pod nazwą handlowa IMPEX).
W ostatnich latach metoda tamponowa znalazła za-stosowanie przy renowacji szeregu zabytkowych obiek-tów jak i też regeneracji zużytych części maszyn oraz podzespołów elektronicznych w różnorodnych gałęziach przemysłu.
W dobie obecnej około 98% powłok galwanicznych nakładanych metoda tamponową ma zastosowanie tech-niczne. Są takie gałęzie przemysłu, jak na przykład pro-dukcja obwodów drukowanych czy innych podzespołów elektronicznych, gdzie metoda tamponowa oddaje dość duże usługi; w przypadku uszkodzenia ścieżki kontak-towej zmontowanego już podzespołu, uzupełnienie tej ścieżki stykową powłoką złota jest jedynym sposobem przywrócenia pełnej wartości użytkowej tego podzespołu.
Metoda stosowana jest z powodzeniem do nakładania lub naprawy powłok antykorozyjnych takich jak kadm, cynk i jego stopy
Ze względu na brak nawodorowania podłoża, metoda tamponowa znalazła zastosowanie również w przemyśle lotniczym, oraz produkującym pojazdy kosmiczne.
Urządzenia do pokrywania tamponowegoUrządzenie do pokrywania tamponowego składa się
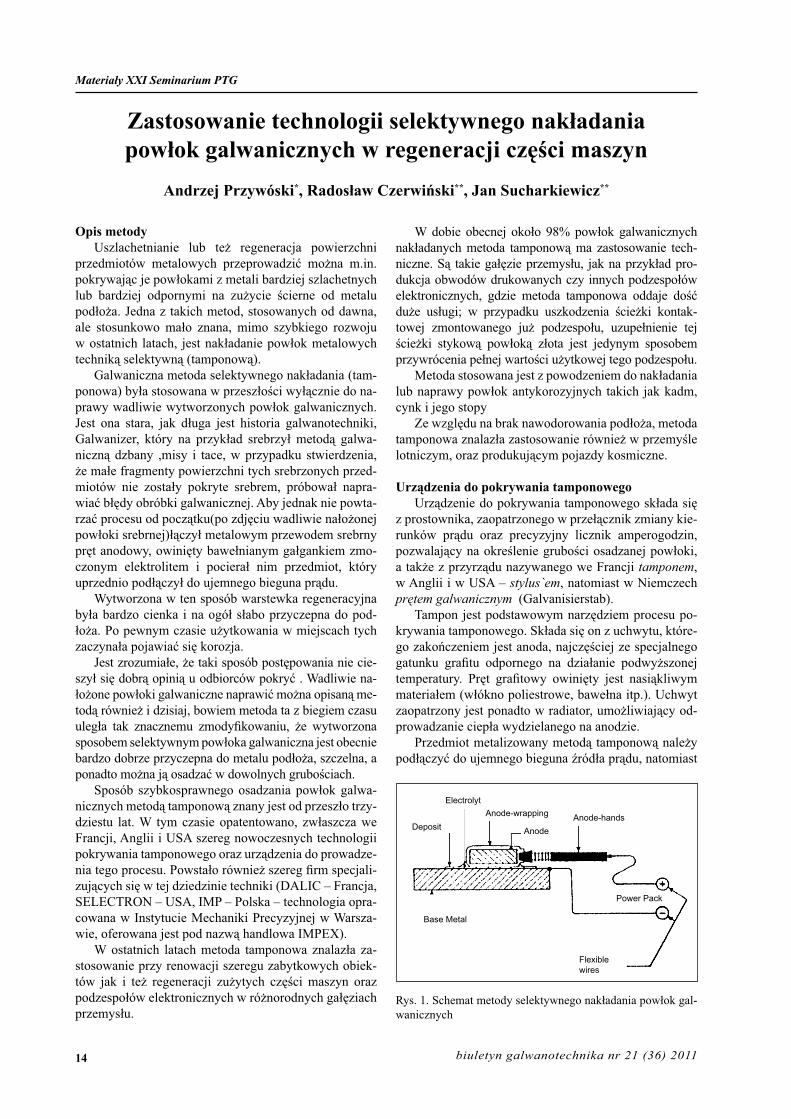
z prostownika, zaopatrzonego w przełącznik zmiany kie-runków prądu oraz precyzyjny licznik amperogodzin, pozwalający na określenie grubości osadzanej powłoki, a także z przyrządu nazywanego we Francji tamponem, w Anglii i w USA – stylus`em, natomiast w Niemczech prętem galwanicznym (Galvanisierstab).
Tampon jest podstawowym narzędziem procesu po-krywania tamponowego. Składa się on z uchwytu, które-go zakończeniem jest anoda, najczęściej ze specjalnego gatunku grafi tu odpornego na działanie podwyższonej temperatury. Pręt grafi towy owinięty jest nasiąkliwym materiałem (włókno poliestrowe, bawełna itp.). Uchwyt zaopatrzony jest ponadto w radiator, umożliwiający od-prowadzanie ciepła wydzielanego na anodzie.
Przedmiot metalizowany metodą tamponową należy podłączyć do ujemnego bieguna źródła prądu, natomiast
Zastosowanie technologii selektywnego nakładania powłok galwanicznych w regeneracji części maszyn
Andrzej Przywóski*, Radosław Czerwiński**, Jan Sucharkiewicz**
Rys. 1. Schemat metody selektywnego nakładania powłok gal-wanicznych
ElectrolytAnode-wrapping
AnodeAnode-hands
Base Metal
Power Pack
Flexiblewires
Deposit

biuletyn galwanotechnika nr 21 (36) 2011 15
Materiały XXI Seminarium PTG
z biegunem dodatnim łączy się pręt galwaniczny. Prętem galwanicznym, po jego zamoczeniu w kąpieli galwanicz-nej, pociera się powierzchnię przedmiotu co zoobrazo-wano na rys. 1.
Stosowany jest również układ odwrotny, tj. pręt ano-dowy zostaje zamocowany sztywno, natomiast pokrywa-ny przedmiot wprowadzany jest w ruch posuwisty lub obrotowy.
Zamiast cyklicznego zanurzania pręta galwanicznego w roztworze elektrolitu, można podczas procesu osadza-nia nasączać otulinę anody systematycznie wkraplając do niej kąpiel z dozownika; w procesie zautomatyzowanym można zastosować do tego celu pompkę dozującą.
Stosowane kąpiele i parametry procesuZastosowanie galwanicznego szybkosprawnego po-
krywania tamponowego możliwe było między innymi w wyniku opracowania nowoczesnych kąpieli, w których metal związany jest często w organicznym kompleksie chelatowym. Kąpiele te mają zwykle wyższe stężenie osadzanego metalu niż stosuje się to w klasycznych elek-trolitach. Elektrolity te muszą ponadto charakteryzować się optymalną wydajnością prądową w dość szerokich granicach; powinny ponadto pracować już w temperatu-rze otoczenia, ale muszą być również odporne na tempe-ratury podwyższone. Muszą być także trwałe przy dłuż-szych przerwach pracy.
Bardzo istotnym parametrem podczas galwanicznego pokrywania tamponowego jest napięcie. Zależy ono w głównej mierze od materiału i wielkości anody. W przy-padku stosowania anody grafi towej, napięcie to wahać się może od 3 do 20 V. Dobiera się je w zależności od wielkości pokrywanej powierzchni czyli powierzchni styku anody z powierzchnią metalizowaną
Podczas tamponowej obróbki galwanicznej kontro-lować należy również czas osadzania, aby można było określić grubość nałożonej powłoki. Bardzo cenną usłu-gę oddaje w tym przypadku podłączony(wbudowany) do układu licznik amperominut.
Przebieg procesu galwanicznego osadzania powłok metodą tamponową
Przebieg procesu galwanicznego osadzania powłok metalowych metodą tamponową nie różni się w zasadzie od klasycznego procesu galwanicznego osadzania metali w wannach zabiegowych. Składa się z sześciu zasadni-czych operacji:
a) oczyszczania wstępnego,b) maskowania,c) odtłuszczania elektrolitycznego,d) nanoszenia podwarstwy(międzywarstwy)e) osadzanie właściwej warstwy galwanicznejW każdym przypadku trzy pierwsze operacje proce-
su technologicznego są konieczne w celu wytworzenia powłoki galwanicznej dobrze przyczepnej do podłoża i o dobrych właściwościach chemicznych jak i mechanicz-nych. Dwie następne operacje – aktywowanie i nanosze-
nie podwarstwy zależą od materiału podłoża i osadzanej powłoki.
Właściwości powłok● Odporność korozyjna – porównywalna lub lepsza od
powłok wannowych dla tej samej grubości,● Twardość – ogólnie twardość jest większa od powłok
wannowych. Najwyższą twardość wśród powłok wy-tworzonych metodą tamponową mają powłoki Co-W 810 HV i Ni-W 750HV, a np. Au 100- 160 HV
● Porowatość – zwykle około dwukrotnie mniejsza od porowatości powłok wannowych
● Struktura – zróżnicowana najczęściej na pograniczu nanometrycznej lub amorfi czna
● Przyczepność – doskonała, w wielu przypadkach lep-sza od powłok wannowych, zwłaszcza na aluminium, tytanie, wolframie, molibdenie.
● Wpływ na wytrzymałość zmęczeniową – znacznie mniejszy niż w przypadku powłok wannowych,
● Nawodorowanie – znacznie mniejsze niż przypadku powłok wannowych
Opracowania Instytutu Mechaniki PrecyzyjnejW Instytucie Mechaniki Precyzyjnej opracowano
roztwory do tamponowego nakładania powłok z metali szlachetnych dla celów dekoracyjnych, powłok cynku, kadmu i ich stopów dla ochrony przed korozją oraz po-włok stosowanych w regeneracji części maszyn takich jak Cu, Ni, Cr (z roztworów CrIII) powłoki stopowe Ni-Co, Co-W, Ni-W, Co-P, Ni-P i inne.
Metodę nakładania powłok na takie metale jak alumi-nium (bezpośrednio bez podwarstwy), tytan, metale ziem rzadkich oraz stopy magnezu
Opracowania IMP-u zostały wniesione jako wkład kapitałowy do powstałej spółki INTEG w Bytomiu ce-lem której jest m. innymi promocja i komercjalizacja technologii tamponowego nakładania metali i ich stopów w Polsce.
PodsumowanieMetoda tamponowego nakładania powłok metalicz-
nych, w tym i stopowych stanowi cenne uzupełnienie stan-dardowych metod galwanizacji. W chwili obecnej charak-teryzuje się ona zróżnicowaną skalą automatyzacji.
Umożliwia ona w wielu przypadkach regenerację uszkodzonych powierzchni bez kosztownego demontażu części jak i pokrycie wyrobów o dużych wymiarach bez konieczności budowy dodatkowych wanien.
Technologie te, jako bezwannowe, są ekonomiczne i przyjazne środowisku.
Metoda ta umożliwia nałożenie prawidłowych po-włok wieloskładnikowych o unikalnych właściwościach, niemożliwych do powtarzalnego wytwarzania w warun-kach wannowych
* Instytut Mechaniki Precyzyjnej** INTEG- Bytom

biuletyn galwanotechnika nr 21 (36) 201116
Materiały XXI Seminarium PTG
Stopy glinuGlin jest trzecim najczęściej rozpowszechnionym
pierwiastkiem w skorupie ziemskiej (7,45% mas.). Wy-stępuje w przyrodzie w postaci takich minerałów jak: kaolinit, silimanit, albit, ortoklaz, boksyt, kriolit, korund, gibbsyt. Glin ma wiele właściwości wykorzystywanych w procesach projektowania i wytwarzania produktów, jest materiałem bardzo ciekawym ze względów konstruk-cyjnych. Gęstość glinu – 2,7 g/cm3, gęstość stopów Al ok. 2,8 g/cm3, gęstość stopów Al–Li od 2,3 do 2,5 g/cm3. Glin jest o 62 % lżejszy od Zn, o 66 % lżejszy od stali, o 70 % lżejszy od Cu. Stopy glinu wytwarza się jako stopy do obróbki plastycznej i stopy odlewnicze. Stopy do ob-róbki plastycznej to stopy jednofazowe, zawierające do 5% pierwiastków stopowych Zalicza się do nich stopy nieobrabialne cieplnie np. z serii 3000 – aluman AlMn1 – PA1, z serii 5000: ftydronalium – AlMg2 – PA2, hydro-nalium – AlMg1 – PA43, AlMg3 – PA11, AlMg5 – PA20, AlMg4,5Mn – PA13 oraz stopy obrabialne cieplnie np. z serii 2000 – durale: AlCu4Mg1 – PA6, AlCu4Mg2 – PA7, AlCu4MgO,5 – PA21, z serii 6000: anticorodal AlMg-1Si1Mn – PA4, avial – AlSi1MgCu – PA10, aidrey – Al-MgSi – PA38 , z serii 7000: konstruktale: AlZn6Mg2Cu – PA9 , AlZn5Mg1 – PA47. Stopy te stosuje się na średnio obciążone elementy maszyn i konstrukcji w przemyśle okrętowym, przemyśle lotniczym, transporcie, budow-nictwie, elementach konstrukcyjnych i nadbudówkach okrętów a także w urządzeniach przemysłu spożywczego i chemicznego. Stopy odlewnicze glinu to stopy wielofa-zowe zawierające 5-25% Si oraz Cu, Mg, Zn, Ni. Zali-cza się do nich siluminy – AK: podeutektyczne 4 – 10% Si, eutektyczne 10 – 13% Si i nadeutektyczne 17 – 30% Si a także stopy z miedzią – AM i stopy z magnezem – AG. Siluminy dwuskładnikowe stosuje się na odlewy o skomplikowanych kształtach, silnie obciążone elementy urządzeń elektrotechnicznych, silniki i armaturę okręto-wą, siluminy eutektyczne i nadeutektyczne jako stopy żarowytrzymałe na wysoko obciążone tłoki silników spalinowych, siluminy podeutektyczne na silnie obciążo-ne elementy dla przemysłu okrętowego i elektrycznego, odlewy części konstrukcji latających oraz silników spali-nowych, stopy Al-Cu na średnio i bardzo obciążone odle-wy dla przemysłu motoryzacyjnego i lotniczego a stopy Al-Mg o dużej odporności na korozję do wytwarzania armatury morskiej, elementów aparatury chemicznej i sa-mochodów. Przykładowo w przemyśle lotniczym około 61% podzespołów samolotu Airbus A380 wykonano ze stopów glinu a w samolocie Lockheed F-22 Raptor 33%
Modyfi kacja powierzchni stopów glinu i magnezu zwiększająca odporność na korozję
i zużycie przez tarcieBenigna Szeptycka*
to aluminium Stopy glinu z litem są wyjątkowo atrak-cyjne dla przemysłu kosmicznego i lotniczego. Wpro-wadzenie 1% Li zmniejsza gęstość stopu Al o ok. 3% zwiększając równocześnie sztywność (moduł Younga) o 6%! Lit wyjątkowo korzystnie wpływa na wytrzymałość zmęczeniową oraz wiązkość (odporność na rozprzestrze-nianie się pęknięć) w niskiej temperaturze (-196˚C!). W wielu krajach stopy Al-Li znajdują się w normach, np. ASTM stopy 2090, 2091 czy 8090 zawierają 2-2,5%Li. Stopy 2091 i 8090 znajdują się również w PN-EN 573-3. Obok litu występuje zwykle Cu, Mg lub/i Zr. Dzięki możliwości umacniania wydzieleniowego wieloskładni-kowe stopy glinu z litem, po walcowaniu, osiągają Rm do 700 MPa przy Re dochodzącym do 670 MPa!
Korozja odlewów aluminiowych w atmosferze zależ-na jest prócz składu także od metody odlewania i obróbki cieplnej ze względu na wpływ na korozję niejednorodno-ści struktury. Obróbka cieplna połączona z szybkim od-puszczaniem podwyższa odporność na korozję odlewów zawierających miedź, natomiast hartowanie zmniejsza odporność na korozję. Każda obróbka cieplna mająca na celu ujednorodnienie struktury stopów aluminiowych pozwala na uzyskanie stopu o wyższej odporności na ko-rozję atmosferyczną. Aluminium na powietrzu pokrywa się cienką warstwą Al2O3, chroniącą przed działaniem korozyjnym atmosfery, wody, stężonego kwasu azotowe-go, kwasów organicznych, siarkowodoru czy roztworów amoniaku. Odporność na korozję poszczególnych stopów aluminium, jest zależna od rodzaju atmosfery, na której działanie są one wystawione. Stopy aluminium, odporne na działanie atmosfery przemysłowej mogą zachowywać się źle w atmosferze morskiej i odwrotnie. Odporne na korozję są stopy serii 3000 – alumany, serii 4000 – silu-miny, serii 5000 – hydronalia i serii 6000 – anticorodale. Nieodporne na korozję – stopy serii 2000 – durale i serii 7000 – konstruktale. Odporność na korozję aluminium może być zwiększona przez: anodowanie – elektroli-tyczny proces wytwarzania powłoki tlenkowej, chro-mianowanie – chemiczny proces metalu z związkami chemicznymi roztworu do chromianowania z wytworze-niem nierozpuszczalnych soli lub zastosowanie krzemia-nów jako inhibitorów korozji (w roztworach wodnych o średnim stopniu alkaliczności). Odporność aluminium na zużycie przez tarcie jest nieduża i zachodzi koniecz-ność modyfi kacji powierzchni aluminium, zwłaszcza do zastosowań w skojarzeniach ślizgowych. Konieczność ta wynika z małej twardości aluminium – 110-200 HV, podatności na sczepianie i dużej aktywności chemicz-
biuletyn galwanotechnika nr 21 (36) 2011 17
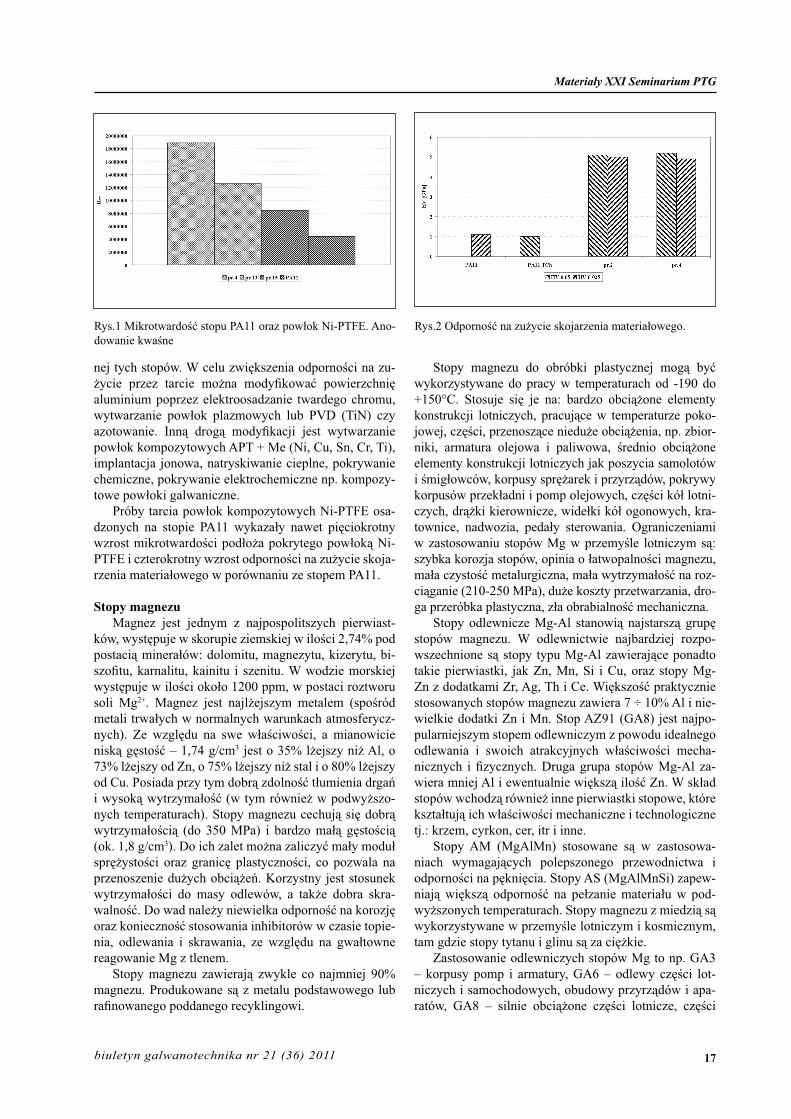
nej tych stopów. W celu zwiększenia odporności na zu-życie przez tarcie można modyfi kować powierzchnię aluminium poprzez elektroosadzanie twardego chromu, wytwarzanie powłok plazmowych lub PVD (TiN) czy azotowanie. Inną drogą modyfi kacji jest wytwarzanie powłok kompozytowych APT + Me (Ni, Cu, Sn, Cr, Ti), implantacja jonowa, natryskiwanie cieplne, pokrywanie chemiczne, pokrywanie elektrochemiczne np. kompozy-towe powłoki galwaniczne.
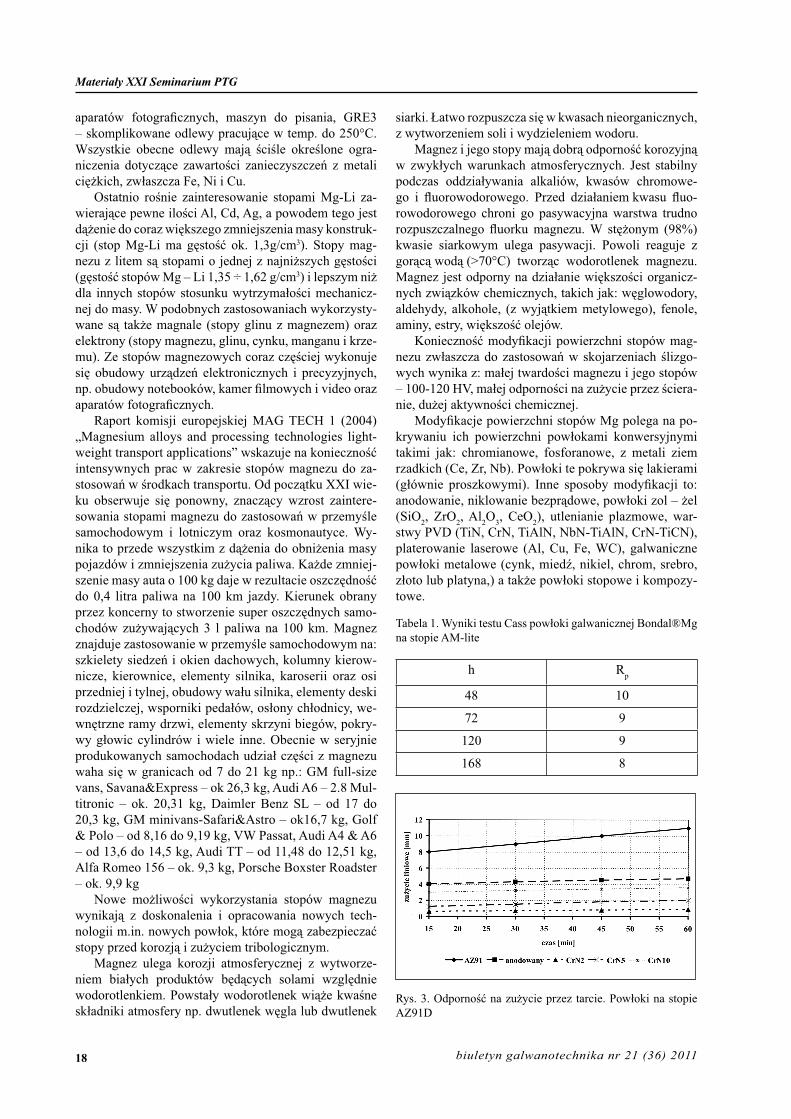
Próby tarcia powłok kompozytowych Ni-PTFE osa-dzonych na stopie PA11 wykazały nawet pięciokrotny wzrost mikrotwardości podłoża pokrytego powłoką Ni-PTFE i czterokrotny wzrost odporności na zużycie skoja-rzenia materiałowego w porównaniu ze stopem PA11.
Stopy magnezuMagnez jest jednym z najpospolitszych pierwiast-
ków, występuje w skorupie ziemskiej w ilości 2,74% pod postacią minerałów: dolomitu, magnezytu, kizerytu, bi-szofi tu, karnalitu, kainitu i szenitu. W wodzie morskiej występuje w ilości około 1200 ppm, w postaci roztworu soli Mg2+. Magnez jest najlżejszym metalem (spośród metali trwałych w normalnych warunkach atmosferycz-nych). Ze względu na swe właściwości, a mianowicie niską gęstość – 1,74 g/cm3 jest o 35% lżejszy niż Al, o 73% lżejszy od Zn, o 75% lżejszy niż stal i o 80% lżejszy od Cu. Posiada przy tym dobrą zdolność tłumienia drgań i wysoką wytrzymałość (w tym również w podwyższo-nych temperaturach). Stopy magnezu cechują się dobrą wytrzymałością (do 350 MPa) i bardzo małą gęstością (ok. 1,8 g/cm3). Do ich zalet można zaliczyć mały moduł sprężystości oraz granicę plastyczności, co pozwala na przenoszenie dużych obciążeń. Korzystny jest stosunek wytrzymałości do masy odlewów, a także dobra skra-walność. Do wad należy niewielka odporność na korozję oraz konieczność stosowania inhibitorów w czasie topie-nia, odlewania i skrawania, ze względu na gwałtowne reagowanie Mg z tlenem.
Stopy magnezu zawierają zwykle co najmniej 90% magnezu. Produkowane są z metalu podstawowego lub rafi nowanego poddanego recyklingowi.
Stopy magnezu do obróbki plastycznej mogą być wykorzystywane do pracy w temperaturach od -190 do +150°C. Stosuje się je na: bardzo obciążone elementy konstrukcji lotniczych, pracujące w temperaturze poko-jowej, części, przenoszące nieduże obciążenia, np. zbior-niki, armatura olejowa i paliwowa, średnio obciążone elementy konstrukcji lotniczych jak poszycia samolotów i śmigłowców, korpusy sprężarek i przyrządów, pokrywy korpusów przekładni i pomp olejowych, części kół lotni-czych, drążki kierownicze, widełki kół ogonowych, kra-townice, nadwozia, pedały sterowania. Ograniczeniami w zastosowaniu stopów Mg w przemyśle lotniczym są: szybka korozja stopów, opinia o łatwopalności magnezu, mała czystość metalurgiczna, mała wytrzymałość na roz-ciąganie (210-250 MPa), duże koszty przetwarzania, dro-ga przeróbka plastyczna, zła obrabialność mechaniczna.
Stopy odlewnicze Mg-Al stanowią najstarszą grupę stopów magnezu. W odlewnictwie najbardziej rozpo-wszechnione są stopy typu Mg-Al zawierające ponadto takie pierwiastki, jak Zn, Mn, Si i Cu, oraz stopy Mg-Zn z dodatkami Zr, Ag, Th i Ce. Większość praktycznie stosowanych stopów magnezu zawiera 7 ÷ 10% Al i nie-wielkie dodatki Zn i Mn. Stop AZ91 (GA8) jest najpo-pularniejszym stopem odlewniczym z powodu idealnego odlewania i swoich atrakcyjnych właściwości mecha-nicznych i fi zycznych. Druga grupa stopów Mg-Al za-wiera mniej Al i ewentualnie większą ilość Zn. W skład stopów wchodzą również inne pierwiastki stopowe, które kształtują ich właściwości mechaniczne i technologiczne tj.: krzem, cyrkon, cer, itr i inne.
Stopy AM (MgAlMn) stosowane są w zastosowa-niach wymagających polepszonego przewodnictwa i odporności na pęknięcia. Stopy AS (MgAlMnSi) zapew-niają większą odporność na pełzanie materiału w pod-wyższonych temperaturach. Stopy magnezu z miedzią są wykorzystywane w przemyśle lotniczym i kosmicznym, tam gdzie stopy tytanu i glinu są za ciężkie.
Zastosowanie odlewniczych stopów Mg to np. GA3 – korpusy pomp i armatury, GA6 – odlewy części lot-niczych i samochodowych, obudowy przyrządów i apa-ratów, GA8 – silnie obciążone części lotnicze, części
Rys.1 Mikrotwardość stopu PA11 oraz powłok Ni-PTFE. Ano-dowanie kwaśne
Rys.2 Odporność na zużycie skojarzenia materiałowego.
Materiały XXI Seminarium PTG
biuletyn galwanotechnika nr 21 (36) 201118
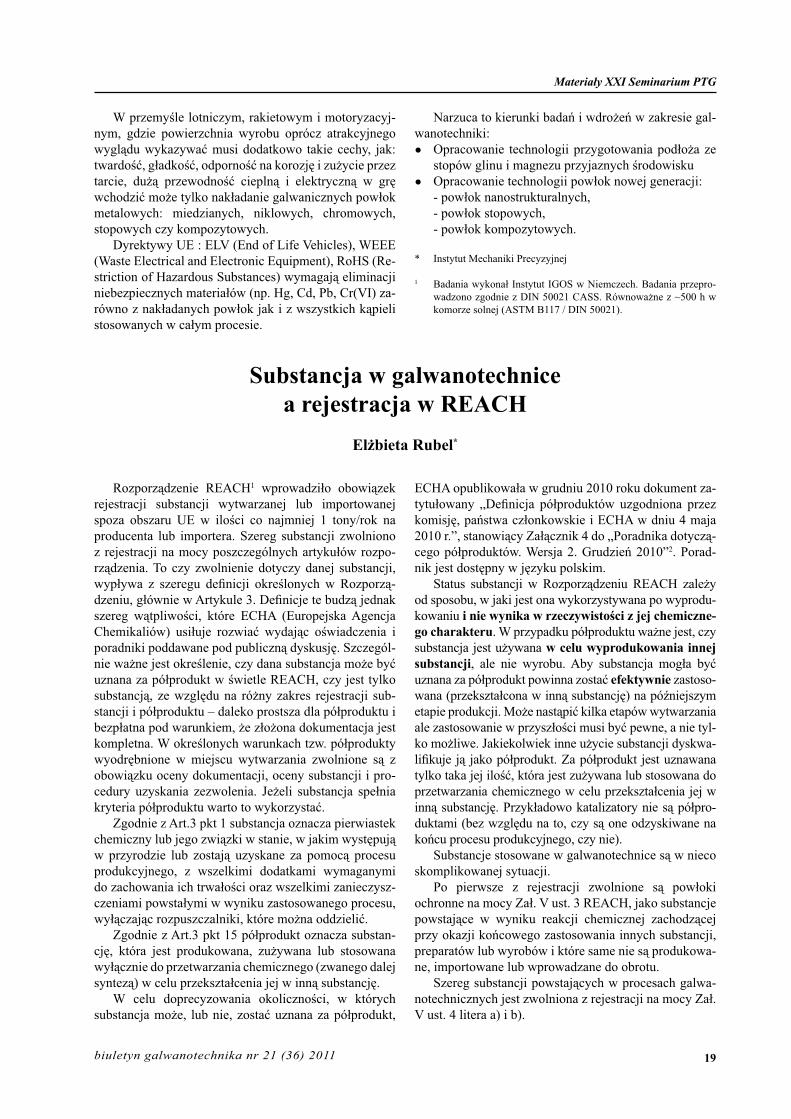
h Rp
48 10
72 9
120 9
168 8
Tabela 1. Wyniki testu Cass powłoki galwanicznej Bondal®Mg na stopie AM-lite
Rys. 3. Odporność na zużycie przez tarcie. Powłoki na stopie AZ91D
Materiały XXI Seminarium PTG
siarki. Łatwo rozpuszcza się w kwasach nieorganicznych, z wytworzeniem soli i wydzieleniem wodoru.
Magnez i jego stopy mają dobrą odporność korozyjną w zwykłych warunkach atmosferycznych. Jest stabilny podczas oddziaływania alkaliów, kwasów chromowe-go i fl uorowodorowego. Przed działaniem kwasu fl uo-rowodorowego chroni go pasywacyjna warstwa trudno rozpuszczalnego fl uorku magnezu. W stężonym (98%) kwasie siarkowym ulega pasywacji. Powoli reaguje z gorącą wodą (>70°C) tworząc wodorotlenek magnezu. Magnez jest odporny na działanie większości organicz-nych związków chemicznych, takich jak: węglowodory, aldehydy, alkohole, (z wyjątkiem metylowego), fenole, aminy, estry, większość olejów.
Konieczność modyfi kacji powierzchni stopów mag-nezu zwłaszcza do zastosowań w skojarzeniach ślizgo-wych wynika z: małej twardości magnezu i jego stopów – 100-120 HV, małej odporności na zużycie przez ściera-nie, dużej aktywności chemicznej.
Modyfi kacje powierzchni stopów Mg polega na po-krywaniu ich powierzchni powłokami konwersyjnymi takimi jak: chromianowe, fosforanowe, z metali ziem rzadkich (Ce, Zr, Nb). Powłoki te pokrywa się lakierami (głównie proszkowymi). Inne sposoby modyfi kacji to: anodowanie, niklowanie bezprądowe, powłoki zol – żel (SiO2, ZrO2, Al2O3, CeO2), utlenianie plazmowe, war-stwy PVD (TiN, CrN, TiAlN, NbN-TiAlN, CrN-TiCN), platerowanie laserowe (Al, Cu, Fe, WC), galwaniczne powłoki metalowe (cynk, miedź, nikiel, chrom, srebro, złoto lub platyna,) a także powłoki stopowe i kompozy-towe.
aparatów fotografi cznych, maszyn do pisania, GRE3 – skomplikowane odlewy pracujące w temp. do 250°C. Wszystkie obecne odlewy mają ściśle określone ogra-niczenia dotyczące zawartości zanieczyszczeń z metali ciężkich, zwłaszcza Fe, Ni i Cu.
Ostatnio rośnie zainteresowanie stopami Mg-Li za-wierające pewne ilości Al, Cd, Ag, a powodem tego jest dążenie do coraz większego zmniejszenia masy konstruk-cji (stop Mg-Li ma gęstość ok. 1,3g/cm3). Stopy mag-nezu z litem są stopami o jednej z najniższych gęstości (gęstość stopów Mg – Li 1,35 ÷ 1,62 g/cm3) i lepszym niż dla innych stopów stosunku wytrzymałości mechanicz-nej do masy. W podobnych zastosowaniach wykorzysty-wane są także magnale (stopy glinu z magnezem) oraz elektrony (stopy magnezu, glinu, cynku, manganu i krze-mu). Ze stopów magnezowych coraz częściej wykonuje się obudowy urządzeń elektronicznych i precyzyjnych, np. obudowy notebooków, kamer fi lmowych i video oraz aparatów fotografi cznych.
Raport komisji europejskiej MAG TECH 1 (2004) „Magnesium alloys and processing technologies light-weight transport applications” wskazuje na konieczność intensywnych prac w zakresie stopów magnezu do za-stosowań w środkach transportu. Od początku XXI wie-ku obserwuje się ponowny, znaczący wzrost zaintere-sowania stopami magnezu do zastosowań w przemyśle samochodowym i lotniczym oraz kosmonautyce. Wy-nika to przede wszystkim z dążenia do obniżenia masy pojazdów i zmniejszenia zużycia paliwa. Każde zmniej-szenie masy auta o 100 kg daje w rezultacie oszczędność do 0,4 litra paliwa na 100 km jazdy. Kierunek obrany przez koncerny to stworzenie super oszczędnych samo-chodów zużywających 3 l paliwa na 100 km. Magnez znajduje zastosowanie w przemyśle samochodowym na: szkielety siedzeń i okien dachowych, kolumny kierow-nicze, kierownice, elementy silnika, karoserii oraz osi przedniej i tylnej, obudowy wału silnika, elementy deski rozdzielczej, wsporniki pedałów, osłony chłodnicy, we-wnętrzne ramy drzwi, elementy skrzyni biegów, pokry-wy głowic cylindrów i wiele inne. Obecnie w seryjnie produkowanych samochodach udział części z magnezu waha się w granicach od 7 do 21 kg np.: GM full-size vans, Savana&Express – ok 26,3 kg, Audi A6 – 2.8 Mul-titronic – ok. 20,31 kg, Daimler Benz SL – od 17 do 20,3 kg, GM minivans-Safari&Astro – ok16,7 kg, Golf & Polo – od 8,16 do 9,19 kg, VW Passat, Audi A4 & A6 – od 13,6 do 14,5 kg, Audi TT – od 11,48 do 12,51 kg, Alfa Romeo 156 – ok. 9,3 kg, Porsche Boxster Roadster – ok. 9,9 kg
Nowe możliwości wykorzystania stopów magnezu wynikają z doskonalenia i opracowania nowych tech-nologii m.in. nowych powłok, które mogą zabezpieczać stopy przed korozją i zużyciem tribologicznym.
Magnez ulega korozji atmosferycznej z wytworze-niem białych produktów będących solami względnie wodorotlenkiem. Powstały wodorotlenek wiąże kwaśne składniki atmosfery np. dwutlenek węgla lub dwutlenek
biuletyn galwanotechnika nr 21 (36) 2011 19
W przemyśle lotniczym, rakietowym i motoryzacyj-nym, gdzie powierzchnia wyrobu oprócz atrakcyjnego wyglądu wykazywać musi dodatkowo takie cechy, jak: twardość, gładkość, odporność na korozję i zużycie przez tarcie, dużą przewodność cieplną i elektryczną w grę wchodzić może tylko nakładanie galwanicznych powłok metalowych: miedzianych, niklowych, chromowych, stopowych czy kompozytowych.
Dyrektywy UE : ELV (End of Life Vehicles), WEEE (Waste Electrical and Electronic Equipment), RoHS (Re-striction of Hazardous Substances) wymagają eliminacji niebezpiecznych materiałów (np. Hg, Cd, Pb, Cr(VI) za-równo z nakładanych powłok jak i z wszystkich kąpieli stosowanych w całym procesie.
Narzuca to kierunki badań i wdrożeń w zakresie gal-wanotechniki:● Opracowanie technologii przygotowania podłoża ze
stopów glinu i magnezu przyjaznych środowisku● Opracowanie technologii powłok nowej generacji:
- powłok nanostrukturalnych,- powłok stopowych,- powłok kompozytowych.
* Instytut Mechaniki Precyzyjnej
1 Badania wykonał Instytut IGOS w Niemczech. Badania przepro-wadzono zgodnie z DIN 50021 CASS. Równoważne z ~500 h w komorze solnej (ASTM B117 / DIN 50021).
Rozporządzenie REACH1 wprowadziło obowiązek rejestracji substancji wytwarzanej lub importowanej spoza obszaru UE w ilości co najmniej 1 tony/rok na producenta lub importera. Szereg substancji zwolniono z rejestracji na mocy poszczególnych artykułów rozpo-rządzenia. To czy zwolnienie dotyczy danej substancji, wypływa z szeregu defi nicji określonych w Rozporzą-dzeniu, głównie w Artykule 3. Defi nicje te budzą jednak szereg wątpliwości, które ECHA (Europejska Agencja Chemikaliów) usiłuje rozwiać wydając oświadczenia i poradniki poddawane pod publiczną dyskusję. Szczegól-nie ważne jest określenie, czy dana substancja może być uznana za półprodukt w świetle REACH, czy jest tylko substancją, ze względu na różny zakres rejestracji sub-stancji i półproduktu – daleko prostsza dla półproduktu i bezpłatna pod warunkiem, że złożona dokumentacja jest kompletna. W określonych warunkach tzw. półprodukty wyodrębnione w miejscu wytwarzania zwolnione są z obowiązku oceny dokumentacji, oceny substancji i pro-cedury uzyskania zezwolenia. Jeżeli substancja spełnia kryteria półproduktu warto to wykorzystać.
Zgodnie z Art.3 pkt 1 substancja oznacza pierwiastek chemiczny lub jego związki w stanie, w jakim występują w przyrodzie lub zostają uzyskane za pomocą procesu produkcyjnego, z wszelkimi dodatkami wymaganymi do zachowania ich trwałości oraz wszelkimi zanieczysz-czeniami powstałymi w wyniku zastosowanego procesu, wyłączając rozpuszczalniki, które można oddzielić.
Zgodnie z Art.3 pkt 15 półprodukt oznacza substan-cję, która jest produkowana, zużywana lub stosowana wyłącznie do przetwarzania chemicznego (zwanego dalej syntezą) w celu przekształcenia jej w inną substancję.
W celu doprecyzowania okoliczności, w których substancja może, lub nie, zostać uznana za półprodukt,
Substancja w galwanotechnice a rejestracja w REACH
Elżbieta Rubel*
ECHA opublikowała w grudniu 2010 roku dokument za-tytułowany „Defi nicja półproduktów uzgodniona przez komisję, państwa członkowskie i ECHA w dniu 4 maja 2010 r.”, stanowiący Załącznik 4 do „Poradnika dotyczą-cego półproduktów. Wersja 2. Grudzień 2010”2. Porad-nik jest dostępny w języku polskim.
Status substancji w Rozporządzeniu REACH zależy od sposobu, w jaki jest ona wykorzystywana po wyprodu-kowaniu i nie wynika w rzeczywistości z jej chemiczne-go charakteru. W przypadku półproduktu ważne jest, czy substancja jest używana w celu wyprodukowania innej substancji, ale nie wyrobu. Aby substancja mogła być uznana za półprodukt powinna zostać efektywnie zastoso-wana (przekształcona w inną substancję) na późniejszym etapie produkcji. Może nastąpić kilka etapów wytwarzania ale zastosowanie w przyszłości musi być pewne, a nie tyl-ko możliwe. Jakiekolwiek inne użycie substancji dyskwa-lifi kuje ją jako półprodukt. Za półprodukt jest uznawana tylko taka jej ilość, która jest zużywana lub stosowana do przetwarzania chemicznego w celu przekształcenia jej w inną substancję. Przykładowo katalizatory nie są półpro-duktami (bez względu na to, czy są one odzyskiwane na końcu procesu produkcyjnego, czy nie).
Substancje stosowane w galwanotechnice są w nieco skomplikowanej sytuacji.
Po pierwsze z rejestracji zwolnione są powłoki ochronne na mocy Zał. V ust. 3 REACH, jako substancje powstające w wyniku reakcji chemicznej zachodzącej przy okazji końcowego zastosowania innych substancji, preparatów lub wyrobów i które same nie są produkowa-ne, importowane lub wprowadzane do obrotu.
Szereg substancji powstających w procesach galwa-notechnicznych jest zwolniona z rejestracji na mocy Zał. V ust. 4 litera a) i b).
Materiały XXI Seminarium PTG

biuletyn galwanotechnika nr 21 (36) 201120
Galwanotechnika jest gałęzią przemysłu, która w celu nadania powierzchniom wyrobów nowych właści-wości wykorzystuje różne substancje chemiczne, w tym substancje potencjalnie niebezpieczne dla ludzi i środo-wiska. W celu zmniejszenia ryzyka, jakie stwarzają te substancje dla człowieka i jego otoczenia, wprowadzono różne akty prawne, w tym wytyczne i procedury zawar-te w rozporządzeniu REACH. Rozporządzenie REACH obowiązuje od 1 czerwca 2007 r. i obejmuje zagadnie-nia rejestracji, oceny, udzielania zezwoleń i stosowanych ograniczeń w zakresie importu, wprowadzania do obrotu i stosowania substancji chemicznych na terenie krajów Wspólnoty Europejskiej. Rozporządzenie to ma na celu zapewnienie wysokiego poziomu ochrony zdrowia czło-
Materiały XXI Seminarium PTG
wieka i środowiska i dlatego szczególną uwagę kładzie na właściwą kontrolę ryzyka stwarzanego przez substan-cje chemiczne (art. 1, art. 58). Mając to na uwadze, w pierwszej kolejności identyfi kuje się substancje budzące szczególnie duże obawy (ang. Substances of Very High Concern – SVHC). Zgodnie z rozporządzeniem REACH (art. 57) są to substancje:● rakotwórcze, mutagenne lub działające szkodliwie
na rozrodczość (ang. carcinogenic, mutagenic, to-xic for reproduction – CMR), np. chromian(VI) i dichromian(VI) sodu, oba szeroko stosowane w prak-tyce galwanotechnicznej
● trwałe, wykazujące zdolność do bioakumulacji i tok-syczne (ang. persistent, bioaccumulative and toxic
Substancje stosowane w galwanotechnice o właściwościach budzących szczególnie duże obawy
w kontekście rozporządzenia REACHKatarzyna Szmigielska*
Są to substancje, które same nie są produkowane, im-portowane lub wprowadzane do obrotu i które powstają w wyniku reakcji chemicznej zachodzącej gdy:a) stabilizator, barwnik, środek aromatyzujący, przeciw-
utleniacz, wypełniacz, rozpuszczalnik, nośnik, śro-dek powierzchniowo czynny, plastyfi kator, inhibitor korozji, środek przeciwpieniący, środek dyspergują-cy, środek przeciwosadowy, środek osuszający, sub-stancja wiążąca, emulgator, demulgator, odwadniacz, środek zbrylający, promotor adhezji, modyfi kator płynności, środek zobojętniający, odczynnik masku-jący, koagulator, środek zmniejszający palność, smar, odczynnik chelatujący lub odczynnik kontroli jakości działają w sposób zamierzony.
b) substancja, której jedynym zadaniem jest zapewnie-nie konkretnych właściwości fi zykochemicznych działa w sposób zamierzony.Hydraty substancji lub jony hydratowane powstałe w
wyniku asocjacji cząsteczek substancji i wody są zwol-nione z rejestracji na mocy Zał. V ust. 6, pod warunkiem, że substancja ta została zarejestrowana. Przykład może stanowić CuSO4 • 5H2O, którego nie trzeba rejestrować, jeśli zarejestrowany został CuSO4.
W ww. Załączniku 4 poradnika określono, że substan-cje stosowane jako środek do obróbki powierzchni nie są uznawane za półprodukty, dopóki proces nie polega na produkowaniu innej substancji w jej postaci własnej, a głównym celem procesu jest zapewnienie materiałowi szczególnej cechy fi zykochemicznej (bez względu na to czy środek do obróbki powierzchni jest zużywany w reakcji chemicznej, co skutkuje powstaniem innej sub-stancji). W przypadku, kiedy substancja powstała w wy-
niku reakcji chemicznej pomiędzy środkiem do obróbki powierzchni i materiałem, jest ona zwolniona z rejestracji na mocy Zał. V ust. 4 rozporządzenia REACH. Podobnie elektrolityczne nakładanie powłoki metalicznej jest nie-odłącznym etapem w procesie produkcji wyrobu, przy czym celem jest zapewnienie właściwości fi zykoche-micznej materiałowi.
Wyłączenie z rejestracji całego szeregu substancji skutkowałoby pominięciem oceny ryzyka związanego z ich stosowaniem. Zapisy REACH zapewniają całko-wite uwzględnienie ryzyka na całej długości łańcucha dostaw, dlatego ryzyku związanemu z omawianymi substancjami należy przeciwdziałać przy rejestracji sub-stancji, z których się one wywodzą, czyli substancji ma-cierzystych.
Substancja macierzysta substancji wyłączonej z obo-wiązku rejestracji zgodnie z Zał. V ust. 3 i 4 nie może być półproduktem, więc podlega pełnej procedurze reje-stracji. Taka rejestracja zapewnia uwzględnienie ryzyka pochodzącego od tych wyłączonych substancji. Zgodnie ze stanowiskiem zaprezentowanym przez ECHA w Za-łączniku 4 do „Poradnika dotyczącego półproduktów” ryzyko to powinno być uwzględnione w dokumentacji, oceny bezpieczeństwa chemicznego, dotyczącej substan-cji macierzystej.
* Instytut Mechaniki Precyzyjnej
1 Rozporządzenie 1907/2006 Parlamentu Europejskiego i Rady z 18 grudnia 2006 roku w sprawie Rejestracji, Oceny, Udzielania Ze-zwoleń i Stosowanych Ograniczeń w zakresie Chemikaliów (RE-ACH) oraz utworzenia Europejskiej Agencji Chemikaliów

biuletyn galwanotechnika nr 21 (36) 2011 21
Rys. 1. Schemat blokowy dla procedury, którą musi przejść substancja chemiczna budząca szczególnie duże obawy, aby zostać umieszczona na liście kandydackiej.
Materiały XXI Seminarium PTG
tych substancji zgodnie z zaleceniami rozporządzenia REACH (art. 57 oraz 58 ust. 3). Ocena substancji po-winna być przejrzysta i nie może budzić żadnych wątpli-wości. Do tej pory opierano się na werbalno-argumen-tacyjnej metodzie oceny, czy dana substancja powinna być poddana ograniczeniom zgodnym z REACH, czy też nie. Prowadziło to do wielu niejasności i wątpliwości. Dlatego w maju 2010 r. Agencja Echa zaproponowała nową, ilościową metodę oceny substancji wraz z przypi-saną punktacją, opartą na ściśle określonych kryteriach. Zgodnie z tym dokumentem oraz art. 58 ust 3 rozporzą-dzenia REACH wyróżniono trzy główne kategorie, któ-rym przypisano odpowiednio punktowane podkategorie. Suma punktów po uwzględnieniu wszystkich kategorii, jaką uzyska dana substancja, będzie wskazywała, czy po-winna ona być umieszczona na liście kandydackiej, czy też zostać odrzucona.
W pierwszym kryterium substancje poddaje się oce-nie uwzględniającej jej niebezpieczne właściwości. W tej kategorii największą liczbę punków przypisano sub-stancjom trwałym, wykazującym dużą zdolność do bio-akumulacji i toksycznym (PBT) jak i bardzo trwałym i wykazującym bardzo dużą zdolność do bioakumulacji (vPvB). Najmniej punków przyznano substancjom o właściwościach rakotwórczych, mutagennych lub szkod-liwie działających na rozrodczość. Punktacja z podzia-łem uwzględniającym różnice w swoistych właściwoś-ciach substancji wygląda następująco:● PBT i vPvB lub PBT z T bez określonego progu C lub M 4 pkt
– PBT) lub bardzo trwałe i wykazujące bardzo dużą zdolność do bioakumulacji (ang. very persistent and very bioaccumulative – vPvB) oraz
● inne, np. zaburzające gospodarkę hormonalną (ang. substances that have endocrine disrupting proper-ties). Dodatkowo, zostało wprowadzone pojęcie kandyda-
ckiej listy substancji, na której umieszczane są wstępnie wyselekcjonowane substancje budzące szczególnie duże obawy. Procedura, którą musi przejść substancja budzą-ca szczególnie duże obawy, aby zostać umieszczona na liście kandydackiej jest uwarunkowana szczegółowymi wytycznymi zawartymi w art. 59 ust. 1-10 rozporzą-dzenia REACH. Jak pokazano na schemacie blokowym (schemat 1) procedura rozpoczyna się od zgłoszenia przez Państwo Członkowskie lub Europejską Agencję Chemikaliów (European Chemicals Agency – ECHA) przygotowanego dossier danej substancji (zgodnie z za-łącznikiem XV rozporządzenia REACH). W kolejnym etapie dokumentacja ta zostaje w ciągu 30 dni od daty jej otrzymania udostępniona innym Państwom Członkow-skim oraz opublikowana na stronie internetowej ECHA. Rozpoczyna się 60-dniowy okres zbierania komentarzy. Jeżeli nie ma komentarzy i Członkowie podejmą jed-nomyślną zgodę, substancja umieszczana jest na liście kandydackiej. Tu należy podkreślić, że jeśli Członkowie nie są w stanie podjąć jednomyślnej decyzji to inicjatywę przejmuje Agencja ECHA.
W procesie identyfi kowania substancji budzących szczególnie duże obawy ważna jest prawidłowa ocena

biuletyn galwanotechnika nr 21 (36) 201122
Lp. Kryterium oceny Uzyskana liczba
punktów
Uzasadnienie
1 Właściwości substancji 0 substancja działająca szkodliwie na rozrod-czość powyżej określonego progu
2 Wielkość rozpowszechnienia
a) ilość źródeł punktowych 3 szerokie zastosowanie w wielu gałęziach przemysłu, m. in. w galwanicznym osadza-niu niklu.
b) warunki uwalniania sub-stancji do środowiska lub na stanowisku pracy
1 kontrolowany stopień narażenia pracowni-ków lub emisji do środowiska
3 Roczna objętość substancji dostarczanej do użycia wewnątrz Unii Europejskiej
9 bardzo duży obrót i stosowanie w krajach Unii Europejskiej
Sumaryczna liczba punktów 12
Tabela 1. Kryteria oceny dla kwasu borowego w świetle oceny punktowej zaproponowanej przez ECHA.
Materiały XXI Seminarium PTG
● PBT lub vPvB 3 pkt● C lub M (bez określonego progu) 1 pkt● C, M lub R (ze znaną wartością graniczną) 0 pkt
Drugim kryterium oceny jest wielkość rozpowszech-nienia scharakteryzowana przez wielkość wykorzystania substancji w postaci własnej, w preparatach oraz wyro-bach w różnych miejscach (tj. źródłach), co może skut-kować znacznym uwalnianiem lub narażeniem pracow-ników lub konsumentów. Kategoria ta składa się z dwóch podkategorii: ilości źródeł punktowych oraz uwalniania substancji. Wielkość tę wyznacza się z iloczynu punk-tów, jaką uzyska dana substancja w obu podkategoriach.
W pierwszej podkategorii – ilości źródeł punktowych – bierze się pod uwagę liczbę źródeł lub miejsc z któ-rych substancja jest uwalniana. W tej podkategorii ocena substancji pod kątem ilości źródeł punktowych wygląda następująco:● brak na rynku ue1) 0 0 pkt● mało <10 1 pkt● średnia 10–100 2 pkt● duża >100 3 pkt
Druga podkategoria obejmuje uwalnianie substancji na stanowisku pracy lub do środowiska. Wyróżniono tu następujące czynniki: nieznaczne uwalnianie, uwalnianie nie rozproszone (ang. non-diffuse), oznaczające uwalnia-nie substancji do środowiska z małej ilości miejsc lub punktów, nieistotne na poziomie lokalnym oraz uwalnia-nie kontrolowane/niekontrolowane, dotyczące stopnia narażenia pracowników na kontakt z daną substancją na stanowisku pracy. Punktacja w tej podkategorii wygląda następująco:
1) dotyczy tylko zastosowania objętego rozporządzeniem REACH – dla przykładu zastosowanie substancji w kosmetykach lub le-kach, np. kwasu borowego w kroplach do oczu, jest wyłączone z procedury oceny.
● nieznaczne 0 pkt● nie rozproszone / kontrolowane 1 pkt● rozproszone / niekontrolowane / znaczne 3 pkt
Trzecie kryterium oceny to roczna objętość substan-cji w obrocie wewnątrz obszaru Unii Europejskiej nie zwolniona z wymagań autoryzacyjnych. Termin „obję-tość” rozumiany tu jest jako suma wielkości produkcji i importu pomniejszona o eksport i przeznaczenie wyłą-czone z regulacji REACH (wyrażone w tonach na rok). W tej kategorii najwięcej punktów, bo aż 9, przyznano substancjom produkowanym i stosowanym w bardzo du-żych ilościach. Punktacja w zależności od objętości sub-stancji wprowadzonej do obrotu na obszarze UE wygląda następująco:● wyłączona z autoryzacji 0 pkt● mała <10 ton/rok 1 pkt● relatywnie mała 10–100 ton/rok 3 pkt● relatywnie duża 100–1 000 ton/rok 5 pkt● duża 1 000 – 10 000 ton/rok 7 pkt● bardzo duża > 10 000 ton/rok 9 pkt
Całkowita ilość punktów, jaką może otrzymać sub-stancja, liczona jako suma ze wszystkich trzech kategorii, wynosi maksymalnie 22 punkty. W zależności czy dana substancja przekroczy określony próg punktowy czy też nie, zostaje ona uznana jako substancja budząca szcze-gólnie duże obawy lub zostaje odrzucona jako substancja nie budząca szczególnie dużych obaw.
Dobrą ilustracją powyższych zależności jest pro-cedura oceny dla kwasu borowego – prostej substancji chemicznej produkowanej w dużych ilościach i szeroko stosowanej w różnych gałęziach przemysłu, w tym w galwanotechnice. Biorąc pod uwagę omówione powyżej kategorie oceny zaproponowane przez Europejską Agen-cję Chemikaliów tj.: 1) swoiste właściwości substancji, 2) wielkość rozpowszechnienia oraz 3) objętość substan-cji wprowadzonej do obrotu na obszarze UE, sumarycz-

biuletyn galwanotechnika nr 21 (36) 2011 23
na liczba punktów przyznana dla tego związku wynosi 12 na maksymalnie 22 punkty. Szczegółowe wyjaśnienie punktacji podano w tabeli 1.
Należy podkreślić, że pomimo nie osiągnięcia pro-gu ok. 15 punktów w procedurze oceny, kwas borowy został umieszczony na liście kandydackiej w czerwcu 2010 roku. Przyczyniło się do tego całościowe rozpatry-wanie przez Agencję ECHA grupy substancji budzących szczególnie duże obawy, zawierającej – oprócz kwasu borowego – inne szkodliwe związki chemiczne takie jak: dichromian(VI) amonu i potasu, chromian(VI) sodu i potasu, trichloroetylen oraz bezwodny tetraboran diso-dowy.
Punktacja zaproponowana przez Agencję ECHA nie jest pozbawiona kontrowersji, wynikających ze znacz-nie niższej punktacji w pierwszej kategorii, dotyczącej niebezpiecznych właściwości substancji, a akcentowania pozostałych kategorii tj. wielkości rozpowszechnienia oraz ilości substancji w obrocie. Takie podejście może prowadzić do „piętnowania” substancji szeroko stosowa-nych w krajach Unii Europejskiej zamiast tych bardziej uciążliwych dla środowiska. Dlatego rozważane jest wy-równanie punktacji we wszystkich trzech kategoriach.
W wyniku prac Agencji ECHA w październiku 2008 r. na liście kandydackiej umieszczono pierwszych piętna-ście substancji chemicznych, zaś w roku 2010 – kolejne trzydzieści jeden. Do czerwca 2011 r. na tej liście znala-zło się już 46 substancji nieorganicznych i organicznych, w tym 50 % związków zawierających jony metali, takich jak kobaltu(II), chromu(VI) i glinu. W niedługim czasie lista wzbogaciła się o kolejne siedem substancji. Należy podkreślić, że wśród związków znajdujących się na tej liście pojawiły się związki chemiczne stosowane w prak-tyce galwanotechnicznej, w tym:● kwas borowy● sole kobaltu(II) – azotan, chlorek, octan, siarczan,
węglan ● związki chromu(VI) – tlenek chromu(VI), kwas chro-
mowy, chromiany sodu, potasu i strontu oraz dichro-miany sodu, potasu i amonu.Z jednej strony umieszczenie takich związków mini-
malizuje zagrożenia dla zdrowia człowieka i środowiska, z drugiej zaś prowadzi do wzrostu kosztów produkcji i znacznych ograniczeń w użytkowaniu przez przedsię-biorstwa i małe fi rmy zajmujące się galwanicznym na-kładaniem powłok.
Proces umieszczania substancji na liście nie jest za-mknięty i kolejne substancje będą dopisywane w miarę ich zgłaszania i zatwierdzania. Obecnie trwa faza kon-sultacji w sprawie umieszczenia kolejnych 24 substan-cji na liście kandydackiej, w tym 4 soli niklu: siarczanu, chlorku, azotanu i octanu zgłoszonych przez Francuskie Ministerstwo Środowiska. Umieszczenie soli niklu na li-ście kandydackiej, a następnie w załączniku XIV, budzi poważne obawy dla istniejących technologii przemysło-wych, zwłaszcza tam gdzie związki te są stosowane jako zamienniki innych niebezpiecznych substancji. Ostatecz-
na decyzja ma zostać podjęta w sierpniu tego roku. Aktu-alna lista kandydacka substancji dostępna jest na stronie internetowej Agencji ECHA.
W kolejnym kroku substancje umieszczone na liście kandydackiej, które stanowią bardzo duże zagrożenie, mogą zostać włączone do tzw. załącznika XIV rozpo-rządzenia REACH. Załącznik ten jest to wykaz substan-cji, które będą objęte specjalną procedurą udzielania zezwoleń w systemie REACH. Przed podjęciem decy-zji o włączeniu substancji do tego załącznika, Agencja, uwzględniając opinię Komitetu Państw Członkowskich i stron zainteresowanych, proponuje listę substancji priorytetowych, które będą miały pierwszeństwo w pro-gramie pracy. Następnie Komisja Europejska decyduje, które substancje będą umieszczone w załączniku XIV, określa przepisy przejściowe i jeżeli ma to zastosowa-nie, wyłączenia i okresy weryfi kacji. Na dzień dzisiej-szy (rok 2011) załącznik ten nie zawiera jeszcze żadnych pozycji, ale trwają intensywne prace związane z oceną substancji z listy kandydackiej i tworzeniem listy sub-stancji priorytetowych – obecnie wymienionych jest 13 substancji, w tym osiem związków chromu(VI) i pięć związków kobaltu(II), m.in. stosowane w galwanotech-nice: bezwodnik chromowy(VI), chromian sodu, pota-su i amonu oraz chlorek kobaltu(II). Po umieszczeniu substancji priorytetowych w załączniku XIV nie będzie można ich ani wprowadzać do obrotu ani stosować po określonym terminie (tzw. dacie ostatecznej), chyba że zostanie udzielone zezwolenie na określone zastosowa-nie (art. 56). Wiąże się to z nowymi obowiązkami zbiera-nia i przekazywania dodatkowych informacji do Agencji ECHA, jak również ze wzrostem kosztów związanych z opłatami za uzyskanie zezwolenia na zastosowanie danej substancji. Może to mieć pośredni wpływ na rynek unij-ny np. wzrost ceny i zmniejszenie dostępności surowców i wyrobów zawierających substancje objęte procedurą zezwoleń.
Podsumowując, prawodawstwo Unii Europejskiej w zakresie zmniejszenia ryzyka stwarzanego przez substan-cje niebezpieczne dla zdrowia człowieka i jego otoczenia wypracowało wytyczne w zakresie importu, wprowadza-nia do obrotu i stosowania substancji chemicznych na te-renie krajów Wspólnoty Europejskiej. W tym kontekście istotne miejsce zajmuje rozporządzenie REACH, któ-rego procedury podejmują zagadnienia kontroli ryzyka stwarzanego przez substancje chemiczne. Odpowiednie mechanizmy, takie jak lista kandydacka, kryteria oceny Agencji ECHA, załącznik XIV itp. pozwalają na stwo-rzenie coraz bogatszej listy substancji, których użytko-wanie i obrót związane jest z posiadaniem stosownych zezwoleń. Wśród tych substancji wiele znanych jest z praktyki galwanotechnicznej np. kwas borowy, tlenek chromu(VI) i chromiany(VI) oraz sole kobaltu(II), co z punktu widzenia przedsiębiorstw może stworzyć duże problemy ekonomiczne.
* Instytut Mechaniki Precyzyjnej
Materiały XXI Seminarium PTG

biuletyn galwanotechnika nr 21 (36) 201124
J. Bieliński, P. Majchrzak, A. BielińskaElektroosadzanie powłok stopowych Ni-PInżynieria Powierzchni nr 1/2010
Przedmiotem pracy są badania procesu elektroosadza-nia powłok stopów Ni-P. Proces osadzania prowadzono z kwaśnych roztworów (pH = 2–4) soli niklu(II) z dodat-kiem kwasu cytrynowego jako buforu oraz podfosforynu sodu NaH2PO2 lub kwasu fosforawego H3PO3 jako źródeł fosforu. Zastosowane zmiany stężeń składników roztworu oraz temperatury (20-75OC) i gęstości prądu (1–8 A/dm2) pozwoliły na osadzanie powłok Ni-P w szerokim zakresie zmian składu (2–16% mas. P). Przebieg procesu dodatkowo charakteryzowano poprzez wydajność prądową oraz morfo-logię i strukturę powłok a także wykonane krzywe polary-zacji. Badania procesu dla roztworu z podfosforynem wyka-zały, że głównymi parametrami określającymi skład stopów są, oprócz stężenia podfosforynu, wartość pH roztworu oraz jego temperatura. Również wydajność prądowa zależy w głównym stopniu od pH roztworu oraz temperatury i może wynosić od 5 do 100%. Roztwory z podfosforynem pozwa-lały na osiągnięcie wyższych zawartości fosforu i wydaj-ności prądowej, aniżeli roztwory z kwasem fosforawym, jednakże osadzane powłoki (o grubości ok. 10 mm) były bardziej gruboziarniste i podatne na spękania w stosowa-nym zakresie zmian parametrów procesu elektroosadzania.
B. SzeptyckaKompozytowe powłoki nanonikloweInżynieria Powierzchni nr 1/2010
Nanoniklowe kompozytowe i hybrydowe powłoki otrzy-mano drogą elektroosadzania z niskostężeniowego elektroli-tu Wattsa zawierającego dyspersje SiC, B i PTFE. Strukturę nanoniklowej powłoki kompozytowej badano przy użyciu elektronowego mikroskopu transmisyjnego. Zawartość czą-stek w powłokach mierzono grawimetrycznie. Chropowa-tość mierzono przy użyciu testera TR-100. Mikrotwardość osadzonych powłok mierzono metodą Vickersa stosując ob-ciążenie 0,01 i 0,05 kG. Do pomiarów odporności na korozję w 0,5 M roztworze NaCl przy pH 7 stosowano metodę poten-cjodynamiczną. Wyniki użyto do obliczenia prądów korozji, szybkości korozji i procentowego zmniejszenia szybkości korozji w porównaniu z powłoka niklową. Badania tribolo-giczne zużycia ściernego wykonano stosując zestaw rolka – klocek w warunkach tarcia ze smarowaniem na maszynie Amslera i na testerze T-05.Rozmiary krystalitów niklu były od 10,6 do 21 nm. Nanostrukturalna osnowa niklowa z wbu-dowanymi cząstkami dyspersyjnymi spowodowała, że osa-dzone powłoki miały bardzo dużą odporność na zużycie.
K. Rymer, A. Zych, L. Kwiatkowski, A. PrzywóskiAntykorozyjne właściwości elektrolitycznych powłok Co-P Inżynieria Powierzchni nr 3/2010
Celem pracy była próba określenia wpływu stężenia podfosforynu sodu w kąpieli na właściwości antykorozyj-
ne elektolitycznych powłok Co-P i porównanie odporności korozyjnej otrzymanych powłok z odpornością powłok Co i Cr. W pracy przedstawiono wyniki badań dla powłok sto-powych kobalt-fosfor wytwarzanych z kąpieli o zawartości podfosforynu sodu w zakresie stężeń 5–35 g/l. Przeprowa-dzono badania wpływu stężenia NaH2PO2·H2O w kąpieli na skład chemiczny powłoki. Odporność korozyjną powłok oceniono na podstawie pomiarów woltamperometrycznych zarejestrowanych w roztworze 0,5M Na2SO4 + 0,01M NaCl o pH obojętnym. Stwierdzono, że obecność P w powłoce Co-P wpływa na podwyższenie właściwości ochronnych w porównaniu z powłoką kobaltową jak również chromową, lecz nie zaobserwowano liniowej zależności pomiędzy za-wartością podfosforynu sodu a właściwościami ochronnymi powłoki Co-P.
Gajewska-Midziałek, B. SzeptyckaKompozytowe powłoki Ni-B i ich odporność na korozjęInżynieria Powierzchni nr 3/2010
Badano możliwość wytwarzania powłok kompozy-towych z osnową niklową odpornych na korozję. Do osa-dzania elektrochemicznych powłok kompozytowych użyto kąpiel typu Wattsa z niskim stężeniem jonów niklu (0,75 mol/dm3), dodatki organiczne i bor jako cząstki dyspersyjne. Badano naprężenia własne, zawartość cząstek w powłoce, morfologię powierzchni i odporność na korozję kompozy-towych powłok Ni-B. Odporność na korozję próbek badano metodą woltamperometryczną w 0,5 M NaCl. Zastosowanie badanych związków orga nicznych w układzie podwójnym i potrójnym było korzystne, gdyż spowodowało, że powłoki miały naprężenia ściskające. Dodatki organiczne zastoso-wane w kąpieli wpływały na morfologię powierzchni elek-troosadzanych powłok. Zawartość cząstek w powłoce rosła wraz ze wzrostem zawartości cząstek w kąpieli. Wszystkie ba dane powłoki kompozytowe Ni-B odznaczały się lepszą odpornością korozyjną niż powłoka niklowa. Dodatki orga-niczne miały wpływ na wzrost odporności korozyjnej po-włoki kompozytowej Ni-B.
E. Osuchowska, J. Bieliński, R. Lutze, L. KwiatkowskiAntykorozyjne powłoki elektrolityczne na bazie cynkuInżynieria Powierzchni nr 3/2010
Przedstawiono proces elektroosadzania powłok stopo-wych Zn-Cr i Zn-Ni w warunkach prądu stałego i impulso-wego. Dyskutowano wpływ składu kąpieli oraz parametrów osadzania na proces elektroosadzania (zawartość Cr/Ni oraz katodowa wydajność prądowa) i właściwości korozyjne otrzymanych powłok stopowych cynku. Otrzymane powłoki stopowe Zn-Cr i Zn-Ni o dobrej jakości zawierały do 3% Cr i do 20% Ni. Zawartość chromu bądź molibdenu w powłoce zależała od składu kąpieli i warunków prądowych. Badania korozyjne wykazały, że wprowadzenie chromu bądź niklu do powłoki Zn zwiększa jej odporność na korozję.
Streszczenia artykułów z zakresu galwanotechniki opublikowanych w czasopiśmie „Inżynieria Powierzchni” w 2010 roku
Piotr Tomassi
Literatura fachowa