Osuczanie oczyszczanie gazu
66
Transport i dystrybucja paliw gazowych Przeróbka gazu i użytkowanie Wydział Energetyki i Paliw Katedra Technologii Paliw
-
Upload
exbee -
Category
Technology
-
view
484 -
download
1
Transcript of Osuczanie oczyszczanie gazu

Transport i dystrybucja paliw gazowych
Przeróbka gazu i użytkowanie
Wydział Energetyki i Paliw
Katedra Technologii Paliw

Oczyszczanie i wzbogacanie gazu ziemnego
PSA –
Pressure
Swing
Adsorption
NGL –
Natural Gas Liquids

Osuszanie gazu
Podział metod:
polegające na chłodzeniu gazu,
metody absorpcyjne,
metody adsorpcyjne,
metody kombinowane.
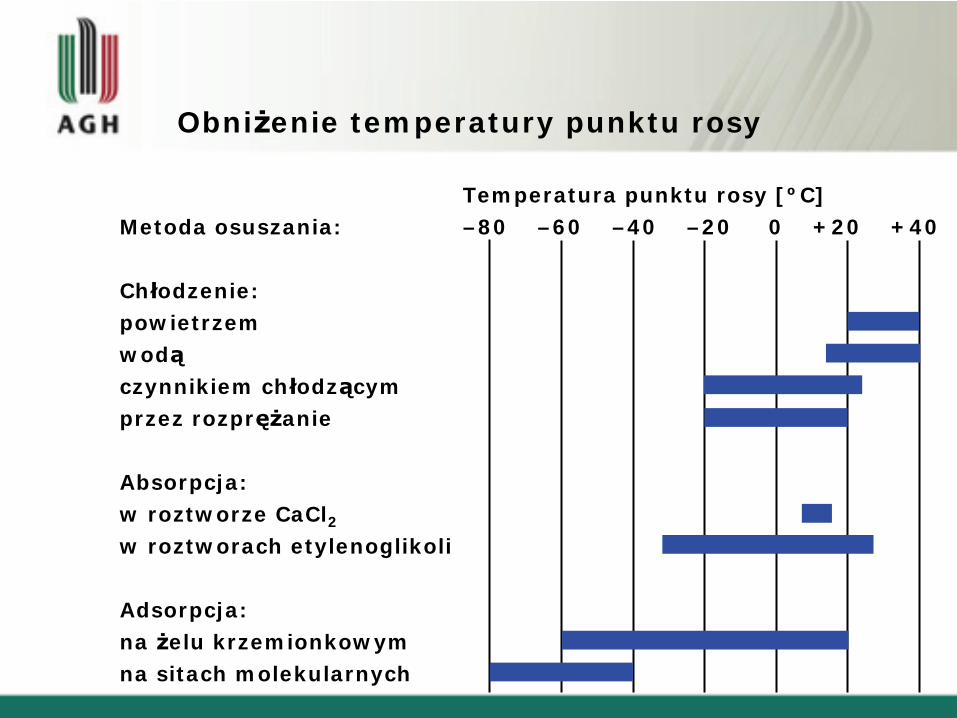
Obniżenie temperatury punktu rosy
Metoda osuszania:
Chłodzenie:
powietrzem
wodą
czynnikiem chłodzącym
przez rozprężanie
Absorpcja:
w roztworze CaCl2
w roztworach etylenoglikoli
Adsorpcja:
na żelu krzemionkowym
na sitach molekularnych
Temperatura punktu rosy [ºC]
–80 –60 –40 –20 0 +20 +40
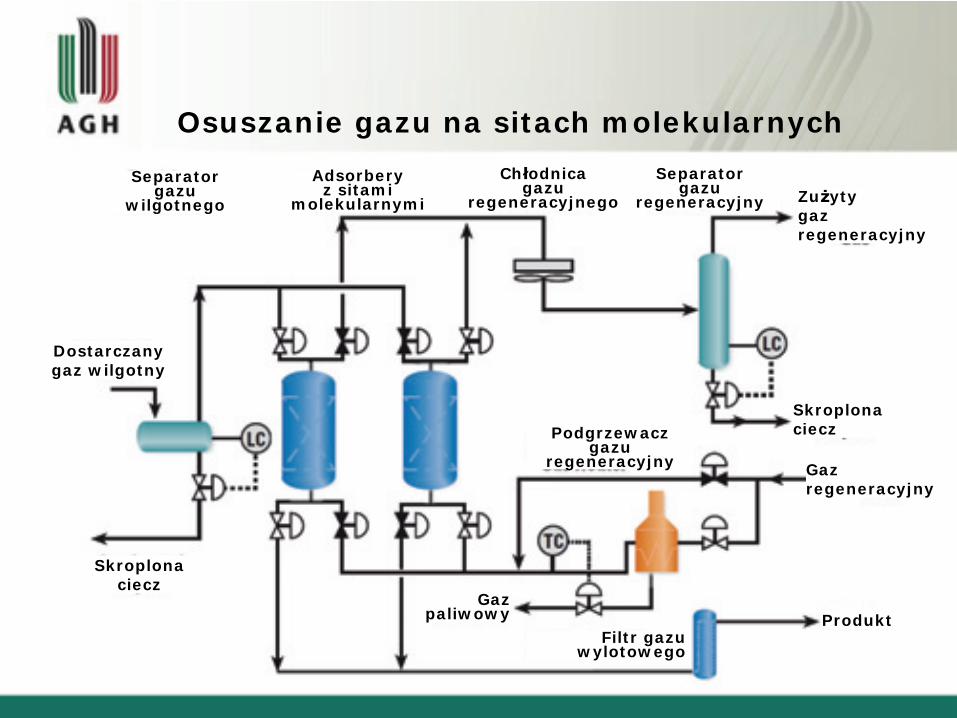
Osuszanie gazu na sitach molekularnych
Gaz
paliwowy Produkt
Filtr gazu wylotowego
Gaz
regeneracyjny
Podgrzewacz gazu
regeneracyjny
Chłodnica
gazu
regeneracyjnego
Separator
gazu
regeneracyjny
Skroplona
ciecz
Skroplona
ciecz
Dostarczany gaz wilgotny
Adsorbery
z sitami
molekularnymi
Separator
gazu
wilgotnego Zużyty
gaz
regeneracyjny

Osuszanie gazu metodą stałego adsorbenta
np. chlorek wapnia
CaCl2
1 –
osuszanie,
2 –
regeneracja.

Osuszanie gazu metodą glikolową
Gaz
wilgotny
Gaz suchy
Część
osuszająca
Glikol
ubogi
Część
regeneracyjna
Glikol bogaty
Para
wodna
Gaz
płuczący
Gaz
paliwowy
Uzupełnienie
świeżym glikolem
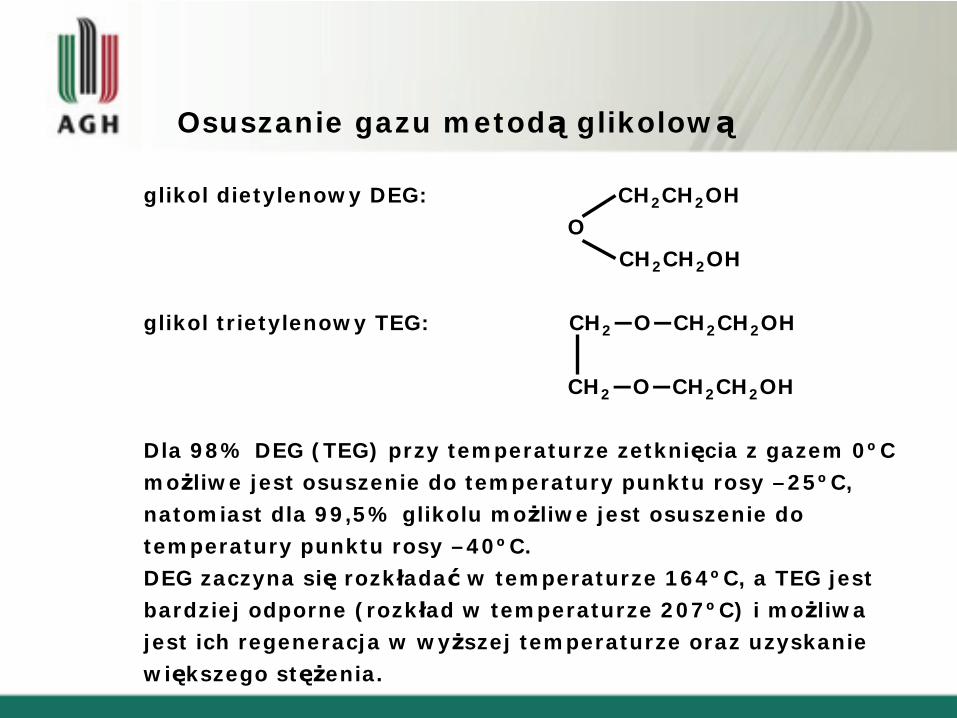
Osuszanie gazu metodą glikolową
glikol dietylenowy
DEG: CH2
CH2
OH O
CH2
CH2
OH
glikol trietylenowy TEG: CH2
―O―CH2
CH2
OH
CH2
―O―CH2
CH2
OH
Dla 98% DEG (TEG) przy temperaturze zetknięcia z gazem 0ºC możliwe jest osuszenie do temperatury punktu rosy –25ºC, natomiast dla 99,5% glikolu możliwe jest osuszenie do temperatury punktu rosy –40ºC.
DEG zaczyna się rozkładać w temperaturze 164ºC, a TEG jest bardziej odporne (rozkład w temperaturze 207ºC) i możliwa jest ich regeneracja w wyższej temperaturze oraz uzyskanie większego stężenia.

Osuszanie gazu metodą adsorpcyjną
Metoda wymagana, jeżeli osuszany gaz będzie poddawany niskotemperaturowemu rozdzielaniu bądź skraplaniu.
Masa adsorbentu, potrzebna do osuszenia gazu:
Qv
– objętościowe natężenie przepływu gazu przez instalację, m3/s,
W1
–
wilgotność bezwzględna gazu przed osuszeniem, kg/m3,
W2
–
wymagana wilgotność bezwzględna gazu po osuszeniu, kg/m3,
t –
czas, s,
a –
zdolność adsorpcyjna adsorbentu.
( )1 2
24v
a
Q W W tm
a
−=
Osuszanie gazu metodą adsorpcyjną
Stosowane adsorbenty:
-
żel krzemionkowy SiO2
,
-
sita molekularne (zeolity),
-
tlenek glinu (bardzo rzadko).
Właściwości:
- duża pojemność adsorpcyjna (powierzchnia i objętość porów),
- duża selektywność,
- brak działania toksycznego i korozyjnego,
-
wytrzymałość mechaniczna,
-
odporność na działanie wody,
- stałe w czasie właściwości adsorpcyjne.
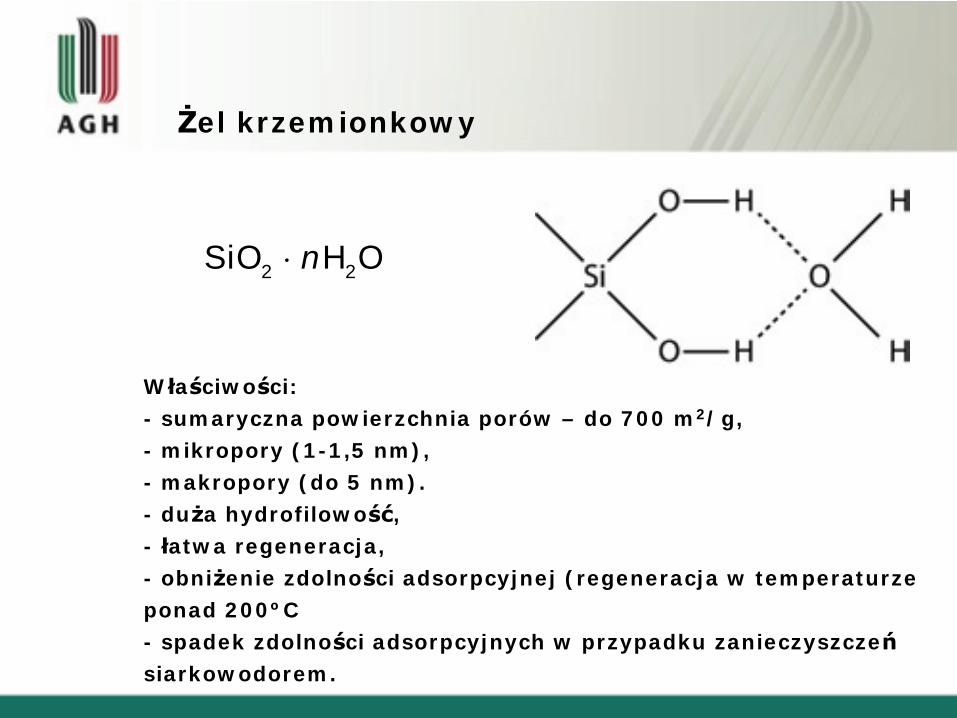
Żel krzemionkowy
Właściwości:
-
sumaryczna powierzchnia porów –
do 700 m2/g,
-
mikropory
(1-1,5 nm),
-
makropory
(do 5 nm).
- duża hydrofilowość,
-
łatwa regeneracja,
- obniżenie zdolności adsorpcyjnej (regeneracja w temperaturze ponad 200ºC
-
spadek zdolności adsorpcyjnych w przypadku zanieczyszczeń siarkowodorem.
2 2SiO H On⋅

Sita molekularne (zeolity)
Właściwości:
-
sumaryczna powierzchnia porów –
do 1200 m2/g,
- połowę objętości kryształów stanowią „puste” przestrzenie, - różna wielkość okna sieci krystalicznej umożliwiająca selektywne rozdzielanie związków,
2 2 3 2 2Na O Al O 2SiO 4,5H O⋅ ⋅ ⋅
Sieć krystaliczna zeolitu NaA
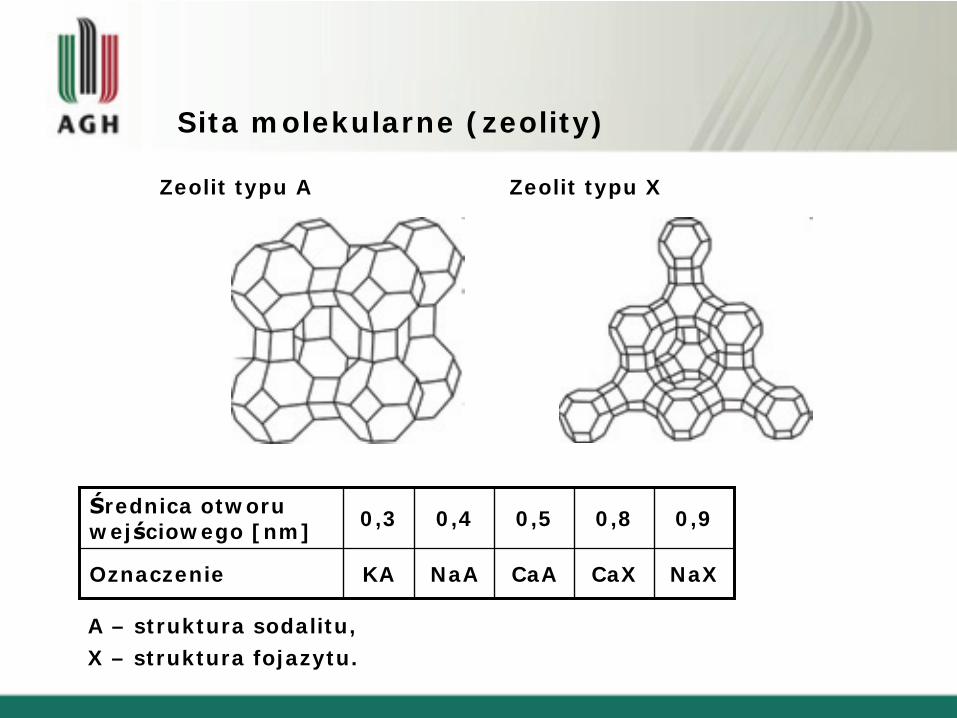
Sita molekularne (zeolity)
Zeolit typu A Zeolit typu X
Średnica otworu wejściowego [nm]
0,3 0,4 0,5 0,8 0,9
Oznaczenie KA NaA CaA CaX NaX
A –
struktura sodalitu,
X –
struktura fojazytu.
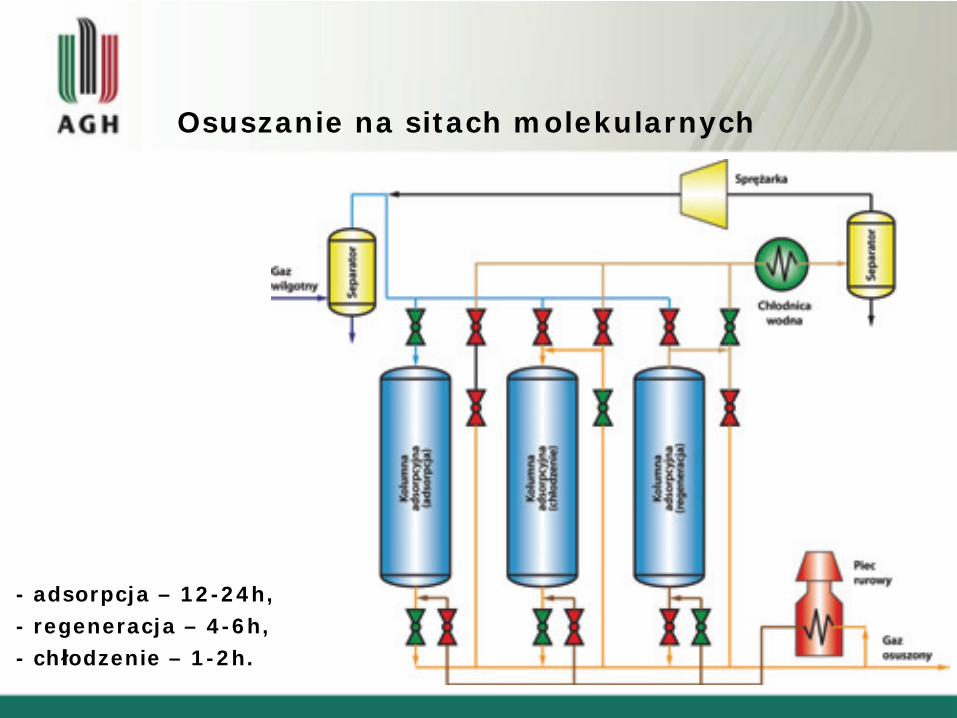
Osuszanie na sitach molekularnych
-
adsorpcja –
12-24h,
-
regeneracja –
4-6h,
- chłodzenie –
1-2h.
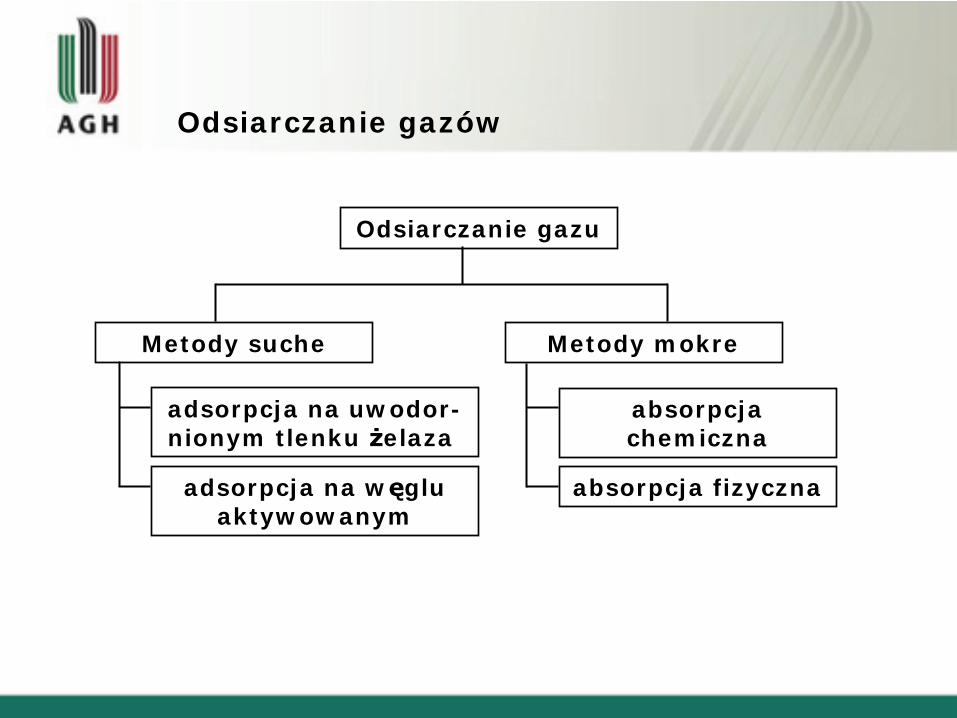
Odsiarczanie gazów
Odsiarczanie gazu
Metody mokreMetody suche
absorpcja chemiczna
adsorpcja na uwodor-
nionym
tlenku żelaza
absorpcja fizycznaadsorpcja na węglu aktywowanym
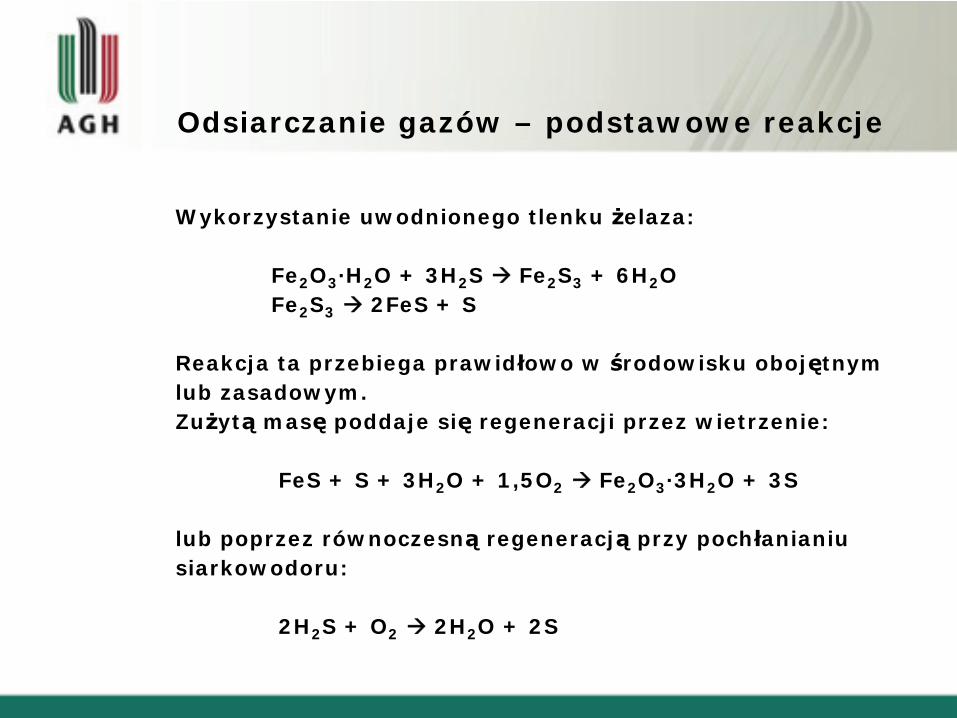
Odsiarczanie gazów –
podstawowe reakcje
Wykorzystanie uwodnionego tlenku żelaza:
Fe2
O3
·H2
O + 3H2
S Fe2S3 + 6H2OFe2S3 2FeS + S
Reakcja ta przebiega prawidłowo w środowisku obojętnym lub zasadowym.Zużytą masę poddaje się regeneracji przez wietrzenie:
FeS + S + 3H2O + 1,5O2 Fe2O3·3H2O + 3S
lub poprzez równoczesną regeneracją przy pochłanianiu siarkowodoru:
2H2S + O2 2H2O + 2S
Proces Clausa
Etap termiczny procesu:
6H2
S + 3O2 4H2S + 2SO2 + 2H2O
Reakcja przebiega w kotle Clausa (2).
Reakcja Clausa (usuwanie siarkowodoru z gazów kwaśnych):
2H2S + SO2 3S + 2H2O
rozpoczyna się w etapie termicznym, ale główny przebieg odbywa się w etapie katalitycznym (w reaktorach Clausa – 5)
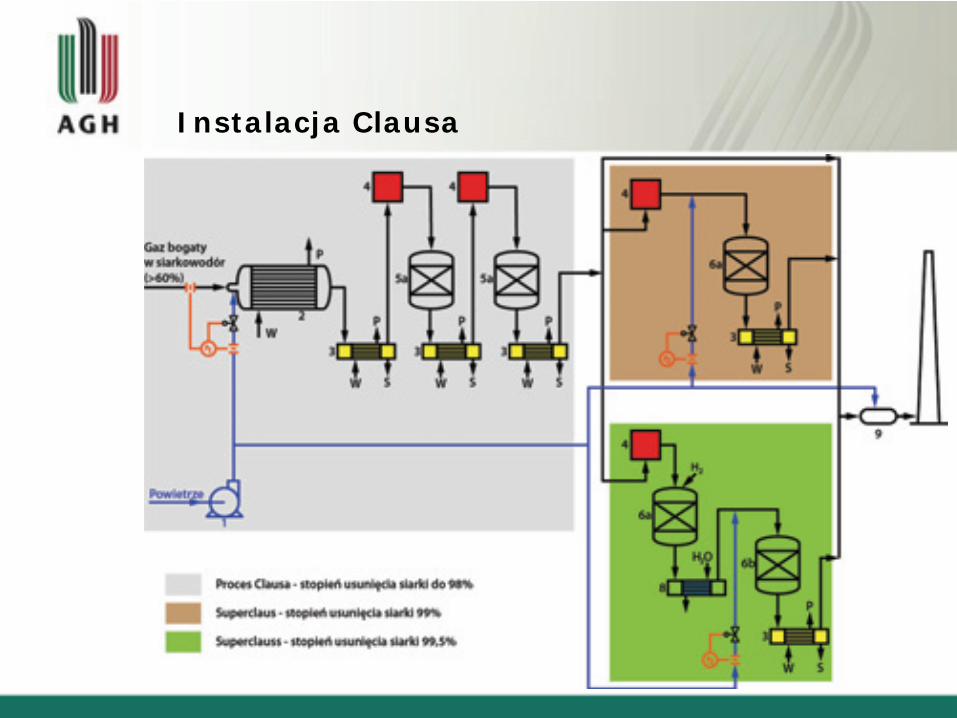
Instalacja Clausa
Proces Clausa
Reakcja Clausa
jest odwracalna i z tego powodu nie jest możliwe całkowite przereagowanie H2
S i CO2
. Z tego względu opracowano metody:
Superclaus-99
–
w stadium katalitycznym przebiega głównie nieodwracalna reakcja siarkowodoru do siarki (zamiast reakcji Clausa). Zastosowano katalizator (aktywny tlenek metalu), które minimalizuje powstawanie ditlenku siarki (nowy katalizator umieszczono w reaktorze selektywnego utlenienia 6a).
Superclaus-99,5
–
rozszerzenie o węzeł uwodornienia umieszczony pomiędzy reaktorem Clausa a reaktorem selektywnego utlenienia. Uwodornienie przebiega na katalizatorze kobaltowo-
molibdenowym i powoduje przekształcenie związków siarki w siarkowodór.
Dodatkowe zalety: możliwość rozbudowy zwykłych procesów Clausa, niewielkie objętości ścieków

Usuwanie siarkowodoru (H2
S)
Pompa
kondensatu
Zbiornik
oddzielający
gazu
kwaśnego
Chłodnica gazu kwaśnego Gaz kwaśny
Gaz zanieczyszczony
Gaz
oczyszczony
Płuczka
aminowa
Absorber
aminowy
Pompa
Woda
uzupełniająca
Podgrzewacz
amin
Chłod-
nica
Wymiennik
rozpusz. ubogi/
bogaty
Usuwanie H2
S i CO2
Metody usuwania siarkowodoru oraz ditlenku
węgla:
-
adsorpcyjne (suche) –
stosowane przy niewielkich stężeniach H2
S –
maksymalnie do 12 g/m3, umożliwiają usunięcie tylko siarkowodoru,
-
absorpcyjne (mokre) –
stosowane gdy stężenie jest większe (20-40 g/m3), równoczesne usuwanie H2
S oraz CO2
.
Zwykle instalacja pracuje dwuetapowo:
-
w pierwszym etapie następuje usuwanie związków kwaśnych,
-
w drugim etapie następuje regeneracja adsorbera.
Usuwanie H2
S na węglu aktywnym
Wstępnie dodawany jest tlen (poniżej 0,1%) oraz amoniak (0,1 g/m3) ze względu na działanie katalityczne.
Siarka gromadzi się na powierzchni węgla do momentu, aż będzie stanowiła do 80% masy węgla.
Regeneracja następuje przez przedmuchanie azotem i przemycie gorącą wodą (wymycie węglanu amonu)
2 2 2H S+0,5O H S+S→
( ) ( ) ( )4 42 2NH S+ 1 S NH Snn −
Usuwanie H2
S na tlenku żelaza(III)
Tlenek żelaza(III) zawarty jest na przykład w tak zwanej rudzie darniowej, którą wykorzystuje się jako główny składnik mas pochłaniających.
Metody powyższe są coraz rzadziej stosowane, ze względu na wysokie koszty
2 2 3 2 3 23H S+Fe O Fe S H O→ +
2 3 2 2 32Fe S +3O 2Fe O 6S→ +
Usuwanie H2
S na sitach molekularnych
Do adsorpcji wykorzystuje się najczęściej sita molekularne NaX.
Zdolność pochłaniania:
- przy ciśnieniu 50 mm Hg
wynosi 80mg Hg/1 g sita,
- przy ciśnieniu 5 mm
Hg
wynosi 20mg Hg/1 g sita,
Wykorzystuje się również bardzo dobrą selektywność pochłaniania związków siarki w zależności od zastosowanego sita:
2 2 2 2 2 2R S >R S>RSH>H S>CO >CS >COS
Wykorzystanie amin
monoetanoloamina MEA HOCH2
CH2
NH2
dietanoloamina DEA (HOCH2
CH2 )2
NH
trietanoloamina TEA (HOCH2
CH2 )3
N
Metoda absorpcji w wodnych roztworach alkanoloamin.
Roztwory te umożliwiają równoczesne usunięcie z gazu siarkowodoru oraz ditlenku węgla.
Wybierając absorbent bierze się pod uwagę właściwości:
- zdolność absorpcyjną (decyduje o ilości absorbentu),
-
łatwość rozkładu związków utworzonych z H2
S i CO2
,
- lotność,
- stopień korozyjnego oddziaływania na aparaturę.
Wykorzystanie amin
Monoetanoloamina posiada największą zdolność absorpcyjną, ale wadą jest stosunkowo duża prężność par oraz łatwość wchodzenia w nieodwracalną reakcję z tlenosiarczkiem węgla (COS) z której produktów można odzyskać tylko 4% MEA Reakcje (MEA) absorpcji H2
S i CO2
:
2HO―C2
H4
―NH2
+ H2
S (HO―C2H4―NH3)2S
2HO―C2H4―NH2+ CO2 (HO―C2H4―NH3)2CO3
do 50ºC reakcja przebiega w prawo (tworzenie siarczku i węglanu monoetanoloaminy), w temperaturze około 120ºC następuje desorpcja siarkowodoru i ditlenku węgla. Takiemu przebiegowi reakcji sprzyja również obniżenie ciśnienia.
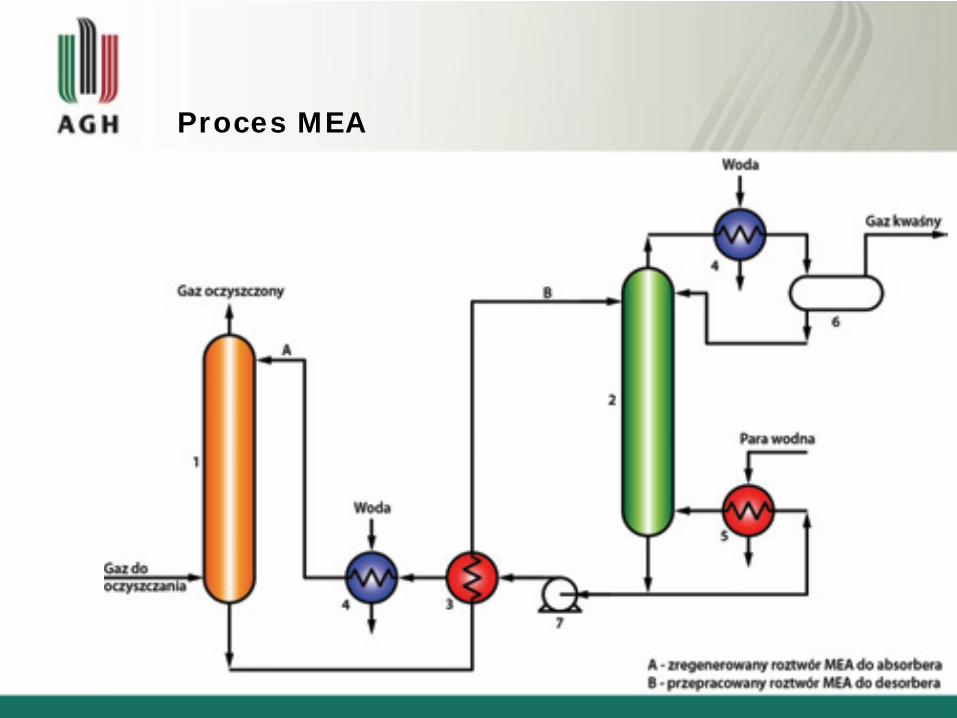
Proces MEA

Proces MEA
MEA –
niskie koszty absorbentu oraz mała rozpuszczalność węglanów w jego roztworach wodnych.
Wady:
- aktywność w reakcja z organicznymi związkami siarki,
-
łatwe utlenianie się do kwasów (glikolowego, szczawiowego i mrówkowego),
-
tworzenie mydeł w kontakcie z kwasami organicznymi (silne pienienie się),
-
ograniczenie temperatury regeneracji do 125ºC (korozja siarkowodorowa, rozkład MEA, unoszenie MEA),
- duże straty w procesie rzędu nawet kilkuset gramów na 1000 m3
oczyszczanego gazu (większa przy wzroście zawartości RSJ, COS),
- konieczność stosowania rozcieńczonych roztworów.
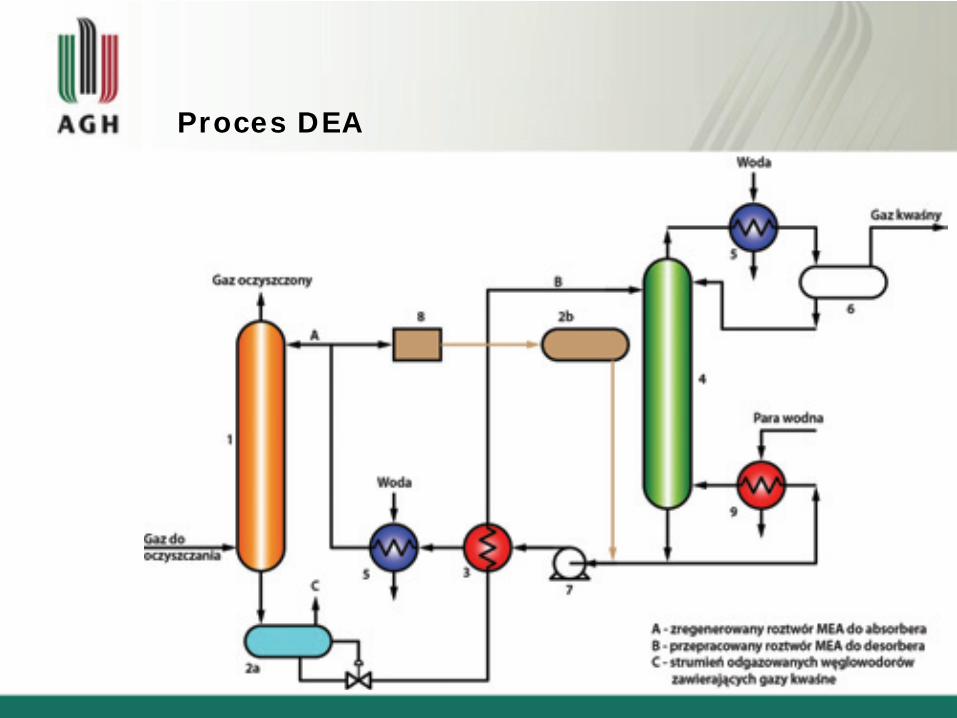
Proces DEA
Proces DEA
DEA:
– większy stopień oczyszczenia H2
S do 5-7mg/m3
i CO2
poniżej 200mg/m3,
-
łatwiejszy proces regeneracji absorbera,
- mniejsza energochłonność regeneracji,
Wady:
-
mniejsza stabilność termiczna,
- reaktywność z kwaśnymi składnikami gazu,
-
produkty nieodwracalnych reakcji z niektórymi składnikami oczyszczanego gazu mają podobne do DEA temperatury wrzenia co uniemożliwia oczyszczenie roztworu.

Usuwanie CO2
i H2
S z wykorzystaniem amin
gaz surowy
gaz oczyszczony
zanieczyszczenia
Legenda podzespołów
Legenda płynów
1.
Wieża absorbera2.
Kolumna płucząca3.
Chłodnica gazu kwaśnego4.
Zbiornik oddzielający5.
Pompa6.
Wymiennik roz. średni/ubogi7.
Kolumna płucząca8.
Podgrzewacz9.
Pompa rozpusz. ubogiego10
.Chłodnica rozpusz. ubogiego
Gaz procesowyRozpusz. –
ubogiRozpusz. –
średniRozpusz. –
bogatyKondensatWoda chłodzącaPara nasyconaGaz kwaśny

Usuwanie ditlenku
węgla (CO2
)Oczyszczony gaz
Gaz kwaśnyAbsorber
Kolumna
płucząca
Skraplacz
Gaz zanieczyszczony Pompa
kondensatu
Zbiornik kondensatu
Rozpuszczalnik bogaty
Chłodnica rozpusz.
ubogiego
Wymiennik
rozpuszczalnik ubogi/bogaty
Zbiornik
płuczący

Usuwanie gazów kwaśnych –
Proces Benfielda
Pompa
kondensatu
Regenerator
Benfielda
Skraplacz gazu kwaśnego
Gaz kwaśny
Gaz zanieczyszczony
Gaz
oczyszczony
Zbiornik oddzielający
gazu
kwaśnego
Podgrzewacz
kondensatu
Absorber
Benfielda
Turbina
hydraul.
(opcja)
Pompa
Pompa
Filtr
Podgrzewacz
węglanu
Zbiornik
Usuwanie gazów kwaśnych –
Proces Benfielda
Absorpcja H2
S i CO2
na roztworach soli metali alkalicznych. Proces Bensona-Fielda
–
absorpcja na 25-35% wodnych roztworach węglanu potasu:
szybkość uwodnienia dwutlenku węgla jest większa w wyższej temperaturze i dlatego stosuje się gorący (125ºC) roztwór węglanu potasu.
Dodatkowo umożliwia usunięcie COS i CS (hydroliza do CO2
i H2
S), proces nieskuteczny przy usuwaniu merkaptanów.
- +2 2 3CO +H O HCO +H
- +3 3 3KCO +HCO +H 2KHCO
3 2 3KCO +H S KHS+KHCO

Usuwanie rtęci na sitach molekularnych
Gaz zanieczyszczony
Usuwanie
gazów
kwaśnych
Osuszanie
LNG –
Skroplony
gaz ziemny
Węglowodory
ciężkie
Schładzanie
skraplanie
Absorber –
węgiel aktywny HGR
Zawartość rtęci w gazach kierowanych do:
-
przeróbki kriogenicznej –
0,001 mgHg/m3,
-
odbiorców komunalnych –
0,04
mgHg/m3.

Odazotowanie gazu ziemnego

Instalacja niskotemperaturowa do wydzielania czystego helu
Gaz ziemny jako paliwo
Zalety:
-
nie wymaga magazynowania u użytkownika,
-
praktycznie niezmienna jakość i równomierna temperatura spalania,
-
spalanie bez dymu, sadzy i popiołu,
-
łatwość dostosowania wielkości płomienia do rozmiarów komory spalania,
-
dostosowywanie temperatury płomienia do wymagań technologicznych,
-
łatwa obsługa palenisk,
-
prosty sposób zastosowania automatyzacji.

Gaz ziemny jako paliwo
Udział gazu ziemnego w produkcji energii elektrycznej
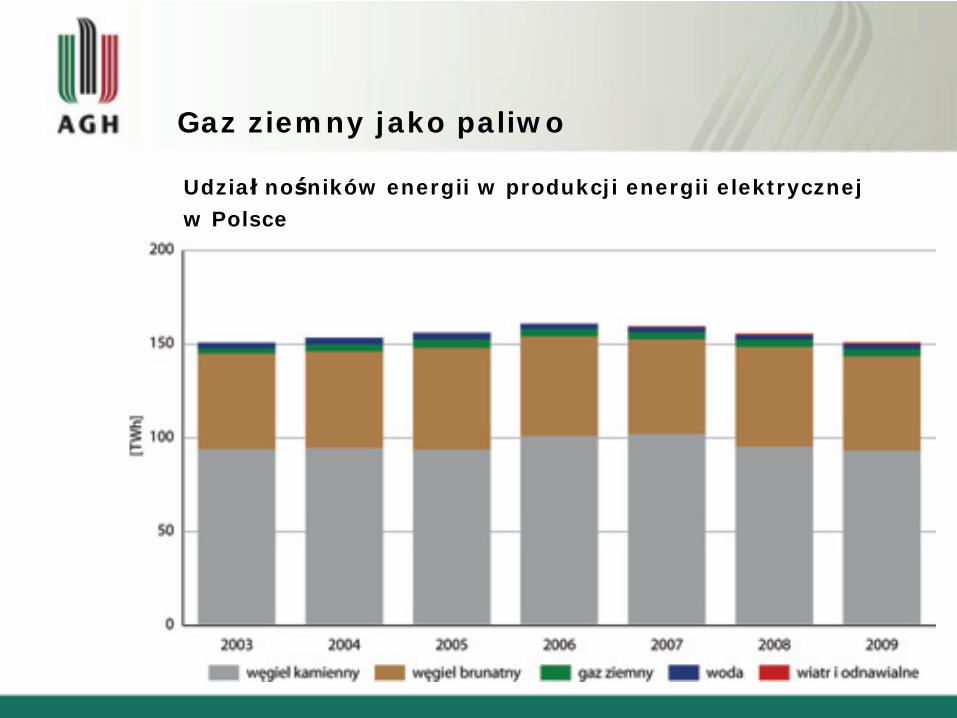
Gaz ziemny jako paliwo
Udział nośników energii w produkcji energii elektrycznej w Polsce

Gaz ziemny jako paliwo
Sprzedaż gazu ziemnego do sektora energetyki w Polsce

Gaz ziemny jako paliwo
Lokalizacja elektrowni gazowych w Polsce:
1. Siedlce (TG),
2. Lublin-Wrotków
(BGP),
3. Tarnobrzeg (BGP),
4. Nowa Sarzyna
(BGP),
5. Rzeszów (BGP),
6. Zawidawie (BGP),
7. Zielona Góra (BGP),
8. Kostrzyń (BGP),
9. Gorzów (BGP),
10. Władysławowo (TG).
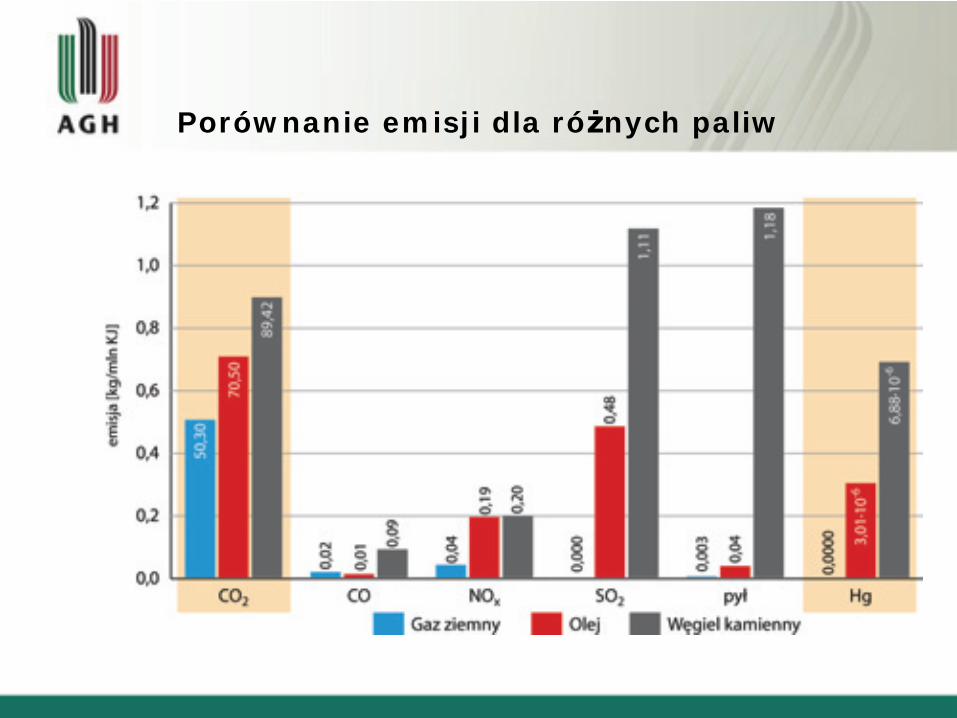
Porównanie emisji dla różnych paliw

Pojazdy CNG na świecie
Kraj Udział [%]
Pakistan 21,85
Iran 15,87
Argentyna 14,57
Brazylia 12,62
Indie 8,43
Włochy 5,59
Udział całkowitej liczby pojazdów NGV na świecie

Stacja CNG
Stacja CNG

Stacja CNG

Stacje CNG w Polsce
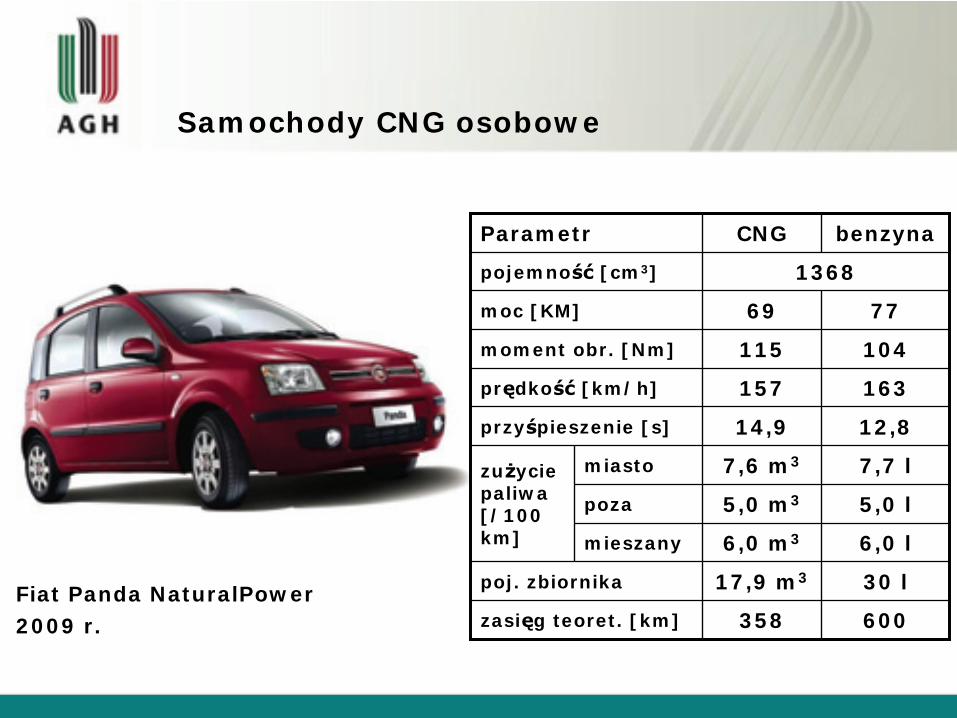
Samochody CNG osobowe
Parametr CNG benzyna
pojemność [cm3] 1368
moc [KM] 69 77
moment obr. [Nm] 115 104
prędkość [km/h] 157 163
przyśpieszenie [s] 14,9 12,8
zużycie paliwa
[/100 km]
miasto 7,6 m3 7,7 l
poza 5,0 m3 5,0 l
mieszany 6,0 m3 6,0 l
poj. zbiornika 17,9 m3 30 l
zasięg teoret. [km] 358 600Fiat Panda NaturalPower
2009 r.

Samochody CNG osobowe
Parametr CNG benzyna
pojemność [cm3] 1999
moc [KM] 126 145
moment obr. [Nm]
prędkość [km/h] 196 206
przyśpieszenie [s] 12,4
zużycie paliwa
[/100 km]
miasto
poza
mieszany 7,6 m3 7,1 l
poj. zbiornika 23,1 m3 55 l
zasięg teoret. [km] 300 770Ford Focus CNG
2008 r.
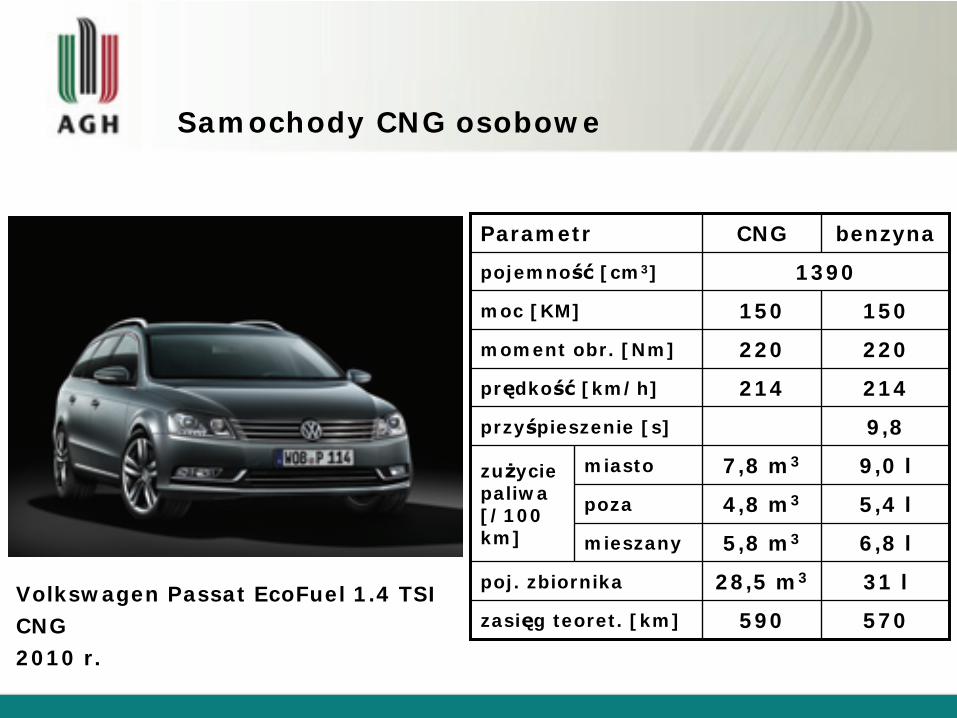
Samochody CNG osobowe
Parametr CNG benzyna
pojemność [cm3] 1390
moc [KM] 150 150
moment obr. [Nm] 220 220
prędkość [km/h] 214 214
przyśpieszenie [s] 9,8
zużycie paliwa
[/100 km]
miasto 7,8 m3 9,0 l
poza 4,8 m3 5,4 l
mieszany 5,8 m3 6,8 l
poj. zbiornika 28,5 m3 31 l
zasięg teoret. [km] 590 570Volkswagen Passat EcoFuel 1.4 TSI CNG
2010 r.
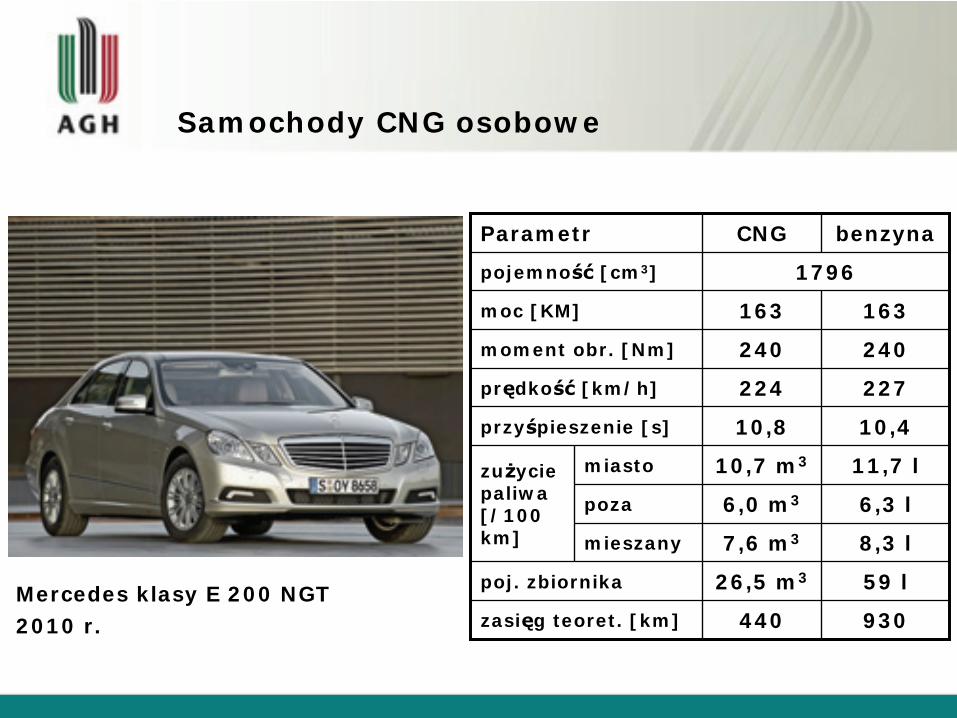
Samochody CNG osobowe
Parametr CNG benzyna
pojemność [cm3] 1796
moc [KM] 163 163
moment obr. [Nm] 240 240
prędkość [km/h] 224 227
przyśpieszenie [s] 10,8 10,4
zużycie paliwa
[/100 km]
miasto 10,7 m3 11,7 l
poza 6,0 m3 6,3 l
mieszany 7,6 m3 8,3 l
poj. zbiornika 26,5 m3 59 l
zasięg teoret. [km] 440 930Mercedes klasy E 200 NGT
2010 r.
Samochody CNG dostawcze

Samochody CNG ciężarowe
Samochody CNG autobusy
Gaz ziemny w przemyśle chemicznych
Z węglowodorów wydzielonych z gazu ziemnego można wytworzyć:
- bezpośrednio końcowe produkty –
np. chlorometany, dwusiarczek węgla, cyjanowodór, kwas octowy itp.,
-
podstawowe półprodukty –
acetylen, olefiny C2
-C4
oraz gaz syntezowy CO+H2
(głównie do produkcji amoniaku, metanolu i wodoru).
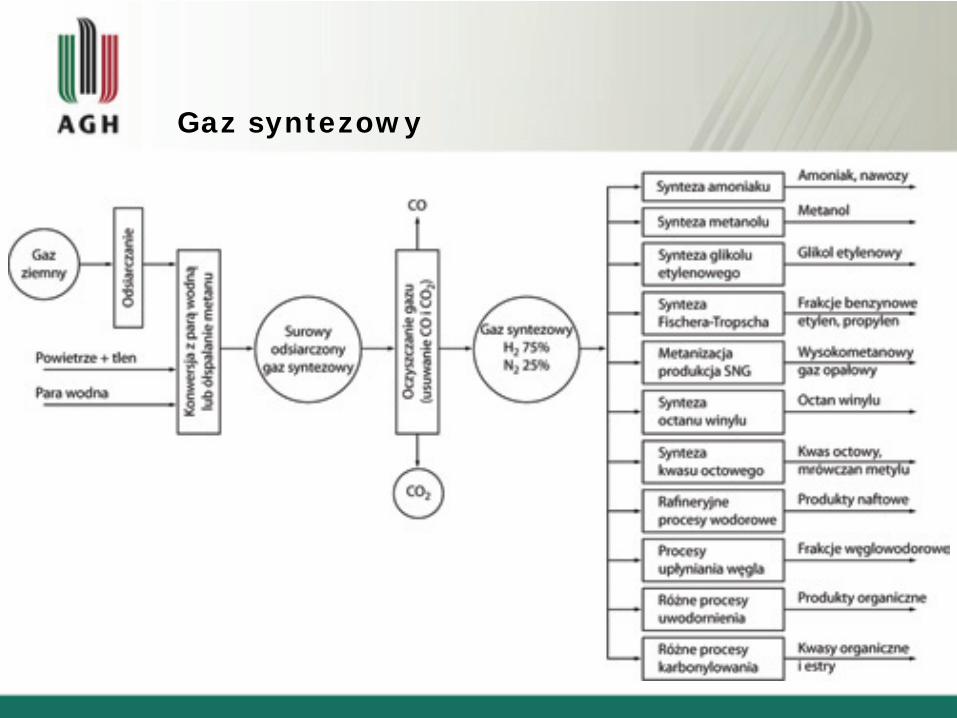
Gaz syntezowy

Gaz syntezowy
Proces prowadzi się przepuszczając mieszaninę par lekkiego surowca węglowodorowego i pary wodnej nad katalizatorem niklowym:
jest to reakcja silnie endotermiczna i przy wzroście temperatury
jej równowaga przesuwa się w prawo. Ponieważ przebiega ze wzrostem objętości, wzrost ciśnienia niekorzystnie wpływa na położenie stanu równowagi.
Ze wzrostem temperatury rośnie stopień konwersji metanu, co powoduje zmiany równowagowe składu gazu. Wzrasta zawartość wodoru i ditlenku węgla.
4 2 2CH +H O CO+3H

Gaz syntezowy
Gaz syntezowy
Oprócz konwersji metanu przebiega również reakcja konwersji
Jest to reakcja ezgotermiczna i z podwyższeniem temperatury jej równowaga przesuwa się w lewą stronę, przy czym nadmiar pary wodnej wzmaga tworzenie się ditlenku węgla.
W procesie konwersji metanu z parą wodną uzyskujemy uzyskujemy gaz syntezowy o dużej wartości stosunku objętościowego H2
:CO (3:1). Jest ogromną zaletą, jeżeli wykorzystamy go do produkcji wodoru lub amoniaku.
W przypadku procesów syntezy organicznej potrzebujemy gaz o mniejszej zawartości wodoru (1:1 do 2:1). Możemy to uzyskać przez dodanie do pary wodnej ditlenku węgla.
2 2 2CO+H O CO +H
4 2 2CH +CO 2CO+H

GTL –
Gas
To Liquids
Proces rafineryjny umożliwiający konwersję gazu ziemnego lub innych węglowodorów gazowych do węglowodorów o długim łańcuchu takich jak benzyna czy olej napędowy.
Gazy bogate w metan przetwarzane są na płynne paliwa syntetyczne w konwersji bezpośredniej lub z wykorzystaniem półproduktu (gazu syntezowego) w procesie Fischera-Tropscha.
Ogólny zapis reakcji tworzenia się węglowodorów
lub dwie główne reakcje tworzenia węglowodorów:
2 2CO+ H C H + H O2 n m
mn n n
⎛ ⎞⋅ + → ⋅⎜ ⎟
⎝ ⎠
( ) 2 2 2 2CO+ 2 1 H C H + H On nn n n+⋅ ⋅ + → ⋅
2 2 2CO+2 H C H + H On nn n n⋅ ⋅ ⋅ → ⋅
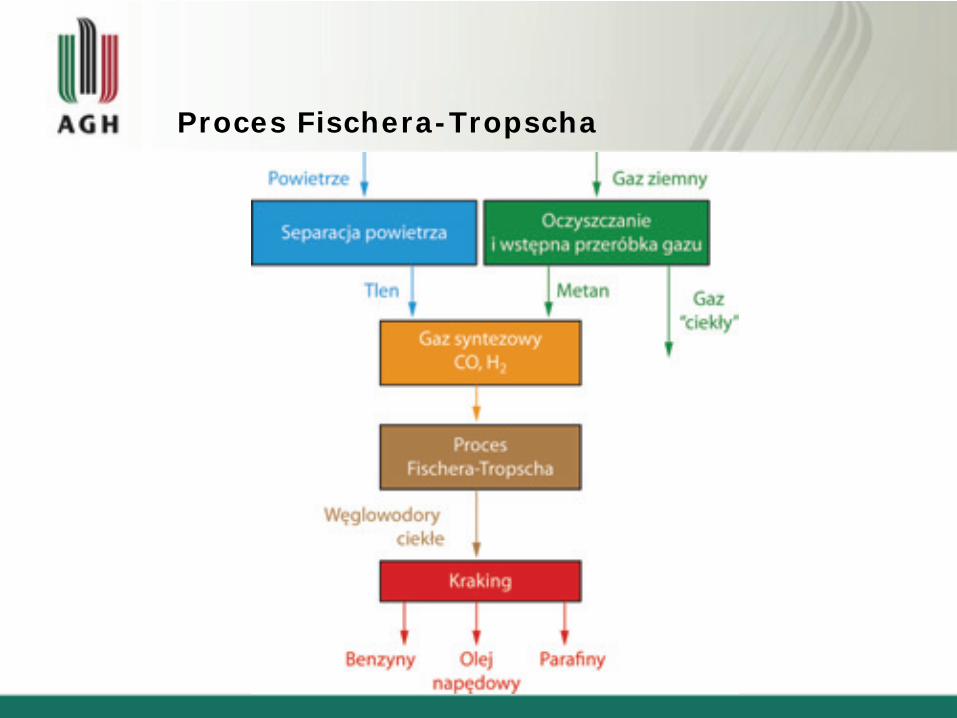
Proces Fischera-Tropscha
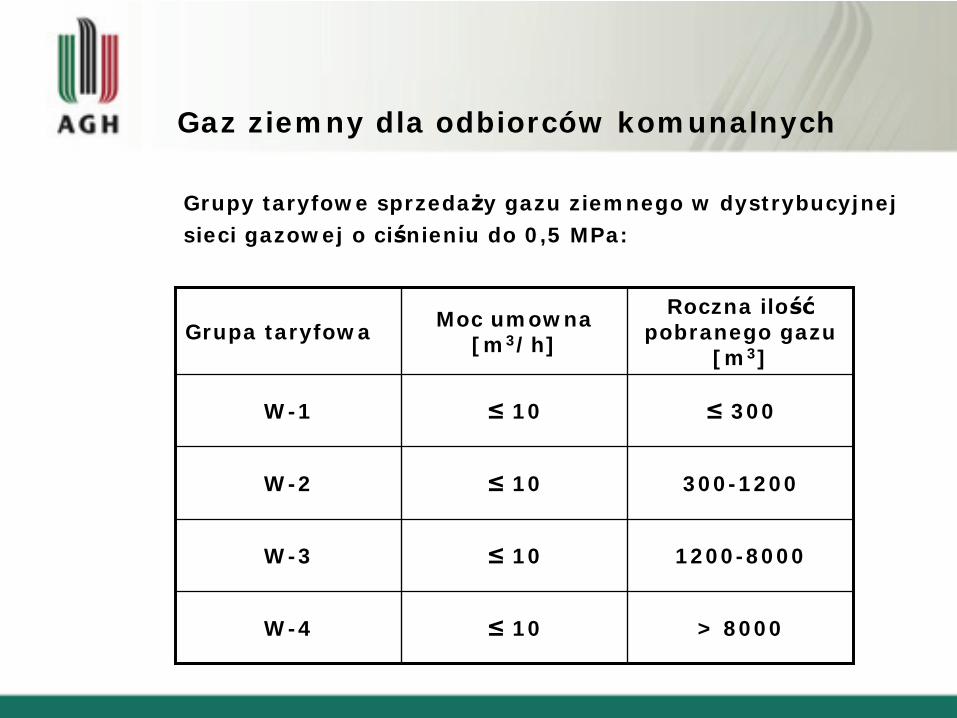
Gaz ziemny dla odbiorców komunalnych
Grupy taryfowe sprzedaży gazu ziemnego w dystrybucyjnej sieci gazowej o ciśnieniu do 0,5 MPa:
Grupa taryfowa Moc umowna
[m3/h]
Roczna ilość pobranego gazu
[m3]
W-1 ≤ 10 ≤ 300
W-2 ≤ 10 300-1200
W-3 ≤ 10 1200-8000
W-4 ≤ 10 > 8000
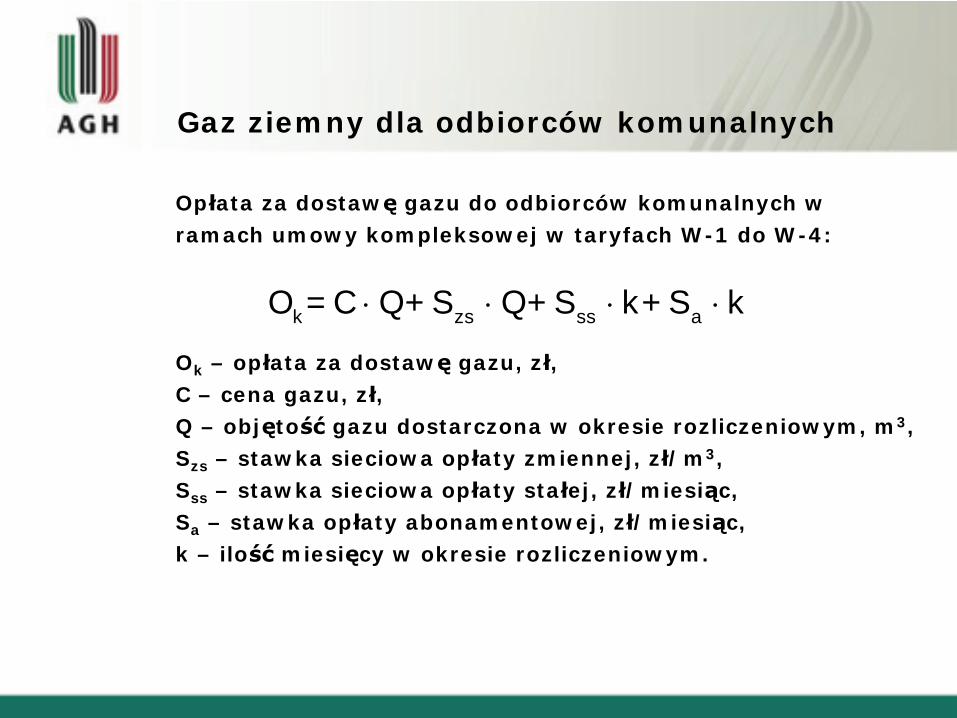
Gaz ziemny dla odbiorców komunalnych
Opłata za dostawę gazu do odbiorców komunalnych w ramach umowy kompleksowej w taryfach W-1 do W-4:
Ok
– opłata za dostawę gazu, zł,
C –
cena gazu, zł,
Q –
objętość gazu dostarczona w okresie rozliczeniowym, m3,
Szs
–
stawka sieciowa opłaty zmiennej, zł/m3,
Sss
–
stawka sieciowa opłaty stałej, zł/miesiąc,
Sa
– stawka opłaty abonamentowej, zł/miesiąc,
k –
ilość miesięcy w okresie rozliczeniowym.
k zs ss aO =C Q+S Q+S k+S k⋅ ⋅ ⋅ ⋅
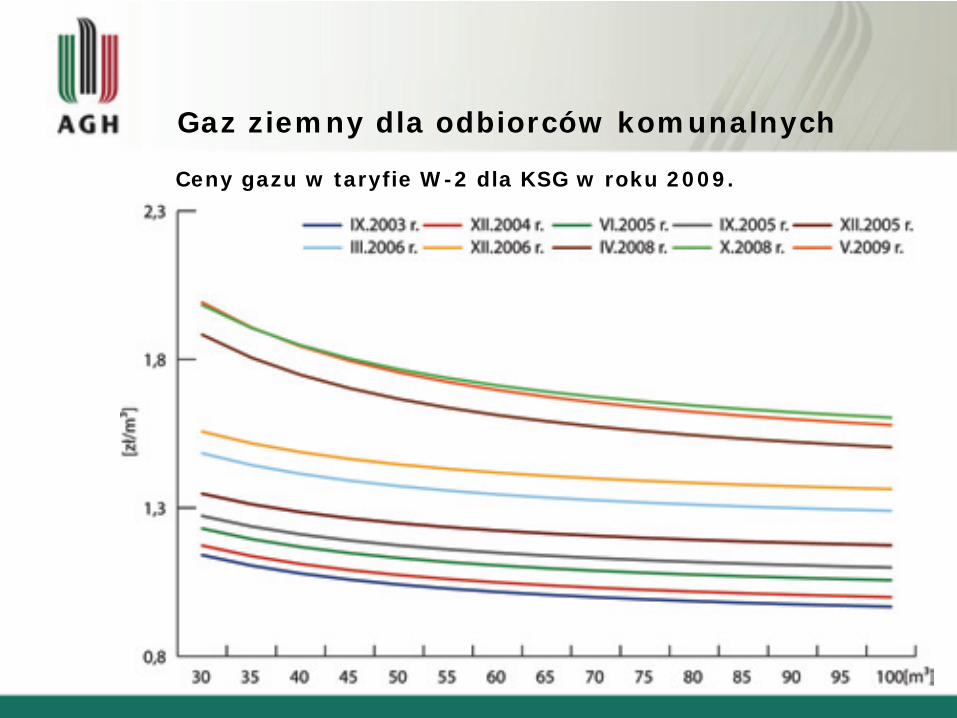
Gaz ziemny dla odbiorców komunalnych
Ceny gazu w taryfie W-2 dla KSG w roku 2009.
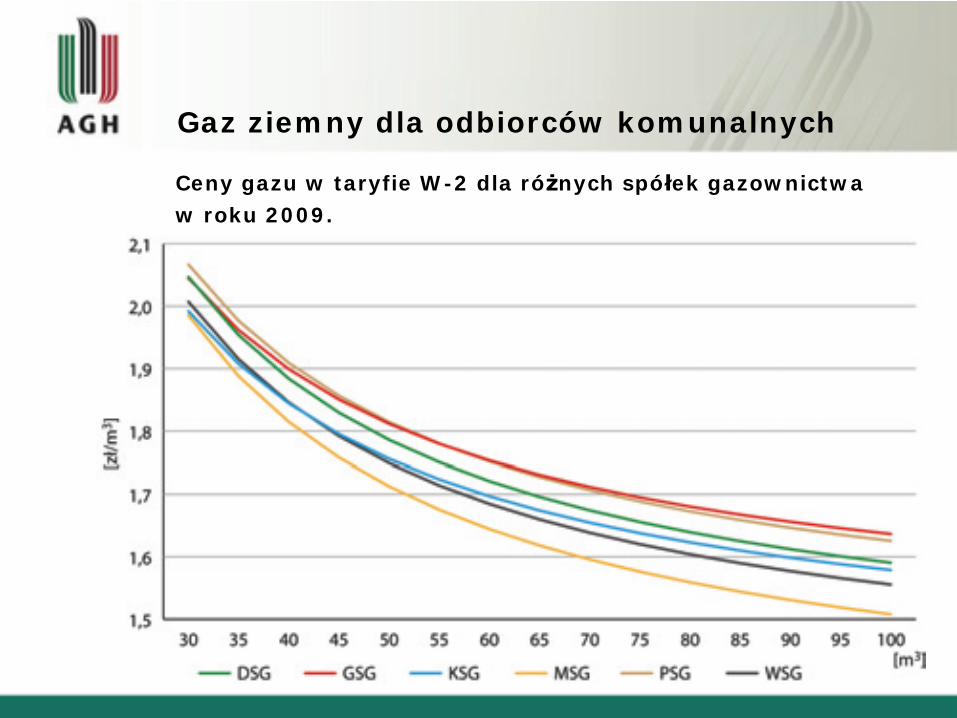
Gaz ziemny dla odbiorców komunalnych
Ceny gazu w taryfie W-2 dla różnych spółek gazownictwa w roku 2009.

USUWANIE KONDENSATUORAZ WODY
Otwórwiertniczy
Gaz surowyUSUWANIE ZWIĄZKÓWSIARKI:Proces Claussa
OCZYSZCZANIE GAZÓWKOŃCOWYCHProces Scota,Proces Claussa,Inne procesy
Siarka elementarna
Gaz do spalania
Gazkońcowy
Gazkwaśny
USUWANIE GAZÓW KWAŚNYCHWykorzystanie amin,Proces Ben�elda,Instalacja PSA,Proces Sul�nol,Inne
OSUSZANIEInstalacja PSA,Instalacja glikolowa
USUWANIE RTĘCISita molekularne,Węgiel aktywny
ODZYSKIWANIE NGLTurboekspander i demetanizer,Absorpcja (w starszych instalacjach)
Procesy kriogeniczne,Procesy absorpcyjne,Procesy adsorbcyjne
ODZYSKIWANIE AZOTU
Kondensat do ra�nerii
Gazociąg gazusurowego
Zanieczyszczonawoda
INSTALACJA USZLACHETNIANIAProces MeroxProces SulferoxSita molekularne
EtanPropanButanPentany cięższe
Do gazociągów Gaz bogaty w azot
FRAKCJONOWANIEOdzyskiwanie etanu,Odzyskiwanie propanu,Odzyskiwanie butanu

1 2

Gaz bogatyw siarkowodór(>60%)
r1
W
P
2
1
Powietrze
3
W
P
S
4
5a
3
W
P
S
4
5a
3
W
P
S
4
6a
r2
3
W
P
S
4
6a
H2
8
H O2
r2
6b
3
W
P
S
9
Proces Clausa - stopień usunięcia siarki do 98%
Superclaus - stopień usunięcia siarki 99%
Superclauss - stopień usunięcia siarki 99,5%

7
Para wodna
Gaz dooczyszczania
Gaz oczyszczony
A
B
1
2
34
4
5
Woda
Woda
A - zregenerowany roztwór MEA do absorberaB - przepracowany roztwór MEA do desorbera
Gaz kwaśny
6

7
Para wodna
Gaz dooczyszczania
Gaz oczyszczony
A
B
1
2b
3
4
8
5
Woda
Woda
A - zregenerowany roztwór MEA do absorberaB - przepracowany roztwór MEA do desorberaC - strumień odgazowanych węglowodorów zawierających gazy kwaśne
Gaz kwaśny
C
2a
5
6
9

Gaz zaazotowany (14%)
Metanzawartość azotudo 2,5%
Gaz resztkowybogaty w azot
2,5MPa (72%)
0,1MPa (28%)
4,2MPa
4MPa-98ºC
1a
Z1
3
1b
2,6MPa-100ºC
-153ºC
-158ºC
-188ºC
0,16MPa
Gaz o zawartości85% helu i15% azotu
Z2
1c

4 4
Ciekłyazot(-196ºC)
94% Azot, 6% Hel(-200ºC)
3b3a
Hel
1
Mieszanina 85% helu i 15% azotu(-185ºC; 2,6MPa)z separatora instalacji odazotowania
Ciekłyazot(-196ºC)
30ºC; 20MPa
98,5% helu i 1,5% azotu(-195ºC; 2MPa)
Czysty hel(3,5MPa)