Inżynieria wytwarzania IV semestr Laboratorium
19
Projekt wspólfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Spolecznego Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie” Akademia Morska w Szczecinie, ul. Waly Chrobrego 1-2, 70-500 Szczecin 1 Materialy dydaktyczne Inżynieria wytwarzania Semestr IV Laboratorium
Transcript of Inżynieria wytwarzania IV semestr Laboratorium

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
1
Materiały dydaktyczne
Inżynieria wytwarzania
Semestr IV
Laboratorium

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
2
Temat 1 (1h): Budowa i charakterystyka sprzęgieł
Sprzęgłem nazywamy zespół służący do łączenia wałów. Dzięki zastosowaniu sprzęgła można
oddzielnie wykonywać silniki, zespoły napędowe i mechanizmy robocze, a następnie łączyć je w
trakcie montażu. W zależności od narzuconych wymagań odnośnie pracy istnieje wiele rozwiązań
konstrukcyjnych sprzęgieł. Ogólne warunki zastosowania poszczególnych typów sprzęgieł, niektóre
sprzęgła można stosować zamiennie, a na wybór konkretnego rozwiązania mogą mieć wpływ takie
czynniki, jak np.: warunki eksploatacyjne, gabaryty maszyny, koszt zastosowanego sprzęgła (co ma
wpływ na cenę gotowego zespołu), konieczność rozłączania wałów w czasie pracy i wiele innych.
a) sprzęgła sztywne – stosujemy w wypadku, gdy podczas montażu można dokładnie ustawić wały
względem siebie i ustawienie to nie zmienia się podczas eksploatacji maszyny. Do tej grupy zaliczane
są sprzęgła: tulejowe, łubkowe, tarczowe (nie mylić z tarczowymi ciernymi). W szczególnym
wypadku sprzęgła sztywne mogą pracować jako sprzęgła bezpieczeństwa – po przekroczeniu
określonego obciążenia element łączący sprzęgło z wałem zostaje zerwany.
b) sprzęgła podatne – stosowane w celu umożliwienia sprężystych odkształceń skrętnych wałów.
Stosuje się sprzęgła podatne z wkładkami gumowymi.
c) sprzęgła przegubowe - stosuje się do łączenia wałów przecinających się pod kątem różnym od zera.
Sprzęgło to może także kompensować zmiany kąta między osiami wałów (sprzęgło Cardana, sprzęgło
przegubowe kulkowe, sprzęgło przegubowe kulowe synchroniczne),
d) sprzęgła włączalne – stosowane w wypadku konieczności łączenia i rozłączania zespołów w trakcie
ich pracy. Zadanie to mogą spełniać sprzęgła cierne tarczowe, cierne wielopłytkowe, sprzęgła kłowe
itp.
e) sprzęgła samonastawne – umożliwiają niewielkie zmiany względnego położenia osi wałów (zmiany
takie są niejednokrotnie wynikiem wadliwego montażu). Można tu stosować sprzęgła sworzniowe,
krzyżakowe, łańcuchowe, zębate i inne.
f) sprzęgła cierne – są sprzęgłami włączanymi asynchronicznie, umożliwiającymi włączanie przy
różnych prędkościach obrotowych wałów czynnego i biernego. Łączniki sprzęgła w stanie
rozłączonym nie stykają się ze sobą. Włączenie sprzęgła polega na dociśnięciu łączników, wskutek
czego powstają siły tarcia na powierzchniach styku. Siły te powodują obracanie się wału biernego aż
do zrównania prędkości obrotowych wałów. W stanie włączonym przy zapewnieniu odpowiednio
dużej siły docisku łączniki dzięki tarciu między nimi poruszają się wspólnie. W czasie włączania
istnieje poślizg między łącznikami. Dzięki temu można zrealizować łagodny rozruch maszyny

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
3
napędzanej o regulowanym przebiegu. Jest to ważna zaleta sprzęgieł ciernych, powodująca ich
szerokie zastosowanie.
g) sprzęgła odśrodkowe – posiadają luźne łączniki, które przy obrocie członu czynnego sprzęgła są
dociskane wskutek bezwładności do części biernej. Stosowane są jako sprzęgła rozruchowe i mają
wszelkie cechy sprzęgieł ciernych.
h) sprzęgła jednokierunkowe – służą do przenoszenia momentu w jednym kierunku. Moment
przenoszony jest, jeżeli prędkość kątowa wału czynnego jest większa niż wału biernego przy tym
samym kierunku ruchu.
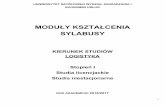
Rys. 1 Podział sprzęgieł
Sprzęgła cierne – przełączane asynchroniczne
Działanie takich sprzęgieł polega na tym, że obydwa człony są dociskane do siebie
odpowiednio dużą siłą, dzięki czemu powstaje siła tarcia, umożliwiająca przeniesienie momentu
obrotowego. Sprzęgła te przeznaczone są do łączenia wałów obracających się z różnymi prędkościami
obrotowymi, zapewniając płynny rozruch bez szarpnięć i drgań. Łącznikiem są pary cierne, wykonane
z materiałów wytrzymałych na naciski, obciążenia cieplne i odpornych na zużycie oraz o dużym
współczynniku tarcia. W zależności od cech geometrycznych łącznika (kształtu) rozróżnia się wiele

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
4
odmian konstrukcyjnych tych sprzęgieł, różniących się kierunkiem i sposobem wywoływania siły
dociskającej, kształtem powierzchni łącznika, liczbą powierzchni ciernych.
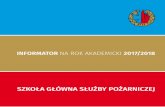
W zależności od kierunku działania siły docisku Pw można wyróżnić sprzęgła włączane
promieniowo, osiowo i obwodowo. Kształt powierzchni ciernych może być płaski (c, e) walcowy (a,
b, h, j, k) lub stożkowy (d, f, g). Gdy pod uwagę weźmie się liczbę powierzchni ciernych sprzęgła
mogą być wielotarczowe - przy dość małych wymiarach przenoszą duże momenty obrotowe (e, f, g, j)
i jednotarczowe - przy takim samym momencie lepiej oddają ciepło są jednak znacznie większe i
droższe (a, b, c, d, h, k).
Rys. 2 Odmiany konstrukcyjne sprzęgieł ciernych
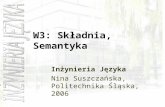
Proces włączania sprzęgła ciernego składa się z dwóch etapów:
I. Poślizgu sprzęgła przy nieruchomym wale napędzanym, trwa on do czasu, póki narastający w
procesie włączania sprzęgła moment obrotowy Mt jest mniejszy od początkowego momentu
oporu M2 na wale biernym (mały przy rozruchu maszyn na biegu jałowym, duży przy

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
5
rozruchu pod obciążeniem). Energia napędu potrzebna do rozpędzenia wału biernego
zamienia się na ciepło.
II. Poślizg sprzęgła przy rozpędzającym się wale napędzanym, trwa on do czasu, póki prędkość
obrotowa wału biernego nie zrówna się z prędkością wału czynnego. Połowa energii napędu w
czasie rozruchu na wale biernym zamieniana jest na ciepło. Zamiana mocy w ciepło następuje
jedynie w okresie występowania poślizgu pomiędzy członami sprzęgła.
Rys. 3 Przebieg włączania maszyny przy użyciu sprzęgła ciernego
Jeżeli moment tarcia Mt i moment oporu maszyny roboczej M2 zakłada się jako stałe w
określonym czasie, to moment rozruchowy w napędzie
constMMMtr
=−=2

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
6
Przyspieszenie kątowe wału napędzanego:
2I
Mr=ε
Czas potrzebny do wyrównania prędkości kątowych obydwu członków sprzęgła wyniesie:
r
r M
It 020
ωεω ==
By po załączeniu sprzęgło pracowało bez poślizgu powinien być spełniony warunek: moment tarcia
spoczynkowego Mt0 przy włączonym sprzęgle będzie większy od największej chwilowej wartości
przenoszonego momentu obrotowego:
00kMM
t>
Moment tarcia przy znanej konstrukcji sprzęgła obliczamy z zależności:
śrtNRM µ=
0
gdzie: µ - współczynnik tarcia między wykładzinami sprzęgła, N – wypadkowa nacisków normalnych
na powierzchni tarcia, Rśr – obliczeniowy promień tarcia
( )minmax
5,0 RRRśr
+≈
gdzie: Rmax i Rmin – odpowiednio największy i najmniejszy promień powierzchni tarcia.
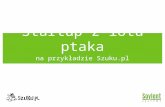
Przenoszony przez sprzęgło moment obrotowy obliczamy przy założeniu równomiernego rozkładu
nacisków jednostkowych na wykładzinach ciernych.
Rys. 4 Schemat sprzęgła ciernego dwutarczowego

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
7
Średni nacisk między tarczami ciernymi:
( )dop
śr
ww PbD
P
DD
Pp ≤=
−=
ππ 2
1
2
0
4
lub gdy znamy moment tarcia
dop
śr
t PbD
Mp ≤=
πµ0
0
2
gdzie: Pw – siła włączania sprzęgła, b – robocza szerokość tarcz, Dśr - średnia średnica roboczej
powierzchni tarcz.
Zaleca się by stosunek (współczynnik Ψ) roboczej szerokości b i średniej średnicy tarcz Dśr był w
przybliżeniu równy 0,25.
Jeżeli wybrano materiał na okładziny o znanym nacisku dopuszczalnym, to można wyznaczyć
konieczna liczbę powierzchni tarcia:
zśrdopkDp
Mz
3
02
ψπµ=
gdzie: kz – współczynnik uwzględniający liczbę tarcz ciernych w sprzęgle
kz = 0,76 – 1 dla z = 3 – 11. Dla sprzęgieł suchych kz = 1.
W sprzęgłach ciernych o pochylonych względem osi powierzchniach ciernych potrzebna siła
docisku tarcz jest znacznie mniejsza niż w sprzęgłach tarczowych. Schemat działania sił w sprzęgle
stożkowym przedstawia rysunek poniżej.
Rys. 5 Schemat sprzęgła ciernego stożkowego

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
8
Siła tarcia na powierzchniach ciernej jest równa sile obwodowej działającej na sprzęgło:
NPT µ==0
gdzie: N- nacisk normalny na powierzchni ciernej, pochodzący od siły docisku tarcz.
W przypadku równomiernego nacisku na powierzchniach ciernych uzyskuje się:
+=+=µ
ααµ
ααµ sincos
2sincos0
0
śr
w D
MPP
Moment tarcia przenoszony przez sprzęgło wynosi:
2
000 222 śr
śrśr
tbDp
DN
DPM µπµ ===
W zależności od wielkości nachylenia powierzchni ciernych do osi sprzęgła α oraz kąta tarcia
µ = tg ρ sprzęgła stożkowe mogą być samohamowne lub niesamohamowne. Warunek
samohamowności sprzęgła stożkowego ma postać:
µα ≤tg lub ρα ≤
Dla uniknięcia zaklinowania sprzęgła, uniemożliwiającego wyłączenie sprzęgła, należy
przyjmować α ≥ arctg µ = ρ. Przykładowo dla materiałów ciernych metalowych α ≥ 6-7° a
dla pary ciernej skóra - metal α ≥ 12°30’.
Jeżeli znamy materiał pary ciernej i przyjmiemy równowartość momentu tarcia Mt0 z
przenoszonym momentem obrotowym M0, możemy wyznaczyć szerokość tarczy ciernej:
2
02
śrdop
t
Dp
Mb
πµ=

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
9
Budowa stanowiska
Rys. 6 Stanowisko laboratoryjne
Stanowisko składa się z (rys. 6):
• Układu napędzającego 1 (silnik z przekładnią pasową)
• Sprzęgła zanurzonego w oleju 2
• Hamulca ciernego taśmowego 3
• Obrotościomierza 4
Silnik zasilany jest prądem przemiennym poprzez falownik, przeniesienie obrotów następuje
poprzez przekładnie pasową. Dzięki zastosowaniu falownika uzyskuje się płynną regulacje
obrotów. Badane sprzęgło cierne umieszczone jest w pojemniku z olejem (rys. 7), który służy
do odprowadzania nadmiaru ciepła powstającego podczas poślizgu sprzęgła.
Rys. 7 Sprzęgło zanurzone w oleju

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
10
Do załączenia sprzęgła służy specjalna dzwignia widoczna na rysunku 6. Natomiast do
wywołania odpowiedniej siły hamowania (obciążania sprzęgła) służy druga dzwignia, którą
obciąża się ciężarkami o znanej masie. Poślizg sprzęgła wyznacza się na podstawie różnicy
obrotów przed i za sprzęgłem, do czego służy obrotościomierz. Odczytuje on obroty dzięki
czujnikom, które zliczają zęby na specjalnych tarczach zamocowanych na wale przed i za
sprzęgłem.
Ćwiczenie polega na tym, że obciążamy załączone sprzęgło znaną siła wywołaną ciężarkami
o znanej masie powodując wzrost momentu obciążającego (symulujący przeciążenie
maszyny), który powoduje poślizg pomiędzy tarczami sprzęgła. Wartość tego poślizgu
wyznaczamy z różnicy prędkości i wykreślamy krzywą, funkcje poślizgu w zależności od
momentu obciążającego.
Temat 2: Budowa i charakterystyka przekładni (1h)
Przekładnia mechaniczna – mechanizm służący do przenoszenia energii, zazwyczaj wraz ze
zmianą prędkości obrotowej i momentu.
Przyczyny stosowania przekładni mechanicznych:
• Funkcjonalne: konieczność dostosowania prędkości obrotowej napędu do maszyny
roboczej, zmiana kierunku obrotów maszyny, wymagany jest większy moment niż
jest w stanie wytworzyć silnik.
• Konstrukcyjne: konieczność przeniesienia napędu na pewną odległość (silnik musi
być oddalony od układu roboczego), zmniejszenie gabarytu maszyny poprzez
ustawienie równoległe silnika i układu roboczego.
• Ekonomiczne: możliwość zastosowania jednego układu napędowego do kilku
układów roboczych, możliwość zastosowania tańszego silnika z przekładnią
wielostopniową dla uzyskania większego zakresu prędkości maszyny roboczej.
Ze względu na element przenoszący moment przekładnie dzielimy na:
• Bezpośrednie – przeniesienie napędu występuje między dwoma elementami.
• Pośrednie – w przeniesieniu napędu występuje dodatkowy element.

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
11
Przekładnie mechaniczne możemy podzielić również ze względu na sposób przekazywania
napędu na:
• Cierne – przeniesienie napędu oparte jest na tarciu między dwoma powierzchniami.
• Kształtowe – przeniesienie napędu oparte jest na zazębianiu się elementów.
Zaletami przekładni ciernych bezpośrednich są: prosta konstrukcja, brak elementów
dodatkowych, odporność na przeciążenia. Natomiast wady to: duży poślizg = mała
sprawność, brak możliwości synchronizacji położenia.
Przekładnie cierne pośrednie, w których łącznikiem jest pas klinowy lub płaski, maja
następujące zalety: prosta konstrukcja, możliwe przekazywanie napędu na dużych
odległościach, mała wrażliwość na niedokładności wykonawcze. Ich wady to: poślizg na
pasach – spadek mocy (zmniejszona sprawność), brak możliwości synchronizacji położenia.
Przekładnia łańcuchowa charakteryzuje się następującymi zaletami: dużą wytrzymałością,
możliwością przekazywania napędu na dużych odległościach, brakiem poślizgu. Do wad
zaliczamy: dodatkowy, skomplikowany element, duża głośność.
Przekładnia zębata, czyli kształtowa bezpośrednia posiada następujące zalety: najwyższa
sprawność (0,98 – 0,99), duża niezawodność, małe zużycie, duża zwartość, możliwość
przenoszenia dużych mocy. Wady takich przekładni to: hałaśliwość, duży koszt wykonania,
brak odporności na przeciążenia.
Przekładnie zębate możemy podzielić ze względu na miejsce zazębienia na: przekładnie o
zazębieniu zewnętrznym i wewnętrznym.
a) b)
Rys. 8 przekładnie zębate a) zazębienie zewnętrzne b) zazębienie wewnętrzne
Ze względu na ruchomość osi możemy podzielić na: przekładnie o osiach stałych i planetarne
(przynajmniej jedna oś przemieszcza się względem korpusu).

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
12
Ze względu na położenie wzajemne osi możemy podzielić na: przekładnie równoległe,
kątowe o osiach przecinających się, wichrowate (hipoidalne) osie obu kół nie przecinają się.
Ze względu na kształt kół zębatych przekładnie dzielimy na: walcowe, stożkowe, ślimakowe.
Natomiast ze względu na kształt linii zęba przekładnie dzielimy na: o zębach prostych, o
zębach śrubowych, o zębach daszkowych i o zębach łukowych.
Dla zapewnienia łatwego wchodzenia zęba jednego koła we wrąb drugiego koła, między
zębami pozostawia się pewne określone luzy, które zabezpieczają przed skutkami
niedokładności wykonania, rozszerzalnością cieplną oraz ułatwiają ruch oleju. Z drugiej
strony zbyt duże luzy mogą powodować wzrost hałasu, wzrost nacisków o złe zużywanie się
zębów. Rozróżniamy następujące luzy:
• Luz wierzchołkowy c – najmniejsza odległość w osi O1O2 między walcem stop
jednego koła a walcem wierzchołków koła współpracującego.
• Luz międzyzębny jn – najkrótsza odległość między niepracującymi bokami zęba przy
istnieniu kontaktu boków pracujących.
• Luz obwodowy jt – długość łuku tocznego, o który można obrócić koło, aby
doprowadzić boki niepracujące do styku
Rys. 9 Luzy w przekładni zębatej

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
13
Ćwiczenie polega na zmierzeniu i wyregulowaniu obwodowych luzów międzyzębnych w
przekładni napędzającej rozrząd w silnikach B 3012 SS. Mierzenie luzów odbywa się przy
pomocy drutu cynowego bądź ołowianego, który odciska się pomiędzy zębami przekładni i
mierzy się grubość odcisku za pomocą suwmiarki. Uzyskane wartości porównuje się z
wartościami normatywnymi i dokonuje się ewentualnej regulacji. Regulacja luzów odbywa
się za pomocą specjalnego mechanizmu mimośrodowego, składający się z mimośrodowej
tulei i wałka z mimośrodem, który zaprojektowano specjalnie dla tej przekładni. Mechanizm
mimośrodowy pozwala na zmianę położenia osi koła pośredniego względem osi koła
głównego o koła rozrządu o w ten sposób wyregulowanie luzu.
Temat 3: Budowa wybranych urządzeń mechatronicznych (1h)
Urządzenie mechatroniczne - jest to urządzenie o budowie modułowej, którego głównym i
ostatecznym zadaniem jest wykonanie czynności mechanicznej (pracy).
Aby urządzenie można było nazwać mechatronicznym musi ono zawierać 3 podstawowe
moduły:
• Moduł sterowania zawierający mikroprocesor lub mikrokomputer, a w bardziej
skomplikowanych konstrukcjach jednostkę CPU - procesor. W module strowania
wykorzystywane są również mikrokontrolery.
• Moduł wykonawczy.
• Moduł sensorów.
W ćwiczeniu tym będziemy omawiać wybrane urządzenia mechatroniczne takie jak
sterowany cyfrowo zawór pneumatyczny.

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
14
Rys. 10 Fragment stanowiska do badania zaworu pneumatycznego sterowanego cyfrowo
Rys.11 Stanowisko badawcze z zaworem, układem napędowym wirnika zaworu i siłownikiem z tłoczyskiem
opartym sprężyście
Rys. 12 Widok siłownika pneumatycznego z tłoczyskiem oparty sztywno

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
15
Rys. 13 Widok siłownika pneumatycznego z tłoczyskiem opartym sprężyście
Temat 4 (4h): Budowa wybranych typów maszyn technologicznych (projektowanie)
W grupie maszyn produkcyjnych najważniejszą grupę stanowią maszyny technologiczne
przeznaczone do wykonywania różnorodnych elementów maszyn i urządzeń.
W zależności od różnych technologii maszyny technologiczne dzielimy na:
- maszyny do obróbki skrawaniem (obrabiarki skrawające),
- maszyny do obróbki plastycznej,
- maszyny i urządzenia odlewnicze,
- maszyny do łączenia i spawania metali,
- maszyny do przetwarzania tworzyw sztucznych,
- maszyny do obróbki erozyjnej.
Każda obrabiarka do metali składa się z pewnej liczby zespołów posiadających różne
mechanizmy, które w zależności od rodzaju obrabiarki i wykonywanej na niej pracy nadają
zespołom lub ich elementom ściśle określone ruchy. Mechanizmy składają się z elementów,
które tworzą pary kinematyczne (np. zazębiające się koła zębate, śruba z nakrętką itp.).
Natomiast szereg par współpracujących ze sobą tworzy łańcuch kinematyczny. Łańcuch
kinematyczny może otrzymywać ruch bezpośrednio ze źródła napędu albo za pośrednictwem
innego łańcucha kinematycznego.
Łańcuch kinematyczny zewnętrzny to taki łańcuch, który przenosi ruch ze źródła napędu na
mechanizmy robocze obrabiarki i mający wpływ na szybkość ruchu głównego i posuwowego.

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
16
Łańcuch kinematyczny wewnętrzny to taki, który ma wpływ na kształtowanie powierzchni
obrabianej. Dwa lub więcej łańcuchów kinematycznych, powiązanych ze sobą funkcjonalnie
tworzy układ kinematyczny obrabiarki.
Schemat kinematyczny jest to przestawienie w postaci rysunku złożonego z symboli
graficznych układu kinematycznego obrabiarki. Czytanie schematów kinematycznych
wymaga poznania symboli stosowanych do oznaczeń elementów obrabiarki.
Rys. 14 Układ kinematyczny tokarki kłowej uniwersalnej, typ TUM-25
Klasyfikacja obrabiarek skrawających:
a) tokarki:
• uchwytowe,
• kłowe,
• tarczowe,
• rewolwerowe,
• karuzelowe,

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
17
• zataczarki,
b) wiertarki:
• stołowe,
• stojakowe,
• współrzędnościowe,
c) frezarki:
• poziome,
• pionowe,
• wiertarko-frezarki,
d) wytaczarki,
e) piły,
f) strugarki: poprzeczne, wzdłużne, dłutownice
g) przeciągarki,
h) szlifierki:
• do płaszczyzn,
• do otworów,
• dogładzarki,
• docieraczki,
• polerki,
Budowa tokarki typu TUM 25
Rys. 15 Elementy obsługi tokarki TUM-25a.

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
18
Ćwiczenie będzie polegało na zaprojektowaniu 6 stopniowej skrzynki prędkości w układzie
3x2 i przedstawieniu rysunkowym schematu kinematycznego oraz wykresu strukturalnego
takiej skrzynki.
Temat 5 (4h): Projektowanie organizacji montażu
Projektowanie zorientowane na wytwarzanie i montaż
DFMA (Design for Manufacturing and Assembly)
Rosnąca złożoność problemów inżynierskich, krótkie czasy realizacji projektów, czy
konieczność wielokryterialnej optymalizacji wyrobu sprawiają, że spełnienie wszystkich
wymagań stawianych konstrukcji nie jest zadaniem łatwym. Projekt końcowy winien być,
bowiem spełnieniem oczekiwań klientów, ale także inżynierów odpowiedzialnych za
wytwarzanie, serwis czy utylizację. Aby ułatwić spojrzenie na produkt z wielu perspektyw,
często stosuje się metodologię DFMA (ang. Design for Manufacturing and Assembly) -
projektowanie zorientowane na wytwarzanie i montaż. Przywołana filozofia projektowania
polega na uwzględnieniu wszystkich głównych etapów życia wyrobu (z akcentem na
wytwarzanie i montaż) już na wczesnym etapie konstruowanie produktu. Odzwierciedlenie
większości wymagań stawianych produktowi pozwala przede wszystkim zadowolić klienta,
ale co równie ważne - poprawić jakość wyrobu, obniżyć koszty produkcji oraz skrócić czas
wytwarzania.

Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego
Projekt „Rozwój i promocja kierunków technicznych w Akademii Morskiej w Szczecinie”
Akademia Morska w Szczecinie, ul. Wały Chrobrego 1-2, 70-500 Szczecin
19
Rys. 16 Montaż jako składnik procesu produkcyjnego
Istotność projektowania dla montażu wynika z faktu, że koszty montażu stanowią znaczną
część całkowitego kosztu wytwarzania. Dlatego sposób i kolejność montażu powinny być
przedmiotem analizy realizowanej we wczesnych etapach projektowania, a wybór struktury i
postaci konstrukcyjnej powinien uwzględniać wymagania montażu.
Temat 6 (4h): Projektowanie współbieżne na przykładzie statku