MIKROSKOPY WARSZTATOWE - ioitbm.p.lodz.pl · któregoś z bębnów należy go rozszerzyć za...
15
Instytut Obrabiarek i TBM, Politechnika Łódzka 1 Autor – dr inż. Stanisław Bąbol Instrukcja do ćwiczenia nr 4 Temat ćwiczenia MIKROSKOPY WARSZTATOWE Cel ćwiczenia: Celem ćwiczenia jest zapoznanie studentów z budową mikroskopów, ich wyposażenia oraz z techniką wybranych pomiarów, wykonywanych przy użyciu tego sprzętu. Program ćwiczenia: Ćwiczenie obejmuje: zapoznanie się z budową mikroskopów warsztatowych oraz ich wyposażeniem, pomiar zarysu we współrzędnych prostokątnych, pomiar z wykorzystaniem czujnika optycznego, pomiar kąta z wykorzystaniem głowicy goniometrycznej, pomiar zarysu przez projekcję. Literatura: 1. W. Jakubiec, J. Malinowski – „Metrologia wielkości geometrycznych”, WNT, Warszawa 2004 r. 2. A. Sadowski, E. Miernik, J. Sobol –„Metrologia długości i kąta”, WNT, W-wa 1978 r. 3. E. Krawczuk „Narzędzia do pomiaru długości i kąta”, W-wa 1977 r. Wprowadzenie Mikroskopy pomiarowe są zaliczane do grupy optycznych przyrządów pomiarowych. Ich konstrukcja i bogate wyposażenie umożliwia wykonywanie pomiarów wymiarów liniowych i kątów zarówno metodą bezpośrednią jak też pośrednią. Możliwość pomiaru współrzędnych punktów pozwala na określenie najbardziej złożonych kształtów przedmiotu. W grupie mikroskopów pomiarowych wyróżnia się najczęściej: mikroskopy warsztatowe, mikroskopy uniwersalne, mikroskopy projekcyjne. Najszersze zastosowanie w praktyce mają mikroskopy warsztatowe. Budowane są one w dwu następujących typach: mikroskop warsztatowy mały – MWM, mikroskop warsztatowy duży – MWD.
-
Upload
truonglien -
Category
Documents
-
view
233 -
download
0
Transcript of MIKROSKOPY WARSZTATOWE - ioitbm.p.lodz.pl · któregoś z bębnów należy go rozszerzyć za...

Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka
1
Autor – dr inż. Stanisław Bąbol
Instrukcja do ćwiczenia nr 4
Temat ćwiczenia
MIKROSKOPY WARSZTATOWE
Cel ćwiczenia:
Celem ćwiczenia jest zapoznanie studentów z budową mikroskopów, ich wyposażenia oraz z
techniką wybranych pomiarów, wykonywanych przy użyciu tego sprzętu.
Program ćwiczenia:
Ćwiczenie obejmuje:
zapoznanie się z budową mikroskopów warsztatowych oraz ich wyposażeniem,
pomiar zarysu we współrzędnych prostokątnych,
pomiar z wykorzystaniem czujnika optycznego,
pomiar kąta z wykorzystaniem głowicy goniometrycznej,
pomiar zarysu przez projekcję.
Literatura:
1. W. Jakubiec, J. Malinowski – „Metrologia wielkości geometrycznych”, WNT,
Warszawa 2004 r.
2. A. Sadowski, E. Miernik, J. Sobol –„Metrologia długości i kąta”, WNT, W-wa 1978 r.
3. E. Krawczuk „Narzędzia do pomiaru długości i kąta”, W-wa 1977 r.
Wprowadzenie
Mikroskopy pomiarowe są zaliczane do grupy optycznych przyrządów pomiarowych. Ich
konstrukcja i bogate wyposażenie umożliwia wykonywanie pomiarów wymiarów liniowych i
kątów zarówno metodą bezpośrednią jak też pośrednią. Możliwość pomiaru współrzędnych
punktów pozwala na określenie najbardziej złożonych kształtów przedmiotu. W grupie
mikroskopów pomiarowych wyróżnia się najczęściej:
mikroskopy warsztatowe,
mikroskopy uniwersalne,
mikroskopy projekcyjne.
Najszersze zastosowanie w praktyce mają mikroskopy warsztatowe. Budowane są one w dwu
następujących typach:
mikroskop warsztatowy mały – MWM,
mikroskop warsztatowy duży – MWD.
Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka
2
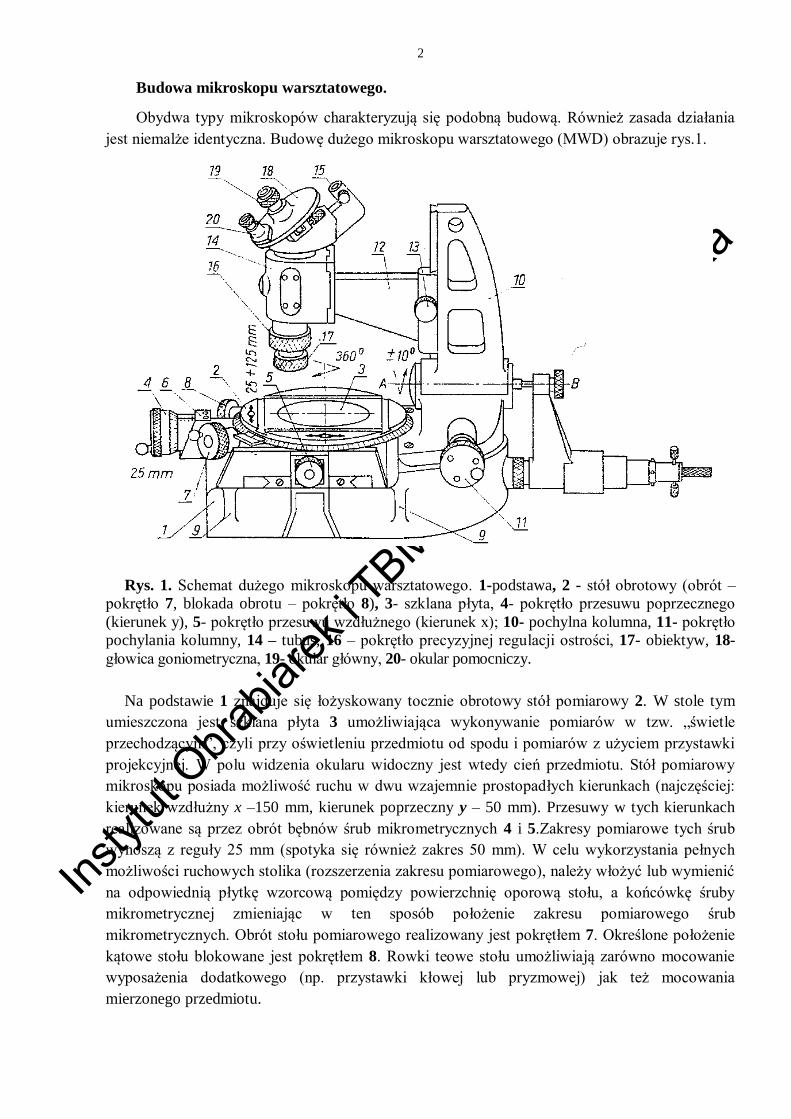
Budowa mikroskopu warsztatowego.
Obydwa typy mikroskopów charakteryzują się podobną budową. Również zasada działania
jest niemalże identyczna. Budowę dużego mikroskopu warsztatowego (MWD) obrazuje rys.1.
Rys. 1. Schemat dużego mikroskopu warsztatowego. 1-podstawa, 2 - stół obrotowy (obrót –
pokrętło 7, blokada obrotu – pokrętło 8), 3- szklana płyta, 4- pokrętło przesuwu poprzecznego
(kierunek y), 5- pokrętło przesuwu wzdłużnego (kierunek x); 10- pochylna kolumna, 11- pokrętło
pochylania kolumny, 14 – tubus, 16 – pokrętło precyzyjnej regulacji ostrości, 17- obiektyw, 18-
głowica goniometryczna, 19- okular główny, 20- okular pomocniczy.
Na podstawie 1 znajduje się łożyskowany tocznie obrotowy stół pomiarowy 2. W stole tym
umieszczona jest szklana płyta 3 umożliwiająca wykonywanie pomiarów w tzw. „świetle
przechodzącym”, czyli przy oświetleniu przedmiotu od spodu i pomiarów z użyciem przystawki
projekcyjnej. W polu widzenia okularu widoczny jest wtedy cień przedmiotu. Stół pomiarowy
mikroskopu posiada możliwość ruchu w dwu wzajemnie prostopadłych kierunkach (najczęściej:
kierunek wzdłużny x –150 mm, kierunek poprzeczny y – 50 mm). Przesuwy w tych kierunkach
realizowane są przez obrót bębnów śrub mikrometrycznych 4 i 5.Zakresy pomiarowe tych śrub
wynoszą z reguły 25 mm (spotyka się również zakres 50 mm). W celu wykorzystania pełnych
możliwości ruchowych stolika (rozszerzenia zakresu pomiarowego), należy włożyć lub wymienić
na odpowiednią płytkę wzorcową pomiędzy powierzchnię oporową stołu, a końcówkę śruby
mikrometrycznej zmieniając w ten sposób położenie zakresu pomiarowego śrub
mikrometrycznych. Obrót stołu pomiarowego realizowany jest pokrętłem 7. Określone położenie
kątowe stołu blokowane jest pokrętłem 8. Rowki teowe stołu umożliwiają zarówno mocowanie
wyposażenia dodatkowego (np. przystawki kłowej lub pryzmowej) jak też mocowania
mierzonego przedmiotu.

Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka
3
W przypadku pomiaru przedmiotu, którego zarys jest nierównoległy do powierzchni stołu (a
więc nie leży w płaszczyźnie prostopadłej do osi optycznej mikroskopu), należy, wynikłe stąd
zniekształcenie obrazu korygować pochyleniem kolumny 10 doprowadzając kierunek osi
optycznej do położenia prostopadłego do płaszczyzny zarysu. Pochylenie to wykonuje się
pokrętłem 11, a wielkość kąta pochylenia odczytuje się na skali pokrętła. Z kolumną, poprzez
ramię 12, związany jest tubus mikroskopu 14. Na boku ramienia znajduje się pokrętło
umożliwiające ruch w kierunku pionowym a określone położenie tubusu ustalone jest pokrętłem
13. Pokrętła powyższe umożliwiają zgrubne ustawienie ostrości widzenia przedmiotu
mierzonego, natomiast dokładnego ustawienia dokonuje się przy użyciu pierścienia 16. Poniżej
pierścienia znajduje się rowek umożliwiający zainstalowanie oświetlacza górnego(na rysunku
brak), który wykorzystany jest przy pomiarach w świetle odbitym. U góry tubusu, w specjalnym
gnieździe, osadzona jest głowica goniometryczna 18. Budowę głowicy goniometrycznej
przedstawiono na rys. 2.
W dolnej części tubusu znajduje się gniazdo do wkręcania wymiennych obiektywów (na
wyposażeniu mikroskopu znajdują się obiektywy o powiększeniach: x1; x1,5; x3; x5).
Powiększenie optyczne mikroskopu jest iloczynem powiększenia okularu (x10) i użytego
obiektywu, a więc może wynosić: x10; x15, x30; x50).
Mikroskop warsztatowy mały zbudowany jest podobnie. Najistotniejsze różnice to:
mniejsze wymiary gabarytowe,
mniejsze przesuwy pomiarowe stolika,
brak stołu obrotowego.
Stół pomiarowy tego mikroskopu może wykonać jedynie stosunkowo mały ruch obrotowy
wynoszący 60, wykorzystywany w celach nastawczych.
Głowica goniometryczna
Budowę głowicy goniometrycznej przedstawia rysunek 2.
a)
pokrętło obrotu płytki
okular pomocniczy okular główny
płytka głowicy goniometrycznej
korpus głowicy
część ustalająca
Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka
4
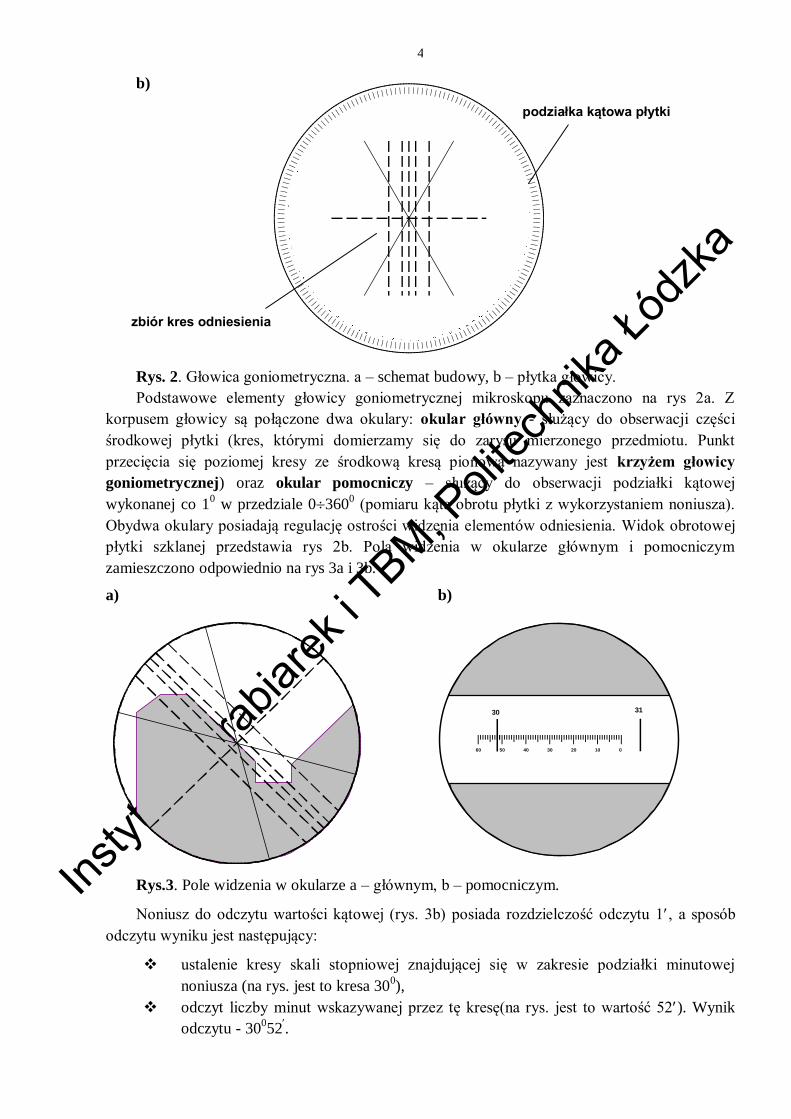
b)
Rys. 2. Głowica goniometryczna. a – schemat budowy, b – płytka głowicy.
Podstawowe elementy głowicy goniometrycznej mikroskopu zaznaczono na rys 2a. Z
korpusem głowicy są połączone dwa okulary: okular główny - służący do obserwacji części
środkowej płytki (kres, którymi domierzamy się do zarysu mierzonego przedmiotu. Punkt
przecięcia się poziomej kresy ze środkową kresą pionową nazywany jest krzyżem głowicy
goniometrycznej) oraz okular pomocniczy – służący do obserwacji podziałki kątowej
wykonanej co 10 w przedziale 0360
0 (pomiaru kąta obrotu płytki z wykorzystaniem noniusza).
Obydwa okulary posiadają regulację ostrości widzenia elementów odniesienia. Widok obrotowej
płytki szklanej przedstawia rys 2b. Pola widzenia w okularze głównym i pomocniczym
zamieszczono odpowiednio na rys 3a i 3b.
a) b)
30 31
0 10 20 30 40 50 60
Rys.3. Pole widzenia w okularze a – głównym, b – pomocniczym.
Noniusz do odczytu wartości kątowej (rys. 3b) posiada rozdzielczość odczytu 1, a sposób
odczytu wyniku jest następujący:
ustalenie kresy skali stopniowej znajdującej się w zakresie podziałki minutowej
noniusza (na rys. jest to kresa 300),
odczyt liczby minut wskazywanej przez tę kresę(na rys. jest to wartość 52). Wynik
odczytu - 30052
.
podziałka kątowa płytki
zbiór kres odniesienia

Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka
5
Mikroskopy warsztatowe najczęściej posiadają następujące wyposażenie:
głowice rewolwerowe – z wzorcami łuków, gwintów i.t.p.,
nożyki pomiarowe,
przystawka projekcyjna,
czujnik optyczny,
głowica podwójnego obrazu,
wymienne obiektywy (x1; x1,5; x3; x5),
przystawka kłowa i pryzmowa.
Do pomiarów w trakcie ćwiczenia zostanie wykorzystany czujnik optyczny oraz przystawka
projekcyjna.
Czujnik optyczny
Schemat czujnika optycznego przedstawia rysunek 4. Rys 4a wyjaśnia zasadę działania
czujnika. Mierzony przedmiot dosuwa się do końcówki pomiarowej 1 za pomocą pokręteł śrub
mikrometrycznych mikroskopu (przedmiot mierzony powinien być zamocowany do stołu
specjalnymi dociskami). Za poprawne położenie pomiarowe przedmiotu uważa się stan, kiedy
podwójne kresy (bisektory) naniesione na płytkę 3 obejmą symetrycznie kresę domiarową
głowicy goniometrycznej (rys 4b). W tym położeniu końcówka pomiarowa zajmuje położenie
pionowe. W korpusie czujnika (w osi źródła światła 4) znajdują się dwa pokrętła regulacyjne:
pokrętło regulacji ostrości widzenia trzech par kres (od strony oświetlacza) oraz pokrętło zmiany
kierunku nacisku mierniczego (po stronie przeciwległej).
Czujnik optyczny pozwala na stykowe domierzanie się do zarysu mierzonego przedmiotu, co
pierścieniowym obiektywu.
a) b)
Rys. 4. Czujnik optyczny. a) schemat optyczny, b) widok w okularze głowicy
goniometrycznej; 1 -trzpień pomiarowy, 2- zwierciadło, 3 - płytka z trzema parami kres, 4 -
źródło światła, 5- głowica goniometryczna.
Mierzony przedmiot
1
2
3
4
5
Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka
6
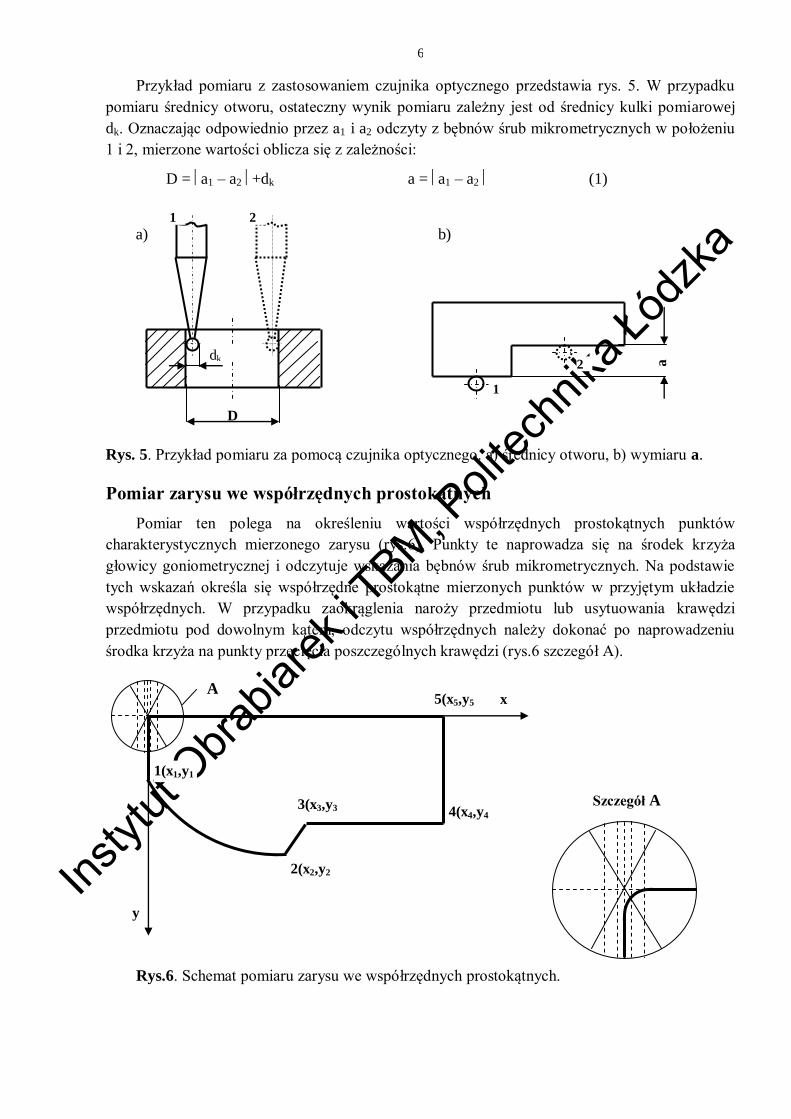
Przykład pomiaru z zastosowaniem czujnika optycznego przedstawia rys. 5. W przypadku
pomiaru średnicy otworu, ostateczny wynik pomiaru zależny jest od średnicy kulki pomiarowej
dk. Oznaczając odpowiednio przez a1 i a2 odczyty z bębnów śrub mikrometrycznych w położeniu
1 i 2, mierzone wartości oblicza się z zależności:
D = a1 – a2 +dk a = a1 – a2 (1)
a) b)
Rys. 5. Przykład pomiaru za pomocą czujnika optycznego. a) średnicy otworu, b) wymiaru a.
Pomiar zarysu we współrzędnych prostokątnych
Pomiar ten polega na określeniu wartości współrzędnych prostokątnych punktów
charakterystycznych mierzonego zarysu (rys.6). Punkty te naprowadza się na środek krzyża
głowicy goniometrycznej i odczytuje wskazania bębnów śrub mikrometrycznych. Na podstawie
tych wskazań określa się współrzędne prostokątne mierzonych punktów w przyjętym układzie
współrzędnych. W przypadku zaokrąglenia naroży przedmiotu lub usytuowania krawędzi
przedmiotu pod dowolnym kątem, odczytu współrzędnych należy dokonać po naprowadzeniu
środka krzyża na punkty przecięcia poszczególnych krawędzi (rys.6 szczegół A).
Rys.6. Schemat pomiaru zarysu we współrzędnych prostokątnych.
D
dk
1 2
Szczegół A
A
2(x2,y2
)
1(x1,y1
)
3(x3,y3
)
4(x4,y4
)
y
x 5(x5,y5
)
a
1
2

Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka
7
Pomiar kąta z wykorzystaniem głowicy goniometrycznej
Pomiary kątów z wykorzystaniem głowicy goniometrycznej są często wykonywane w
praktyce pomiarowej. Wpływa na to zarówno prostota pomiaru, jak też fakt, że inne metody
pomiaru kąta nie mogą być w wielu przypadkach zastosowane, np.: pomiar kąta zarysu gwintu. W
celu wykonania pomiaru należy:
domierzyć się poziomą (lub pionową) kresą krzyża głowicy goniometrycznej do
ramion (położenie A i B rys.7 ) mierzonego kąta,
odczytać wartości kątowe w okularze pomocniczym głowicy (rys. 3b),
obliczyć, w oparciu o uzyskane wyniki, wartość mierzonego kąta.
Rys.7. Schemat pomiaru kąta z wykorzystaniem głowicy goniometrycznej.
4. Pomiar zarysu za pomocą przystawki projekcyjnej.
Istota pomiaru za pomocą przystawki projekcyjnej polega na:
porównaniu obrazu mierzonego przedmiotu z rysunkiem kontrolnym (wzorcem
wykreślonym na kalce technicznej oraz zaznaczonymi polami tolerancji)
umieszczonym na ekranie przystawki projekcyjnej,
pomiarze odchyłek zarysu rzeczywistego w stosunku do wymiarów granicznych za
pomocą stołu pomiarowego i śrub mikrometrycznych.
Pierwsza możliwość jest z reguły stosowana do oceny poprawności wykonania przedmiotów
o skomplikowanych kształtach, druga zaś jest niezbędna do określenia wartości koniecznych
poprawek w procesie technologicznym.
Przystawka projekcyjna jest zamocowana w miejscu usytuowania głowicy goniometrycznej,
zarys przedmiotu sprawdzanego natomiast musi być prostopadły do osi optycznej mikroskopu.
Przebieg ćwiczenia
Zadanie 1
Wyznaczyć współrzędne prostokątne punktów charakterystycznych wskazanego zarysu oraz
wykonać szkic mierzonego zarysu.
Kolejność postępowania:
1. Określić położenie mierzonego przedmiotu w przyjętym układzie współrzędnych
prostokątnych i wyznaczyć punkty charakterystyczne zarysu. Położenie to naszkicować w
karcie pomiarów.
2. Położyć mierzony element na stole pomiarowym.
„A”
„B”

Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka
8
3. Włączyć oświetlenie górne pola widzenia mikroskopu.
4. Ustawić ostrość widzenia krzyża głowicy goniometrycznej.
5. Ustawić ostrość widzenia mierzonego profilu.
6. Włączyć i wyregulować oświetlenie skali kątowej mikroskopu.
7. Ustawić położenie kątowe głowicy goniometrycznej na wartość 0º00.
8. Sprawdzić i ustawić zerowe pochylenie kolumny.
9. Ustawić bębny śrub mikrometrycznych na wartości około 5 mm.
10. Przemieszczając przedmiot na stole pomiarowym doprowadzić zgrubnie do jego położenia
zgodnie z rysunkiem 6. Położenie dokładne należy uzyskać przy pomocy pokręteł śrub
mikrometrycznych.
11. Dokonać odczytu z bębnów śrub mikrometrycznych (ao,bo) i wpisać w tabl. 1 karty
pomiarów.
12. Przemieszczając stół za pomocą śrub mikrometrycznych naprowadzać kolejno mierzone
punkty na środek głowicy goniometrycznej i notować odczyty (ai, bi) z bębnów śrub
mikrometrycznych w tablicy 1. W przypadku wyczerpania się zakresu pomiarowego
któregoś z bębnów należy go rozszerzyć za pomocą płytek wzorcowych. Wymiary
zastosowanych płytek wzorcowych wpisać do karty pomiarów.
13. Uwzględniając niezerowe wartości wskazań bębnów śrub dla punktu 0 oraz zmianę
zakresu pomiarowego, obliczyć współrzędne (x, y) poszczególnych punktów dla przyjętego
układu współrzędnych (rys. 6) według zależności:
xi = ai– ao + (wai-wao) (2)
yi = bi - bo+ (wbi-wbo)
gdzie:
ai,bi – odczyty z odpowiednich bębnów śrub mikrometrycznych (a - przesuwu
wzdłużnego x, b – przesuwu poprzecznego y),
ao, bo – odczyty z bębnów śrub mikrometrycznych dla punktu 0,
wai, wbi –wymiary płytek ) zastosowanych do pomiaru danego punktu,
wao, wbo – wymiar płytki (stosu płytek) zastosowanych do pomiaru współrzędnej
punktu 0.
14. Obliczyć niepewność pomiaru dla maksymalnej wartości współrzędnych x i y.
W celu obliczenia niepewności pomiaru współrzędnych danego punktu, należy obliczyć
wartości błędów cząstkowych, a mianowicie:
błąd domierzania wynikający z precyzji ustawienia kres odniesienia głowicy
goniometrycznej względem zarysu mierzonego przedmiotu. Wartości tego błędu, z
uwagi na zróżnicowanie wzroku oraz predyspozycji osób mierzących, najlepiej
wyznaczyć doświadczalnie poprzez określenie rozrzutu wartości współrzędnych przy
wielokrotnym domierzaniu się krzyżem głowicy goniometrycznej do wybranego
punktu zarysu. Wartość błędu obliczamy wg wzoru:
dom. = cn R (3)
gdzie:
dom. – graniczna wartość błędu domierzania.
cn – współczynnik zależny od liczby powtórzeń n.
n 4 5 6 7 8 9 10
cn 0,971 0,860 0,789 0,740 0,702 0,673 0,650
R – rozstęp wartości odczytanych współrzędnych i (R = max - min).

Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka
9
błąd przyrządu p,o . Wartość tego błędu (zawierająca składowe części mechanicznej
mikroskopu, składowe układu optycznego oraz błąd odczytu) zależy od typu
mikroskopu, kierunku i rodzaju pomiaru i jest obliczana według zależności podanych
w tablicy 1.
błąd wymiaru płytki wzorcowej w (stosu płytek) zastosowanej do rozszerzenia
zakresu pomiarowego stolika przy pomiarze danego punktu. Do tego celu są
stosowane płytki klasy II, a dopuszczalne błędy odtwarzania wynoszą:
Długość nominalna
L
Dopuszczalne wartości
błędów odtwarzania
[mm] [m]
do 10 0,45
Pow. 10 do 25 0,6
Pow.25 do 50 0,8
Pow.50 d0 75 1,0
Niepewność pomiaru obliczamy ze wzoru :
222
,
2
. )()()(2 wopdomuw (4)
Podwójne uwzględnienie błędu domierzania wynika z faktu, że wyznaczenie współrzędnych
punktów zarysu uwzględnia również pomiar w punkcie zerowym.
Zadanie 2
Dokonać pomiaru kąta z wykorzystaniem głowicy goniometrycznej.
W tym celu należy:
1. Wykonać czynności regulacyjne mikroskopu: włączyć oświetlenie górne i przechodzące,
ustawić ostrość widzenia kres krzyża głowicy, ustawić poprawność oświetlenia i ostrość
widzenia skali kątowej, ustawić zerowe wartości kąta obrotu płytki i wartości pochylenia
kolumny mikroskopu.
2. Położyć mierzony eksponat na stole mikroskopu i ustawić ostrość widzenia zarysu.
3. Wykorzystując pokrętła bębnów śrub mikrometrycznych i pokrętło obrotu płytki głowicy,
domierzyć się poziomą (lub pionową) kresą krzyża głowicy goniometrycznej do ramion
(położenie A i B rys.7 ) mierzonego kąta. Ustawienie zgrubne względem linii odniesienia
głowicy dokonujemy poprzez przemieszczenie przedmiotu na stoliku.
4. Odczytać wartości kątowe w okularze pomocniczym głowicy (rys. 3b).
5. Obliczyć, w oparciu o uzyskane wyniki, wartość mierzonego kąta.
6. Obliczyć niepewność pomiaru.
W celu obliczenia niepewności pomiaru, należy obliczyć wartości błędów cząstkowych, a
mianowicie:
błąd domierzania wynikający z precyzji ustawienia kres odniesienia głowicy
goniometrycznej względem ramion mierzonego kąta. Wartości tego błędu, z tych
samych przyczyn jak w zadaniu 1, najlepiej wyznaczyć doświadczalnie poprzez
określenie rozrzutu wartości odczytu kąta przy wielokrotnym domierzaniu się

Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka
10
krzyżem głowicy goniometrycznej do tego samego ramienia kąta. Wartość błędu
obliczamy identycznie jak w zadaniu 1.
błąd przyrządu p,o. Wartość tego błędu (zawierająca składowe części mechanicznej
mikroskopu, składowe układu optycznego oraz błąd odczytu) jest obliczana według
zależności podanych w tablicy 1.Podczas pomiaru, ramiona mierzonego kąta z reguły
nie mieszczą się w polu widzenia. Wówczas do zależności z tablicy 1 w miejsce „f”
podstawiamy średnicę pola widzenia okularu zależną od stosowanego powiększenia.
Wynosi ona :
21 mm dla p=10,
14mm dla p=15,
7mm dla p=30,
4,2mm dla p=50.
Niepewność pomiaru obliczamy ze wzoru :
2
,
2
. )()(2 opdomu (5)
Zadanie 3
Dokonać pomiaru wskazanego wymiaru eksponatu za pomocą czujnika optycznego.
1. Wykonać czynności regulacyjne mikroskopu: zamocować obiektyw o powiększeniu x3,
zamocować czujnik optyczny i wyregulować jego położenie kątowe, włączyć oświetlenie
czujnika, ustawić ostrość widzenia kres krzyża głowicy, ustawić ostrość widzenia par kres,
ustawić zerowe wartości kąta obrotu płytki i wartości pochylenia kolumny mikroskopu.
2. Położyć i zamocować mierzony eksponat na stole mikroskopu.
3. Wykorzystując pokrętła bębnów śrub mikrometrycznych i pokrętło opuszczania tubusu,
domierzyć się końcówką czujnika do mierzonych powierzchni przedmiotu doprowadzając
każdorazowo do symetrycznego położenia kresy domiarowej głowicy (rys. 4b). Przy
pomiarze średnicy otworu należy przesuwać przedmiot w kierunku poprzecznym do
uzyskania „punktu zwrotnego” ruchu podwójnych kres.
4. Odczytać wskazania wartości z bębna śruby mikrometryczne w kierunku pomiaru.
5. Obliczyć, w oparciu o uzyskane wyniki, mierzoną wartość (wzory 1). Według danych
producenta, średnica kulki czujnika dk =2,9851 0,0005 [mm].
6. Obliczyć niepewność pomiaru.
W celu obliczenia niepewności pomiaru, należy obliczyć wartości błędów cząstkowych, a
mianowicie:
błąd domierzania wynikający z precyzji ustawienia kresy krzyża głowicy
goniometrycznej między parami kres (bisektorami). Wartości tego błędu, określona
doświadczalnie wynosi 0,003 [mm].
błąd przyrządu p . Wartość tego błędu powinna uwzględniać zarówno błąd czujnika
optycznego wynoszący p1= 0,002 [mm] oraz błąd mikroskopu p2, którą należy
obliczyć według zależności podanych w tablicy 1. Podobnie, jak w zadaniach 1 i 2,
wartość tego błędu zawiera składowe części mechanicznej mikroskopu, składowe
układu optycznego oraz błąd odczytu.
błąd kulki pomiarowej czujnika dk (tylko przy pomiarze wymiarów wewnętrznych).
Błąd ten wynosi 0,0005 [mm].

Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka
11
Niepewność pomiaru obliczamy ze wzoru :
Dla pomiaru wymiarów wewnętrznych:
22
2
2
1
2
. )()()()(2 dkppdomuD (6)
Dla pomiaru wymiarów mieszanych:
2
2
2
1
2
. )()()(2 ppdomua (7)
Zadanie 4
Sprawdzić przez porównanie zgodność kształtu mierzonego z zarysem kontrolnym. Określić
wielkość odchyłek granicznych i ich położenie w stosunku do sprawdzanego zarysu. Wykonać
szkic zarysu .
Kolejność postępowania:
1. Założyć wskazany rysunek kontrolny na ekran projektora.
2. Włączyć oświetlenie projekcyjne.
3. Położyć mierzony element na stole pomiarowym.
4. Nastawić ostrość widzenia cienia zarysu na ekranie.
5. Przemieszczając przedmiot doprowadzić do pokrycia cienia krawędzi bazowych z
odpowiednimi liniami rysunku (linia c i d).
a) b)
Rys.7. Pomiar zarysu za pomocą przystawki projekcyjnej. a) zarys kontrolny, b) położenie po
domierzeniu się zarysu rzeczywistego do linii c i d zarysu kontrolnego.
Poziom „i”
a
b
c
d
ia ib
ia
ib
Zr
Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka
12
6. W karcie pomiarów zanotować odczyty z bębnów śrub mikrometrycznych.
7. Dla każdego z poziomów pomiarowych należy:
pokręcając odpowiednim pokrętłem śruby mikrometrycznej, ustawić linię cienia
sprawdzanego zarysu Zr z punktem ib (górnym wymiarem granicznym) zarysu
kontrolnego. Odczyty z bębnów wpisać do karty pomiarów.
powyższy pomiar wykonać domierzając się z punktem ia (dolnym wymiarem
granicznym) zarysu kontrolnego. Odczyty z bębnów wpisać do karty pomiarów.
8. Dla każdego poziomu pomiarowego obliczyć wartość przekroczenia zarysu rzeczywistego
w stosunku do wymiarów granicznych. Jeśli obliczone wartości są ujemne, oznacza to
przekroczenie „w głąb materiału”, jeśli dodatnie – „na zewnątrz materiału”.
9. Wskazać błąd zarysu Z – jest to maksymalne przekroczenie „na zewnątrz materiału”
względem linii górnego wymiaru granicznego lub maksymalne przekroczenie „w głąb
materiału” względem dolnego wymiaru granicznego zarysu kontrolnego.
10. Obliczyć niepewność pomiaru uwzględniając następujące błędy cząstkowe:
błąd domierzania wynikający z precyzji ustawienia zarysu mierzonego względem linii
zarysu wzorcowego. Wartości tego błędu, określona doświadczalnie wynosi 0,02
[mm].
błąd przyrządu p . Wartość tego błędu należy obliczyć według zależności podanych
w tablicy 1.
błąd zarysu wzorcowego zw - należy go obliczyć według zależności podanych w
tablicy 1. W zadaniu -powiększenie mikroskopu wynosi: p =15.
Niepewność pomiaru obliczamy ze wzoru :
222
. )()()(2 zwpdomuZ (8)
Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka 13
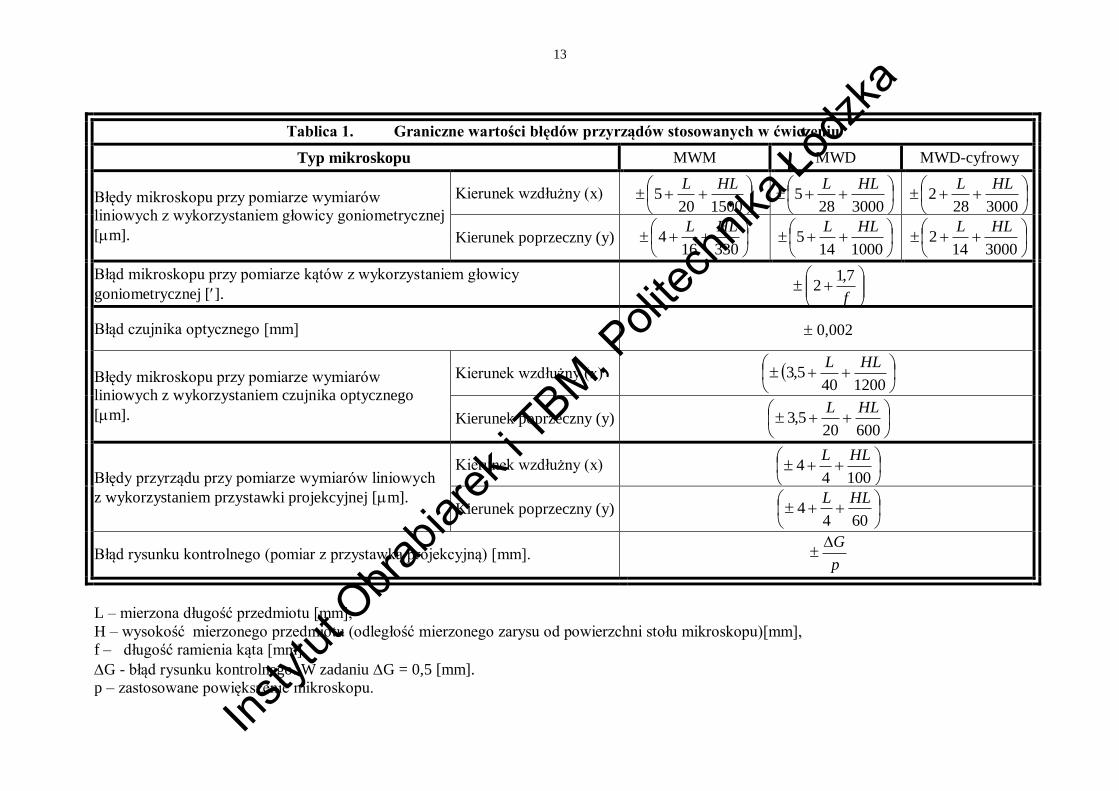
Tablica 1. Graniczne wartości błędów przyrządów stosowanych w ćwiczeniu
Typ mikroskopu MWM MWD MWD-cyfrowy
Błędy mikroskopu przy pomiarze wymiarów
liniowych z wykorzystaniem głowicy goniometrycznej
[m].
Kierunek wzdłużny (x)
1500205
HLL
3000285
HLL
3000282
HLL
Kierunek poprzeczny (y)
330164
HLL
1000145
HLL
3000142
HLL
Błąd mikroskopu przy pomiarze kątów z wykorzystaniem głowicy
goniometrycznej [].
f
7,12
Błąd czujnika optycznego [mm] 0,002
Błędy mikroskopu przy pomiarze wymiarów
liniowych z wykorzystaniem czujnika optycznego
[m].
Kierunek wzdłużny (x)
1200405,3
HLL
Kierunek poprzeczny (y)
600205,3
HLL
Błędy przyrządu przy pomiarze wymiarów liniowych
z wykorzystaniem przystawki projekcyjnej [m].
Kierunek wzdłużny (x)
10044
HLL
Kierunek poprzeczny (y)
6044
HLL
Błąd rysunku kontrolnego (pomiar z przystawką projekcyjną) [mm]. p
G
L – mierzona długość przedmiotu [mm],
H – wysokość mierzonego przedmiotu (odległość mierzonego zarysu od powierzchni stołu mikroskopu)[mm],
f – długość ramienia kąta [mm],
G - błąd rysunku kontrolnego. W zadaniu G = 0,5 [mm].
p – zastosowane powiększenie mikroskopu.

Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka

Instyt
ut Obra
biarek
i TBM, P
olitec
hnika
Łódz
ka
15