Lean Office w biurach konstrukcyjno- Wstfp · Wdrozenie takiego systemu w biurze pokazuje klientom...
16
dr inz. Marcin Pyc' Wydziat Zamiejscowy Prawa i Nauk o Gospodarce KUL Jana PawJa II w Stalowej Woli e-mail: [email protected], [email protected] Lean Office w biurach konstrukcyjno- -technologicznych w malych przedsiebiorstwach produkcyjnych i produkcyjno-ustugowych Wstfp W matych przedsiebiorstwach produkcyjnych znajdujq sie glownie mate biura konstrukcyjno- technologiczne, w ktorych odbywa sie jednoczesnie proces projektowania konstrukcji i tworzenia do niej technologii, gtownie w oparciu o oprogramowanie inzynierskie CAD/CAM/ CAE lub jedno z nich. Znajdujq sie w nim dokumenty w formie drukowanej oraz elektronicznej tj.: rysunki wykonawcze, ztozeniowe, zestawieniowe i katalogowe, procesy technologiczne, rysunki rozstrzelone montowanych zespolow i maszyn, rysunki ptaskie (2D), instrukcje technologiczne (montazu, obrobki skrawaniem, spawania, malowania kontroli itd.), schematy, Warunki Techniczne, wykazy czesci (BOM), Dzienniki Montazu, przewodniki technologiczne, karty normowania czasu pracy, wykazy oprzyrzqdowania, atesty, normy itd. Konstruktorzy- technolodzy oprocz czynnosci projektowych (wartosc dodana stanowi 7 do 40% [1] wykonywanych zadari) wykonuja. rowniez rozne inne prace biurowe, ktore z punktu widzenia Lean sa. marnotrawstwem: kontakty z klientami, telefony, e-maile, spotkania itd. W malych przedsiebiorstwach w biurze znajduje sie przewaznie jeden lub dwoch konstruktorow- technologow (przewaznie posiadaj^cych duze doswiadczenie w branzy), ktorzy zajmuja. si? procesem projektowania konstrukcji, technologii, analiza. wytrzymatosciowa., normowaniem oraz przygotowaniem i nadzorowaniem produkcji. Wynika to z faktu, ze matych firm nie stac na zatrudnianie doswiadczonych inzynierow na odrebnych stanowiskach, poniewaz generujq oni duze koszty zatrudnienia ze strony przedsiebiorstwa. Proces projektowy w takim dziale jest skumulowany w jednym miejscu, co powoduje, ze powstata dokumentacja konstrukcyjno- technologiczna jest spojna i bez wi^kszych b^dow (podczas projektowania konstrukcji uwzgl^dniane sq uwarunkowania technologiczne). Tego typu biuro jest specyficznym srodowiskiem pracy, poniewaz tworzy si? w nim cos nowego i unikalnego a praca jest wykonywana cyklem projektowym (nie jest cykliczna) - cz?sto wykonywanych jest kilka projektow jednoczesnie, a praca odbywa si? najcz?sciej w zespotach dwuosobowych. W zwiqzku z tak duzym nagromadzeniem dokumentow w formie drukowanej i elektronicznej oraz duzym przeplywem informacji i dokumentow, istnieje koniecznosc opracowania kompleksowego podejscia dotycza.cego sprawnej organizacji dziatu konstrukcyjno- technologicznego. Efektem tego jest zwi?kszenie komfortu pracy pracownikow dziatu, usprawnienie przeptywu informacji i dokumentow technicznych oraz uporza.dkowanie stanowisk projektowych i ich otoczenia. Prowadzi to do zwi?kszenia ergonomii pracy oraz wydajnosci pracownikow na stanowiskach projektowych. Mozna to uzyskac poprzez zastosowanie narzedzi Lean Office (odchudzonego biura) tj. metoda 1 Dr inz., M. Pyc, asystent naukowo- dydaktyczny, Katolicki Uniwersytet Lubelski Jana Pawta II, Wydziat Zamiejscowy Prawa i Nauk o Gospodarce w Stalowej Woli, Instytut Ekonomii, Katedra Ekonometrii. 12)
Transcript of Lean Office w biurach konstrukcyjno- Wstfp · Wdrozenie takiego systemu w biurze pokazuje klientom...

dr inz. Marcin Pyc'Wydziat Zamiejscowy Prawa i Nauk o GospodarceKUL Jana PawJa II w Stalowej Wolie-mail: [email protected], [email protected]
Lean Office w biurach konstrukcyjno--technologicznych w malych przedsiebiorstwachprodukcyjnych i produkcyjno-ustugowych
WstfpW matych przedsiebiorstwach produkcyjnych znajdujq sie glownie mate biura konstrukcyjno-technologiczne, w ktorych odbywa sie jednoczesnie proces projektowania konstrukcjii tworzenia do niej technologii, gtownie w oparciu o oprogramowanie inzynierskie CAD/CAM/CAE lub jedno z nich. Znajdujq sie w nim dokumenty w formie drukowanej oraz elektronicznejtj.: rysunki wykonawcze, ztozeniowe, zestawieniowe i katalogowe, procesy technologiczne,rysunki rozstrzelone montowanych zespolow i maszyn, rysunki ptaskie (2D), instrukcjetechnologiczne (montazu, obrobki skrawaniem, spawania, malowania kontroli itd.), schematy,Warunki Techniczne, wykazy czesci (BOM), Dzienniki Montazu, przewodniki technologiczne,karty normowania czasu pracy, wykazy oprzyrzqdowania, atesty, normy itd. Konstruktorzy-technolodzy oprocz czynnosci projektowych (wartosc dodana stanowi 7 do 40% [1]wykonywanych zadari) wykonuja. rowniez rozne inne prace biurowe, ktore z punktu widzeniaLean sa. marnotrawstwem: kontakty z klientami, telefony, e-maile, spotkania itd. W malychprzedsiebiorstwach w biurze znajduje sie przewaznie jeden lub dwoch konstruktorow-technologow (przewaznie posiadaj^cych duze doswiadczenie w branzy), ktorzy zajmuja. si?procesem projektowania konstrukcji, technologii, analiza. wytrzymatosciowa., normowaniemoraz przygotowaniem i nadzorowaniem produkcji. Wynika to z faktu, ze matych firm niestac na zatrudnianie doswiadczonych inzynierow na odrebnych stanowiskach, poniewazgenerujq oni duze koszty zatrudnienia ze strony przedsiebiorstwa. Proces projektowyw takim dziale jest skumulowany w jednym miejscu, co powoduje, ze powstata dokumentacjakonstrukcyjno- technologiczna jest spojna i bez wi^kszych b^dow (podczas projektowaniakonstrukcji uwzgl^dniane sq uwarunkowania technologiczne).
Tego typu biuro jest specyficznym srodowiskiem pracy, poniewaz tworzy si? w nim cosnowego i unikalnego a praca jest wykonywana cyklem projektowym (nie jest cykliczna) -cz?sto wykonywanych jest kilka projektow jednoczesnie, a praca odbywa si? najcz?sciejw zespotach dwuosobowych. W zwiqzku z tak duzym nagromadzeniem dokumentoww formie drukowanej i elektronicznej oraz duzym przeplywem informacji i dokumentow,istnieje koniecznosc opracowania kompleksowego podejscia dotycza.cego sprawnejorganizacji dziatu konstrukcyjno- technologicznego. Efektem tego jest zwi?kszenie komfortupracy pracownikow dziatu, usprawnienie przeptywu informacji i dokumentow technicznychoraz uporza.dkowanie stanowisk projektowych i ich otoczenia. Prowadzi to do zwi?kszeniaergonomii pracy oraz wydajnosci pracownikow na stanowiskach projektowych. Moznato uzyskac poprzez zastosowanie narzedzi Lean Office (odchudzonego biura) tj. metoda
1 Dr inz., M. Pyc, asystent naukowo- dydaktyczny, Katolicki Uniwersytet Lubelski Jana Pawta II, WydziatZamiejscowy Prawa i Nauk o Gospodarce w Stalowej Woli, Instytut Ekonomii, Katedra Ekonometrii.
12)
55, Mapowanie Strumienia Wartosci (Mapowanie procesow), Kaizen, Kanban i Zarz^dzanieWizualne. Wdrozenie Lean Office w matych przedsi?biorstwach, nie jest procesem latwyma niejednokrotnie niemozliwym do wykonania. Dlatego podczas wdrazania poszczegolnychnarz?dzi jak i catej metody Lean Office wyst?puje wiele trudnosci organizacyjnych, ludzkichi zwiqzanych z zarzqdzaniem firma., wynikajqcych ze specyfiki matych przedsi?biorstw, ktorehamuja. proces wdrazania. Ponizej zostanq omowione powyzsze trudnosci wyst?puja.cepodczas wdrazania Lean Office oraz zostanq pokazane propozycje ich rozwiqzywania.
Niewiedza czym jest Lean Office oraz jej metody i narz^dziaW wielu przypadkach przyczyna. decyzji o wdrozeniu Lean Office przez kierownictwofirmy sa. informacje, ktore ktos ustyszat od innych osob, zobaczyt w Internecie i przeczytatw literaturze branzowej lub naukowej oraz fakt, ze ,,inni tez majq Lean Office". Niekiedydochodzi do skrajnych sytuacji, gdzie firma ,,kupuje" (ptaci za) np. Lean Office, uwazaja.c, zesamo optata za system powoduje to, ze koncepcja b?dzie wdrozona. Jest to mylne pojecie,ktore wynika z nieznajomosci koncepcji, bowiem nie mozna kupic Lean Office. Widoczne jestto szczegolnie na spotkaniach wst^pnych kierownictwa firmy z firma. doradcza. wdrazajqc^Lean Office. Kierownictwo musi bye swiadome, ze aby wprowadzic Lean w firmie koniecznajest znajomosc celu wprowadzenia oraz metod i narz^dzi Lean, swiadomosc dlugofalowosciwprowadzania Lean oraz przekonanie wszystkich pracownikow od najnizszego szczebla donajwyzszego o celowosci jej wprowadzenia. W wyniku niskiej kultury organizacyjnej firmy(braku podatnego gruntu), braku planu wdrozenia, ograniczonego czasu na wdrozenie,niewiedzy od czego zacza.c i jakq metod? lub narz^dzie zastosowac oraz chaotycznych dzialarii uczenia si? na wtasnych bt^dach (co demotywuje pracownikow) nie udaje si? wdrozyc LeanOffice.
Lean Office i jego narz?dzia, dotyczy procesow nieprodukcyjnych, takich jak procesykonstruowania nowych wyrobow, projektowania technologii, wykonywania obliczehinzynierskich oraz przygotowania produkcji. Lean Office jest w tym przypadku zwia.zanyz konkretnym miejscem (biurem), gdzie sq wykony wane prace konstrukcyjne i technologiczne.
Natomiast celem jego wdrozenia jest skrocenie czasu realizacji zlecenia od klienta, redukcjakosztow od momentu zamowienia klienta do jego realizacji, unikni?cie bt?dow podczasrealizacji procesu oraz usprawnienie organizacji biura konstrukcyjno-technologicznegopoprzez optymalizacj? procesow. Uzyskuje si? to poprzez okreslenie zrodel marnotrawstwa(strat) w analizowanych procesach, a nast?pnie przez opisanie wizualne zachodzqcychprocesow oraz wdrozenie metod i narz?dzi Lean tj. Mapowanie Strumienia Wartosci, metoda5S, Kaizen i Zarzqdzanie Wizualne.
Co jest marnotrawstwem w biurzekonstrukcyjno-technologicznym
W biurze konstrukcyjno- technologicznym, tak jak i w dziale produkcyjnym wyst?puja,roznego typu procesy, ktore generuja. straty- zwi?kszaja.c koszty i wydtuzaja.c czas dziatania.
W przypadku wspomnianego biura wyst?pujq trzy rodzaje marnotrawstwa, ktore nie daja.wartosci dodanej z punktu widzenia klienta [1,3]:
124
• Muda - zbedne ruchy/czynnosci pracownikow tj. szukanie dokumentow i plikow,bezproduktywne chodzenie, schylanie sie lub si^ganie, oczekiwanie na uruchomieniekomputera lub na informacje potrzebne do projektowania konstrukcji lub technologii,cz?ste poprawianie lub bl^dnie wykonane rysunki i procesy technologiczne, doraznenaprawy urzqdzeri biurowych wykonywane przez pracownikow biura, wadliweprzetwarzanie informacji/dokumentow, transport dokumentow miedzy dziatami, zapasydokumentow, wymiana e-maili, zbyt duza liczba dokumentow/informacji/plikow/danych,brak systematyki w dokumentach i plikach na twardym dysku oraz w skrzynce e-mail,nieergonomiczne stanowiska pracy i niepoprawnie dziataja.ee oprogramowanie orazkomputera, nadmiar ruchow, przestoje urza.dzeri i programow, zapasy i ich sktadowanie,cz^ste kontrole, segregatory, w ktorych nie ma wtasciwych dokumentow, drukowaniewielostronicowych dokumentow, w przypadku, gdy potrzeba wydrukowac kilka stron,wymaganie dwoch podpisow gdy potrzebny jest jeden, obstuga zamowienia wiecej nizjeden raz, zbyt duza ilosc sprawdzania (kontroli) i niekiedy raportow pokontrolnych.
• Muri - nadmierne obciqzenie pracownikow, procesow, urzqdzeri (drukarek, komputera,programow inzynierskich, skanera itd.) oraz nadmierny wysitek i przem^czeniepracownikow wynikaja.ce z nagromadzenia wielu zadah wykonywanych na raz.
• Mura- nieregularnosc (przerwa w przeptywie dokumentow, rysunkow, informacji, plikow,e-maili), niejasnosc i niekiedy rozbieznosc tresci zawartych w dokumentach, plikachi rysunkach oraz niejednolitosc.
Wszystkich powyzszych strat nie mozna wyeliminowac, ale mozna je znacz^co ograniczyc,co w przysztosci b^dzie prowadzito do wzrostu wydajnosci i jakosci pracy na stanowiskachprojektowych orazzadowolenia klienta.
Jednak, zeby wspomniane wczesniej straty zaobserwowac musimy na pocza.tku udac si^do biura konstrukcyjno-technologicznego na stanowiska pracy i przyjrzec sie zachodzaxymtam procesom: projektowania, przeptywu informacji i dokumentow oraz wspotpracy mi dzyprojektantami i wspotpracy z innym dziatami. Wtedy b^dziemy w stanie zidentyfikowaczrodta marnotrawstwa i podja/ dziatania, ktore ogranicza. ich wystepowanie.
Jak poprawnie wykonac mapowanie procesow zachodz^cychw biurze konstrukcyjno-technologicznym
Aby mozna byk> wprowadzic Lean Office w biurze konstrukcyjno- technologicznym nawstepie nalezy przedstawic w sposob przystepny dla wszystkich, w formie graficznejfunkcjonowanie wszystkich rzeczywistych procesow/operacji zachodz^cych w biurze orazich wzajemne powia.zania (projektowania, przeptywu informacji i dokumentow technicznychitd.). Do tego celu stosuje si$ jedno z narzedzi Lean zwane Mapowaniem Strumienia Wartosci.Ma ono na celu okreslenie miejsc, gdzie sa. zbedne kroki, gdzie jest marnotrawiony czas,a tym samym i pienia.dze. Pozwoli to nam na okreslenie procedur w celu wye-liminowaniawykrytych strat w przysztosci [2]. Do opisu poszczegolnych elementow mapy procesowstosuje si? odpowiednie symbole graficzne, jak pokazano w tab. 1.
Oczywiscie konieczne jest, aby na wstepie okreslic jaki obszar i jak daleko bedziemyzagtebiac si? w szczegoty podczas analizy, gdzie jest poczqtek a gdzie koniec mapy, jakieczynnosci 53 wykonywane, wjakiej kolejnosci, jakie dokumenty, pliki i system komputerowysa. uzywane. Przedstawienie zaleznosci wystepujaxych w procesach polega na narysowaniuw formie schematu z uzyciem powyzszych symboli (recznym ma kartce papieru lubzuzyciem programow komputerowych biurowych lub specjalistycznych) kolejnych operacji
12 j

oraz niezbednych wejsc i wyjsc w operacjach wyst?puja_cych w analizowanym procesiezachodzqcym w biurze.
Tab. 1. Przyktady oznaczeh graficznych i ich opisow stosowanych przy Mapowaniu StrumieniaWartosci w biurach konstrukcyjno-technologicznych
Symbol
n
o\jCTALJ
Opis symbolu
Dana, informacja, materialwejsciowy lub wyjsciowy,czynnosc automatyczna
Proces, operacja,dziatanie, czynnosc
Decyzja, test, inspekcja
R^czne wprowadzanie danych
Zapisywanie danych
Archiwizowanie danychw postaci papierowej
t^cznik przedstawiajqcykontynuacj§ mapy procesowprowadzqcqdo nast^pnejstrony mapy
Symbol
^Oo
a<_
Opis symbolu
Dokument, plik, zapis do bazydanych, rysunek techniczny,model 3D, proces technologicznyw wersji drukowanejtqcznik pomi^dzyposzczegolnymi stronamimapy procesu (na pocza^kukolejnej strony mapy procesu)
Terminator (poczqteklub koniec mapy)
Kierunek przeptywu informacji,dokumentow itd.
Komputerowearchiwizowanie danych
Czynnosci wykonywaneon-line
2rod*o: opracowanie wtasne na podstawie [1 i 6]
Poszczegolne operacje *a_czy si? ze sobq za pomoca. strzalek, podaja.c rowniez nazwyprocesu, urza.dzenia, programu, powierzchni, dokumentow, liczby osob i czasu jego realizacji,przeznaczeniu, wskazniki C/T i C/O, wielkosci defektow DPU, sprawnosci UP, czasu przejsciaL/T oraz operacji dodaja.cych wartosc V/A. Nast^pnie dokonuje identyfikacji operacji zbednych(nie przynosz^cych wartosci dodanej) tj. skJadowanie pomi^dzy operacjami, transportwewn^trzny itd. Niekiedy pomija si^ procesy tj. transport mi^dzyoperacyjny, sWadowaniepomi^dzy operacjami i postepowanie z wyrobem niezgodnym, ale jest to niezalecaneponiewaz nie obrazuje doktadnie catosci zaleznosci wystepujqcych pomi^dzy operacjamiw procesach [1 i 6]. Procesy, ktore nie wymagaja. udziatu ludzi nie muszq bye nadzorowane.Jak mamy juz narysowanq aktualn^ map? procesu, nalezatoby przejsc si? z kartkq po biurzei sprawdzic w praktyce jej poprawnosc (operacja po operacji).
W przypadku bardziej skomplikowanych procesow zaleca si? aby map? procesowwykonywata grupa ludzi, znajqcych dany proces, tak aby mapa byta bardziej doktadna.
Po stworzeniu mapy stanu obecnego procesu (Current State Map) nalezy narysowacpropozycj? mapy stanu przysztego (pozqdanego) procesu (Future State Map), na podstawiektorego ulepszany i usprawniany jest istnieja.cy proces. Mapowanie procesow sprawia wieletrudnosci podczas wdrazania Lean Office w matych przedsi?biorstwach, poniewaz wymagagruntownej i szczegotowej wiedzy na temat zachodzaxych procesow i powoduje dolozenie
nt

pracownikom biura dodatkowych zadari w ramach ich czasu pracy, co sprawia im duza.trudnosc poniewaz niekiedy ma ona wptyw na opoznienia w realizacji zadah biezqcych.Dlatego istotne jest, zeby tworzenie mapy procesow odbywato si$ w zespole, w ktorymbfdzie kadra kierownicza (moze bye prezes firmy) jak i pracownicy biura na cyklicznychspotkaniach np. cotygodniowych. Po przyjeciu zatozeri nowej mapy procesu przez firme^mozna przysta.pic do wdrazania Lean Office, uwzgledniaja.c nowe zatozenia tj. nowy podziatzadan oraz kolejnosci ich wykonywania, czas realizacji i osoby odpowiedzialne za jegorealizacj^ i innych. Do tego stosuje sie^ kolejne dwa narz^dzia Lean Office - metod^ 5S i Kaizen.
Problemy we wdrazaniu metody 55Jest to metoda organizacji miejsca pracy, ktorej gtownym celem w biurze jest stworzenieprzyjemnego (czystego i schludnego) i efektywnie zorganizowanego miejsca pracy, ktorestwarza warunki do pracy zespotowej, eliminujqc starty zwi^zane z brakami i awariami.
Wdrozenie takiego systemu w biurze pokazuje klientom z zewna.trz, ze firma jest gotowado wspotpracy i ze spetni wymagania stawiane przez klienta. Metoda ta rozpoczyna kazdyprogram usprawnieh [1,3]. Sktada si$ ona z 5 krokow, ktore opisane sa. ponizej.
Pierwszym z krokow jest Selekcja - sq to dziatania, ktorych celem jest pozostawienie w miejscupracy tylko najistotniejszych i niezb^dnych rzeczy, dokumentow technicznych, rysunkowtechnicznych, plikow, urza.dzeri oraz narz^dzi (segrergacja) poprzez selekcjf, sortowaniei pozbywanie sie lub wyrzucenie z dawnego miejsca rzeczy niepotrzebnych i nieuzywanychw pracy. Dotyczy to rowniez plikow i folderow oraz programow umieszczonych na dyskutwardym, w systemic operacyjnym i na pulpicie oraz niekiedy w dysku sieciowym, jak rowniezwiadomosci e-mail w skrzynce pocztowej. Po pierwszym sortowaniu, dokonuje si^ sortowaniana rzeczy potrzebne zaleznie od rodzaju pracy. Na koncu uktada sif wspomniane wczesniejrzeczy w sposob wygodny do uzycia. Przedmioty niepotrzebne nalezy oddzielic i przypiqcdo nich czerwone karteczki z odpowiednim opisem. Taki sposob oznaczania jednoznaczniepokazuje z jakimi przedmiotami mamy do czynienia i zabezpiecza przed pomytkq podczassegregowania.
Praktyka pokazuje, ze jest to najtrudniejszy etap w metodzie 55, wynikaja,cy z tego, zepracownicy uwazaja., ze wszystko moze s/? kiedys przydac, co wynika z naszych wielowiekowychprzyzwyczajeh zwiqzanych ze zbieractwem (lepiej miec cos na wszelki wypadek niz nie miecnic). Pracownicy podczas realizowania tego kroku maja. problemy z selekcja. i segregacja.,poniewaz uwazajq ze wszystko jest we wtasciwym miejscu i wszystko sie przyda. Maja. takieprzekonanie mimo tego, ze np. trzeba dtugo szukac okreslonego dokumentu/pliku wsrodsterty innych dokumentow lub folderow, co zabiera im cenny czas. Niestety wynika to z ichz przyzwyczajenia do okreslonej organizacji stanowiska pracy. Dlatego aby przekonacpracownikow, ze jest to konieczne nalezy wybrac niewielki obszar i pracownik/pracownicyrazem z przetozonym powinni wykonac selekcj^ samodzielnie.
Nie nalezy zapomniec o tym, zeby zrobic zdj^cie przed selekcja. i po selekcji zeby pokazac jakibyt jej eel. Taki sposob post^powania pozwoli przetamac dotychczasowy sposob mysleniapracownika (zrozumie on istote^ nowego podejscia) i spowoduje, ze pracownik bedziedowartosciowany oraz bedzie miat satysfakcje z tego, ze pomogl w rozwia.zaniu problemu.
Drugim krokiem jest Systematyka - czyli utozenie (pouktadanie) wszystkichposegregowanych przedmiotow na stanowisku pracy, w taki sposob aby zapewnic tatwydost^p tak, aby te najcze^ciej uzywane byty zawsze pouktadane i pod rf kq [1, 3]. Wszystkieprzedmioty, urz^dzenia, dokumenty i pliki w pomieszczeniu musza. bye uzywane i przydatne
127
oraz powinny miec swoje dedykowane miejsce (bez wqtpliwosci). Powinny znajdowac sie^one w odpowiednich strefach i bye odpowiednio opisane i oznakowane. Konieczne jestrowniez stworzenie specjalnej strefy kontrolowanego chaosu, tj miejsca gdzie skladowane sa.przedmioty i urzqdzenia, z ktore nie wiadomo czy sa. przydatne czy nie (czekaja. na decyzjej.Musi bye ona widoczna, oznakowana (tasma. koloru czerwonego) i opisana, tak aby widzieliwszyscy pracownicy.
Na biurku konstruktora - technologa (Fot. 1. [4]) powinien znajdowac sie jedynie komputer,myszka, klawiatura, telefon i ewentualnie kartki do pisania i pojemnik ze sprawnymii uzywanymi dtugopisami. Nie ma sensu oznaczac potozenia powyzszego wyposazenia nabiurku, poniewaz kazdy z pracownikow rozmieszcza je wg wtasnego uznania. Istotne jestjedynie to, zeby nie lezaty one porozrzucane w roznych miejscach biurka i zeby jako catoscwyglqdaly schludnie (musi bye biurko ergonomiczne i przyjazne dla pracownika). Ewentualniemozna wyznaczyc pewne strefy w formie linii (oznaczone za pomoca. przyklejonych tasm)przeznaczonetyiko na niezbedne rzeczy przy pracy konstruktora- technologa). Myszka mozesie^ przemieszczac tylko na podktadce pod mysz, natomiast telefon moze znajdowac si£ polewej stronie komputera, tak aby mozna byto tatwo si^gac po niego. Obok klawiatury mozeznajdowac si$ dziurkacz i zszywacz (w przypadku jesli 53 cz^sto uzywane, jesli nie sa. cz^stouzywane to nalezy je umiescic w szufladach w biurku). Wersje drukowane dokumentownalezy umiescic w archiwum, natomiast w komputerze stworzyc specjalne miejsce na dyskutwardym, dysku zewnetrznym lub w sieci wewn^trznej firmy na wersje elektroniczne plikow.Dokumenty i pliki nie uzywane nalezy przechowywac krotko- potem trzeba je umiescw archiwum. W segregatorach powinny bye tylko potrzebne dokumenty, zawsze oznakowane.
Fot. 1. Ptzyktad konfiguragi stanowisk projektowych dla konstruktorow-technologow
2r6dfo:http://www.contractmeble.pl/oferta/meble_pracownicze,1/Alfa.html
Trzecim krokiem jest Sprzqtanie - ktore rozumiane jest nie tylko jako dbalosc o porza.dek(sprza.tanie i czyszczenie), ale rowniez wychwytywanie wad i usterek sprzetu [3].
Sprza.tanie po pracy biurka z komputerem oraz stanowiska i przestrzeni wokot niego musi byecodziennym obowia.zkiem i nawykiem dla kazdego pracownika (powinno trwac nie wi^cej niz5 minut) [1]. Dobra. praktyka. jest gdy razem z pracownikami sprza.ta rowniez ich przetozony. Pozakoriczonym dniu pracy biurko zawsze powinno bye puste (poza komputerem i telefonem).Nalezy tez wykonac drzwiczki do szafek z przezroczystego materiatu lub zrezygnowacz nich, aby mozna byto tatwo zobaczyc co jest w srodku i w razie potrzeby zabezpieczyc ichzawartosc.
W przypadku komputera nalezy oczyscic komputer korzystaja.c z programow porza.dkuja.cychz systemu operacyjnego lub za pomocq programow specjalistycznych.

Z komputera nalezy usunqc:• pliki tymczasowe (temp),
• pliki tymczasowe programow zainstalowanych w systemie operacyjnym,• tymczasowe pliki internetowe, tworzone przez przeglqdark? podczas otwierania stron
internetowych (cookie, obrazki, filmy wideo, muzyka itd.),• zbedne kopie zapasowe plikow,
• cache przegla,darek internetowych,• powtarzaja.ce si? pliki oraz skroty tymczasowe, umieszczane w starcie komputera,• niepotrzebne wpisy z rejestru systemu operacyjnego (ostroznie),• pliki i ikony programow z pulpitu i startu komputera (znajduja. si? tylko te programy, ktore
sq cz?sto uzywane),• jesli nie ma mozna usuna_c plikow lub programow, ewentualnie nieprawidJowo dziata
system, przez co spowalnia si? dziatanie systemu to nalezy sformatowac dysktwardy.
Usuniecie powyzszych plikow spowoduje znacza.ce zwiekszenie wolnego miejsca nadysku (szczegolnie na dysku systemowym C) a tym samym przyspieszy prace komputerai oprogramowania.
Czwartym krokiemjest Standaryzacja -jest to stworzenie i wizualizacja norm postepowania,czyli co, kiedy i w jaki sposob ma bye wykonywane, tak aby byk> utrzymane w porza.dkui schludnosci [2, 6]. Musza. one bye zapisane w standardach i procedurach, ktore muszq byejasne (prosto i czytelnie opisane, najlepiej w formie zdj?c i rysunkow), znane wszystkimpracownikom oraz kierownictwujak rowniezdost?pne na stanowiskach pracy. Innymi stowyjest to okreslenie co zawsze ma bye na biurku, w szufladzie i szafce kolo biurka, co ma byew komputerze i koto niego, co ma bye w archiwum, jak dtugo trzeba trzymac dokumenty i jakiedokumenty warto trzymac. Standardy powinny bye opracowywane razem z pracownikami,tak zeby oni si? z nimi utozsamiali i chcieli je pozniej przestrzegac. Powinny one zawierac:• ilosci maksymalne i minimalne danej rzeczy,• jednoznacznie opisane miejsca dla kazdej rzeczy,• osobyodpowiedzialneza powyzsze,
• informacje kiedy i jak realizuje si? akcj? czerwonych karteczek• procedur? i cykle sprza.tania i czyszczenia kazdej maszyny,• osoby odpowiedzialne za funkcjonowanie danego standardu (normy).
Uwzgledniajqc powyzsze nalezy stworzyc nast?puja.ce standardy:• na biurku stworz miejsca/przegrodki (w komputerze foldery) oznaczone na prace w toku,
do wykonania, kiedy pozwala na to czas,• informacje moga. bye zmieniane dowolnie pod warunkiem, ze znane sq data i nazwisko
osoby, ktora to zrobita,• stworzyc system archiwizacji- zeby byto jasne co, gdzie jest i kto pozyczyl lub kto stworzyJ
albo wprowadzif zmiany,• przypisac kartotekom kolory ba.dz ksztatty wg wtascicieli i cia.gle rozszerzac ten system
kodow, opisac segregatory oraz wprowadzic system oznaczeh segregatorow, tak aby niemozna byto ich pomylic,
• zorganizowac i oznaczyc miejsca na kosze na smieci,• nie stosowac lokalnych archiwow i unikac kopiowania plikow,
• stosowac te same programy komputerowe,
129

• stosowac te same zasady do organizacji plikow, katalogow i poczty elektronicznej,
• wszystkie pliki przed wystaniem nalezy przeskanowac programem antywirusowym,
• przy kazdym uruchomieniu pendrive'a lub dysku przenosnego zewnetrznego nalezyprzeskanowac go programem antywirusowym,
• zawsze sprawdzac w e-mailach pliki, ktore otwieramy i zapisujemy na dysku twardym(wtqczyc opcje skanowania rezydentnego - w tie skrzynki e-mail), pliki archiwalneumieszczac w archiwum na serwerze firmowym lub na dyskach przenosnych,
• cz?sto defragmentowac dyski i sprawdzac programem antywirusowym,
• programy najlepiej instalowac na dysku wirtualnym,
• raz do roku dokonywac przeglqdu oprogramowania zainstalowanego na komputerze,
• sprawdzic czy oprogramowanie jest uzywane, jesli nie odinstalowac je,
• wytqczyc uruchamianie zb^dnego oprogramowania podczas uruchamiania komputera,
• usuwac/przenosic zbedne pliki (zdjecia, filmy) na inne partycje niz systemowa,
• wykonywac co jakis czas czyszczenie pulpitu i usuwac zbedne programy,
• stworzyc kilka wzorcow e-maili do odpowiadania na okreslone pytania,
• ustalic system nazewnictwa plikow oraz folderow,
• informacje oraz dane powinny bye zapisywane tylko raz powinny bye traktowane jakopoufne.
Taki zestaw standardow musi zostac opracowany dla kazdego stanowiska pracy.
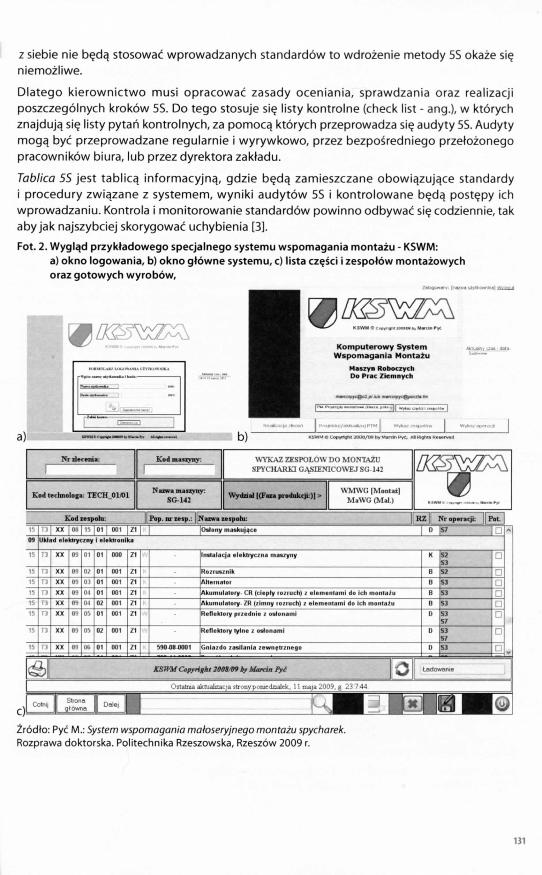
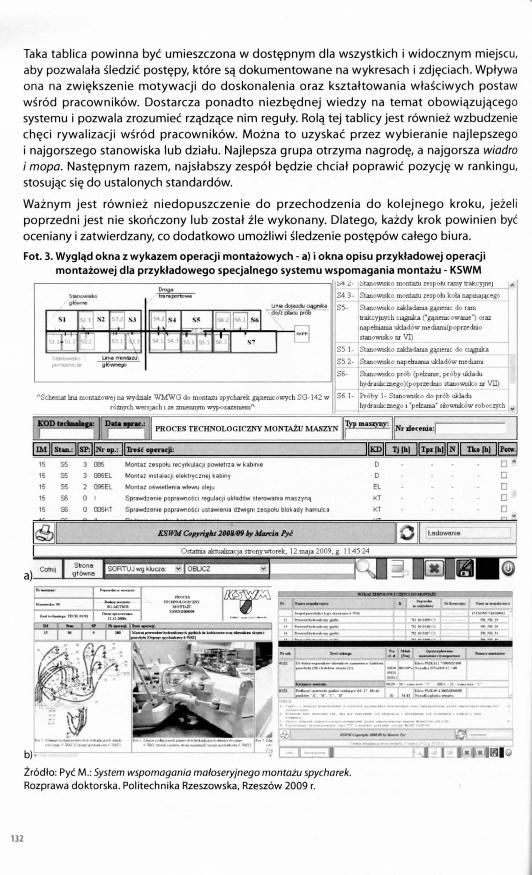
Kazdy obszar i stanowisko musza. miec okreslonych wtascicieli odpowiedzialnych za nie(powinny bye podstawowe informacje o wtascicielu i zdj^cie oraz musi istniec mapaodpowiedzialnosci). Musza_ bye rowniez przygotowane i opisane miejsca oraz instrukcje.Istotne jest rowniez to, aby zadbac o wizualizacje^ ustalonych standardow, przez stosowanietablic 5S. Najlepiej jest gdy firma dysponuje jednym systemem komputerowym, w ktorymmozliwe jest jednoczesne projektowanie konstrukcji i technologii, zapisywanie wynikowpracy i archiwizowanie oraz tatwe wyszukiwanie plikow na dyskach. Cafe projektowanietechnologii odbywa si? w jednym systemie (kazdy z pracownikow loguje sie i ma swojehasto), w ktorym poszczegolne etapy projektowania sq powiqzane ze sobq. Jest toforma projektowania opisowo- graficznego z udziatem cztowieka, wykorzystuja.ca bazydanych i oprogramowanie dzialaja.ce w oparciu o strony internetowe w sieci wewnetrznejprzedsiebiorstwa. Przyktad takiego systemu widoczny jest na Fot. 2 i 3 [5]. Umozliwia onw tym samym programie projektowanie konstrukcji jak i technologii, zapisywanie projektowna dyskach pod odpowiednimi nazwami (jest ustalony system oznaczania plikow, rysunkow,operacji i zabiegow, czesci i zespotow, oprzyrza.dowania oraz elementow ztqcznych), jestsystem nadzoru montazu, podglqdu kolejnosci i stanu realizacji operacji montazowych,stopnia wykorzystania stanowisk montazowych oraz obliczania pracochtonnosci i czasukalkulowanego.
Ostatnim krokiem jest Samodoskonalenie i samodyscyplina - czyli utrzymanie dyscyplinyw zakresie stosowania pierwszych czterech krokow [6]. Najlepiej jak samoocena odbywa si?co 2 tygodnie a audit kontrolny raz na miesiax. 5S nigdy sie nie kohczy i jesli trzeba wykonujesie go ponownie od pocza.tku wg krokow, ktore wczesniej zostaty omowione.
Jesli pracownicy bedq przestrzegac opracowanych standardow, to po pewnym czasie wejdqone w nawyk, czego efektem bedzie samodyscyplina. Jest to bardzo trudne w stosowaniuponiewaz pracownicy maja. w swojej naturze wykonywanie wszystkiego po najmniejszejlinii oporu, tak aby wykonac cos matym naktadem sit. Jesli pracownicy i kierownictwo sami
HO
z siebie nie beda. stosowac wprowadzanych standardow to wdrozenie metody 55 okaze sieniemozliwe.
DIatego kierownictwo musi opracowac zasady oceniania, sprawdzania oraz realizacjiposzczegolnych krokow 55. Do tego stosuje sie listy kontrolne (check list - ang.), w ktorychznajduja. si? listy pytari kontrolnych, za pomoca. ktorych przeprowadza si? audyty 55. Audytymoga. bye przeprowadzane regularnie i wyrywkowo, przez bezposredniego przetozonegopracownikow biura, lub przez dyrektora zakfadu.
Tablica 55 jest tablica. informacyjna., gdzie beda. zamieszczane obowia.zuja.ce standardyi procedury zwia.zane z systemem, wyniki audytow 55 i kontrolowane beda. post?py ichwprowadzaniu. Kontrola i monitorowanie standardow powinno odbywac sie codziennie, takaby jak najszybciej skorygowac uchybienia [3].
Fot. 2. Wygla.d przyktadowego specjalnego systemu wspomagania montazu - KSWM:a) okno logowania, b) okno gtowne systemu, c) lista cztjsci i zespotow montazowychoraz gotowych wyrobow,
^ ) JKSWM c i.op>«ght MUtt/W by XAaron ivc. Al Highti
Kod tf rhnolog .: TECHJHfll
K n .I manyny:
Nazwa manyny:SG-142
WYKAZ ZESPOLOW DO MONTAZUSPYCHARKI GASIENICO\VEJ SG-142
«L L- . .«Wydnd |(Fn pn.d.kcp:)] > ntailJ
£-/\-^Z-^ \J\JLJ " V_lmPop. nri.«p.: Nnw.itip.ln: Nrop^ncji: FM.
i xx Toe Toi I 001 |zi I Ostony mdskuj^ce 0 |S7J .
UMad (UMfyczny 1 •Uknonllu
XX 000 Instalacja elektiyczna matzyny
Akumulalory CR (ciepry loziuch) 2 elem*
Akumulaloiy ZR (zJmny loziuch) i •l«m*
o ich montazu
Reflektory pi/ednie z oslonattii
o ich montaiu
Heflehloiy tylne i oston.imi
Gniazdo zatilania zewn^ttznego
Gstatma aktuakzacja strony poniednalek. 1 1 maja H009, g 23 7 44
Zrodto: Pyc M.: System wspomagania matoseryjnego montazu spycharek.Rozprawa doktorska. Politechnika Rzeszowska, Rzeszow 2009 r.
HI
Taka tablica powinna bye umieszczona w dost^pnym dla wszystkich i widocznym miejscu,aby pozwalala sledzic post^py, ktore sa. dokumentowane na wykresach i zdj^ciach. Wplywaona na zwi^kszenie motywacji do doskonalenia oraz ksztattowania wtasciwych postawwsrod pracownikow. Dostarcza ponadto niezb^dnej wiedzy na temat obowia.zuja.cegosystemu i pozwala zrozumiec rza.dza.ce nim reguty. Rola. tej tablicy jest rowniez wzbudzeniech^ci rywalizacji wsrod pracownikow. Mozna to uzyskac przez wybieranie najlepszegoi najgorszego stanowiska lub dziatu. Najlepsza grupa otrzyma nagrod^, a najgorsza wiadroi mopa. Nast^pnym razem, najslabszy zespot b^dzie chciat poprawic pozycj^ w rankingu,stosuja.c sie^ do ustalonych standardow.
Waznym jest rowniez niedopuszczenie do przechodzenia do kolejnego kroku, jezelipoprzedni jest nie skoriczony lub zostat zle wykonany. Dlatego, kazdy krok powinien byeoceniany i zatwierdzany, co dodatkowo umozliwi sledzenie post^pow catego biura.
Fot. 3. Wyglijd okna z wykazem operacji montazowych - a) i okna opisu przyktadowej operacjimontazowej dla przyktadowego specjalnego systemu wspomagania montazu - KSWM
M ^- itanowisko montazu zespolu ramy trakcyjnej
S4 3- Stanowisko montazu zespotu kola napmaj^cego
S5-£r"°
SI
i"S2
['
S3
41 i1'Unu monktu.
Lma do)«zdu citan**
S4
' k
H
4 ' i "
i • ! • s*
' I '- J B
Stanowisko zakladania g^sieruc do ram
trakcyjnvch ciagnika ("gasiemcowanie") oraznapebuania ukladow me<itanii(poprze<inio
Stanowisko nr VI)
S 5 1 - Stanowisko zakladama gasierac do ci^gmka
^Schemat Imu montazowej na wydaale WMWG do montazu spycharek ga^sierucowych SG-142 vroznych wersjach i ze zmiennym wyposazcniem^
S5.2- Stanowisko napetmama uktadow mediami
S6- Stanowisko prob (pelzanie, proby uldaduhydraulicznego)(poprzedmo Stanowisko nr VH)
S6 1- Pr6by 1 - Stanowisko do prob ukladu
hydraulic znego i "ptlzaraa" sdownikow roboczych v
KOD tf chnologa: Data opi *rPROCES TECHNOLOGICZNY MONTAZU MASZYN
IM Stan.: SP: Nr op.: \\Trtii oper.qi:
15 S5 3 065
15 35 3 085EL
15 S5 2 095EL
15 56 0 I
Montaz zespotu recyrkulscji powielrza w kabinie
Montaz instalacji elektrycznej kabiny
Montaz oswietlenia wlewii oleju
Sprawdzenie poprawnoSci regulacji uktadow sterowania maszyna.
15 S6 0 005KT Sptawdzenie poprawnoSci uslawienia dzwigni zespotu blokady hamulca
KSWht Copynikt 2MUW ty Marci* f;K
2rodlo: Pyc M.: System wspomagania matoseryjnego montazu spycharek.Rozprawa doktorska. Politechnika Rzeszowska, Rzeszow 2009 r.
13]

Giggle doskonalenie procesow (KAIZEN)Kolejnym istotnym narz^dziem jest rowniez Kaizen 5S, ktore uzupetnia metodf 5S - a jestto ciqgte i nieprzerwane doskonalenie fizycznego miejsca pracy- polegaja.ce na stworzeniui utrzymaniu wydajnego, czystego i dobrze zorganizowanego miejsca pracy. Zmianywynikaja.ee z Kaizen sa. ewolucyjne i realizowane sq metodq matych krokow, przez co jestto narzedzie proste do wykorzystania i bez kosztowe. Wymaga jednakzmiany na poziomieprzekonari i przyzwyczajeh pracownikow. Jest to szukanie i eliminowanie marnotrawstwa,ktore generuje m.in.
• straty czasu sp^dzonego na poszukiwaniu dokumentow i plikow,• straty czasu poswi^conego na szukaniu instrukcji obslugi sprz^tow i programow,• straty finansowe wynikaj^ce z dokonywania zbfdnych zamowieri.
Kaizen szuka miejsc tych strat, wad, bt^dow, analizuje potrzeby, aby wszelkie czynnosci bytydo siebie dostosowane i nie byto strat finansowych. Przyczynia si? nie tylko do lepszegofunkcjonowania firmy, ale takze do wzrostu poczucia bezpieczehstwa wsrod pracownikow,a takze wzrostu ich poczucia wtasnej wartosci. Kluczowe staje si? spojrzenie catosciowe,dtugoterminowe, a nie chwilowy zryw czy zrealizowanie projektu. Polega ono na tym, zeszuka sie^ bt^dow, strat w procesie obserwuj^c go w rzeczywistosci. Nast^pnie opracowujesi$ karte Kaizen, opisuje stan przed usprawnieniem (ta.cznie ze zdj^ciem) i po dokonaniuusprawnienia (rowniez umieszcza sif zdj^cie i zaznaczeniem miejsca usprawnienia) oraz efekttej zmiany. Przyktad pokazano na Fot. 4. Istotq tego narz^dzia jest to, ze nalezy zawsze byetarn gdzie tworzona jest wartosc dodana - gemba, czyli miejsce, w ktorym mozna poznacrzeczywistq sytuacj^, zaobserwowac procesy, porozmawiac z ludzmi, a nie tylko zarz^dzacnimi zza biurka, tworz^c cz^sto niespojne z praktykq procedury lub standardy.
Trzeba takze pamietac, ze nalezy caty czas doskonalic ustalone wczesniej standardy, nawet powdrozeniu metody 5S. Z punktu widzenia Kaizen, kazdy pracownik jest wazny z perspektywyrozwoju firmy, niezaleznie od pozycji i stanowiska, poniewaz udoskonalanie odbywa si$ nakazdym szczeblu. Dlatego niezaleznie od funkcji w firmie kazdy pracownik ma obowia.zekdzielic si^ z innymi swoimi spostrzezeniami. Kazdy z nich jest mobilizowany do szukaniaudoskonaleh przede wszystkim w zakresie swojego stanowiska, ale rowniez w dziataniucalej firmy. Wymaga to jednak zach^cenia pracownikow do wypowiadania si^ i dzieleniasugestiami na temat mozliwych zmian i poprawy miejsca pracy. Do tego jest konieczneprzeszkolenie pracownikow z analizy i rozwiqzywania problemow, aby ich sugestie byty corazbardziej trafne i wartosciowe.
Konieczne jest to do tego, zeby pracownik spojrzat na swoje stanowisko pracy i zadaniaw sposob analityczny a nie tylko krytykowac. Po wprowadzeniu ulepszen trzeba ocenicczy przyniosiy one efekt ekonomiczny. System ten wymaga odpowiedniego zarzqdzaniai podparcia motywacyjnego. Za ,,dobrq sugestif" w zaleznosci od firmy stosuje si$ gratyfikacj^pozafinansowq (np. nagrody przekazywane na forum firmy) albo nagrody pieni^zne. Jest toistotne poniewaz sa. to dziatania, ktore motywuja. pracownika do ci^gtego ulepszania orazpowoduj^, ze indentyfikuje sie^ on z firmq i jej problemami.
Mozna powiedziec, ze posrednio wspotzarz^dza firmq. Pracownicy musz^ miec poczucie,ze s^ wysfuchiwani, a przetozeni liczq si? z ich zdaniem i motywuja. ich do udzielania sugestii.
133
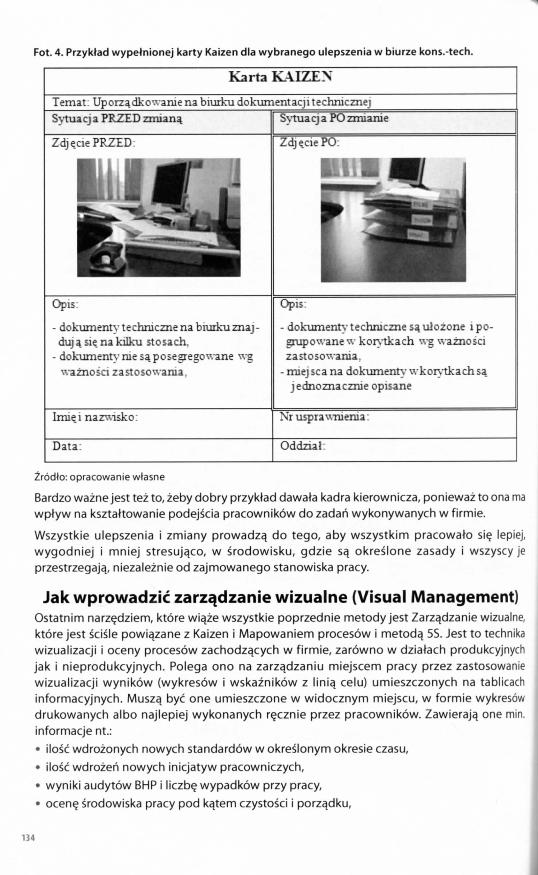
Fot. 4. Przyktad wypetnionej karty Kaizen dla wybranego ulepszenia w biurze kons.-tech.
Karta KAIZEN
Temat: Uporza.dkowanienabiurkudokumentac]itechnicznejSytuacj a PRZED zrniana^ Sytuacja POzmianie
Zdjecie PRZED: Zdje.ciePO:
Opis:
- dokumenty techniczne na biurkuznaj -duj^ sie nakilku stosach.
- dokumenty nie s^ posegregowane wg'•vaznosci zastosowama.
Opis:
- dokumenty techmczne 54 ulozone ipo-grupcnvane\ korytkach wg vaznoscizastoscwania.
- miej sea na dokumenty \ korytkach sa.jednoznacznie opisane
Inne.i nazwisko: Nr usprawnienia:
Data: Oddziai:
Zrodto: opracowanie wtasne
Bardzo wazne jest tez to, zeby dobry przy Wad dawata kadra kierownicza, poniewaz to ona mawpfyw na ksztahowanie podejscia pracownikow do zadah wykonywanych w firmie.
Wszystkie ulepszenia i zmiany prowadza. do tego, aby wszystkim pracowato si^ lepiej,wygodniej i mniej stresuja^co, w srodowisku, gdzie sq okreslone zasady i wszyscy jeprzestrzegaja., niezaleznieod zajmowanego stanowiska pracy.
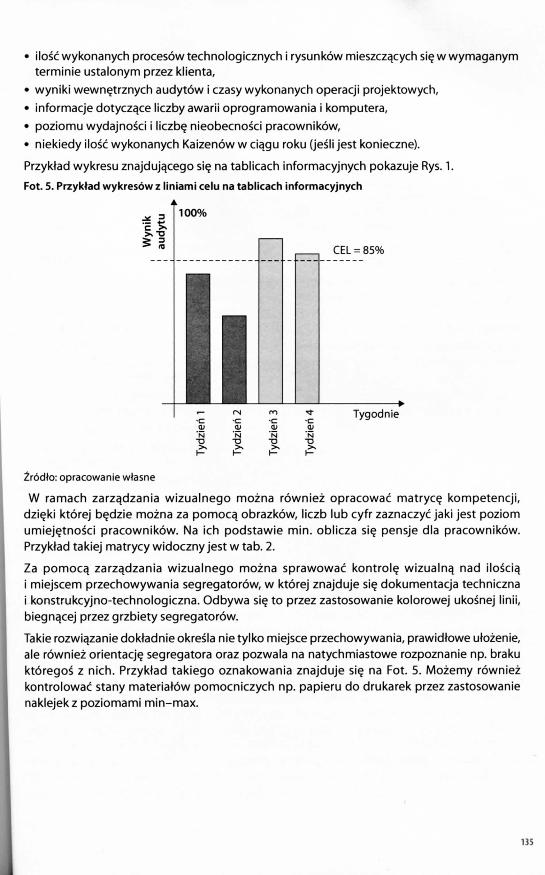
Jak wprowadzic zarza.dzanie wizualne (Visual Management)Ostatnim narzedziem, ktore wia^ze wszystkie poprzednie metody jest Zarza.dzanie wizualne,ktore jest scisle powiqzane z Kaizen i Mapowaniem procesow i metodq 5S. Jest to technikawizualizacji i oceny procesow zachodza^cych w firmie, zarowno w dziatach produkcyjnychjak i nieprodukcyjnych. Polega ono na zarza.dzaniu miejscem pracy przez zastosowaniewizualizacji wynikow (wykresow i wskaznikow z linia. celu) umieszczonych na tablicachinformacyjnych. Musza, bye one umieszczone w widocznym miejscu, w formie wykresowdrukowanych albo najlepiej wykonanych recznie przez pracownikow. Zawieraja, one min.informacje nt.:
• ilosc wdrozonych nowych standardow w okreslonym okresie czasu,
• ilosc wdrozeh nowych inicjatyw pracowniczych,
• wyniki audytow BMP i liczbe wypadkow przy pracy,
• ocene srodowiska pracy pod ka^tem czystosci i porza.dku,
-
• Nose wykonanych procesow technologicznych i rysunkow mieszczqcych sie^ w wymaganymterminie ustalonym przez klienta,
• wyniki wewne^rznych audytow i czasy wykonanych operacji projektowych,
• informacje dotycza.ce liczby awarii oprogramowania i komputera,
• poziomu wydajnosci i liczby nieobecnosci pracownikow,
• niekiedy ilosc wykonanych Kaizenow w cia.gu roku (jesli jest konieczne).
Przyktad wykresu znajduja.cego sie na tablicach informacyjnych pokazuje Rys. 1.
Fot. 5. Przyldad wykresow z liniami celu na tablicach informacyjnych
CEL = 85%
Tygodnie
N M
2rod*o: opracowanie wtasne
W ramach zarzadzania wizualnego mozna rowniez opracowac matryc^ kompetencji,dzifki ktorej bf dzie mozna za pomocq obrazkow, liczb lub cyfr zaznaczyc jaki jest poziomumiejetnosci pracownikow. Na ich podstawie min. oblicza sie^ pensje dla pracownikow.Przyktad takiej matrycy widoczny jest w tab. 2.
Za pomoca. zarza.dzania wizualnego mozna sprawowac kontrol^ wizualna. nad iloscia.i miejscem przechowywania segregatorow, w ktorej znajduje si$ dokumentacja technicznai konstrukcyjno-technologiczna. Odbywa si$ to przez zastosowanie kolorowej ukosnej linii,biegna.cej przez grzbiety segregatorow.
Takie rozwia.zanie doktadnie okresia nie tylko miejsce przechowywania, prawidtowe utozenie,ale rowniez orientacj^ segregatora oraz pozwala na natychmiastowe rozpoznanie np. brakuktoregos z nich. Przyktad takiego oznakowania znajduje si§ na Fot. 5. Mozemy rowniezkontrolowac stany materiatow pomocniczych np. papieru do drukarek przez zastosowanienaklejekz poziomami min-max.
155
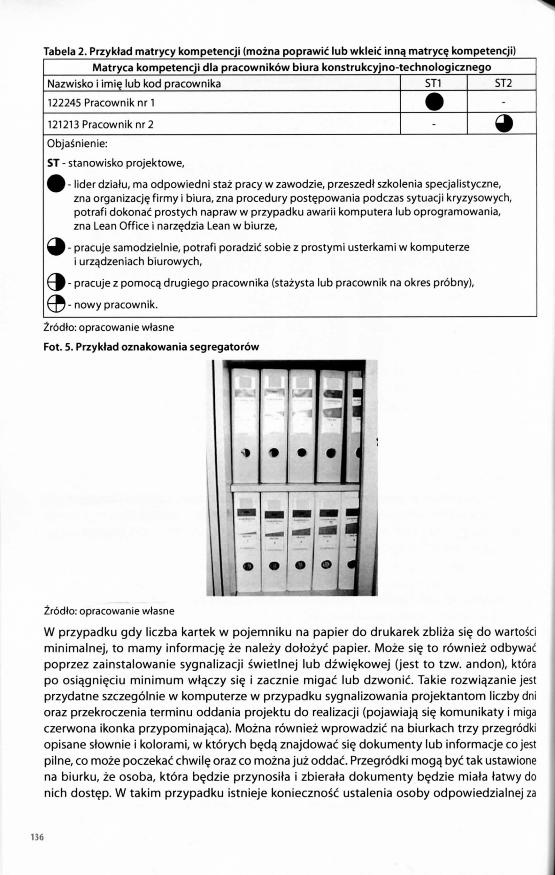
Tabela 2. Przyktad matrycy kompetencji (moina poprawic lub wkleic inna. matrycq kompetencji)
Nazwisko i imi§ lub kod pracownika
122245 Pracownik nr 1
121213 Pracownik nr 2
ST1
•-
ST2
-
J
Matryca kompetencji dla pracownikow biura konstrukcyjno-technologicznego
Objasnienie:
ST - stanowisko projektowe,
- lider dziatu, ma odpowiedni staz pracy w zawodzie, przeszedl szkolenia specjalistyczne,zna organizacj^ firmy i biura, zna procedury postepowania podczas sytuacji kryzysowych,potrafi dokonac prostych napraw w przypadku awarii komputera lub oprogramowania,zna Lean Office i narzedzia Lean w biurze,
- pracuje samodzielnie, potrafi poradzic sobie z prostymi usterkami w komputerzei urzqdzeniach biurowych,
- pracuje z pomocqdrugiego pracownika (stazysta lub pracownik na okres probny),
- nowy pracownik.
Z>6dto: opracowanie wlasne
Fot. 5. Przyktad oznakowania segregatorow
Zrodto: opracowanie wlasne
W przypadku gdy liczba kartek w pojemniku na papier do drukarek zbliza si^ do wartosciminimalnej, to mamy informacje ze nalezy dotozyc papier. Moze si^ to rowniez odbywacpoprzez zainstalowanie sygnalizacji swietlnej lub dzwi^kowej (jest to tzw. andon), ktorapo osia.gni^ciu minimum wta.czy si^ i zacznie migac lub dzwonic. Takie rozwia.zanie jestprzydatne szczegolnie w komputerze w przypadku sygnalizowania projektantom liczby dnioraz przekroczenia terminu oddania projektu do realizacji (pojawiaja. si? komunikaty i migaczerwona ikonka przypominaja.ca). Mozna rowniez wprowadzic na biurkach trzy przegrodkiopisane srownie i kolorami, w ktorych b^da. znajdowac si? dokumenty lub informacje co jestpilne, co moze poczekac chwil? oraz co mozna juz oddac. Przegrodki moga. bye tak ustawionena biurku, ze osoba, ktora bfdzie przynosita i zbierata dokumenty b?dzie miata tatwy donich dost?p. W takim przypadku istnieje koniecznosc ustalenia osoby odpowiedzialnej za

przenoszenie dokumentow miedzy dziatami oraz archiwum. Nalezy rowniez przygotowacstrefy, gdzie bedq sktadowane przedmioty, ktore b^da. oczekiwaty na decyzje co nalezyz nimi zrobic poprzez ich wydzielenie i oznaczanie kolorem czerwonym oraz wprowadzenieczerwonych kartek z informacjami: kto ja. tarn umiescit, ska.d jq wzia.t i He kosztuje.
Wszystkie klucze nalezy wieszac w jednym miejscu a kazdy klucz moze bye opisany naoddzielnej plakietce zamocowanej do klucza, ktora moze miec rowniez okreslone kolory. Tosamo dotyczy wieszakow na ubrania osobiste, ktore musza. znajdowac si^ w scisle okreslonymi oznaczonym miejscu.
Ostatnim elementem zarza.dzania wizualnego w biurze jest oznakowanie (zoning) obszarowi stref w biurze, poprzez tasmy roznego koloru oraz oznaczanie potek i segregatorow zapomocq kolorow i krotkich nazw.
WnioskiJak widac z powyzszych rozwazari Lean Office ma rowniez zastosowanie w biurachtechnicznych i konstrukcyjno-technologicznych w matych przedsi^biorstwach produkcyjnychi produkcyjno-usiugowych. Mimo tego, ze niekiedy ograniczaja. jego zastosowanie duzy oporniektorych pracownikow, brak zrozumienia idei Lean Office, sfaba organizacja i niewielkiemozliwosci finansowe przedsiebiorstw oraz problemy czasowe podczas wdrazania LeanOffice, wynikaja.ce ze specyfiki matych firm, to zalety przewazaja. nad wadami tego systemu.W wyniku zastosowania Lean Office mozna:
• uzyskac dobr^ opini^ o firmie, dzi^ki temu, ze wszystkie procesy dziataja. przejrzysciei bezawaryjnie oraz sq uj^te w standardy i co najwazniejsze sa. przestrzegane i rozwijane,
• zaoszczf dzic brakuja.ca, przestrzeri w biurze,
• zwi^kszyc ergonomi^ pracy biura i zredukowac batagan w dokumentacji drukowaneji elektronicznej,
• zmniejszyc liczb^ zb^dnych dokumentow, przedmiotow i plikow w biurze,
• kontrolowac ilosc niezbednych do efektywnej pracy materiatow biurowych,
• znalezc sposob na utrzymanie porzqdku w drukowanych dokumentach technicznychi w przestrzeni dyskowej komputera oraz skrzynki e-mailowej,
• uproscic, ujednolicic i spowodowac, ze procedury dotycza.ce dziatania procesow b^da.bardziej przejrzyste i kazdy bedzie wiedziat, co i gdzie ma sie znajdowac oraz co i w jakiejkolejnosci nalezy wykonywac i kto jest za to odpowiedzialny, dzi^ki temu wszystko bedzieprzejrzyste i zrozumiate,
• polepszyc kontakty interpersonalne miedzy kadra. kierownicza. i ich podwtadnymi, dziekipracy zespotowej przy rozwiqzywaniu problemow,
• zwi^kszyc swiadomosc pracownikow co do koniecznosci cia.gtego ulepszania srodowiskapracy, ktore ich otacza, ktore ma wptyw na komfort i wydajnosc ich pracy na nim,
• zwiekszyc motywacjf pracownikow do pracy na rzecz firmy oraz samozadowolenia, dziekizwiekszeniu ich wptywu na decyzje podejmowane w firmie,
• zwiekszyc wydajnosc i ergonomi^ pracy pracownikow,
• zmniejszyc koszty i czas realizacji zadah w biurze konstrukcyjno-technologicznym.
137

StreszczenieW dobie kryzysu gospodarczego wiele matych i srednich przedsiebiorstw produkcyjno-ushjgowych probuje wdrazac zasady Lean, szczegolnie w produkcji, zapominajqc czestoo biurach konstrukcyjno-technologicznych. A to wtasnie od ich sprawnego dziatania orazod tworzonej dokumentacji technicznej, zalezy prawidtowosc funkcjonowania procesowprodukcyjnych. 2eby to uzyskac dobrze jest zastosowac koncepcj^ odchudzonego biura.Dlatego w artykule zostanq przedstawione typowe problemy z ktorymi spotkaja. sie maieprzedsiebiorstwa w ich specyficznych uwarunkowaniach podczas wdrazania Lean Office, orazpropozycje ich rozwia^zania z uzyciem narz^dzi i metod Lean tj. 5S, Mapowanie StrumieniaWartosci, Kaizen i Zarzqdzania Wizualnego.
The Lean Office in constructional-technologicoffices in small manufacturingand manufacturing-services enterprises
AbstractIn economic crisis, many small and medium sized of manufacturing and services enterprisesattempt to implement Lean principles, particularly in manufacturing, often forgettingthe offices of constructions and technology. And it was from their efficient operation andto create technical documentation, depends on the correct functioning of productionprocesses. In order to get a good idea to apply the concept of Lean Office. Therefore thearticle will be presented the typical problems in small enterprises in their specific conditionswhen implementing Lean Office, and proposed solutions using Lean tools and methods suchas: 5S, Visual Stream Mapping, Kaizen and Visual Management.
Literatura1. Bujas R.: 5S. Materialy szkoleniowe firmy LUQAM. Krakow, 2011.2. Bujas R.: Lider Lean Manufacturing. Materiaty szkoleniowe firmy LUQAM, Krakow, 2011.3. Fabrizio T. A., Tapping D.: 5S w biurze. Organizacja miejsca pracy i eliminacja
marnotrawstwa. ProdPublishing, Wroclaw, 2010.
4. http://www.contractmeble.pl/oferta/meble_pracownicze,1/Alfa.html5. Pyc M.: System wspomagania matoseryjnego montazu spycharek. Rozprawa doktorska.
Politechnika Rzeszowska, Rzeszow 2009r.6. Van Bokhoven M.: Lean Manufacturing. Praktyczny przewodnik od wiedzy do rezultatow.
MARKonTarget Productivity Consultants. Lean Vision.
138