Nr. 4. Warszawa, dnia 28 Stycznia 1926 rTom. LXIII...
20
Nr. 4. Warszawa, dnia 28 Stycznia 1926 r. Tom LXIII. PRZEGLĄD TECHNICZNY TYGODNJK POŚWI CONY SPRAWOM TECHNIKI I PRZEMYSŁU. nap. J. Czochralski, TREŚĆ: Metalograija a b a d a n i a fizyczne, inż. dypl. O obliczeniu wydajności filtrów dla wodoci gów miejskich, nap. Z. Wendrowski, inż. Ilokrotność h y p e r s t a t y c z n o ś c i ustrojów pr to wych, nap. L. Karasiński. Koszt własny i jego zależność od czasu i wydaj ności, nap. E. Hauswald, prof. Przejmysł polski i t e c h n i k a w r. 1924: (c. d.) VIII. Elektry fikacja.— IX. Budownictwo. Przegl d pism technicznych. Kronika. Wiadomości Polskiego Komitetu Normalizacyj nego. S O M M A I R E : Relations e u t r e l a m e t a l l o g r a p h i e et les recherches physi ues, par. J. Czochralski, ing. dipl. Sur le cale ul des filtres p o u r l e s c o n d u i t e s d ' e a u u r b a i n e s , par Z. Wendrowski, ing. Nombre d'inconnues hyperstati ues d'un systfeme de barres, par. L. Karasiński. P r i x d e r e v i e n t e t s o n d e p e n d a n c e d u t e m p s d'uslna ge et de l'activitć par. E. Hauswald, professeur a l'Ec. Poi de Lwów. Uetat de 1'industrie p o l o n a i s e e n 1924: VI. L'etat de 1'electrification generale. — IX. Travaux publiques, Revue documentaire. Oivers. Comptcs rendus du Comitś Polonais de Stan dard isa tion. Metalografja a badania fizyczne. Napisał J. Czochralski, Frankfurt n/M. Cz ść historyczna. M niej wi cej przed 50 laty istniała tylko chemja hutnicza. Fizyka zaś w tyra czasie stawiała pierwsze l kliwe kroki na polu hutnictwa. Pobudziło j do tego zrazu współzawodnictwo mi dzy stal i żelazem, oraz mi dzy żelazem zlewnem a zgrzewnem, zaś pocz wszy od roku 1879 — zjawia j ca si w budowie dróg żelaznych konkurencja mi dzy stal tomasowsk i bessemerowsk , ze wzgl du na jakość materjału szynowego. Jedn z najważniej szych fizycznych własności żelaza w praktycznem jego zastosowaniu upatrywano w jego wytrzymałości. O ile przedtem oznaczenia wytrzymałości przedsi brane by wały tylko w wypadkach wyj tkowych, to pocz wszy od r. 1879 nabrały one niezwykłego znaczenia. Waż ności badań wytrzymałości dowiedli i systematycznie badania jej wprowadzali — w Anglji Kirjkaldy (1862), w Niemczech W ó h l e r (1870) i w Szwecji Knut Styffe (1870). Badania Wohlera były wykonywane na zlecenie rz du pruskiego. Na podstawie tych badań zostały ustalone pierwsze warunki wytrzymałościowe odbiorcze przy dostawach rz dowych. W rok później zastosowano podobne nor my również do wagonów kolejowych. Jedn z pierw szych maszyn, nadaj cych si do badań wytrzymałościo wych, zbudował Wóhler. Po niej ukazało si wiele no wych konstrukcji, których rozwój możemy dostrzec aż do ostatnich czasów, a które poci gn ły za sob szereg innych przyrz dów badawczych. Urz dy państwowe narzuciły fizyko mechaniczne metody badań zakładom metalurgicznym. Można nawet powiedzieć, że badania te zapocz tkowano pod nacis kiem władzy, wbrew życzeniom kół przemysłowych. Podczas gdy chemja była już w owych czasach uznana za niezawodn podpor dla hutnika i oddawała mu nieocenione wprost usługi,to do badań fizyko mecha nicznych przyzwyczajał si on tylko zwolna i z pewnem oci ganiem si ; dużo czasu min ło, zanim hutnik oswoił si z konwencjonaln form oceniania swych wyrobów, narzucon mu przez władze. W tem zapewne należy dopatrywać si najważniejszej przyczyny długotrwałego braku badań naukowych w zakresie wielu zagadnień technologiczno mechanicznych. Równocześnie z rozkwitem chemji fizycznej, utra ciła jednak fizyka swe zaledwie zadzierzgni te z hut nictwem w zły, a miejsce jej zaj ła chemja fizyczna. Pod wpływem chemji fizycznej, hutnictwo poczy niło niewiarogodne post py, a owocem tego rozwoju jest ogólne Metaloznawstwo, które świ ciło w dwu ostatnich dziesi cioleciach najwi ksze triumfy. Tym czasem niemal nie zwrócono na to uwagi, że fizyko mechaniczna strona tej nowej dziedziny nauki o ma terjałach była zaledwie konwencjonalnie tolerowana. Jednakowoż i w tej dziedzinie kilku uczonych, choć w odosobnieniu, prowadziło wytrwale swe prace. Byli to przedewszystkiem Heyn, Ludwik i Tammann, którzy podj li badania wewn trznych procesów płynności (plastyczności) metali, a pierwszy impuls do tego ro dzaju badań dały uboczne prace Weddinga, Ledebura, Wohlera i Bauschingera. Dopiero w ostatnich czasach zjawia si właściwa współzależność pomi dzy obydwie ma temi połaciami wiedzy. Miarodajny wpływ na roz wój tych zagadnień wywarły również później poszcze gólne badania techniczne. Zdobycze jednak chemji fizycznej przyniosły za iste pełny pożytek tylko temu hutnikowi, który usiłuje uzależnić własności swych wytworów raczej od chemicz nych niż od fizyko mechanicznych zabiegów. Chc c znaleźć potwierdzenie słów powyższych, wystarczy przejrzeć tylko podr czniki metalograiji. W gruncie rzeczy przy badaniu żelaza chodzi wi cej o ulepszenie fizyko chemiczne, niż o wzmocnienie przez zgniot, który przy żelazie i stali, w przeciwstawieniu do innych metali, odgrywa stosunkowo nieznaczn rol . W wykształceniu zawodowem hutników nie uwzgl dniono dotychczas w dostatecznej mierze tych zasadniczo różnych rodzai zabiegów. Tu znów zwracamy si do zadań, jakie odegrać ma fizyka w metaloznawstwie.
Transcript of Nr. 4. Warszawa, dnia 28 Stycznia 1926 rTom. LXIII...

Nr. 4. Warszawa, dnia 28 Stycznia 1926 r. Tom LXIII.
PRZEGLĄD TECHNICZNYTYGODNJK POŚWIĘCONY SPRAWOM TECHNIKI I PRZEMYSŁU.
nap. J. Czochralski,T R E Ś Ć :
M e t a l o g r a i j a a b a d a n i a f i z y c z n e ,inż. dypl.
O o b l i c z e n i u w y d a j n o ś c i f i l t r ó w d l a w o d o c i ą g ó wm i e j s k i c h , nap. Z. Wendrowski, inż.
I l o k r o t n o ś ć h y p e r s t a t y c z n o ś c i u s t r o j ó w p r ę t o -w y c h , nap. L. Karasiński.
K o s z t w ł a s n y i j e g o z a l e ż n o ś ć o d c z a s u i w y d a j -n o ś c i , nap. E. Hauswald, prof.
P r z e j m y s ł p o l s k i i t e c h n i k a w r. 1924: (c. d.) VIII. Elektry-fikacja.— IX. Budownictwo.
P r z e g l ą d p i s m t e c h n i c z n y c h .K r o n i k a .W i a d o m o ś c i P o l s k i e g o K o m i t e t u N o r m a l i z a c y j -
n e g o .
S O M M A I R E :R e l a t i o n s e u t r e l a m e t a l l o g r a p h i e e t l e s r e c h e r c h e s
p h y s i ą u e s , par. J. Czochralski, ing. dipl.S u r l e c a l e u l d e s f i l t r e s p o u r l e s c o n d u i t e s d ' e a u u r-
b a i n e s , par Z. Wendrowski, ing.N o m b r e d ' i n c o n n u e s h y p e r s t a t i ą u e s d 'un s y s t f e m e
d e b a r r e s , par. L. Karasiński.P r i x d e r e v i e n t e t s o n d e p e n d a n c e d u t e m p s d ' u s l n a -
g e e t d e l ' a c t i v i t ć par. E. Hauswald, professeura l'Ec. Poi de Lwów.
U e t a t d e 1 ' i n d u s t r i e p o l o n a i s e e n 1924: VI. L'etat de1'electrification generale. — IX. Travaux publiques,
R e v u e d o c u m e n t a i r e .O i v e r s .C o m p t c s r e n d u s d u C o m i t ś P o l o n a i s d e S t a n -
d a r d i s a t i o n .
Metalografja a badania fizyczne.Napisał J. Czochralski, Frankfurt n/M.
Część historyczna.
Mniej więcej przed 50 laty istniała tylko chemjahutnicza. Fizyka zaś w tyra czasie stawiałapierwsze lękliwe kroki na polu hutnictwa.Pobudziło ją do tego zrazu współzawodnictwo
między stalą i żelazem, oraz między żelazem zlewnema zgrzewnem, zaś począwszy od roku 1879 — zjawia-jąca się w budowie dróg żelaznych konkurencja mię-dzy stalą tomasowską i bessemerowską, ze względuna jakość materjału szynowego. Jedną z najważniej-szych fizycznych własności żelaza w praktycznem jegozastosowaniu upatrywano w jego wytrzymałości. O ileprzedtem oznaczenia wytrzymałości przedsiębrane by-wały tylko w wypadkach wyjątkowych, to począwszyod r. 1879 nabrały one niezwykłego znaczenia. Waż-ności badań wytrzymałości dowiedli i systematyczniebadania jej wprowadzali — w Anglji Kirjkaldy (1862),w Niemczech Wóhler (1870) i w Szwecji KnutStyffe (1870). Badania Wohlera były wykonywanena zlecenie rządu pruskiego.
Na podstawie tych badań zostały ustalone pierwszewarunki wytrzymałościowe odbiorcze przy dostawachrządowych. W rok później zastosowano podobne nor-my również do wagonów kolejowych. Jedną z pierw-szych maszyn, nadających się do badań wytrzymałościo-wych, zbudował Wóhler. Po niej ukazało się wiele no-wych konstrukcji, których rozwój możemy dostrzec ażdo ostatnich czasów, a które pociągnęły za sobą szereginnych przyrządów badawczych.
Urzędy państwowe narzuciły fizyko-mechanicznemetody badań zakładom metalurgicznym. Można nawetpowiedzieć, że badania te zapoczątkowano pod nacis-kiem władzy, wbrew życzeniom kół przemysłowych.
Podczas gdy chemja była już w owych czasachuznana za niezawodną podporę dla hutnika i oddawałamu nieocenione wprost usługi,to do badań fizyko mecha-nicznych przyzwyczajał się on tylko zwolna i z pewnemociąganiem się; dużo czasu minęło, zanim hutnik oswoiłsię z konwencjonalną formą oceniania swych wyrobów,
narzuconą mu przez władze. W tem zapewne należydopatrywać się najważniejszej przyczyny długotrwałegobraku badań naukowych w zakresie wielu zagadnieńtechnologiczno-mechanicznych.
Równocześnie z rozkwitem chemji fizycznej, utra-ciła jednak fizyka swe zaledwie zadzierzgnięte z hut-nictwem węzły, a miejsce jej zajęła chemja fizyczna.
Pod wpływem chemji fizycznej, hutnictwo poczy-niło niewiarogodne postępy, a owocem tego rozwojujest ogólne Metaloznawstwo, które święciło w dwuostatnich dziesięcioleciach największe triumfy. Tym-czasem niemal nie zwrócono na to uwagi, że fizyko-mechaniczna strona tej nowej dziedziny nauki o ma-terjałach była zaledwie konwencjonalnie tolerowana.Jednakowoż i w tej dziedzinie kilku uczonych, choćw odosobnieniu, prowadziło wytrwale swe prace. Bylito przedewszystkiem Heyn, Ludwik i Tammann, którzypodjęli badania wewnętrznych procesów płynności(plastyczności) metali, a pierwszy impuls do tego ro-dzaju badań dały uboczne prace Weddinga, Ledebura,Wohlera i Bauschingera. Dopiero w ostatnich czasachzjawia się właściwa współzależność pomiędzy obydwie-ma temi połaciami wiedzy. Miarodajny wpływ na roz-wój tych zagadnień wywarły również później poszcze-gólne badania techniczne.
Zdobycze jednak chemji fizycznej przyniosły za-iste pełny pożytek tylko temu hutnikowi, który usiłujeuzależnić własności swych wytworów raczej od chemicz-nych niż od fizyko-mechanicznych zabiegów. Chcącznaleźć potwierdzenie słów powyższych, wystarczyprzejrzeć tylko podręczniki metalograiji. W gruncierzeczy przy badaniu żelaza chodzi więcej o ulepszeniefizyko-chemiczne, niż o wzmocnienie przez zgniot, któryprzy żelazie i stali, w przeciwstawieniu do innychmetali, odgrywa stosunkowo nieznaczną rolę.
W wykształceniu zawodowem hutników nieuwzględniono dotychczas w dostatecznej mierze tychzasadniczo różnych rodzai zabiegów.
Tu znów zwracamy się do zadań, jakie odegraćma fizyka w metaloznawstwie.

54 PRZEGLĄD TECHNICZNY 1925
Jakkolwiek pierwsze próby wspomnianych wyżejuczonych były bardzo obiecujące, to jednak wkrótcewyłoniła się trudność znalezienia dalszych pomyśl-nych punktów wyjścia dla prac badawczych.
Okolicznością utrudniającą było jeszcze to, żebadania wewnętrznych przebiegów zjawiska płynnościmetali związane były prawie wyłącznie z metalami poli-krystalicznemi. Z zachowania się tych ciał „ąuasi-izotropowych" było trudno, jeśli nie niemożliwe, wy-snuć wnioski o zachowaniu się pojedynczych kryszta-łów. Dopiero gdy poznano wiele sposobów dogod-nego otrzymywania wielkich pojedynczych krzyształów,prace nad tym zagadnieniem wkroczyłyj'na nowe tory.
II. Wytwarzanie pojedynczych kryształów.
Pierwsza próba uzyskiwania pojedynczych (indy-widualnych) kryształów przez wyłupywanie z grubo-krystalicznych odlewów, podjęta została w r. 1913').
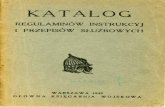
Słabe powiększenie.
Rys. 1.
Budowa dendrytyczna po wytra-wieniu, pozwalająca wniosko-wać o orjentacji kryształu.Kryształ miedzi trawiony nad-
siarczanem amonu 1:10.
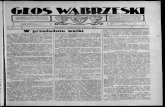
Słabe powiększenie.
Rys. 2.
Syntetyczny kryształ miedzi o budowiedendrytycznej po wytrawieniu,Trawiono
nadsiarczanem amonu 1:10.
Metoda ta jednak jest stosowana tylko z musu.Uzyskiwanie w ten sposób krysztatów dostatecznejwielkości połączone jest z trudnościami; prócz tegokryształy w odlewach są rzadko jednorodne i z tegopowodu mogą wykazywać pewne braki, które powodująniepewność danych liczbowych. Mimo to jednak udawałosię, przy sprzyjających warunkach pracy, zdobyć w tensposób kryształy wielkości palca. Kilka w ten sposóbuzyskanych kryształów miedzi obrazują rys. 1 i 2.Kryształy mają powierzchnie wypolerowane, które powytrawieniu wykazują budowę dendrytyczna, pozwa-lającą łatwo ustalić orjentację kryształów2).
Przez długi czas uczeni ograniczeni.b.yli do tegosposobu postępowania, przyczem zdobycie do badańnaukowych naturalnych kryształów metali było pra-wie niedostępne, z powodu istnienia łatwo zrozumia-łej wyłączności posiadania. Dzięki szczególnemu przy-
padkowi, wynalazł autor w r. 1917 t. zw. „metodę kapi-larną" („Kapillarverfahren") wytwarzania nitek krysta-licznych i to na podstawie spostrzeżenia, że wziętepałeczką szklaną lub inną krople krzepnącej cieczy,wbrew prawu napięcia powierzchniowego, zastygają niew postaci kulistej, lecz przybierają kształt ostrza stoż-kowego. Postępowanie polega w zasadzie na prostejpodstawie, że uzyskane w ten sposób ostrze stożka(kawałek metalu albo odłamek kryształu metalowego)styka się z cieczą, a potem wydobywa się z niej z właści-wą stałą prędkością. Pociągnięte przytem skutkiemspójności cząstki cieczy krzepną w niewielkiej od-ległości od powierzchni kąpieli metalowej w postaciwciąż narastających nitek, będących pojedyńczemikryształami. O ile się uda nadać kryształom od początkupożądaną orjentację (dobre wyniki osiągnęli tu Warten-berg, Polanyi i Griineisen), postępowanie takie dajedobre wyniki, podział zaś kryształów na odmiennie
zorjentowane sztaby nie wchodzi tuw grę, z powodu małej ich grubości (ok.1 mm). Jest przytem rzeczą godną uwa-gi, że sposób ten może być bezpośred-nio zastosowany do mierzenia szybkościkrystalizacji.
W tym samym mniej więcej cza-sie podano do wiadomości t. zw. sche-mat rekrystalizacji i w ten sposób uzyska-no nową drogę do wytwarzania pojedyn-czych kryształów3). Droga ta dała wkrót-ce szczególnie cenne wyniki.
W zasadzie postępowanie to przed-stawia się następująco: dobrze wyżarzo-ne paski metalowe poddaje się wydłuże-niu na zimno o kilka odsetek, a potemwywołuje się nową rekrystalizację. Przywłaściwym stopniu wydłużania na zimnoi odpowiedniej temperaturze żarzenia,paski metalowe mogą przy rekrystali-zacji zamienić się na pojedyncze krysz-tały. Specjalna obróbka termiczna możesię tu okazać korzystną. Tego rodzajukryształy nadają się szczególnie do ba-dań fizycznych, ponieważ dają się wytwa-rzać we wszystkich wymiarach i nawet napowierzchni swej są wolne od skaz kry-stalograficznych4). W ten sposób możnadogodnie wytwarzać kryształy wielocen-
tymetrowej grubości i długości kilku decymetrów.Przez podział takich kryształów, osiąga się pożądanymaterjał do przeprowadzenia szerokiego zakresu ba-dań. Metoda ta okazała się najbardziej niezawodnąi najpewniejszą.
III. Dotychczasowe wyniki badań.
Gdy pole pracy zostało w ten sposób dostatecznieprzygotowane dla owocnych wyników, dokonano w róż-nych miejscach szeregu badań, a wśród nich jedne
3) J.1916, str. 1
C z o c h r a l s k i .i nast.
Intern. Zeischr. fiir Metallographie,
') M o e l l e n d o r i i O z o c h r a l s k i , 1913 str. 931.3) Z. V. d. L, 1923, str. 536. '
4) W związku z tem należy zwrócić uwagę na sposóbOrbig'a i Schaller'a wytwarzania nitek krystalicznych, który jestzapewne zbliżony do omówionego wyżej i polega na wytwarza-niu pojedynczych kryształów z proszku metalowego. Sposób tenjest stosowany w tajemnicy w wielu zakładach do wyrobu nitekdo żarówek. ,. _•'-

PRZEGLĄD TECHNICZNY 55
z pierwszych były dokonane w r. 1913, 1916 i 1917r>).W związku z wcześniejszemi badaniami krystalograficz-nemu, dociekania te potwierdziły wywody ReuscrTai Milgges'a o występowaniu płaszczyzn poślizgowychw pojedynczych kryształach miedzi o określonej orjen-tacji, uzyskanych z odlewów. Między innemi, wyzna-czono też zależność między płaszczyznami poślizgua obrazami trawienia i opisano bliżej asymetryczneprzekształcenie ściśniętego pojedynczego kryształu. Cowięcej, ustalono, że zjawiska płynności mogą być do-strzeżone we wnętrzu pojedynczego kryształu i wywo-łują stale ostre zmiany w ukształtowaniu prawidłowejbudowy metalograficznej. Te spostrzeżenia stały siępierwszą pobudką do rozwoju hypotezy przemieszcze-nia atomowego („Verlagerungshypothese"), która dałanastępnie wiele cennych wniosków.
W związku z tą hypotezą zostały wyczerpującowyjaśnione zjawiska rekrystalizacji odkształconychtworów jedno i polikrystalicznych. Ostatnia ze wspo-mnianych prac dotyczy wytwarzania kryształów me-todą kapilarną i zajmuje się pomiarem szybkości kry-stalizacji cynku, cyny i ołowiu.
Dalsze' badania fizyczne krystalicznych nitekwłoskowatych cynku i wolframu prowadził Warten-berg6) i ustalił, że zjawiska hysterezy sprężystej niemożna wykazać ani na kryształach wspomnianych wy-żej metali, ani na innych.
Do nowszych prac zaliczyć należy pomiary gra-nicy sprężystości, które przeprowadził autor na różno-rodnie zorjentowanych oddzielnych kryształach alu-minjum, jak również pomiary przewodności elektrycz-
• nej po zimnej obróbce, które wykonał Griineisen, dajączarazem bardzo dokładne dane o stałych sprężystościi o przewodnictwie elektrycznem kryształów cynkui kadmu ').
Szczególne miejsce wśród odnośnych prac zaj-mują głęboko sięgające badania Polanyi'ego i jego szko-ły 8), na których podłożu powstały różne hypotezy o we-wnętrznych zjawiskach płynności. W pracach tychzwrócili oni jednak uwagę tylko na symetryczne zja-wiska poślizgu. Asymetrycznej płynności, istotywszystkich procesów wzmocnienia, nie uwzględnili oniwcale. Przyczyna tego tkwi w metodzie ich pracy. Razustaliwszy, że stosowana przez tych badaczy metodaobrotu kryształu oraz metoda Scherer'a i Debye'a, niemogą określić dokładnie rontgeno-fizycznie zniekształ-ceń siatki przestrzennej,—nie poddawano bliższym bada-niom zagadnień rontgeno-technicznych, a więc, w szcze-gólności, nie zajmowano się też badaniem intensyw-ności promieniowania zniekształconych części siatkiprzestrzennej D). Anomalje, które stale występują przyzastosowaniu promieni Rontgena do odkształconych
s) M o e l l e n d o r f f i C z o c h r a l s k i , Z. V. d. I. 1913,str. 931; C z o c h r a l s k i , Intern. Z. f. Metallographie, 1916, str. 1.Z. physik. Chem. tom 92, str. 219, 1917.
6) Vorhandl. d. deutsch. physik. Ges. 1918, str. 113.0 Physik. Ztschr. 24, str. 506, 1923.s) Por. C z o c h r a l s k i . Modernę Metallkunde, 1924, str.
246 (wyd. Springera, Berlin).3J Autor zdołał ustalić zmniejszenie się intensywności
o 1 :10.
metali i które ujawniają się w postaci zmniejszeniaostrości prążków widmowych i występowaniu słabychprążków wtórnych, dotychczas nie były dostateczniedocenione.
A więc także ze stanowiska rontgeno-techniki niemożna przypisywać wielkiej wartości dowodowej tymwynikom.
Jak dalece wyniki rfintgeno-analizy mogą byćuznane za przekonywujące, wyjaśnić mogą badania czy-sto metalograficzne. Tego rodzaju dociekanie doprowa-dziłoby jednak do uchylenia wyników uzyskanych przyrontgeno-analizie. Już bowiem drobniutkie części siatkiprzestrzennej, które pozostają nietknięte przy odkształ-ceniu, muszą prowadzić do podobnych rontgeno-diagra-mów, dopóki metody rentgenowskie nie pozwalająna wyznaczenie jakościowe i ilościowe zniekształco-nych i nienaruszonych części siatki. Do tego dołączasię jeszcze to, że wślad za pozasprężystem odkształce-niu zdąża stale pewna, jakkolwiek nieznaczna, rekry-stalizacja, tak że z góry należy brać w rachubę obec-ność nietkniętych części siatki przestrzennej. Równieżprzy pojedynczych kryształach można wykazać w apa-racie Martensa stałą zmianę objętości przy pozasprę-żystych naprężeniach; zjawisko to bezwątpienia wska-zuje na utajoną rekrystalizację.
Wszystkie więc metody, które w ten sposób zmierzajądo oznaczenia nietkniętych części siatki przestrzennej,muszą być oceniane jako usiłowania bezpłodne; wo-góle, kwestja jest jeszcze otwartą, w jakim stopniuokażą się te metody w przyszłości twórczemi dla meta-lografji.
Pierwszą podstawą do ujawnienia asymetrycz-nych zjawislt płynności dało spostrzeżenie przemianbudowy wewnątrz pojedynczych kryształów, wywoła-nych uprzedniem pozasprężystem odkształceniem i utrwa-lone w obrazie trawienia. Tę „asymetryczną płynność"można było jednak śledzić, jeszcze do niedawna, za-ledwie pod względem jakościowym, zaś ilościowe ujęciei ocena tego zjawiska była przez długi czas niemożliwa.Dopiero ostatnio udało się autorowi opracować sposóbpomiarów ilościowych zapomocą t. zw. „metody topo-metrycznej", o której będzie jeszcze mowa niżej. Zało-żenie hypotezy przemieszczenia, o głęboko sięgającychzniekształceniach siatki przestrzennej, przy pozasprę-żystych obciążeniach kryształów mogących ulegaćwzmocnieniu, uzyskało przez to silne podstawy. Możli-wość tedy zniekształceń siatki przestrzennej nie możebyć uważana jeno za hypoteze, lecz nabiera wartościdoświadczalnie stwierdzonego faktu. Zjawiska asyme-trycznej płynności uzyskują w metaloznawstwie domi-nującą rolę, gdy tymczasem poślizgi czysto symetrycz-ne mogłyby być uznane za problematyczne.
Sporadyczne publikacje poświęcone badaniompojedynczych kryształów nie mogły dostatecznie wy-świetlić tych bardzo zawiłych zależności. Dopierodzięki systematycznym badaniom zewnętrznych i we-wnętrznych zjawisk płynności, a zarazem fizycznychwłasności wzdłuż różnych kierunków osi krystalogra-ficznych, udało się uzyskać pierwsze zbliżenie się dotego celu.
(d. c. n.).

56 PRZEGLĄD TECHNICZNY 1925
O obliczeniu wydajności filtrów dlawodociągów miejskich.
Napisał Z, Wendrowski, inż.
Dotychczasowy sposób obliczania niezbędnej po-wierzchni filtrów dla wodociągów miejskichpolegał na założeniu pewnej maksymalnej wy-dajności 1 metra kwadrat, powierzchni filtra-
cyjnej oraz dodaniu pewnej części powierzchni dlaotrzymania rezerwy. Rozmiar rezerwy był przyjmowa-ny przez projektodawców lub autorów podręcznikówz dziedziny wodociągów dowolnie. W. H. Lindley naprz.,twórca wodociągu m. Warszawy, przy projektowaniuwodociągu dla naszego miasta w r. 1878, przyjął jakorezerwę 20% powierzchni filtracyjnej, opierając się nawzorze
Q = -q.F.v, (1)gdzie Q największa wydajność filtrów w lecie w m3 na do-
bę = 144500, f\ — —,Fpowierzchnia filtr. = 47380m2,
v szybkość w metrach na dobę = 3,65.W. H. Lindley w roku 1896, przy zmianie pier-
wotnego projektu, oblicza maksymalną wydajnośćfiltrów zakładając, że po całkowitem rozbudowaniuilość ich wynosić będzie 36, mianowicie:12 filtrów o powierzchni po 2100 m2, ogółem 55200 m2
24 „ „ „ 2500 , „ 60000 „z ogólną powierzchnią 85200 m?
Projektodawca przypuszczał, że z ogólnej liczby36 filtrów dla dokonania oczyszczenia będą całkowiciewyłączane 3 filtry, mianowicie: jeden o powierzchni2 lOOm2 oraz dwa o pow. po 2 500 m2, czyli czyszczenie3 filtrów dziennie miało zmniejszyć bezpośrednio wiel-kość powierzchni czynnej o 7 100 m2.
W dalszym ciągu przypuszczał, że z połową ma-ksymalnej wydajności będą pracowały 2 filtry o po-wierzchni 4 200m2 oraz 4 filtry o powierzchni 10000 w2,razem 14200 m3, czyli redukcja powierzchni filtrówo pełnem działaniu, wywołana przez poprzednie oczy-szczenia filtrów, wynosi 7100 m2.
W ten sposób, zdaniem W. H. Lindley'a, zmniej-szenie powierzchni filtrów o pełnej wydajności, wywo-łane czyszczeniem 3 [filtrów dziennie, wynosi ogółem14200 m2.
Obliczona w powyższy sposób powierzchnia re-zerwowa filtrów jest zupełnie zgodna z tym spółczynni-kiem, jaki był przyjęty przez W. Lindley'a w roku 1878.
Dla pozostałej czynnej Dowierzchni filtrów, równej85200—14200 = 7 1 0 0 0 m2, W. H. Lindley przyjmujemaksymalną wydajność 2 m8 w ciągu doby z 1 TO2,odpowiadającą szybkości dobowej 2 metry.,
W ten sposób obliczenie powyższe, z roku 1896,ustala maksymalną dobową wydajność filtrów równą142000 m\
Niezgodność liczb powyższych z osiągniętemiwynikami przy eksploatacji filtrów w ciągu przeszłolat 30 dawała dużo do myślenia, jednakże przyczynytej niezgodności nie umiano wskazać. Tymczasem na-wet powierzchowna obserwacja zjawiska filtracji wyka-zywała stale i\ niezbicie zależność wydajności filtrów
nie tylko od czynnej powierzchni filtrów, lecz i od in-nych czynników, przy projektowaniu pominiętych lubwadliwie oszacowanych. Przedewszystkiem okazałosię, że wówczas, gdy czas działania filtrów pomiędzydwoma oczyszczeniami ulega przedłużeniu, wzrastaogólna wydajność filtrów. Dalej, że bezpośrednio pooczyszczeniu zwiększenie wydajności filtra może sięodbywać tylko stopniowo w kilku etapach, trwającychod 1 do 2 dni, gdyż niezachowanie tego warunku wy-wołuje z jednej strony zwiększenie się liczby bakterjiw wodzie filtrowanej, z drugiej zaś głębsze przenfkaniemułu do warstwy filtracyjnej oraz spadek wydajnościfiltra w okresach następnych.
Wreszcie letnią porą pewna część filtrów (zwy-kle 2) musi być wyłączana dla odnowienia warstwyfiltracyjnej, mianowicie, gdy do jednego filtra był do-sypywany świeży piasek, woda filtrowana z drugiego,jako do użycia niezdatna, była usuwana do kanałumiejskiego.
Powyższe czynniki, dotychczas nie uwzględnianenależycie, są przyczyną stwierdzonej niezgodności wy-ników z obliczeniami W. H. Lindley'a.
Tymczasem wpływ tych czynników daje się obli-czyć łatwo z następujących rozważań.
Jeżeli przez K dni oznaczymy średni czas działa-nia przeciętnego filtra w okresie, t. j . pomiędzy dwomaoczyszczeniami, przez d dni czas potrzebny na dokona-nie oczyszczenia filtra, przez a mi krańcową wydajnośćdobową dla przeciętnego filtra, odpowiadającą krańco-wej szybkości v m/dobę dla tegoż filtra, jeżeli dalej zało-żymy, że powyższa wydajność a jest osiągana w w eta-pach, z których każdy trwa I dni, t. zn., że po oczyszcze-niu wydajność filtru w ciągu I dni równa się—, w ciągu na
uli2a
stępnych I dni równa się — i t. d., więc krańcowa wydaj-171
ność będzie osiągnięta dopiero po (m—1)Z dniach, wów-czas całkowita wydajność filtra przeciętnego w okre-sie wyniesie
m m m
Przeciętna zaś dla całego okresu wydajność filtraw ciągu doby będzie się równać
a[K-L(m-\)}
czyli spółczynnik redukcyjny dla wydajności przecię-tnego filtra, zależny od perjodycznych oczyszczeńfiltrów
K~ I
"»]» = K+d • (2)

Ks 4 PRZEGLĄD TECHNICZNY 57
Jeżeli przez b oznaczymy ilość filtrów wyłączonychz powodu odnowienia warstwy piasku, zaś przez nogólną ilość filtrów, otrzymamy drugi spótczynnik re-dukcyjny dla ilości filtrów czynnych
n — b
Skąd Qmax = Tjj ri2.F.v=
n
n-bK~¥m-Vn ' K + d
Eksploatacja filtrów w Warszawie ustaliła dla skła-dników wzoru powyższego następujące wartości: n = 30,b=.2, w = 4, I = 1,5, d = 1,75, zaś F obecnie równasię 67992 mi, krańcowa wreszcie szybkość filtracji dlafiltra przeciętnego wynosi 2 metry na dobę. Ilość fil-trów po ostatecznej rozbudowie będzie 36, z powierz-chnią 82336 m2.
Poniższa tabela wykazuje wydajność filtrówm. Warszawy, w zależności od czasu działania prze-ciętnego filtra w okresie, w dwuch wypadkach: w stanieobecnym i po ostatecznej rozbudowie.
T A B E L A .
Ilość filtrów pod-legających
oczyszczeniu
3 filtry dziennie . .5 filtr, w ciągu 2 dni2 filtry dziennie . .3 filtry w ciągu 2 dni1 filtr dziennie . . .2 filtry w ciągu 3 dni1 filtr na 2 dni. . .2 filtry na 5 dni. .1 filtr na 3 dni. . .
O b e c n i ew = 30
K dni
8,2510,2513,2518,2528,2543,2558,2573,2588,25
Q mm m3
76 30084 60093 200
101 600110200
115000118 500120 200121 400
Po rozbudowie
n =
K dni
10,2512,6516,2522,2534,2552,2570,2588,25
160/25
= 36
103 700112 400121 200129 600138 500143 800146 800148 500149 500
Rzeczywista wydajność filtrów istniejących w le-cie, gdy zwykle zachodzi potrzeba czyszczenia 2 filtrówdziennie, waha się około 94000 ms na dobę, wedługzaś wzoru przytoczonego wynosi 93 200 w3.
Po ostatecznej rozbudowie filtrów, gdy zachodzićbędzie potrzeba czyszczenia w lecie według wszelkiegoprawdopodobieństwa 5 filtrów w ciągu 2 dni, wydaj-ność filtrów wzrośnie do 112400 ms w ciągu doby, bę-dąc bardzo daleką od tej liczby, którą dla wydajnościfiltrów przyjął W. H. Lindley.
Dalszy wzrost wydajności filtrów może nastąpić,o ile będą zastosowane takie przedwstępne metodyczyszczenia wody rzecznej, których wynikiem będziebądź przedłużenie czasu działania filtru w okresie,bądź zwiększenie szybkości filtracji, bądź jedno i dru-gie razem.
Wzór (3) pozwala określić nietylko wydajnośćfiltrów już wykonanych, lecz wskazuje zarazem, jakieskładniki przy projektowaniu nowych urządzeń winnybyć określone drogą prób, aby rozmiar urządzenia byłoznaczony trafnie.
Ilokrotność hyperstatycznościustrojów prętowych.
Napisał Leon Karasiński.
Weźmy pod uwagę stały ustrój płaski, złożony z ogniwprętowych, powiązanych na węzłach. Pod jarzmemobciążenia zewnętrznego, zresztą zupełnie dowol-
nego, ustrój odkształci się. Łącząc środki węzłów odcin-kami prostych otrzymamy szkielet odkształconego ustro-ju. Każdy odcinek międzywęzłowy stanowić będzie cię-ciwę odkształconej odpowiedniego pręta a zarazemjego oś węgłową. W ogólnym wypadku łączenia prętówmogą być przegubowe lub stałe, uniemożliwiające swo-bodny względny obrót prętów w ten sposób połączo-nych. Stąd bezpośrednia możność rozróżniania prętdw:
pp—obustronnie przegubowych,ps—jednostronnie przegubowych, orazss—obustronnie połączonych s sąsiedniemi prę-
tami w sposób stały.Równania statyki pręta pp , dowolnie obciążone-
go, wyznaczą wszystkie jego odpory węzłowe — próczskładowej oddziaływania węzłów, to jest siły, leżącejna osi węzłów. Zatem pręt pp jest hyperstatyczny jed-nokrotnie. W podobny sposób z łatwością można udo-wodnić, że pręt ps wprowadza dwie hyperstatyczneniewiadome, a pręt ss— trzy. Nadto cały ustrój, unie-ruchomiony na podporach, ulega oddziaływaniu r od-porów, również niewiadomych.
Oznaczmy przez wp —węzeł, łączący przegubowozbiegające się w nim pręty i załóżmy, co zresztą ogól-ności rozważań nie uszczupli, że przeguby wszystkichprętów tego węzła mają wspólną oś, przechodzącą przezśrodek węzła wp. Nadto, łącząc w sposób stały dwalub więcej prętów, zbiegających się w węźle wp otrzy-mamy loęzeł stały ws. Równowaga węzła przegubo-wego wymaga spełnienia dwuch równań statyki, rów-nowaga węzła stałego — trzech. Zatem, oznaczając od-powiednio ogólną liczbę prętów: pp, ps, ss przez: (pp),(ps), (ss), oraz ogólną liczbę węzłów: wp, ws—przez:(wp), (ws), z łatwością wyrazimy ilokrotność h hypersta-tyczności danego ustroju doraźnym wzorem:
h = (pp) -j- 2 (ps) + 3 (ss) -f r — 2 (wp) — 3 (ws).Tą samą drogą otrzymać można podobny wzór
dla ustroju prętowego przestrzennego, należy jednakrozróżniać łączenia prętów: kuliste, kardanowe. prze-gubowe i stałe. Stąd konieczność uwzględnienia ażdziesięciu rodzajów prętów i czterech typów węzłów.Wyprowadzenie tego wzoru pozostawiam Czytelnikowi,nie nastręcza ono bowiem żadnych trudności. Z tychsamych względów pomijam przykłady.
O PIERWSZYM ZESPOLE TECHNIKÓW POLSKICH(1800—1831).
W artykule prof. P. Kncharzewskiego pod powyższymtytułem, w !Nr. 3 P. T. z dn. 21.1. b. r., należy sprostowaił conastępuje:
Str. 39— 6 wiersz od góry (łam prawy)—zamiast z ą s o -b y powinno być z a w o d u .
Str. 39 — 7 wiersz od góry (łam prawy)—zamiast z a s a -d y powinno być z a s o b y . " i
Str. 39—17 wiersz od góry (lam prawy)—zamiaisfc m o w ąpowinno być m o c ą .
Str. 39 -28 wiersz od góry (łam prawy — zamiast s t e-r e a t o m j i powinno być s t e r e o t o m j i .

PRZEGLĄD TECHNICZNY 1925
Koszt wytwarzania i jego zależnośćod czasu i wydajności.
Prof. Edwin Hauswald.
"T "tT Madomo, że nietylko koszt robocizny zmienia\ \ / się wraz z okresem czasu na wykonanie ro-
\ y boty zużytego, ale także wszystkie kosztymaszyn, narzędzi, urządzeń, mocy napędo-
wej, kapitału wkładowego i obrotowego, krótko mówiąc,koszty ogólne albo spólne.
Ze zrozumienia tego stanu pochodziły też różnesystemy płac roboczych, mające na celu przyśpieszenietempa i zwiększenie wydajności roboty. .
Mimo to w praktyce nie zwracano na tę sprawęnależytej uwagi i wielu przemysłowców sądziło, żeprzez wprowadzenie systemu akordowego uczyniliwszystko możliwe dla zapewnienia zakładowi wydatnejpracy.
Stosownie do tego zapatrywania, rozliczano kosztyogólne czyli dodatkowe na sumę płac roboczych i otrzy-mywano w ten sposób spółczynniki odsetkowe dla li-czenia kosztów dodatkowych przy kalkulacji wstępnej.
Dodatek taki wynosił np. 200£ sumy plac robpczych, przypadających na dane zamówienie, i zdawałsię uwzględniać ciężar kosztów ogólnych z wystarcza-jącą dla praktyki dokładnością, niezależnie od tego,czy robota sama trwała np. 60, czy 80 godzin.
Skoro bowiem dodatek obliczano w zależności odwydatków na pracę bezpośrednią, sądzić było można,że wpływ czasu roboczego został już z góry usunięty.
Sam słyszałem od kierowników fabryk, że woląmieć akord, aniżeli jakikolwiek system premjowy lubczasowy z określonem zadaniem (pensum), mają bo-wiem wtedy niezmienną podstawę do kalkulacji kosztówwłasnych, ponieważ koszt pracy przy akordzie jeststały.
Tymczasem wspomniany sposób obliczania do-datków powodował właśnie przy sposobie akordowymnajwiększe niedokładności w obliczaniu kosztów włas-nych, był natomiast trafny dla czysto czasowego spo-sobu wynagrodzenia, a w przybliżeniu odpowiedni dlasposobów premjowych, przy których kwota wydana narobociznę spada w miarę skracania czasu roboczego,skutkiem czego też suma kosztów dodatkowych, liczonajako odsetek, np. 200& od kwoty płac, malała w miaręskracania okresu roboczego.
Na wpływ trwania roboty przy systemie akordo-wym zwracano niejednokrotnie uwagę w odnośnej lite-raturze, zwykle jednak w sposób nieprzekonywującyi nie wyjaśniający dostatecznie sprawy.
Wobec doniosłości trafnego oceniania kosztówwłasnych produkcji, kwestja zależności kosztów całko-witych wyrobu od liczby godzin, na odnośne zamówie-nie zużytych, zasługuje na gruntowne zbadanie i przed-stawienie odnośnych związków funkcyjnych, nietylkow słowach, ale także w wykresach i wzorach, tem bar-dziej, że związki te dadzą się z potrzebną dokładnościąprzejrzyście przedstawić.
W zajmującej prący inż. Michela (Werkstattech-nik, 1923, 203, „Zeitakkord") i uwagach krytycznych,umieszczonych w tem samem czasopiśmie na str. 367,znajdujemy wykreślne przedstawienie zmienności kosz-tów dodatkowych w stosunku do akordu, przy różnych
okresach trwania roboty. Wywody tego autora są cen-ne, ale miejscami nie odgraniczają należycie kilku po-jęć, co powoduje niejasności, utrudniające przyjęciedobrej zresztą teorji w praktyce.
Uważam tedy za rzecz konieczną, by tę podsta-wową dla rozwoju produkcji przemysłowej sprawę roz-ważyć z należytą ścisłością i rozwinąć ją szerzej, nie-tylko w odniesieniu do akordu czasowego lub pienięż-nego, ale także do systemów czasowych i premjowychwszelkiego rodzaju. Nadto pokazać trzeba zależnośćkosztów od stopnia wydajności (w) i sprawności czaso-wej (s).
2. Nazwy i znakowanie.
Aby zapewnić rzeczy konieczną dokładność, trzebanajpierw podać normalne nazioy używanych w roz-prawie pojęć, oraz znaki literowe, nadające się do za-stosowania we wzorach algebraicznych i wykresach.
Znaczna część tych wyrazów była już ogłoszonaw „Przeglądzie Technicznym", 1923 rHauswald, Płacepremjowe Rowana i kołowe) oraz w „Czasopiśmie Tech-nicznem" 1923 („Akord czasowy" tegoż autora).
Zgodnie z powyższemi założeniami, wprowadzi-łem następujące oznaczenia:
Czas normalny albo podstawowy (naznaczony) 1czas roboczy, rzeczy wiście zużyty tstawka czasowa (podstawowa) za godzinę pracy czapłata za cały czas roboczy t Pczynnik premjowy, (zwykle Vs a " D 0 Va) • • m
zarobek godzinny, czyli zapłata za 1 pracogo-dzinę z = Pjt
kwota akordowa, obliczona na podstawie czasunormalnego T . A = c T
spraioność czasowa, ang. efficiency, fr. activite"t. zn. stosunek czasu normalnego do robo-czego . s = (T/t)
wydajność produkcji w pewnym okresie ro-boczym, t. zn. stosunek ilości wyrobów wy-konanych rzeczywiście w czasie normalnymT, do ilości naznaczonej jako normalna pro-dukcja w tymże czasie w = (x/ri)
koszt dodatkowy (ogólny, spoiny lub ge-neralny) przypadający na czas rob. t. D = d. t
dodatek godzinny (do 1 pracogodziny) . d zł.normalna ilość wyrobów w czasie T. . . . nrzeczywista ilość wyrobów przypadająca na
czas T . . . xrzeczywista ilość wyrobów, wykonanych w cza-
sie roboczym t, zgodna z normą n, . . . nsuma kosztów własnych wytwarzania (fabry-
kacji) Fkoszt własny pracy i dodatków (bez kosztu
materjałów) Kkoszt własny na 1 pracogodzinę (zapłata i do-
datki) ykoszt jednostki wyrobu (1 sztuki), bez ma-
terjału . . . kkoszt robocizny, przypadający na dane zamó-
wienie, na I serję przedmiotów . . P albo R

N>. 4 PRZEGLĄD TECHNICZNY 59
; 3. Rodzaje kosztów.
Koszt własny pewnego zamówienia, nie zawiera-jący dodatku na zysk (z) konieczny do utrzymania za-kładu przy życiu, składa się z licznych składników, któ-re zwykle łączymy w kilka grup, mianowicie z kosztumaterjałów M, robocizny B, kosztów ogólnych,czyli dodatkowych D i handlowych H.
Stąd suma kosztów wytwarzania jednej grupy(serji) towarów: F = M -f R -f D; . . . . . (1)
całkowity zaś koszt własny obejmuje jeszczekoszty handlowe H
8 = F+H=-M-\-B + D-\-H. . . (2)Pragnąc przedstawić wywody dające się po-
wszechnie zastosować, musimy wyłączyć dwa składniki,zmieniające się niezależnie od właściwych kosztów wy-twarzania K, które w każdej fabryce lub wytwórniinnego typu składają się z dwu głównych składników,mianowicie z kosztu robocizny R i kosztów dodatko-wych D.
Koszty robocizny przypadającej bezpośrednio naodnośne zamówienie biura rozdzielającego roboty, orazczas roboczy, na wykonanie tegoż zamówienia zużyty,dadzą się z wymaganą dokładnością zmierzyć i zapisać.
Koszty dodatkowe, zwane często ogólnemi, gene-ralnemi albo spólnemi (niem: Gemeinkosten), o któ-rych będzie mowa w następnej pracy pod tyt. „Postępynauki o kosztach własnych" (Przegląd Techn. 1925),zestawia się zwykle raz w roku, albo raz na kwartałi rozdziela wedle pewnego klucza na poszczególne od-działy, stanowiska (posterunki robocze) albo też po-szczególne serje (ang.: lot) wyrobów.
Na początku pracy wspomniano, że najczęściejużywa się przytem rozdziału kosztów ogólnych, względ-nie spólnych, dla całych oddziałów, albo proporcjo-nalnie do kwot Brobocizny bezpośredniej albo też jakododatków czasowych, przypadających na każdy poste-runek roboczy (maszynę, oddział i t. p.) i 1 godzinę,tym razem już niezależnych od kwot B.
Ostatnio wymieniony sposób jest nowszy i mimopewnej zawiłości przy pierwszym rozdziale obciążeń naposzczególne stanowiska, o' wiele lepszy, niż sposóbdawniejszy, głównie dlatego, że prze ważna część wy-datków spólnych każdego zakładu powstaje z tokiemczasu, niezależnie od zmieniającej się stopy wynagro-dzeń roboczych, zmienia się zaś w przybliżeniu propor-cjonalnie do liczby godzin zajęcia każdego posterunku,czego zupełnie się nie odczuwa przy dawniejszym spo-sobie doliczania kosztów dodatkowych do stałej kwotyakordowej.
Wprawdzie i w kwocie akordowej ukryta jestmiara czasu normalnego T, gdyż kwota akordowaA = c T. Ale brak tam rzeczywistego czasu roboczegot, który dlatego ma wielkie znaczenie dla rentownościi sprawności całego zakładu, że przy szybszej robocie,gdy t jest mniejsze od T, ten sam posterunek roboczy,obejmujący maszynę i ludzi może w zaoszczędzonym
'czasie (T—t) pracować już nad następnem zamówie-niem.
Z uwag tych wynika, że dla celów teoretycznychmusimy wprowadzić zasadę ciągłości zatrudnieniakażdego stanowiska w zakładzie, niekoniecznie przezpełną liczbę godzin ruchu całego zakładu, ale przynaj-mniej w tej liczbie godzin, którą przyjęto jako zwykłyokres rocznego zajęcia danego stanowiska, np. przytokarkach normalnego typu 800 do 1200 h w roku.Odczuwa się tu zależność życia zakładu od dzielności
jego oddziału akwizycyjnego, mającego zdobywać do-stateczną ilość zamówień. Przy dobrych wynikachpracy handlowej zakładu, można liczyć na to, że każdezaoszczędzenie czasowe da się wykorzystać do dalszejprodukcji i podniesienia wydajności wytwórczej.
Po wprowadzeniu metody doliczania dodatków ddo każdej godziny pracy, względnie zajęcia danego po-sterunku (oddziału) zamówieniem, kwot różniących sięzresztą w szerokich granicach, odpowiednio do kosztówumorzenia i utrzymania, przypadających na dany po-sterunek, otrzymujemy wprost proporcjonalny przyrostkosztów dodatkowych.
Koszt własny wyrobu, czyli koszt fabrykacji Fwyraża się wzorem:
D,
gdzie M jest kosztem materjału R, kosztem pracy,odniesionej bezpośrednio do danego wyrobu, D zaśsumą kosztów ogólnych lub spólnych, które nazwiemydodatkowemi.
Ponieważ wydatki na materjał są rozmaite i za-leżne od liczby jednostek wyrobu, wykonanych w cza-sie t, wyłączymy je na razie, aby otrzymać bardziejprzejrzyste związki. Pozostanie wtedy najważniejszazresztą część kosztów własnych, którą oznaczymy literą
•«• — -» "T u W-
Wydatki na robociznę B, czyli płace robocze F,oblicza się zwykle na podstawie czasu normalnego, dowykończenia każdej zamówionej roboty potrzebnego,i wyraża jako akord czasowy, akord pieniężny, płacępremjową albo też czasową. Po wykonaniu każdego za-mówienia można kwoty wydane na robociznę dokładniezestawić, tworząc przez to pewną podstawę do dalszychobliczeń.
Koszty dodatkowe są jak wiadomo bardzo różno-rodne^ rozdział ich na poszczególne zamówienia spra-wia poważne trudności, wywierając zarazem silnywpływ na sumę kosztów wytwarzania, na ceny sprze-daży, a w dalszem następstwie także na powodzeniecałego zakładu przemysłowego. Ujmując tę sprawę narazie ogólnie, bez wdawania się w liczne a doniosłeszczegóły, o których będzie mowa w innym rozdziale,powiedzieć można, że istnieją dwa sposoby przybliżo-nego wyznaczania wielkości kosztów dodatkowych.Jeden z nich, dawniejszy, opiera się na odniesieniusumy wydatków spólnych w ciągu roku do sumy placroboczych w tym samym okresie wypłaconych, drugina odniesieniu owych wydatków do sumy godzin ro-boczych.
Sposób dawniejszy, na pozór prosty i bezpieczny,stosowano często przy kalkulacji robót akordowych,zakładając, że dodatek D = b.A, gdzie A oznaczałokwotę akordową, b—czynnik kosztów dodatkowych,który obliczano przez podzielenie sumy wydatkówspólnych (ogólnych), przypadających w roku na pewienoddział, albo też w razie dokładniejszego rachunku, naobrabiarkę lub stanowisko robocze (posterunek), przezsumę płac roboczych, odnoszących się do tego samegostanowiska.
Czynnik b jest tedy liczbą niemianowaną, wyni-kającą z równania:
, suma wydatków Wsuma płac roboczych B

60 PRZEGLĄD TECHNICZNY 1925
Mając już czynnik 6 i koszt robocizny dla danegozlecenia, wyznaczało się przy akordzie A zł. kwotękosztów dodatkowych
D = 6 .AJak wiadomo, kwota akordowa oparta jest zwy-
kle o t. zw. akord czasowy (T), czyli liczbą godzin na-znaczonych jako okres do wykonania roboty średniopotrzebny.
Liczba T pomnożona przez podstawową stawkę cza 1 godzinę pracy w danej grupie taryfowej, daje kwo-tę akordu: A — c TWówczas D' = lcT (5)
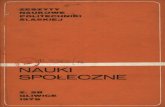
Pierwszy wykres (rys. 1), wykonany na podstawiezałożeń praktycznych, dla akordu czasowego T = 8/i(h znak godziny) i stawki podstawowej c = x/2 zł., obli-czono dla wykonania n sztuk wyrobu,'_np. n =14.
W praktycznem wykonaniu zlecenia zużyto tylko6 godzin czasu: t — 6. Wykres ma nam podać prze-bieg kosztów własnych (A -f- D) dla wykonania n sztukw dowolnym zresztą czasie t.
Do oznaczenia wartości kosztów dodatkowych D'dla czasu normalnego T, użyjemy wzoru D' = b c T,do.którego wyszukać musimy wartość czynnika b z za-pisków statystycznych zakładu.
Jeżeli dana obrabiarka pracowała średnio przez800 h w roku, a średnia stawka płac była c = 0,5 zł. nagodzinę, w takim razie koszt robocizny był w przybli-żeniu 800. c = 400 zł.
Suma wydatków spólnych, przypadających naobrabiarkę była np. 800 zł., koszt robocizny w tymżeokresie 400 zł.
Wtedy »~asr = * •'•albo wyrażone w odsetkach:
Kwota D' jest tu stałą względem czasu, podobniejak i akord A =•. e T = */2 • 8 = 4 zł.
Koszt własny robocizny i dodatków (na razie bezmaterjałów):
K = A-^D = cT+bcT==4 + 8 = 12 zł.Na rysunku odcinamy czas T = 8 jednostek
(oś Z), rysujemy rzędną w punkcie T = 8 i odcinamyna niej 4 jednostki (4 złote) na akord i 8 dla przedsta-wienia kwoty D'. Proste równoległe do osi X, miano-wicie prosta A i / odpowiadają warunkom nietylko dlaczasu normalnego T, ale także dla jakiegokolwiek cza-su roboczego t, np. dla t = 6 h.
Przy tym, zresztą błędnym sposobie doliczaniakosztów dodatkowych, zdawałoby się, że koszt własnynie zależy od tego, czy robotnicy i pracownia działająsprawnie i gorliwie, czy też powoli i leniwie, co jest wi-doczną niedorzecznością.
Przejdziemy do drugiego sposobu obliczenia do-datków, zgodnego z doświadczeniem i wielokrotnie do-konanemi badaniami {Roihert, Kalkulacja kosztów wła-snych, „Przegl. Techn." 1922, AdamiecM, P. T. 1923,437; Piotrowski, P. T. 1924, 108 i inne publikacje) opar-tego na założeniu, że koszty dodatkowe rosną dla każ-dego stanowiska inaczej, ale zawsze proporcjonalniedo „czasu zajęcia" stanowiska, t. zn. do rzeczywistegoczasu roboczego t. Teraz mamy
D — d.t (6)gdzie suma t — 800 a czynnik d oznacza pewną ilośćpieniędzy na 1 h użycia obrabiarki lub stanowiska,obliczoną ze związku:
d = T = -^TTT = 1 zł. na godzinę. . (7)suma t 800 & ' w
W takim razie dla czasu normalnego T — 8,D'=d.T= 1 . 8 = 8 zł.
Zgodność liczebna wartości D' nie jest przypad-kowa, ale ogranicza się tylko do jednej chwili, miano-wicie do czasu normalnego T; natomiast dla innychwartości t, mniejszych lub większych od T, wartośćdodatków czasowych zmienia się proporcjonalnie doczasu t.
Wobec tego linja AG przedstawia przebieg kosz-tów, a rzędne zawarte między poziomą A a linją A Oprzedstawiają odnośne wartości zmiennych kosztów Ddla różnych czasów rzeczywiście zużytych t. Rzędnezaś całkowite, mierzone od osi X do linji A C, podająodrazu koszt własny produkcji dla n sztuk danego wy-robu w czasie t.
t =s
D' — 2 . »/a . 8 = 8 zł.
8, i f = 1 2 z ł .6, K = 10 „
» t - 4, K= 8 „Gdyby zaś, przy opieszałej robocie, t było większe
od T, np. t = 12, to jK'— 16. (Liczby te nie zawierająjeszcze kosztu materjałów).
Wykres pokazuje w sposób dokładny zmiennośćkosztów produkcji w zależności od czasu wytwarzania',którego skrócenie przynosi niezaprzeczoną korzyść za-kładowi i spożywcy. Łatwo wykazać, że równocześniei robotnik osiągnął realną korzyść, gdyż najważniejszadla niego rzecz, mianowicie zarobek na godzinę zajęciaz = P/t = Alt, rośnie przy skracaniu okresu t w tem-pie jednostajnie przyśpieszonem według hyperboli (z).
Prosty ten wykres daje wierny obraz zmiennościczęściowych kosztów własnych przy zmianie tempapracy, które może być następstwem większej gorliwo-

PRZEGLĄD TECHNICZNY 61
ści i zręczności pracującego, albo też lepszego urzą-dzenia i przygotowania roboty przez zarząd pracowni.Uzupełnić go jeszcze można dodaniem paska oznacza-jącego koszt materiałów, zużytych na powyższą ilość nwyrobów (wykres 7, p. niżej).
Jedno tylko zastrzeżenie trzeba tu dodać, że wy-kresy od 1 do 7 włącznie podają tylko określone jużkoszty wytworzenia n sztuk wyrobu w dowolnym zre-sztą czasie t. Jeżeli więc robota ukończoną będziew czasie mniejszym niż T, to nie można już przejśćz powrotem do czasu T i sądzić, że w takim razie wy-rysowana tam rzędna (A -j- D') poda całkowite kosztyw czasie T. Wtedy bowiem wzrośnie ilość wyrobówna x, oraz koszt płacy akordowej w stosunku x/n, pod-czas gdy koszt dodatkowy D' pozostanie niezmieniony.
Na wykresie 7 podano graficznie zwiększenie siękosztów własnych dla takiego założenia.!j
Wykres można uzupełnić dla różnych stopnikosztów dodatkowych, np. dla d = l(r 1, 2, 3, .... zł/h,rysując proste promieniowo się rozchodzące z punktu A(wykres 2). Na rzędnej wykreślonej w miejscu £ — 6dostaniemy wtedy szereg punktów, odnoszących się dopew"nej kwoty akorkowej, lub premjowej, i do różnychstopni kosztów dodatkowych.
Wykresy 2 do 4 podają osobno przebieg linjikosztów przy różnych systemach płac. Rys. 3 odnosisię do płacy premjowej (Halsey'a), z czynnikiem pre-mjowyrn m = 1 / 2 ; wykres 4—do płacy czysto czasowej cza godzinę.
Wielkość rzędnej D' dla czasu normalnego T jestna tych wykresach ta sama, linje zaś kosztów K mająkierunki bardziej strome niż na rys. 1 i 2, co oznacza,że przy systemie premjowym opadają koszty własneprędzej niż przy akordowym; najprędzej zaś przy spo-sobie czysto czasowym, gdzie jak widać, teoretyczniemożliwem byłoby obniżenie K aż do zera, podczas gdyprzy sposobie akordowym najniższą wartość kosztuwłasnego oznacza kwota A płacy akordowej.
Wspomniałem już o tem w innej pracy, że akordjest sposobem wynagrodzenia mniej korzystnym dlazakładu, niż dla robotników, chociaż go związki robot-nicze prawie wszędzie zwalczały.
Wykres 4 rozwiązuje także w sposób zupełny za-gadkę kilku fabryk amerykańskich, np. Forda, w któ-rych używa się przeważnie tylko płacy czasowej, bezpremji i akordu, uzyskując mimo to wydatną i taniąprodukcję. Jestto możliwem, jeżeli tylko jakimkolwiekskutecznym sposobem potrafi się utrzymać szybkietempo pracy, gdyż wtedy nietylko płaca czasowa (c t)jest niską, ale i kwota dodatków D = dt.
Stan taki łatwo osiągnąć tam, gdzie o szybkościprodukcji i jej wydajności rozstrzyga właściwie nie ro-botnik, lecz maszyna. Np. tokarka samoczynna pra-cować będzie trwale z pewną, z góry naznaczoną pręd-kością; pociąg towarowy zaopatrzony w dobre hamulcei silną lokomotywę może poruszać się dwa razy takprędko, jak inny, mniej dobrze wyposażony, posia-dający, jednak taki sam zastęp służby kolejo-wej; zestawianie samojazdów w wielkich fabrykach,w których materjały przeznaczone do składania (mon-towania) przesuwa się mechanicznie zapomocą taśmprzenoszących przed szeregiem robotników, którzy mu-szą wykonywać swe zadania z prędkością dostosowanądo szybkości transportu.
Wykres 5 zawiera porównawcze zestawienie linjikosztów własnych, oznaczonych kolejno przez 1 dlaakordu, 2 dla premji i 3 dla wynagrodzenia czasowego,
przy uproszczonem założeniu, że czas podstawowy bę-dzie równy dla wszystkich rodzajów płac. W praktycebowiem rzecz przedstawia się inaczej, gdyż czas pre-mjowy T' obiera się zwykle nieco większy niż akordo-wy T, jak to wykazałem w pracy „Akord czasowy i sy-stemy premjowe" („Cz.Techn." 1923). Podobnie też czaspodstawowy dla roboty wykonywanej przy zwykłejpłacy czasowej, w braku innego czynnika, nadającegojej właściwe tempo, wypada większy od normy T.
T=1OO-Rys. 2, 3, 4 i 5.
Linja pozioma 4 oznacza wreszcie położenie linjikosztów przy dawniejszym i wadliwym sposobie licze-nia dodatków jako odsetków do płacy akordowej. Li-nja zaś 4 na rys. 3 byłaby linją kosztów przy takim' sa-mym sposobie doliczania ale do płacy premjowej, wyka-zując mniejszy jliż błąd, niż przy sposobie akordowym.
Dawny sposób doliczania, zastosowany do płacyczysto czasowej, daje jednak ten sam wynik co nowysposób, ponieważ tu sama płaca zmienia się też pro-porcjonalnie do czasu t.
Wykres 6 podaje przebieg linji kosztów dla wy-nagrodzenia premjowego, z przedłużonym czasem pod-stawowym T' (z przedpremją), który podałem w refe-racie „Akard czasowy i systemy premjowe". Jeżeli wy-płata premji odbywać się będzie tylko dla okresówmniejszych od T, wtedy przy czasie T nastąpi w wyna-grodzeniu skok, podobnie jak przy sposobie różnico-wym Taylora, (linja A i A') albo Gantta.
Przy płacy premjowej ze skokiem, ma robotnikprzed sobą wyraźnie określone zadanie czasowe, co goodrazu zachęca do należytej roboty. Płaca będzie oczy-wiście nieco wyższą, niż przy zwykłym sposobie pre-mjowym, ale skuteczność podniety do prawidłowejprędkości pracy jest tu lepiej zawarowana, niż przyakordzie, lub systemie Halseya.

62 PRZEGLĄD TECHNICZNY. 1925
5. Całkowity koszt wytwarzania {F).Dotychczas opuszczano koszt materjałów, jako
wielkość nie dającą się ogólnie określić i niezależną odplac roboczych i dodatków. Ponieważ jednak całko-
6V
A
T r-
mach płac i.różnych okresach roboczych t (dla n wyro-bów), oraz odpowiadających tym czasom sprawno-ściom s podaję przy końcu rozdziału 9 małą tabelę.
Uwaga. Na początku tego rozdziału zaznaczono,że wykies 7 ważny jest tylko dla dowolnej zresztą licz-by n wyrobów, wykonanych w czasie t. Jeżeliby liczbagodzin t wypadła mniejsza niż 8 godzin, a zarząd za-kładu chciał obliczyć, wiele go kosztować będzie pro-dukcja dzienna tego samego wyrobu przy danej pręd-kości roboty, to może wyznaczyć koszt 1 dnia, mnożącK przez stosunek (x/n). Na rys. 7 podałem nadto pro-sty sposób w y k r e ś l n e g o w y z n a c z a n i a wzrostukosztów dziennych. Po wrysowaniu rzędnej dla ł, pro-wadzi się proste Bf i Bg, a kreskowane przedłużeniarzędnej F' podają przyrosty kosztów pracy i materjałów.
Wedle podanych tu wskazówek można przy uży-ciu dat księgowych i statystycznych z dawniejszychokresów wytwórczych każdego oddziału wyznaczyćprawa zmienności kosztów własnych z dokładnością,wystarczająca do celów przemysłowych, a nawet doujęcia algebraicznego. Wobec tego podam-szereg pro-stych wzorów do obliczania wartości K i F dla różnychsystemów i warunków, poczem uzupełnić je będziemożna wyrażeniem ważnych i zajmujących zależności,jakie istnieją między czasem roboczym, ilością wyrobów,czyli produkcją zakładu, a sprawnością i wydajnością.
Wyrazów przytoczonych w ostatniem zdaniu uży-wa się obecnie często przy omawianiu najważniejszychspraw gospodarczych; mimo to znaczenie ich nie jestdotąd tak dokładnie określone, a pojęcia ich tak odsiebie odgraniczone, aby się nadawały do ujęcia mate-
15
Rys. 6.
wity koszt fabrykacji F obejmuje także wydatek namaterjał, a związek między kosztem materjałówM=n m'a czasem roboczym jest bardzo prosty, więc można roz-ważanie nasze i na ten składnik rozszerzyć (wykres 7).
Podobnie jak przy układaniu poprzednich wykre-sów, zaznaczyć trzeba z góry, że narysujemy wykrescałkowitych kosztów fabrykacji F = M-\-B-\- d. t,z wyłączeniem wydatków handlowych na zbyt, dla wy-konania n wyrobów (sztuk, kg i t. p.) w dowolnymzresztą czasie roboczym t. Ograniczenie to oznacza,że w razie zmiany raz przyjętej liczby n na inną, trzebabyłoby wykres uzupełnić. Mając już ustalone linje in-nych części składowych, zastanowić się trzeba nad wy-kreślnem przedstawieniem wielkości (n m'), w której ni'oznacza koszt materjału na jednostkę wyrobu; jeżeliliczba sztuk będzie stałą, to i koszt M będzie miał stałąwartość dla jakiegokolwiek czasu £. Rysujemy więc linjępoziomą w odstępie proporcjonalnym do M a ponadnią znany już wykres dla akordu lub premji z kosztamidodatkowemi. Górna linja ogranicza rzędne propor-cjonalne do kosztów fabrykacji F. Przebieg jej jestpodobny do przebiegu linji K, tylko położenie linji Fjest przesunięte do góry o wielkość n m'. Jeżeli kosztM będzie stosunkowo znaczny, w takim razie zmniej-tzenie się F wraz z czasem t będzie procentowo słab-sze, aniżeli przy niskich wartościach M.
Jeżeli na rysunku podzielimy K' i odcinek na T100części, to odczytywać możemy każdoczesne wartości t i Kw o d s e t k a c h, cojest dogodnem do celów praktycznych.
Dla porównania kosztów .F przy różnych syste-
i (dawny sposób)
0 czas tRys. 7.
matycznego, względnie geometrycznego, oraz do roz-ważań słownych, mających pewną wartość.
Dlatego muszę się tu zająć wyjaśnieniem znacze-nia i zakresu wyrazów: produkcja, wytwórczość, spraw-ność i wydajność. (d. c. n.).

JMŁ 4 PRZEGLĄD TECHNICZNY 63
Przemysł Polski i Technika w r. 1924.
Budownictwo w roku 1924.Budownictwo w roku ubiegłym przechodziło
w dalszym ciągu kryzys bardzo ciężki, którego uciskuczuwają również inne dziedziny gospodarcze. U pod-stawy kryzysu leży wielki brak wolnej gotówki, zebra-nej w większe skupienia w postaci kapitału, i stąd po-chodząca niesłychana drożyzna kredytu.
W tych warunkach wszelka kalkulacja inwestycjibudowlanej, która z konieczności opiera się na kredy-cie długoterminowym, wykazuje absurdalność tej in-westycji ze stanowiska interesu posiadacza gotówki,rozporządzającego dowolną ilością krótkoterminowych,beztroskich i lukratywnych lokat.
Ten stan rzeczy akcentuje się szczególnie gdychodzi o budownictwo mieszkalne, stosunkowo koszto-wne w naszym klimacie i przy naszych szczególnychupodobaniach, a opierające swą dochodowość na ko-mornem, którego wysokość posiada określone granice;mniej nieco uciska budownictwo przemysłowe jako za-sadniczo tańsze i opierające swą dochodowość na pro-dukcji, mogącej w pewnych warunkach ponosić większeciężary. Drożyzna kredytu jest jednak tak wielka, żenie dopuszcza zdrowego rozwoju ani jednej ani drugiejdziedziny budownictwa.
Jedynym niemal kapitalistą inwestującym w bu-dowie był Skarb Państwa, pokrywający za pośrednic-twem poszczególnych ministerstw potrzeby budowlane,wynikające z rządzenia państwem i z konieczności obro-ny; w mniejszym bez porównania stopniu zaznaczyłysię w tych inwestycjach samorządy, budownictwo zaśza kapitały prywatne wyraziło się prawie wyłączniew budowie drobnych objektów mieszkalnych na własnepotrzeby na prowincji, dowodząc że czasem życie bywamocniejsze od kalkulacji. W budownictwie prywatnemjest do zaznaczenia charakterystyczny fakt, że ustabili-zowanie waluty zniweczyło nagle dochodowość wszel-kich interesów opartych na dewaluacji, t. zw. „interesówdolarowych", i przeto równie nagle od połowy rokuubiegłego zaczynają szybko zamierać, z powodu brakuśrodków, budowy w których takie interesy lokowałyswoje miljardowe zyski. Szereg budynków mieszkal-nych i fabrycznych z tego okresu stoi w stanie niedo-kończonym lub zaledwie zaczętym, świadcząc o niezdro-wych zasadach, na jakich były finansowo oparte.
W programie państwowym budownictwo miesz-kalne w roku ubiegłym zajmowało bardzo skromne miej-sce. Pomoc kredytowa, okazywana w dwuch latach po-przednich spółdzielniom mieszkaniowym, w roku ubie-głym została prawie całkowicie zaniechana, co powstrzy-mało rozwój budownictwa spółdzielczego. W połowieroku atoli zostały asygnowane większe sumy celem po-budowania mieszkań dla urzędników w województwachwschodnich, co zostało energicznie puszczone w ruchprzez specjalnego delegata rządu.
Znacznie lepiej stoi sprawa państwowego budo-wnictwa fabrycznego, przeważnie dotyczącego wytwórnizwiązanych z obroną Państwa a poczęści kolejnictwa.W tej dziedzinie rząd może się poszczycić powstaniemszeregu kompleksów fabrycznych o wielkim rozmachui pierwszorzędnej doniosłości gospodarczej.
Budownictwo drogowe rozwijało się. w roku ubie-głym w nikłych rozmiarach. W roku tym jednak rządprzeszedł na system koncesyjny w budowie dróg żelaz-nych i szereg koncesji już udzielono. Ściągnięto do krajukapitały zagraniczne i prawdopodobnie w niedalekiejprzyszłości system koncesyjny wykaże pewne wynikidodatnie.
W budowie dróg bitych, posiadających tak wielkądoniosłość gospodarczą w naszych czasach rozwojuautomobilizmu, gdy po szosie prócz koni żywych uwi-jają się miljony koni mechanicznych, nic prawie niezrobiono. Ani rząd, ani samorządy nie mogą poszczy-cić się narazie pokaźniejszym dorobkiem w dziedzinietych inwestycji. Wydaje się że sprawa dróg bitychi jej doniosłość nie znalazła jeszcze należytego zrozu-mienia ani w sferach rządowych, ani w sferach prawo-dawczych.
Prof. W. Paszkoioski.
Elektryfikacja i gospodarka elektrycznaw roku 1924.
Przesilenie gospodarcze w r. 1924 musiało, z na-tury rzeczy, odbić się niekorzystnie i na gospodarceelektrycznej, związanej wielokrotnemi węzłami z róż-nemi dziedzinami naszego życia gospodarczego.
Pomimo to, rozpęd nabyty w latach poprzednichzaznaczył się i w roku bieżącym szeregiem objawówożywionego ruchu elektryfikacyjnego.
W dniu 17 czerwca zostało podpisane uprawnieniena Elektrownię okręgową w Pruszkowie. Fakt ten po-siada tem donioślejsze znaczenie, że jest to pierwszeuprawnienie wydane przez Ministerstwo Robót Publicz-nych na mocy Ustawy Elektrycznej. W historji elek-tryfikacji Polski dzień ten otwiera nowy okres: realiza-cji postulatów Ustawy Elektrycznej w myśl racjonal-nych potrzeb rozwojowych gospodarki elektrycznej,przy faktycznem ujęciu kontroli nad tą gospodarkąw ręce Państwa.
Prowadzone od lat kilku studja i prace nad elek-tryfikacją Borysławskiego Zagłębia naftowego dopro-wadziły w roku bieżącym do ujęcia tej sprawy w kon-strukcję prawną przez nadanie uprawnienia Podkarpac-kiemu Towarzystwu Elektrycznemu, które przyjęło nasiebie obowiązek zaopatrzenia w energję ,elektrycznąściślejszego terenu naftowego.
Technicznie sprawa przedstawia się w ten sposób,że będąca własnością Podkarpackiego TowarzystwaElektrycznego rozdzielcza sieć, jednolita na obszarzekoncesyjnym, służyć będzie do rozdziału energji po-między jej odbiorców, a jednocześnie może energjęotrzymywać naogół z kilku elektrowni. Obecnie siećta jest zasilana ze znajdującej się na terenie naftowymelektrowni „Premier", która jest w posiadaniu upraw-nienia na zawodowy zbyt wytwarzanej gazem ziemnymenergji elektrycznej.
Gospodarcze znaczenie elektryfikacji Zagłębianaftowego w ujęciu uprawnienia polega nietylko ńa

64 PRZEGLĄD TECHNICZNY^ 1925
tera, że elektryfikacja w Zagłębiu ma być środkiem ra-dykalnym do racjonalizacji zaniedbanej od lat gospo-darki energetycznej, że przysporzy znaczne oszczęd-ności na ropie i gazie ziemnym, lecz że się ma przy-czynić wybitnie do rozwoju przemysłu naftowegowogóle a w szczególności do rozwoju kopalnictwanaftowego.
Spółka Akcyjna „Sieci Elektryczne", realizującamyśl przesyłania energji wyprodukowanej w Zagłębiuwęglowem do położonych na północ od niego okręgówprzemysłowych, również uzyskała w roku bieżącym od-powiednie uprawnienie i przystąpiła do budowy prze-wodu dalekonośnego Sosnowiec-Częstochowa.
W liczbie prac rozpoczętych w tym roku przezWydział Elektryczny Ministerstwa Robót Publicznychniewątpliwie miejsce naczelne zajmuje elektryfikacjaPolskiego Zagłębia węglowego. Zagłębie węglowew ogólnym układzie państwowej gospodarki elektrycz-nej przedstawia zjawisko odrębne, które charakteryzujesię głównie wielką intensywnością zużycia energjiw porównaniu z innemi obszarami Państwa, jak rów-nież wysoką produkcją energji elektrycznej, wynoszącąokoło 80$ całkowitej produkcji na ziemiach Polski.
Do współpracy z Ministerstwem Robót Publicz-nych w tej sprawie powołana została Komisja Elektry-fikacji Zagłębia węglowego w Sosnowcu. Najbliższyprogram prac tych obejmuje sporządzenie generalnegoprojektu wyzyskania odpadkowych gatunków węgliw Zagłębiu, w celu produkcji energji elektrycznej.W związku z tym projektem jest zagadnienie udosko-nalenia produkcji energji elektrycznej przez osiągnięciewspółpracy istniejących na terenie Zagłębia węglowegoznaczniejszych zakładów elektrycznych na sieć wspól-ną, któraby jednocześnie posłużyła do zasilania prze-wodów dalekonośnych, przeznaczonych do transporto-wania energji w głąb kraju.
Z niewątpliwą korzyścią dla przyszłości naszej go-spodarki elektrycznej, nawiązano ścisły kontakt z mię-dzynarodowemi instytucjami fachowemi za pośredni-ctwem nowoutworzonych narodowych komitetów: Ener-getycznego, oraz Elektrotechnicznego.
Istniejący przy Państwowej Radzie ElektrycznejMinisterstwa Robót Publicznych Polski Komitet Ener-getyczny zorganizował udział Polski w Pierwszej Świa-towej Konferencji Energetycznej 'w Londynie, przezopracowanie odpowiedniego referatu na Konferencjęoraz wysłanie delegacji. Dalsza współpraca ma pole-gać na tem, że Komitet weźmie udział w wydawnictwieenergetycznego czasopisma, mającego wychodzić odnowego roku w Londynie, przyczem za pośrednictwemKomitetu Polska ma przystąpić w najbliższym czasiedo znajdującego się w stadjum organizacji Międzyna-rodowego Biura Energetycznego w Londynie.
Polski Komitet Elektrotechniczny, utworzony napodstawie porozumienia polskich zrzeszeń i instytucjielektrotechnicznych, współpracuje na terenie międzynarodowym z Elektrotechniczną Komisją Międzynarodo-wą (C. E. I.).
W dziedzinie obrotu publicznego energją elek-tryczną, dokonane zostały przez Główny Urząd Miarpoważne prace przygotowawcze, zmierzające do upo-rządkowania nieuregulowanych dotąd stosunków w go-spodarce liczników.
Charakterystyczną oznaką czasu jest, że koope-racja z innych dziedzin życia gospodarczego zdrowąmyślą przenikać zaczyna i do elektryfikacji, zapowia-dając budowę niewielkich elektrowni lub stacji trans-
formatorowych w podmiejskich letniskach oraz mia-steczkach. Spodziewać się należy, że spółdzielczość,powołując do pracy nad elektryfikacją obywatela kon-sumenta, wprowadzi do naszych organizacji elektro-technicznych pożądany nowy czynnik, który w innychkrajach już dawno pracuje z wielkim pożytkiem dladobra ogólnego.
Uzdrowienie waluty polskiej stworzyło nowe wa-runki w dziedzinie pracy kapitału na ziemiach Polski,eliminując z dotychczasowej praktyki zgubną w swoichskutkach dla kraju działalność spekulacyjną. Kapitałpoczyna obecnie coraz częściej czynić poszukiwaniastałej i pewnej lokaty, opartej chociażby na niewygó-rowanych zbytnio zyskach.
Moment polityczny w związku z postępami i kon-solidacją twórczej pracy w dziedzinie organizacji Pań-stwa wpłynął w silnym stopniu na zainteresowanie Pol-ską kapitału obcego. Miejmy nadzieję, że objaw tenjest początkiem żywszego ruchu, którego spodziewaćsię należy w niedalekiej przyszłości również i w dzie-dzinie elektryfikacji.
Nowe warunki pracy stworzyły jednak i szereg;trudności, które najdotkliwiej odczuł nasz młody wy-twórczy przemysł elektrotechniczny. Przed wojną pra-wie nieistniejący, zdołał w ciągu lat kilku niepodle-głego bytu państwowego zdobyć szereg ważnych pla-cówek dla krajowej produkcji elektrotechnicznej. Niemiał jednak dość czasu, by nabrać sił po przebyciuchorób dziecinnych, gdy konieczność zmusiła go sta-nąć do walki z przemożnym, dobrze zorganizowanymobcym przemysłem elektrotechnicznym.
Z ustaleniem stosunków walutowych, rozpocząłsię wreszcie dla gospodarki elektrycznej tak po-żądany okres pracy unormowanej, z możliwością sto-sowania normalnej kalkulacji kupieckiej. Rzut okawstecz na kilka lat okresu inflacyjnego wskazuje do-bitnie na jedno, co już obecnie z całą pewnością stwier-dzić można, że elektrownie polskie nie miały odpowie-dnich warunków do wyzyskania spadku marki polskiejw celu pomnożenia swego stanu posiadania, przynaj-mniej nie uczyniły tego w tej mierze, co np. zdołanozrobić zagranicą, szczególniej w Bawarji. Istotnie, po-za najniezbędniejszemi rozszerzeniami dotychczaso-wych urządzeń, ukończono od wielu lat już będącew budowie wytwórnie, których wielkość jednak nie jestw żadnym stosunku do istotnych potrzeb elektryfikacji.
Wydaje się wszystko przepowiadać, że nasza go-spodarka elektrowniana stoi wobec konieczności po-większenia obecnego stanu posiadania swoich siłowni..Niebawem też trzeba bądzie stanąć w obliczu pilnejpotrzeby powołania do życia nowych wytwórni energjielektrycznej i właśnie w roku bieżącym rozpoczyna sięokres, w którym trzeba będzie odrobić to, czego nie by-liśmy w stanie dotąd wykonać. Zadanie to jest temtrudniejsze, że w myśl ogólnej potrzeby uzdrowienianaszego przemysłu, wzmożenia jego zdolności konku-rencyjnej, jednocześnie rozważyć przyjdzie środki, ja-kiemi rozporządzać będzie gospodarka elektrownianaw celu wydatnego obniżenia taryf na energję elektrycz-ną, dostarczaną wytwórniom przemysłowym. Przycho-dzi tu więc na porządek dzienny nowe poważne zaga-dnienie: z rozszerzeniem wytwórni połączyć rekon-strukcję, odnowienie techniczne, podniesienie do no-woczesnego stanu techniki, udoskonalenie metod pro-dukcji.
Miejmy nadzieję, że miarodajne sfery kierowniczezdają sobie sprawę z tej roli, jaką elektryfikacja winna

JMs 4 PRZEGLĄD TECHNICZNY 65
odegrać w Polsze w obniżeniu kosztów produkcji prze-mysłowej.
Jeżeli sądzić można o przyszłym ruchu w dzie-dzinie elektryfikacji ze znacznej rozpiętości, jaka istnie-je pomiędzy potencjalną wartością zapotrzebowania,a obecną konsumpcją energji elektrycznej, to spodzie-wać się należy, iż ruch ten będzie miał charakter ży-wiołowy.
Zadanie stniejącej na ziemiach Polski twórczejinicjatywy elektrotechnicznej, która już niejednokrotniewykazała swoje głębokie zrozumienie dla państwowychpotrzeb gospodarczych, będzie polegało na ujęciu i skie-rowaniu tego ruchu na takie tory, aby udział elektryfi-kacji w pomnożeniu sił żywotnych naszego młodegoorganizmu państwowego był jaknajdonioślejszy.
W. Bosental, inś.
PRZEGLĄD PISM TECHNICZNYCH.
NORMALIZACJA.Normalizacja w Niemczech1).
Zagadnienia normalizacji wytworów przemysło-wych, postępy prac normalizacyjnych w Niemczech orazich znaczenie w technice, zostały omówione w referacie,złożonym przez dr. inż. Neuhaus'a na Świat. KonferencjiEnergietycznej w r. ub.
Prace omawiane rozpoczęto w Niemczech w r. 1917w dziedzinie budowy maszyn, jednak wkrótce zakres ichtak ogromnie się rozszerzył, że objęły one całokształt wy-twórczości. Inicjatorami były ważniejsze przedsiębior-stwa przemysłowe, które przyciągnęły do prac siły nau-kowe i instytucje techniczne, jednocząc je w N. D. I.—Komitecie Normalizacyjnym. Niektóre z prac tego Komi-tetu przechodzą do wydziału badań tejże organizacji,wpierw nim zostaną podane do wiadomości w prasietechnicznej do wyjaśnienia czy niema sprzeciwów, poczemuzupełnione, lub ewent, zmienione, posyłane są do osta-tecznego zatwierdzenia. Wykaz tych ostatnich ogłaszanyjest co kwartał.
Normy niemieckie dzielą się na 3 kategorje: normyzasadnicze, normy wymiarowe i normy materjałowe. Dopierwszych należą te, które znajdują zastosowania wewszystkich dziedzinach techniki. Wchodzą tu przede-wszystkiem normy gwintów. Ze względu na duże roz-powszechnienie w budowie maszyn gwintu Whitwbrtha,przyjęto go w Niemczech, jako normalny do wszelkichumocowań, wedł. Report on British Standard Whitw.Screw Threads, 1919, Ten sam gwint przyjęto w Szwecji,Szwajcarji, Holandji, na Węgrzech, w Austrji i we Wło-szech, nadając mu przez to charakter międzynarodowy.Równolegle przyjęto gwint międzynarodowy (wedł.kongr. Zurychskiego 1898), zaś do małych średnic (me-chanika precyzyjna) zastosowano gwint LOwenherza,lecz o kącie 60°. Zaczynając od 4 cali średnicy, skokw znormalizowanym gwincie pozostaje stały (6 mm), nie-zależnie od średnicy. Gwint międzynarodowy (Syst. In--fcern., 1898), przyjęły nast. kraje: Francja, Szwajcarja,Austrja, Węgry, Holandja, Szwecja i Włochy. Do śre-dnicy 10 mm (ok. 3/s") cały przemysł niemiecki sto-suje gwint S. 1. (metryczny), jako dający dogodniejszystosunek skoku do średnicy i mniejsze rozluźnianie złą-czeń. Również ponad 2" średnicy stosuje się system S. I.,tak że dla Whitwortha pozostaje stosunkowo mały za-kres, lecz najczęściej stosowanych wymiarów. Zresztąi w tym zakresie przemysł samochodowy i obrabiarkowywprowadził system S. I. a i inne dziedziny wytwórczościskłaniają się ku systemowi metrycznemu.
Drugą normę zasadniczą stanowią p a s o w a n i aczyli system luzów i dolegań2). Przed normalizacją istniaływ Niemczech 2 układy: system stałego otworu i systemstałego wału. Pomimo dążenia do ujednostajnienia tychsystemów, okazało się że każdy z nich daje w pewnychdziedzinach wytwórczości tak duże korzyści, że wprowa-dzenie innego wywołałoby ogromne trudności. Zasadni-czą zmianą wprowadzoną przez normalizację jest ustale-nie linji zerowej, która zamiast środkowej jest przyjętajako: dolna granica tolerancji w syst. stałego otworu orazg ó r n a •— w ukł. stałego wału. To samo położenie linjizerowej przyjęła Ameryka, Australja, Holandja i Szwecja.
Przed normalizacja
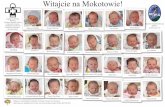
Formaty
Xpapieru
Po normalizacji
') V.DI., 1924, }* 41. Str. 1065-1070.') Ob P T 1923, str. 100-102.
Rys. 1. Ujednostajnienie formatów papieru.
Stopniowanie pasowań odbywa się, jak wiadomo, w 4-ehstopniach, wyrażonych w jednostkach pasowania
3 \
f'j) : zgrubne, gładkie, dokładne i precyzyjne,które z kolei dzielą się znów na dalsze stopnie.
Temperaturę pomiaru przyjętą w Niemczech(20° C), zastosowano w Szwajcarji, Holandji, Austrjii Szwecji.
Dalszą normę zasadniczą stanowi znormalizowanyformat papieru, który miał na celu ujednostajnienie róż-norodności stosowanych dotąd wymiarów, jak to obra-zuje rys. 1. Podstawę normalizacji stanowi stosunek bo-ków arkusza 1;V 2, oraz powierzchni (Ao) arkusza 1 ni2,skąd 1li ark. posiada wymiary 210X297. Normę tę przy-jęło ok. 50 czasopism głównych w Niemczech oraz Szwaj-carja, Austrja, Węgry i Czechosłowacja, mają zaśwprowadzić ją w Szwecji i w Holemdji. Prócz rzędu Aistnieją jeszcze 3 inne rzędy formatów, jako listowe, kart-kowe i t. p. Wreszcie zasługują na uwagę \\ o f b y nor-

66 PRZEGLĄD TECHNICZNY 1925
Przekroje wpustów (klinów)
307 przekr. przed normalizacją
37*12 przakr. po normalizacji
1
stosowane przed normalizacjąnormalne z poiród slosow. przedtem
niestosowanespecjalne do pomp i dmuchaw wirnikowych
do obrabiarekdo narzędzi
Ilość przekrojów przed normalizacją
IloSć przekrojów po normalizacji
Rys. 2. Zmniejszenie ilości wymiarów wpustów po znormalizowaniu.
Średnice wal ów pędnych
Przed normalizacja 29 średnic
[w]
1 40* 1• 1 4 1 * |
1 50» 1j 55* 11 60* |1 65* j
r 7 ^ i ro normalizacji W średnic
80*
35*
90*
S5*
100*
105*110*115*
120*
I25<t130*140 »
/J0»ISO*
170*180*190*200 »
I2S*I\io*\
1 3 W 1| 40* j
1 «• 1| 50* |
1 •55* 1| BO* \
70*
BO*
90*
100*
110*
125*
ńo*ISO*
180*
200*
Rys. 3. Wpływ normalizacji na zmniejszenie ilości wymiarów; średnic wałów pędnych.
m a ł i z a c y j n e , dające możność jednostajnego stopnio-wania wszelkich norm wymiarowych (ilości obrotów,stopniowania prężności i t. p.)
Zasadniczą normą dla narzędzi jest s tożekuch wy to wy wierteł, frezów i t. p.
Wśród norm w y m i a r o w y c h wymienić trzebajako najważniejsze: normy śrub (ujęte w 150 arkuszachnormalizacyjnych) i otworów kluczy, które przyjęto wg.wzorów amerykańskich w okrągłych mm (tak samo wHo-landji, Szwajcarji, Austrji i Szwecji). Dalej —nity, pa-newki łożyskowe, pierścienie smarujące, koła zębate,kółka ręczne, korbki, rękojeście, liny stalowe i t. d.W dziedzinie łożysk k u l k o w y c h osiągnięto porozu-mienie międzynarodowe między Ameryką, Szwecją, Niem-cami, czyli głównymi wytwórcami tych przedmiotów. Na-razie opracowano projekty norm łożysk poprzecznych dlaśrednic wałów od 4 do 460 mm, w Niemczech zaś jużprzyjęto wymiary do 110 mm. Dalej ogłoszono w r. b.normy dla łożysk storcowych.
Następnie ujęto w system normalizacyjny rurocią-gi i ich osprzęt, średnice kół rozstawienia śrub w kołnierzach rur (zatrzymano się na normach z r. 188'2 i 1900,z niewielkiemi zmianami oraz przyjęto ilość śrub jakowielokrotną 4 dla możności stosowania wiertarek 4-wrze-cionowych), osprzęt do przewodów gazowych, parowych,wodnych, grzejnych i in. W dziale transmisji znormali-zowano średnice wałów, sprzęgła, łożyska i in. częścipędne. Jaki wpływ wywołała normalizacja wałów zwią-zana z budową łożysk (modele) i ich części, uwidoczniarys. 3 (zmniejszenie ilości wymiarów z 29 do 18).
Wreszcie prace normalizacyjne objęły w Niemczech:spawanie, pożarnictwo, budowę dźwigów, kinot.p.oanikę

W° 4 PRZEGLĄD TECHNICZNY 67
oraz prace Zw. Wytwórców Narzędzi (gwinty wrzeciontokarskich, zamocowania frezów i in.)
Co się tyczy budownictwa, to tu znormalizowanowymiary cegieł, belek drewnianych, okien, drzwi, scho-dów, urządzeń kanalizacyjnych, robót ulicznych, budowlimostowych i ustrojów żelaznych, kolejek polowych i in.
W dziale elektrotechniki wydano normy stopnio-wania napięć i natężeń prądu, gwintów Edisona, mater-jałów izolacyjnych, maszyn elektr. i transformatorów,liczników, armatury, kabli i t. p.
Wreszcie prowadzi się prace w dziedzinie automo-bilizmu, kolejnictwa (parowozy i wagony), górnictwai maszyn rolniczych.
Trzecia g r u p a — n o r m y m a t e r j a ł o w e rozpadasię na 3 działy:
1) badania materjałów, 2) żelaza i stali oraz 3)innych metali.
Dział ten nie jest w Niemczech tak daleko posunięty jak dział norm wymiarowych, ze względu na obfi-tość tam norm urzędowych oraz trudności wynikające zesprzecznych interesów wytwórców i spożywców (użytko-wników). Jednak i wtym dziale wydano już 70 przepisów.
Wogóle zaś do października r. ub. wydano ok. 740przepisów DIN, z których 213—opracowanych przez ko-misje zawodowe; ok. 6U0 projektów dalszych norm jestw opracowaniu.
POMIARY TECHNICZNE.
Nowy aparat projekcyjny do profilów l).Znana wytwórnia amerykańska Bausch & Lomb
(Rochester, N. ¥.) , odgrywająca w St. Zjedn. tę samą ro-
* : • * - .
Rys. 4. Aparat projekcyjny.
lę, co zakłady Zeissa w Niemczech, wypuściła niedawnoaparat projekcyjny, nadający się znakomicie do sprawdza-
nia płaskich profilów, jak kołe zębate, nożyki do gwintówi t. p.
Jest to przystosowanie mikroskopu projekcyjnegodo zagadnień warsztatowych. Rys. 4 zaznajamia z kon-strukcją, przyczem na bliższą uwagę zasługuje kon-strukcja suporcika oraz racjonalne umieszczenie stolika,dzięki czemu aparat łączy zalety układu pionowego i po-ziomego 2). Jest to osiągnięte zapomocą płaskiego optycz-nie lusterka z nierdzewiejącej stali, umieszczonego podkątem 45°.
ODLEWNICTWO.
Żeliwiak Schiirmani^a1).W 1922 roku spotykamy po raz pierwszy w nie-
mieckiej prasie odlewniczej opis patentu na żeliwiakSchurmann'a, w który jest wdmuchiwane gorące po-wietrze, nagrzewane gazami odlotowemi.
Schematycznie ustrój żeliwiaka Schumiann'a obra-zuje rysunek 5. Po obu stronach zwykłego żeliwiaka,dodane są dwa kanały E iF, wyłożone materjałem ognio-trwałym, które tworzą podgrzewacze powietrza. Zimnepowietrze wtłacza się zapomocą wentylatora przez zawórA do komory B, podgrzewa się w niej i przez komorę Coraz dysze D dostaje się do żeliwiaka. Przez dysze z prze-ciwległej strony wylatuje znaczna część gazów spalino-wych do komory E. połączonej tez z komorą C. Dodatko-we powietrze, dopływające z komory O do E, spala COznajdujące się w gazach spalinowych, skutkiem czego re-genator F nagrzewa się jeszcze silniej, niż przy samymtylko przepływie spalin. Gazy spalinowe, po oddaniuciepła w regeneratorach E-, wzgl. F przechodzą przez za-wór A oraz klapę G do kominai?.
Przy rozpalaniu żeliwiaka należy co 2—3 minutyzmieniać kierunek powietrza i spalin, zaś po 10—15 mi-nutach opalania, gdy ma-my przeciętną temperaturęokoło 800 do 900° G, wystar-cza zmienać kierunek co 10minut.
• Porównanie (w jedna-kowych warunkach) piecówtych ze zwykłemi żeliwia-kami wykazuje dość znacznezmniejszenie rozchodu koksu,bo o 7,5 °/0, oraz znakomitezmniejszenie zawartości Sw żeliwie, która zwykle po-woduje pogorszenie, tak me-chanicznych, jak i też odle-wniczych właściwości me-talu. Naprz. przy jednako-wym wsadzie i topieniu najednakowym koksie, metalprzetapiany w żeli wiaku zwy-kłym zawierał około 0,13°/0 S,zaś metal z żeliwiaków Schiir-manna —okołoO,085%>czyliprzeszło o 4O°/0 mniej. Poza-tem metal posiadał znaczniewyższą temperaturę — oko-ło 1450° C, co w wielkim sto-
Rys. 5.Schemat ustroju żeliwiaka.
Projector.Bausch and Lomb. Optical Company: Contour Measuring
•} POT. H. Mierzejewsjd. Mełrologja techniczna') Stahl. u. Eeisen, 1922, str. 857/8, Giesserei-Zeitung,
1923, str. 259/62 i 284; Rev. de Metali, 1923, str. 687, i Giesserei-Zeit, 1924, str. 376.

68 PRZEGLĄD TECHNICZNY 1925
pniu ułatwiało odlewanie przedmiotów o cienkich ścian-kach. Badanie składu chemicznego żużla wykazuje jednak,że zgar żelaza i manganu w tych piecach jest znaczniewiększy, aniżeli w żeliwiaku normalnym. Należy przy-puszczać, że stopień utleniania żelaza w tych piecach jest3—4-krotnie wyższy.
Zresztą i inne wady posiadają piece tego ustroju,z których najważniejszą bodaj jest w obecnem ich wyko-naniu bardzo szybkie zanieczyszczenie żużlem komórpodgrzewacza. Pozatem wywiera też wpływ na ogólnywynik nieracjonalność konstrukcji z punktu widzenia te-orji ruchu gazów w piecach metalurgicznych Twórca tejteorji, prof. Grum-Grrzymajło, w zeszycie X. R e y u e d eM e t a l l u r g i e . 1923 r., sto. 687, zastanawia się nadustrojem żeliwiaka Schurmann'a i wykazuje, jaki należa-łoby nadać kierunek gazom w podgrzewaczach, by wykonanie ich nie stało w sprzeczności ze wspomnianą teorją.
Należy przypuszczać, że po pierwszych, choć niezu-pełnie udanych próbach, zasada podgrzewania wtłacza •nego powietrza znajdzie lepsze rozwiązanie konstrukcyj-ne, tembardziej, że dane z dłuższego okresu eksploatacji,ogłoszone w ostatnich zeszytach pism odlewniczych z i\,ub. stwierdzają znaczną oszczędność na koksie,'jak ró-wnież na energji elektrycznej na każdej tonnie przetopio-nego metalu, zaś zestawienie porównawcze wykazuje, żeprzy przetapianiu jednakowego wsadu w jednym i tymsamym czasie i w jednakowych warunkach :— całkowitykoszt przetapiania wynosił na tonnę metalu w żeliwiakuzwyczajnym niem. mk. zł. 7.45, zaś w żeliwiaku Schlłr-m a n n ' a — m k . zł. 5.18.
Jednocześnie ze względu na znaczne odsiarczaniemetalu możliwe jest zastosowanie we wsadzie większejilości druzgu, w stosunku do ilości świeżej surówki.
Po wprowadzeniu pewnych ulepszeń, piece teznajdą zapewnię korzystne zastosowanie, szczególniew odlewniach o dużej wydajności.
K. 6.
BUDOWNICTWO.
Plastyczne plany zabudowania )•
Przedstawienie na planie wszelkich falistości terenunie daje dla oka niewprawnego dość przejrzystego obrazu,pomimo oznaczania warstwie i stosowania światłocienia.
Dlategoteż uciekano się do modeli gipsowych orazwarstwicowych z papier-mache, które jednak nie mogłyznaleźć szerszego zastosowania, zarówno ze względu naich znaczny koszt, jako też niedostateczną dokładność i nie •poręczność.
Monachijskiemu „Towarzystwukartografji plastycz-nej" udało się wytworzyć nadzwyczaj dokładne, do-godne, a przytem tanie (ze względu na łatwość repro-dukcji), plany plastyczne systemu Wenschow'a. Plany tewykonywane są na podstawie dokładnych zdjęć pomiaro-wych, po nadaniu papierowi takiej rozciągliwości, żemożna wyrabiać w nim z całą dokładnością (zapomocąspecjalnego aparatu), zagłębienia i wyniosłości, odpowia-dające falistości danego terenu. Z wyrobionej w ten spo-sób formy otrzymuje się, drogą mechaniczną, dowolnąliczbę odbitek (po nadaniu papierowi z płaskim szkicemrozciągliwości) bez uszkodzenia pierwowzoru.
Wynalazek ten odda niezawodnie wielkie usługiprzy nauczaniu geografji i geologji; w dziedzinie mier-nictwa i wojskowości oraz przy budowie kolei, drógi kopalń.
Dla sprawy budowli osiedli, rozwoju miast oraz przysporządzaniu planów zabudowania, wymionione wyżejplany plastyczne nabiorą, niezawodnie, specjalnego zna-czenia. Plany Wenschow'a (najlepiej w skalach 1 :10000do 1 :1000) dadzą możność natychmiastowego orjentowa-nia się w charakterze terenu, jego piękności, przydatno-ści do zabudowania, możności przeprowadzenia dróg, za-opatrzenia w wodę i t. p.
• • . . A. Dn.
Ze Stowarzyszeń TechnicznychSTOWARZYSZENIE TECHNIKÓW W WARSZAWIE.
Posiedzenie techniczne z dn. 16 stycznia r. b.Tematem zebrania, odbytego pod przewodnictwem inż. F. Bą-
kowskiego, był odczyt wygłoszony przez inż. T. Tillingera p. t :
Kanały morskie w Belgji.
Prelegent przytoczył opis kanałów belgijskich, prowadzą-cych do Brukseli oraz Bruges, podając ich profile i przedsta-wiając je na przezroczach wraz z urządzeniami przejazdów, śluzi t. p.
Na tle rozbioru tych budowli, omówił prelegent projektybudowy kanałów w Polsce i ich znaczenie, prowadząc do wniosku,iż należy intensywnie wykonywać prace przygotowawcze do urze-czywistnienia projektu kanału polskiego do Bałtyku. W dyskusjizabrali głos pp. wicemin. J. Eberhardt, inż. K. Pawłowski orazprof. W. Paszkowski.
Odczyt ten będzie ogłoszony w „Przeglądzie Technicznym"W liczbie komunikatów znalazł się list Związku Obrony
Kresów Zachodnich, z wezwaniem do stosowania języka polskiegow korespondencji handlowej z Górnym Śiąskiem i Gdańskiem.W związku z tem, zebranie postanowiło zwrócić się do BadyStowarzyszenia z prośbą o zawiadomienie o otrzymanej odezwieczłonków Stów., wraz z zaznaczeniem, iż zebrani na posiedzeniujednogłośnie przychylają się do otzymanego wezwania.
WZROST ZAINTERESOWANIA PRASĄ TECHNICZNĄW ORGANIZACJACH ZAWODOWYCH.
Stowarzyszenia techniczne polskie zaczynają od pewnegoczasu coraz bardziej interesować się naszemi czasopismami zawo-dowemi. Świadczy to o zdrowych tendencjach Stowarzyszeń, zaśz drugiej strony staje się bodźcem do rozwoju prasy techniczne,polskiej, która w ostatnich latach inflacji walczyła z ogromnemitrudnościami i dopiero teraz wkracza stopniowo na drogę po-prawy.
Dobitnym wyrazem zainteresowania prasą techniczną byłopostanowienie Stowarzyszenia Techników w Warszawie, wprowa-dzające prenumeratę „Przeglądu Technicznego" dla wszystkichswych członków. Obecnie druga organizacja zawodowa, miano-wicie Stowarzyszenie Techników w Radomiu, powzięło taką samąuchwałę i rozpoczyna zniżkową prenumeratę zbiorową naszegopisma. Niewątpliwie ruch ten znajdzie oddźwięk i w innychośrodkach organizacyjnych naszej techniki, które pójdą za przy-kładem Warszawy i Radomia.
») D- Bauztg. J4 54.
NARODOWE LABORATORJUM FIZYCZNE.W powyższym artykule, na str. 41 Nr. 3 P. T, z 21.1. b.r.
E y s . 12 jest odwrócony w druku o 180°, co niniejszemprostujemy.
WYTRZYMAŁOŚĆ NA ZMĘCZENIE PRZY WYSOKIEJCZĘSTOTLIWOŚCI NAPRĘŻEŃ.
W po wyż, artykule na str. 50 Nr. 3 P. T. z 21.1. b. r,R y S. 3 został mylnie wydrukowany. Należy go obrócić o 180°.

P. K.N.WIADOMOŚCI
POLSKIEGO KOMITETU NORMALIZACYJNEGO.A-2 4 Warszawa, dnia 28 Stycznia 1925 r. Rok 1
T R E Ś Ć : Komisja technologii chemicznej. - Norma formatu pa-pieru (z 2-ma tablicami). — Komisja mostów i ustrojów że-laznych. — Kronika,
SOMMAIRE: Commission de chimie technologiąue.. — Norma-lisation de papier. — Commission des ponts et des con-structions metalliąues. — Divers.
Polski Komitet Normalizacyjny, podając dowiadomości wszystkie projekty polskich norm oraztechnicznych warunków dostawy przed ich wnie-sieniem na plenum Komitetu, ma na celu wywołaćodpowiednią dyskusję, oraz rzeczową krytykę szer-szego ogółu osób zainteresowanych.
Biuro Komitetu prosi o nadsyłanie wszelkichsprzeciwów pod adresem: Polski Komitet Norma-lizacyjny, Ministerstwo Przemysłu i Handlu, ulicaElektoralna 2, w terminie podanym nad nagłów-kiem każdego projektu.
Artykuły, odpowiednio opracowane, będądrukowane w dziale normalizacyjnym „PrzegląduTechnicznego" (Wiadomości Polskiego KomitetuNormalizacyjnego).
Komisja Technologji Chemicznej.Podkomisja do normal. środków skażających.
Protokuł posiedzenia z dn. 27/X 1924.Obecni Pp.: inż. Leopold Buttler, inż. CłJebowski,
dyr. Witold Grabowski, inż. Józef Kączkowski, inż.Wacław Kączkowski, poseł prof. Edmund Trepka, prof.Józef Zawadzki, Włodzimierz Krzyżanowski.
Po zagajeniu posiedzenia przez przewodniczącegoKomisji technologji chemicznej, posła E. Trepkę, któryzobrazował ogólne zadaniaKomisjitechnologji chemicznejoraz Podkomisji normalizacji środków skażających, przy-stąpiono do wyborów przewodniczącego i sekretarza Pod-komisji. Na przewodniczącego powołano p. inż. J. Kacz-ko wskiego, na sekretarza—p. inż. W. Kaczkowskiego.
P. dyr, Grabowski komunikuje, że Wydział mono-polu spirytusowego opracował nowy projekt rozporządze-nia wykonawczego o obrocie spirytusem skażonym i re-feruje dotychczasowy stan prac Wydziału nad tą sprawąoraz przedstawia projekt rozporządzenia.
W dyskusji ogólnej i szczegółowej nad sposobamitak zw. ogólnego skażania spirytusu, ujętemi w powyż-szym projekcie, wyłoniły się następujące wnioski:
Składniki skażające:1) 1% s p i r y t u s u m e t y l o w e g o . Po dłuższej
dyskusji, w której proponowano zwiększenie tej ilości(Ciąg dalszy patrz str. 16).
Noima formatu papieru.Wyjaśnienia do projektu P N 3—o2.
Unormowanie formatu papieru zapoczątkował Nor-menausschuss der deutschen Industrie, wydając w sier-pniu 1922 roku normę DIN476. Zasadniczy formatzostał określony przez N D I jako arkusz o' powierzchnijednego metra kwadratowego przy stosunku boków1:^2. Oznaczając mniejszy bok arkusza przez a,większy przez b, mamy a X O, V 2 = 1 000 000, co dajea = 841 mm i & = 1189 mm.
Składając zasadniczy arkusz na pół, jeszcze raz napół i t. d., otrzymuje się formaty zasadniczego szereguA, który jest szczególnie zalecany do użycia.
Szereg B ułożył N DI zachowując powyższystosunek boków i nadając bokowi a wymiar 1000 mm.
Szereg G został utworzony jako średnia geome-tryczna między szeregami A i O, mianowicie:
a±: ac = a o • <XB, CO daje:
ac= o A
1000= 917 mm.
Wreszcie mniejszy bok szeregu D etanowi skrajnywyraz proporcji, zestawionej z długości boków w szere-gach A, G i D, w której bok szeregu A jest średnią geo-metryczną, t. j . ai>:aA = Q>A '• dc, co daje:
8412
aD = ——~- - = 7 7 1 mm.
Austrjacka Komisja Normalizacyjna (Onig) przy-jęła całkowicie i bez zastrzeżeń normy niemieckie(Ónorm A 1001) w listopadzie 1923 r.
Szwajcarja (Normalien desVereinesSchweizerischerMaschinenindustrieller) w czerwcu 1924 r. ogłosiła projektszwajcarskich norm papieru, biorąc zasadniczy układ sze-regów A, B, O i Z), przyjętych przez Niemcy i za-okrąglając nieco pierwsze wymiary szeregu A, miano-wicie 840X1188 (zamiast 841X1189) i wymiar szereguD 770 X1090 (zamiast 771X1090).
W krótkim czasie potem normy szwajcarskie przy-jęła Belgja.
Za przyjęciem norm szwajcarskich wypowiedziałasię również Czechosłowacja w marcu 1924 r.
Komisja Ogólna Polskiego Komitetu Normalizacyj-nego, mając na względzie możliwość powstania między-narodowej normy formatu papieru, przyłączyła się donorm szwajcarskich,

Termin zgłoszeń sprzeciwów: 1 maja 1925.
P o l s k i e n o r m y
F o r m a t y p a p i e r u
o.oa
E1[U
iXLra
.-.61
g,' (i.
O
Z
Eo
oco
oCL
w•aoaiN
o
N
Przykład.oznaczenia: ćwierć arkuszaszeregu A oznacza się: Format A4
Wymiary, podane w tablicy należy, uwa:żać za największe; uchybienia dopuszczalnesą tylko wdół i to. możliwie jaknajmiejsze.. . . S t o s u n e k boków arkuszy wszystkich
formatów jest,1; K2, czyli równy jest sto-sunkowi boku kwadratu do jego przekątnej.
. Podstawą szeregu A jest arkusz o po-wierzchni 1 m2, o bokach 840X1188 (ściś-lej 841 X 1 189). Formaty jednego szereguotrzymuje się przez dzielenie na połowy,ćwiartki, ósemki i t. d. największego arkusza.
, , Liczba klasy danego formatu wskazu-je, ile-razy odpowiedni arkusz poczwórnymusi być złożony, albo przecięty napół, abypowstał ten format; np. format A4 powstajeprzez czterokrotne złożenie formatu A 0 .
Długość boku arkusza w szeregu Cjest średnią geometryczną między długościa-mi bpków arkuszy w szeregach A i B; d ł u :
•gość., bokuj A jest. średnią geometrycznąmiędzy diugcściami boków szeregów C i D.
Szeregowi A należy zawsze oddawaćpierwszeństwo; tylko wtedy gdy szereg tennie odpowiada określonemu celowi, możnauciec sią do szeregu B. Dopiero na trze-cierri' miejscu mogą być brane pod uwagę'szeregi C i D. r
.,;..,. Format'A;4.(210X?97) przyjęty zosta- .je jako typowy arkusz listowy zamiast do-tychczasowych formatów, ćwiartek listowychi formatów folio. . :-: : .. "•'*•, Format •A6'(TO5X148) jest formatemkart pocztowych, i t . z w . „formatem kie-szonkowym". , , .
Klasa
0
1
2
3
4
5
6
=ormat
Nazwa
Rrkusz
poczwórny
Rrkusz
podwójny
Rrkusz
Pół
arkusza
Ćwierć
arkusza
Kartka
Pół kartki
7
8
Ćwierć•
kartki-
•
9.—
10 -1112
13
Szereg
ASzczególnie
zalecony mm
840X1188
594X840
420x594
297X420
210X297
148X210
•105X148
— ,
74X105
52X74
37X52
26X37
18X26
13X18
9X13
Szereg
Bmm
1000XHI4
1 - ; —
707X1000
500X707
-' —
353X500
:
250x353
176x250
125X176
88X125
62X88
44X62
31X44 I
22X3
15X22
11X15
Szereg
cmm
917X1297
648X917
458X648
324X458
229x324
162X229
114X162
81X114
57X81
Szereg
Dmm
770X1090
545X770
385X545
—
272X385
192X272
136X192
96X136
68X96
48X68
!
Styczeń, 1925. Wzorowana na normie niemieckiej; zgodna co do treści z normą szwajcarską.

Termin zgłaszania sprzeciwów: 1 maja I925 r.
2asDL
.a
pyr
ight
oO
«
>raj
r
siii
«
o"O)
c
aiiz
acy
Nor
rrjm
itetu
o
O)
t/loD.iC
X)
Iko
za
&
co
do
zwo
Prz
edru
k
Zastosowania formatów papieru( p a t r z P N 3 — o 2 )
W y m i a r y f o r m a t u
m m
O z n a c z e n i e f o r m a t u
R k c j e . . .
R k t a . . . . . . . .
B i l e t y w i z y t o w e . . . .
B l o k i . . - . . . . .
B r o s z u r y .
C e n n i k i . . . . .
C z a s o p i s m a
C z e k i
D r u k i w a r s z t a t o w e . . . .
D z i e n n i k i
K a l e n d a r z e
d o z r y w a n i a
b l o k i .
ścianki . . .K a l k a d o m a s z y n y . . . .
K a r t k i a d r e s o w e , . . .
K a r t k i d o k a r t o t e k . . . .
K a r t k i d o z a m ó w i e ń . . .
K a t a l o g i t e l e f o n i c z n e . . .
K o s z t o r y s y
K s i ą ż k i
K s i ę g i a d r e s o w e . . . .
K w i t y
M a p y . . . . . . . .
N a l e p k i
N o t e s y . . . . . • .
O k ó l n i k i . . . . . . .
P a p i e r h a n d l o w y . . . .
P a p i e r l i s t o w y . . . . .
P i s m a u r z ę d o w e . . . .
P l a k a t y . . . . . . .
P o c z t ó w k i
P r z e p i s y . . . . . . .. "
R a c h u n k i . . . . . . .
R e k l a m y .
R o z k ł a d y j a z d y
R y s u n k i (P- n o r - k r e ś l - technicz.)
T a b l i c e n o r m . (P- P N l-ol) .
W y k a z y k o n t c z e k o w y c h . .
Z a ś w i a d c z e n i a . , . . . .
Z a w i a d o m i e n i a
Z n a c z k i d o n a k l e j a n i a . .
840X
1188
AO
—
—
—
—
—
—
—
—
X
—21
—
X2<
;—
Szerec
594
X 84
0
A1
—
—
2<
—
—
—
—
X
• —
XX•w
—
— :
W z o r o w a n a
S t y c z e ń 1 9 2 5 .
420
X 59
4
A2
—
—
2<
X
—
• —
lxi
—
—
X
—
XVX
—
na
3 R
297
X 42
0
A3X
_ ,
X
XX
- • - •
~
—
—
~x
___
X
—
X
X
21XX
—
- • —
D
21
0X
29
7
A4XX
x'x
X
X
XXXXX
XXXXXX21X
XXXX21XX
21
X
XXX
—
N
148X
210
A5X
|x|
XXXX
XXXXXXXXXXXXXX
X X
XXxX
X
X
X
X
X
X
X
X
oo
Xo
A6
XX
XXX
!xjx
XXX
—
X
~x"X
XX
XX
Xx"XX
X
1 9 8 .
74
X1
05
A7
X
XXX
X
XX
—
X
—
X
—
-—
X21
—
X
52
X7
4
A8
X
X
21
_
—
—
—
—
—
—X
—
X
CM
Xro
A9
—
—
__
X
X
__
—
—
—
X
•
—
—
—
X
—
X
26
X3
7
A10
"x
:—
—-
—
—
—
X
X
18
X2
6
13 X
18
A11-] A12
.; .
-—-i —
|
i
X
i •
„ „ . —
— ; • ~ ~
— i _ _
—• -j —
;
— - . - - —
.. ]
1
X | X_
i
X i X
OO
Y
CD
A13
—
—
—
—
—
—
- —
—•
- : -
—
—
X
X
PN4 — ,o3.Projekt
Szereg C
Teczki do akt
Koperty 1 } . .
Skoroszyty .
22
9X
32
4
114X
324
C4JG-I
162X
229
|
CMIDy X
co
C5 C6]C7XXX
V ' Vs\ • / \
. - : ^
X X,.
') Szereg kriperL będzie ••.. izwiększony
' • • - • . • . ' • • • '
. • • . . . • •
• • • ' • . ' • • ' ; ; ' : . : ' - -
W razie Dotrzebv ilośćpodanych formatów mo-że być zwiększona lubzmniejszona.
Małe formaty wydłu-żone (do biletów kole-jowych, list, tablic it.p,):mogą być otrzymywaneprzez dzielenie szero-kości formatów H na 2,na'4 lub na 8 części.

16N WIADOMOŚCI P. K. N. 1925
Podkomisja uchwaliła przyjąć jpropozycję Wydziału,% uwagi n a trudności w otrzymaniu większych ilości spi-rytusu metylowego.
2) O,25°/0 z a s a d p i r y d y n o w y c h . Podkomisjauznała za celowe dodawanie zasad pirydynowych, zwła-szcza, że są one wytwarzane w kraju. Propozycja zwięk-szenia ilości zasad pirydynowych oraz propozycja zupeł-nego ich usunięcia — upadły.
3) 0,5°/Q o l e j ó w k e t o n o w y c h . Podkomisjapo dłuższej dyskusji uchwaliła polecić zastosowanie ole-jów ketonowych w proponowanej przez Wydział ilości.Ze względu na niemożność otrzymywania większej ilościolejów ketonowych na rynku międzynarodowym, odrzu-cono propozycję podwyższenia tej ilości. W sprawie ga-tunków olejów ketonowych. Podkomisja uchwaliła podłuższej dyskusji częściowe zatrzymanie dotychczasowychnorm dla olejów ketonowych, omówionych w liście Min.Skarbu z dń. 12 czerwca 1924 roku JSIs 4552S/D. A.UL. Wa., a to z uwagi na brak rozporządzalnej ilości ole-jów ketonowych o lepszych własnościach (dodatek dorozp. Ministra Skarbu z d. 30 czerwca 1919 r. JS|ó 45678,Dz. Urzędowy Min. Skarbu 1919, Ns 24, poz. 343 c). Pod-komisja wyraża opinję, że wywołane przez to ułatwieniedenaturacji, pożądane ze względów gospodarczych, niezwiększy zasmalania knotów, wobec nieistotnych różnicz poprzednim stanem rzeczy. Propozycję stosowania in-nych denaturatów, jak fenylkarbilamin, odrzucono.
4) 0,3°/0 b e n z y n y . Na rynku krajowym brakujenafty o •właściwościach, odpowiednich do dodawania jejdo spirytusu skażonego; wobec tego, jak również wobecbraku możliwości otrzymania takiej nafty w przyszłości,Podkomisja uznała za możliwe uwzględnić propozycjęWydziału.
5) 0,1$ t e r p e n t y n y . Wydział proponował sto-sowanie terpentyny tylko ze względu na zwyczaj przy-jęty w Małopolsce; ponieważ jednak terpentyna utrudniaspalanie spirytusu, nadaje gazom spalinowym nieprzy-jemny zapach i zasmala knoty, Podkomisja proponujeskreślić ów denaturat.
6) 0,02$ f enolf t a le iny . Penolftaleina w kwa-śnym roztworze jest bezbarwna, nie nadaje więc spirytu-sowi skażonemu cechy bezzwłocznego łatwego odróżnia-nia w życiu codziennem; wobec tego Podkomisja uchwa-liła stosowanie zamiast fenolftaleiny dotychczas używa-nego f j o l e t u metylowego lub barwników pokrew-nych.
Ponadto Komisja uchwaliła zalecanie mieszaniaśrodków skażających w ostatniej chwili przed skażaniemspirytusu; jeżeli zaś jest to ze względów praktycznychniemożliwe — przygotowywanie tymczasowo mieszaninyna możliwie krótki okres czasu, gdyż przy dłuższemstaniu nabiera ona niepożądanych własności.
Podkomisja wyraża opinję, że wszelkie wnioski do-tyczące skażania spirytusu, winnj*- być poparte wynika-mi dokładnych badań w odpowiedniem laboratorjum che-micznem, i że laboratorjum takie winno być szybkostworzone.
Dlatego też wszystkie powyższe zalecenia uważaza tymczasowe.
Podkomisja nie wnikając narazie w rzeczowy pro-jekt rozporządzenia wykonawczego uchwaliła, że „pou-czenie o badaniu środków skażających", załączone do te-go projektu, winno być przesłane jej członkom przed na-stępnem posiedzeniem — celem dokładnego rozważeniapropozycji.
Komisja mostów i ustrojów (konstrukcji)żelaznych.
Protokuł NS 1 posiedzenia z dn. 12 listopada 1924 r.
Obecni:. Inż. Gubrynowicz, mjr. Hankę, prof. Ku-nicki, radca M. E.. Publ. Stróżecki.
Porządek obrad posiedzenia obejmował sprawyustalenia programu prac Komisji i podziału pracy.
W dyskusji nad programem prac Komisji wyrażonopogląd, iż normalizacja wyrobów mostowych będzie mogłabyć uskuteczniona w małym tylko zakresie, że natomiastgłównem zadaniem i dążeniem Komisji będzie ustaleniewarunków technicznych na, dostawę mostów, tak kolejo-wych, jak drogowych. Ze względu na różne rodzaje robótmostowych, warunki techniczne muszą być rozmaite,mianowicie w głównych zarysach powinny obejmować:
a) żelazne ustroje mostowe; materjały, wykonaniei montaż;
b) żelbetowe ustroje mostowe; materjały, wykona-nie i montaż;
c) betonowe ustroje mostowe; materjały, wykona-nie i montaż;
d) murarskie roboty przy mostach; materjały i wy-konanie;
e) ciesielskie roboty mostowe; materjały i wyko-kanie.
Profesor Kunicki podniósł, iż nazwa Komisji mo-stów i ustrojów żelaznych nasuwa wątpliwości, C2ydo zakresu działania tej Komisji mają wchodzić prace do-tyczące jedynie konstrukcji żelaznych, tak mostowych,jak i innych, czy też dotycza.ce wszystkich rodzajówmostów, t. j . żelaznych, żelbetowych, betonowych, kamien-nych oraz innych ustrojów żelaznych, nie mostowych.Uchwalono zwrócić się do Komitetu z prośbą o wyjaśnie-nie, jaki winien być zakres działania Komisji.
Inż. G-ubrynowicz zawiadomił, iż M-stwo Kolei roz-poczęło już opracowanie warunków technicznych dla mo-stów żelaznych i pierwszą część tych warunków, t. j . wa-runki techniczne na dostawę żelaza zlewnego, żeliwai stali do budowy mostów i konstrukcji dachowych jużukończyło. W dalszym ciągu opracowane będą: częśćII—o wykonaniu i montażu ustrojów żelaznych w wytwór-niach, ozęść III—-o montażu ustrojów żelaznych na miej-scu budowy, część IV — o badaniu jakości wykonaniaoraz o odbiorze ustrojów.
K r o n i k a .ZAGADNIENIA NORMALIZACJI NA I ŚWIATOWEJ
KONFERENCJI ENERGIETYCZNEJ.Specjalna sekcja Światowej Konferencji Energietycznej,
odbytej w r. ub. w Londynie, wysłuchała i przedyskutowała 10referatów, dotyczących zagadnień normalizacji międzynarodoweji krajowej.
Tytuły tych referatów, były następujące: „StandardyzacjaNarodowa i Międzynarodowa" (C. le Maistre); „Międzynarodowanormalizacja na polu gospodarki energietycznej" (A. E. Kennellyze St. Zj. A. P.); „Propozycje ujednostajnienia metod badaniazakładów o sile wodnej" (G Sundby, z Norwegji); Normalizacjaw Austrji (dr. J Tomaldes); „Normalizacja przemysłowa w Szwecji*(A. Kruse ze Szwecji); „Normalizacja w Niemczech" (dr. F. Neu-liaus z Niemiec); „Stan obecny współpracy międzynarodowej" (dr.W. Exner z Austrji) „Normalizacja w dziedzinie elektrotechnikiw Indjach Holenderskich" (C. D. Volker, Holandja); „Normalizacjai kontrola urządzeń elektrycznych w domach mieszkalnych" (H.Grosch, z Norwegji) oraz „Uwagi o najstosowniejszym z punktuwidzenia ekonomicznego wyborze serji znormalizowanych śred-nich wymiarów" (dr. J. Goudriaan).
(d. n-
Wydawca: Spółka z o. o. „Przegląd Techniczny" ' Redaktor odp. inz. Czesław Mikulski.Drukarnia Techniczna, Sp. Akc. w Warszawie, ul. Czackiego 3-5 (Gmach Stowarzyszenia Techników).