Maszyny pomiarowe firmy Aberlink - Oberon3D - Oberon 3D · pomiarowa Aberlink Axiom too Rys. 2....
2
490 MECHANIK NR 7/2010 Rys. 1. Współrzędnościowa maszyna pomiarowa Aberlink Axiom too Rys. 2. Współrzędnościo- wa maszyna pomiarowa Aberlink Zenith too Rys. 3. Okno oprogramowania Aberlink 3D Maszyny pomiarowe firmy Aberlink Firma OBERON 3D L.PIETRZAK I WSPÓLNICY SPÓŁKA JAWNA zajmuje się sprzedażą współrzędnościowych urządzeń pomiarowych, które wykorzystują zarówno stykową, jak i optyczną metodę pomiaru. Do takich maszyn należą produkty angielskiej firmy Aberlink reprezentowane przez modele serii Axiom too oraz Zenith too. Maszyna Axiom too oferuje cztery zakresy pomiarowe dla wersji CNC, lub manualnej, począwszy od 640 × 600 × 500 mm aż do 640 × 1500 × 500 mm. Na życzenie użytkownika ist- nieje możliwość modernizacji maszyny z wersji ręcznej na wersję CNC, przez montaż napędów w dowolnym momencie (rys. 1). Konstrukcja stołu, będąca połączeniem granitu i aluminium w układzie plastra miodu, umożliwia naturalne tłumienie drgań. Dzięki granitowej prowadnicy osi Y można, w celu zapewnienia wyższej dokładności, obciążyć łożyska powietrzne tej osi w przeciwstawnych kierunkach. Maszyna Aberlink Zenith too zbudowana jest z aluminium. Skutkuje to minimalizacją naprężeń oraz znacznym obniże- niem kosztów produkcji w porównaniu z maszynami zbudowa- nymi z granitu, ceramiki czy innych materiałów. Połączenie najnowszych technologii i dokładnej analizy mapy błędów umo- żliwia uzyskanie wysokich dokładności (rys. 2). Jedną z cech wyróżniających maszyny firmy Aberlink jest aluminiowa konstrukcja bramy maszyny, która w przypadku, gdy maszyna nie jest zainstalowana w pomieszczeniu klimaty- zowanym, równomiernie kurczy się lub rozszerza, eliminując składowe błędów pomiaru. Temperatura otoczenia może być kompensowana poprzez zastosowanie zewnętrznych i/lub we- wnętrznych czujników temperatury, co pozwala na pracę w wa- runkach odbiegających od idealnych. Zastosowanie tego mate- riału w konstrukcji maszyny umożliwia uzyskanie wysokich wartości przyspieszeń oraz prędkości przejazdów (przyspie- szenia do 1500 mm/s 2 , prędkości do 500 mm/s). Kompleksowa produkcja maszyny w zakładzie macierzys- tym firmy Aberlink (włącznie z rewolucyjnym oprogramowa- niem Aberlink 3D) zapewnia możliwość kontroli na każdym etapie, a rezygnacja z podwykonawców umożliwia obniżenie jej ceny. Maszyny Aberlink są dostarczane wraz z wyposażeniem jako kompletne stanowisko pomiarowe. W zestawie są: kom- puter z urządzeniami peryferyjnymi, oprogramowanie pomiaro- we Aberlink 3D, głowica, sonda i komplet trzpieni firmy Renis- haw, kula kalibracyjna oraz filtry przeciwpyłowe. Instalacja, kalibracja i szkolenie są również zawarte w pakiecie. Oprog- ramowanie Aberlink 3D powstało na bazie prostego i przejrzys- tego interfejsu graficznego. Aberlink 3D może współpracować z maszynami CNC oraz ręcznymi; może być używany w try- bach trójwymiarowym lub dwuwymiarowym, w zależności od tego, czy pracuje z sensorem stykowym, czy korzysta z kame- ry telecentrycznej w optycznym trybie pomiaru. Oprogramowa- nie Aberlink 3D wyróżnia się spośród konkurencyjnych nie tylko prostotą użytkowania, ale także dostępnością wielu za- awansowanych funkcji, dzięki czemu jest odpowiednie nie tylko dla użytkowników początkujących, ale i bardziej zaawan- sowanych. W trakcie inspekcji detalu oprogramowanie buduje, na trzech rzutniach znajdujących się na ekranie, obraz mierzo- nych elementów. Wymiary mogą być wprowadzane i wyświet- lane na rzutniach w taki sam sposób, jak to się dzieje na rysunku technicznym (rys. 3). Dla każdej zmierzonej cechy kontrolowanego elementu two- rzony jest automatycznie program CNC ruchów maszyny. Oprogramowanie automatycznie oblicza bezpieczne przejścia maszyny pomiarowej pomiędzy poszczególnymi cechami, z uwzględnieniem zmiany pozycji kątowej głowicy pomiarowej, co jest dużym ułatwieniem dla operatora. Raporty pomiarowe mogą zawierać dokładnie takie same dane graficzne, jak na rzutniach programu. Wynikowe dane mogą mieć także postać tabelaryczną, pokazując wartości nominalne, tolerancje, odchyłki, informację „dobry/zły”, toleran- cje geometryczne itd. Raporty mogą być eksportowane do arkusza programu Excel oraz do zewnętrznych pakietów SPC (niezależnie od tego oprogramowanie ma własny, wewnętrzny moduł SPC). Kolejne opcje raportu pozwalają na wyświetlenie błędów kształtu i położenia (GD&T). Moduł CAD: dla komponentów o skomplikowanych kształ- tach (zawierających np. powierzchnie swobodne), lub gdy nie są dostępne konwencjonalne rysunki techniczne z naniesionymi wymiarami, istnieje możliwość odniesienia się do wartości nomi- nalnych zapisanych w postaci pliku CAD. Każdy z zarejest- rowanych punktów pojawi się teraz w oknie widoku CAD. Punkty będą zobrazowane odpowiednimi kolorami (kolor określa war- tość i kierunek odchyłki), do których mogą być podłączone etykiety z wartością odchyłki; odchyłkę można też zobrazować przez wyświetlenie szpilek o odpowiadającej odchyłce długości. Jest to doskonała metoda na zobrazowanie błędów kształtu powierzchni względem modelu teoretycznego (rys. 4).
Transcript of Maszyny pomiarowe firmy Aberlink - Oberon3D - Oberon 3D · pomiarowa Aberlink Axiom too Rys. 2....
490 MECHANIK NR 7/2010
Rys. 1. Współrzędnościowa maszynapomiarowa Aberlink Axiom too
Rys. 2. Współrzędnościo-wa maszyna pomiarowaAberlink Zenith too
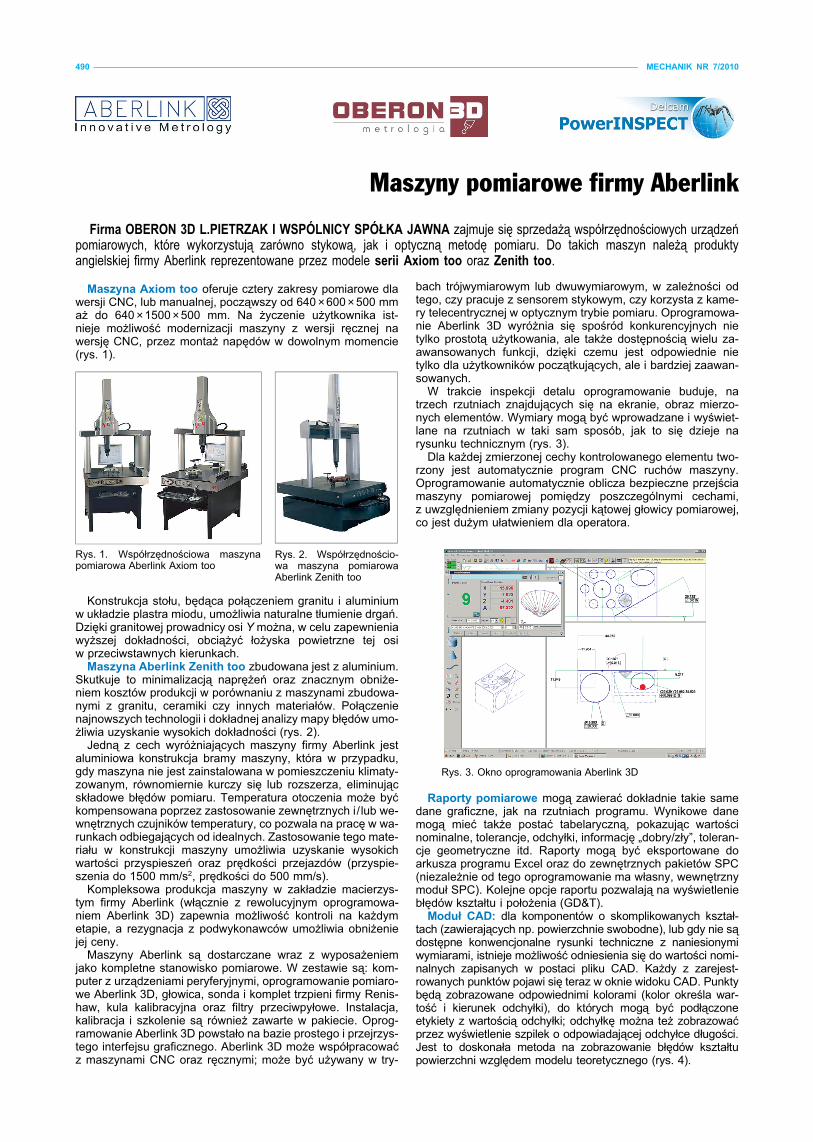
Rys. 3. Okno oprogramowania Aberlink 3D
Maszyny pomiarowe firmy Aberlink
Firma OBERON 3D L.PIETRZAK I WSPÓLNICY SPÓŁKA JAWNA zajmuje się sprzedażą współrzędnościowych urządzeńpomiarowych, które wykorzystują zarówno stykową, jak i optyczną metodę pomiaru. Do takich maszyn należą produktyangielskiej firmy Aberlink reprezentowane przez modele serii Axiom too oraz Zenith too.
Maszyna Axiom too oferuje cztery zakresy pomiarowe dlawersji CNC, lub manualnej, począwszy od 640 ×600 × 500 mmaż do 640 ×1500 ×500 mm. Na życzenie użytkownika ist-nieje możliwość modernizacji maszyny z wersji ręcznej nawersję CNC, przez montaż napędów w dowolnym momencie(rys. 1).
Konstrukcja stołu, będąca połączeniem granitu i aluminiumw układzie plastra miodu, umożliwia naturalne tłumienie drgań.Dzięki granitowej prowadnicy osi Y można, w celu zapewnieniawyższej dokładności, obciążyć łożyska powietrzne tej osiw przeciwstawnych kierunkach.
Maszyna Aberlink Zenith too zbudowana jest z aluminium.Skutkuje to minimalizacją naprężeń oraz znacznym obniże-niem kosztów produkcji w porównaniu z maszynami zbudowa-nymi z granitu, ceramiki czy innych materiałów. Połączenienajnowszych technologii i dokładnej analizy mapy błędów umo-żliwia uzyskanie wysokich dokładności (rys. 2).
Jedną z cech wyróżniających maszyny firmy Aberlink jestaluminiowa konstrukcja bramy maszyny, która w przypadku,gdy maszyna nie jest zainstalowana w pomieszczeniu klimaty-zowanym, równomiernie kurczy się lub rozszerza, eliminującskładowe błędów pomiaru. Temperatura otoczenia może byćkompensowana poprzez zastosowanie zewnętrznych i/ lub we-wnętrznych czujników temperatury, co pozwala na pracę w wa-runkach odbiegających od idealnych. Zastosowanie tego mate-riału w konstrukcji maszyny umożliwia uzyskanie wysokichwartości przyspieszeń oraz prędkości przejazdów (przyspie-szenia do 1500 mm/s2, prędkości do 500 mm/s).
Kompleksowa produkcja maszyny w zakładzie macierzys-tym firmy Aberlink (włącznie z rewolucyjnym oprogramowa-niem Aberlink 3D) zapewnia możliwość kontroli na każdymetapie, a rezygnacja z podwykonawców umożliwia obniżeniejej ceny.
Maszyny Aberlink są dostarczane wraz z wyposażeniemjako kompletne stanowisko pomiarowe. W zestawie są: kom-puter z urządzeniami peryferyjnymi, oprogramowanie pomiaro-we Aberlink 3D, głowica, sonda i komplet trzpieni firmy Renis-haw, kula kalibracyjna oraz filtry przeciwpyłowe. Instalacja,kalibracja i szkolenie są również zawarte w pakiecie. Oprog-ramowanie Aberlink 3D powstało na bazie prostego i przejrzys-tego interfejsu graficznego. Aberlink 3D może współpracowaćz maszynami CNC oraz ręcznymi; może być używany w try-
bach trójwymiarowym lub dwuwymiarowym, w zależności odtego, czy pracuje z sensorem stykowym, czy korzysta z kame-ry telecentrycznej w optycznym trybie pomiaru. Oprogramowa-nie Aberlink 3D wyróżnia się spośród konkurencyjnych nietylko prostotą użytkowania, ale także dostępnością wielu za-awansowanych funkcji, dzięki czemu jest odpowiednie nietylko dla użytkowników początkujących, ale i bardziej zaawan-sowanych.
W trakcie inspekcji detalu oprogramowanie buduje, natrzech rzutniach znajdujących się na ekranie, obraz mierzo-nych elementów. Wymiary mogą być wprowadzane i wyświet-lane na rzutniach w taki sam sposób, jak to się dzieje narysunku technicznym (rys. 3).
Dla każdej zmierzonej cechy kontrolowanego elementu two-rzony jest automatycznie program CNC ruchów maszyny.Oprogramowanie automatycznie oblicza bezpieczne przejściamaszyny pomiarowej pomiędzy poszczególnymi cechami,z uwzględnieniem zmiany pozycji kątowej głowicy pomiarowej,co jest dużym ułatwieniem dla operatora.
Raporty pomiarowe mogą zawierać dokładnie takie samedane graficzne, jak na rzutniach programu. Wynikowe danemogą mieć także postać tabelaryczną, pokazując wartościnominalne, tolerancje, odchyłki, informację „dobry/zły”, toleran-cje geometryczne itd. Raporty mogą być eksportowane doarkusza programu Excel oraz do zewnętrznych pakietów SPC(niezależnie od tego oprogramowanie ma własny, wewnętrznymoduł SPC). Kolejne opcje raportu pozwalają na wyświetleniebłędów kształtu i położenia (GD&T).
Moduł CAD: dla komponentów o skomplikowanych kształ-tach (zawierających np. powierzchnie swobodne), lub gdy nie sądostępne konwencjonalne rysunki techniczne z naniesionymiwymiarami, istnieje możliwość odniesienia się do wartości nomi-nalnych zapisanych w postaci pliku CAD. Każdy z zarejest-rowanych punktów pojawi się teraz w oknie widoku CAD. Punktybędą zobrazowane odpowiednimi kolorami (kolor określa war-tość i kierunek odchyłki), do których mogą być podłączoneetykiety z wartością odchyłki; odchyłkę można też zobrazowaćprzez wyświetlenie szpilek o odpowiadającej odchyłce długości.Jest to doskonała metoda na zobrazowanie błędów kształtupowierzchni względem modelu teoretycznego (rys. 4).

MECHANIK NR 7/2010 491
OBERON 3D L. PIETRZAK I WSPÓLNICY SP.J.ul. Świerszcza 76, 02-401 Warszawa
Siedziba firmy:ul. Madziarów 25a, 04-444 Warszawatel. 22 224 24 70, fax 22 357 84 73e-mail: [email protected] http://www.oberon3d.pl
Rys. 4. Okno oprogramowania Aber-link 3D – moduł CAD
Rys. 5. Telecentryczna kame-ra CCD dla maszyn pomiaro-wych Aberlink
Rys. 6. Okno oprogramowania Aberlink3D – pomiar optyczny
Rys. 7. Okno oprogramowania Delcam Power-INSPECT
Rys. 8. Przykład prezentacji wyników pomiaróww oprogramowaniu Delcam PowerINSPECT
Kamera telecentryczna CCD firmy Aberlink umożliwia bez-stykowe pomiary na każdej maszynie Aberlink. Kinematyczne,wysoce powtarzalne mocowanie pozwala na wymianę głowicystykowej na kamerę w ciągu kilku sekund. Oznacza to moż-liwość kontroli detalu w obrębie jednego planu pomiarowegoza pomocą stykowej i bezstykowej metody pomiaru (rys. 5).Zasadniczym elementem kamery jest obiektyw telecentryczny,dający na ekranie obraz pozbawiony zniekształceń. Narzędzieautomatycznej detekcji krawędzi, dostępne w oprogramowa-niu, pozwala na użycie kamery w automatycznym trybie pracymaszyny. Kamera ma w pełni programowalny pierścień oświet-leniowy diod LED. Kontrola oświetlenia pozwala na regulacjękierunku oraz natężenia światła, które to parametry będązapamiętane i odtworzone w sekwencji CNC. Naprzemienniez diodami światła białego są rozmieszczone diody UV, którepozwalają na uzyskania efektu światła przechodzącego (back-light), co jest niemożliwe do uzyskania tradycyjnymi metoda-mi na maszynie z granitowym stołem. W takim przypadkukomponent zostaje położony na luminescencyjnej podkładce,
a światło UV padające na detal odbija się od jego powierzchni,lecz nie jest widziane przez kamerę. Światło padające napodkładkę powoduje efekt luminescencji – staje się widzialnedla kamery. W efekcie użytkownik otrzymuje na ekranie wyraź-ny kontur mierzonego elementu, tak jak w przypadku za-stosowania tradycyjnego oświetlenia przechodzącego (rys. 6).
Narzędzie rejestracji krzywej umożliwia automatyczne śle-dzenie krawędzi elementu. Użytkownik może użyć zarejest-rowanych danych do uzyskania zależności wymiarowych, dokonstrukcji cech geometrycznych lub porównać dane z za-importowanym plikiem DXF obrazującym nominalny obrys kra-wędzi. Operator może skorzystać ze standardowych funkcjipomiaru linii, łuków, punktów, punktów maksymalnych orazautomatycznego rozpoznawania kształtów. Pomiary możnawykonywać przez detekcję krawędzi, detekcję środka linii, przyużyciu celownika lub punktów wskazanych kursorem myszy.
Maszyny pomiarowe firmy Aberlink mogą współpracowaćz oprogramowaniem pomiarowym innych producentów. Doty-czy to zarówno maszyn Aberlink wykorzystujących sterownikfirmy DEVA, jak i maszyn opartych na kontrolerze UCC2 firmyRenishaw. Jako alternatywę dla programu Aberlink 3D propo-nujemy oprogramowanie Delcam PowerINSPECT.
Oprogramowanie pomiarowe Delcam PowerINSPECT mo-że współpracować z wieloma rodzajami urządzeń służących doinspekcji: pomiarowymi maszynami współrzędnościowymi (pracu-jącymi w trybie ręcznym oraz CNC – Delcam PowerINSPECTManual, Delcam PowerINSPECT CNC), ramionami pomiarowy-mi CimCore oferowanymi przez firmę Oberon 3D (Delcam PowerINSPECT Manual) oraz sondami maszynowymi (Delcam PowerINSPECT OMV). Wiele przydatnych opcji dostępnych w pro-gramie Delcam PowerINSPECT umożliwia przeprowadzenie peł-nej inspekcji produktu w zakresie kontroli cech geometrycznychoraz przez porównanie z nominałami zapisanymi w pliku CAD.
Oprogramowanie ma intuicyjny i przejrzysty interfejs użyt-kownika, który pozwala operatorom na szybkie opanowanieprogramu i umożliwia w krótkim czasie w pełni efektywnewykorzystanie urządzenia pomiarowego. Informacje wyświet-lane przez oprogramowanie, wspierane przez szczegółoweilustracje graficzne, umożliwiają kontrolę i obserwację procesupomiarowego na każdym jego etapie – po każdym zarejest-rowanym punkcie pomiarowym (rys. 7).
Oprogramowanie Delcam PowerINSPECT w wersji CNCzapewnia użytkownikowi graficzny interfejs, umożliwiający pro-jektowanie w trybie offline optymalnych ścieżek przejazdówmaszyny w celu maksymalnego skrócenia czasu inspekcji.Plan pomiarowy może być stworzony w szybki i łatwy sposóbprzy wykorzystaniu funkcji inteligentnego kursora, w połącze-niu z opcją wydobywania informacji o elementach geometrycz-nych z pliku CAD za pomocą pojedynczego kliknięcia.
Raporty z pomiarów tworzone są na bieżąco podczaspomiarów wewnątrz oprogramowania w postaci plików .htmloraz .pdf. Możliwy jest również ich eksport do zewnętrznychprogramów (Excel, pakiety SPC). Mogą zawierać dane w po-staci tabelarycznej, ilustracje graficzne (załączone ilustracjepokazują wizualizację odchyłek w postaci kolorowej skali kon-fetti oraz w postaci etykiet) oraz dane statystyczne, którespełnią wymagania użytkownika i międzynarodowe standardy(rys. 8).
Oprogramowanie Delcam PowerINSPECT gwarantuje pew-ne rozwiązania pomiarowe i dopasowanie do potrzeb użytkow-nika, co pozwala na łatwe wykonanie zadań związanych zesprawdzeniem wymiarów detalu lub kontrolę powierzchni nie-regularnych. Pełna symulacja przejazdów maszyny w trybieoffline pozwala na detekcję i późniejsze uniknięcie ewentual-nych kolizji.