PROP 2 (wykład 4) Bazy w technologii maszyn
27
PROP 2 PROP 2 (wykład 4) Bazy w technologii Bazy w technologii maszyn maszyn W każdej operacji i zabiegu przedmiot pracy powinien zajmować ściśle określone i jednoznaczne położenie. Zagadnieniami tymi zajmuje się w technologii teoria bazowania. Dr inż. Jan BERKAN - pok. ST 319 www.cim.pw.edu.pl/jberkan
description
PROP 2 (wykład 4) Bazy w technologii maszyn. W każdej operacji i zabiegu przedmiot pracy powinien zajmować ściśle określone i jednoznaczne położenie. Zagadnieniami tymi zajmuje się w technologii teoria bazowania. Dr inż. Jan BERKAN - pok. ST 319 www.cim.pw.edu.pl/jberkan. - PowerPoint PPT Presentation
Transcript of PROP 2 (wykład 4) Bazy w technologii maszyn

PROP 2PROP 2 (wykład 4)
Bazy w technologii maszynBazy w technologii maszyn
W każdej operacji i zabiegu przedmiot pracy powinien zajmować ściśle określone i
jednoznaczne położenie. Zagadnieniami tymi zajmuje się w technologii teoria bazowania.
Dr inż. Jan BERKAN - pok. ST 319
www.cim.pw.edu.pl/jberkan

Baza – powierzchnia, linia lub punkt przedmiotu pracy, względem których położenie rozpatrywanego innego punktu, linii lub powierzchni jest określone w sposób bezpośredni
Bazowanie – nadanie przedmiotowi pracy określonego położenia wymaganego dla wykonania operacji technologicznej poprzez odebranie koniecznej liczby stopni swobody
Zamocowanie – przyłożenie sił i momentów sił do przedmiotu pracy dla zapewnienia stałości (niezmienności) jego położenia podczas wykonywania danej operacji technologicznej
Definicje podstawowe Definicje podstawowe
wg PN – 83/M- 01250wg PN – 83/M- 01250

Ustalenie – bazowanie polegające na zetknięciu baz stykowych przedmiotu pracy z odpowiednimi elementami uchwytu lub obrabiarki (elementami ustalającymi)
Ustawienie – odebranie przedmiotowi pracy wszystkich stopni swobody. Ustawienie obejmuje ustalenie przedmiotu pracy oraz zetknięcie go z elementami oporowymi uchwytu
Definicje podstawowe Definicje podstawowe wg PN – 83/M- 01250wg PN – 83/M- 01250

6 stopni swobody bryły sztywnej
(3 obroty, 3 przesuwy)
X
Z
YAB
C

Ile stopni swobody należy odebrać ?
H – T H
3 s s
Powierzchniaobrabiana

Ile stopni swobody należy odebrać ?
H – T H
a – T a
5 s s
Powierzchnie obrabiane

Ile stopni swobody należy odebrać ?
b – T b
a - Ta
6 s s
Obrabianyotwór

Ile stopni swobody należy odebrać ?
Obróbka rowka frezem palcowym

KOŁEK USTALAJĄCYPŁASZCZYZNA
USTALAJĄCA
KOŁEKŚCIĘTY
USTALA-JĄCY
KĄTOWO

ZAMOCOWANIEŁAPAMI
DOCISKOWYMI
FREZPAL-
COWY

Podział baz wg PN-83/M-01250Bazy
Konstrukcyjne Produkcyjne
Właściwe Zastępcze
KontrolneTechnologiczne
Montażowe Obróbkowe
Stykowe Nastawcze Sprzężone
główne pomocnicze

Baza właściwa – baza produkcyjna pokrywająca się z bazą konstrukcyjną
Baza zastępcza – baza produkcyjna nie pokrywająca się z bazą konstrukcyjną
BAZYBAZY WŁAŚCIWE I ZASTĘPCZEWŁAŚCIWE I ZASTĘPCZE

BAZY OBRÓBKOWEBAZY OBRÓBKOWEBaza obróbkowa - baza technologiczna przyjęta w procesie
obróbki przedmiotu pracy w celu określenia w tym przedmiocie położenia obrabianej powierzchni lub określenia położenia
jakiegoś punktu lub linii przy wykonywaniu powierzchni, która sama lub wspólnie z innymi powierzchniami tego przedmiotu
wyznacza ten punkt albo linię.
Istnieją trzy rodzaje baz obróbkowych:
• stykowe
• sprzężone
• nastawcze

Baza stykowa – baza obróbkowa, która styka się z odpowiednimi elementami obrabiarki, uchwytu lub narzędzia
Baza stykowa główna – baza stykowa, która przy ustalaniu kolejnych przedmiotów pracy nie zmienia swego położenia w kierunku ważnym dla wyniku obróbki
Baza stykowa pomocnicza – baza stykowa, która przy ustalaniu kolejnych przedmiotów pracy zmienia swoje położenie w kierunku ważnym dla wyniku obróbki
BAZY STYKOWE BAZY STYKOWE

H - T H
3
Powierzchniaobrabiana „A”
Baza obróbkowa główna stykowa dla
pow. „A”
Powierzchniaoporowa
Zamo-cowanie
Elementoporowy(podpora)
Trzy podpory stałe( płaszczyzna )
PrzedmiotPrzedmiot obrabianyobrabiany
USTALENIE I ZAMOCOWANIE - BAZA OBRÓBKOWA USTALENIE I ZAMOCOWANIE - BAZA OBRÓBKOWA STYKOWASTYKOWA
2,5

3
h - T h
Baza obróbkowa główna i pomocniczaBaza obróbkowa główna i pomocnicza
2
Baza pomocnicza dla pow. A
Pow. A
Baza obróbkowagłówna dla pow. A i B
Pow. B
Nastawienienarzędzia - const
od elementów ustalających
a – T a
a min
a max Błądustalenia ε
ε = 2 (H - A) tg α
Błąd ustalenia ε ma wpływ na
wymiar a – Ta . Błąd ustalenia dla wymiaru h – T h jest równy 0, bo
wymiar jest wystawiony od bazy głównej
HA 2α

Baza sprzężona – baza obróbkowa, gdy przy tym samym położeniu przedmiotu obrabianego względem odpowiednich elementów obrabiarki lub uchwytu wykonuje się zarówno tę bazę, jak i rozpatrywaną powierzchnię tak, żeby ich wzajemne położenie zależne było jedynie od położenia wykonujących je narzędzi
BAZA OBRÓBKOWA SPRZĘŻONABAZA OBRÓBKOWA SPRZĘŻONA

H – T H
h - T h
b + T b
3
2
Zespół powierzchniobrabianych
(zespołem frezów)
a – T a
Baza stykowa dlapowierzchni A
A
B
Baza sprzężonadla pow. B
BAZA OBRÓBKOWA SPRZĘŻONABAZA OBRÓBKOWA SPRZĘŻONA
Baza stykowadla pow. C
C
Gdzie jeszcze wystąpi baza sprzężona ?Gdzie jeszcze wystąpi baza sprzężona ?
2,5

3
2
a – T a b + T b
h + T h
X x 2X 1
OBRÓBKA ROWKA Z ZASTOSOWANIEM BAZ OBRÓBKA ROWKA Z ZASTOSOWANIEM BAZ STYKOWYCH W DWÓCH OPERACJACHSTYKOWYCH W DWÓCH OPERACJACH
h + T h = H – T H - X x 2x 1
zazwyczaj T H jest większa od T h , więc T x wypada ujemna. Co zrobić ? Trzeba zawęzić T H tak, aby spełniona była zależność: T h = T H + T x , czyli T H musi być mniejsza od T h !
Trzeba więc wykonać wymiar H z dużo większą dokładnością niż uprzednio założono ! Trzeba więc wykonać wymiar H z dużo większą dokładnością niż uprzednio założono !
B
Baza obróbkowastykowa dla pow. B
3
H – T H
Op. 10
Op. 20

INNY PRZYKŁAD BAZY SPRZĘŻONEJ INNY PRZYKŁAD BAZY SPRZĘŻONEJ jednoczesna obróbka zespołu otworówjednoczesna obróbka zespołu otworów
Baza stykowa dla otworu
1
Baza sprzężona dlaotworu 2
1 2
A B
C
Baza stykowa dla otworów 1 i 2
Zamocowanie

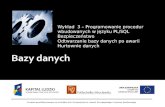
BAZA OBRÓBKOWA NASTAWCZABAZA OBRÓBKOWA NASTAWCZA
Baza obróbkowa nastawcza – baza, której położenie nastawia się (ustawia się) względem odpowiednich elementów
obrabiarki, uchwytu lub narzędzia, aby uzyskać prawidłowe położenie przedmiotu
do obróbki.

BAZA OBRÓBKOWA NASTAWCZABAZA OBRÓBKOWA NASTAWCZA
2
H – T H
q - naddatek
Czujnik zegarowy
Baza obróbkowa nastawcza
Podporaregulowana
Dwie podporystałe

INNY PRZYKŁAD BAZY NASTAWCZEJ INNY PRZYKŁAD BAZY NASTAWCZEJ obróbka otworów w produkcji jednostkowejobróbka otworów w produkcji jednostkowej
A B
CBaza obróbkowa
nastawcza
Podpora regulowana

Bazy produkcyjne kontrolneBazy produkcyjne kontrolne
A a1a2
X x1x2 B b1
b2
B b1b2= A a1
a2 - X x1x2
A a1a2 - wymiar stały
Wymiar sprawdzany – trudny do zmierzeniaWymiar
mierzony
Schemat sprawdzania wymiaru w sposób pośredni
Trzpieńkontrolny

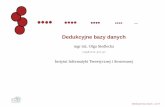
Błędy ustalenia wałka na płaszczyźnie
a 1 - Ta1
D – T D
ε a 1 = 0 ε a 2 = T D
a2 – Ta2
a 3 – T a3
ε a 3 = TD / 2
Pow. obrabiana
Przy danym sposobie ustalenia w zależności od wymiaru obróbkowego wartość błędu ustalenia jest różna. Należy
dążyć do ustalenia, przy którym błąd ustalenia jest zerowy

O 1
O - błąd ustalenia
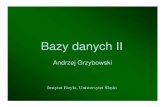
Błąd ustalenia wałka na pryzmieBłąd ustalenia wałka na pryzmie
PRYZMA
D minD max
Położenie osi wałka zmienia się w zależności
od jego średnicy D wykonanej w ramach
tolerancji T D
ε = 0
ε = T D / 2 sin α / 2α – kąt rozwarcia pryzmy

Błąd ustalenia tulei na trzpieniu tokarskim
O O1
Nóż
Trzpień
Tuleja
L max
Nóż
L max
OO1
Const Const
A minA max
D A D A
D B D Bq b q b
ε b = A max - A min = L max