
PROBLEMY WYSTĘPUJĄCE PRZY SPAWANIU I … · Microstructure of the transition zone between the...
7
ARCHIWUM ODLEWNICTWA Rok 2006, Rocznik 6, Nr 21(2/2) ARCHIVES OF FOUNDARY Year 2006, Volume 6, Nº 21 (2/2) PAN – Katowice PL ISSN 1642-5308 PROBLEMY WYSTĘPUJĄCE PRZY SPAWANIU I NAPRAWIE SPOIN STALI RÓŻNORODNYCH E. TASAK 1 , A. ZIEWIEC 2 , K. ZIEWIEC 3 1, 2 Wydział Inżynierii Metali i Informatyki Przemysłowej AGH, 3 Instytut Techniki Akademia Pedagogiczna Kraków STRESZCZENIE W artykule przedstawiono mechanizm powstawania warstwy odwęglonej przy obróbce cieplnej różnorodnych stali oraz wskazano, że obecność odwęglenia może być jedną z możliwych przyczyn awarii urządzeń energetycznych. Wykazano, że istnieje możliwość prognozowania zamian struktury SWC metodami obliczeniowymi. Key words: dissimilar steels, weld reparation, decarburisation 1. ZMIANY STRUKTURY W PROCESIE OBRÓBKI CIEPLNEJ I EKSPLOATACJI ZŁĄCZY STALI RÓŻNORODNYCH Trwałość i niezawodność połączeń spawanych stali i stopów żaroodpornych eksploatowanych w urządzeniach energetycznych w podwyższonych temperaturach jest uzależniona, a w niektórych przypadkach wyraźnie ograniczona, przez ich strukturalną niestabilność. Dotyczy to szczególnie połączeń różnorodnych o odmiennym składzie chemicznym, a co za tym idzie, o odmiennej aktywności chemicznej węgla. Konsekwencją odmiennej aktywności węgla jest powstanie warstwy odwęglonej na tej stali, w której węgiel ma wyższą aktywność i wytworzenie warstwy nawęglonej na przeciwległej stronie połączenia (rys. 1). Dyfuzyjny proces, który powoduje rozsegregowanie węgla jest nazywany „dyfuzją wstępującą” (up hill diffusion), a jego 1 prof. dr hab. inż. [email protected] 2 dr inż. 3 dr inż., [email protected] 83/21
Transcript of PROBLEMY WYSTĘPUJĄCE PRZY SPAWANIU I … · Microstructure of the transition zone between the...
ARCHIWUM ODLEWNICTWA Rok 2006, Rocznik 6, Nr 21(2/2) ARCHIVES OF FOUNDARY Year 2006, Volume 6, Nº 21 (2/2)
PAN – Katowice PL ISSN 1642-5308
PROBLEMY WYSTĘPUJĄCE PRZY SPAWANIU I NAPRAWIE SPOIN STALI RÓŻNORODNYCH
E. TASAK 1, A. ZIEWIEC 2, K. ZIEWIEC 3 1, 2 Wydział Inżynierii Metali i Informatyki Przemysłowej AGH,
3 Instytut Techniki Akademia Pedagogiczna Kraków
STRESZCZENIE
W artykule przedstawiono mechanizm powstawania warstwy odwęglonej przy obróbce cieplnej różnorodnych stali oraz wskazano, że obecność odwęglenia może być jedną z możliwych przyczyn awarii urządzeń energetycznych. Wykazano, że istnieje możliwość prognozowania zamian struktury SWC metodami obliczeniowymi. Key words: dissimilar steels, weld reparation, decarburisation 1. ZMIANY STRUKTURY W PROCESIE OBRÓBKI CIEPLNEJ
I EKSPLOATACJI ZŁĄCZY STALI RÓŻNORODNYCH
Trwałość i niezawodność połączeń spawanych stali i stopów żaroodpornych eksploatowanych w urządzeniach energetycznych w podwyższonych temperaturach jest uzależniona, a w niektórych przypadkach wyraźnie ograniczona, przez ich strukturalną niestabilność. Dotyczy to szczególnie połączeń różnorodnych o odmiennym składzie chemicznym, a co za tym idzie, o odmiennej aktywności chemicznej węgla. Konsekwencją odmiennej aktywności węgla jest powstanie warstwy odwęglonej na tej stali, w której węgiel ma wyższą aktywność i wytworzenie warstwy nawęglonej na przeciwległej stronie połączenia (rys. 1). Dyfuzyjny proces, który powoduje rozsegregowanie węgla jest nazywany „dyfuzją wstępującą” (up hill diffusion), a jego
1 prof. dr hab. inż. [email protected] 2 dr inż. 3 dr inż., [email protected]
83/21

222
„zdradliwość” polega na tym, że, przy niewielkich różnicach w aktywności węgla w stali jednej i drugiej części połączenia, jego destrukcyjne działanie ujawni się dopiero po wieloletniej eksploatacji. Struktura strefy odwęglonej charakteryzuje się grubymi ziarnami ferrytu, ma niską twardość i wytrzymałość na rozciąganie. Badania [1, 2, 3] wykazały, że przyczyną tworzenia się w czasie obróbki cieplnej gruboziarnistej strefy ferrytycznej, jest dyfuzja węgla z obszarów o niższej zawartości pierwiastków węglikotwórczych do obszarów, gdzie pierwiastków tych jest więcej (wyższy tzw. potencjał chromowy). Zgniot fazowy w wyniku przemiany austenit → martenzyt oraz odkształcenie plastyczne w procesie spawania powodują, że w czasie wyżarzania w temperaturach powyżej 600oC zachodzi proces rekrystalizacji. Mała ilość węgla, azotu i tlenu w tej warstwie obniża temperaturę rekrystalizacji, a brak węglików i innych faz dyspersyjnych nie hamuje rozrostu ziaren. Wielkość odkształcenia plastycznego w obszarze linii wtopienia w procesie spawania może być rzędu zgniotu krytycznego, a zatem w czasie rekrystalizacji powstaje mała liczba zarodków nowych ziaren, które rozrastają się dając w końcowym efekcie bardzo grube ziarna. Obecność miękkiej warstwy odwęglonej nie wpływa na doraźną wytrzymałość określaną w próbie wytrzymałościowej, nie wpływa również na własności plastyczne, bowiem do niej jako warstwy miękkiej, stosują się znane w mechanice zależności opisujące naprężenie uplastyczniające w złożonym stanie naprężeń [4]. Jej obecność wpływa jednak istotnie na obniżenie odporności na pełzanie, wytrzymałości zmęczeniowej, a szczególnie
Rys. 2. Pęknięcie przebiegające w strefie odwęglonej. Fig. 2. Crack in the decarburised zone. Rys. 1. Struktura obszaru linii wtopienia
powstała w procesie wyżarzania odprężającego połączenia stali 10H2M i P91 spawanej spoiwem o składzie odpowiadającym stali P91. Fig. 1. Structure of the line of fusion appeared during the process of stress relief annealing of the welded joint of 10H2M and P91 steels that was welded by filler metal corresponding to P91 steel.
SWC 10H2M
Spoina
Strefa nawęglona
Strefa odwęglona
223
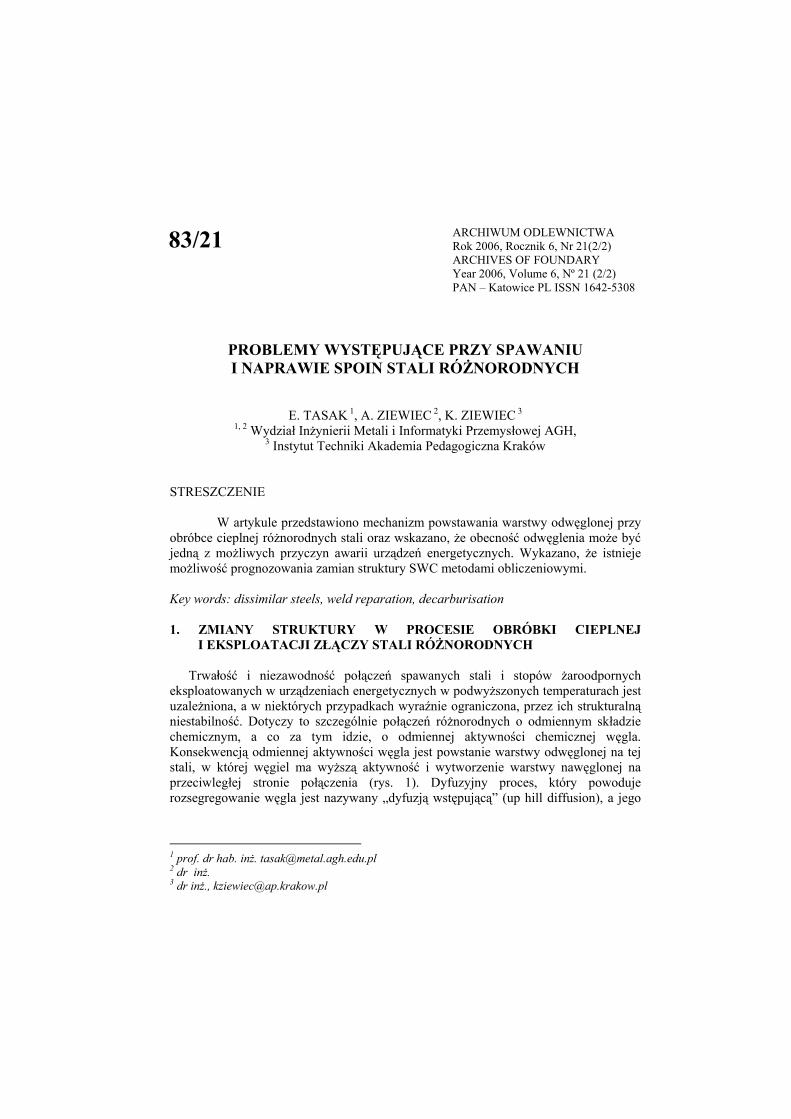
odporności na zmęczenie termiczne i może być przyczyną wielu awarii urządzeń energetycznych. Przykładem może być pęknięcie pokazane na rysunku 2, które powstało po bardzo krótkim czasie eksploatacji i przebiegało w warstwie odwęglonej. Pęknięcie to powstało w obszarze złącza, w którym część ściegów przez pomyłkę wykonano elektrodami o niewłaściwym składzie chemicznym.
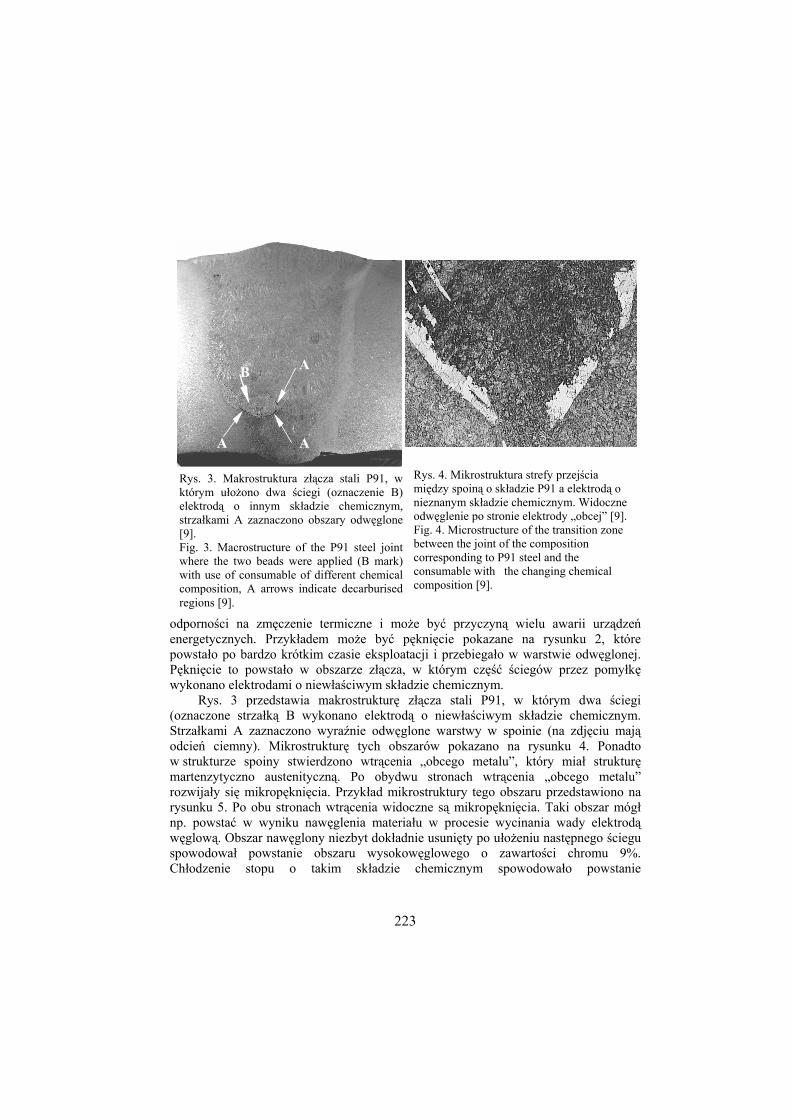
Rys. 3 przedstawia makrostrukturę złącza stali P91, w którym dwa ściegi (oznaczone strzałką B wykonano elektrodą o niewłaściwym składzie chemicznym. Strzałkami A zaznaczono wyraźnie odwęglone warstwy w spoinie (na zdjęciu mają odcień ciemny). Mikrostrukturę tych obszarów pokazano na rysunku 4. Ponadto w strukturze spoiny stwierdzono wtrącenia „obcego metalu”, który miał strukturę martenzytyczno austenityczną. Po obydwu stronach wtrącenia „obcego metalu” rozwijały się mikropęknięcia. Przykład mikrostruktury tego obszaru przedstawiono na rysunku 5. Po obu stronach wtrącenia widoczne są mikropęknięcia. Taki obszar mógł np. powstać w wyniku nawęglenia materiału w procesie wycinania wady elektrodą węglową. Obszar nawęglony niezbyt dokładnie usunięty po ułożeniu następnego ściegu spowodował powstanie obszaru wysokowęglowego o zawartości chromu 9%. Chłodzenie stopu o takim składzie chemicznym spowodowało powstanie
A A
A
A A
B
Rys. 3. Makrostruktura złącza stali P91, w którym ułożono dwa ściegi (oznaczenie B) elektrodą o innym składzie chemicznym, strzałkami A zaznaczono obszary odwęglone [9]. Fig. 3. Macrostructure of the P91 steel joint where the two beads were applied (B mark) with use of consumable of different chemical composition, A arrows indicate decarburised regions [9].
Rys. 4. Mikrostruktura strefy przejścia między spoiną o składzie P91 a elektrodą o nieznanym składzie chemicznym. Widoczne odwęglenie po stronie elektrody „obcej” [9]. Fig. 4. Microstructure of the transition zone between the joint of the composition corresponding to P91 steel and the consumable with the changing chemical composition [9].
224
wysokowęglowego martenzytu oraz pozostawienie znacznej ilości austenitu szczątkowego. Pęknięcia mogły więc wystąpić w wysokowęglowym martenzycie. 2. MOŻLIWOŚCI PRZEWIDYWANIA ZMIAN STRUKTURY W ZŁĄCZU
MATERIAŁÓW RÓŻNORODNYCH
Pomimo tego, ze zjawisko występowania odwęglenia jest znane od wielu lat i w praktyce jest często spotykane, aktualnie brak jest prostych metod oceny i sposobu przewidywania zmian struktury w czasie eksploatacji. Podstawowe modele pozwalające obliczyć segregację węgla wymagają bowiem dla właściwego ich zastosowania dyfuzyjnych i termodynamicznych danych, których niedostateczna ilość jest głównym czynnikiem utrudniającym dokładne obliczenia i oszacowanie długotrwałej strukturalnej stabilności połączeń spawanych. W zakresie temperatur, w którym pracuje większość połączeń spawanych (ok. 550°÷650°C), nie jest możliwe uzyskanie dokładnych termodynamicznych i dyfuzyjnych danych dlatego, że brak jest metod pomiarowych pozwalających ustalić koncentrację węgla w mikroobszarze w ferrycie (α) i jego podział pomiędzy ferrytem a węglikami. Jedyną możliwością jest uproszczenie zależności i operowanie mniej dokładnymi termodynamicznymi i dyfuzyjnymi danymi [5, 6, 7].
Uwzględniając zebrane w literaturze dane termodynamiczne opracowano program komputerowy [8] pozwalający na wyznaczenie szerokości warstwy odwęglonej dla połączeń typu austenit–austenit, ferryt–austenit i ferryt–ferryt. Teoretyczne przewidywania zmian szerokości warstwy odwęglonej zostały zweryfikowane na wielu kombinacjach materiałów.
Rys. 5. Mikrostruktura w obszarze występowania obcego wtrącenia metalicznego o strukturze
martenzytyczno austenitycznej (austenit jasny) [9]. Fig. 5. Microstructure observed at the regions of foreign metal inclusion of martensite-austenite
structure (austenite - bright) [9].
2.1. Wyniki badań
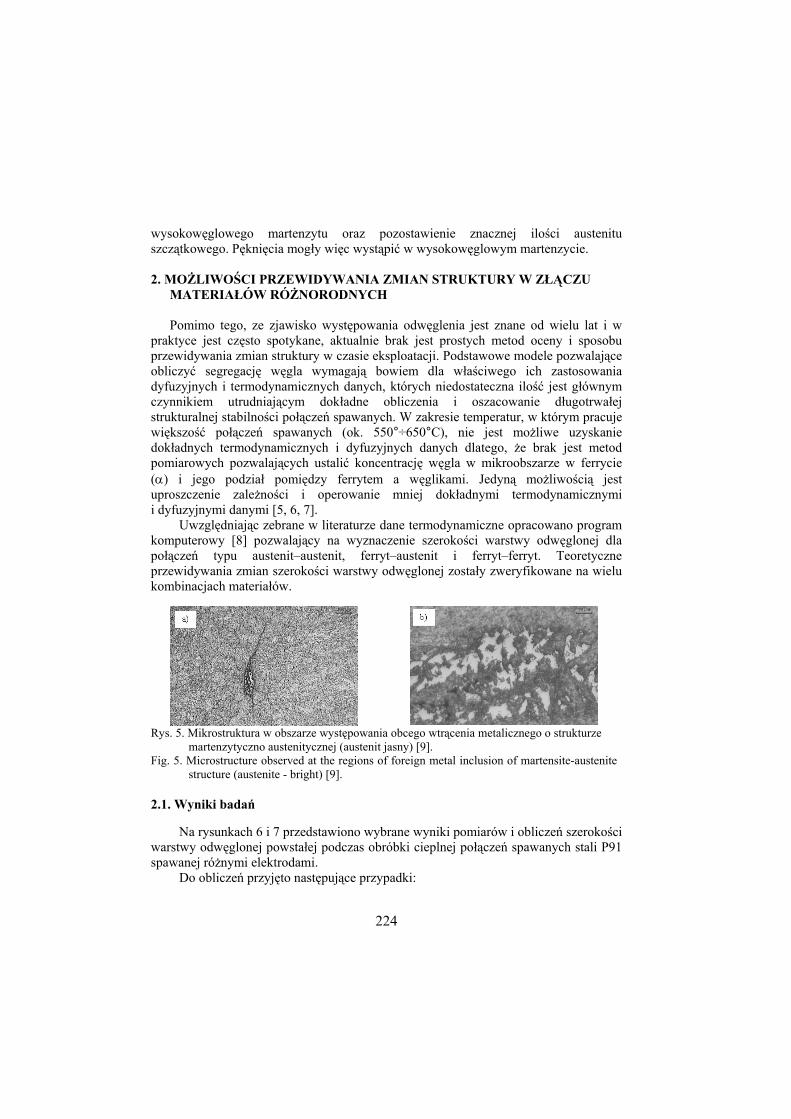
Na rysunkach 6 i 7 przedstawiono wybrane wyniki pomiarów i obliczeń szerokości warstwy odwęglonej powstałej podczas obróbki cieplnej połączeń spawanych stali P91 spawanej różnymi elektrodami.
Do obliczeń przyjęto następujące przypadki:
225
stopień wymieszania stopiwa i materiału spawanego w pobliżu linii wtopienia wynosi 50% (obliczona 2)
występuje brak wymieszania stopiwa i materiału spawanego (obliczona 1). Przedstawione na rysunkach dane wskazują, że dla czasu wyżarzania 2 godziny
występuje bardzo dobra zgodność danych obliczonych dla 50% stopnia wymieszania. Jednak ze wzrostem czasu wyżarzania obliczona szerokość warstwy odwęglonej jest większa od szerokości warstwy zmierzonej (rys. 7). Przyczyną tych różnic jest mikroskopowy sposób oceny strefy odwęglonej. Przy pomiarach mikroskopowych uwzględnia się tylko szerokość obszaru gruboziarnistego, natomiast w obliczeniach teoretycznych szerokość warstwy o zmienionej zawartości węgla jest większa.
Rys. 6. Zależność szerokości strefy odwęglonej od temperatury wyżarzania dla stali P91 spawanej elektrodą ES2Cr-MoR. Fig. 6. Dependence of the width of the decarburised zone for the temperature of annealing for P91 steel welded by ES2Cr-MoR consumable.
Rys. 7. Zależność szerokości strefy odwęglonej od czasu wyżarzania w temperaturze 740oC dla stali P91 spawanej elektrodą ES2Cr-MoR. Fig. 7. Dependence of the decarburised zone for the time of the annealing at 740°C for P91 steel welded by ES2Cr-MoR consumable.
3. PODSUMOWANIE I WNIOSKI
Przedstawione na makro- i mikrofotografiach dane wskazują, że jedną z możliwych
przyczyn wielu awarii urządzeń energetycznych jest niewłaściwy dobór materiałów spawalniczych lub nawet pomyłki w zastosowaniu odpowiednich materiałów. Istotne znaczenie ma również metoda wycinania wad. Niedopuszczalne są termiczne metody wycinania niezgodności spawalniczych. Wycinanie elektrodą węglową wprowadza do warstwy wierzchniej znaczne ilości węgla, które niezbyt dokładnie usunięte, przy układaniu następnego ściegu tworzą stop o wysokiej zawartości chromu i węgla. Chłodzenie takiego obszaru powoduje powstanie w nim kruchego wysokowęglowego martenzytu i pozostawienie znacznej ilości austenitu szczątkowego. Obszary te są bardzo skłonne do pęknięć zimnych.
226
Przedstawione na wykresach dane pozwalają stwierdzić, że możliwe jest prognozowanie trwałości struktury w rejonie złącza niejednorodnego w czasie obróbki cieplnej po spawaniu. Konieczne jest jednak przyjęcie pewnych założeń dotyczących stopnia wymieszania materiału spawanego i stopiwa. Dane literaturowe wskazują, że możliwe jest także prognozowanie trwałości struktury w czasie długotrwałej eksploatacji połączeń niejednorodnych.
Obliczone szerokości warstwy odwęglonej dla stopnia wymieszania 50% są w dobrej zgodności z wynikami pomiarów szerokości warstwy odwęglonej ocenionej metodą mikroskopową. Mikroskopowy sposób pomiaru stopnia odwęglenia pozwala ocenić szerokość silnie odwęglonej strefy ferrytycznej. W rzeczywistości zmiana koncentracji węgla w strefie złącza ma charakter ciągły i zasięg strefy odwęglonej jest większy niż szerokość obszaru gruboziarnistego ferrytu.
Obróbka cieplna złączy rurowych stali P91 (T91) ze stalami 13HMF lub 10H2M, przeprowadzona w warunkach produkcyjnych spowodowała powstanie warstwy odwęglonej. Szerokość tej warstwy jest w bardzo dobrej zgodności z wynikami teoretycznych obliczeń.
Warstwy odwęglone charakteryzują się niską twardością oraz wytrzymałością a zatem mogą być przyczyną wielu pęknięć i awarii konstrukcji pracujących przy określonych naprężeniach w podwyższonych temperaturach
LITERATURA 1. Nakagawa H., Matsuda F., Higa M., Sanematsu Y. - A new fracture analysis of weld
craks by means of recrystallization method. Trans. of the JWRI 10. 1981, s. 65 2. Kromzay T. - The effect of welding processes on ferrite band formation in stress -
relieved low alloyed weld metal. Dokument IIW-XII-E-24-81 3. Hrivnak I., Malinowska E., Mosny J. - K problemu vzniku „bielej vrstvy” pri
zvarani pod tavivom do uzkej medzery, Zvaranie nr 10, 1983, s. 289 4. Tasak E. Spawalność stali, Wyd. Fotobit Kraków 2002 5. Pilous V., Stransky K. - Možnosti kontroly a predikace strukturni stalosti svarovych
spoju oceli, cz. I Zvaranie 32 (1983) nr 8, s. 225 cz. II Zvaranie 33 (1984) nr 1, s. 4. 6. Pilous V., Stransky K. - Kovove Materiały, cz. I 19, 1981, s. 575, cz. II, 20, 1982, s.
139, cz. III, 20, 1982 s. 457. 7. Stransky K., Termodynamika kvazistacionarni difuze uhliku v ocelich a jeji
aplikace, wyd. ČSAV, Praha 1977. 8. Tasak E., Ziewiec A., Brzeziak A. - Prognozowanie zmian struktury i własności w
czasie obróbki cieplnej i eksploatacji połączeń różnorodnych – Przegląd Spawalnictwa nr 8-10, 2002, s. 41–46,
9. Bober D. - Analiza rozrostu ziarna w strefie wpływu ciepła w stali P91o zawartości 9% Cr, Praca dyplomowa AGH 2006

227
THE PROBLEMS APPEARING DURING THE REPARATION OF WELDS IN DISSIMILAR STEELS
The paper presents mechanism of formation of decarburised layer during the heat
treatment of dissimilar steels and it is showed that the decarburisation may be the one of possible reasons for failure of appliances in power industry. It is proved that it is possible to forecast the structure evolution of the heat affected zone by means of numeric methods.
Praca realizowana w ramach badań statutowych. Umowa nr 11.11.110.431 Recenzował: prof. Edward Guzik.















![Elem-Polish 02-39[4] -1dhoppe/new-headway-english...New Headway Elementary Test Booklet This booklet contains • 14 Unit Tests which revise the corresponding unit in New Headway Elementary](https://static.fdocuments.pl/doc/165x107/5f1f7018a5f4cf12dc5dca89/elem-polish-02-394-1-dhoppenew-headway-english-new-headway-elementary-test.jpg)

