Ćwiczenie · • operacje zwi ązane z ... pomocą wykrojników nosi nazwę wykrawania. Operację...
23
86 Ćwiczenie 6 CIĘCIE, GIĘCIE BLACH I PROFILI Celem ćwiczenia jest: - poznanie przebiegu procesu oraz sposobów cięcia, - poznanie przebiegu procesu oraz sposobów gięcia, - określenie wpływu szczeliny na parametry technologiczne procesu i na dokładność wymiarową elementów ciętych, - określenie wpływu promienia, kąta gięcia na wartość i znak kąta sprężynowania. 1. ANALIZA PROCESU CIĘCIA. 1.1.WSTĘP. W procesach kształtowania blach za pomocą obróbki plastycznej można wyodrębnić dwie podstawowe grupy operacji: • operacje związane z rozdzieleniem materiału, • operacje plastycznego kształtowania. Do pierwszej z tych grup zaliczamy operację technologiczną związaną z cięciem a do drugiej gięcie. W celu utraty spójności materiału trzeba doprowadzić do koncentracji naprężeń w miejscu rozdzielenia. Ze względu na sposób koncentracji, proces cięcia dzielimy na dwie podstawowe grupy: • za pomocą dwu elementów tnących, • za pomocą jednej krawędzi tnącej.
Transcript of Ćwiczenie · • operacje zwi ązane z ... pomocą wykrojników nosi nazwę wykrawania. Operację...
86
Ćwiczenie 6
CIĘCIE, GIĘCIE BLACH I PROFILI
Celem ćwiczenia jest: - poznanie przebiegu procesu oraz sposobów cięcia, - poznanie przebiegu procesu oraz sposobów gięcia, - określenie wpływu szczeliny na parametry technologiczne procesu i na dokładność
wymiarową elementów ciętych, - określenie wpływu promienia, kąta gięcia na wartość i znak kąta sprężynowania.
1. ANALIZA PROCESU CIĘCIA.
1.1.WSTĘP.
W procesach kształtowania blach za pomocą obróbki plastycznej można wyodrębnić dwie podstawowe grupy operacji:
• operacje związane z rozdzieleniem materiału, • operacje plastycznego kształtowania.
Do pierwszej z tych grup zaliczamy operację technologiczną związaną z cięciem a do drugiej gięcie.
W celu utraty spójności materiału trzeba doprowadzić do koncentracji naprężeń w miejscu rozdzielenia. Ze względu na sposób koncentracji, proces cięcia dzielimy na dwie podstawowe grupy:
• za pomocą dwu elementów tnących, • za pomocą jednej krawędzi tnącej.
87
Najczęściej stosowane jest rozdzielenie materiału za pomocą dwu elementów tnących. Cięcie blach można realizować na nożycach i na wykrojnikach. Cięcie blach za pomocą wykrojników nosi nazwę wykrawania. Operację rozdzielenia materiału za pomocą nożyc stosuje się w procesie produkcji blach i taśmy oraz przy kształtowaniu wyrobów w produkcji jednostkowej, względnie małoseryjnej. Ze względu na koszty wykonania wykrojników cięcie z wykorzystaniem tych przyrządów stosowane jest tylko do produkcji seryjnej wyrobów. Przyrządy te przystosowane są do pracy na prasach mechanicznych lub hydraulicznych. Podstawowe operacje cięcia za pomocą wykrojników to: wycinanie,dziurkowanie,odcinanie,przycinanie,nadcinanie,okrawanie,rozcina-nie.
Operacje cięcia praktycznie realizowane są w ten sposób, że przy przemieszczaniu przesuniętych względem siebie krawędzi tnących wywierany na materiał nacisk powoduje naruszenie jego spójności. Wielkość tego przesunięcia zależy od grubości ciętego materiału i od jego własności.
1.2.PRZEBIEG PROCESU CIĘCIA
Analiza przebiegu procesu cięcia oparta zostanie na cięciu za pomocą dwu
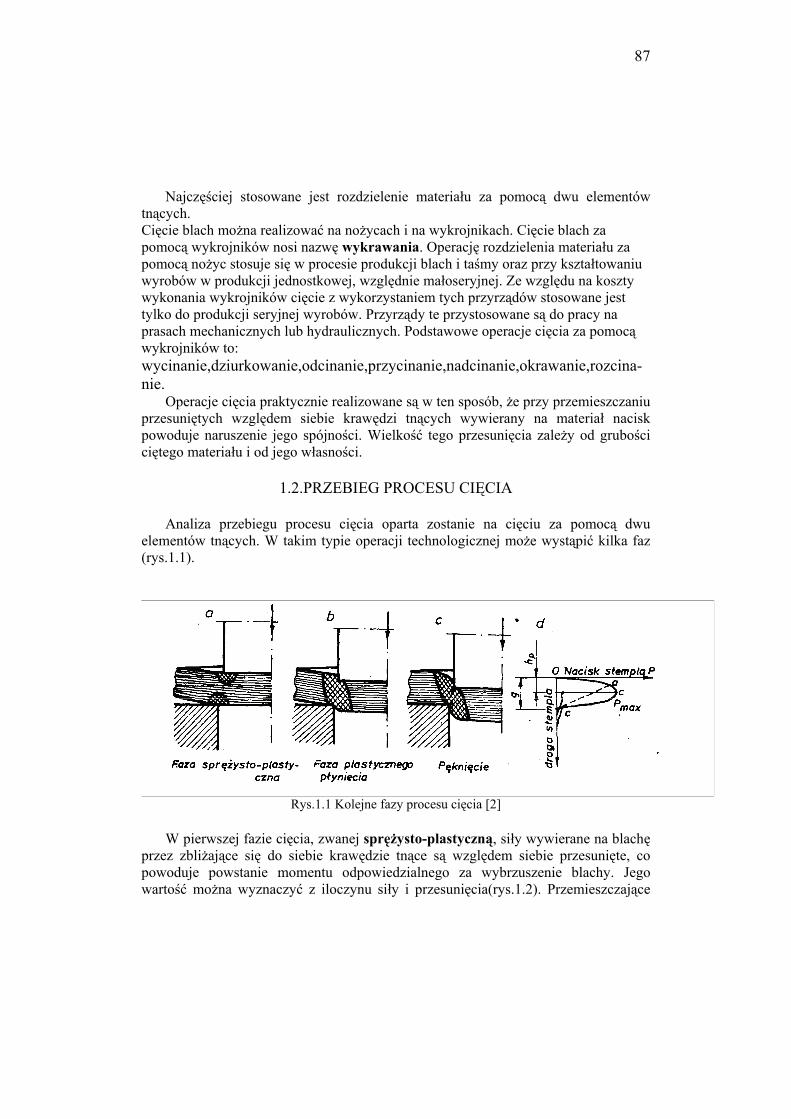
elementów tnących. W takim typie operacji technologicznej może wystąpić kilka faz (rys.1.1).
Rys.1.1 Kolejne fazy procesu cięcia [2]
W pierwszej fazie cięcia, zwanej sprężysto-plastyczną, siły wywierane na blachę
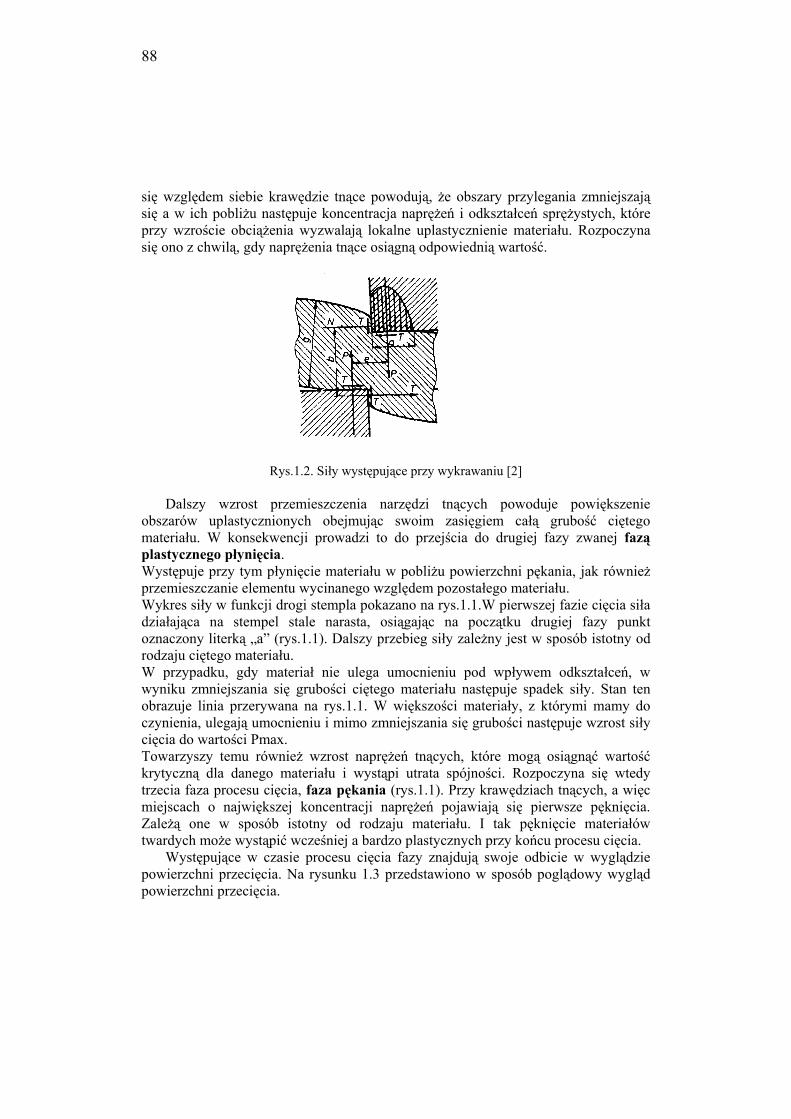
przez zbliżające się do siebie krawędzie tnące są względem siebie przesunięte, co powoduje powstanie momentu odpowiedzialnego za wybrzuszenie blachy. Jego wartość można wyznaczyć z iloczynu siły i przesunięcia(rys.1.2). Przemieszczające
88
się względem siebie krawędzie tnące powodują, że obszary przylegania zmniejszają się a w ich pobliżu następuje koncentracja naprężeń i odkształceń sprężystych, które przy wzroście obciążenia wyzwalają lokalne uplastycznienie materiału. Rozpoczyna się ono z chwilą, gdy naprężenia tnące osiągną odpowiednią wartość.
Rys.1.2. Siły występujące przy wykrawaniu [2]
Dalszy wzrost przemieszczenia narzędzi tnących powoduje powiększenie obszarów uplastycznionych obejmując swoim zasięgiem całą grubość ciętego materiału. W konsekwencji prowadzi to do przejścia do drugiej fazy zwanej fazą plastycznego płynięcia. Występuje przy tym płynięcie materiału w pobliżu powierzchni pękania, jak również przemieszczanie elementu wycinanego względem pozostałego materiału. Wykres siły w funkcji drogi stempla pokazano na rys.1.1.W pierwszej fazie cięcia siła działająca na stempel stale narasta, osiągając na początku drugiej fazy punkt oznaczony literką „a” (rys.1.1). Dalszy przebieg siły zależny jest w sposób istotny od rodzaju ciętego materiału. W przypadku, gdy materiał nie ulega umocnieniu pod wpływem odkształceń, w wyniku zmniejszania się grubości ciętego materiału następuje spadek siły. Stan ten obrazuje linia przerywana na rys.1.1. W większości materiały, z którymi mamy do czynienia, ulegają umocnieniu i mimo zmniejszania się grubości następuje wzrost siły cięcia do wartości Pmax. Towarzyszy temu również wzrost naprężeń tnących, które mogą osiągnąć wartość krytyczną dla danego materiału i wystąpi utrata spójności. Rozpoczyna się wtedy trzecia faza procesu cięcia, faza pękania (rys.1.1). Przy krawędziach tnących, a więc miejscach o największej koncentracji naprężeń pojawiają się pierwsze pęknięcia. Zależą one w sposób istotny od rodzaju materiału. I tak pęknięcie materiałów twardych może wystąpić wcześniej a bardzo plastycznych przy końcu procesu cięcia.
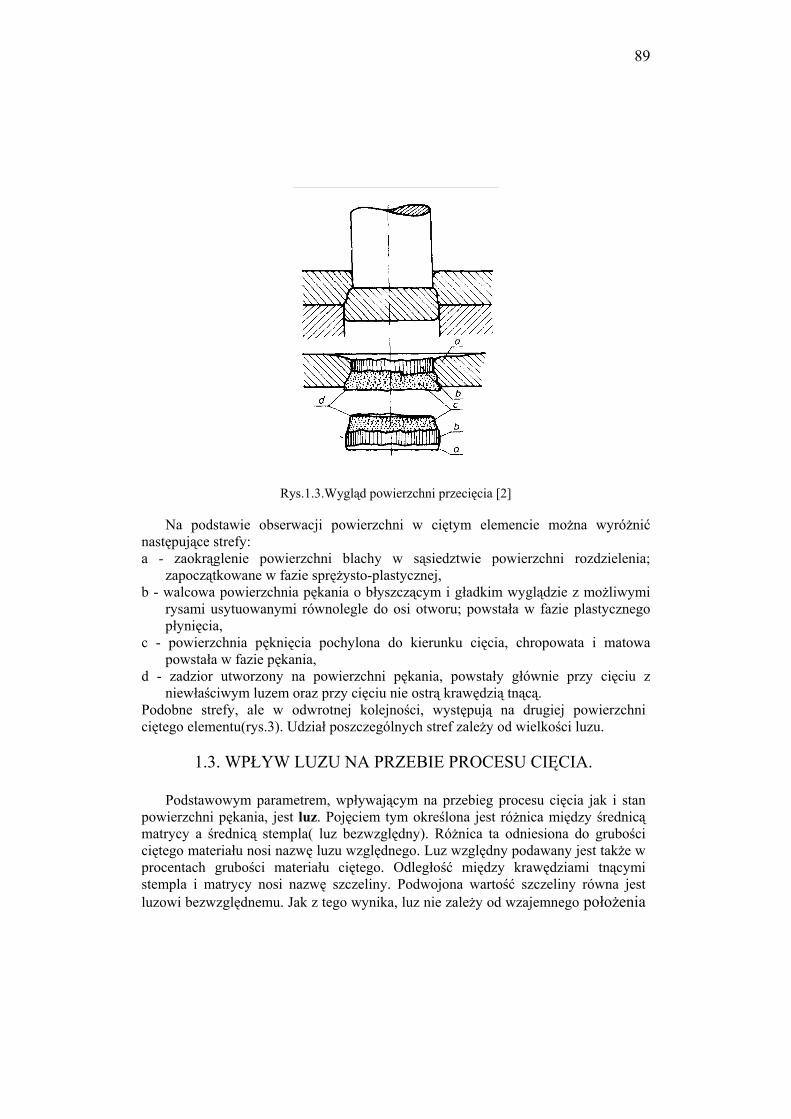
Występujące w czasie procesu cięcia fazy znajdują swoje odbicie w wyglądzie powierzchni przecięcia. Na rysunku 1.3 przedstawiono w sposób poglądowy wygląd powierzchni przecięcia.
89
Rys.1.3.Wygląd powierzchni przecięcia [2]
Na podstawie obserwacji powierzchni w ciętym elemencie można wyróżnić następujące strefy: a - zaokrąglenie powierzchni blachy w sąsiedztwie powierzchni rozdzielenia;
zapoczątkowane w fazie sprężysto-plastycznej, b - walcowa powierzchnia pękania o błyszczącym i gładkim wyglądzie z możliwymi
rysami usytuowanymi równolegle do osi otworu; powstała w fazie plastycznego płynięcia,
c - powierzchnia pęknięcia pochylona do kierunku cięcia, chropowata i matowa powstała w fazie pękania,
d - zadzior utworzony na powierzchni pękania, powstały głównie przy cięciu z niewłaściwym luzem oraz przy cięciu nie ostrą krawędzią tnącą.
Podobne strefy, ale w odwrotnej kolejności, występują na drugiej powierzchni ciętego elementu(rys.3). Udział poszczególnych stref zależy od wielkości luzu.
1.3. WPŁYW LUZU NA PRZEBIE PROCESU CIĘCIA.
Podstawowym parametrem, wpływającym na przebieg procesu cięcia jak i stan powierzchni pękania, jest luz. Pojęciem tym określona jest różnica między średnicą matrycy a średnicą stempla( luz bezwzględny). Różnica ta odniesiona do grubości ciętego materiału nosi nazwę luzu względnego. Luz względny podawany jest także w procentach grubości materiału ciętego. Odległość między krawędziami tnącymi stempla i matrycy nosi nazwę szczeliny. Podwojona wartość szczeliny równa jest luzowi bezwzględnemu. Jak z tego wynika, luz nie zależy od wzajemnego położenia
90
narzędzi tnących. Szczelina natomiast zależna jest i przy współosiowym ustawieniu narzędzi tnących jest jednakowa na całym obwodzie.
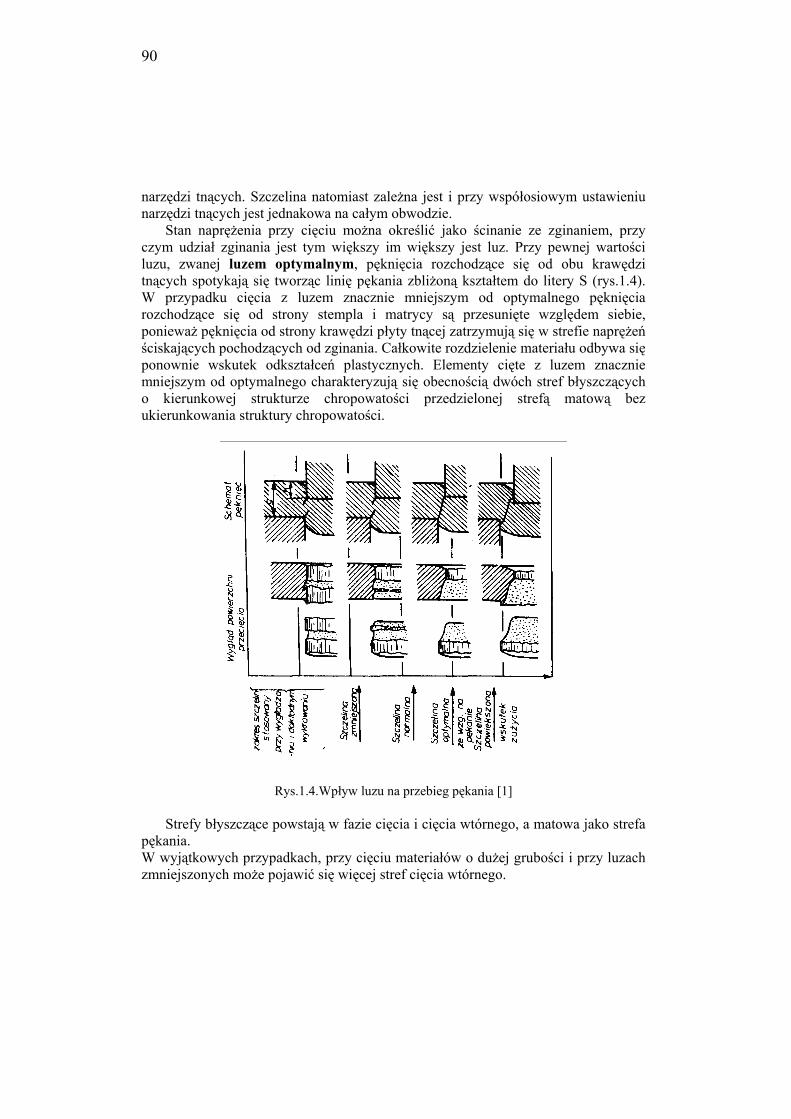
Stan naprężenia przy cięciu można określić jako ścinanie ze zginaniem, przy czym udział zginania jest tym większy im większy jest luz. Przy pewnej wartości luzu, zwanej luzem optymalnym, pęknięcia rozchodzące się od obu krawędzi tnących spotykają się tworząc linię pękania zbliżoną kształtem do litery S (rys.1.4). W przypadku cięcia z luzem znacznie mniejszym od optymalnego pęknięcia rozchodzące się od strony stempla i matrycy są przesunięte względem siebie, ponieważ pęknięcia od strony krawędzi płyty tnącej zatrzymują się w strefie naprężeń ściskających pochodzących od zginania. Całkowite rozdzielenie materiału odbywa się ponownie wskutek odkształceń plastycznych. Elementy cięte z luzem znacznie mniejszym od optymalnego charakteryzują się obecnością dwóch stref błyszczących o kierunkowej strukturze chropowatości przedzielonej strefą matową bez ukierunkowania struktury chropowatości.
Rys.1.4.Wpływ luzu na przebieg pękania [1]
Strefy błyszczące powstają w fazie cięcia i cięcia wtórnego, a matowa jako strefa pękania. W wyjątkowych przypadkach, przy cięciu materiałów o dużej grubości i przy luzach zmniejszonych może pojawić się więcej stref cięcia wtórnego.
91
W czasie cięcia z luzem większym od optymalnego przedmiot wycinany charakteryzuje się cienkim paskiem błyszczącym oraz znacznym pochyleniem powierzchni pęknięcia.
Wartość luzu optymalnego zależy od rodzaju i grubości ciętego materiału. Im twardszy i grubszy materiał tym luz musi być większy. W nowych narzędziach do wykrawania stosowany jest tzw. luz normalny który zapewnia, ze względu na siłę i pracę wykrawania, optymalne warunki cięcia w całym okresie użytkowania narzędzia. Luz ten przyjmuje się w dolnej granicy luzów optymalnych lub nieco mniejszy. Trzeba pamiętać, że przy cięciu z luzem mniejszym od optymalnego występują duże odkształcenia plastyczne poprzedzające pękanie materiału, co wymaga dużych sił wykrawania a to w sposób znaczny obniża trwałość narzędzi. Zmniejszenie siły wykrawania uzyskać można przez zwiększenie luzu ponad wartość optymalną, ale to z kolei powoduje wyginanie wyrobów. Biorąc powyższe informacje tyczące luzu po uwagę narzędzie do cięcia wykonywane są z luzem normalnym. W tabeli 1 podano przykładowe wartości luzu normalnego. Musimy pamiętać o tym, że mniejsze wartości luzów przyjmuje się dla materiałów miękkich i plastycznych a większe dla twardych i kruchych.
Tabela1.Wartość luzu normalnego w % grubości blachy [4]
Grubość g [mm] do 1 1 - 2 2 - 3 3 - 5 5 - 7
Luz [%] 5 - 7 6 - 8 7 - 9 8 - 10 9 - 11
1.4. SIŁA I PRACA CIĘCIA.
Z wykresu siły w funkcji drogi stempla pokazanego na rys.1.1 wynika, że w miarę zagłębiania się narzędzi tnących w materiał siła ulega zmianie. W momencie pojawienia się pierwszych odkształceń plastycznych następuje zmniejszenie przekroju ścinanego, pomimo tego nadal obserwujemy wzrost siły cięcia. Zjawisko to obserwujemy tak długo, dopóki wpływ umocnienia materiału wynikającego z odkształceń plastycznych nie zostanie skompensowany zmniejszeniem ścinanego przekroju. Maksymalną wartość siły cięcia można obliczyć w przybliżeniu ze wzoru:
= k· RmaxP t· S = k· Rt ·g·∑l (1) gdzie: S=g·∑l – powierzchnia ścinana, Rt - wytrzymałość materiału na ścinanie, ∑l- suma długości linii cięcia, k- współczynnik zależny od luzu(k=1,1-1,3).
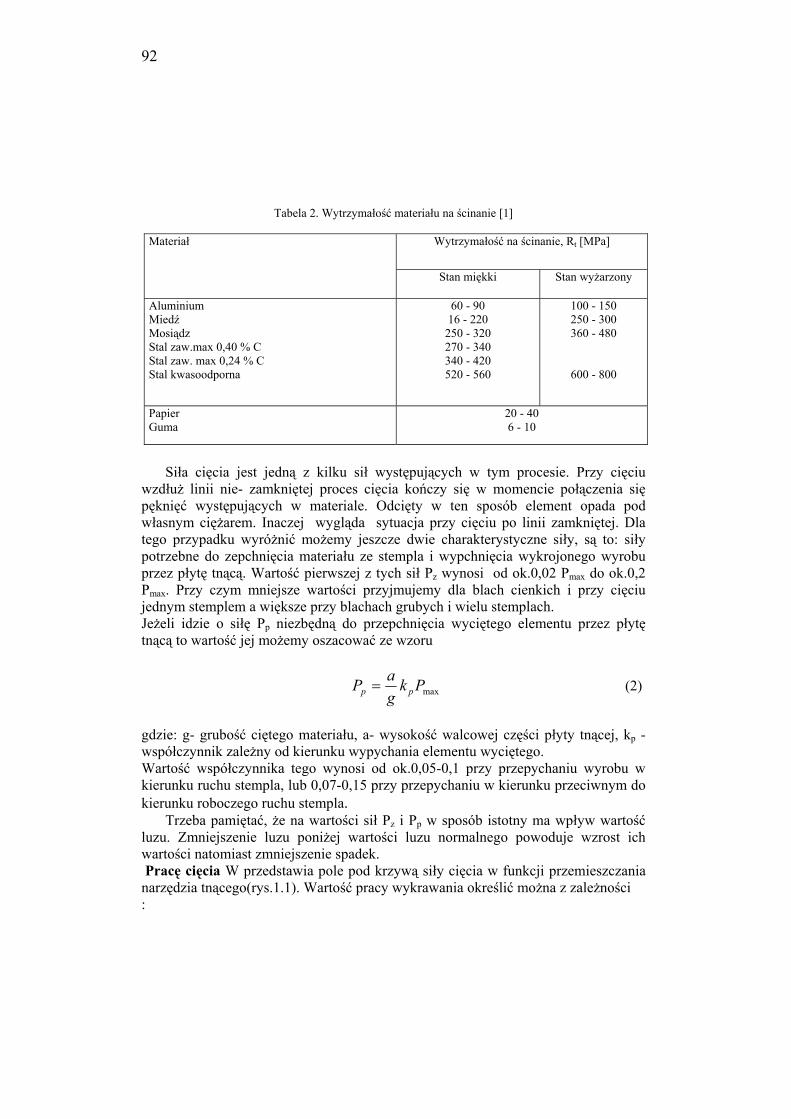
Współczynnik k uwzględnia wzrost siły cięcia spowodowany zużyciem krawędzi tnących jak również naciskiem materiału wykrawanego na powierzchnię boczną narzędzia. Wytrzymałość materiału na ścinanie można wyznaczyć z zależności Rt =0,8·Rm gdzie Rm jest wytrzymałością materiału na rozciąganie. Wartości Rt podano w tabeli 2.
92
Tabela 2. Wytrzymałość materiału na ścinanie [1]
Wytrzymałość na ścinanie, Rt [MPa] Materiał
Stan miękki Stan wyżarzony
Aluminium Miedź Mosiądz Stal zaw.max 0,40 % C Stal zaw. max 0,24 % C Stal kwasoodporna
60 - 90 16 - 220
250 - 320 270 - 340 340 - 420 520 - 560
100 - 150 250 - 300 360 - 480
600 - 800
Papier Guma
20 - 40 6 - 10
Siła cięcia jest jedną z kilku sił występujących w tym procesie. Przy cięciu
wzdłuż linii nie- zamkniętej proces cięcia kończy się w momencie połączenia się pęknięć występujących w materiale. Odcięty w ten sposób element opada pod własnym ciężarem. Inaczej wygląda sytuacja przy cięciu po linii zamkniętej. Dla tego przypadku wyróżnić możemy jeszcze dwie charakterystyczne siły, są to: siły potrzebne do zepchnięcia materiału ze stempla i wypchnięcia wykrojonego wyrobu przez płytę tnącą. Wartość pierwszej z tych sił Pz wynosi od ok.0,02 Pmax do ok.0,2 Pmax. Przy czym mniejsze wartości przyjmujemy dla blach cienkich i przy cięciu jednym stemplem a większe przy blachach grubych i wielu stemplach. Jeżeli idzie o siłę Pp niezbędną do przepchnięcia wyciętego elementu przez płytę tnącą to wartość jej możemy oszacować ze wzoru
maxPkgaP pp = (2)
gdzie: g- grubość ciętego materiału, a- wysokość walcowej części płyty tnącej, kp - współczynnik zależny od kierunku wypychania elementu wyciętego. Wartość współczynnika tego wynosi od ok.0,05-0,1 przy przepychaniu wyrobu w kierunku ruchu stempla, lub 0,07-0,15 przy przepychaniu w kierunku przeciwnym do kierunku roboczego ruchu stempla.
Trzeba pamiętać, że na wartości sił Pz i Pp w sposób istotny ma wpływ wartość luzu. Zmniejszenie luzu poniżej wartości luzu normalnego powoduje wzrost ich wartości natomiast zmniejszenie spadek. Pracę cięcia W przedstawia pole pod krzywą siły cięcia w funkcji przemieszczania narzędzia tnącego(rys.1.1). Wartość pracy wykrawania określić można z zależności :

93
(3) ( ) ( )δη +== ∫ gPdssPWs
max0
gdzie: P(s)- zależność siły w funkcji drogi stempla, s- skok suwaka prasy, δ- głębokość wnikania stempla w otwór matrycy, g- grubość, η- współczynnik wypełnienia wykresu.
Współczynnik ten przedstawia stosunek pola wykresu ograniczonego krzywą do pola prostokąta o wymiarach Pmax i (g+δ).Opisać to można za pomocą wzoru
( )
( )δη+
⎟⎟⎠
⎞⎜⎜⎝
⎛
=∫
gP
dssPs
max
0 (4)
Wartość tego współczynnika jest tym mniejsza im cięta blacha jest grubsza i ma
większą skłonność do pękania. Można przyjąć, że zawiera się w przedziale od 0,45 do 0,65. Wartość pracy i siły cięcia wykorzystywana jest przy doborze maszyn(pras, nożyc) do operacji cięcia.
1.5. PODSTAWOWE OPERCJE ZWIĄZANE Z CIĘCIEM.
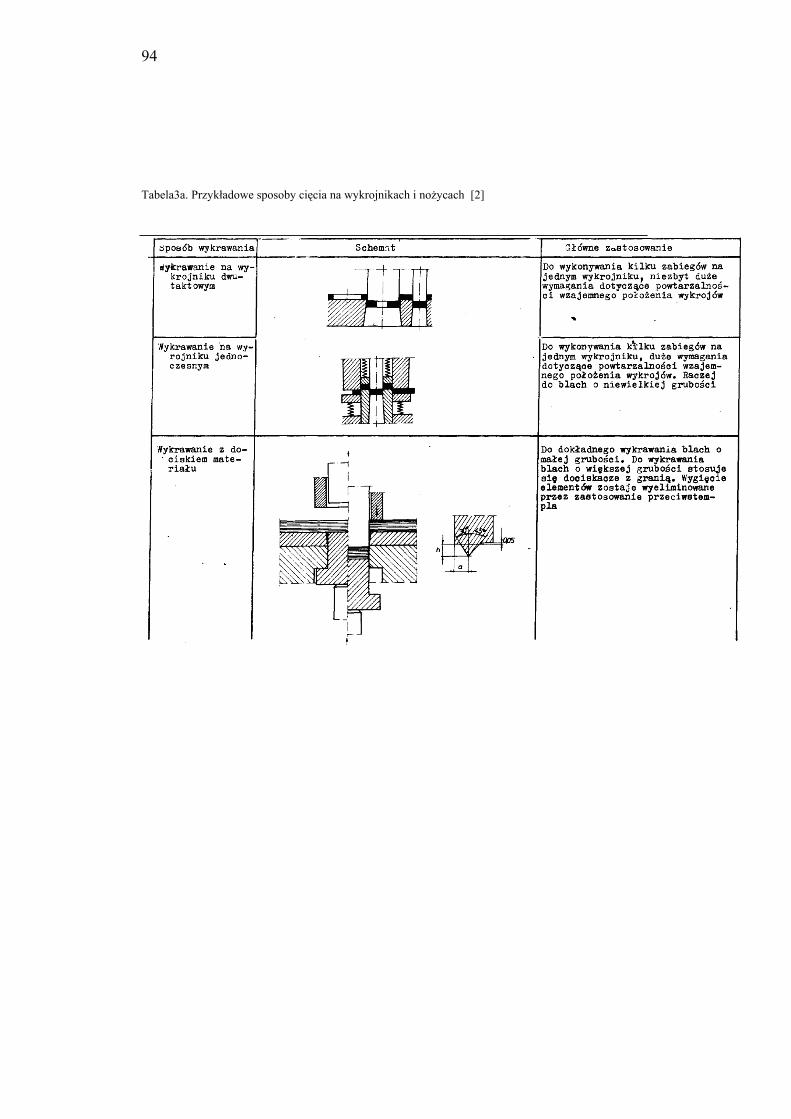
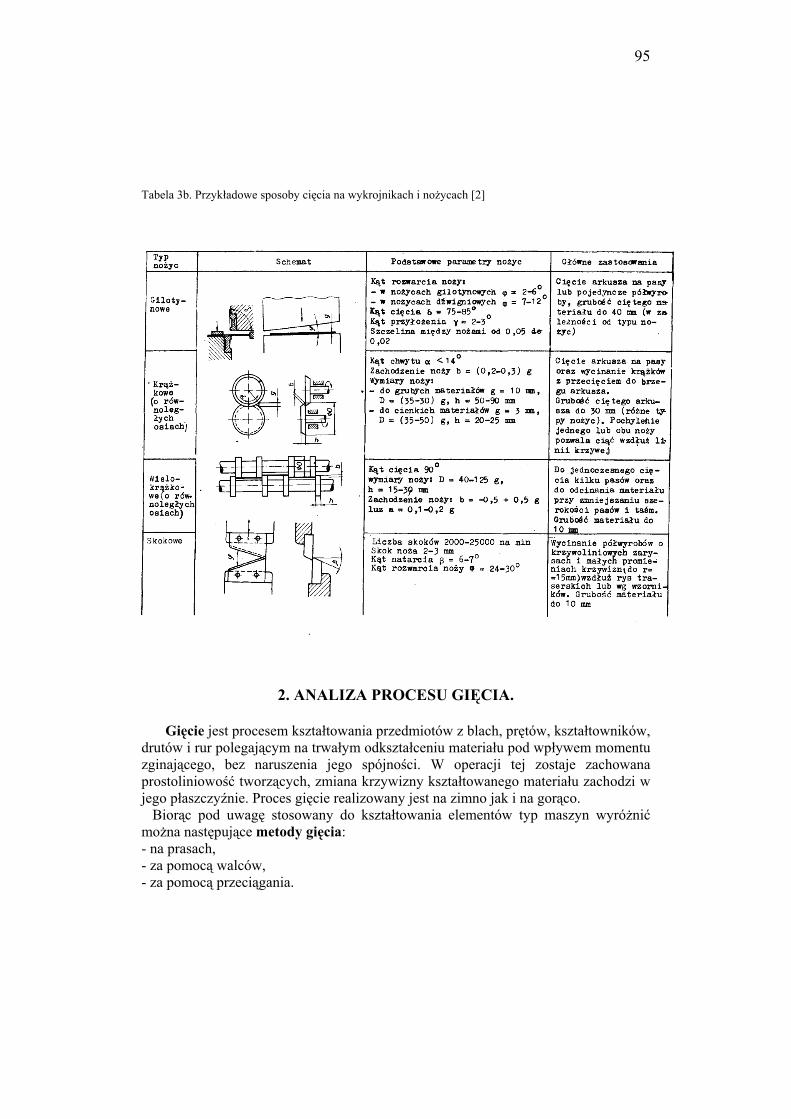
Do podstawowych operacji związanych z rozdzieleniem materiału zaliczamy operacje cięcia prętów i kształtowników, cięcia blach na nożycach i na wykrojnikach. W pierwszym sposobie cięcia otrzymuje się przeważnie półfabrykaty do obróbki objętościowej. Cięcie na nożycach stosujemy najczęściej do rozdzielenia materiału wzdłuż linii niezamkniętej. Natomiast cięcie na wykrojnikach można realizować wzdłuż linii zamkniętej. Przykładowe sposoby cięcia na wykrojnikach i na nożycach pokazano w tabeli 3a i 3b.
94
Tabela3a. Przykładowe sposoby cięcia na wykrojnikach i nożycach [2]
95
Tabela 3b. Przykładowe sposoby cięcia na wykrojnikach i nożycach [2]
2. ANALIZA PROCESU GIĘCIA.
Gięcie jest procesem kształtowania przedmiotów z blach, prętów, kształtowników,
drutów i rur polegającym na trwałym odkształceniu materiału pod wpływem momentu zginającego, bez naruszenia jego spójności. W operacji tej zostaje zachowana prostoliniowość tworzących, zmiana krzywizny kształtowanego materiału zachodzi w jego płaszczyźnie. Proces gięcie realizowany jest na zimno jak i na gorąco. Biorąc pod uwagę stosowany do kształtowania elementów typ maszyn wyróżnić można następujące metody gięcia: - na prasach, - za pomocą walców, - za pomocą przeciągania.
96
Gięcie na prasach jest najczęściej stosowanym sposobem kształtowania wyrobów giętych. Natomiast za pomocą przeciągania wytwarza się różnego rodzaju rury, kształtowniki z taśm i pasków blachy. Gięcie za pomocą walców służy do produkcji rur ze szwem, płaszczy zbiorników wytwarzanych z blach o różnej grubości i szerokim zakresie wymiarów. Metoda ta z powodzeniem znalazła zastosowanie do prostowania blach, taśm, prętów i drutów.
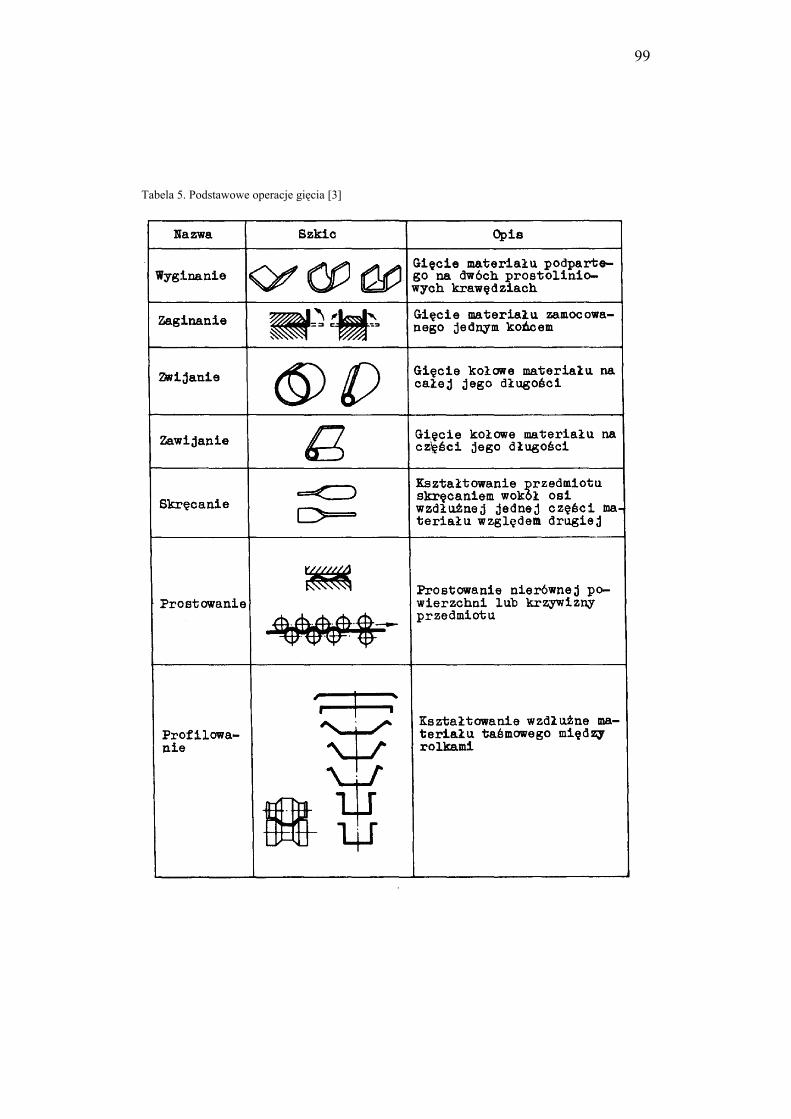
Gięcie obejmuje operacje lub zabiegi typu: wyginania, zaginania, zwijania, zawijania, profilowania, skręcania, prostowania i wyginania. Operacje typu wyginanie, zaginanie, zwijanie i profilowanie wykonywane są na prasach. Zwijanie przeprowadza się na zwijarkach między trzema rolkami lub przez owijanie na obracającym się bębnie. Profilowanie realizowane jest metodą walcowania wzdłużnego między dwoma walcami. Skręcanie przeprowadzić można na skręcarce lub wykorzystując do tego rolki skręcające. Prostowanie przeprowadzić można za pomocą pras bądź z wykorzystaniem układu walców. Przy gięciu na prasach otrzymać możemy nie tylko określone elementy, ale długie kształtowniki o złożonych przekrojach poprzecznych. Do ich produkcji wykorzystywane są specjalne prasy zwane krawędziowymi, umożliwiają one gięcie kształtowników o długości dochodzącej nawet do kilku metrów. W tabelach 4 i 5 w sposób schematyczny przedstawiono podstawowe sposoby gięcia. Przy realizacji procesu gięcia wyróżnić możemy trzy fazy: - gięcie sprężyste, - gięcie plastyczne, - dotłaczanie.
W przypadku gięcia jego cechą charakterystyczną jest zmiana krzywizny osi kształtowanego przedmiotu. Odkształcenia gięcia można przeprowadzać do pewnej wartości naprężenia, po przekroczeniu której nastąpi uszkodzenie giętego przedmiotu. Po stronie rozciągania powstać mogą pęknięcia a po stronie ściskanej fałdy.
Zjawisko pękania nastąpić może przy pewnej krytycznej wartości promienia gięcia, dla której to zostanie naruszona spójność materiału. Wartość tego granicznego promienia gięcia w sposób istotny zależy od plastyczności materiału. Metale bardzo plastyczne, przy tych samych grubościach kształtowanych elementów, można zginać na znacznie mniejsze promienie niż materiały twarde. Pamiętać należy o położeniu linii gięcia w stosunku do kierunku walcowania. Najmniejszy promień można zastosować, gdy linia gięcia jest prostopadła do kierunku walcowania. Bardzo duże znaczenie mają również różnego rodzaju wady powierzchniowe , do których zaliczyć możemy: nierówności, naderwania i rysy. Ich wpływ jest szczególnie mocny, kiedy znajdują się po stronie działających naprężeń rozciągających przyspieszając pękanie materiału. Z tego powodu elementy wykrawane należy giąć w ten
97
sposób, aby zadzior, przy którym występują poprzeczne pęknięcia, znajdował się zawsze po stronie działających naprężeń ściskających. Fałdowanie w wyrobach giętych powstać może przy naprężeniach ściskających wywołujących utratę stateczności. Przeciwdziałać temu można stosując dociskacze lub wprowadzając dodatkowe naprężenia rozciągające. Podczas proces gięcia należy pamiętać, że w czasie jego realizacji następuje najczęściej zmiana kształtu przekroju poprzecznego elementu giętego. Spowodowane jest to zwiększaniem się wymiarów poprzecznych warstw ściskanych oraz zmniejszaniem się wymiarów warstw rozciąganych. Zmiany te są szczególnie duże przy gięciu elementów cienkościennych. Cienkościenne detale poddane ściskaniu mogą również ulec miejscowemu wyboczeniu, co w konsekwencji prowadzi do fałdowania. Aby zapobiec temu zjawisku w giętym elemencie wywołuje się dodatkowe duże naprężenia rozciągające, których zadaniem jest zmniejszeni wartości naprężeń w strefie ściskanej.

98
Tabela 4. Sposoby gięcia [3]
99
Tabela 5. Podstawowe operacje gięcia [3]
100
2.1. ROZKŁAD ODSZTAŁCEŃ I NAPREŻEŃ PRZY GIĘCIU.
Przy realizacji procesu gięcia prostoliniowego odcinka blachy lub pręta w warstwach zewnętrznych zginanego elementu wystąpią naprężenia rozciągające a w warstwach wewnętrznych ściskające. Na rysunku 2.1 pokazano rozkład odkształceń i towarzyszących im naprężeń w różnych fazach procesu gięcia.
Na rysunku 2.1a pokazano zależność między naprężeniem a odkształceniem dla przypadku jednoosiowego rozciągania lub ściskania. Zależność ta pozwoli wyznaczyć rozkład naprężeń uzyskany pod wpływem przyłożonego momentu zginającego.
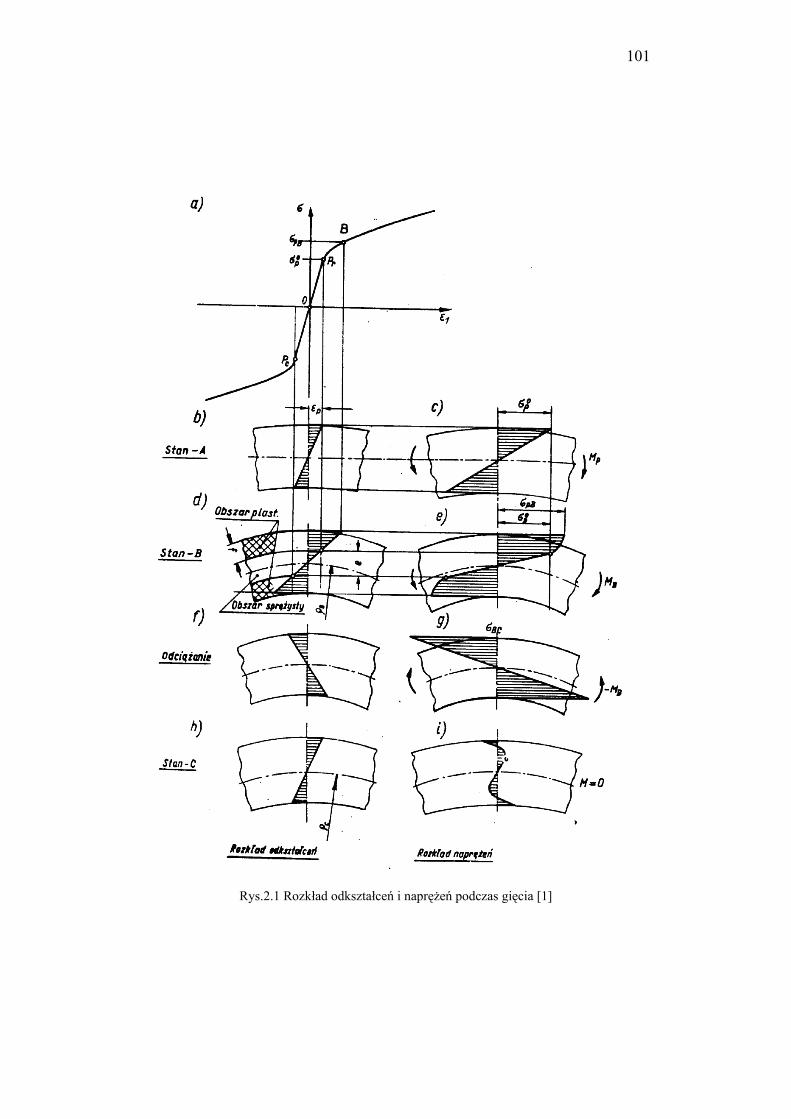
Przy obciążaniu wzrastającym momentem gnącym naprężenia jak i odkształcenia wzrastają, przy czym w zakresie odkształceń sprężystych ich rozkład jest liniowy(rys.2.1b i c).Faza ta kończy się z chwilą, gdy odkształcenia i naprężenia osiągną wartości Єp i бp. Przy dalszym wzroście obciążenia, już w zakresie odkształceń plastycznych, zachowany zostaje w przybliżeniu liniowy rozkład odkształceń zarówno w strefie sprężystej jak i plastycznej (rys.2.1d). Pozwala to na podstawie rys.2.1a na wyznaczenie rozkładu naprężeń, który to w strefach uplastycznionych ma zarys krzywoliniowy, ponieważ poszczególne warstwy zginanego materiału ulegają różnemu umocnieniu(rys.2.1e). Wraz ze wzrostem momentu gnącego występuje większy udział stref uplastycznionych w giętym elemencie jak również wzrost naprężeń w przekrojach poprzecznych. Po zakończonym procesie gięcia rozkład odkształceń i naprężeń jest zbliżony do tego, jaki pokazano na rys.2.1d, e. Omawiany dotychczas rozkład naprężeń i odkształceń występuje przy obciążaniu gdzie zarówno moment zginający jak i krzywizna stopniowo wzrastają. Przy odciążeniu następuje częściowe wyprostowanie zakrzywionego pręta a moment gnący osiągnie wartość zero. W materiale pozostaną naprężenia własne o rozkładzie pokazanym na rys.2.1i. Jak widać z tego rysunku, w warstwie zewnętrznej która w czasie procesu gięciu podlegała rozciąganiu, pojawiają się ściskające naprężenia własne i na odwrót w skrajnych warstwach wewnętrznych powstają naprężenia rozciągające. Przykładowy wygląd prasy krawędziowej stosowanej w operacji gięcia pokazano na rys.2.2
101
Rys.2.1 Rozkład odkształceń i naprężeń podczas gięcia [1]

102
Rys.2.2.Prasa krawędziowa firmy DURMA
2.2.WYZNACZANIE WYMIARÓW PRZEDMIOTÓW GIĘTYCH.
Znajomość położenia warstwy neutralnej pozwala na określenie długości wyjściowej materiału potrzebnej do uzyskania wyrobu o określonych wymiarach. Położenie warstwy zerowego wydłużenia zależy od rodzaju materiału, jego grubości i parametrów gięcia. Zaliczyć do nich możemy przede wszystkim kąt gięcia, promień gięcia, siłę dogniatania oraz siłę tarcia. W przypadku, gdy wewnętrzny promień gięcia jest większy od sześciu grubości giętego materiału to przyjmuje się, że warstwa neutralna leży w połowie grubości materiału. Przy promieniu mniejszym od sześciu grubości położenie warstwy neutralnej przesuwa się w kierunku warstw ściskanych i znajduje się w odległości X·g od wewnętrznej powierzchni gięcia. W przypadku tym zaobserwować można pocienienie materiału w obszarze gięcia. W tabeli 6 podano wartości współczynnika X w funkcji r/g. Wartości te dotyczą stali miękkiej zginanej o kąt 90º.W przypadku dokładnego ustalenia długości, wymiary elementu giętego ustala się doświadczalnie. Tabela 6.Wartości współczynnika X [3]
r/g 0,5 0,8 1,0 2 3 5 X 0,25 0,30 0,35 0,37 0,40 0,48
Podczas gięcia pasów blachy oraz kształtowników o cienkiej ściance, występujące
naprężenia ściskające mogą być przyczyną fałdowania ścianek. W tych przypadkach, żeby wyeliminować to zjawisko, należy zrealizować w materiale dodatkowe naprężenia rozciągające, które zredukują naprężenia ściskające, co w konsekwencji

103
spowoduje przesunięcie warstwy neutralnej w kierunku krawędzi wewnętrznej lub też poza nią. Ten sposób gięcia nosi nazwę gięcia z rozciąganiem. W przypadku gięcia rur naprężenia rozciągające, występujące po stronie zewnętrznej giętego elementu powodują pocienienie ścianki, a naprężenie ściskające występujące po stronie wewnętrznej, jej zgrubienie oraz owalizację przekroju, której stopień zależy od promienia gięcia, sposobu gięcia oraz stosunku grubości ścianki do jej średnicy. Przeważnie, aby zmniejszyć do minimum owalizację przekroju w czasie gięcia rur stosuje się odpowiednie wzorniki umieszczone w jej wnętrzu. W czasie gięcia rur, prętów czy to blach należy pamiętać o dopuszczalnym dla danych warunków promieniu gięcia. Przy zbyt małych promieniach gięcia pojawiają się pęknięcia na zewnętrznej(rozciąganej) powierzchni elementów giętych. Zjawisko to ogranicza nam gięcie na zimno.
Minimalne promienie gięcia zależą między innymi od: - rodzaju i stanu materiału(wyżarzony, półtwardy, itp.), - położenia linii gięcia w stosunku do kierunku walcowania, - stanu powierzchni( np. nierówności, naderwania). Im większy kąt między kierunkiem walcowania a kierunkiem gięcia tym można dopuścić mniejsze promienie gięcia. Jak już wspomniano wcześniej, elementy posiadające zadziory i naderwania należy tak ustawić podczas gięcia aby znajdowały się po stronie ściskanej.
W zależności od stanu materiału i położenia linii gięcia w stosunku do kierunku walcowania, minimalne promienie gięcia w zależności od grubości giętego materiału wynoszą: - dla aluminium ( 0 ÷ 0,8 )g - dla mosiądzu ( 0 ÷ 0,8 )g - dla stali miękkiej ( 0,4 ÷ 0,8 )g - dla stali St5 ( 0,3 ÷ 0,8 )g
Bazując na analizie procesu gięcia przedstawionej wcześniej należy pamiętać, że w procesie tym występuje odkształcenie powrotne zwane sprężynowaniem. Po zakończonym gięciu i usunięciu obciążenia odkształcenia sprężyste powodują niezamierzoną zmianę kształtu kształtowanego elementu. Zjawisko zmiany kształtu po odciążeniu nazywa się sprężynowaniem lub powrotnym odkształceniem sprężystym. Z tego też względu, w celu otrzymania żądanego kształtu, należy części robocze narzędzi kształtujących odpowiednio skorygować.
Sprężynowanie materiału zależy od następujących czynników: - własności mechanicznych giętego materiału, - rodzaju materiału i jego umocnienia, - stopnia odkształcenia określonego stosunkiem wewnętrznego promienia gięcia do
grubości materiału -kąta gięcia, - kształtu wyrobu, - sposobu gięcia, - końcowej siły gięcia, tzw. siły dogniatania.
104
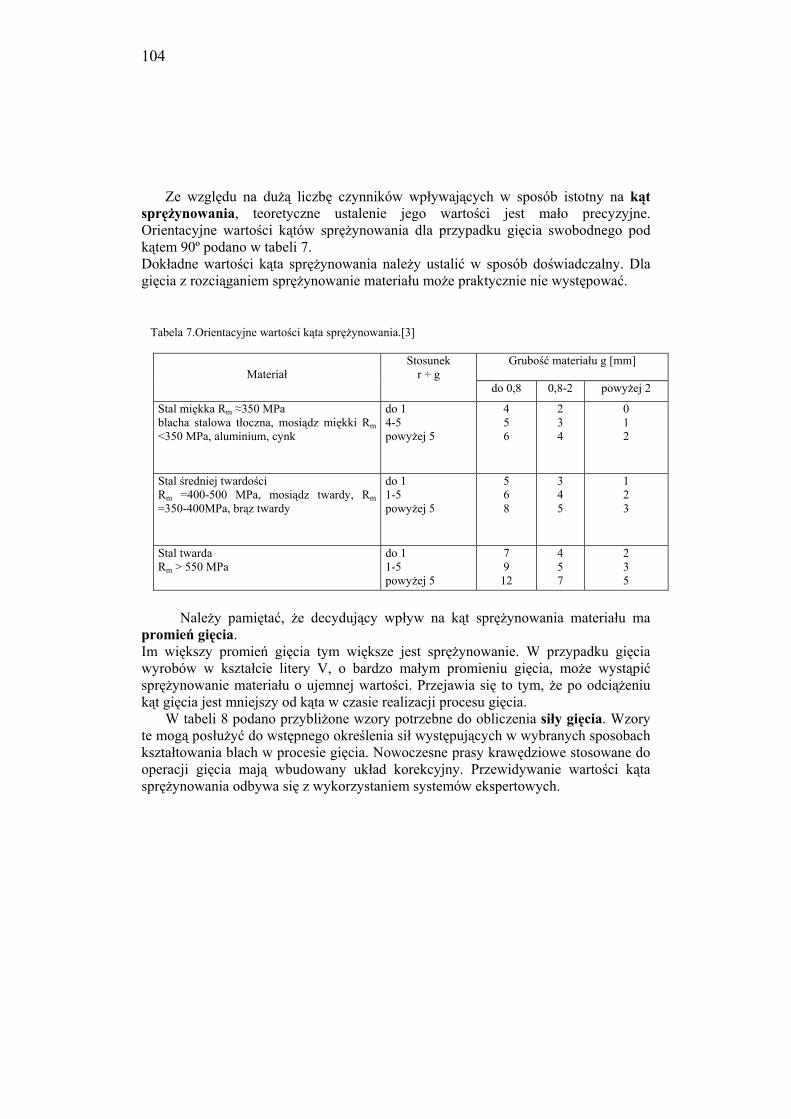
Ze względu na dużą liczbę czynników wpływających w sposób istotny na kąt sprężynowania, teoretyczne ustalenie jego wartości jest mało precyzyjne. Orientacyjne wartości kątów sprężynowania dla przypadku gięcia swobodnego pod kątem 90º podano w tabeli 7. Dokładne wartości kąta sprężynowania należy ustalić w sposób doświadczalny. Dla gięcia z rozciąganiem sprężynowanie materiału może praktycznie nie występować. Tabela 7.Orientacyjne wartości kąta sprężynowania.[3]
Grubość materiału g [mm] Materiał
Stosunek r ÷ g
do 0,8 0,8-2 powyżej 2
Stal miękka Rm ≈350 MPa blacha stalowa tłoczna, mosiądz miękki Rm <350 MPa, aluminium, cynk
do 1 4-5 powyżej 5
4 5 6
2 3 4
0 1 2
Stal średniej twardości Rm =400-500 MPa, mosiądz twardy, Rm =350-400MPa, brąz twardy
do 1 1-5 powyżej 5
5 6 8
3 4 5
1 2 3
Stal twarda Rm > 550 MPa
do 1 1-5 powyżej 5
7 9
12
4 5 7
2 3 5
Należy pamiętać, że decydujący wpływ na kąt sprężynowania materiału ma
promień gięcia. Im większy promień gięcia tym większe jest sprężynowanie. W przypadku gięcia wyrobów w kształcie litery V, o bardzo małym promieniu gięcia, może wystąpić sprężynowanie materiału o ujemnej wartości. Przejawia się to tym, że po odciążeniu kąt gięcia jest mniejszy od kąta w czasie realizacji procesu gięcia.
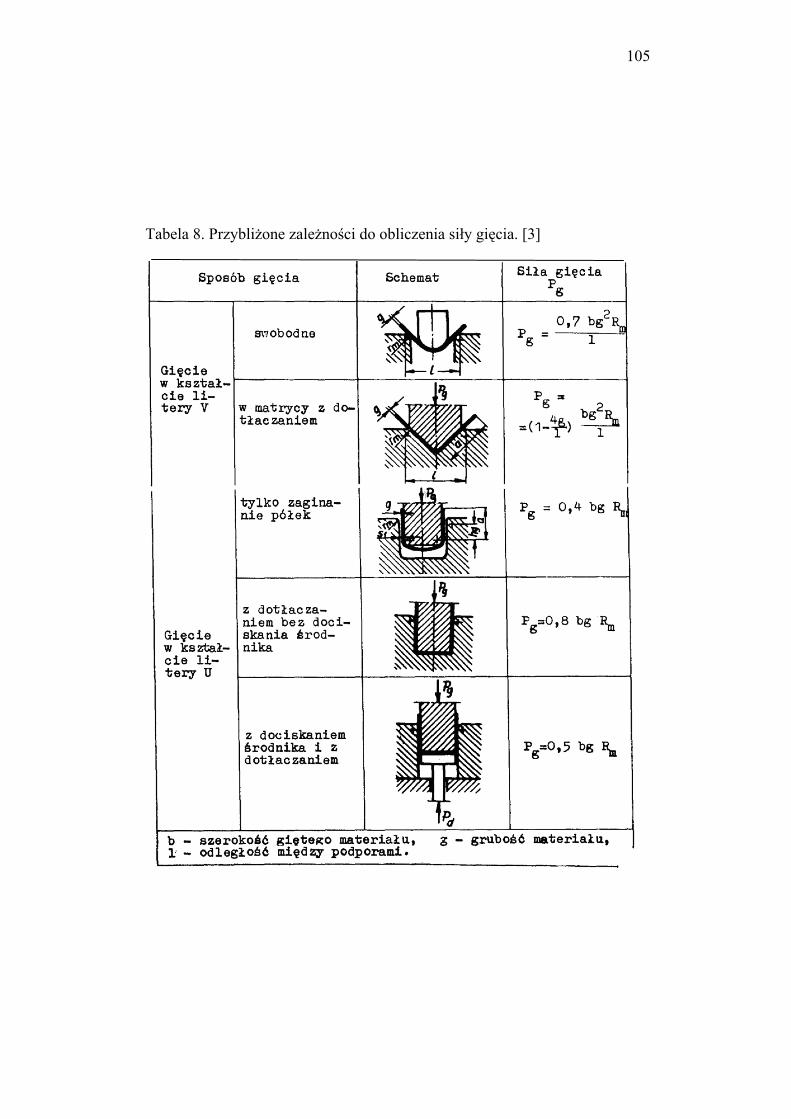
W tabeli 8 podano przybliżone wzory potrzebne do obliczenia siły gięcia. Wzory te mogą posłużyć do wstępnego określenia sił występujących w wybranych sposobach kształtowania blach w procesie gięcia. Nowoczesne prasy krawędziowe stosowane do operacji gięcia mają wbudowany układ korekcyjny. Przewidywanie wartości kąta sprężynowania odbywa się z wykorzystaniem systemów ekspertowych.
105
Tabela 8. Przybliżone zależności do obliczenia siły gięcia. [3]
106
Na rys.2.3 pokazano zdjęcie wykrawarki do blach a na rys.2.4 wykrojnika jednoczesnego.
Rys. 2.3 Hydrauliczna wykrawarka firmy Durma typ TP9.
Rys.2.4. Wykrojnik jednoczesny
107
3. CZĘŚĆ DOŚWIADCZALNA. Cel: Określenie wpływu szczeliny na jakość i dokładność wymiarową elementów ciętych. Określenie wpływu promienia, kąta gięcia na wartość i znak kąta sprężynowania. Przebieg ćwiczenia: W celu zrealizowania części doświadczalnej ćwiczenia należy: 1. Określić wymiary próbek i własności ciętych materiałów. 2. Na podstawie wymiarów narzędzi zastosowanych w ćwiczeniu określić wielkość luzu i szczeliny. 3. Przeprowadzić proces cięcia na próbkach z różnych materiałów i dla różnych luzów. 4. Scharakteryzować powierzchnię przecięcia ze względu na udział poszczególnych stref. 5. Dobrać wymiary próbek do gięcia. 6. Wyciąć próbki do gięcia na gilotynie. 7. Przeprowadzić gięcie próbek za pomocą wyginaków o kącie wierzchołkowym 90º i promieniach gięcia r =2,5 i 10 mm. 9. Próbki należy obciążać do ustalonych wcześniej sił. 10. Po zakończonym procesie korzystając z kątomierza optycznego określić wartość
kąta sprężynowania. 11. Wyniki pomiarów dla przeprowadzonych prób umieścić w tabeli. 12. Sporządzić sprawozdanie.
Wzory tabel.
Dla próby cięcia.
gdzie: Lp.
g [mm]
dm [mm]
ds [mm]
s %
g’
η = (g’/g) [%]
Szkic powierzchni rozdzielenia
s=dm-ds - luz dm – średnica matrycy ds - średnica stempla η =(g’/g)·100% g’- grubość strefy błyszczącej
g – grubość blachy
108
Dla próby gięcia.
gdzie: Lp.
b [mm]
l [mm]
g [mm]
r [mm]
α [º]
b,l,g –wymiary próbki r –promienie wyginaka
α – kąt sprężynowania
Sprawozdanie. W sprawozdaniu należy zamieścić: -Opis prowadzonych prób. -Tabele z wynikami. -Wnioski i spostrzeżenia na temat wpływu luzu na wygląd powierzchni rozdzielenia. -Wnioski i spostrzeżenia dotyczące wpływu promienia gięcia na kąt sprężynowania. LITERATURA [1] ERBEL S., KUCZYŃSKI K., MARCINIAKZ., Obróbka plastyczna. Państwowe Wydawnictwo Naukowe, Warszawa 1981. [2] ZIEMBA H., Ćwiczenia laboratoryjne z budowy maszyn. Część 2. Polit. Wrocł. Wrocław 1981. [3] MARCINIAK M., SKALSKI K., Obróbka plastyczna i spawalnictwo. Polit. Warsz. Warszawa 1979. [4] ROMANOWSKI W. P., Poradnik obróbki plastycznej na zimno. Wydawnictwo Naukowo Techniczne, Warszawa 1976.