Eksperymentalne wyniki pomiarów twardoci i testów zu ...
49
Eksperymentalne wyniki pomiarów twardoci i testów zuyciowych materialów poddanych obróbce laserowej powierzchni tj. laserowemu hartowaniu, przetapianiu, stopowaniu i napawaniu. W tabelach zawierajcych zbiór opublikowanych danych eksperymentalnych uyto nastpujcych oznacze i skrótów: P - moc wizki lasera Pd - powierzchniowa gsto energii lasera sd - rednica plamki laserowej na powierzchni próbki d - rednica wizki laserowej v - prdkoskanowania wizki lasera po powierzchni próbki, co jest równoznaczne z prdkoci przesuwu próbki w przypadku zastosowania nieruchomej glowicy laserowej F - fluencja sd - rednica plamki laserowej na powierzchni elementu E - energia impulsu laserowego f - czstotliwo impulsów lasera t - czas trwania impulsu laserowego T - temperatura w - szeroko cieki laserowej H - wysoko napoiny mierzona od najwyszego punktu na jej powierzchni do powierzchni podloa h - glboko o - procent zachodzenia na siebie kolejnych cieek lasera, okrela ilo poprzedniej cieki poddanej ponownemu skanowaniu wizk lasera %w - ulamek masowy %obj - ulamek objtociowy %at - ulamek procentowy atm - gaz uywany jako atmosfera ochronna stopionego jeziorka i - natenie przeplywu proszku stopujcego z - rednica ziaren proszku stopujcego g - grubo warstwy materialu stopujcego naniesionej na podloe CL - strefa napoiny HAZ - strefa wplywu ciepla
Transcript of Eksperymentalne wyniki pomiarów twardoci i testów zu ...

Eksperymentalne wyniki pomiarów twardo�ci i testów zu�yciowych materiałów poddanych obróbce laserowej powierzchni tj. laserowemu hartowaniu, przetapianiu, stopowaniu i napawaniu. W tabelach zawieraj�cych zbiór opublikowanych danych eksperymentalnych u�yto nast�puj�cych oznacze� i skrótów: P - moc wi�zki lasera Pd - powierzchniowa g�sto�� energii lasera sd - �rednica plamki laserowej na powierzchni próbki d - �rednica wi�zki laserowej v - pr�dko�� skanowania wi�zki lasera po powierzchni próbki, co jest równoznaczne z pr�dko�ci� przesuwu próbki w przypadku zastosowania nieruchomej głowicy laserowej F - fluencja sd - �rednica plamki laserowej na powierzchni elementu E - energia impulsu laserowego f - cz�stotliwo�� impulsów lasera t - czas trwania impulsu laserowego T - temperatura w - szeroko�� �cie�ki laserowej H - wysoko�� napoiny mierzona od najwy�szego punktu na jej powierzchni do powierzchni podło�a h - gł�boko�� o - procent zachodzenia na siebie kolejnych �cie�ek lasera, okre�la ilo�� poprzedniej �cie�ki poddanej ponownemu skanowaniu wi�zk� lasera %w - ułamek masowy %obj - ułamek obj�to�ciowy %at - ułamek procentowy atm - gaz u�ywany jako atmosfera ochronna stopionego jeziorka i - nat��enie przepływu proszku stopuj�cego z - �rednica ziaren proszku stopuj�cego g - grubo�� warstwy materiału stopuj�cego naniesionej na podło�e CL - strefa napoiny HAZ - strefa wpływu ciepła

LASEROWE HARTOWANIE
materiał poddawany hartowaniu
laser (typ, producent, moc maksymalna)
parametry procesu wyniki eksperymentalne nr publikacja
stal stopowa 817M40 stal w�glowa 080M40
HPDL diodowy 1,3 kW
I = 21-52,6x103 W/cm2 P = 400-1000W v = 50-1700 mm/min atm = argon
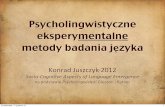
* zale�no�� mikrotwardo�ci HV od gł�boko�ci penetracji (depth below surface) [µm] podczas hartowania przy pr�dko�ci skanowania v = 650 mm/min i ró�nej mocy wi�zki lasera 400, 600, 800 i 1000 W a.) dla stali 817M40
b.) dla stali 080M40
LH4 I.R. Pashby, S. Barnes, B.G. Bryden Journal of Materials Processing Technology 139 (2003) str. 585.

stal SS 2131 (0,25 %w C) * pokryte sadz�
CO2 2 kW
P = 1,425-1,5 kW natrysk wodny
* rozkład twardo�ci na przekroju poprzecznym zahartowanych próbek gładkiej (laser hardened smooth), z karbem (hardened notched) oraz wyniki porównawcze dla próbek azotowanych plazmowo - gładkiej (plasma nitrided smooth) i z karbem (plasma nitrided notched)
LH7 P. De la Cruz, M. Oden, T. Ericsson Int. J. Fatigue Vol. 20, No. 5 (1998) str. 389.
stal AISI 440C martenzytyczna stal nierdzewna (Fe + 17%w Cr + 0,75%w Mo + 1 %w Mn + 1,1 %w C + 1 %w Si + 0,049 %w P + 0,03 %w S) * próbka szlifowana i piaskowana
Nd:YAG cw P = 0,5 kW sd = 6 mm F = 0,98-3,33 J/cm2 v = 25-85 mm/s atm = argon o = 50%
* profile twardo�ci dla próbek zahartowanych przy P = 0,5 kW, sd = 6 mm, o = 50% i v = 25 mm/s i F = 3,33 J/mm2 (LTH-440C-25), v = 45 mm/s i F = 1,85 J/mm2 (LTH-440C-45), v = 85 mm/s i F = 0,98 J/mm2 (LTH-440C-85)
LH6 K.H. Lo , F.T. Cheng, H.C. Man Surface and Coatings Technology 173 (2003) str. 96.

* znormalizowana odporno�� na erozj� kawitacyjn� dla próbek wyj�ciowego materiału (AR-440C), hartowanego w sposób tradycyjny (HT-440C)i laserowo (przy v = 25 mm/s i F = 3,33 J/mm2 (LTH-440C-25), v = 45 mm/s i F = 1,85 J/mm2 (LTH-440C-45), v = 85 mm/s i F = 0,98 J/mm2 (LTH-440C-85))

stale nisko i �rednio w�glowe o zawarto�ci 0,6 %w; 0,9 %w; 1,3 %w C
CO2 cw 100W Synrad
P = 100 W
* profil mikrotwardo�ci zahartowanej stali o zawarto�ci 0,6 %w C
LH10 R.A. Ganeev Journal of Materials Processing Technology 121 (2002) str. 414.
stal U13A (1,25-1,35 %wC)
Nd:YAG cw P = 0 - 120 W 1,5; 1,25; 1 mm/s
* profil mikrotwardo�ci w zale�no�ci od gł�boko�ci penetracji (PE) [mm] dla stali zahartowanej przy v = 1 mm/s
LH11 R. Sagaro , J.S. Ceballos, A. Blanco, J. Mascarell Wear 225–229 (1999) str. 575.

stal AISI 1045 * pokryte powłok� z koloidalnego grafitu w celu ulepszenia absorbcji
CO2 cw P = 0,1; 1,8 kW 8-10 µm koloidalnego grafitu przy P = 0,1 kW v = 4 mm/s, t = 0,2 s przy P = 1,8 kW v = 3; 6; 12 m/s; t = 0,5; 1; 2 s
* zale�no�� warto�ci współczynnika tarcia wzgl�dem przeciwpróbki ze stali AISI 52100 od pierwaistka kwadratowego z długo�ci drogi tarcia, zmierzone w czasie testu �cieralno�ci typu „trzpie�-tarcza” w warunkach w obecno�ci oleju jako �rodka smarnego przy obci��eniu 500N gdzie 1 - próbka stali AISI 1045 bez obróbki w stanie wyj�ciowym, 2 - próbka hartowana laserowo, 3 - próbka naw�glona
LH12 H. Visscher, M.B. de Rooij, P.H. Vroegop, D.J. Schipper Wear 181-183 (1995) str. 638.
stal EN18 (AISI 5135) �redniow�glowa
CO2 cw 5kW
P = 1,3; 1,5 kW Pd = 1,3x10-4; 1,5x10-4 W/cm2 v = 1 m/min
* wyniki testu zu�yciowego wykonanego dla próbek nieobrabianych laserowo (untreated) i po obróbce laserem (laser treated) przy trzech ró�nych obci��eniach 10, 20 i 30 N, jako przeciwpróbk� u�yto hartowan� stal EN24, długo�� drogi tarcia wynosiła 5000 m; odporno�� na �cieranie wzgl�dem
LH16 J. Senthil Selvan, K. Subramanian, A.K. Nath Journal of Materials

(Fe + 0,35-0,45 %w C + 0,60-0,95 %w Mn 0,10-0,35 %w Si + 0,85-1,15 %w Cr + 0,5 %w P + 0,05 %w S) * próbki szlifowane i pokryte warstw� MoS2 w celu zwi�kszenia absorpcji promieniowania
atm = hel
hartowanej stali EN24 wzrosła dwukrotnie
* profile twardo�ci dla próbek uzyskanych przy P = 1,3 i 1,5 kW, przy v = 1 m/min
Processing Technology 91 (1999) str. 29.

stal HSS M2 (odpowiednik W6Mo5Cr4V2) przed obróbk� laserow� próbki hartowano w 1160, 1180, 1200, 1220 i 1240 °C, i trójkrotnie odpuszczano w 100 - 650 °C.
CO2 2 kW
P = 1,5 kW Pd = 9,75 – 20,1 J/mm sd = 3 mm po hartowaniu laserowym próbki odpuszczano 100-650°C
* wykres przedstawia wpływ fluencji [J/mm2] na mikrotwardo�� (HV) próbek zahartowanych laserowo, które wcze�niej zostały wst�pnie hartowane z 1220 oC i trzykrotnie odpuszczane w 560 oC, strefa o najwy�szej twardo�ci (� top hardness zone) i strefa powierzchniowa (x surface)
LH15 G. Shi, P. Ding, J. Liu, H. Yin, J. Wang Acta metall, mater. Vol. 43, No. 1 (1995) str. 217.

* profile mikrotwardo�ci próbek hartowanych laserowo w zale�no�ci od temperatury zastosowanej przy odpuszczaniu po obróbce laserowej tj. 100, 500, 560, 600 oC

LASEROWE PRZETAPIANIE
materiał przetapiany
laser (typ, producent, moc maksymalna)
parametry procesu
wyniki eksperymentalne nr publikacja
br�z Mn-Ni-Al (75,6 %wag Cu, 10,8 %wag Mn, 7,8 %wag Al, 3,6 %wag Fe, 2,2 %wag Ni)
Nd:YAG cw 2 kW
P = 1kW sd = 1-4 mm v = 15-45 mm/s F = 5,55-66,67 J/mm2 atm = argon o = 50 %
* na wykresie zobrazowano wpływ fluencji lasera [J/mm2] na mikrotwardo�� HV0,2 oraz na odporno�� na erozj� kawitacyjn� przetopionego br�zu Cu–Mn–Al–Ni–Fe. Uzyskano twardo�� maksymaln� 344 HV0,2.
* zu�ycie erozyjne pod wpływem kawitacji próbki poddanej obróbce laserowej przy fluencji 14,3 J/mm2 było 5,8 razy mniejsze ni� w przypadku próbki wyj�ciowej MAB * gł�boko�� przetopienia (average melt depth) rosła ze wzrostem fluencji laserowej zgodnie z poni�szym wykresem
LR10 C.H. Tang, F.T. Cheng, H.C. Man Surface and Coatings Technology 182 (2004) str. 300.

br�z Mn-Ni-Al (75,6 %wag Cu, 10,8 %wag Mn, 7,8 %wag Al, 3,6 %wag Fe, 2,2 %wag Ni)
Nd:YAG cw 2 kW
P = 1kW o = 50% atm = argon sd = = 1-4 mm v = 15-45 mm/s
* mikrotwardo�� wynosiła dla materiały wyj�ciowego 160 HV0,2, a po jego przetopieniu 297-342 HV0,2
LR11 C.H. Tang, F.T. Chenga, H.C. Man Materials Science and Engineering A 373 (2004) str. 195.
stal 440C UNS S44004 (3,4%wag Ni, 1 %wag Mn, 1% Al, 0,15 %wag C, 1 %wag Si, reszta Fe) utwardzana wydzieleniowo (300HV) oraz stal P21 (UNS T51621) (17 %wag Cr, 0,75 %wag Mo, 1,5 %wag Mn, 1,1 %wag C, 0,3 %wag Si, 0,0149 %wag P, 0,03 %wag S, reszta Fe) (260 HV) piaskowane
Nd:YAG cw 500 W
P = 0,45 kW Pd = 573 W/mm2 v = 5; 25 mm/s d = 1 mm atm = argon o = 50%
* im wy�sza jest pr�dko�� skanowania tym mniejsza przetopiona obj�to�� i tym wy�sza szybko�� odprowadzania ciepła * stal 440C w stanie nieobrabianym cieplnie cechowała twardo�� 260 HV, w stanie zahartowanym 790 HV), natomiast po przetopieniu przy pr�dko�ci skanowania v = 5 mm/s 410 HV, natomiast przy v = 25 mm/s 405 HV * w przypadku stali P21 mikrotwardo�� po hartowaniu wynosiła 300 HV, natomiast po przetopieniu przy v = 5 mm/s 350 HV, natomiast przy v = 25 mm/s 430 HV
LR12 C.T. Kwok, K.I. Leong, F.T. Cheng, H.C. Man Materials Science and Engineering A357 (2003) str. 94.

stop Al-Si z naniesion� plazmowo warstw� Ni-Cr-B-Si lub Ni-Cr-B-Si+WC
CO2 cw P = 5 kW
Pd = 36 kW/cm2 v = 10 mm/s
* wykres przedstawia zale�no�c mikrotwardo�ci Vickersa (HV) od gł�boko�ci penetracji (w mm) dla próbek Al-Si z powłok� Ni-Cr-B-Si (P) lub Ni-Cr-B-Si+WC (PW) przed przetopieniem oraz próbek uzyskanych po przetopieniu stopu Al-Si z powłok� Ni-Cr-B-Si (L) lub Ni-Cr-B-Si+WC (LW)
* na wykresie poni�ej pokazano wyniki testu zu�ycia wykonanego metod� „trzpie�-tarcza” w temperaturze pokojowej jako przeciwpróbk� stosuj�c �eliwo szare HT200, parametr okre�laj�cy zu�ycie to szybko�� zu�ycia [mm3/(Nm)x10-6] (gdzie A oznacza stop Al-Si, pozostałe oznaczenia jak na wykresie powy�ej). Test prowadzono przy obci��eniu 37,5N przy pr�dko�ci obrotowej 60 obr/min i całkowitym przebiegu równym 176 m.
LR21 G.Y. Liang, T.T. Wong, J.M.K. MacAlpine, J.Y. Su Surface and Coatings Technology 127 (2000) str. 233.

stop Zn-Al (27 %w Al, 2,2 %w Cu, 0,05 %w Mg, reszta Zn) polerowane * dla poprawy absorpcji zastosowano 3 rodzaje powłok: próbka 1 = 40 %w Al2O3 + 40 %w SiO2 + 20 %w C, próbka 2 = 40 %w Al2O3 + 20 %w SiO2 + 20 %w C + 20 %w Si, próbka 3 = 20 %w Al2O3 + 40 %w SiO2 + 20 %w C + 20 %w Si
CO2 cw 1,5 kW
P = 1,4 kW v = 3,5 mm/s atm = argon
* twardo�� wyj�ciowa stopu Zn-Al wynosiła 150 HV * po przetopieniu uzyskano wy�sz� twardo�� do 270 HV, na rysunku poni�ej przedstawiono wykres twardo�ci HV w zale�no�ci od gł�boko�ci indentacji [mm] dla próbek 1, 2 i 3
* dla materiału wyj�ciowego oraz próbki 2 okre�lono współczynnik tarcia oraz szeroko�� bruzdy wytarcia w zale�no�ci od zastosowanego obci��enia podczas próby �cieralno�ci wykonanej z pr�dko�ci� liniow� 0,84 m/s przez czas 30 minut, gdzie jako przeciwpróbk� u�yto dysk ze stali w�glowej (o zawarto�ci 0,45 %w C)
LR22 H. Cui, H. Geng, X. Tian, C. Chen, P. Zhao Materials Science and Engineering A323 (2002) str. 103.

próbka obci�zenie [N] wsp. tarcia szeroko�� bruzdy wytarcia [mm]
100 0,038 1,61 200 0,037 1,75 300 0,040 1,82 400 0,038 2,28
wyj�ciowy stop Zn-Al
500 0,036 2,48 100 0,036 1,48 200 0,036 1,52 300 0,038 1,57 400 0,034 1,62
próbka 2
500 0,031 1,68 stop Mg w stanie odlewu (Mg + 0.5 %w Zn, 0.1 %w Mn, 0.1 %w Zr, 2% MZR)
CO2 cw Rofin Sinar, RS 10000 10 kW
P = 1,5-3,0 kW atm = argon v = 100 - 300 mm/min
* zwi�kszanie pr�dko�ci skanowania wi�zki (scan speed) przy stałej jej mocy (power) P = 2 kW powoduje zmniejszenie gł�boko�ci przetopu (melt depth), a zwi�kszanie mocy przy stałej pr�dko�ci v = 200 mm/min powoduje wzrost grubo�ci strefy przetopu
* zmiany twardo�ci (zmierzonej przy obci��eniu 25 g) pokazano na rysunku poni�ej (zale�no�� mikrotwardo�ci HV od gł�boko�ci indentacji), przetopienie znacz�co zwi�kszyło twardo�� strefy przetopionej z 35 (materiał wyj�ciowy) do 85-100 HV, co uzasadnia si� rozdrobnieniem struktury i utwardzeniem roztworowym materiału
LR27 J. Dutta Majumdar, R. Galun, B.L. Mordike, I. Manna Materials Science and Engineering A361 (2003) str. 119.

1 - materiał wyj�ciowy, 2 - po przetopieniu P = 2 kW, v = 200 mm/min, 3 - po przetopieniu P = 2 kW, v = 300 mm/min, 4 - po przetopieniu przy P = 1,5 kW, v = 200 mm/min * badanie odporno�ci na �cieranie próbki o najwy�szej twardo�ci uzyskanej przy P = 1,5kW i v = 200 mm/min podczas testu „trzpie�-tarcza” realizowanym przy obci��eniu 3kg i pr�dko�ci obrotowej 300 obr/min w kontakcie z przeciwpróbk� z zahartowanej stali, wykazało zwi�kszenie odporno�ci po obróbce głownie z uwagi na zwi�kszenie twardo�ci powierzchni * na rysunku przedstawiono zale�no�� zmniejszenia grubo�ci materiału (cumulative wear) od czasu trwania testu �cierania (time) [s] dla próbki bez obróbki laserowej (MEZ) i po przetopieniu laserem (MEZ(R)) przy P = 1,5 kW i v = 200 mm/min
�eliwo sferoidalne 400-12
CO2 Pd = 357 Wmm2 P = 450 W sd = 0,7 mm o = 0% v = 12 mm/s * k�piel w
* twardo�� warstwy przetopionej to 700-950 HV0,1
LR28 J. Grum, R. Sturm Applied Surface Science 187 (2002) str. 116.

fosforanie cynku zwi�kszyła absorpcj� powierzchni z 5% do 80%
AISI 440C martenzyt stal nierdzewna (skład Fe + 17 %w Cr + 0,75 %w Mo + 1 %w Mn + 1,1 %w C + 1 %w Si + 0,049 %w P + 0,03 %w S) * szlifowane i potem piaskowane
Nd:YAG cw próbka 1 przetopiona laserowo (P = 1,2 kW, v = 25 mm/s , F = 8 J/mm2, o = 50%), próbka 2 hartowana laserowo (P = 0,5 kW, v = 45 mm/s, F = 1,85 J/mm2, o = 50%)
* poni�ej przedstawiono twardo�ci uzyskane po obróbce laserowej
próbka HV0,2 stan dostawy 280 próbka 1 przetapiana laserowo 430 próbka 2 hartowana laserowo 780
LR40 K.H. Lo, F.T. Cheng, C.T. Kwok, H.C. Man Materials Letters 58 (2003) str. 88.
stop Al-Cu ( Al + 15 %w Cu) * szlifowane na papierze �ciernym
CO2 cw 1kW
P = 1 kW v = 500; 800 mm/s
* twardo�� materiału wyj�ciowego wynosiła 75 HV * po przetopieniu uzyskano struktur� komórkow� o twardo�ci 160 HV i dendrytyczn� o twardo�ci 210 HV
LR41 M.A. Pinto, N. Cheung, M. Clara, F. Ierardi, A Garcia Materials Characterization 50 (2003) str. 249.
stal C15 borowana
CO2 cw P = 150, 200, 250 W v = 240 mm/min atm = argon
* obróbka laserowa obni�yła twardo�� strefy powierzchniowej zwi�kszaj�c ci�gliwo�� poprzez złagodzenie gradientu twardo�ci na granicy strefy borowanej i materiału wyj�ciowego. Na rysunku poni�ej pokazano profile twardo�ci dla próbki borowanej (as borided) i próbek przetapianych odpowiednio przy P = 150 W oraz P = 250 W.
LR44 P. Gopalakrishnan, P. Shankar, R.V. Subba Rao, M. Sundar, S.S. Ramakrishnan Scripta Materialia 44 (2001) str. 707.
stal ASP2060 Nd:YAG imp E = 6,4-14,4 J * po przetopieniu laserem o energii 6,4, 9,6 oraz 14,4 J uzyskano próbki o LR53 S. K�c, J. Kusi�ski

szybkotn�ca (skład Fe + 2,3% C + 4 %w Cr + 6,5 %w V + 7 %w Mo + 6,5 %w W + 10,5 %w Co)
v = 0,42 mm/s f = 1 Hz t = 4,2 ms po przetopieniu próbki były odpuszczane klasycznie d = 1,2 mm
podanych poni�ej profilach twardo�ci HV 0,65
* przetapianie laserowe poprawiło odporno�� na zu�ycie, najwy�sz� uzyskano dla próbek przetopionych przy E = 9,6J i nast�pnie odpuszczonych w temperaturze 600 oC. Na wykresie przedstawiono zale�no�� stopnia zu�ycia powierzchni podczas testu �cierania od temperatury odpuszczania zastosowanego po procesie przetapiania
Surface and Coatings Technology 180 –181 (2004) str. 611.
HS 6-5-2; HS 10-2-5-8; HS 2-10-1-8 po konwencjonalnej obróbce cieplnej hartowane w 1180 oC w oleju i trzykrotnie odpuszczane w 500-680 oC, potem przetopione laserowo i nast�pnie odpuszczone w
diodowy 1,5 kW
d = 6 mm * warto�ci napr��e� w stali po hartowaniu
materiał hartowanie konwencjonalne z 1180 oC
hartowanie konwencjonalne z 1180 oC z trzykrotnym odpuszczaniem w 520 oC
laserowe przetapianie
laserowe przetapianie z trzykrotnym odpuszczaniem w 520 oC
HS 2-10-1-8 +450±50 -400±60 -1770±220 -380±90 HS 6-5-2 +490±70 -460±70 -1500±35 -930±80 HS 10-2-5-8 +54±10 +50±10 -960±120 -900±75
LR65 W. Bochnowski, H. Leitner, Ł. Major, R. Ebner, B. Major Materials Chemistry and Physics 81 (2003) str. 503.

520 oC stopy odlewnicze AlSi10Cu2Mg1Ni1, AlSi13Mg1CuNi u�ywane na tłoki silników spalinowych i kompresorów
CO2 MLT 1200
P = 1,2 kW obróbka w ciekłym azocie (-195,8 oC) v = 0,48; 0,9; 1,2 m/min co dało grubo�ci odpowiednio 15,13,11 µm
* w przypadku przetopienia stopu AlSi10Cu2Mg1Ni1 uzyskano wzrost twardo�ci z 68,4 HV0,05 do 222-280 HV0,05 * AlSi13Mg1CuNi wzrost twardo�ci z 75,1 HV0,05 do 211 HV0,05 (0,9 m/min i 24 µm)
LR69 W. Serbi�ski In�ynieria Materiałowa 6 (2000) str. 434.
AlSi13Mg1CuNi CO2
P=1,5-5,0 kW v = 0,5-1,0 m/min w ciekłym azocie-195,8 oC absorbent
* po przetopieniu zwi�kszenie twardo�ci z 100-110 HV0,05 do 170-260 HV0,05 * kilkukrotny wzrost odporno�ci na �cieranie wzgl�dem materiału pierwotnego
LR70 W. Serbi�ski, A. Zieli�ski, T. Wierzcho� In�ynieria Materiałowa 3 (2004) str. 656.
stal niskow�glowa 1020 hartowana i nisko odpuszczona o strukturze niskow�glowego martenzytu, �rutowano, potem napylono cienk� warstw� Ni-Al w celu poprawy wi�zania powłoki z podło�em (0,1-0,15 mm), oraz warstw� M80S20 (gdzie Cr, Ni, Fe, W, Mo, B, C i Si) lub M80S20 + CeO2 (0,6+0,8 mm)
CO2 5kW
P= 1,8-2,8 kW Pd = 1,43-7*104 W/cm2 v = 2,5-30,0 mm/s
* dodatek metalu ziem rzadkich CeO2 obni�a zu�ycie, zwi�ksza twardo�� (o 100%) oraz odporno�� na korozj� w porównaniu do powłoki przetopionej bez dodatku CeO2 * zale�no�� mikrotwardo�ci przetopionych próbek stali 1020 pokrytych M80S20 (with M80S20) lub M80S20+CeO2 (without M80S20) przy ró�nej pr�dko�ci skanowania wi�zki lasera (10, 20 lub 30 mm/s)
* zale�no�� obj�to�ci usuni�tego materiału (wear volume) [mm3] od pr�dko�ci skanowania wi�zki lasera (traverse speed) [mm/s] podczas testu �cieralno�ci typu „trzpie�-tarcza” przy obci��eniu 300N pr�dko�ci obrotowej 0,8 m/s i dystansie całkowitym 750 m wzgl�dem przeciwpróbki ze stali 52 100
LR74 Y. Wang, R. Kovacevic, J. Liu Wear 221 (1998) str. 47.


LASEROWE STOPOWANIE
materiał podło�a
materiał stopuj�cy (dodatek stopowy)
laser (typ, producent, moc maksymalna)
parametry procesu
wyniki eksperymentalne nr publikacja
stal AISI 403 stosowana na łopatki turbin
warstwa natryskiwana plazmowo Cr3C2+NiCr, o grubo�ci 300 µm
CO2 cw 3kW
P = 2,1 kW v = 1000-4400 mm/min sd = 3 mm atm = argon
* twardo�c powierzchni (HV) rosła w miar� wzrostu szybko�ci skanowania wi�zk� (scan rate) [mm/min], dla porównania na wykresie porzedstawiono twardo�c powierzchni powłoki Cr3C2+NiCr przed przetopieniem (as plasma)
* na diagramie poni�ej zobrazowano stopie� erozji (energy loss) powierzchni poddanej działaniu uderzenia proszku korundowego z pr�dko�ci�40 m/s pod k�tem 30o, dla próbek zale�nie od pr�dko�ci skanowani wi�zki lasera po powierzchni (scan rate), dla porównania zaznaczono warto�ci zmierozne dla podło�a (substrate) i podło�a z powłok� Cr3C2+NiCr przed przetopieniem (plasma)
LA16 Ch. H. Lee, E. Yoon Surface and Coatings Technology 99 (1998) 203.

* odporno�� erozyjna co ciekawe nie jest funkcj� twardo�ci powierzchni, nie ma tak oczywistej relacji jak w przypadku odporno�ci na zu�ycie
Al * podło�e piaskowane
proszki 75%w Al + 25%w Nb wdmuchiwane w jeziorko i = 0,03 g/s
CO2 cw
P = 2 kW Pd = 1,8*1000 W/mm2 v = 5 mm/s o = 50% sd = 1,2 mm atm = argon w drugim etapie obróbki uzyskane �cie�ki zostały przetopione laserem w kierunku prostopadłym przy v = 5; 10; 20 i 40 mm/s
* przebieg zmian twardo�ci w zale�no�ci od gł�boko�ci penetracji
LA2 A. Almeida, P. Petrov, I. Nogueira, R. Vilar Materials Science and Engineering A303 (2001) str. 273.
czyste Al * podło�e szlifowane na papierach �ciernych
proszki br�zu aluminiowego Cu-Al (10%) i czystego Al w takich proporcjach, �e tak ustalano zawarto�� Cu w zakresie 6-40 %w
CO2 cw Rofin Sinar 5000
P = 4 kW v = 4,2*10-3 m/s Ts = 150 oC (wst�pnie podgrzane podło�e) atm = argon i hel
* w zale�no�ci od zawarto�ci %w Cu po stopowaniu uzyskano nast�puj�ce warto�ci nanotwardo�ci
%w Cu nanotwardo�� H [GPa] 0 0,7 11 2,2 19 2,5 27 3,1 40 4,4
* wyniki pomiarów mikrotwardo�ci zale�nie od zawarto�ci %w Cu zamieszczono na rysunku, dla czystego Al zmierzono 20 HV0,2, przy zwi�kszaniu %w Cu z 11 do 40 % nast�pował wzrost twardo�ci z 90 do 250 HV0,2
* na rysunku przedstawiono utrat� masy (mass loss) podczas testu zu�ycia w zale�no�ci od zawarto�ci %w Cu przy ró�nych parametrach testu tj. obci��eniu 2
LA35 L. Dubourg, H. Pelletier, D. Vaissiere, F. Hlawka, A. Cornet Wear 253 (2002) str. 1077.

lub 4 N i pr�dko�ci 0,05 lub 0,2 m/s
stal
warstwa Ti KrF imp 248 nm
F = 1,1 J/cm2 atm = powietrze sd = 0,5 cm2 v = 1,4 cm/s f = 10 Hz
* rezultaty próby tarcia suchego z przeciwpróbk� z Al2O3 przy pr�dko�ci 1,8 cm/s pokazano na rysunku poni�ej b�d�cym zale�no�ci� współczynnika tarcia (friction coefficient) od liczby obrotów na minut� (revolutions) dla próbki nieobrabianej laserowo (untreated steel), próbki stalowej przetapianej (bez dodatku stopuj�cego Ti) przy 5 impulsach (laser treated 5 pulses) i 20 impulsach (laser treated 20 pulses)
* natomiast współczynnik tarcia suchego przy pr�dko�ci 1,8 cm/s wzgl�dem przeciwpróbki Al2O3 próbki po stopowaniu laserowym Ti (laser alloyed surface), przed stopowaniem, a po nało�eniu warstwy Ti (untreated Ti film) oraz podło�a wyj�ciowego (untreated steel) w zale�no�ci od liczby obrotów na minut� pokazano na rysunku
LA52 T.R Jervis, M. Nastasi, A.J. Griffin, T.G. Zocco, T.N. Taylor, S.R. Foltyn Surface and Coatings Technology 89 (1997) str. 158.

* nanotwardo�� powierzchni próbek wynosiła
próbka obróbka laserowa nanotwardo�� H [GPa] podło�e - 12,7 podło�e 5 impulsów F = 1,1
J/cm2 12,5
podło�e 20 impulsów F = 1,1 J/cm2
12,5
200 nm TiN/podło�e
5 impulsów F = 1,1 J/cm2
10,8
stal 15 (odpowiednik stali C15E) oraz �elazo ARMCO
* Cr warstwa o grubo�ci 10 µm * C w postaci pyłu grafitowego zmieszanego ze szkłem wodnym
CO2 cw
v = 270, 370, 520, 720 mm/min
* w przypadku stali 15 po stopowaniu jej Cr mikrotwardo�� wynosiła 425 HV, po stopowaniu C 504 HV, natomiast po stopowaniu C+Cr 469 HV * w przypadku �elaza ARMCO po stopowaniu nastapił wzrost twardo�ci z 140 HV do 366 HV (przy dodatku Cr) i 550 HV (przy dodatku C) i 570 HV (przy dodatku C+Cr)
LA3 A. Bylica, Adamiak, J. Polit mat. konf. z Sympozjum „Laserowa obróbka metali i półprzewodników” Rzeszów (1992) str. 63.
stal 2,25Cr-1 Mo warstwa Cr natryskiwana plazmowo
CO2 cw 5 kW
P = 3 kW Pd = 105 W/cm2 v = 750 mm/min atm = argon sd = 0,6x6 mm2
* przed stopowaniem warstwa Cr miała mikrotwardo�� 721 HV, natomiast po stopowaniu 591 HV
LA27 J. Khedkar, A.S. Khanna, K.M. Gupt Wear 205 (1997) str. 220.
stal 25CD4S (AIR 9160) niskow�glowa (Fe + 0,25 %w C + 0,7 %w Mn + 0,2 %w Si + 0,02 %w S + 0,015 %w P +
powłoka z proszku TaC(0,4%)+Co(6%)+WC z lepiszczem - �ywic� epoksydowa, o grubo�ci 1 mm
CO2 cw
P = 1 kW sd = 2 mm v = 5; 7 mm/s atm = argon
* poni�ej zamieszczono wyniki mikrotwardo�ci (microhardness) i intensywno�ci zu�ycia (wear intensity) kg/J zale�nie od stosowanej pr�dko�ci skanowania wi�zk� lasera (traverse speed) [mm/s] i gł�boko�ci indentacji (depth) [mm]
LA38 M. Cojocaru, M. Taca Applied Surface Science 106 (1996) str. 258.

1,1 %w Cr + 0,2 %w Mo)
stal 316L (odpowiednik X3CrNiMo17-12-2) nierdzewna (Fe + 17%w Cr + 11%w Ni + 0,02%w C + 1,5%w Mn + 2,0%w Mo + 0,5 % wag Si + 0,005%w S)
proszki Cr (z<45 µm), Cr3C2 (z=5 µm), Ti (z<40 µm), SiC (z<45 µm) nało�one w postaci warstw Cr3C2 lub Cr3C2+Cr lub Ti+SiC
Nd :YAG cw 300 W
Pd = 2,8-3,2x108 W/m2 v = 5 mm/s czas = 0,19 o = 70% gł�boko�� przetopienia 100-150 µm
* twardo�� pocz�tkowa stali wynosiła 220 HV, po stopowaniu Cr3C2 lub Cr3C2 + Cr wzrosła do 380-450 HV * warstwy stopowane Ti + SiC cechowały si� twardo�ci� tej próbki 350HV; * odporno�� na �cieranie próbki stopowanej Cr3C2 + Cr z przeciwpróbk� WC-Co wykazały zaledwie nieznaczne polepszenie odporno�ci wzgl�dem stali, natomiast znaczne polepszenie wykazała próbka stopowana Ti + SiC
LA14 C. Tassin, F. Laroudie, M. Pons, L. Lelait Surface and Coatings Technology 80 (1996) str. 207.
stal AISI 316 nierdzewna (Fe
warstwa proszku WC (z = 1 µm) z lepiszczem
Nd:YAG cw 2,5 kW
P = 1,5-2,1 kW F = 12-26 J/mm2
* zale�no�� mi�dzy mikrotwardo�ci� (HV), a zawarto�ci� W w %w (total W content), gdzie LSM316 oznacza próbk� stali AISI316 bez warstwy WC przetopion� laserem
LA33 K.H. Lo, F.T. Cheng, C.T. Kwok,

+ 18 %w Cr + 14 %w Ni + 3 %w Mo + 2 %w Mn + 1 %w Si + 0.08 %w C + 0.045 %w P + 0.03 %w S)
organicznym PVA, warstwa o grubo�ci 0,3 mm
v = 20-35 mm/s atm =argon o = 50% sd = 4-5 mm
* najwy�sz� twardo�� miała próbka przy 15 J/mm2 a najmniejsz� przy 26 J/mm2 * odporno�� na erozj� kawitacyjn� Re wzrosła nawet 35 razy w porównaniu do próbki bez warstwy WC co pokazano na diagramie poni�ej
H.C. Man Surface and Coatings Technology 165 (2003) str. 258.
stal D2 narz�dziowa (Fe + 1,5 %w C + 12 %w Cr + 0,95 %w Mo + 0,9 %w V + 0,3 %w Mn)
proszek SiC lub Cr3C2 rozpylany pneumatycznie (z = 5-10 um)
Pd = 320-353 MW/m2 v = 5 mm/s o = 68%
* mikrotwardo�� (HV) podło�a (A), stali D2 stopowanej SiC (B) i stali D2 stopowanej Cr3C2 (C)
LA20 E. Gemelli, A. Gallerie, M. Caillet Scripta Materialia Vol. 39, No. 10 (1998) str. 1345.

* wyniki testu �cierania w warunkach suchych z przeciwpróbk� z Al2O3 przy obci��eniu 0,5N i pr�dko�ci 10 cm/s, gdzie podło�e (A), stal D2 stopowana SiC (B) i stal D2 stopowana Cr3C2 (C)
stal niskow�glowa (0,17 %w C)
warstwa Ta z lepiszczem w postaci szkła wodnego powłoki o grubo�ci 0,13-0,39 mm
P = 1-1,5 kW v = 12; 20 mm/s atm = argon (�rednica p = u) = 2 mm
* zwi�kszenie szybko�ci przesuwu wi�zki lasera wi�zało si� ze spadkiem twardo�ci tzn. przy 20 mm/s 1360 HV65, a przy 12 mm/s 1420-1880 HV65 * przy stosowaniu szkła wodnego twardo�� była ni�sza o 40% w porównaniu do warstw gdzie jako warstwy absorpcyjnej u�yto pokostu * strefa wpływu ciepła miała twardo�� niezale�nie od lepiszcza 840 HV65
LA8 A. Woldan, J.Kusi�ski In�ynieria Materiałowa 6 (2003) str. 585.

stal SUS 304
warstwa zawiesiny proszku Si, o grubo�ci 0,5-0,6 mm
v = 2 mm/s P = 1; 2 kW Ed = 100; 147; 167 W/mm2 metoda z zastosowaniem oscyluj�cej wi�zki lasera
* zale�no�� mikrotwardo�ci (microhardness) (HV) próbek po ich stopowaniu w zale�no�ci od zasi�gu penetracji (distance from the surface) [mm] podano na rysunku, gdzie A i B to próbki otrzymane przy P = 1 kW i Ed = 100 W/mm2, C przy P = 2 kW i Ed = 147 W/mm2 oraz D i E przy P = 2 kW i Ed = 167 W/mm2
LA57 Y. Isshiki, J. Shi, H. Nakai, M.Hashimoto Applied Physics A 70 (2000) str. 395.
stal SW7M (odpowiednik stali HSS 6-5-2)
stopowanie V i C przed o.l. konwencjonalna obróbka cieplna hart z 1200oC i 2x odpuszczanie w 500oC
CO2 ci�gły P = 1kW Pd = 14 · 107 W/cm2 v = 280 mm/min d = 3 mm atm = argon
* po stopowaniu nast�pił 12% wzrost mikrotwardo�ci powierzchni z 820 do 900 HV LA5 A. Bylica, W. Koszela mat. konf. z Sympozjum „Laserowa obróbka metali i półprzewodników” Rzeszów (1992) str. 45.
stal UNS S31603 nierdzewna austenityczna (skład 17,6 %w Cr, 11,2 %w Ni, 2,5 %w Mo, 1,4 %w Mn, 0,4 %w Si, 0,03 %w C) * podło�e szlifowane na papierach �ciernych
powłoki z WC, Cr3C2, SiC, TiC, CrB2, Cr2O3 (z = 40 µm) nało�one przez malowanie, jako lepiszcze zastosowano polialkohol winylowy
CO2 cw 3,5 kW
P = 1,1 kW v = 15; 25 mm/s o = 50% atm = argon
* zale�no�� mikrotwardo�ci od gł�boko�ci penetracji w przypadku próbek stopowanych ró1)nymi dodatkami, najwy�sza twardo�� została uzyskana w próbkach stopowanych CrB2, TiC lub WC
LA21 F.T. Cheng, C.T. Kwok, H.C. Man Surface and Coatings Technology 139 (2001) str. 14.

stal X40CrMoV5-1 stopowa narz�dziowa do pracy na gor�co (skład Fe + 0,41%w C +
warstwa proszku WC z lepiszczem nieorganicznym 0,06-0,11 mm 2-3 um twardo�� proszku 1550 HV
HPDL Rofin DL 020
808 nm sd = 1,8x6,8 mm 1,8x3,8 mm P = 0,1-2,5 kW Pd = 0,8-36,5 kW/cm2 atm = argon
* zale�no�� mikrotwardo�ci (microhardness) od gł�boko�ci penetracji (depth) dla warstwy stopowanej przy pr�dko�ci v = 0,5 m/s, mocy lasera P = 0,9 kW i grubo�ci powłoki WC o grubo�ci 0,06 mm
LA37 L.A. Dobrza�ski, M. Bonek, E. Hajduczek, A. Klimpel, A. Lisiecki Journal of Materials Processing Technology 155-

0,44%w Mn + 1,09%w Si + 5,40%w Cr + 0,01%w W + 1,41%w Mo + 0,95%w V + 0,015%w P + 0,010%w S) hartowana i dwukrotnie odpuszczona * podło�e piaskowane i szlifowane
* zale�no�� współczynnika tarcia (friction coefficient) od długo�ci drogi tarcia (friction distance) [km] dla próbki nie przetopionej (0 kW0 i przetopionej przy mocy P = 1,1 kW,dane uzyskane w te�cie �cieralno�ci w warunkach tarcia suchego z przeciwpróbk� Al2O3 przy pr�dko�ci 0,5 m/s i obci��eniu 10 N w temperaturze pokojowej
* zale�no�� współczynnika tarcia (friction coefficient) od mocy wi�zki lasera (laser beam power) [kW]
156 (2004) str. 1956.
stop Al-Si (8,23 natryskiwane plazmowo CO2 cw P = 5 kW * zale�no�� mikrotwardo�ci (microhardness) próbki Al-Si stopowanej Ni-Cr-Al od LA23 G.Y. Liang, C.L. Li,

%w Si) odlewniczy * podło�a trawione w NaOH i piaskowane
proszek Ni + 16,5 %w Cr + 8 %w Al (z = 0,05-0,1 mm) warstwa o grubo�ci 0,4 mm
5 kW
Pd = 65 kW/cm2 v = 10 mm/s atm = argon
gł�boko�ci penetracji (distance) [mm]
J.Y. Su Materials Science and Engineering A224 (1997) str. 173.
stop Fe-40Cr * podło�e szlifowane
warstwa proszku Ru o grubo�ci 0,1 mm
CO2 cw 3 kW PRC FH-3000
v = 100 mm/min P = 2,2 kW
* w warstwie stopowanej znaczne zwi�kszenie zawarto�ci Ru w roztworze powoduje silne roztworowe utwardzenie co powoduje wzrost twardo�ci warstwy, profil mikrotwardo�ci (HV) w zale�no�ci od gł�boko�ci penetracji (distance) [µm] przedstawiono poni�ej
LA49 S.C. Tjong, J.S. Ku, N.J. Ho Surface and Coatins Technology 90 (1997) str. 203.
stop Incoloy 800H
warstwa proszku SiC (z = 150 µm) z PVA, o grubo�ci 0,5 mm
CO2 cw
P = 1,8 kW v = 4 mm/s atm = argon
* twardo�� stopu Incoloy 800H wynosiła 183 HV, a strefy stopowanej SiC 342 HV LA48 S. Zhu, L. Wang, G.B. Li, S.C. Tjong Materials Science and Engineering A201 (1995) str. L5.
stop Ti6Al4V * podło�e trawione w roztworze wodnym HF z HNO3
warstwa h-BN z lepiszczem organicznym, o grubo�ci 100 µm
CO2 cw P = 1,5; 2; 2,5 kW v = 0,5 m/min atm = argon
* zwi�kszenie g�sto�ci mocy powodowało zwi�kszenie szeroko�ci i gł�boko�ci strefy stopowanej * wyniki mikrotwardo�ci HV0,2 w zale�no�ci od odległo�ci od powierzchni próbki (distance) przedstawiono na wykresie dla mocy 1,5, 2 lub 2,5 kW
LA30 J. Senthil Selvan, K. Subramanian, A.K. Nath, Harish Kumar, C. Ramachandra, S.P. Ravindranathan Materials Science

and Engineering A260 (1999) str. 178.
stop Ti6Al4V
stopowanie gazowo azotem przy ci�nieniu 0,2-0,45 atm
CO2 cw 9 kW
P = 3,3 kW v = 2,6-25 mm/s
* zale�no�� mikrotwardo�ci (HV) od gł�boko�ci penetracji (distance) [µm] próbek uzyskanych przy pr�dko�ci skanowania v = 2,6 lub 15 mm/s
* wzgl�dna odporno�� na zu�ycie (relative wear resistance) wzgl�dem pr�dko�ci skanowania wi�zki lasera (beam scan rate) [mm/s]
LA46 P. Jiang, X.L. He, X.X. Li, L.G. Yu, H.M. Wang Surface and Coatings Technology 130 (2000) str. 24.

stop Zr Zircaloy-4 (Zr + 1,32 %w Sn + 0,21 %w Fe + 0,11 %w Cr + 0,122 %w O) * szlifowane na papierach �ciernych i polerowane chemicznie
warstwa Nb osadzona metod� rozpylania magnetronowego DC, o grubo�ci 10 µm tak by w efekcie uzyska� Zr-25 %w Nb
CO2 cw
v = 1 m/min P = 2,2; 2,5 kW
* gł�boko�� strefy stopowanej wynosiła 170 µm (przy P = 2,2 kW) lub 270 µm (przy P = 2,5 kW) * poni�ej przedstawiono warto�ci mikrotwardo�ci (HV) w zale�no�ci od gł�boko�ci indentacji dla próbek stopowanych przy P = 2,2 kW oraz 2,5 kW
LA50 S.J. Lee, Ch.J. Park, Y.S. Lim, H.S. Kwon Journal of Nuclear Materials 321 (2003) str. 177.
Ti
proszki 70 % Ni + 30 % Cr napylone plazmowo jako
Nd:YAG imp P = 100; 200; 300 W
* maksymalna twardo�� wynosiła 1600 HV, podczas, gdy podło�a zaledwie 220 HV, profil zmian mikrotwardo�ci od odległo�ci od powierzchni pokazano na wykresie dla
LA55 Y. Fu, A.W. Batchelor Wear 214

* podło�e piaskowane
powłoka, o grubo�ci 50 µm
v = 6; 10; 15; 20 mm/s atm = azot t = 4 ms f = 10 Hz o = 50%
próbek uzyskanych przez stopowanie przy P = 100, 200 lub 300 W i v = 10 lub 15 mm/s
* wyniki oscylacyjnego testu typu kula-tarcza z przeciwpróbk� z hartowanej stali AISI410 dla czystego Ti i próbki po obróbce laserowej pokazano poni�ej na wykresie zale�no�ci straty masy (weight loss) [mg] od dystansu 9sliding distance) [m]
(1998) str. 83.

NAPAWANIE LASEROWE
materiał podło�a
materiał nakładany (napawany)
laser (typ, producent, moc maksymalna)
parametry procesu wyniki eksperymentalne nr publikacja
stal 1045 (Fe + 0,45 %w C + 0,22 %w Si + 0,52 %w Mn)
2 rodzaje materiału: 1 = stop Ni-Cr-B-Si 2 = mieszanina 50 %w Ni-Cr-B-Si z 50 %w Cr3C2 warstwy takie nało�ono na grubo�� 0,5 mm, z = 10-30 um (1) i z = 20-50 µm (2)
cw CO2 2 kW
P = 1,4-1,9 kW v = 2-8 mm/s sd = 3 mm
* profile mikrotwardo�ci (HV) w zale�no�ci od gł�boko�ci penetracji (depth) [µm] dla napoin Ni-Cr-B-Si (Ni-alloy) i Ni-Cr-B-Si + Cr3C2 (Ni+50%wt Cr3C2(Ni+Cr)) na podło�u stali 1045, gdzie CL – strefa napoiny, HAZ – strefa wpływu ciepła
LC59 Z. Dawei, T. Li, T.C. Lei Surface and Coatings Technology 110 (1998) str. 81.
stal AISI 316 (UNS 31600) nierdzewna * piaskowana
drut NiTi przyklejony do powierzchni
Nd:YAG cw
atm = argon P = 1300 W sd = 2 mm v = 8; 15; 20; 25 mm/s F = 20-81 J/mm2
* zale�no�� mikrotwardo�ci od odległo�ci od powierzchni dla napoin uzyskanych przy parametrach C-2 (P = 1,3 kW, v = 25 mm/s, F = 26 J/mm2), C-3 (P = 1,3 kW, v = 20 mm/s, F = 32 J/mm2), C-4 (P = 1,3 kW, v = 15 mm/s, F = 43 J/mm2)
LC11 F.T. Cheng, K.H. Lo, H.C. Man Materials Science and Engineerin

* dla porównania twardo�� Ni-Ti wynosiła 410 HV, a stali AISI316 200 HV
g A 380 (2004) str. 20.
stop Cu i Zn HBsC1
drut z Hastalloy C-22 (Ni-Cr-Mo i troch� innych dodatków)
Nd:YAG imp
v = 0,5-5 mm/s f = 20 Hz P w impuls = 1-2,5 kW atm = argon
* zale�no�� mikrotwardo�ci napoiny Hastalloy C-22 na stopie Cu-Zn od odległo�ci od powierzchni dla napoin uzyskanych przy parametrach P = 1,8 kW i v = 2,0 lub 3,0 mm/s
LC18 J.D. Kim, K.H. Kang, J.N. Kim Appl. Phys. A79 (2004) str. 1583.
stal warstwa CO2 cw P = 3,2 kW * doskonała odporno�� na zu�ycie w tarciu suchym napoiny LC48 X.D. Lu,

1Cr18N9Ti austenityczna nierdzewna
mieszaniny proszków 40 %w Ni + 36 %w Mo + 24 %w Si o grubo�ci 1,8 mm
5 kW v = 100 mm/min
i bardzo niski współczynnik tarcia wzgl�dem stali 0,45%Cwynosz�cy 0,32-0,38 podczas, gdy dla podło�a 0,60-0,68 * poni�ej porównanie szybko�ci zu�ycia (wear rate) od obci��enia (normal load) dla stali bez napoiny (1Cr18Ni9Ti) oraz po nało�eniu napoiny (composite coating)
H.M. Wang Journal of Alloys and Compounds 359 (2003) str. 287.
stal 45 mieszanina proszków Ti (z ≤8 um), grafitu (z ≤8 um) i Ni-Cr-B-Si-C (z ≤ 20 um), nało�one po zamieszaniu z etanolem w postaci warstwy o grubo�ci 0,8 mm
CO2 cw PRC-3000
P = 1,4-1,9 kW v = 3-10 mm/s atm = argon
* zale�no�� mikrotwardo�ci HV0,2 od odległo�ci od powierzchni w przekroju poprzecznym uzyskanej napoiny
LC41 S. Yang, M. Zhong, W. Liu Materials Science and Engineering A343 (2003) str. 57.
stal �redniow�glo
mieszanina proszku stali
CO2 cw 1,5 kW
P = 1,2 kW v = 3-6 mm/s
* zale�no�� mikrotwardo�ci HV od odległo�ci od powierzchni w przekroju poprzecznym uzyskanej napoiny o ró�nej
LC9 Ch.-K. Sha, H.-L. Tsai

wa (Fe + 0,38 %w C + 0,21 %w Si + 0,71 %w Mn + 0,057 %w Ni + 0,01 %w S + 0,014 %w P + 0,03 %w V + 0,13 %w Cu + 0,12 %w Cr) * piaskowane
nierdzewnej S42000 z (1,2,3,4 lub 5 %) Si3N4 (z = 0,1-10 µm) proszek, dostarczany do jeziorka cieczy z i = 1-4 g/min
Rofin Sinar 820
atm = argon sd = 3 mm Pd = 170 W/cm2 o = 50%
zawarto�ci Si3N4 0, 1, 3 i 5%w
* wyniki testu �cieralno�ci typu „trzpie�-tarcza” przy obci��eniu 4 lub 5 kg przy pr�dko�ci 1 m/s na dystansie 2500 m w zale�no�ci od zawarto�ci %w Si
Materials Characterization 52 (2004) str. 341.

stal 4Cr5MoV1Si stal 45
mieszanina proszku stopu na bazie Ni (Ni-W-Fe-Co-Cr-Ti-Mo-Al) (70%) i WC (30%) jako powłoka o grubo�ci 0,9 mm i = 10 g/min
CO2 cw 2 kW
sd = 5 mm atm = argon v = 3 mm/s P = 1,5 kW o = 50%
* zale�no�� mikrotwardo�ci HV0,2 od odległo�ci od powierzchni w przekroju poprzecznym uzyskanych napoin na stali 4Cr5MoV1Si oraz stali 45
LC51 Y. Yang Applied Surface Science 140 (1999) str. 19.
stal 1045 (Fe + 0,45 %w C + 0,22 %w Si + 0,52
warstwa z mieszaniny proszków 40%obj stopu Ni-Cr-Fe-B-Si-
CO2 cw 2 kW
P = 0,8-1,0 kW atm = argon v = 2-12 mm/s
* zale�no�� mikrotwardo�ci HV0,2 od odległo�ci od powierzchni w przekroju poprzecznym napoin uzyskanych przy mocy lasera 800 lub 1000 W
LC55 Y.T. Pei, J.H. Quyang, T.C. Lei Surface

%w Mn) C (z = 30 µm) i 60 %obj ZrO2 stabilizowanego Y2O3 (z = 0,1 - 1,0 µm)
* zale�no�� mikrotwardo�ci HV0,2 od stosowanej szybko�ci przesuwu wi�zki (2-12 mm/s) i mocy lasera (800 lub 1000 W)
and Coatings Technology 81 (1996) str. 131.
stop Inconel 600
pr�t ze stopu Inconel
Nd:YAG f = 20 Hz P imp = 5,5 kW
* zale�no�� mikrotwardo�ci HV0,2 od odległo�ci od powierzchni w przekroju poprzecznym napoin uzyskanych
LC20 J.D. Kim, Y. Peng

600 P �rednia = 220 W
przy ró�nej pr�dko�ci v = 1, 2 i 2,5 mm/s
Optics and Lasers in Engineering 33 (2000) str. 299.
stal proszek (z = 50-150 µm) rozpylany gazowo ze stali nierdzewnej 316L, dostarczany gazem i = 65-340 mg/s
diodowy λ = 940 nm Laserline 1,5kW
Pd = 0,031-0,165 kW/mm2 v = 2,5-12,5 mm/s
* zale�no�� mikrotwardo�ci napoiny od zastosowanej g�sto�ci mocy lasera, 1 – v = 5 mm/s, i = 203 mg/s, 2 – v = 2,5 mm/s i = 203 mg/s, 3 – v = 2,5 mm/s i = 136 mg/s
* zale�no�� mikrotwardo�ci od odległo�ci od powierzchni w przekroju poprzecznym napoin, 1 – Pd = 0,091 kW/mm2, v = 2,5 mm/s, 2 – Pd = 0,091 kW/mm2, v = 5 mm/s, 3 – Pd = 0,031 kW/mm2, v = 5 mm/s przy i = 136 mg/s
LC14 J. Dutta Majumdar, A. Pinkerton, Z. Liu, I. Manna, L. Li Applied Surface Science 247 (2005) str. 373.

stal H10S2M (Fe + 0,822 %w Mn + 0,0162 %w P + 0,001 % S + 0,374 %w C + 9,34 %w Mn + 0,344 %w Ni + 2,46 %w Si)
proszek Co EUTROLOY16012 (Co + 1,55 %w C + 1,21 %w Si + 29,7 %w Cr + 9,0 %w W + 2,0 %w Ni + 0,01 %w Mo + 1,7 %w Fe) lub proszek Co PG5218 (Co + 1,32 %w C + 1,25 %w Si + 29,0 %w Cr + 5,3 %w W, 2,1 %w Ni + <0,01 %w Mo + 1,9 %w Fe) podło�a zostały wst�pnie podgrzane do 200 oC
HDPL 2,3 kW ROFIN SINAR DL 020
* zale�no�� mikrotwardo�ci HV0,2 od odległo�ci od powierzchni w przekroju poprzecznym napoin uzyskanych dla 1) EuTroLoy 16012
2) PG5218
LC4 A. Zieli�ski, H. Smole�ska, W. Serbi�ski, W. Ko�czewicz, A. Klimpel Journal of Materials Processing Technology 164–165 (2005) str. 958.

stop Ti6Al4V * szlifowany
proszek NiCoCrAlY (z = 50-80 µm) nało�ony w postaci powłoki z lepiszczem organicznym o grubo�ci 0,6-1,0 mm
CO2 cw 1,5 kW
v = 3-7 mm/s P = 750 W atm = argon
* zale�no�� mikrotwardo�ci napoiny od odległo�ci od jej powierzchni
* twardo�� znacznie wzrosła z 330-340 HV dla podło�a do 800-1000 HV dzi�ki rozdrobnieniu i umocnieniu roztworowemu
LC35 Q. Meng, L. Geng, D. Ni Materials Letters 59 (2005) str. 2774
stal w�glowa
proszek Ni–Cr–B–Si (skład 1 = Ni + 0,25 %w C + 3,5 %w Si + 1,6 %w B + 2,5 %w Fe + 7,5 %w Cr skład 2 = Ni + 0,75 %w C + 4,3 %w Si + 3,1 %w B + 3,5 %w Fe + 15,0 %w Cr) dostarczany za pomoc� argonu przy i = 8 g/min
diodowy HPDL
v = 400 mm/min P = 0,7 kW �cie�ki pojedyncze lub o = 50% atm = argon
* zale�no�� mikrotwardo�ci HV od odległo�ci od powierzchni w przekroju poprzecznym napoin o składzie 1 9Alloy 1) i 2 (Alloy 2)
LC2 A. Conde, F. Zubiri, J. de Damborenea Materials Science and Engineering A334 (2002) str. 233.

stal w�glowa BS 970 080M40
proszek P25 (25% Cr + 10% Ni) jako warstwa lub dozowany bezpo�rednio grawitacyjnie
diodowy 1,2 kW Rofin Sinar
P = 1 kW v = 50-200 mm/min atm = argon
* zale�no�� mikrotwardo�ci od odległo�ci od powierzchni próbki w przekroju poprzecznym napoiny (clad) uzyskanej przy v = 150 mm/min
LC37 S. Barnes, N. Timms, B. Bryden, I. Pashby Journal of Materials Processing Technology 138 (2003) str. 411.

stal H13 narz�dziowa do pracy na gor�co próbki bez nagrzewania b�d� podgrzewane do 300 oC
proszek sferyczne lub nieregularne WC (z = 40-150 µm), proszek czystego Ni (z = 40-100 µm) z proszkiem Al (z = 40-100 µm), mieszanina składała si� z 69,5 %w WC + 29,5 %w Ni + 1 %w Al i = 4,3 g/min
Nd:YAG imp 500W
P = 440 W t = 8 ms E imp = 12,5-25,0 J v = 500 mm/min f = 22 Hz
* zale�no�� �cieralno�ci podło�a (H13) oraz napoin uzyskanych przy F = 20 J, f = 22 Hz, t = 8 ms i temperaturze 20 lub 300 oC dla proszku o ziarnach sferycznych (spherical powder) i nieregularnych (crushed powder)
LC45 S.W. Huang, M. Samandi, M. Brandt Wear 256 (2004) str. 1095.
stal EN43A (AISI 1050)
proszek ze stali AISI 316L dostarczany gazem przy i = 0,068- 0,339 g/s
diodowy 1,5 kW Laserline 160-1500
λ = 808-940 nm v = 5-10 mm/s P = 550 lub 700 W
* zale�no�� mikrotwardo�ci od odległo�ci od powierzchni w przekroju poprzecznym napoiny uzyskanej przy P = 700 W i i = 0,068 g/s lub 0,203 g/s oraz v = 5 lub 10 mm/s
LC8 A.J. Pinkerton, L. Li Thin Solid Films 453 –454 (2004) str. 471.

stop Ti6Al4V proszek TiC (z = 1-10 µm) oraz proszek NiCrBSi (z = 50-100 µm) w stosunku %obj 1:2, 1:1 lub 2:1 w postaci warstwy z organicz lepiszczem o grubo�ci około 1 mm
CO2 cw 9 kW
P = 4-8 kW v = 5-15 mm/s d = 5 mm
* zale�no�� mikrotwardo�ci od odległo�ci od powierzchni w przekroju poprzecznym napoiny TiC uzyskanej przy F = 18,1 lub 24,2 kJ/cm2
* zale�no�� mikrotwardo�ci od odległo�ci od powierzchni w przekroju poprzecznym napoiny TiC + NiCrBSi uzyskanej przy F = 12,1 lub 8,3 kJ/cm2
LC36 R.L. Sun, D.Z. Yang, L.X. Gu, S.L. Dong Surface and Coatings Technology 135 (2001) str. 307.

stal �redniow�glowa (Fe + 0,42–0,52 %w C + 0,17–0,37 %w Si + 0.35–0.65 %w Mn + <0,25 %w Ni + < 0.25 Cr + <0,04 %w P + <0,04 %w S)
proszki Ti, grafitu z Ni oraz stop Ni-Cr-B-Si-C i = 3,26 g/min
CO2 cw
v = 2,5-5 mm/s P = 1,6-1,8 kW
* zale�no�� mikrotwardo�ci od odległo�ci od powierzchni w przekroju poprzecznym napoiny
LC42 S. Yang, W. Liu, M. Zhong, Z. Wang Materials Letters 58 (2004) str. 2958.

Al * szlifowane na papierach
proszki Al-Si (z = 45-90 µm): 12 %w Si–88Al lub 30Si–70Al lub 40Si–60Al) lub czyste Al (z = 45-90 µm) + faza wzmacniaj�ca 0, 10, 30% TiC (z = 50-150 µm) i = 0,13-0,2 g/s dostarczany koaksjalnie za pomoc� gazu
Nd:YAG cw 2 kW
P = 1,7 kW sd = 3 mm Pd = 240 W/mm2 v = 7x10-3 – 1,7x10-
2 m/s
* zale�no�� mikrotwardo�ci od zawarto�ci %w Si i %obj TiC w napoinie
LC24 L. Dubourg, D. Ursescu, F. Hlawka, A. Cornet Wear 258 (2005) str. 1745.
stal IF
proszki Co (Co + 0,27 %w C + 4,5 %w W + 2,27 %w Ni + 0,5 %w Fe + 28,6 %w Cr + 0,9 %w Si) oraz 20% SiC
CO2 cw P = 3 kW v = 2,5 mm/s sd = 4 mm o = 40% atm = argon
* zale�no�� straty masy napoiny (Co lub Co+SiC) od czasu podczas testu zu�ycia
LC29 M. Li, Y.Z. He, G.X. Sun Materials and Design 25 (2004) str. 355.

stal AISI 1020 (0,2 %w C)
proszek AI-1236 zło�ony z cz�stek WC + Ni-Cr-B-Si dostarczany za pomoc� gazu
CO2 cw 3 kW TRUMPF TLC 105
* diagram przedstawia wyniki testu �cieralno�ci (strat� masy) typu trzpie�-tarcza w warunkach tarcia suchego z przeciwpróbk� z hartowanej stali narz�dziowej, gdzie AISI 1030 - podło�a, AISI D2 – hartowanej stali narz�dziowej, natomiast Al 1236 - badan� napoin�
LC57 Z. Chen, L.C. Lim, Chew, M. Qian Journal of Materials Processing Technology 62 (1196) str. 321.
stal w�glowa (Fe + 0,35-0,40 %w C + 0,5-0,8 %w Mn + 0,15-0,35 %w Si + 0,035 %w S + 0,030 %w P)
* proszek MoSi2 oraz mieszanina proszków MoSi2 (z = 45 µm) i ZrO2 (z = 10 µm) dostarczane za pomoc� gazu no�nego
Nd:YAG cw
P = 1,2-3 kW v = 300-600 mm/min
* zale�no�� mikrotwardo�ci HV0,3 od gł�boko�ci indentacji napoin uzyskanych przy P = 2,5 kW, i = 24,8 g/min i v = 300, 400 lub 500 mm/min
LC38 S. Ignat, P. Sallamand, A. Nichici, B. Vannes, D. Grevey, E. Cicala Surface and Coatings Technology 172 (2003) str. 233.

stal niskow�glowa (<0,20 %w C)
proszek Ni35 (10 %w Cr, 2,1 %w B, 2,8 %w Si, 0,1 %w C, 14 %w Fe + 71 %w Ni) lub mieszanina proszków Ni35 (50%obj) i WC-Ni (WC + 15 %w Ni) warstwy napylone plazmowo o grubo�ci 0,5mm
CO2 cw 2 kW
P = 0,6-1,2 kW v = 3 mm/s d = 4 mm atm = argon
* zale�no�� ubytku masy od długo�ci drogi tarcia w te�cie zu�yciowym typu „trzpie�-tarcza” przy obci��eniu 300g i pr�dko�ci 20 mm/s z przeciwpróbk� w postaci tarczy z papieru �ciernego SiC o gradacji 200, na diagramie przedstawiono dane dla podło�a stalowego (steel), napoiny z Ni35 i napoiny z Ni35+WC (WC-Ni)
LC33 P. Wu, C.Z. Zhou, X.N. Tang Surface and Coatings Technology 166 (2003) str. 84.