plakat ZB8-3.pdf
1
INNOWACYJNA GOSPODARKA NARODOWA STRATEGIA SPÓJNOŒCI UNIA EUROPEJSKA EUROPEJSKI FUNDUSZ ROZWOJU REGIONALNEGO Plastyczne kszta³towanie lotniczych stopów Al ( w tym Al-Li ) oraz Ti PROJEKT WSPÓ£FINANSOWANY PRZEZ UNIÊ EUROPEJSK¥ ZE ŒRODKÓW EUROPEJSKIEGO FUNDUSZU ROZWOJU REGIONALNEGO Nowoczesne technologie materia³owe stosowane w przemyœle lotniczym II KONFERENCJA 14-15 Grudnia 2009 ZB 8 Projekt kluczowy Politechnika Œl¹ska, Politechnika Rzeszowska, Politechnika Lubelska, Politechnika Warszawska, Politechnika Czêstochowska Wyniki badañ Schemat przygotowywanego stanowiska do badañ wyciskania stopów aluminium i tytanu na prasie poziomej Schemat stanowiska do badan wyciskania i kucia stopów aluminium i tytanu na prasie pionowej Piec muflowy Monitoring G³owica pomiaru si³y System pomiaru i rejestracji danych Czujnik przemieszczenia Przygotowanie stanowisk do badañ procesu wyciskania stopów Al i Ti Zespó³ hydrauliczny Stempel Matryca Podajnik wyciœniêtego profilu System sterowania procesem wyciskania Monitoring System pomiaru i rejestracji danych Piec komorowy G³owice pomiaru si³y Czujnik przemieszczenia Przyk³ady kszta³towników wyciskanych stosowanych w konstrukcjach lotniczych cargo AlCu4Mg1Zr porêcz siedzenia AlZn5.5MgCu Fragment ³¹cznika kad³uba statecznik pionowy A380 AlZn6CuMgZr Przygotowywane stanowisko do badañ w zakresie kszta³towania materia³ów metod¹ wyciskania obejmuje: 1. Prasê hydrauliczn¹ poziom¹ o nacisku 5000 kN. Do wyciskania eksperymentalnego profili ze stopów Al., Cu, Ti, Mg. 2. Piec komorowy HT-1400G o temperaturze pracy do 1400 st.C Wymiary komory szer.250mm, wys. 300mm, d³.250mm, poj. Kom 26l. Szybkie nagrzewanie ~ 40min, szybkie ch³odzenie ~ 70 min. Moc zainstalowana 9.0 kVA, sterownik mocy tyrystorowy. 3. System zabezpieczeñ P. Po¿. z uwagi na materia³y palne (magnez) monitorowane przy pomocy kamery termowizyjnej. Œledzenie rozk³adu temperatury procesy zachodz¹cych w matrycy, rejestracja rozk³adu temperatury, sygnalizacja akustyczna i wizualna zakresów niebezpiecznych. 4. Monitoring parametrów procesu wyciskania przy pomocy kamery video i aparatu cyfrowego od pocz¹tku cyklu, a¿ do zakoñczenia ca³ego procesu. 5. System pomiarowy si³y, przemieszczenia i temperatury w oparciu o wzmacniacz typu QUANTUM (MX840). ! Uniwersalny wzmacniacz 8-kana³owy z indywidualnie regulowanymi wejœciami, ! Prêdkoœæ próbkowania: od 19.2 kHz górê dla poszczególnego kana³u, ! 24-bit konwerter A/C na kana³ dla synchronicznych, równoleg³ych pomiarów, ! Filtry; Bassel'a, Butterworth'a od 0.01Hz, do 3.2 kHz (-3dB), ! Napiêcie zasilania dla aktywnych przetworników: 5 … 24 VDC regulowany dla ka¿dego kana³u; ! Przetwornik si³y pracuj¹cy na œciskanie; ! Ma³e wymiary; ! Ma³a waga; ! Mo¿liwa klasyfikacja DKD; ! Certyfikat kalibracyjny zgodny z: EN10002-3, ISO376: Klasa 0.5. ! Przetwornik ze zdejmowanym trzpieniem pomiarowym; ! Trwa³a, odporna na zu¿ycie indukcyjna metoda pomiaru; ! Dobra stabilnoœæ termiczna w szerokim zakresie temperatur; ! Kompaktowa budowa; ! Odporny na ciœnienie podczas pomiarów w cylindrach hydraulicznych; ! Wykonywany w wersji do pracy w wys. temperaturach - do 150°C; ! Sygna³ WY do wyboru: 10mV/V, 80mV/V, 0,5 do 10V; Przyk³adowe elementy KSZTA£TOWANIE WYROBÓW TYTANOWYCH W PROCESIE GIÊCIA Symulacja numeryczna procesu giêcia ze szczególnym uwzglêdnieniem zjawiska sprê¿ynowania powrotnego szczególnie intensywnego w przypadku kszta³towania elementów tytanowych (istotne okreœlenie k¹ta sprê¿ynowania). Analizê numeryczn¹ procesu giêcia przeprowadzono dla prêta wykonanego ze stopu tytanu Ti6Al4V ELI. materia³ Zawartoœæ % pierwiastka Al V C Fe H N O Ti Grade5ELI 5,5-6,5 3,5-4,5 0,08 0,25 0,012 0,05 0,13 reszta Tab. 1. Sk³ad chemiczny stopu Ti6Al4V ELI [ASTM 136-02a] Tab. 2. W³aœciwoœci mechaniczne stopu Ti6Al4V ELI Materia³ Granica plastycznoœci R p0,2 [MPa] Granica wytrzyma³oœci na rozci¹ganie R m [MPa] Wyd³u¿enie A [%] Przewê¿enie Z [%] Krzywa umocnienia s =Cj n Ti6Al4V ELI 892 1011 6,17 42,77 s =1287j 0,07 Rys. 1. Numeryczny model procesu giêcia prêta tytanowego Do obliczeñ przyjêto przestrzenny (3D) model procesu giêcia. Model numeryczny sk³ada³ siê z 4541 20-wêz³owych elementów typu 3D-solid, co stanowi 20928 wêz³ów. Dla rolek przyjêto sprê¿ysty model materia³u, natomiast dla prêta model sprê¿ysto-plastyczny. W obliczeniach, pomiêdzy rolkami a odkszta³canym materia³em, za³o¿ono wspó³czynnik tarcia m = 0. Rys. 2. Rozk³ad odkszta³ceñ podczas giêcia prêta o œrednicy d = 4 mm na rolkach gn¹cych o promieniach: a) rg = 4 mm, b) rg = 8 mm Rys. 3. Rozk³ad odkszta³ceñ podczas giêcia prêta o œrednicy: a) d = 4 mm i b) d = 8 mm na rolce gn¹cej o promieniu rg = 4mm do uzyskania k¹ta giêcia a = 90o Z analizy rozk³adu odkszta³ceñ wynika, ¿e znacz¹cy wp³yw na wielkoœæ odkszta³ceñ w zginanych prêtach ma zarówno promieñ giêcia (rys. 2), jak i œrednica/gruboœæ giêtego elementu (rys. 3). W przypadku giêcia prêta tytanowego na rolce o mniejszym promieniu, tj. rg = 4 mm (rys. 2a) niemal ca³a objêtoœæ materia³u w bezpoœrednim obszarze giêcia zosta³a odkszta³cona plastycznie i tylko cienka wewnêtrzna warstwa materia³u uleg³a nieznacznym odkszta³ceniom sprê¿ystym. Wzrost promienia giêcia (w analizowanym przypadku do rg = 8 mm – rys. 2b) powoduje wzrost gruboœci warstwy wewnêtrznej, pozostaj¹cej w stanie sprê¿ystym. Taki stan odkszta³cenia w prêcie sprzyja odkszta³ceniom powrotnym, czyli prostowaniu prêta po zdjêciu obci¹¿enia. Podczas procesu giêcia najwiêksze odkszta³cenia wystêpowa³y w zewnêtrznej, rozci¹ganej warstwie i tak dla promienia giêcia rg = 4 mm wartoœæ odkszta³cenia maksymalnego wynosi³a e = 0,4134, a dla rg = 8 mm wartoœæ odkszta³cenia maksymalnego wynosi³a e = 0,3750. Podczas giêcia prêtów o ró¿nej œrednicy (tj.: d = 4 mm i d = 8 mm) na rolce o tym samym promieniu giêcia rg = 4 mm (rys. 3) celem uzyskania elementu o tej samej krzywiŸnie (k¹cie giêcia), wiêksze naprê¿enia nale¿a³o wywo³aæ w przypadku kszta³towania prêta o wiêkszej œrednicy, tj. o œrednicy d = 8 mm. W konsekwencji odkszta³cenia powstaj¹ce w zewnêtrznej warstwie rozci¹ganej osi¹gnê³y wiêksz¹ wartoœæ i w analizowanym przypadku dla prêta o œrednicy d = 8 mm maksymalna wartoœæ odkszta³cenia wynosi³a e = 0,8471, a dla prêta o œrednicy d = 4 mm maksymalne odkszta³cenie by³o niemal 2-krotnie mniejsze i wynosi³o e = 0,4134. Weryfikacja doœwiadczalna wyników analizy numerycznej procesu giêcia prêtów tytanowych Rys. 4. Widok przyrz¹du do giêcia Badano zale¿noœæ k¹ta sprê¿ynowania od wielkoœci k¹ta giêcia i œrednicy giêtego prêta. Wyniki badañ doœwiadczalnych porównano z wynikami obliczeñ numerycznych. K¹t giêcia zwiêkszano od 0 o do 120 o co 30 o. Badania prowadzono dla prêtów tytanowych o œrednicy d = 4, 6 i 8 mm. Rys. 5. Zale¿noœæ k¹ta sprê¿ynowania od k¹ta giêcia dla prêta tytanowego o œrednicy d = 4 mm – porównanie wyników doœwiadczalnych z wynikami obliczeñ numerycznych Tab. 3. K¹t sprê¿ynowania w funkcji k¹ta giêcia K¹t giêcia [ o ] K¹t sprê¿ynowania[ o ] wyniki obliczeñ numerycznych wyniki badañ doœwiadczalnych d = 4 mm d = 6 mm d = 8 mm d = 4 mm d = 6 mm d = 8 mm 30 3.28 3.08 3.13 6.00 5.00 4.00 60 5.21 4.70 4.22 8.00 7.00 6.00 90 5.77 4.92 4.65 10.00 9.00 9.00 120 6.02 5.27 5.08 10.00 9.00 9.00 Analiza obliczeñ numerycznych wykaza³a, ¿e maksymalne odkszta³cenie plastyczne roœnie do uzyskania wartoœci maksymalnej wraz ze wzrostem k¹ta giêcia w zakresie giêcia od 0 o do 60 o, po czym maksymalne odkszta³cenie utrzymuje sta³¹ wartoœæ, a dalsze zwiêkszanie k¹ta giêcia powoduje jedynie zwiêkszenie objêtoœci odkszta³canego materia³u. Ró¿nica pomiêdzy wynikami obliczeniowymi i doœwiadczalnymi w granicach 3 ÷ 4 o wynika najprawdopodobniej z pewnych uproszczeñ przyjêtych w modelu numerycznym w stosunku do modelu rzeczywistego. WYKRAWANIE - Symulacja numeryczna G³ównym celem symulacji numerycznej procesu wykrawania elementów tytanowych by³o wyznaczenie wp³ywu takich czynników jak: - wartoœæ optymalnego luzu pomiêdzy matryc¹ i stemplem, - sposób docisku, - promieni zaokr¹glenia (stêpienia) matrycy i stempla na rozk³ad naprê¿eñ i odkszta³ceñ w strefie ciêcia, a zw³aszcza na zasiêg strefy odkszta³ceñ plastycznych. Analizowano proces wykrawania kr¹¿ka z blachy tytanowej Grade 2 o gruboœci g = 1,0 mm. Rys. 1. Schemat procesu wykrawania Rys. 2. Zagêszczenie siatki elementów skoñczonych w obszarze ciêcia Obliczenia prowadzono przy u¿yciu programu ADINA v. 8.4. W obliczeniach przyjêto dwuwymiarowy (2D) osiowosymetryczny model procesu wykrawania ze wzglêdu na symetriê osiow¹ zagadnienia. Model numeryczny sk³ada³ siê z 2350 kwadratowych 8-wêz³owych elementów osiowo-symetrycznych, co stanowi³o 7106 wêz³ów. Celem zwiêkszenia dok³adnoœci obliczeñ w obszarze bezpoœredniego rozdzielania materia³u siatka elementów skoñczonych zosta³a zagêszczona (rys. 2). Przyk³adowe wyniki symulacji numerycznej procesu wykrawania: Rys. 3. Wyniki symulacji numerycznej procesu wykrawania dla kroku czasowego t = 0,14 a) luz: 0,02 mm – inicjacja pêkania, b) luz: 0,2 mm Rys. 4. Model numeryczny procesu wykrawania: a) klasycznego, b) dok³adnego Podczas wykrawania z luzem wynosz¹cym 0,02 mm (rys. 3a) obszary uplastycznione rozchodz¹ce siê od obu krawêdzi tn¹cych ³¹cz¹ siê, a rozdzielenie materia³u rozpoczyna siê przy zag³êbieniu stempla w materia³ na odleg³oœæ 0,14 mm, nieco wczeœniej ni¿ dla wykrawania z luzem wynosz¹cym 0,2 mm (rys. 3b). W tym przypadku rozdzielenie materia³u rozpoczyna siê przy zag³êbieniu stempla na odleg³oœæ 0,16 mm. Zwiêkszenie luzu powoduje mniejsz¹ koncentracjê naprê¿eñ, co sprzyja póŸniejszemu rozdzieleniu materia³u. Rys. 5. Rozk³ad odkszta³ceñ w procesie wykrawania: a) klasycznego, b) dok³adnego; przemieszczenie stempla h = 0,000 mm Rys. 6. Rozk³ad odkszta³ceñ w procesie wykrawania a) klasycznego, b) dok³adnego; przemieszczenie stempla h = 0,100 mm Rys. 12. Rozk³ad odkszta³ceñ w procesie wykrawania: a) klasycznego, b) dok³adnego (widoczne ca³kowite rozdzielenie materia³u); przemieszczenie stempla h = 0,175 mm Obliczenia numeryczne wykaza³y, ¿e wzrost promienia zaokr¹glenia i wzrost wielkoœci luzu pomiêdzy matryc¹ i stemplem, które to wartoœci naturalnie zwiêkszaj¹ siê na skutek zu¿ycia narzêdzi podczas wykrawania, powoduj¹ pogorszenie warunków ciêcia i wzrost si³y wykrawania. Ze wzrostem luzu zwiêksza siê pochylenie powierzchni przeciêcia w stosunku do powierzchni wykrawanego elementu. W analizowanym przypadku pochylenie powierzchni przeciêcia zaczyna siê gwa³townie powiêkszaæ, gdy luz przekracza wartoœæ 0,2 mm (rys.3).Mimo, i¿ wyniki symulacji numerycznych potwierdzaj¹ wiêksz¹ przydatnoœæ procesu Przyk³ady zastosowania WskaŸniki realizacji celów projektu Wnioski Przyk³ady wspó³pracy Referaty Publikacje Prace mgr,dr, hab. Zg³oszenie patentowe (w przygotowaniu) ? J.Adamus, P.Lacki. 1-4.IX.2009, Constanta, ROMANIA ? FORMING 2009, 9-12.IX.2009 Zakopane ? J.Adamus: . Tytan i Jego Stopy, 14-16.IX.2009, Kazimierz Dolny ? Supply on the wings, 03-05.XI.2009, International Aerospace Supply Fair AIRTEC 2009, Frankfurt, Germany ? J.Adamus. W.Wiêckowski: Odkszta³calnoœæ Metali I Stopów OMIS'2009 VIII Konferencja Naukowa, 24-27.XI.2009r. £añcut ? Adamus J., Lacki P.: Forming of the Titanium Elements by Bending. IWCMM 19 (International Workshop on Computational Mechanics of Materials), Book of Abstracts, str.95-96 ? Adamus J., Lacki P.: Modelowanie procesu wykrawania blach tytanowych. Hutnik - Wiadomoœci Hutnicze, 76 (8), 2009, str. 552 – 554 • Adamus J.: Tytan i jego stopy jako materia³ stosowany na elementy t³oczone. In¿ynieria Materia³owa, R.30 nr 5 str. 310-313 • Adamus J., Lacki P.: The most important aspects of sheet-titanium forming (w druku – Materia³y International Conf. Supply on the wings, 03-05.XI.2009, International Aerospace Supply Fair AIRTEC 2009, Frankfurt, Germany) • Wiêckowski W., Adamus J.: Blachy aluminiowe w aspekcie zastosowañ w przemyœle lotniczym. Rudy i Metale Nie¿elazne, nr 9, 2009 magisterskie ( w realizacji): • Robert Wilczarski. Tytan i jego stopy w przemyœle lotniczym promotor: Janina Adamu • Rados³aw Podlewski. Aluminium i jego stopy w przemyœle lotniczym promotor: Janina Adamus • Krzysztof Wró¿. Aluminium i tytan jako materia³y alternatywne dla stali – zastosowania lotnicze - promotor: Janina Adamus • Tomasz Nikisz. Zastosowanie krzywych odkszta³ceñ granicznych do oceny w³aœciwoœci plastycznych blach, promotor: Janina Adamus • Jacek Kubicki. Komputerowe wspomaganie procesu t³oczenia wyt³oczki osiowo-symetrycznej, promotor: Piotr Lacki Habilitacyjne (w realizacji): • Analiza kszta³towania wyrobów tytanowych metodami obróbki plastycznej na zimno - dr in¿. Janina Adamus • Modelowanie tarcia w procesach objêtoœciowej obróbki plastycznej - dr in¿. Piotr Lacki • rozwi¹zanie do zg³oszenia patentowego zakresu smarów do t³oczenia blach trudnoodkszta³calnych Forming of the Titanium Elements by Bending. Book of Abstracts, str. 95-96. Adamus J., Lacki P.: Modelowanie procesu wykrawania blach tytanowych. Hutnik - Wiadomoœci Hutnicze, 76 (8), 2009, str. 552 – 554 Tytan i jego stopy jako materia³ stosowany na elementy t³oczone. In¿ynieria Materia³owa, R.30 nr 5 str. 310-313 Adamus J., Lacki P.: The most important aspects of sheet-titanium forming – Materia³y Konferencyjne. Blachy aluminiowe w aspekcie zastosowañ w przemyœle lotniczym. Rudy i Metale Nie¿elazne, 54/11(2009): 769-772 IWCMM19, • WSK Rzeszów, • PZL Œwidnik, • PZL Mielec, •Pratt&Whitney Kalisz ! Zjawisko sprê¿ynowania powrotnego zale¿y od wielkoœci nieodkszta³conej strefy œrodkowej giêtego elementu, a ta z kolei, jak wykaza³y symulacje numeryczne procesu giêcia, zale¿y od promienia giêcia, k¹ta giêcia i œrednicy/gruboœci giêtego elementu. ! Nierównomierny rozk³ad naprê¿eñ na przekroju kszta³towanych elementów przyczynia siê do powstawania znacznych naprê¿eñ w³asnych, wp³ywaj¹cych na dalsze u¿ytkowanie giêtych elementów. Tytanowe elementy, kszta³towane metod¹ giêcia, mo¿na doginaæ w niewielkim stopniu, ale nie powinno siê ich rozginaæ, gdy¿ powsta³e w zewnêtrznej, rozci¹ganej warstwie w³ókien œciskaj¹ce naprê¿enia w³asne bêd¹ siê sumowa³y z naprê¿eniami œciskaj¹cymi powstaj¹cymi podczas rozginania elementu obni¿aj¹c jego noœnoœæ i mog¹ prowadziæ do pêkania elementów podczas ich u¿ytkowania. ! Symulacje numeryczne procesu giêcia i wykrawania elementów tytanowych oraz badania w³aœciwoœci blach aluminiowych i tytanowych w próbach podstawowych (statyczna próba jednoosiowego rozci¹gania i technologicznych próbach t³ocznoœci) stanowi¹ podstawê przy opracowywaniu procesów technologicznych kszta³towania elementów strukturalnych stosowanych w lotnictwie. • Symulacjê procesu giêcia prêtów tytanowych przeprowadzono z uwagi na intensywne wystêpowanie zjawiska typu „spring-back”. Niedostateczne wiedza, co do wielkoœci rzeczywistego k¹ta sprê¿ynowania uniemo¿liwia w³aœciwe zaprojektowanie procesu kszta³towania elementów tytanowych (zainteresowanie firm WSK Rzeszów, PZL Œwidnik, PZL Mielec kszta³towaniem elementów z blach trudno odkszta³calnych). • Dotychczasowe symulacje numeryczne by³y prowadzone w oparciu o program ADINA oparty na MES. W toku dalszych prac zostanie wykorzystany równie¿ specjalistyczny program PAMStamp do symulacji procesów t³oczenia blach oraz program Sysweld, który jest niezbêdny do analizy blach typu Taylor-welded blank. Bêdzie dokonana weryfikacja eksperymentalna. W obliczeniach przyjêto nastêpuj¹ce dane materia³owe: - wytrzyma³oœæ na rozci¹ganie: Rm = 522 MPa, - granica plastycznoœci: Re = 369 MPa, - modu³ Younga: E = 110 GPa, - wspó³czynnik Poissona: n = 0,37, - gêstoœæ: r = 4,51 g/cm3, - wyk³adnik umocnienia: n = 0,15, - sta³a materia³owa: C = 753 MPa. wykrawania dok³adnego, to ze wzglêduna to, ¿e wykrawanie dok³adne wymaga stosowania specjalnych pras potrójnego dzia³ania nadal poszukuje siê alternatywnych metod wykrawania elementów z blach tytanowych. W zwi¹zku z tym, w dalszych badaniach planuje siê analizê bezstykowych metod ciêcia, takich jak: ciêcie laserowe, ciêcie strumieniem wodnym z dodatkiem proszku œciernego i metod¹ elektrodr¹¿enia, pod k¹tem mo¿liwoœci ich wykorzystania przy wykrawaniu elementów z blach tytanowych. Uk³ady hydrauliczne, paliwowe giête z rur tytanowych Elementy strukturalne z blach tytanowych
Transcript of plakat ZB8-3.pdf
INNOWACYJNA GOSPODARKANARODOWA STRATEGIA SPÓJNOŒCI
UNIA EUROPEJSKAEUROPEJSKI FUNDUSZ
ROZWOJU REGIONALNEGO
Plastyczne kszta³towanie lotniczych stopów Al ( w tym Al-Li ) oraz Ti
PROJEKT WSPÓ£FINANSOWANY PRZEZ UNIÊ EUROPEJSK¥ ZE ŒRODKÓW EUROPEJSKIEGO FUNDUSZU ROZWOJU REGIONALNEGO
Nowoczesne technologie materia³owe stosowane w przemyœle lotniczym
II KONFERENCJA 14-15 Grudnia 2009 ZB 8
Projekt kluczowy
Politechnika Œl¹ska, Politechnika Rzeszowska, Politechnika Lubelska, Politechnika Warszawska, Politechnika Czêstochowska
Wyniki badañ
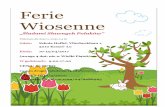
Schemat przygotowywanego stanowiska do badañ wyciskania stopów aluminium i tytanu na prasie poziomej
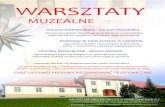
Schemat stanowiska do badan wyciskania i kucia stopów aluminium i tytanu na prasie pionowej
Piec muflowy
Monitoring
G³owica pomiaru
si³y
System pomiaru i rejestracji danych
Czujnik
przemieszczenia
Przygotowanie stanowisk do badañ procesu wyciskania stopów Al i Ti
Zespó³ hydrauliczny
Stempel
Matryca
Podajnik wyciœniêtego
profilu
System sterowania procesem wyciskania
Monitoring
System pomiaru i rejestracji
danych
Piec
komorowy
G³owice
pomiaru
si³y
Czujnik przemieszczenia
Przyk³ady kszta³towników wyciskanych stosowanych w konstrukcjach lotniczych
cargo AlCu4Mg1Zr porêcz siedzenia AlZn5.5MgCu
Fragment ³¹cznika kad³uba
statecznik pionowy A380 AlZn6CuMgZr
Przygotowywane stanowisko do badañ w zakresie kszta³towania materia³ów metod¹ wyciskania obejmuje:1. Prasê hydrauliczn¹ poziom¹ o nacisku 5000 kN. Do wyciskania eksperymentalnego profili
ze stopów Al., Cu, Ti, Mg. 2. Piec komorowy HT-1400G o temperaturze pracy do 1400 st.C Wymiary komory
szer.250mm, wys. 300mm, d³.250mm, poj. Kom 26l. Szybkie nagrzewanie ~ 40min, szybkie ch³odzenie ~ 70 min. Moc zainstalowana 9.0 kVA, sterownik mocy tyrystorowy.
3. System zabezpieczeñ P. Po¿. z uwagi na materia³y palne (magnez) monitorowane przy pomocy kamery termowizyjnej. Œledzenie rozk³adu temperatury procesy zachodz¹cych w matrycy, rejestracja rozk³adu temperatury, sygnalizacja akustyczna i wizualna zakresów niebezpiecznych.
4. Monitoring parametrów procesu wyciskania przy pomocy kamery video i aparatu cyfrowego od pocz¹tku cyklu, a¿ do zakoñczenia ca³ego procesu.
5. System pomiarowy si³y, przemieszczenia i temperatury w oparciu o wzmacniacz typu QUANTUM (MX840).
! Uniwersalny wzmacniacz 8-kana³owy z indywidualnie regulowanymi wejœciami,
! Prêdkoœæ próbkowania: od 19.2 kHz górê dla poszczególnego kana³u,
! 24-bit konwerter A/C na kana³ dla synchronicznych, równoleg³ych pomiarów,
! Filtry; Bassel'a, Butterworth'a od 0.01Hz, do 3.2 kHz (-3dB),
! Napiêcie zasilania dla aktywnych przetworników: 5 … 24 VDC regulowany dla ka¿dego kana³u;
! Przetwornik si³y pracuj¹cy na œciskanie;
! Ma³e wymiary;
! Ma³a waga;
! Mo¿liwa klasyfikacja DKD;
! Certyfikat kalibracyjny zgodny z: EN10002-3, ISO376: Klasa 0.5.
! Przetwornik ze zdejmowanym trzpieniem pomiarowym;
! Trwa³a, odporna na zu¿ycie indukcyjna metoda pomiaru;
! Dobra stabilnoϾ termiczna w szerokim zakresie temperatur;
! Kompaktowa budowa;
! Odporny na ciœnienie podczas pomiarów w cylindrach hydraulicznych;
! Wykonywany w wersji do pracy w wys. temperaturach - do 150°C;
! Sygna³ WY do wyboru: 10mV/V, 80mV/V, 0,5 do 10V;
Przyk³adowe elementy
KSZTA£TOWANIE WYROBÓW TYTANOWYCH W PROCESIE GIÊCIA
Symulacja numeryczna procesu giêcia ze szczególnym uwzglêdnieniem zjawiska sprê¿ynowania powrotnego szczególnie intensywnego w przypadku kszta³towania elementów tytanowych (istotne okreœlenie k¹ta sprê¿ynowania). Analizê numeryczn¹ procesu giêcia przeprowadzono dla prêta wykonanego ze stopu tytanu Ti6Al4V ELI.
materia³ Zawartoœæ % pierwiastka
Al V C Fe H N O Ti
Grade5ELI 5,5-6,5 3,5-4,5 0,08 0,25 0,012 0,05 0,13 reszta
Tab. 1. Sk³ad chemiczny stopu Ti6Al4V ELI [ASTM 136-02a] Tab. 2. W³aœciwoœci mechaniczne stopu Ti6Al4V ELI
Materia³
Granica plastycznoœci
Rp0,2 [MPa]
Granica wytrzyma³oœci na rozci¹ganie
Rm [MPa]
Wyd³u¿enie A [%]
Przewê¿enie Z [%]
Krzywa umocnienia s=Cj
n
Ti6Al4V ELI 892 1011 6,17 42,77 s=1287j0,07
Rys. 1. Numeryczny model procesu giêcia prêta tytanowego
Do obliczeñ przyjêto przestrzenny (3D) model procesu giêcia. Model numeryczny sk³ada³ siê z 4541 20-wêz³owych elementów typu 3D-solid, co stanowi 20928 wêz³ów. Dla rolek przyjêto sprê¿ysty model materia³u, natomiast dla prêta model sprê¿ysto-plastyczny. W obliczeniach, pomiêdzy rolkami a odkszta³canym materia³em, za³o¿ono wspó³czynnik tarcia m = 0.
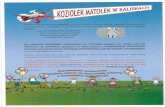
Rys. 2. Rozk³ad odkszta³ceñ podczas giêcia prêta o œrednicy d = 4 mm na rolkach gn¹cych o promieniach: a) rg = 4 mm, b) rg = 8 mm
Rys. 3. Rozk³ad odkszta³ceñ podczas giêcia prêta o œrednicy: a) d = 4 mm i b) d = 8 mm na rolce gn¹cej o promieniu rg = 4mm do uzyskania k¹ta giêcia a = 90o
Z analizy rozk³adu odkszta³ceñ wynika, ¿e znacz¹cy wp³yw na wielkoœæ odkszta³ceñ w zginanych prêtach ma zarówno promieñ giêcia (rys. 2), jak i œrednica/gruboœæ giêtego elementu (rys. 3). W przypadku giêcia prêta tytanowego na rolce o mniejszym promieniu, tj. rg = 4 mm (rys. 2a) niemal ca³a objêtoœæ materia³u w bezpoœrednim obszarze giêcia zosta³a odkszta³cona plastycznie i tylko cienka wewnêtrzna warstwa materia³u uleg³a nieznacznym odkszta³ceniom sprê¿ystym.
Wzrost promienia giêcia (w analizowanym przypadku do rg = 8 mm – rys. 2b) powoduje wzrost
gruboœci warstwy wewnêtrznej, pozostaj¹cej w stanie sprê¿ystym. Taki stan odkszta³cenia w prêcie sprzyja odkszta³ceniom powrotnym, czyli prostowaniu prêta po zdjêciu obci¹¿enia. Podczas procesu giêcia najwiêksze odkszta³cenia wystêpowa³y w zewnêtrznej, rozci¹ganej warstwie i tak dla promienia giêcia rg = 4 mm wartoœæ odkszta³cenia maksymalnego wynosi³a e = 0,4134, a dla rg = 8 mm wartoœæ odkszta³cenia maksymalnego wynosi³a e = 0,3750. Podczas giêcia prêtów o ró¿nej œrednicy (tj.: d = 4 mm i d = 8 mm) na rolce o tym samym promieniu giêcia rg = 4 mm (rys. 3) celem uzyskania elementu o tej samej krzywiŸnie (k¹cie giêcia), wiêksze naprê¿enia nale¿a³o wywo³aæ w przypadku kszta³towania prêta o wiêkszej œrednicy, tj. o œrednicy d = 8 mm. W konsekwencji odkszta³cenia powstaj¹ce w zewnêtrznej warstwie rozci¹ganej osi¹gnê³y wiêksz¹ wartoœæ i w analizowanym przypadku dla prêta o œrednicy d = 8 mm maksymalna wartoœæ odkszta³cenia wynosi³a e = 0,8471, a dla prêta o œrednicy d = 4 mm maksymalne odkszta³cenie by³o niemal 2-krotnie mniejsze i wynosi³o e = 0,4134.
Weryfikacja doœwiadczalna wyników analizy numerycznej procesu giêcia prêtów tytanowych
Rys. 4. Widok przyrz¹du do giêcia
Badano zale¿noœæ k¹ta sprê¿ynowania od wielkoœci k¹ta giêcia i œrednicy giêtego prêta. Wyniki badañ doœwiadczalnych porównano z wynikami obliczeñ numerycznych. K¹t giêcia zwiêkszano od 0 o do 120 o co 30 o. Badania prowadzono dla prêtów tytanowych o œrednicy d = 4, 6 i 8 mm.
Rys. 5. Zale¿noœæ k¹ta sprê¿ynowania od k¹ta giêcia dla prêta
tytanowego o œrednicy d = 4 mm – porównanie wyników
doœwiadczalnych z wynikami obliczeñ numerycznych
Tab. 3. K¹t sprê¿ynowania w funkcji k¹ta giêcia
K¹t giêcia [o] K¹t sprê¿ynowania[o]
wyniki obliczeñ numerycznych wyniki badañ doœwiadczalnych
d = 4 mm d = 6 mm d = 8 mm d = 4 mm d = 6 mm d = 8 mm
30
3.28 3.08
3.13
6.00
5.00
4.00
60
5.21 4.70
4.22
8.00
7.00
6.00
90
5.77 4.92
4.65
10.00
9.00
9.00
120
6.02 5.27
5.08
10.00
9.00
9.00
Analiza obliczeñ numerycznych wykaza³a, ¿e maksymalne odkszta³cenie plastyczne roœnie do uzyskania wartoœci maksymalnej wraz ze wzrostem k¹ta giêcia w zakresie giêcia od 0 o do 60 o, po czym maksymalne odkszta³cenie utrzymuje sta³¹ wartoœæ, a dalsze zwiêkszanie k¹ta giêcia powoduje jedynie zwiêkszenie objêtoœci odkszta³canego materia³u. Ró¿nica pomiêdzy wynikami obliczeniowymi i doœwiadczalnymi w granicach 3 ÷ 4 o wynika najprawdopodobniej z pewnych uproszczeñ przyjêtych w modelu numerycznym w stosunku do modelu rzeczywistego.
WYKRAWANIE - Symulacja numeryczna
G³ównym celem symulacji numerycznej procesu wykrawania elementów tytanowych by³o wyznaczenie wp³ywu takich czynników jak:- wartoœæ optymalnego luzu pomiêdzy matryc¹ i stemplem,- sposób docisku, - promieni zaokr¹glenia (stêpienia) matrycy i stempla na rozk³ad naprê¿eñ i odkszta³ceñ
w strefie ciêcia, a zw³aszcza na zasiêg strefy odkszta³ceñ plastycznych. Analizowano proces wykrawania kr¹¿ka z blachy tytanowej Grade 2 o gruboœci g = 1,0 mm.
Rys. 1. Schemat procesu wykrawania
Rys. 2. Zagêszczenie siatki elementów skoñczonych w obszarze ciêcia
Obliczenia prowadzono przy u¿yciu programu ADINA v. 8.4. W obliczeniach przyjêto dwuwymiarowy (2D) osiowosymetryczny model procesu wykrawania ze wzglêdu na symetriê osiow¹ zagadnienia. Model numeryczny sk³ada³ siê z 2350 kwadratowych 8-wêz³owych elementów osiowo-symetrycznych, co stanowi³o 7106 wêz³ów. Celem zwiêkszenia dok³adnoœci obliczeñ w obszarze bezpoœredniego rozdzielania materia³u siatka elementów skoñczonych zosta³a zagêszczona (rys. 2).
Przyk³adowe wyniki symulacji numerycznej procesu wykrawania:
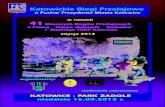
Rys. 3. Wyniki symulacji numerycznej procesu wykrawania dla
kroku czasowego t = 0,14 a) luz: 0,02 mm – inicjacja
pêkania, b) luz: 0,2 mm
Rys. 4. Model numeryczny procesu wykrawania: a) klasycznego, b) dok³adnego
Podczas wykrawania z luzem wynosz¹cym 0,02 mm (rys. 3a) obszary uplastycznione rozchodz¹ce siê od obu krawêdzi tn¹cych ³¹cz¹ siê, a rozdzielenie materia³u rozpoczyna siê przy zag³êbieniu stempla w materia³ na odleg³oœæ 0,14 mm, nieco wczeœniej ni¿ dla wykrawania z luzem wynosz¹cym 0,2 mm (rys. 3b). W tym przypadku rozdzielenie materia³u rozpoczyna siê przy zag³êbieniu stempla na odleg³oœæ 0,16 mm. Zwiêkszenie luzu powoduje mniejsz¹ koncentracjê naprê¿eñ, co sprzyja póŸniejszemu rozdzieleniu materia³u.
Rys. 5. Rozk³ad odkszta³ceñ w procesie wykrawania: a) klasycznego, b) dok³adnego; przemieszczenie stempla h = 0,000 mm
Rys. 6. Rozk³ad odkszta³ceñ w procesie wykrawania a) klasycznego, b) dok³adnego; przemieszczenie stempla h = 0,100 mm
Rys. 12. Rozk³ad odkszta³ceñ w procesie wykrawania: a) klasycznego, b) dok³adnego (widoczne ca³kowite rozdzielenie materia³u); przemieszczenie stempla h = 0,175 mm
Obliczenia numeryczne wykaza³y, ¿e wzrost promienia zaokr¹glenia i wzrost wielkoœci luzu pomiêdzy matryc¹ i stemplem, które to wartoœci naturalnie zwiêkszaj¹ siê na skutek zu¿ycia narzêdzi podczas wykrawania, powoduj¹ pogorszenie warunków ciêcia i wzrost si³y wykrawania. Ze wzrostem luzu zwiêksza siê pochylenie powierzchni przeciêcia w stosunku do powierzchni wykrawanego elementu. W analizowanym przypadku pochylenie powierzchni przeciêcia zaczyna siê gwa³townie powiêkszaæ, gdy luz przekracza wartoœæ 0,2 mm (rys.3).Mimo, i¿ wyniki symulacji numerycznych potwierdzaj¹ wiêksz¹ przydatnoœæ procesu
Przyk³ady zastosowania
WskaŸniki realizacji celów projektu
Wnioski
Przyk³ady wspó³pracy
Referaty
Publikacje
Prace mgr,dr, hab.
Zg³oszenie patentowe (w przygotowaniu)
?J.Adamus, P.Lacki. 1-4.IX.2009, Constanta, ROMANIA
?
FORMING 2009, 9-12.IX.2009 Zakopane?J.Adamus:
. Tytan i Jego Stopy, 14-16.IX.2009, Kazimierz Dolny? Supply
on the wings, 03-05.XI.2009, International Aerospace Supply Fair AIRTEC 2009, Frankfurt, Germany?J.Adamus. W.Wiêckowski:
Odkszta³calnoœæ Metali I Stopów OMIS'2009 VIII Konferencja Naukowa, 24-27.XI.2009r. £añcut
?Adamus J., Lacki P.: Forming of the Titanium Elements by Bending. IWCMM 19 (International Workshop on Computational Mechanics of Materials), Book of Abstracts, str.95-96
?Adamus J., Lacki P.: Modelowanie procesu wykrawania blach tytanowych. Hutnik - Wiadomoœci Hutnicze,
76 (8), 2009, str. 552 – 554
·Adamus J.: Tytan i jego stopy jako materia³ stosowany na elementy t³oczone. In¿ynieria Materia³owa, R.30 nr 5 str. 310-313
·Adamus J., Lacki P.: The most important aspects of sheet-titanium forming (w druku – Materia³y International
Conf. Supply on the wings, 03-05.XI.2009, International Aerospace Supply Fair AIRTEC 2009, Frankfurt, Germany)
·Wiêckowski W., Adamus J.: Blachy aluminiowe w aspekcie zastosowañ w przemyœle lotniczym. Rudy i Metale Nie¿elazne, nr 9, 2009
magisterskie ( w realizacji):·Robert Wilczarski. Tytan i jego stopy w przemyœle lotniczym promotor: Janina Adamu·Rados³aw Podlewski. Aluminium i jego stopy w przemyœle lotniczym promotor: Janina Adamus
· Krzysztof Wró¿. Aluminium i tytan jako materia³y alternatywne dla stali – zastosowania lotnicze -
promotor: Janina Adamus·Tomasz Nikisz. Zastosowanie krzywych odkszta³ceñ granicznych do oceny w³aœciwoœci plastycznych
blach, promotor: Janina Adamus·Jacek Kubicki. Komputerowe wspomaganie procesu t³oczenia wyt³oczki osiowo-symetrycznej,
promotor: Piotr LackiHabilitacyjne (w realizacji):·Analiza kszta³towania wyrobów tytanowych metodami obróbki plastycznej na zimno -
dr in¿. Janina Adamus·Modelowanie tarcia w procesach objêtoœciowej obróbki plastycznej - dr in¿. Piotr Lacki
·rozwi¹zanie do zg³oszenia patentowego zakresu smarów do t³oczenia blach trudnoodkszta³calnych
Forming of the Titanium Elements by Bending. Book of Abstracts, str. 95-96.
Adamus J., Lacki P.: Modelowanie procesu wykrawania blach tytanowych. Hutnik - Wiadomoœci Hutnicze, 76 (8), 2009, str. 552 – 554
Tytan i jego stopy jako materia³ stosowany na elementy t³oczone. In¿ynieria Materia³owa, R.30 nr 5 str. 310-313Adamus J., Lacki P.: The most important aspects of sheet-titanium forming – Materia³y Konferencyjne.
Blachy aluminiowe w aspekcie zastosowañ w przemyœle lotniczym. Rudy i Metale Nie¿elazne, 54/11(2009): 769-772
IWCMM19,
• WSK Rzeszów, •PZL Œwidnik, • PZL Mielec, •Pratt&Whitney Kalisz
! Zjawisko sprê¿ynowania powrotnego zale¿y od wielkoœci nieodkszta³conej strefy œrodkowej giêtego elementu, a ta z kolei, jak wykaza³y symulacje numeryczne procesu giêcia, zale¿y od promienia giêcia, k¹ta giêcia i œrednicy/gruboœci giêtego elementu.
! Nierównomierny rozk³ad naprê¿eñ na przekroju kszta³towanych elementów przyczynia siê do powstawania znacznych naprê¿eñ w³asnych, wp³ywaj¹cych na dalsze u¿ytkowanie giêtych elementów. Tytanowe elementy, kszta³towane metod¹ giêcia, mo¿na doginaæ w niewielkim stopniu, ale nie powinno siê ich rozginaæ, gdy¿ powsta³e w zewnêtrznej, rozci¹ganej warstwie w³ókien œciskaj¹ce naprê¿enia w³asne bêd¹ siê sumowa³y z naprê¿eniami œciskaj¹cymi powstaj¹cymi podczas rozginania elementu obni¿aj¹c jego noœnoœæ i mog¹ prowadziæ do pêkania elementów podczas ich u¿ytkowania.
! Symulacje numeryczne procesu giêcia i wykrawania elementów tytanowych oraz badania w³aœciwoœci blach aluminiowych i tytanowych w próbach podstawowych (statyczna próba jednoosiowego rozci¹gania i technologicznych próbach t³ocznoœci) stanowi¹ podstawê przy opracowywaniu procesów technologicznych kszta³towania elementów strukturalnych stosowanych w lotnictwie.
• Symulacjê procesu giêcia prêtów tytanowych przeprowadzono z uwagi na intensywne wystêpowanie zjawiska typu „spring-back”. Niedostateczne wiedza, co do wielkoœci rzeczywistego k¹ta sprê¿ynowania uniemo¿liwia w³aœciwe zaprojektowanie procesu kszta³towania elementów tytanowych (zainteresowanie firm WSK Rzeszów, PZL Œwidnik, PZL Mielec kszta³towaniem elementów z blach trudno odkszta³calnych).
• Dotychczasowe symulacje numeryczne by³y prowadzone w oparciu o program ADINA oparty na MES. W toku dalszych prac zostanie wykorzystany równie¿ specjalistyczny program PAMStamp do symulacji procesów t³oczenia blach oraz program Sysweld, który jest niezbêdny do analizy blach typu Taylor-welded blank. Bêdzie dokonana weryfikacja eksperymentalna.
W obliczeniach przyjêto nastêpuj¹ce dane materia³owe: - wytrzyma³oœæ na rozci¹ganie: Rm = 522 MPa,- granica plastycznoœci: Re = 369 MPa,- modu³ Younga: E = 110 GPa,- wspó³czynnik Poissona: n = 0,37,- gêstoœæ: r = 4,51 g/cm3,- wyk³adnik umocnienia: n = 0,15,- sta³a materia³owa: C = 753 MPa.
wykrawania dok³adnego, to ze wzglêduna to, ¿e wykrawanie dok³adne wymaga stosowania specjalnych pras potrójnego dzia³ania nadal poszukuje siê alternatywnych metod wykrawania elementów z blach tytanowych. W zwi¹zku z tym, w dalszych badaniach planuje siê analizê bezstykowych metod ciêcia, takich jak: ciêcie laserowe, ciêcie strumieniem wodnym z dodatkiem proszku œciernego i metod¹ elektrodr¹¿enia, pod k¹tem mo¿liwoœci ich wykorzystania przy wykrawaniu elementów z blach tytanowych.
Uk³ady hydrauliczne,
paliwowe giête z rur tytanowych
Elementy strukturalne z blach tytanowych