Key words: cast iron, spheroidization, - afe.polsl.pl scheme of the nodularizing treatment station...
9
Click here to load reader
Transcript of Key words: cast iron, spheroidization, - afe.polsl.pl scheme of the nodularizing treatment station...

ARCHIWUM ODLEWNICTWA
83
OGÓLNA OCENA METODY PE SFEROIDYZOWANIA ŻELIWA
E. GUZIK
Wydział Odlewnictwa AGH, ul. Reymonta 23, 30-059 Kraków
STRESZCZENIE
W pracy przedstawiono metodę zabiegu sferoidyzowania żeliwa o masie od 1 do 10
Mg przy użyciu specjalnego przewodu elastycznego, zwaną umownie w kraju jako tech-
nika PE. Technikę tę zastosowano dla żeliwa wytapianego w żeliwiaku bądź
w piecach indukcyjnych. Ustalono zużycie tego przewodu w zależności od zawartości
siarki w żeliwie wyjściowym i masy sferoidyzowanego żeliwa. Niewątpliwie, odlewnie
mają określone problemy związane z zabiegiem ulepszającym ciekłe żeliwo, a technika PE
jest optymalna i coraz częściej adaptowana w krajowych odlewniach.
Key words: cast iron, spheroidization, cored wire (PE) method
1. WPROWADZENIE
Żeliwo sferoidalne, z wydzieleniami grafitu kulkowego jest stopem odlewniczym,
wykazujacy w krajach rozwiniętych wysoki i stabilny poziom produkcji, a udział odlewów
z tego gatunku żeliwa w ogólnej produkcji odlewniczej, a w szczególności
w produkcji odlewów ze stopów żelaza, stanowi niewątpliwie jeden z najbardziej uznawa-
nych wskaźników nowoczesności odlewnictwa oraz tych gałęzi przemysłu, dla których są
istotnymi elementami wyrobów końcowych, przede wszystkim zaś przemysłu maszyn o-
wego. W ostatnich latach produkcja tego wysokojakościowego żeliwa
w naszym kraju systematycznie wzrastała, osiągając w roku 1997 wielkość 120 tyś. Mg
[1,2], a później nastąpiło jej zmniejszenie, aczkolwiek już w 1999 roku [3] obserwuje się
ponowny wzrost produkcji, co widać z przebiegu krzywej na rys.1.
Przy zapewnieniu odpowiednio wymaganego składu chemicznego żeliwa wyjścio -
wego do zabiegu sferoidyzowania (dla danego gatunku żeliwa) bądź wermikularyzowania
(zmniejszona zawartość Mg w żeliwie), najistotniejszym elementem technologii jest
Rok 2001, Rocznik 1, Nr 1 (1/2)
Archives of Foundry
Year 2001, Volume 1, Book 1 (1/2)
PAN - Katowice PL ISSN 1642-5308

ARCHIWUM ODLEWNICTWA
84
wprowadzenie Mg lub jego stopów, co jest operacją najtrudniejszą w procesie wytwa-
rzania żeliwa sferoidalnego, z uwagi bowiem na niską temperaturę parowania Mg (Tp
=1107 oC) obserwuje się „burzenie” kąpieli, „wypryski” metalu oraz efekt p irotechniczny.
W związku z tym, stosuje się różne metody przeprowadzania tego zabiegu op isane w
pracy [4,5], przy czym w warunkach krajowych stosuje się głównie następujące metody:
1. wprowadzanie za pomocą dzwonów wykonanych z różnych materiałów (z blachy
stalowej, z materiałów szamotowo-grafitowych, z grafitu);
2. zalewanie na dnie kadzi (zaprawa jest umieszczana w odpowiednim zagłębieniu
w dnie kadzi, z jej odmianami Sandwich bądź Tundish,
3. wprowadzanie prętów z elektronu (stopów Mg-Al), do kadzi uszczelnionych;
4. Inmold, technika sferoidyzowana bezpośrednio w formie, wprowadzona z począ tkiem
tego roku w Odlewni TEXID - Skoczów.
Dążenia do wyeliminowania tych szkodliwych zjawisk, obserwowanych przy wpro-
wadzeniu magnezu do metalu ( techniki nr 1-4), a także zwiększenia efektywności zabiegu
sferoidyzowania było, jak i zapewne w przyszłości będzie, przyczyną rozwijania nowych
technik wprowadzania tego pierwiastka do żeliwa. Do nowoczesnej metody sferoidyzo-
wania, bądź wermikularyzowania żeliwa, zaliczamy metodę przewodu elastycznego, którą
w niniejszej pracy oznaczono umownie jako technika PE ( zwaną także w literaturze „me-
todą drutową" - ang. Cored Wired Injection Method) [6 –15],
a która została przy udziale Wydziału Odlewnictwa AGH oraz Ferro -Term z Łodzi wdro-
żona w kilku krajowych odlewniach.
86.5
70
59
52
96.4
120
81
20
40
60
80
100
120
140
160
1993 1994 1995 1996 1997 1998 1999
Lata
Pro
du
kc
ja ż
eli
wa
sfe
roid
aln
eg
o,
tys
. M
g
Rys. 1. Wielkość produkcji odlewów z żeliwa sferoidalnego w kraju, w okresie 1993
– 99 wg Modern Casting [1,2,3]
Fig. 1. The production of ductile iron castings at Polish foundries 1993 – 99 [1,2,3]

ARCHIWUM ODLEWNICTWA
85
W oparciu o wyniki przeprowadzonych badań, określono przydatność tej nowocze-
snej i perspektywicznej techniki PE do zabiegu sferoidyzowania (bądź wermikularyzowa-
nia) żeliwa.
2. OGÓLNA OCENA SFEROIDYZOWANIA ŻELIWA TECHNIKĄ PE
Do produkcji żeliwa sferoidalnego, w odlewniach zastosowano technikę przewodu
elastycznego dla masy ciekłego metalu w kadzi około 1 Mg. Jedynie w jednej odlewn i
stosuje się zabieg sferoidyzowania ciekłego metalu w kadzi o pojemności do 10 Mg,
z przeznaczeniem go na odlewy masywne [16]. W dwóch odlewniach ciekły metal wyta-
pia się z żeliwiaku ( dmuch wzbogacony w tlen) i z uwagi na zwiększoną zawartość siarki
pochodzącej z koksu wymaga się, dla określonej masy żeliwa, zwiększonego zużycia (długości) przewodu sferoidyzującego. W pozostałych sześciu odlewniach, metal wyj-
ściowy do zabiegu metalurgicznego wytapiano w piecach elektrycznych indukcyjnych, a
zaadaptowanie w nich techniki PE zapewniało odpowiednie warunki BHP oraz stabiliza-
cję procesu sferoidyzowania żeliwa, wyrażaną powtarzalnością zawartości magnezu w
żeliwie na poziomie 0,04%. Z kolei w jednej wdrożono specjalną technikę sferoidyzowania
(bądź wermikularyzowania) żeliwa, zwany techniką Sinter – Cast [5], a opartą na wyko-
rzystaniu dwóch przewodów elastycznych zawierających; jeden rdzeń magnezowy, a
drugi modyfikator.
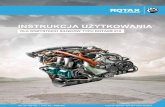
Schemat urządzenia zabiegowego do zabiegu sferoidyzowania żeliwa techniką PE
przedstawiono na rys.2. Za pomocą (podajnika rolkowego) dozownika (3) wprowadza się
do smukłej kadzi zabiegowej z ciekłym żeliwem wyjściowym wymagany odcinek sferoidy-
zującego przewodu elastycznego, rozwijanego ze specjalnej szpuli (4). Długość owego
odcinka przewodu określano z wzoru [5,6,8]:
m,
Mg
mMgS76,0l
pMg
zkr
(2)
gdzie: S = S1 – S2 (różnica zawartości siarki w żeliwie przed i po wprowadzeniu Mg),%,
Mgkr – krytyczna zawartość Mg w żeliwie, %,
Mg – uzysk Mg ze sferoidyzatora, %,
Mz – masa sferoidyzowanego metalu, kg,
Mgp – ilość Mg w 1 m przewodu sferoidyzującego, kg/m,
0,76 – współczynnik, wynikający ze stosunku mas atomowych S i Mg.

ARCHIWUM ODLEWNICTWA
86
Rys. 2. Ogólny schemat stanowiska do zabiegu sferoidyzowania żeliwa metodą przewodu ela-
stycznego; 1 – kadź zabiegowa z ciekłym metalem, 2 – pokrywa ogniotrwała, 3 – po-
dajnik rolkowy, 4 – szpula z nawiniętym na nią przewodem sferoidyzującym, 5 – pul-
pit sterowania komputerowego, 6 – odciąg gazów znad lustra metalu
Fig. 2. General scheme of the nodularizing treatment station using the cored wire method;
1 - ladle, 2 - lid, 3 - wire feed machine, 4 - coil (basket) cored wire, 5 - control unit,
6 – exhaust
Należy tu zaznaczyć, że technika PE w dobrym stopniu gwarantuje zawartość magne-
zu na poziomie 0,04%, wymagana do uzyskania kształtu kulkowego grafitu (rys.3a), na-
tomiast odpowiednie zmniejszenie zużycia przewodu elastycznego PE
i doprowadzenie do zawartości około 0,017% Mg w żeliwie pozwala, przy niewielkim
udziale grafitu kulkowego, na uzyskiwanie w jego strukturze wydzieleń grafitu wermiku-
larnego (rys. 3b). Tak więc stosując metodę przewodu elastycznego, możliwe jest wytwa-
rzanie z metalu, wytapianego zarówno w żeliwiaku jak i w piecu indukcyjnym,
żeliwa sferoidalnego (bądź żeliwa z grafitem wermikularnym) o właściwościach odpowia-
dającym najnowszym normom europejskim. Sferoidyzowanie tą metodą metalu zapewnia
stabilność procesu, wyrażoną powtarzalnością wyników w odniesieniu do właściwości
mechanicznych odlewów. Z analizy 14 różnych czynników, wpływających na skutecz-
ność poszczególnych metod sferoidyzowania, zaproponowanych
w tabeli 1 przez Moore, Weese [17] wynika, że technika Inmold jest najskuteczniejsza.

ARCHIWUM ODLEWNICTWA
87
Rys. 3. Postać grafitu w żeliwie sferoidalnym (a) i w żeliwie z grafitem wermikularnym (b),
otrzymanych metodą przewodu elastycznego
Fig. 3 . Microstructure of nodular (a) and vermicular (b) graphite cast iron obtained using cored
wire method
Ciekły metal musi być w tym przypadku wytapiany w piecu elektrycznym (ograniczenia
siarki w metalu do 0,01%) i stąd należy stosować specjalne, bardzo kosztowne s urówki
importowane. Ponadto przy tej metodzie obserwuje się mały uzysk dobrych odlewów
(zasilacze, rozbudowane układy wlewowe, komory reakcyjne); występują także ogran i-
czenia co do masy wytwarzanych odlewów. Stąd technika ta nie jest zbyt chętnie adap-
towana przez odlewnie, aczkolwiek z początkiem tego roku krajowa Odlewnia TEXID w
Skoczowie rozpoczęła, przy użyciu tej metody, produkcję odlewów wałka rozrządu z żeli-
wa sferoidalnego.
Z przeprowadzonej obserwacji w warunkach krajowych zabiegu sferoidyzowania żeliwa,
przy użyciu metody PE wynika, iż technika ta plasuje się na drugim miejscu,
co wynika z danych własnych zamieszczonych w ostatniej kolumnie tabeli 1. Należy
podkreślić, że metoda ta jest już bardziej uniwersalna, gdyż żeliwo może być wytapiane w
dowolnej jednostce topiącej, np. w żeliwiaku czy piecu elektrycznym.
W celu porównania kosztów przewodu elastycznego z kosztami zapraw FeSiMg, sto-
sowanych powszechnie w Polsce, przeprowadzono odpowiednie obliczenia dla jednost-
kowej masy 1Mg żeliwa. W warunkach jednej odlewni przeprowadzono ocenę ekon o-
miczną sferoidyzacji żeliwa metodą przewodu elastycznego PE , oraz zaprawy krajowej
FeSiMg6% z miszmetalem produkcji HUTY ŁAZISKA S.A. oraz zaprawy importowanej.
Przeprowadzono następujące obliczenia, dla metalu wytopionego
w piecu indukcyjnym:
- masa ciekłego żeliwa, m = 1 Mg o składzie chemicznym metalu wyjściowego
do zabiegu sferoidyzacji:
C = 3,9 %, Si = 1,8 %, Mn = 0,35 %, P = 0,06%, S = 0, 022% ;

ARCHIWUM ODLEWNICTWA
88
- uzysk Mg przy wprowadzeniu go do żeliwa, np. w kadzi smukłej typu Sandwich
w warunkach produkcyjnych wynosi;
Mg = 0, 45
- założono następującą zawartość siarki w żeliwie po wprowadzeniu magnezu;
S2 = 0,01 %
- minimalna (krytyczna) zawartość Mg w żeliwie: Mgkr = 0, 04 % ;
Tabela 1. Czynniki wpływające na skuteczność poszczególnych metod sferoidyzowania
Metoda sferoidyzacji
L.p. Czynnik (kryterium) A B C D E F G H I
1. Wydzielanie się par magnezu 4 3 2 3 3 1 3 1 2
2. Mała rozpuszczalność 4 4 4 4 4 2 3 0 0
3. Powinowactwo z siarką 2 2 2 1 2 3 0 4 1
4. Powinowactwo z tlenem 4 4 3 2 3 2 1 0 2
5. Stopień zaniku efektu 4 4 3 4 4 3 2 0 3
6. Skłonność do zabieleń 3 3 3 3 3 2 4 0 2
7. Koszt sferoidyzatora 4 4 3 3 4 4 1 2 2
8. Uzysk Mg 4 4 3 3 3 3 2 1 2
9. Wymagany stopień odsiarczania 2 2 2 2 2 3 0 4 2
10. Elastyczność zabiegu 1 1 4 3 3 4 4 2 1
11. Koszty modyfikowania wtórnego 3 3 3 3 3 4 4 0 2
12. Instalacja zabiegowa: Koszty inw. 0 0 2 3 4 4 4 1 3
13. Instalacja zabiegowa: Koszty prod. 2 2 3 4 4 4 4 0 1
14. Wymagane przegrzanie żeliwa 3 3 3 4 4 3 3 1 1
Razem: 40 39 40 42 46 42 35 16 24
Oznaczenia do tabeli:
0 - ocena najlepsza, 4 - ocena najgorsza.

ARCHIWUM ODLEWNICTWA
89
A - kadź otwarta, B - metoda „Sandwich”, C - metoda Tundish, D - metoda dzwonowa, E -
metoda przedmuchiwania przez porowaty korek, F - metoda FLOTRET, G - metoda kon-
wertorowa, H - metoda Inmold,
I - metoda sferoidyzującego przewodu elastycznego - ocena własna
- ilość magnezu jaką należy wprowadzić do żeliwa, obliczamy z ogólnie znanego wzoru A.
De Sy [18]:
- przy zastosowaniu zaprawy FeSiMg 6 % otrzymano:
- długość przewodu PE , zawierającego 0,063 kg Mg /1 mb obliczono wg (1):
Masowe zużycie przewodu oraz jego koszt (dla uzysku Mg = 40 %) wynosi zatem:
19,5 m x 0,41 kg/m = 8,0 kg/t x 7,96 zł/kg = 63,7 zł
Koszt sferoidyzatora typu FeSiMg 6 jest następujący:
- zaprawa krajowa z HUTY ŁAZISKA S.A., cena 5000 zł/t x 18,3 kg = 91,5 zł;
- zaprawa importowana BIOMET, cena 5400 zł/t x 18,3 kg = 98,8 zł
Reasumując należy stwierdzić, że koszt przewodu elastycznego jest konku rencyjny
do obydwu rodzajów zapraw, szczególnie zaprawy importowanej. Ponadto zabieg sfe ro-
idyzowania żeliwa przy użyciu techniki PE jest bardzo korzystny, w porównaniu do sto-
sowanych zapraw pod względem warunków BHP, a także daje możliwość stabilizacji
zawartości magnezu przy sferoidyzowaniu bądź wermikularyzowaniu żeliwa.
%11,045,0
)01,0022,0(75,003,0Mgd
kg3,18%6
% 0,11 kg 1000 zaprawy Masa
m5,19
063,040
100004,001,0022,076,0l

ARCHIWUM ODLEWNICTWA
90
LITERATURA
[1] 29 - 32 Census of World Casting Production – 1994-97, Modern Casting, 1995 –97.
[2] 33 Census of World Casting Production - 1998, Modern Casting, Dec., (1999) s.40.
[3] 34 Annual Census of World Casting Production - 1999, Modern Casting, Dec.,
(2000) s.30.
[4] C. Podrzucki, A. Wojtysiak : Żeliwo plastyczne niestopowe. Cz. 1 . Żeliwo sferoidal-
ne. AGH, Kraków (1987).
[5] E. Guzik, C. Podrzucki: Nowoczesne metody obróbki uszlachetniającej ciekłego
żeliwa. III Seminarium Naukowe - Szczyrk 3-4. 12, ref. 10, (1996) s. 10.1-10.25
[6] E. Guzik, M. Asłanowicz, R. Kluk: Zabieg sferoidyzowania żeliwa przy użyciu prze-
wodu elastycznego. Krzepnięcie metali i stopów PAN - Oddział Katowice, 22, (1995)
s. 76.
[7] M. Jonuleit: Metoda “drutowa“ sferoidyzowania żeliwa . Wskazówki praktyczne.
Przegląd Odlewnictwa, 45, nr 3, (1995) s. 98.
[8] E. Guzik: Ogólna ocena metod sferoidyzowania żeliwa , Krzepnięcie metali i stopów
PAN - Oddział Katowice, 26, (1996) s. 149.
[9] E. Guzik: Jakościowa ocena metody sferoidyzacji żeliwa przy użyciu przewodu
elastycznego. Krzepnięcie metali i stopów PAN - Oddział Katowice, 33, (1997) s. 22.
[10] E. Guzik, M. Porębski, M. Asłanowicz: Using Cored Wire Injection Method in the
Production of Vermicular and Nodular Cast Iron . Acta Metallurgica Slov., 5, (1999)
s. 297.
[11] E. Guzik, C. Podrzucki, M. Porębski: Otrzymywanie żeliwa sferoidalnego metodą PE
z metalu wytapianego w żeliwiaku . Krzepnięcie metali i stopów PAN - Oddział Ka-
towice, 41, (1999) s. 22.
[12] Katalog firmowy SKW Giesserei - Technik GMBH, Trostberg.
[13] H. Sugden, D. Missol, K.J. Best: Direct conversion of cupola melted iron to duc-
tile iron using cored wire. International Conference BCIRA, York – England 17,
(1996) s. 17.1-17.10.
[14] J. Rotella: Using Cored Wire in the Production of Ductile Iron . Transactions of the
American Foundrymen, s Society, 99, (1991) s. 519.
[15] R. Cairns: The manufacture of ductile iron from „high sulphur“ cupola iron using
magnesium cored wire technology. The Foundryman, September, (1992) s. 272.
[16] E. Guzik, M. Porębski : Sferoidyzacja i wermikularyzacja dużej masy ciekłego żel i-
wa metoda przewodu elastycznego (PE). Acta Metallurgica Slov. V, (2001) ( w dru-
ku).
[17] A. Moore, S. Weese: Is the future of ductile iron precarious ?. FOUNDRY manage-
ment and technology, 120, (1992) s. 34.
[18] De Sy A.: Quelques resultats de recherches belges sur les fontes nodulaires. Ref nr
20 na 18 M.K.O. Amsterdam (1951).

ARCHIWUM ODLEWNICTWA
91
GENERAL EVALUATION OF CAST IRON SPHEROIDIZATION CORED WIRE (PE)
METHOD
This paper describes the results of using a high magnesium ferrosilicon alloy
in cored wire ( Mg recovery about 60% ) for the production nodular ( or vermicular) iron
castings (ladles with a capacity from 1,0 to 10 Mg) at Polish foundries. The injection of
Mg cored wire length is a treatment method which can be used to process (high sulphur)
cupola iron held in ladles or friquency induction furnace. Results of calculation and
experiments shows the amount of cored wire to be injected based on initial sulfur and
weight liquid cast iron levels . The results of numerous trials have shown that process
magnesium cored wire is capable of producing good quality castings with nodular or
vermicular graphite iron. Such foundries have traditionally found it difficult to produce
nodular or vermilular cast iron of acceptable quality and thus the adoption of cored wire
technology has enabled these foundries to enter the ductile iron and vermicular cast iron
market.
Recenzował prof. dr hab. inż. Stanisław Jura