Nowa Technika Wymrażania Stali
4
Nr 5 / 2005_________________ I N Ż YNIERIA MATERIA Ł O W A ______________________ 671 ZBIGNIEW ROGALSKI, ZBIGNIEW ŁATAŚ Nowa technika wymrażania stali New technology of subzero treating of steel STRESZCZENIE W referacie rozróżniono tradycyjne wymrażanie stali, przeprowadzane zwy- kle w temperaturach ok. -70°C w czasie kilku godzin, oraz nowsze wymra- żanie, przeprowadzane w temperaturach ok. -185°C w czasie kilkudziesięciu godzin, które nazwano długookresowym. Scharakteryzowano sposób wykony- wania i główny cel wymrażania tradycyjnego, którym jest zmniejszanie ilości austenitu szczątkowego i podwyższanie w ten sposób twardości stali przez kontynuowanie w obniżonej temperaturze przemiany austenit→martenzyt w przypadkach, kiedy nie kończy się ona w procesie hartowania przez zwykłe oziębianie do temperatury otoczenia. Przedstawiono sposób wykonywania i oddziaływanie na stal wymrażania długookresowego, które obejmuje mecha- nizm wymrażania krótkookresowego i dodatkowy specyficzny mechanizm, polegający na wydzielaniu w stali bardzo drobnych węglików i/albo zacho- dzeniu innych, dotychczas niecałkowicie wyjaśnionych przemian, skutkują- cych podwyższeniem własności użytkowych wyrobów. Przytoczono przykłady publikowanych wyników długookresowego wymrażania w odniesieniu do wy- robów stalowych najczęściej poddawanych temu procesowi: narzędzi, elemen- tów pojazdów i broni strzeleckiej. Podano informacje o tradycyjnym i długo- okresowym wymrażaniu przeprowadzanym w specjalistycznej kriogenicznej wymrażarce jako uzupełnienie innych obróbek termicznych i cieplno-chemicz- nych wykonywanych w Centrum Obróbki Cieplnej (COC) Instytutu Mechaniki Precyzyjnej (IMP) w Warszawie. ABSTRACT In the paper, the traditional cold treatment of steel, usually performed for a couple of hours at approx. -70°C, is distinguished from more recent cryogenic treatment, performed for tens of hours at approx. -185°C. The mode of operation and principal objective of cold treatment is characterised, which is a reduction of the amount of retained austenite and thus an increase of steel hardness through a continuation of the austenite→martensite transformation in descending temperature, in the event that the transformation is not complete in the hardening process with a regular quenching to the ambient temperature. Mode of operation of cryogenic treatment and its impact on steel is presented, which includes the mechanism of cold treatment and an additional, special mechanism consisting in precipitation in steel of very fine carbides and/or occurrence of other, so far not fully explained, transformations resulting in enhanced use value of products. Examples of published results of cryogenic treatment are mentioned in respect to the steel products most frequently subjected to the treatment: tools, vehicle elements, and small arms. Information is given on cold and cryogenic treatment performed in a specialistic cryogenic processor as an add-on to the other thermal and thermochemical treatments carried out at Heat Treatment Centre (COC), Institute of Precision Mechanics (IMP), Warsaw, Poland. WPROWADZENIE Tradycyjne wymrażanie stali, znane od ponad pół wieku, przepro- wadzane zwykle w temperaturach ok. -70 °C w czasach do kilku godzin, stosuje się jako uzupełnienie oziębiania w hartowaniu w tym celu, aby nie kończyć przemiany martenzytycznej w temperaturze otoczenia, lecz kontynuować ją w niższych temperaturach, otrzymu- jąc w ten sposób struktury z większym udziałem martenzytu w stosunku do szczątkowego austenitu, czemu towarzyszy podwyż- szenie twardości i zmiany innych własności mechanicznych i techno- logicznych oraz zwiększenie stabilności wymiarowej wyrobów ze stali albo także zmniejszenie w nich naprężeń wewnętrznych. Ostatnio rozpowszechnia się sposób długookresowego wymrażania wyrobów z różnych materiałów, w tym także stali, któremu przypisuje się nie tylko oddziaływanie na przemianę martenzytyczną, lecz także uruchamianie innych mechanizmów zmieniających własności mater- iału. Wymrażanie tym sposobem jest przeprowadzane w temperatu- rach w zakresie -170 °C ÷ -196 °C w czasach rzędu kilkudziesięciu godzin 1 ). WYMRAŻANIE TRADYCYJNE Tradycyjne wymrażanie najczęściej wykonuje się w zakresie temperatur od ok. -60°C do -78°C, w czasach 1 ÷ 4 godzin. Rozpo- częcie wymrażania natychmiast po hartowaniu i z jak najszybszym 1 Tradycyjne wymrażanie jest w języku angielskim nazywane najczęściej cold treatment, zaś wymrażanie długookresowe - cryogenic treatment lub deep cryogenic treatment. obniżaniem temperatury jest najwydajniejsze, ponieważ skraca czas pomiędzy początkiem i końcem przemiany martenzytycznej, minima- lizując stabilizowanie się w tym czasie szczątkowego austenitu. Odstępując od największej wydajności wymrażania poprzedza się je odpuszczaniem, jeżeli bezpośrednie wymrażanie po hartowaniu naraziłoby obrabiane przedmioty na pękanie. Czas wymrażania dłuższy od niezbędnego do wyrównania tempe- ratury w całym przekroju wymrażanych elementów jest nieproduk- tywny dla celu wymrażania tradycyjnego, ponieważ wytrzymywanie w docelowej niskiej temperaturze praktycznie nie posuwa naprzód przemiany martenzytycznej, jako niedyfuzyjnej. Wymrażanie krótkookresowe zwykle przeprowadza się w nieskom- plikowanych wymrażarkach, w których wsad jest załadowywany do komory, gdzie najczęściej jest oziębiany zestalonym dwutlenkiem węgla, tzw. suchym lodem. Z uwagi na cel tradycyjnego wymrażania stosuje się je do stali, których przemiana martenzytyczna kończy się w temperaturze poniżej temperatury otoczenia i dla których korzystne jest zmniejszenie ilości austenitu pozostałego w nich po hartowaniu i przez to zwiększenie ich twardości, co dotyczy przede wszystkim stali wysokowęglowych, szczególnie wysokostopowych, w tym stali narzędziowych do pracy na zimno i stali szybkotnących, stali łożyskowych i martenzytycznych stali nierdzewnych, oraz nawęglonych powierzchniowo elementów ze stali do nawęglania. W łożyskach tocznych i innych wyrobach, jak narzędzia pomiarowe, wymrażanie oprócz podwyższenia twardości, służy stabilności wymiarowej, m.in. przez relaksację naprężeń wewnętrznych. Obniżenie niekorzystnych naprężeń wewnętrznych zmniejsza też narażenie wyrobu na pękanie w eksploatacji. Niekiedy głównie w tym celu tradycyjnemu wymrażaniu sa poddawane hartowane wyroby ze stali średniowęglowych, jak części maszyn i narzędzia do obróbki plastycznej ze stali do pracy na gorąco. __________________________ Prof. dr hab. inż. Zbigniew Rogalski, Mgr inż. Zbigniew Łataś Instytut Mechaniki Precyzyjnej, Warszawa
description
W referacie rozróżniono tradycyjne wymrażanie stali, przeprowadzane zwyklew temperaturach ok. -70°C w czasie kilku godzin, oraz nowsze wymra-żanie, przeprowadzane w temperaturach ok. -185°C w czasie kilkudziesięciugodzin, które nazwano długookresowym
Transcript of Nowa Technika Wymrażania Stali

Nr 5 / 2005_________________ I N Ż Y N I E R I A M A T E R I A ŁO W A ______________________ 671
ZBIGNIEW ROGALSKI, ZBIGNIEW ŁATAŚ
Nowa technika wymrażania stali
New technology of subzero treating of steel
STRESZCZENIE
W referacie rozróżniono tradycyjne wymrażanie stali, przeprowadzane zwy-kle w temperaturach ok. -70°C w czasie kilku godzin, oraz nowsze wymra-żanie, przeprowadzane w temperaturach ok. -185°C w czasie kilkudziesięciu godzin, które nazwano długookresowym. Scharakteryzowano sposób wykony-wania i główny cel wymrażania tradycyjnego, którym jest zmniejszanie ilości austenitu szczątkowego i podwyższanie w ten sposób twardości stali przez kontynuowanie w obniżonej temperaturze przemiany austenit→martenzyt w przypadkach, kiedy nie kończy się ona w procesie hartowania przez zwykłe oziębianie do temperatury otoczenia. Przedstawiono sposób wykonywania i oddziaływanie na stal wymrażania długookresowego, które obejmuje mecha-nizm wymrażania krótkookresowego i dodatkowy specyficzny mechanizm, polegający na wydzielaniu w stali bardzo drobnych węglików i/albo zacho-dzeniu innych, dotychczas niecałkowicie wyjaśnionych przemian, skutkują-cych podwyższeniem własności użytkowych wyrobów. Przytoczono przykłady publikowanych wyników długookresowego wymrażania w odniesieniu do wy-robów stalowych najczęściej poddawanych temu procesowi: narzędzi, elemen-tów pojazdów i broni strzeleckiej. Podano informacje o tradycyjnym i długo-okresowym wymrażaniu przeprowadzanym w specjalistycznej kriogenicznej wymrażarce jako uzupełnienie innych obróbek termicznych i cieplno-chemicz-nych wykonywanych w Centrum Obróbki Cieplnej (COC) Instytutu Mechaniki Precyzyjnej (IMP) w Warszawie.
ABSTRACT
In the paper, the traditional cold treatment of steel, usually performed for a couple of hours at approx. -70°C, is distinguished from more recent cryogenic treatment, performed for tens of hours at approx. -185°C. The mode of operation and principal objective of cold treatment is characterised, which is a reduction of the amount of retained austenite and thus an increase of steel hardness through a continuation of the austenite→martensite transformation in descending temperature, in the event that the transformation is not complete in the hardening process with a regular quenching to the ambient temperature. Mode of operation of cryogenic treatment and its impact on steel is presented, which includes the mechanism of cold treatment and an additional, special mechanism consisting in precipitation in steel of very fine carbides and/or occurrence of other, so far not fully explained, transformations resulting in enhanced use value of products. Examples of published results of cryogenic treatment are mentioned in respect to the steel products most frequently subjected to the treatment: tools, vehicle elements, and small arms. Information is given on cold and cryogenic treatment performed in a specialistic cryogenic processor as an add-on to the other thermal and thermochemical treatments carried out at Heat Treatment Centre (COC), Institute of Precision Mechanics (IMP), Warsaw, Poland.
WPROWADZENIE Tradycyjne wymrażanie stali, znane od ponad pół wieku, przepro-wadzane zwykle w temperaturach ok. -70 °C w czasach do kilku godzin, stosuje się jako uzupełnienie oziębiania w hartowaniu w tym celu, aby nie kończyć przemiany martenzytycznej w temperaturze otoczenia, lecz kontynuować ją w niższych temperaturach, otrzymu-jąc w ten sposób struktury z większym udziałem martenzytu w stosunku do szczątkowego austenitu, czemu towarzyszy podwyż-szenie twardości i zmiany innych własności mechanicznych i techno-logicznych oraz zwiększenie stabilności wymiarowej wyrobów ze stali albo także zmniejszenie w nich naprężeń wewnętrznych. Ostatnio rozpowszechnia się sposób długookresowego wymrażania wyrobów z różnych materiałów, w tym także stali, któremu przypisuje się nie tylko oddziaływanie na przemianę martenzytyczną, lecz także uruchamianie innych mechanizmów zmieniających własności mater-iału. Wymrażanie tym sposobem jest przeprowadzane w temperatu-rach w zakresie -170 °C ÷ -196 °C w czasach rzędu kilkudziesięciu godzin1).
WYMRAŻANIE TRADYCYJNE Tradycyjne wymrażanie najczęściej wykonuje się w zakresie temperatur od ok. -60°C do -78°C, w czasach 1 ÷ 4 godzin. Rozpo-częcie wymrażania natychmiast po hartowaniu i z jak najszybszym
1 Tradycyjne wymrażanie jest w języku angielskim nazywane najczęściej cold treatment, zaś wymrażanie długookresowe - cryogenic treatment lub deep cryogenic treatment.
obniżaniem temperatury jest najwydajniejsze, ponieważ skraca czas pomiędzy początkiem i końcem przemiany martenzytycznej, minima-lizując stabilizowanie się w tym czasie szczątkowego austenitu. Odstępując od największej wydajności wymrażania poprzedza się je odpuszczaniem, jeżeli bezpośrednie wymrażanie po hartowaniu naraziłoby obrabiane przedmioty na pękanie. Czas wymrażania dłuższy od niezbędnego do wyrównania tempe-ratury w całym przekroju wymrażanych elementów jest nieproduk-tywny dla celu wymrażania tradycyjnego, ponieważ wytrzymywanie w docelowej niskiej temperaturze praktycznie nie posuwa naprzód przemiany martenzytycznej, jako niedyfuzyjnej. Wymrażanie krótkookresowe zwykle przeprowadza się w nieskom-plikowanych wymrażarkach, w których wsad jest załadowywany do komory, gdzie najczęściej jest oziębiany zestalonym dwutlenkiem węgla, tzw. suchym lodem. Z uwagi na cel tradycyjnego wymrażania stosuje się je do stali, których przemiana martenzytyczna kończy się w temperaturze poniżej temperatury otoczenia i dla których korzystne jest zmniejszenie ilości austenitu pozostałego w nich po hartowaniu i przez to zwiększenie ich twardości, co dotyczy przede wszystkim stali wysokowęglowych, szczególnie wysokostopowych, w tym stali narzędziowych do pracy na zimno i stali szybkotnących, stali łożyskowych i martenzytycznych stali nierdzewnych, oraz nawęglonych powierzchniowo elementów ze stali do nawęglania. W łożyskach tocznych i innych wyrobach, jak narzędzia pomiarowe, wymrażanie oprócz podwyższenia twardości, służy stabilności wymiarowej, m.in. przez relaksację naprężeń wewnętrznych. Obniżenie niekorzystnych naprężeń wewnętrznych zmniejsza też narażenie wyrobu na pękanie w eksploatacji. Niekiedy głównie w tym celu tradycyjnemu wymrażaniu sa poddawane hartowane wyroby ze stali średniowęglowych, jak części maszyn i narzędzia do obróbki plastycznej ze stali do pracy na gorąco.
__________________________ Prof. dr hab. inż. Zbigniew Rogalski, Mgr inż. Zbigniew Łataś Instytut Mechaniki Precyzyjnej, Warszawa

______________________ I N ŻY N I E R I A M A T E R I A Ł O W A ________________ ROK XXIV 672
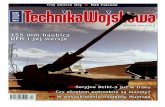
WYMRAŻANIE DŁUGOOKRESOWE Proces W odróżnieniu od wymrażania krótkookresowego, wymrażanie dłu-gookresowe wykonuje się w niższych temperaturach, w zakresie od -175°C do - 196°C, i w dłuższych czasach, od kilkunastu do kilku-dziesięciu i nawet stu godzin. Ponadto, wymrażanie długookresowe charakteryzuje się powolnym i równomiernym obniżaniem i następnie podnoszeniem temperatury, w tempie 0,15 ÷ 0,5 °C/minutę. Po długookresowym wymrażaniu stali następującym bezpośrednio po hartowaniu przeprowadza się jeden, dwa lub trzy cykle zwykle średniotemperaturowego odpuszczania, jak to przykładowo pokazano na rys. 1. Praktykowane jest też długookresowe wymrażanie wyrobów uprzednio hartowanych i odpuszczonych, w tym także wyrobów już przez jakiś czas eksploatowanych. Po takim wymrażaniu następuje zwykle jednokrotne niskie odpuszczanie.
Rys. 1. Przykładowy przebieg długookresowego wymrażania z dwukrotnym odpuszczaniem Fig. 1. Exemplary run of cryogenic treatment with double temper Urządzenia Wymrażarki do długookresowego wymrażania są produkowane z przeznaczeniem specjalnie do tego procesu, chociaż mogą być używane także do wymrażania tradycyjnego. Temperaturę poniżej -175°C uzyskuje się w nich za pomocą ciekłego azotu, zwykle przed odparowaniem nie stykającego się z wsadem. Dla zapewnienia wy-równanej temperatury wsadu gazowy zimny azot jest mieszany w przestrzeni roboczej wymrażarki za pomocą wentylatora. Niektóre wymrażarki do wymrażania długookresowego są w rze-czywistości wymrażarko-piecami, których komora po zakończeniu cyklu wymrażania może być grzana, zwykle do ok. 300°C lub niekie-dy do ok. 650°C. W takich wymrażarkach odpuszczanie po wymraża-niu może być przeprowadzane w jednym ciągu, bez przeładowywania wsadu. Systemom sterowania temperaturą w wymrażarkach do wymrażania długookresowego stawia się wymagania dużej dokładności, wynika-jące z rygorystycznego dla tego procesu bardzo równomiernego i powolnego obniżania i podwyższania temperatury oraz jej ścisłego zachowania w okresie wytrzymania. Oddziaływanie na materiał Oczywiste i niekwestionowane jest oddziaływanie wymrażania dłu-gookresowego na przemianę martenzytyczną oraz relaksację naprężeń i stabilizację wymiarową stali, w zasadzie takie samo jak wymrażania krótkookresowego, z możliwością w niektórych przypadkach większej skuteczności w wyniku niższej temperatury procesu. Inne przypi-sywane wymrażaniu długookresowemu mechanizmy oddziaływania na stal, i także na inne materiały, nie są powszechnie akceptowane. Najlepiej udokumentowanym mechanizmem oddziaływania wymra-żania długookresowego na stal, innym niż powodowanie przemiany austenitu w martenzyt, jest wydzielanie faz umacniających, zwłaszcza
węglików. Dane na ten temat dotyczą prawie wyłącznie stali narzę-dziowych, szczególnie szybkotnących, [1], [2], [3], [4], [5], [6], [7]. W opracowaniu [8] wydzielanie się bardzo drobnych węglików w martenzycie spowodowane jego długookresowym wymrażaniem nazwano "niskotemperaturowym kondycjonowaniem martenzytu". Według [8] długotrwałe oddziaływanie niskiej temperatury może prowadzić do niestabilności martenzytu, polegającej na powolnej kontrakcji jego sieci, migracji dyslokacji i powstawaniu skupień atomów węgla, które podczas następującego po wymrażaniu odpusz-czania stają się zarodkami bardzo drobnych wydzieleń węglików. Temu mechanizmowi, inaczej niż przemianie szczątkowego austenitu w martenzyt, nie towarzyszy zwiększenie twardości, natomiast jego skutkiem może być podwyższenie innych własności stali, jak zwła-szcza odporności na zużycie przez tarcie. W badaniach [9] pokazano znaczne zwiększenie odporności na zużycie przez tarcie różnych gatunków stali w wyniku wymrażania w temperaturze -84°C i w jesz-cze większym stopniu - w temperaturze -190°C (tabela 1).
Tabela 1. Odporność na zużycie różnych gatunków stali bez wy-mrażania i po wymrażaniu w różnych temperaturach [9] Table 1. Wear resistance of various steel grades without subzero treatment and after the treatment at different temperatures [9]
Rodzaje i gatunki stali Odporność na zużycie RW 1)
Oznaczenie gatunku Wymrażanie w temperaturze: Rodzaj
AISI EN PN
Bez wymrażania
-84 °C -190 °C Łożyskowa 52100 100Cr6 ŁH15 25.2
49.3 135
D2 X160CrMoV121 NC11LV 224 308
878
A2 X110CrMoV51 85.6 175
565
Narzędzio-wa do pracy na zimno
O1 95MnWCr5 237 382
996
Szybkotnąca M2 HS 6-5-2 SW7M 1961 2308
3993
RW [wielkość bezwymiarowa] = (F × V) : (W × HV), gdzie: F [N] -siła normalna pomiędzy trącymi powierzchniami; V [mm/s] - względna prędkość trących powierzchni; W [mm3/s] - intensywność zużywania; HV [MPa]- twardość Vickersa stali. Próbki stali tarły o powierzchnię korundowej ściernicy .
WYMRAŻANE WYROBY Zakres stosowania W licznych w ostatnich latach, w większości komercjalnych donie-sieniach w Internecie, długookresowe wymrażanie jest zalecane jako proces, który polepsza własności użytkowe wyrobów wykonanych nie tylko ze stali, lecz i z innych metali, jak m.in. płytek z węglików spiekanych w narzędziach skrawających czy miedzianych elektrod służących do zgrzewania, w celu przedłużenia ich trwałości, tytanowych kijów bejsbolowych w celu tłumienia w nich drgań podczas uderzenia, mosiężnych instrumentów muzycznych dla uszla-chetnienia ich brzmienia. Wymieniane jest też wymrażanie wyrobów z materiałów niemetalowych, jak okładzin ciernych w celu zwięk-szenia ich współczynnika tarcia i trwałości. Wśród wymrażanych długookresowo elementów i wyrobów ze stali najczęściej są wymieniane narzędzia, a następnie elementy i zespoły pojazdów wyczynowych, i innych intensywnie obciążonych, oraz lufy broni strzeleckiej. Narzędzia Na temat przedłużonej trwałości czy zdolności do pracy z pod-wyższonymi parametrami w wyniku długookresowego wymrażania narzędzi, szczególnie skrawających, tnących i rozdrabniających opu-blikowano setki danych, jak m.in. w publikacjach [10], [11], [12], [13],[14],[15], [16], [17], w których jako wynik tego procesu przy-tacza się kilkakrotne przedłużenie trwałości m.in. wierteł, frezów pal-cowo-czołowych, brzeszczotów pił taśmowych, pił tarczowych do skrawania metali i drewna, a także nożyc, stempli i matryc, narzędzi chirurgicznych, noży krajalniczych i szczęk kruszarek, wykonanych ze stali narzędziowych i szybkotnących, także z powłokami TiN, oraz z wkładkami z węglików spiekanych. Przykładowe dane z jednego ze źródeł o podwyższonych własnościach narzędzi wymra-żanych długookresowo pokazano w tabeli 2.

Nr 5 / 2005_________________ I N Ż Y N I E R I A M A T E R I A ŁO W A ______________________ 673
Tabela 2. Polepszenie własności narzędzi w wyniku długoo-kresowego wymrażania [18] Table 2. Enhancement of tools performance as a result of cryogenic treatment [18]
Narzędzie/operacja Materiał narzędzia Materiał obrabiany
Stopień przedłużenia trwałości (% lub krotność) albo inna poprawa własności narzędzia
Dłuta pneumatyczne
Stal narzędziowa do pracy na zimno A8 1)
Drewno 25%-100%
Wykrawanie blachy
Stellit Carpenter Stal utwardzona Zmniejszenie wykruszania ostrza
Wiercenie Stal szybkotnąca M42 2)
Stop tytanu 2-krotne
Tłocznik Stal narzędziowa do pracy na zimno A2 3)
Żelazo elektrotechniczne
2-krotne
Kształtowanie ściernicy
Stal łożyskowa 52100 4)
Spieczony elektrokorund
165%
Kształtowanie ściernicy
Stal narzędziowa do pracy na zimno D2 5)
Spieczony elektrokorund
178%
Kształtowanie ściernicy
Stal narzędziowa do pracy na zimno A2 3)
Spieczony elektrokorund
225%
Frezowanie Stal szybkotnąca M7 6)
Stop tytanu Znaczne większa trwałość
Frezy ślimakowe Stale szybkotnące M2 7) i M7 6)
Stop wysokoniklowy
3-krotne
Frezy kształtowe Stale szybkotnące M2 10) i M7 8)
Stop wysokoniklowy
Zastąpienie trudniejszych w eksploatacji frezów z węglików spiekanych
Przebijanie Stale szybkotnące M2 7) i M7 6)
Stop wysokoniklowy
6-krotne
Przebijanie Stal narzędziowa do pracy na zimno D2 5)
Stal nierdzewna 302 8)
3-krotne
Wyrąb lasu Tnący łańcuch piły Pnie drzew 400% Frezowanie Stal szybkotnąca
kobaltowa Stal nierdzewna 347 9)
375%
Obróbka drewna Stale szybkotnące i węgliki spiekane
Drewna twarde 5-krotne
Tłocznik Stal narzędziowa do pracy na zimno D2 5)
Aluminium 2.5-krotne
Tłocznik Stal narzędziowa do pracy na zimno D2 5)
Stal miękka 10-krotne
1) A8 - 0,50-0,60% C; 0,75-1,10% Si; 0,50-0,60% Mn; 4,75-5,50%% Cr; 1,15-1,65% Mo; 1,00-1,50% W 2) M42 - odpowiedniki: EN - HS 2-9-1-8; PN - SK8M 3) A2 - odpowiednik: EN - X110CrMoV51 4) 52100 - odpowiedniki: EN - 100Cr6; PN - ŁH15 5) D2 - odpowiedniki: EN - X160CrMoV121; PN - NC11LV 6) M7 - odpowiednik: EN HS 2-9-2 7) M2 - odpowiedniki: EN - HS 6-5-2; PN - SW7M 8) 302 - 0,00-0,15% C; 17-19% Cr; 8-10% Ni; 0,00-2,00% Mn 9) 347 - 0,08% C; 2,00% Mn; 1,00% Si; 17-19% Cr; 9-13% Ni Pojazdy Często wymieniane jest długookresowe wymrażanie elementów pojazdów wyścigowych i innych intensywnie obciążanych, jak karetki pogotowia czy patrolowe samochody i motocykle policyjne. Najczęś-ciej wymrażanymi elementami takich pojazdów są tarcze i bębny hamulcowe. W wyniku wymrożenia ich trwałość zwiększa się kilka-krotnie. Podobnie skuteczne jest wymrażanie tarcz sprzęgieł [19], [20], [21]. Podwyższenie własności tych elementów jest przypisywane ich mniejszej podatności na odkształcanie i pękanie oraz mniejszej skłonności do wibracji w wyniku powodowanych przez wymrażanie zmian w strukturze materiału na poziomie cząsteczkowym [19]. Oprócz elementów hamulcowych wymrażaniu długookresowemu w zastosowaniu do pojazdów podlegają bloki i głowice cylindrowe, wały korbowe i rozrządcze, korbowody, zawory i sprężyny zaworowe oraz łożyska ślizgowe i toczne. Inne wymrażane elementy to popy-chacze, tłoki i pierścienie tłokowe, koła zębate, przeguby równobie-żne, kompletne zespoły przeniesienia napędu i nawet całe silniki [22], [23]. Według [24] szczególnie korzystne w zastosowaniu do tarcz hamulcowych i innych elementów samochodów wyczynowych jest długookresowe wymrażanie w połączeniu z kulowaniem. Broń Wymrażane są całe sztuki broni strzeleckiej - sportowej i myśliws-kiej, zwłaszcza krótkiej, zawsze z odjętymi częściami drewnianymi czy plastykowymi lub, częściej, tylko lufy. Wymrażaniu poddawana jest broń wcześniej używana lub nowa, w procesie produkcji. Nie-którzy wytwórcy wszystkie produkowane lufy wymrażają długookre-
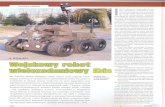
sowo, inni dają nabywcy wybór pomiędzy bronią z lufą wymrożoną lub niewymrożoną. Wymrażane są też półwyroby luf. Jako wyniki wymrażania wymienia się najczęściej poprawę celności broni, następnie zmniejszenie zużywalności, także łatwiejsze usuwanie osadu tworzącego się w lufie oraz zwiększenie prędkości wylotowej pocisku. W przypadku półwyrobów wymrożenie służy ułatwieniu ostatecznej obróbki mechanicznej lufy. Poprawę celności broni w wyniku długookresowego wymrażania przypisuje się zmniejszeniu w ten sposób naprężeń wewnętrznych zalegających w lufie po operacjach obróbki plastycznej, szczególnie po przetłaczaniu na trzpieniu, a także po hartowaniu, wierceniu i bruzdowaniu. Wynikiem tak obniżonego poziomu naprężeń wewnęt-rznych mają być mniejsze ich zmiany i odpowiednio mniejsze wywołane przez nie odkształcenia lufy od jej nagrzewania się po kolejnych strzałach i w rezultacie mniejsza rozbieżność toru kolejnych wystrzeliwanych pocisków. Przykładowo, w jednym z badań celności strzelania [25], oddano 3 serie po 5 strzałów z 6 sztuk różnych wzorów i kalibrów broni strzeleckiej długiej, w której po wymrożeniu stwierdzono 11-procen-towe zmniejszenie średniej wartości rozrzutu trafień w poszczegól-nych seriach. Odchylenie standardowe średnich wartości rozrzutu trafień było średnio o 65% mniejsze od odpowiedniego odchylenia standardowego dla broni niewymrożonej. Podobnie, o podwyższonej celności, a także o zwiększeniu prędkości wylotowej pocisku i po-prawie innych charakterystyk broni strzeleckiej w wyniku długoo-kresowego wymrażania donoszą liczne inne publikacje, m.in. [26], [27], [28]. WYMRAŻANIE W POLSCE Tradycyjne wymrażanie stali narzędziowych i szybkotnących jest wymieniane w dawnych polskich podręcznikach [29], [30], [31]. W krajowych publikacjach książkowych i innych z ostatnich lat nie znaleziono informacji o wymrażaniu. Brak też informacji o roz-powszechnieniu wymrażania wyrobów w krajowej praktyce produk-cyjnej. Przemysłowe krótkookresowe wymrażanie w temperaturach do ok. -70°C było i nadal jest wykonywane w Centrum Obróbki Cieplnej (COC) Instytutu Mechaniki Precyzyjnej (IMP) w Warszawie [32]. M.in. obróbce tej, po uprzednim nawęglaniu, hartowaniu i odprężaniu, są przed odpuszczaniem poddawane elementy zamka, sworznie i po-chwy sprężyny, wykonane ze stali do nawęglania o podwyższonej wytrzymałości rdzenia, do 35 mm automatycznej armaty KDA (rys.2). W wyniku wymrażania, wskutek dodatkowej przemiany austenitu w martenzyt w warstwie nawęglonej, powierzchniowa twardość tych elementów wzrasta o 2÷3 jednostki HRC.
Rys. 2. Fragment armaty KDA z elementami wymrażanymi Fig. 2. Segment of the KDA canon with cryogenically treated elements
Od niedawna w COC IMP jest czynne wymrażanie w tempera-

______________________ I N ŻY N I E R I A M A T E R I A Ł O W A ________________ ROK XXIV 674
turach do -190°C w wymrażarce Cryo-Temper2) (rys. 3, tabela 3), przeznaczonej do wymrażania długookresowego, z możliwością wy-konywania w niej także wymrażania krótkookresowego. Wymrażarka jest wyposażona w precyzyjny dozownik ciekłego azotu, wentylator cyrkulacji zimnego gazowego azotu w komorze roboczej oraz regulator i programator zapewniający wartości temperatury wsadu w funkcji czasu odpowiadające z wysoką dokładnością żądanym cyklom wymrażania.
Rys. 3. Widok wymrażarki Cryo-Temper w COC IMP Fig. 3. View of the Cryo-Temper processor at COC IMP
Tabela 3. Charakterystyki wymrażarki Cryo-Temper w COC IMP Table 3. Characteristics of the Cryo-Temper processor at COC IMP
Wymiary przestrzeni użytecznej
Długość Szerokość Głębokość
Ładowność Najniższa temperatura
wymrażania
Najwyższa temperatura odpuszczania
Nierównomier-ność tempera-tury w komorze
1117 mm 508 mm 558 mm 1200 kg -190 °C +300 °C ± 2 °C (w temp. -180 °C)
W wymrażarce Cryo-Temper, bezpośrednio po wymrażaniu i bez przeładowania wsadu, może być wykonane odpuszczanie.
PODSUMOWANIE Pojawił się i rozpowszechnia nowy rodzaj wymrażania: długookre-sowe wymrażanie kriogeniczne, zdobywające uznanie jako obróbka skuteczniejsza od tradycyjnego krótkookresowego wymrażania w podwyższaniu własności wyrobów, jak szczególnie przedłużaniu trwałości stalowych narzędzi, elementów pojazdów i broni strzelec-kiej. Specyficzny mechanizm działania długookresowego wymraża-nia, przewyższający działanie wymrażania tradycyjnego, nie został dotychczas zadowalająco rozpoznany. Długookresowe wymrażanie może być należycie wykonywane tylko w wymrażarkach zapewnia-jących precyzyjne sterowanie temperaturą wsadu w funkcji czasu w zakresie od temperatury otoczenia do przynajmniej -185°C. Badania i praktyczne wykorzystanie długookresowego wymrażania są teraz dostępne w Polsce w Centrum Obróbki Cieplnej (COC) Instytutu Mechaniki Precyzyjnej (IMP) w Warszawie, gdzie od niedawna jest czynna do tego celu specjalistyczna wymrażarka.
LITERATURA [1] Yun D., Xiaoping L., Hongshen X. Deep cryogenic treatment of
high-speed steel and its mechanism. Heat Treatment of Metals, 1998, nr 3, s.55-59.
[2] Leskovšek V., Ule B. Some aspects of sub-zero tempering at vacuum heat treatment of HSS. 8th Seminar of IFHSE,
2) produkcji Durable Metal Products, El Paso, Texas, USA.
September 2001, Dubrovnik-Cavtat, Chorwacja. Proceedings, s.25-31.
[3] Leskovšek V., Ule B. Influence of deep cryogenic treatment on microstructure, mechanical properties and dimensional changes of vacuum heat-treated high-speed steel. Heat Treatment of Metals, 2002, nr 3, s.72-76.
[4] Paulin P. Mechanism and applicability of heat treating at cryogenic temperatures. Industrial Heating, 1992, August, s. 24-27.
[5] Mahmudi R., Ghasemi H.M., Faradji H.R. Effects of cryogenic treatments on the mechanical properties and wear behaviour of high-speed steel M2. Heat Treatment of Metals, 2000, nr 3, s. 69-72.
[6] Molinari A.; Pellizzari M.; Gialanella S.; Straffelini G.; Stiasny K.H. Effect of deep cryogenic treatment on the mechanical properties of tool steels. Journal of Materials Processing Technology, (118), 2001, nr 1, s.350-355.
[7] Meng F. i in. Role of eta-carbide precipitations in the wear resistance improvements of Fe 12Cr-Mo-V 1.4C tool steel by cryogenic treatment. ISIJ International, vol. 34, 1994, nr 2, s. 205-210.
[8] Collins D.N.Deep cryogenic treatment of tool steels: a review. Heat Treatment of Metals, 1996, nr 2, s. 40-42.
[9] Barron R.F. How cryogenic treatment controls wear. 21st Inter-Plant Tool and Gage Conference. Shreveport, LA, USA,1982. (wg ASM Handbook, t.4, s. 205).
[10] http://www.metal-wear.com [11] Paulin P. "Coating" the structure of metals at deep cryogenic
temperatures. Modern Application News,1994, January. [12] Olson L. Cryogenic tempering boosts parts life up to 400%.
Modern Application News. 1998, March. [13] http://www.mesote.com [14] Crissey J. Cryogenic treating of cutting tools can extend tool life
by 300 percent or more. Woodworking, 2004, April. (http://www.modernwoodworking.com/04issues/ april/news/supplyside.shtml)
[15] http://www.nwcryo.com/machining [16] Marshall T.L. Defying natural wear and tear is a deeply chilling
experience. CryoGas International, 1999, April, s. 23-25. [17] http://www.cryoplus.com/cuttingtools [18] http://www.apexknives.com/customer_cost_reduction [19] Schiradelly R., Diekman J. F. Cryogenics - the racer's edge. Heat
Treating Progress, 2001, November, s. 43-49 [20] http://www.percryo.com/racing [21] http://www.cryogenicsofindiana.com/prod01 [22] http://www.sportcompactcarweb.com/projectcars/9909scc_proj30
0zx [23] http://www.coldfire.co.za/racing [24] http://members.ozemail.com.au/~mtce/coldinfo [25] Cronhelm P. i in. Cryogenic treatment of rifle barrels. National
Firearms Association of Canada. (http://www.nfa.ca/cfj-archive/tips-tricks/cryogenic-treatment-of-rifle-barrels-2.)
[26] Cryogenic stress relief for greater accuracy. Shotgun Sports, 1998, January/February, s.16--19, 51.
[27] http://www.diversifiedcryogenics.com/gunbarrels [28] http://www.onecryo.com/firearms [29] Kosieradzki P. Obróbka cieplna metali. PWT. Warszawa 1955. [30] Żmihorski E. Stale narzędziowe i obróbka cieplna narzędzi.
WNT. Warszawa 1967. [31] Obróbka cieplna stopów żelaza. Poradnik Inżyniera. Red.
Wacław Luty. WNT. Warszawa 1977. [32] http://www.imp.edu.pl/coc





![PRZEGLĄD PROGRAMU PRODUKCJI - Termo Technika · nrusxv srps\ 2sfmh korpus pompy ze stali nierdzewnej :huvmh gzxjárzlfrzh 0reloqh vwhurzdqlh lqvwdodfm srpsrz ]d srprf lqwhuihmvx](https://static.fdocuments.pl/doc/165x107/5e465cb0aeaec56f443db2c0/przegld-programu-produkcji-termo-technika-nrusxv-srps-2sfmh-korpus-pompy-ze.jpg)