
SPAWALNICTWO - wt.pw.edu.plkorzeb/PDF_files/PBM_w4.pdf · Wady metody: •niska jakość uzyskanych...
15
2016-03-31 1 CZ.1 Spawalnictwo metali jest to dział technologii obejmujący procesy spajania, tj. trwałego łączenia metali przez uzyskiwanie ciągłości materiałowej w miejscu, gdzie ma powstać złącze. SPAWALNICTWO spawanie zgrzewanie lutowanie Procesy pokrewne hartowanie płomieniowe cięcie metalizacja natryskowa Spawanie Proces wykonywania połączenia nierozłącznego z użyciem źródła ciepła, poprzez stopienie brzegów materiału rodzimego przy użyciu spoiwa lub bez. Zgrzewanie Proces wykonywania połączenia nierozłącznego z użyciem źródła ciepła oraz docisku i z podgrzaniem materiału rodzimego do temperatury plastyczności. Lutowanie Proces wykonywania połączenia nierozłącznego z użyciem spoiwa ( lutu ) przez nagrzanie brzegów materiału do temperatury zwilżenia. Spoina - część złącza, która powstaje ze stopionych elektrod i metalu rodzimego podczas spawania. Stopiwo - metal otrzymywany ze stopienia elektrody. Rowek - miejsce przystawienia dwóch spawanych blach. Ścieg - wałeczek metalu, który spawacz układa przesuwając topiącą się elektrodę ruchem równomiernym.
Transcript of SPAWALNICTWO - wt.pw.edu.plkorzeb/PDF_files/PBM_w4.pdf · Wady metody: •niska jakość uzyskanych...

2016-03-31
1
CZ.1
Spawalnictwo metali jest to dział technologii obejmujący
procesy spajania, tj. trwałego łączenia metali przez uzyskiwanie
ciągłości materiałowej w miejscu, gdzie ma powstać złącze.
SPAWALNICTWO
spawaniezgrzewanielutowanie
Procesy pokrewne
hartowanie płomieniowecięcie
metalizacja natryskowa
Spawanie
Proces wykonywania połączenia nierozłącznego z użyciem
źródła ciepła, poprzez stopienie brzegów materiału
rodzimego przy użyciu spoiwa lub bez.
Zgrzewanie
Proces wykonywania połączenia nierozłącznego z użyciem
źródła ciepła oraz docisku i z podgrzaniem materiału
rodzimego do temperatury plastyczności.
Lutowanie
Proces wykonywania połączenia nierozłącznego z użyciem
spoiwa ( lutu ) przez nagrzanie brzegów materiału do
temperatury zwilżenia.
Spoina - część złącza, która powstaje ze stopionych
elektrod i metalu rodzimego podczas spawania.
Stopiwo - metal otrzymywany ze stopienia
elektrody.
Rowek - miejsce przystawienia dwóch spawanych blach.
Ścieg - wałeczek metalu, który spawacz układa
przesuwając topiącą się elektrodę ruchem równomiernym.

2016-03-31
2
Do spoiny przylega strefa wpływu ciepła - SWC.
Jest to obszar materiału rodzimego, który nie uległ stopieniu, lecz
wzrost temperatury jest na tyle duży, że doprowadza do zmian
strukturalnych.
Przemiany te mogą skutkować bardzo znacznymi zmianami
właściwości mechanicznych w tej strefie.
Rozległość tej strefy zależy od metody i parametrów spawania.
W dalej położonym materiale wzrost temperatury jest niższy i nie
powoduje przemian strukturalnych.

2016-03-31
3
Rodzaje spoin:
Czołowe, pachwinowe, otworoweRodzaje złącz:
doczołowe, zakładkowe, nakładkowe, teowe, kątowe,
krzyżowe, przylgowe, otworowe
Podstawowe pozycje spawania:
Podolna, naboczna, naścienna, okapowa, pułapowa, pionowa
Najczęściej stosowana pozycja spawania dla spoin czołowych -
podolna,
Dla spoin pachwinowych - naboczna
2016-03-31
4
/Ekwiwalentna zawartość węgla/
/Maksymalna twardość w strefie przyspoinowej nie może przekraczać
350 HV dla stali manganowej – kryterium
r
Orientacyjna ocena spawalności stali:
• Przy C< 0,3% i Ce < 0,5% stal można uznać za dobrze
spawalną, jednak należy uwzględnić grubość
materiału.
• Przy C< 0,35% i 0,5 < Ce < 0,7% spawanie jest
możliwe, lecz niezbędne jest podgrzewanie części
przed i w czasie spawania. Może się okazać, że
niezbędna jest obróbka cieplna po spawaniu
• Przy C> 0,35% i Ce > 0,7% używa się sformułowania,
że stal jest warunkowo spawalna

2016-03-31
5
Spawanie gazowe
Charakteryzuje się tym, że ciepło potrzebne do stopienia się
brzegów spawanych metali i materiału dodatkowego, czyli
stopiwa w obrębie spoiny powstaje przez spalanie się gazów
w obrębie spoiny.
Podstawowymi gazami stosowanymi przy spawaniu jest
acetylen i tlen. Czasami stosuje się wodór lub metan.
Przy spawaniu acetylenowym źródłem ciepła jest płomień,
który otrzymuje się przez spalanie mieszanki acetylenu z
tlenem.
Podczas spawania - strefa
najwyższej temperatury C dotyka
przedmiotu (kita płomienia chroni
ciekły metal od dostępu powietrza)

2016-03-31
6
b)
c)
płomień nawęglający
płomień utleniający
Schematy palników: a) palnik smoczkowy, b) palnik bezsmoczkowy;A – komora mieszaniaB – acetylenC – tlen
Wydajność palnika mierzy się ilością spalanego acetylenu l/h
Tlen zasysa acetylen
Wady metody:
• niska jakość uzyskanych połączeń, zarówno pod względem
metalurgicznym jak i właściwości mechanicznych,
• niska wydajność spawania,
• strefa wpływu ciepła bardzo szeroka, elementy ulegają
odkształceniom spawalnym,
Grubość blach spawanych 0,4 – 10 mm
Spawanie elektryczne
1. Łukowe ręczne
2. Elektronowe
3. W gazach
4. Żużlowe
5. Pod topnikiem
6. Plazmowe
7. Atomowe
2016-03-31
7
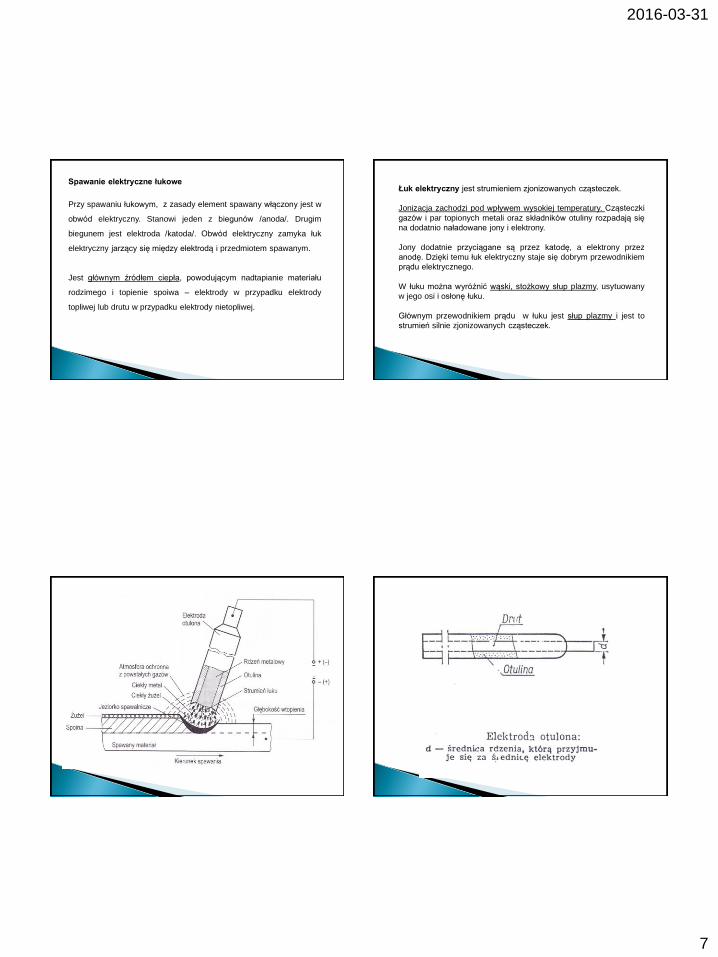
Spawanie elektryczne łukowe
Przy spawaniu łukowym, z zasady element spawany włączony jest w
obwód elektryczny. Stanowi jeden z biegunów /anoda/. Drugim
biegunem jest elektroda /katoda/. Obwód elektryczny zamyka łuk
elektryczny jarzący się między elektrodą i przedmiotem spawanym.
Jest głównym źródłem ciepła, powodującym nadtapianie materiału
rodzimego i topienie spoiwa – elektrody w przypadku elektrody
topliwej lub drutu w przypadku elektrody nietopliwej.
Łuk elektryczny jest strumieniem zjonizowanych cząsteczek.
Jonizacja zachodzi pod wpływem wysokiej temperatury. Cząsteczki
gazów i par topionych metali oraz składników otuliny rozpadają się
na dodatnio naładowane jony i elektrony.
Jony dodatnie przyciągane są przez katodę, a elektrony przez
anodę. Dzięki temu łuk elektryczny staje się dobrym przewodnikiem
prądu elektrycznego.
W łuku można wyróżnić wąski, stożkowy słup plazmy, usytuowany
w jego osi i osłonę łuku.
Głównym przewodnikiem prądu w łuku jest słup plazmy i jest to
strumień silnie zjonizowanych cząsteczek.

2016-03-31
8
Do produkcji elektrod stosuje się:
• Surowce mineralne ( np. rudy żelaza, manganu, tytanu, glinokrzemiany,
węglany wapnia, fluoryt )
• Żelazostopy ( żelazomangan, żelazokrzem, żelazochrom )
• Szkło wodne
Masa otulinowa: surowce mineralne, rozdrobnione żelazostopy, szkło
wodne
Podział elektrod w zależności od grubości otuliny
Cienkootulone g< 10% d
Średniotulone 10%d < g < 40%d
Grubootulone g > 40%d
Podział elektrod w zależności od składu otuliny:
1. Kwaśne
2. Zasadowe
3. Rutylowe
4. Celulozowe
Otulina kwaśna podwyższa plastyczność spoiny, lecz obniża jej
wytrzymałość. Sprzyja uzyskaniu spoin o płaskim i gładkim licu.
Przy elektrodach o otulinie celulozowej większość masy otuliny
paruje pod wpływem ciepła. Niewielka część topiącej się otuliny
dociera do spoiny. Warstwa żużla na spoinie jest cienka. Elektrody te
zalecane są do spawania w pozycji pionowej z góry na dół.
Do spawania stali węglowych najczęściej stosuje się elektrody o
otulinie rutylowej (duża ilość w otulinie rutylu, tj. TiO2 - dwutlenek
tytanu ). Ze względu na dużą zawartość wodoru nie są zalecane do
spawania stali wysokowytrzymałych.
Konstrukcje stalowe o podwyższonej wytrzymałości spawa się
elektrodami o otulinie zasadowej. Głównym składnikiem otuliny jest
węglan i fluorek wapnia.
Otulina zabezpiecza:
1. Obniżanie potencjału jonizacyjnego powietrza w przestrzeni
łukowej, ułatwia zajarzenie łuku i stabilne jarzenie;
2. Jednorodne przenoszenie metalu z elektrody do jeziorka;
3. Ochronę metalu ciekłego w kropli i jeziorku przed powietrzem;
4. Regulację składu chemicznego stopiwa poprzez wprowadzenie
składników stopowych;
5. Utworzenie żużla zmniejszającego prędkość chłodzenia i
formującego lico spoiny w pozycjach przymusowych.

2016-03-31
9
W zależności od przeznaczenia rozróżniamy elektrody
następujących rodzajów:
elektrody do spawania stali konstrukcyjnych niskowęglowych,
niskostopowych, produkowanych w różnych gatunkach, zależnie od
wymagań stawianych złączom spawanym pod względem
wytrzymałości i innych własności mechanicznych,
elektrody do stali konstrukcyjnych stopowych, np. do stali
nierdzewnych, kwasoodpornych, itp.,
elektrody do żeliwa,
elektrody do spawania i napawania metali nieżelaznych.
Elektrody nietopliwe do spawania stali:
węglowe, grafitowe - stosowane do automatycznego spawania
cienkich blach stalowych (zbiorniki, beczki z cienkich blach), do
spawania miedzi i jej stopów, do cięcia oraz do spawania w
atmosferze gazów obojętnych ( argonu, helu),
wolframowe – do spawania w atmosferze wodoru lub argonu i helu
AUTOMATYCZNE SPAWANIE ŁUKIEM KRYTYM ( pod topnikiem )
2016-03-31
10
Mechanizm podawania drutu elektrodowego + kaseta z
elektrodą + zbiornik topnika umieszczone są na wózku
napędzanym silnikiem elektrycznym.
Umożliwia to przesuw urządzenia spawającego wzdłuż
spoiny
Zalety:
Nie widać łuku ( bezpieczne spawanie ),
Łatwa automatyzacja;
Wysoka jakość spoiny,
Duża wydajność i oszczędność
Wada: ograniczenie pozycji spawania (pozycja podolna
lub naboczna)
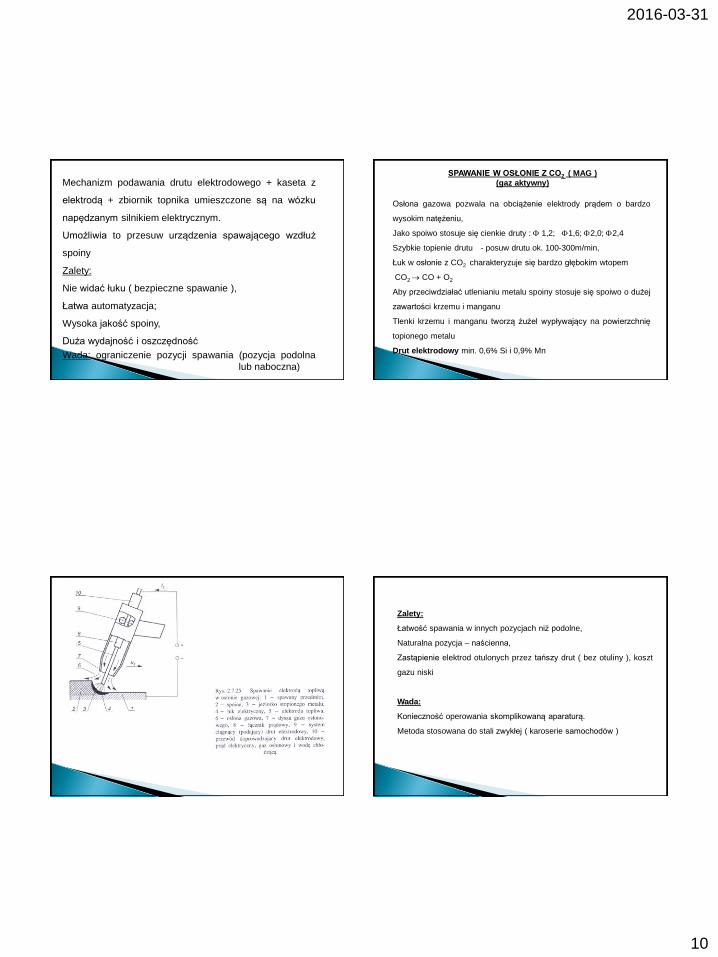
SPAWANIE W OSŁONIE Z CO2 ( MAG )
(gaz aktywny)
Osłona gazowa pozwala na obciążenie elektrody prądem o bardzo
wysokim natężeniu,
Jako spoiwo stosuje się cienkie druty : 1,2; 1,6; 2,0; 2,4
Szybkie topienie drutu - posuw drutu ok. 100-300m/min,
Łuk w osłonie z CO2 charakteryzuje się bardzo głębokim wtopem
CO2 CO + O2
Aby przeciwdziałać utlenianiu metalu spoiny stosuje się spoiwo o dużej
zawartości krzemu i manganu
Tlenki krzemu i manganu tworzą żużel wypływający na powierzchnię
topionego metalu
Drut elektrodowy min. 0,6% Si i 0,9% Mn
Zalety:
Łatwość spawania w innych pozycjach niż podolne,
Naturalna pozycja – naścienna,
Zastąpienie elektrod otulonych przez tańszy drut ( bez otuliny ), koszt
gazu niski
Wada:
Konieczność operowania skomplikowaną aparaturą.
Metoda stosowana do stali zwykłej ( karoserie samochodów )
2016-03-31
11
SPAWANIE W OSŁONIE Z GAZÓW OBOJĘTNYCH MIG
Spawanie stali wysokostopowych oraz metali lekkich: aluminium i
jego stopy
Gazy obojętne: hel, argon
Osłona gazowa chroni łuk od dostępu powietrza i podwyższa jego
temperaturę
Spawanie bez topników
Elektroda topliwa spełnia również rolę spoiwa /cienki drut o
średnicy 0,5- 4 mm/
Metoda automatyczna, półautomatyczna
Szybkość spawania większa niż w TIG
Metoda najekonomiczniejsza, wysoka jakość spoin,
Minimalna grubość blach 4 mm
Zastosowanie :
Metodę MIG/MAG stosuje się do uzyskania połączeń o wysokiej
jakości we wszystkich stalach niskowęglowych, niskostopowych i
stopowych, aluminium i stopach aluminium, miedzi i stopach miedzi, a
także innych metali i ich stopów.
Metodą można łączyć elementy o grubości od 0,8 mm.
Osłonę z gazów aktywnych stosuje się do stali węglowej o przeciętnych
własnościach.
Osłona z gazów obojętnych polecana jest do spawania wszelkich stali
o szczególnych cechach, np. stale nierdzewne, kwasoodporne i do
stopów metali nieżelaznych.
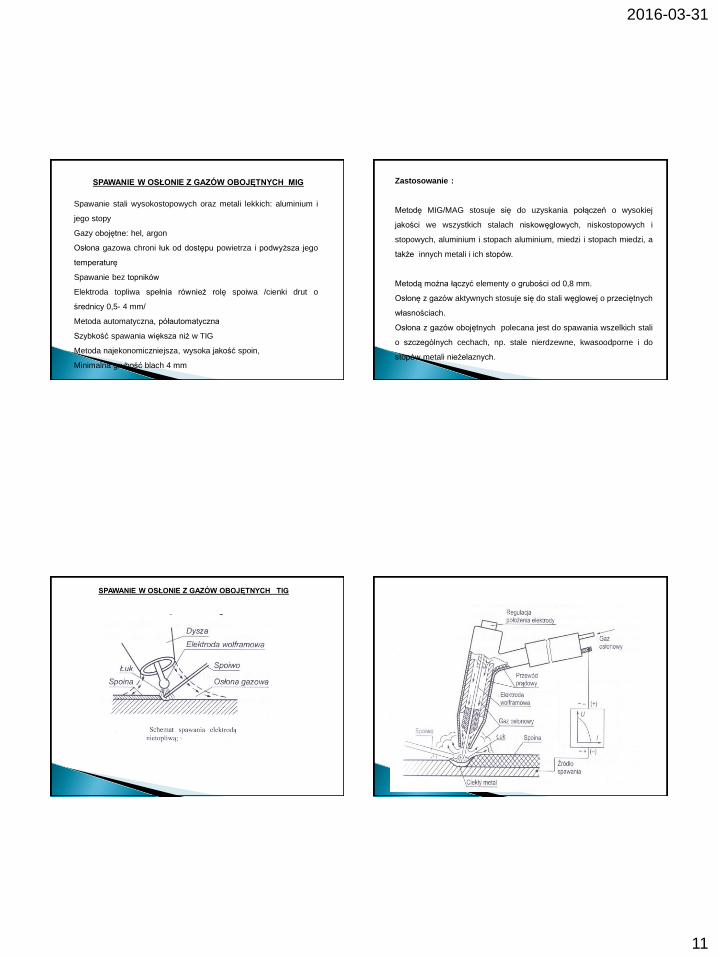
SPAWANIE W OSŁONIE Z GAZÓW OBOJĘTNYCH TIG

2016-03-31
12
Półautomatyczne lub automatyczne
Spawanie z podawaniem spoiwa, topionego w łuku jednocześnie z
metalem rodzimym.
Elektrody:
Wolframowe ( z czystego sproszkowanego wolframu , spiekanego w
wysokich temperaturach w atmosferze wodoru )
Wolframowe z domieszką ok. 1% dwutlenku toru ThO2 , ( mogą być
bardziej obciążone prądem, wolniej się zużywają )
Zalety:
Spoiny bardzo wysokiej jakości,
Szybki proces spawania,
Spawać można w poziomie i we wszystkich pozycjach
przymusowych, łącznie z pułapową
Zastosowanie:
Spawanie stali stopowej, stopów aluminium, niklu, tytanu i innych.
SPAWANIE ELEKTROŻUŻLOWE
1- drut elektrodowy; 2- podajnik drutu; 3-nakładki formujące; 4-chłodzenie
wodne; 5-dopływ gazu osłonowego; 6-jeziorko spawalnicze; 7-spoina; 8-ciekły
żużel; 9-źródło prądu
Łączenie materiałów o grubości powyżej 15 mm w jednym przejściu.
Spawane blachy ustawione są pionowo, odstęp między łączonymi
brzegami – w zależności od ich grubości wynosi 20 – 42 mm.
W miejscu spawania przestrzeń między brzegami blach zamknięta jest
nakładkami miedzianymi (suwakami), chłodzonymi wodą.
Do tak ograniczonej przestrzeni dopływa drut elektrodowy i dosypywany
jest drobnymi porcjami topnik. Stopiony żużel utrzymuje się na
powierzchni jeziorka płynnego metalu.
Spawanie odbywa się bez jarzenia łuku, a zamiana energii elektrycznej w
cieplną odbywa się w warstwie żużla, który odgrywa rolę elementu
grzejnego (tysiące mikro łuków między elektrodą i topnikiem).

2016-03-31
13
SPAWANIE ELEKTRONOWE
SPAWANIE ELEKTRONOWE
Źródłem ciepłem – strumień elektronów emitowany przez katodę
(wolfram, tantal) – duża zdolność emisji elektronów w wysokiej
temperaturze
Elektrony skupione w wąski strumień poruszają się z prędkością do
190 000 km/s
Ciśnienie w komorze roboczej - od ok. 1,5 ∙10-4 Pa (spawarki o
wysokiej próżni)
Wiązka o gęstości mocy w zakresie 10 – 100 kW/mm2
Parametry spawania elektronowego:
• napięcie przyspieszające wiązkę elektronów U=10 – 200 kV
• natężenie prądu wiązki elektronów I = 10 – 1000 mA
• prędkość spawania v = 0,1 – 15 m/min
• średnica wiązki na powierzchni złącza d = 0,01 – 10 mm
• położenie ogniska wiązki względem górnej powierzchni złącza (na
głębokości ok. 1/3 – ½ wysokości spoiny)
Zastosowanie:
początkowo głównie do łączenia metali trudnotopliwych lub chemicznie
aktywnych jak W, Mo, Ti, V, Nb, Be, które z trudem daje się spawać innymi
metodami.
obecnie metodę tę stosuje się dosyć szeroko do wykonywania
skomplikowanych części maszyn z elementów wykonywanych z różnych
materiałów obrabialnych na gotowo.
Przetopienie do głębokości ok. 300 mm
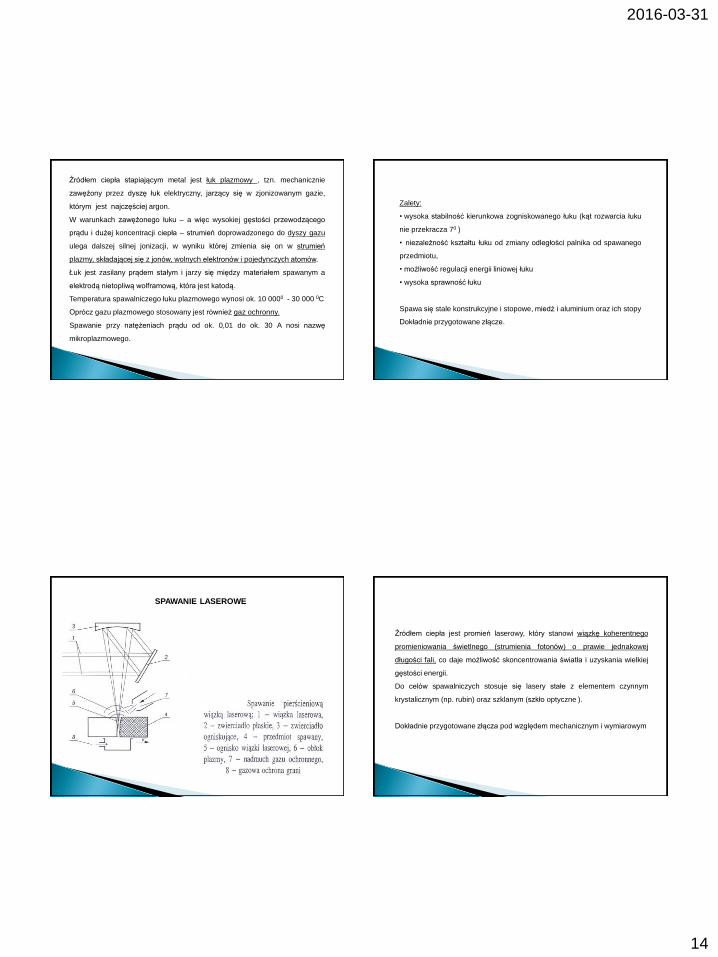
SPAWANIE PLAZMOWE ( z łukiem zawężonym)
2016-03-31
14
Źródłem ciepła stapiającym metal jest łuk plazmowy , tzn. mechanicznie
zawężony przez dyszę łuk elektryczny, jarzący się w zjonizowanym gazie,
którym jest najczęściej argon.
W warunkach zawężonego łuku – a więc wysokiej gęstości przewodzącego
prądu i dużej koncentracji ciepła – strumień doprowadzonego do dyszy gazu
ulega dalszej silnej jonizacji, w wyniku której zmienia się on w strumień
plazmy, składającej się z jonów, wolnych elektronów i pojedynczych atomów.
Łuk jest zasilany prądem stałym i jarzy się między materiałem spawanym a
elektrodą nietopliwą wolframową, która jest katodą.
Temperatura spawalniczego łuku plazmowego wynosi ok. 10 0000 - 30 000 0C
Oprócz gazu plazmowego stosowany jest również gaz ochronny.
Spawanie przy natężeniach prądu od ok. 0,01 do ok. 30 A nosi nazwę
mikroplazmowego.
Zalety:
• wysoka stabilność kierunkowa zogniskowanego łuku (kąt rozwarcia łuku
nie przekracza 70 )
• niezależność kształtu łuku od zmiany odległości palnika od spawanego
przedmiotu,
• możliwość regulacji energii liniowej łuku
• wysoka sprawność łuku
Spawa się stale konstrukcyjne i stopowe, miedź i aluminium oraz ich stopy
Dokładnie przygotowane złącze.
SPAWANIE LASEROWE
Źródłem ciepła jest promień laserowy, który stanowi wiązkę koherentnego
promieniowania świetlnego (strumienia fotonów) o prawie jednakowej
długości fali, co daje możliwość skoncentrowania światła i uzyskania wielkiej
gęstości energii.
Do celów spawalniczych stosuje się lasery stałe z elementem czynnym
krystalicznym (np. rubin) oraz szklanym (szkło optyczne ).
Dokładnie przygotowane złącza pod względem mechanicznym i wymiarowym
2016-03-31
15
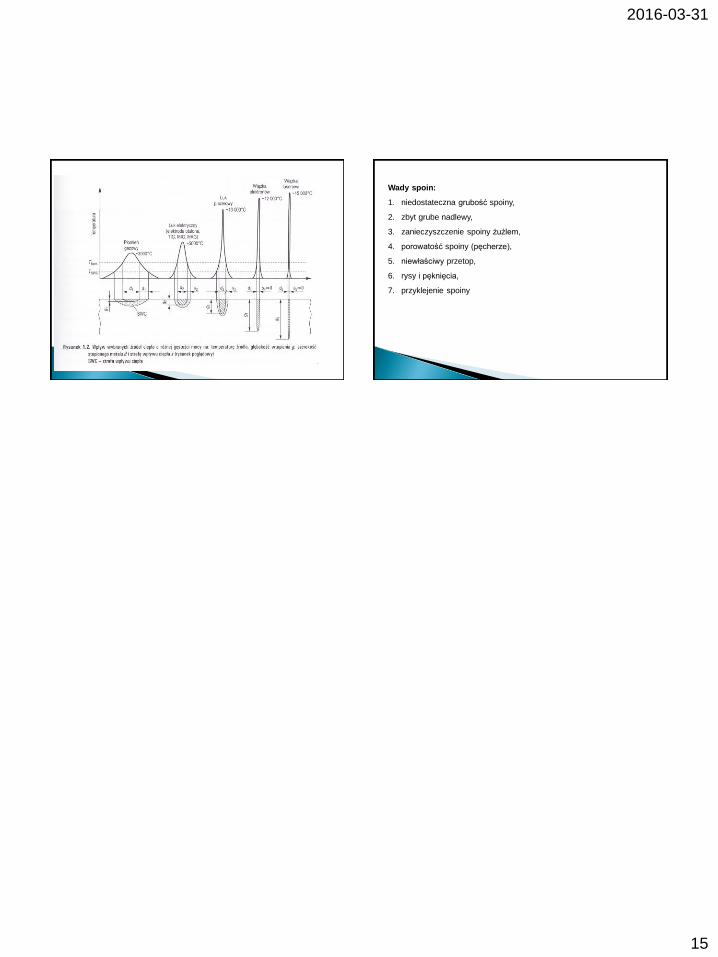
Wady spoin:
1. niedostateczna grubość spoiny,
2. zbyt grube nadlewy,
3. zanieczyszczenie spoiny żużlem,
4. porowatość spoiny (pęcherze),
5. niewłaściwy przetop,
6. rysy i pęknięcia,
7. przyklejenie spoiny





![JANUSZ MIKUŁA SPAWALNO STALI niejsze oznaczeniariad.pk.edu.pl/~mnykiel/iim/KTM/SPAWALNICTWO/DOWNLOAD...której dana stal ma by uyta. wg M.Myliwca [50] : Spawalno jest to prawdopodobie](https://static.fdocuments.pl/doc/165x107/6075907f25ede619cc0ea4f9/janusz-mikua-spawalno-stali-niejsze-mnykieliimktmspawalnictwodownload-ktrej.jpg)










