Chory po operacji bariatrycznej w gabinecie lekarza rodzinnego
Harmonogramowanie czynności (1)
dr inż. Mariusz Kaleta
Instytut Automatyki i Informatyki StosowanejPolitechnika Warszawska
Październik 2011
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 1 / 50
Podstawy
Przedmiot harmonogramowania
Obszar badań operacyjnych związany zmodelowaniem wybranych problemów decyzyjnychopracowywaniem algorytmów optymalizacyjnych i decyzyjnych
Typowe obszary aplikacyjne tomodele i algorytmy harmonogramowania i zarządzania procesamiprodukcji dóbr oraz usługdystrybucji w systemach produkcyjnych, informacyjnych,komunikacyjnychjako element informatycznych systemów zarządzania
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 2 / 50
Podstawy
Metodyka badań operacyjnych
Cykl postępowaniaDeskryptywna analiza problemu
Tworzenie modelu decyzyjnego
Opracowanie algorytmu i rozwiązywanie
Analiza rozwiązań (analiza wrażliwościowa i parametryczna)
Sprzężenie zwrotne (porównanie z obiektem rzeczywistym iewentualne wprowadzenie dodatkowych warunków)
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 3 / 50
Podstawy
Modelowanie rzeczywistych obiektów
Model obiektuPewien wzorcowy (bardziej lub mniej precyzyjny) opis, abstrakcyjna,uproszczona reprezentacja obiektu, przedstawiająca wybrane cechylub zasady działania
Nie jest dokładną kopią modelowanego obiektu
Rodzaje modeli: techniczny, matematyczny, symulacyjny
Model deskryptywny vs. decyzyjny
Model matematycznyZawiera istotne stałe i zmienne wielkości parametry obiektu orazmatematyczne zależności opisujące relacje pomiędzy parametrami
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 4 / 50
Podstawy
Modelowanie rzeczywistych obiektów
Model decyzyjnyModel matematyczny, w którym występują określone kryteria, warunkioraz zmienne decyzyjne z pewnego zbioru rozwiązań
Istnieje pewna swoboda wyboru decyzji i możliwość ich oceny
Jeżeli zmienne decyzyjne są poddawane procesowi optymalizacji –model optymalizacyjny
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 5 / 50
Podstawy
Podstawowe pojęcia
System obsługiZłożony z wielu procesorów
Na procesorach wykonywane pewne zadania elementarne, czylioperacje
Do systemu napływają obiekty (zadania), które są przetwarzane wwyniku wykonywania operacji na poszczególnych procesorach
Zadania mogą składać się z wielu operacji, np. powiązanych relacjąpoprzedzania
System modelowany jako sieć złożona z pojedynczych stanowiskobsługi
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 6 / 50
Podstawy
Podstawowe pojęcia
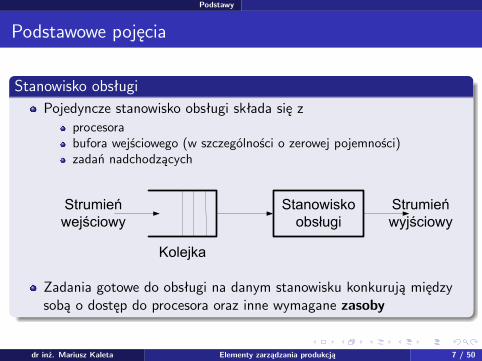
Stanowisko obsługiPojedyncze stanowisko obsługi składa się z
procesorabufora wejściowego (w szczególności o zerowej pojemności)zadań nadchodzących
Zadania gotowe do obsługi na danym stanowisku konkurują międzysobą o dostęp do procesora oraz inne wymagane zasoby
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 7 / 50
Podstawy
Podstawowe pojęcia
ProcesPrzebieg następujących po sobie i powiązanych przyczynowookreślonych stanów systemu (przebieg zmian stanów systemu)
Zmiany występują w sposób nieciągły – proces dyskretny
Zmiany występują w sposób ciągły – proces ciągły
ZasóbPewna ilość posiadanych środków materialnych lub niematerialnych
Zebrana, nagromadzona w celu wykorzystywania przy realizacjiplanowanych zadań, operacji czy procesów
Zasób może stać się istotnie zauważalny dopiero wtedy, gdy gozaczyna brakować
Zasób jest tym, czego brak może spowodować zablokowanie realizacjiprocesu
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 8 / 50
Podstawy
Podstawowe pojęcia
Klasyfikacja zasobówZasoby zużywalne
Zasoby dostępne w ograniczonej ilości w rozważanym okresie czasu,których porcje są zużywane podczas wykonywania operacjiJeżeli porcja zasobu jest przydzielona do wykonywania operacji,wielkość dostępnego zasobu jest na stałe redukowana o wielkośćzużytej porcjiPrzykłady: energia, materiały, pieniądze
Zasoby odnawialneOgraniczone chwilowo, dostępne w w ograniczonej liczbie lub ilości wkażdej chwiliJeżeli pewna liczba lub ilość zasobu ograniczonego chwilowo zostanieprzydzielona podczas wykonywania operacji, to po zakończeniuwykonywania operacji ta liczba lub ilość zasobu zostanie zwolniona imoże być później wykorzystywana przy innych operacjachPrzykłady: maszyna, procesor, mocy chwilowa
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 9 / 50
Podstawy
Podstawowe pojęcia
CzasJest szczególnym rodzajem zasobu
Wyróżnionym ze względu na nieubłagalny i niezależny odpodejmowanych decyzji
Jest zmienną niezależną, w funkcji której określamy dostępnośćinnych zasobów
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 10 / 50
Podstawy
Podstawowe pojęcia
Czynności/operacje/zdarzenia
Operacja – część procesu obejmująca czynności realizowane wjednorodnych warunkach (na jednym obiekcie z wykorzystaniemustalonego zestawu zasobów)
Operacja jest zazwyczaj utożsamiana z pojedynczymi czynnościami
Zdarzenia – charakteryzując bieżący stan operacji, np. rozpoczęcie,zakończenie
Ukończenie operacji może być jednoczesne z rozpoczęcie innychoperacji
Atrybutem operacji jest jej czas trwania, a atrybutem zdarzeniachwila wystąpienia
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 11 / 50
Podstawy
Procesy dyskretne
Proces dyskretny jest złożony z operacji dyskretnych
Przejście do kolejnych operacji po ukończeniu wcześniejszych operacjiwymaga nieciągłej zmiany warunków realizacji procesu, np.ukończenia pewnej usługi, przydzielenia zasobu, zmiany asortymentuprodukcji, wymiany narzędzia, montażu kilku detali w jeden podzespół
Proces złożony – składa się z wielu działających współbieżnieprocesów składowych (operacji), które są wzajemnie związane ioddziałują na siebie np. poprzez występowanie warunkówpoprzedzania pewnych operacji oraz konieczność dzielenia wspólnychzasobówModel wirtualny (model ”systemu operacyjnego”)
Każdy proces jest traktowany współbieżnie jako realizowany nawirtualnym zestawie własnych zasobów (procesorów)Pozwala na ukrycie złożonych powiązań pomiędzy procesamiwspółbieżnymi konkurującymi o dostęp do wspólnych zasobów
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 12 / 50
Podstawy
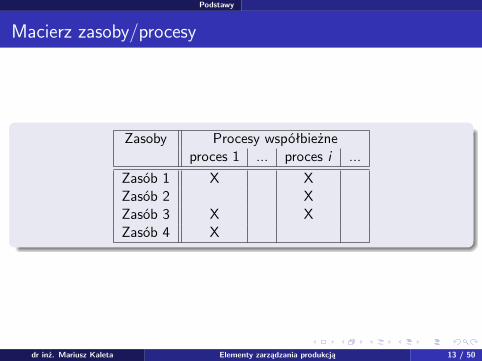
Macierz zasoby/procesy
Zasoby Procesy współbieżneproces 1 ... proces i ...
Zasób 1 X XZasób 2 XZasób 3 X XZasób 4 X
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 13 / 50
Podstawy
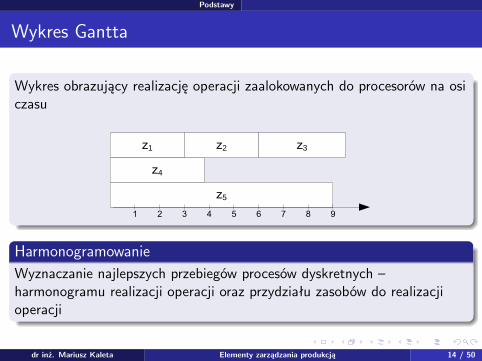
Wykres Gantta
Wykres obrazujący realizację operacji zaalokowanych do procesorów na osiczasu
1
4
5
2 3
HarmonogramowanieWyznaczanie najlepszych przebiegów procesów dyskretnych –harmonogramu realizacji operacji oraz przydziału zasobów do realizacjioperacji
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 14 / 50
Podstawy
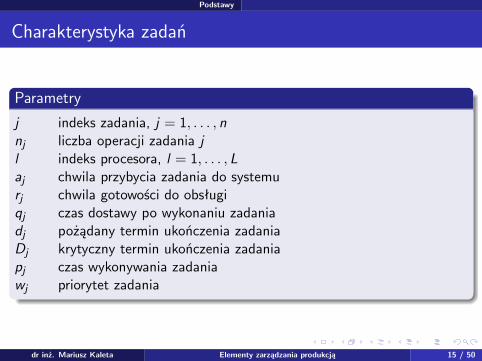
Charakterystyka zadań
Parametry
j indeks zadania, j = 1, . . . , nnj liczba operacji zadania jl indeks procesora, l = 1, . . . , Laj chwila przybycia zadania do systemurj chwila gotowości do obsługiqj czas dostawy po wykonaniu zadaniadj pożądany termin ukończenia zadaniaDj krytyczny termin ukończenia zadaniapj czas wykonywania zadaniawj priorytet zadania
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 15 / 50
Podstawy
Miary jakości
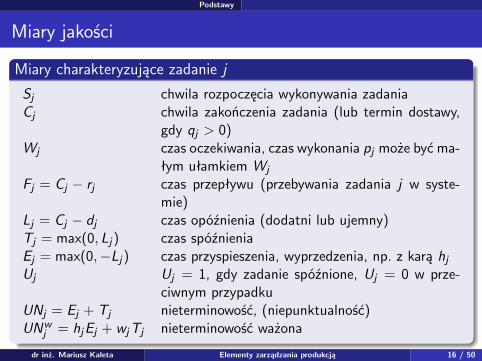
Miary charakteryzujące zadanie j
Sj chwila rozpoczęcia wykonywania zadaniaCj chwila zakończenia zadania (lub termin dostawy,
gdy qj > 0)Wj czas oczekiwania, czas wykonania pj może być ma-
łym ułamkiem WjFj = Cj − rj czas przepływu (przebywania zadania j w syste-
mie)Lj = Cj − dj czas opóźnienia (dodatni lub ujemny)Tj = max(0, Lj) czas spóźnieniaEj = max(0,−Lj) czas przyspieszenia, wyprzedzenia, np. z karą hjUj Uj = 1, gdy zadanie spóźnione, Uj = 0 w prze-
ciwnym przypadkuUNj = Ej + Tj nieterminowość, (niepunktualność)UNwj = hjEj + wjTj nieterminowość ważona
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 16 / 50
Podstawy
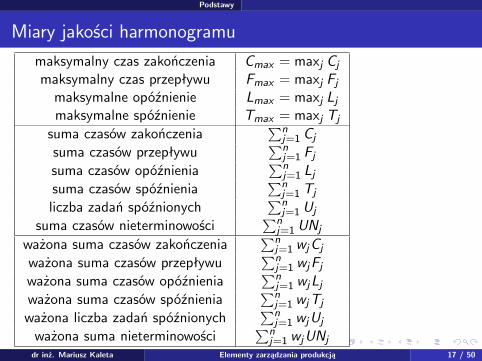
Miary jakości harmonogramu
maksymalny czas zakończenia Cmax = maxj Cjmaksymalny czas przepływu Fmax = maxj Fj
maksymalne opóźnienie Lmax = maxj Ljmaksymalne spóźnienie Tmax = maxj Tj
suma czasów zakończenia∑nj=1 Cj
suma czasów przepływu∑nj=1 Fj
suma czasów opóźnienia∑nj=1 Lj
suma czasów spóźnienia∑nj=1 Tj
liczba zadań spóźnionych∑nj=1 Uj
suma czasów nieterminowości∑nj=1 UNj
ważona suma czasów zakończenia∑nj=1 wjCj
ważona suma czasów przepływu∑nj=1 wjFj
ważona suma czasów opóźnienia∑nj=1 wjLj
ważona suma czasów spóźnienia∑nj=1 wjTj
ważona liczba zadań spóźnionych∑nj=1 wjUj
ważona suma nieterminowości∑nj=1 wjUNj
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 17 / 50
Podstawy
Klasyfikacja problemów szeregowania
Miary równoważne∑wjCj =
∑wjFj +
∑wj rj =
∑wjLj +
∑wjdj
Notacja 3-polowa α|β|γα – charakteryzuje rodzaj systemu obsługi
1 – system jednoprocesorowyP – układ procesorów równoległychO – otwarty system obsługiF – system przepływowyJ – ogólny system gniazdowyLiczba procesorów m oraz ewentualnie inne parametry charakteryzującezasoby i topologię systemu
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 18 / 50
Podstawy
Klasyfikacja problemów szeregowania
Notacja 3-polowa α|β|γβ – charakteryzuje zadania
podzielność (pmtn) lub niepodzielność zadańwymaganie dodatkowych zasobów (res)relacje poprzedzania (prec)występowanie niezerowych czasów gotowości rj lub dostaw qjcharakterystyki czasów wykonywania operacjiterminy krytyczne zadańwymagania niemożności oczekiwania w kolejkachpuste pole oznacza zadania niepodzielne i niezależne, rj = 0, qj = 0oraz dowolne czasy wykonywania pj
γ – definiuje kryterium jakości
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 19 / 50
Podstawy
Klasyfikacja problemów szeregowania
Notacja 3-polowa α|β|γP4||Cmax – szeregowanie niepodzielnych i niezależnych zadań na 4procesorach równoległych z kryterium CmaxO3|ptmn|
∑Fj – szeregowanie podzielnych i niezależnych zadań w
trzyprocesorowym, otwartym systemie obsługi z kryteriumminimalizacji sumy czasów przepływu
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 20 / 50
Podstawy
Reguły priorytetowe
Reguły statyczneLIFO (Last In First Out)
FIFO (First In First Out)
LPT (Longest Processing Time First)
SPT (Shortest Processing Time First)
EDD (Earliest Due Date First)
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 21 / 50
Podstawy
Reguły priorytetowe
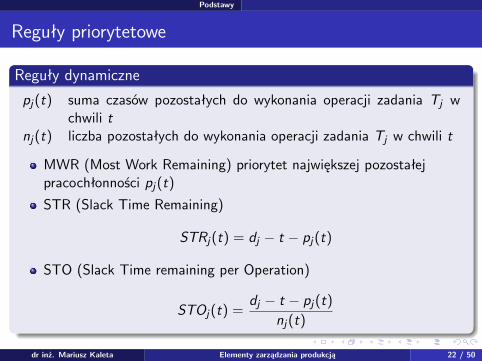
Reguły dynamiczne
pj(t) suma czasów pozostałych do wykonania operacji zadania Tj wchwili t
nj(t) liczba pozostałych do wykonania operacji zadania Tj w chwili t
MWR (Most Work Remaining) priorytet największej pozostałejpracochłonności pj(t)
STR (Slack Time Remaining)
STRj(t) = dj − t − pj(t)
STO (Slack Time remaining per Operation)
STOj(t) =dj − t − pj(t)nj(t)
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 22 / 50
Podstawy
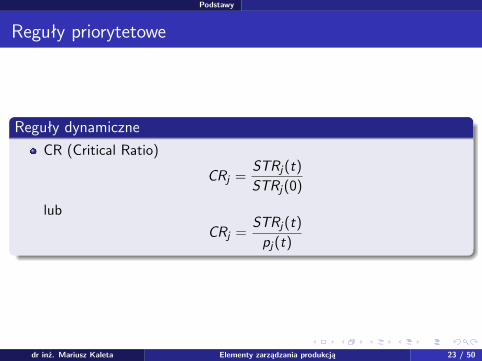
Reguły priorytetowe
Reguły dynamiczneCR (Critical Ratio)
CRj =STRj(t)STRj(0)
lub
CRj =STRj(t)pj(t)
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 23 / 50
Modele sieciowe
Wprowadzenie
Problemy harmonogramowania a modele siecioweWiele zadań harmonogramowania można modelować jako zadaniasieciowe, szczególnie
zagadnienia planowania procesów produkcyjnych (planowanieprzedsięwzięcia)planowanie dystrybucji dóbrprzydział pracowników do stanowisk
Modele sieciowe są ”łatwe”własność unimodularnościdedykowane algorytmy sieciowe
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 24 / 50
Modele sieciowe
Podstawowe oznaczenia
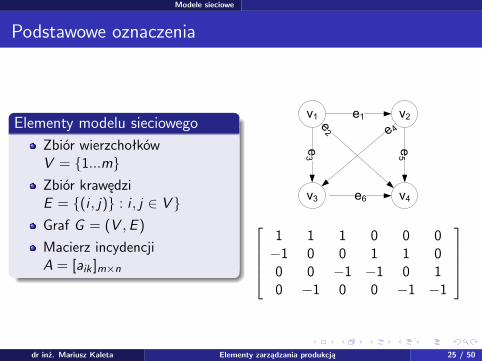
Elementy modelu sieciowegoZbiór wierzchołkówV = {1...m}Zbiór krawędziE = {(i , j)} : i , j ∈ V }Graf G = (V ,E )
Macierz incydencjiA = [aik ]m×n
1 1 1 0 0 0−1 0 0 1 1 00 0 −1 −1 0 10 −1 0 0 −1 −1
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 25 / 50
Modele sieciowe
Podstawowe oznaczenia
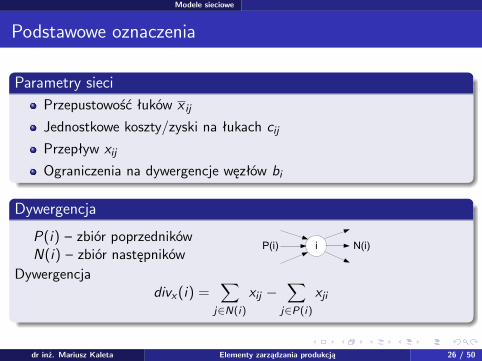
Parametry sieciPrzepustowość łuków x ijJednostkowe koszty/zyski na łukach cijPrzepływ xijOgraniczenia na dywergencje węzłów bi
Dywergencja
P(i) – zbiór poprzednikówN(i) – zbiór następników
Dywergencjadivx(i) =
∑j∈N(i)
xij −∑j∈P(i)
xji
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 26 / 50
Modele sieciowe
Podstawowe oznaczenia
Dywergencja
Źródła o wydajności bi : divx(i) ¬ bi∑(i ,j)∈E
xij ¬ bi
Ujścia o zapotrzebowaniu −bi : divx(i) −bi∑(j ,i)∈E
xji ¬ bi
Wierzchołki pośredniczące bi = 0: divx(i) = 0∑(i ,j)∈E
xij −∑
(j ,i)∈Exji = 0
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 27 / 50
Modele sieciowe
Model sieciowy a model ZPL
Zadanie przypływu w sieci to szczególny przypadek modelu ZPL
minxx0 = cT x
Ax = b
0 ¬ x ¬ x
gdzie A jest macierzą incydencji
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 28 / 50
Modele sieciowe
Funkcja celu
Maksymalizacja przepływu (zdefiniowane przepustowości)Minimalizacja kosztu przesyłu (zdefiniowane koszty)
Koszty addytywne (nieograniczone przepustowości)Koszty addytywne (ograniczone przepustowości)Koszt maksymalny (nieograniczone przepustowości)Koszt maksymalny (ograniczone przepustowości)
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 29 / 50
Modele sieciowe
Zadanie maksymalnego przepływu
Należy znaleźć przepływ o maksymalnej wartości pomiędzy źródłem aujściem w sieci przepływowej
Algorytm Forda-FulkersonaMetoda iteracyjna
W każdej iteracji poszukiwana ścieżka powiększająca przepływPrzebieg iteracji
Cechowanie wierzchołkówAktualizacja przepływów
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 30 / 50
Modele sieciowe
Zadanie maksymalnego przepływu
Cechowanie wierzchołkówDla wierzchołka j cechowanie za pomocą pary (i{+|−}, ε)A jest wierzchołkiem z którego jest rozważany przepływznak + lub - oznacza zwiększenie lub zmniejszenie dywergencji węzła jε jest wartością o jaką przepływ może zostać zmodyfikowany
Wierzchołek początkowy jest cechowany (−,∞)
Dalej cechujemy nieocechowane wierzchołki...i jest ocechowany (??, ε), j jest nieocechowany, (i , j) ∈ E , xij < x ij , tocechujemy (i+,min{ε, x ij − xij})i jest ocechowany (??, ε), j jest nieocechowany, (j , i) ∈ E , xji > 0, tocechujemy (i−,min{ε, xij})
...dopókiOcechowany zostanie wierzchołek końcowy – znaleziono ścieżkępowiększającąNie będzie można ocechować końcowego, ani żadnego innegowierzchołka
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 31 / 50
Modele sieciowe
Zadanie maksymalnego przepływu
Aktualizacja przepływuPrzepływy są zmieniane rozpoczynając od wierzchołka końcowego iprzechodząc łukami zgodnie ze znakowaniem
Wszystkie przepływy są zmieniane o wartość ε dla wierzchołkakońcowego
Przepływ na łuku (i , j) jest zwiększany, gdy znakowanie wwierzchołku i jest ’+’
Przepływ na łuku (i , j) jest zmniejszany, gdy znakowanie wwierzchołku i jest ’-’
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 32 / 50
Modele sieciowe
Minimalny przekrój sieci
Minimalny przekrój sieciPrzekrój (S ,T ) grafu G = (V ,E ) jest podziałem V na rozłączonepodzbiory S i T takie, że S ∪ T , S ∩ T = ∅Przepustowość przekroju (S ,T ) wynosi
∑(i ,j)∈E :i∈S ,j∈T xij
Minimalny przekrój sieci to przekrój, którego przepustowość jestnajmniejsza ze wszystkich przekrojów sieci
Maksymalny przepływ w sieci jest równy minimalnemu przekrojowi wsieci (minimalny przekrój jest wąskim gardłem w sieci)
Wyznaczanie minimalnego przekroju sieciPo ostatniej iteracji algorytmu F.-F. otrzymujemy minimalny przekrój sieci(V1,V2), gdzie V1 to wierzchołki oznakowane, a V2 wierzchołkinieoznakowane
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 33 / 50
Modele sieciowe
Zadanie przydziału
Zadanie przydziałuNależy przydzielić (skojarzyć) dwie kategorie obiektów/zasobów, np.procesory i zadania, tak aby
każdy procesor był przydzielony do co najwyżej jednego zadania
każde zadanie było przydzielone do co najwyżej jednego procesora
minimalizować pewne kryterium jakości
PrzykładyPrzydział zespołów/pracowników do stanowisk/zadań
Przydział zadań do stanowisk obróbki
Przydział zleceń do filii
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 34 / 50
Modele sieciowe
Zadanie przydziału – model sieciowy
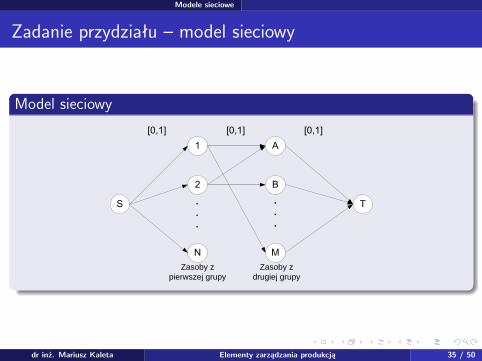
Model sieciowy
Zasoby z pierwszej grupy
Zasoby z drugiej grupy
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 35 / 50
Modele sieciowe
Zadanie przydziału – funkcja celu
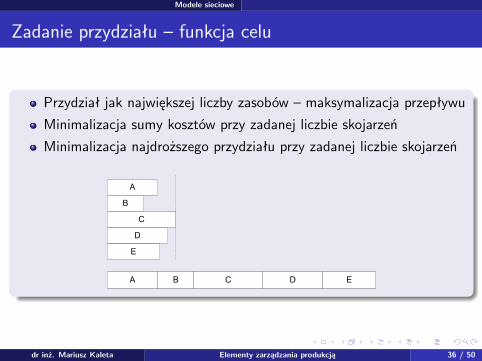
Przydział jak największej liczby zasobów – maksymalizacja przepływu
Minimalizacja sumy kosztów przy zadanej liczbie skojarzeń
Minimalizacja najdroższego przydziału przy zadanej liczbie skojarzeń
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 36 / 50
Modele sieciowe
Zadanie przydziału – przykład
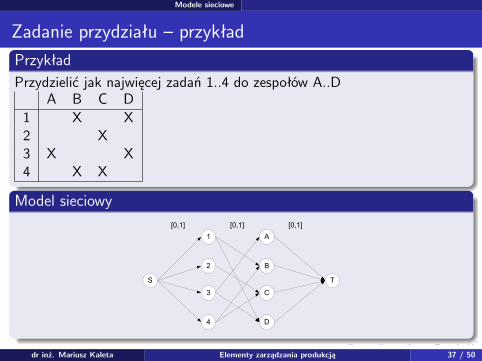
PrzykładPrzydzielić jak najwięcej zadań 1..4 do zespołów A..D
A B C D1 X X2 X3 X X4 X X
Model sieciowy
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 37 / 50
Modele sieciowe
Zadanie przydziału – przykład
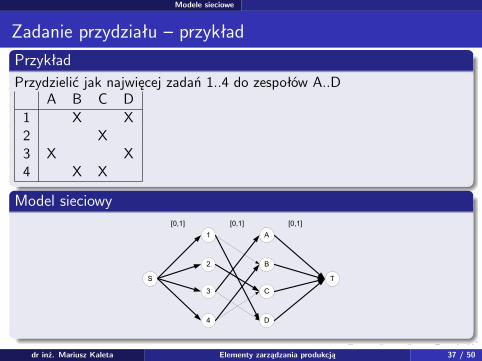
PrzykładPrzydzielić jak najwięcej zadań 1..4 do zespołów A..D
A B C D1 X X2 X3 X X4 X X
Model sieciowy
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 37 / 50
Modele sieciowe
Szeregowanie zadań jako problem przydziału
Wiele zadań szeregowania można przedstawić jako problemyprzydziału
Wierzchołkom mogą odpowiadać operacje, zadania, zasoby, procesory,jednostki czasu, pozycje zadania w uszeregowaniu, itp.
Przepływy na łukach modelują przydział elementów
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 38 / 50
Modele sieciowe
Szeregowanie zadań jako problem przydziału
Przydział zasobów do zadań – sformułowanien zadań do wykonania
Każde zadanie wymaga jednostki zasobu i jest realizowane wprzedziale czasu [ai ; bi ]
Czas potrzebny na przezbrojenie zasobu z zadania i na zadanie jwynosi rijNależy zminimalizować liczbę jednostek zasobu
Przydział zasobów do zadań – sposób rozwiązaniaWyznaczamy macierz relacji poprzedzania aij zawierającą 1 jeżelizadanie j może być wykonane po zadaniu i , 0 w p.p.
Szukamy maksymalnego przydziału zadań do zadań przy możliwychprzydziałach zdefiniowanych przez aij
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 39 / 50
Modele sieciowe
Minimalizacja kosztów przydziału
Koszty sumacyjneKlasyczne sformułowanie ZPL problemu sieciowego
maxxx0 = cT x∑j
xij ¬ 1
∑i
xij ¬ 1
xi ,j ∈ {0, 1} ∀(i , j) ∈ E
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 40 / 50
Modele sieciowe
Minimalizacja sumy kosztów przydziału
Algorytm węgierskiMacierz kosztów cn×n
Krok 1Od każdego elementu macierzy kosztów odejmij najmniejszą wartość wdanym wierszuOd każdego elementu macierzy kosztów odejmij najmniejszą wartość wdanej kolumnie
Krok 2 – sprawdzenie liczby niezależny zerWykreśl linie pionowe i poziome przechodzące przez zera w macierzykosztów, tak aby liczba linii była minimalnaJeżeli użyto n to koniec algorytmu
Krok 3 – powiększenie liczby zer niezależnychZnajdź najmniejszy nieskreślony elementOdejmij ten element od wszystkich nieskreślonych elementówDodaj ten element do wszystkich elementów podwójnie skreślonych
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 41 / 50
Modele sieciowe
Minimalnokosztowe zadanie przydziału
Cel: dokonać przydziału jak największej liczby zasobów przy jaknajmniejszym koszcieDekompozycja problemu na dwa etapy:
Maksymalizacja przydziału poprzez sprowadzenie do zadaniamaksymalnego przypływu
Minimalizacja kosztów przy zadanej liczbie skojarzeń poprzezsprowadzenie do problemu minimalnokosztowego przepływu w sieci
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 42 / 50
Modele sieciowe
Minimalizacja kosztów przydziału
Minimalizacja maksymalnego kosztuMetoda progowa
Wyznaczenie progu startowego C , np. jako wybór większej wartości zminimum z każdego wiersza i minimum z każdej kolumny
Usunięcie wszystkich elementów większych od C
Sprawdzenie, czy istnieje pełny przydział
Jeżeli nie istnieje, to zwiększamy wartość C do następnej wielkości ztabeli i dopisujemy wartości do tabeli
Najmniejsze C dla którego istnieje przydział pełny, jest poszukiwanymczasem cyklu
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 43 / 50
Modele sieciowe
Minimalizacja kosztów przydziału
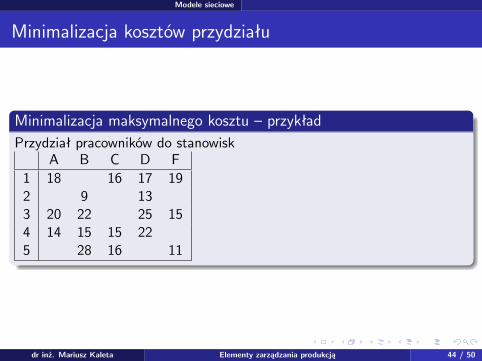
Minimalizacja maksymalnego kosztu – przykładPrzydział pracowników do stanowisk
A B C D F1 18 16 17 192 9 133 20 22 25 154 14 15 15 225 28 16 11
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 44 / 50
Modele sieciowe
Sieciowe modele dystrybucji dóbr
Problem transportowym dostawców, n odbiorców
Zapotrzebowanie odbiorcy j wynosi Djm∑i=1
xij Dj ∀j = 1, . . . n
Zdolności wytwórcze wytwórcy i wynoszą Cin∑j=1
xij ¬ Ci ∀i = 1, . . .m
Przepływy są nieujemne xij 0
Minimalizacja sumarycznych kosztów, gdzie kij jest jednostkowymkosztem przesyłu
minK =m∑i=1
n∑j=1
kijxij
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 45 / 50
Modele sieciowe
Problem transportowy
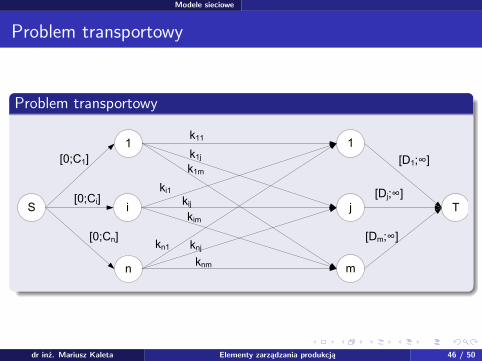
Problem transportowy
n
1
m
1[0;C1]
[0;Cn]
i jS T[0;Ci]
[D1;∞]
[Dj;∞]
[Dm;∞]
k11k1jk1m
ki1kijkim
kn1 knjknm
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 46 / 50
Modele sieciowe
Zarządzanie produkcją i dystrybucją wyrobów
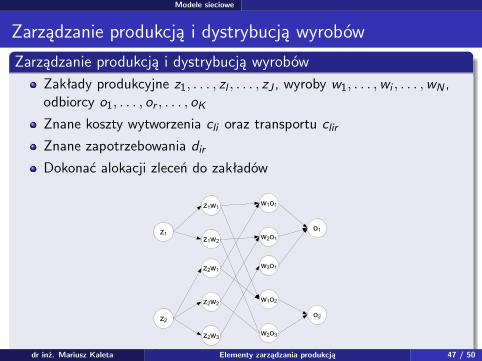
Zarządzanie produkcją i dystrybucją wyrobówZakłady produkcyjne z1, . . . , zl , . . . , zJ , wyroby w1, . . . ,wi , . . . ,wN ,odbiorcy o1, . . . , or , . . . , oKZnane koszty wytworzenia cli oraz transportu clirZnane zapotrzebowania dirDokonać alokacji zleceń do zakładów
2
1 1
1 2
2 1
2 2
2 3
1
1 1
2 1
3 1
1 2
2 3
2
1
Zakład j Zakład j, wyrób i Wyrób i, odbiorca k Odbiorca kdr inż. Mariusz Kaleta Elementy zarządzania produkcją 47 / 50
Modele sieciowe
Wyznaczanie marszrut
Problem komiwojażera, TSP (traveling salesman problem)
Polega na znalezieniu minimalnego cyklu Hamiltona (każdywierzchołek jest odwiedzony dokładnie raz) w pełnym grafie ważonym
Przykłady problemów: wyznaczanie marszrut narzędzie podczasobróbki (np. produkcja układów scalonych), logistyce (np.harmonogramowanie tras dostaw), planowaniu (np. układanie planówelementarnych)
Problem NP-trudny
Heurystyki i algorytmy przybliżone
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 48 / 50
Modele sieciowe
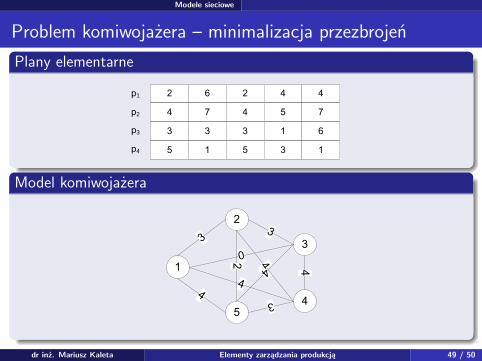
Problem komiwojażera – minimalizacja przezbrojeń
Plany elementarne
1
2
3
4
Model komiwojażera
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 49 / 50
Modele sieciowe
Problem marszrutyzacji (VRP – Vehicle Routing Problem)
Polega na wyznaczeniu optymalnych tras przewozowych dla pewnejlokalizacji odbiorców, centrów dystrybucyjnych, określonej liczbyśrodków transportu i przy założonych ograniczeniach
Obsługa zlecenia przez co najwyżej jeden pojazdOgraniczona pojemność towarówOkienka czasowe, w których pojazd musi odwiedzić zadają lokalizacjęMaksymalna długość trasy...
Problem NP-trudny
Heurystyki
dr inż. Mariusz Kaleta Elementy zarządzania produkcją 50 / 50