Analyses of Linear Encoder Application (Glass Scale) on Quality of Machining Centre by Santiago M....
134
Politechnika WROCŁAWSKA WYDZIAŁ MECHANICZNY PRACA DYPLOMOWA MAGISTERSKA TEMAT: Analyses of linear encoder application (glass scale) on quality of machining centre Promotor: Realized by: Dr inż. Zbigniew Kowal Santiago Manuel Vilar Blanco WROCLAW, Poland July 2010
-
Upload
santiago-m-vilar -
Category
Documents
-
view
219 -
download
1
description
Thermal deformation at machining centre induces errors that reduce the accuracy in precision machining. This thermal deformation is caused by high speed spindles rotation and environment changes. There are a lot of studies in order to reduce these errors and increase accuracy of machining centre, which information was taking as a knowledge base for this project.The solution proposed in this project to reduce the errors caused by thermal deformation in the way to increase accuracy precision machining is to use linear encoders, glass scale, to determine position of headstock and work piece by reading heads to these linear encoders.
Transcript of Analyses of Linear Encoder Application (Glass Scale) on Quality of Machining Centre by Santiago M....

Politechnika
WROCŁAWSKA
WYDZIAŁ
MECHANICZNY
PRACA DYPLOMOWA MAGISTERSKA
TEMAT:
Analyses of linear encoder application (glass scale) on quality of machining centre
Promotor: Realized by:
Dr inż. Zbigniew Kowal Santiago Manuel Vilar Blanco
WROCLAW, Poland July 2010

1
Index
1. Introduction……………………………………………………………………………………………………………..3
2. Aim and range of necessary analyses of linear encoder application (glass scale) on
quality of machining centre………………………………………………………………………………………….3
3. Define by drawing a dependency diagram quality of machining centre……………………5
3.1 Issues needed to obtain quality of machining centre………..……………………………..17
4. Design of geometric models for simulation of machining centre in FEM method
4.1 Geometrical model of the machine tool with ball screw…………………………...….…19
4.1.1 How to design geometrical model………………………………………………………….20
4.1.2 Assembly the geometrical model…………………………………………………………..26
4.2 Geometrical model of the machine tool with glass scale…………………………………28
5. Boundary conditions for finite elements thermal models……………………………………...37
5.1 Analysis of Power Losses………………………………………………………………………………...37
5.1.1 Power Losses in ball screws…………………………………………………………………..37
5.1.2 Power losses in motors………………………………………………………………………….41
5.1.3 Power losses in bearings……………………………………………………………………….43
5.2 Analysis of forced and natural convection………………………………………………………45
5.3 Machine tool model for analyze temperature with SimDesigner R2……………….48
6. Machine Tool Model for analyze deformation with CATIA V5R17………………………...58
6.1 Boundary conditions for finite elements deformation models……………….……….58
6.1.1 Define connection property to assembly constrains……………………………..59
6.1.2 Load data of temperature distribution obtained by SimDesigner
R2……………………………………………………………………..………………………………….66
6.1.3 Define local sensors to measure deformations……………………………………..67
7. Design plan of computing……………………………………………………………………………………..70

2
7.1 Operating conditions and positions………………………………………………….………........70
7.2 Design of working cycle…………………………………………………………………….……………..72
7.3 Selected data for analyses…………………………………………………………….………………...75
8. Results of computing and conclusions……………………………………………………………………75
8.1 Analyses of displacements at position BEH……………………………………………………..77
8.1.1 Analyses of work cycle with initial temperature 293K at BEH………………..77
8.1.2 Analyses of work cycle with initial temperature 295K at BEH………………..81
8.1.3 Analyses of work cycle with initial temperature 298K at BEH………………..82
8.1.4 Conclusions at position BEH with different initial temperatures……………83
8.2 Analyses of displacements at position CFG……………………………………………………..85
8.2.1 Analyses of work cycle with initial temperature 293K at CFG…….............85
8.2.2 Analyses of work cycle with initial temperature 295K at CFG…….............87
8.2.3 Analyses of work cycle with initial temperature 298K at CFG…….............89
8.2.4 Conclusions at position CFG with different initial temperatures……………90
8.3 Conclusions drawn from computing analysis…………………………………………………..91
9. Conclusions leading to improve of machining centre design………………………………….93
10. Attachments……………………………………………………………………………………………………..…94
11. References………………………………………………………………………………………………………...132

3
1. Introduction
Thermal deformation at machining centre induces errors that reduce the accuracy in
precision machining. This thermal deformation is caused by high speed spindles
rotation and environment changes. There are a lot of studies in order to reduce these
errors and increase accuracy of machining centre, which information was taking as a
knowledge base for this project. Some of these papers are Particular behavior of
spindle thermal deformation by thermal bending by Tae Jo Ko, Tae-‐weon Gim and Jae-‐
yong Ha; Thermal behavior of a machine tool equipped with linear motors by Jong-‐Jin
Kim, Young Hun Jeong and Dong-‐Woo Cho; Thermal Error Measurement and Real Time
Compensation System for the CNC Machine Tools Incorporating the Spindle Thermal
Error and the Feed Axis Thermal Error by H.J. Pahk and S.W. Lee. The solution proposed
in this project to reduce the errors caused by thermal deformation in the way to
increase accuracy precision machining is to use linear encoders, glass scale, to
determine position of headstock and work piece by reading heads to these linear
encoders.
2. Aim and range of necessary analyses of linear encoder application (glass scale) on
quality of machining centre
The main aim of this project will be to recognize, in operational conditions, influence of
machining centre thermal behavior on machining error for circular encoder where
position of headstock and work piece is determine by number of rotations of the ball
screw and linear encoder where this position is determine by reading head at the glass
scale. This aim involves the following range of project:
§ Working out geometric model suitable for simulation of machining centre in
FEM method.
§ Preparing such data as material constants, bearings preload and tolerances,
lubrication, operating conditions, cooling system and data related to
distribution of power losses.
§ Working out FEM model for simulation of temperature distribution.

4
§ Working out FEM model for simulation of deformation.
§ Determine factors influence on values of machining error for milling machine.
§ Working out the plan of computing in chosen operating conditions and
positions.
§ Working out the result of computing.
§ Creating a conclusion leading to improving of machining centre design by
proper application of measuring system base on linear encoder.
Once we know the aim and the range of the project we have to say that the most
obvious characteristic of the design problem is that it is complex because there are so
many aspects like power losses, ambient temperature, materials thermal conduction
and expansion coefficients, forced and natural convection, etc to our design problem.
It is impossible to deal with all the aspects at once. Design problem have to be broken
down into easy sub problems like build different models one for analyze temperature
distribution and one for analyze deformation, which can be analyzed separately. The
design process is open in the sense that the boundaries of the process are not limited.
There are the undetermined goals, the means to achieve them, the issues and options
to be considered, time and money and so on. These means that there is not a
prescribed set of solutions, in other words, design calls for creativity and ingenuity.
We are going to design a dependency diagram from idea of expert system creation as
an assessment guideline for this project. An expert system is a collection normally
composed of a knowledge base, the analysis of this knowledge and the end users
interface. Knowledge acquisition for expert systems is a practical problem to be solved
by experiments (in this project by computer simulation with CATIA V5R17 and
SimDesigner R2 software). The knowledge that the expert provides varies with the
context and gets its validity from its ability to explain data and justify the expert
judgment.

5
3. Define by drawing a dependency diagram quality of machining centre
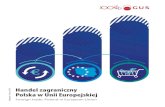
A dependency diagram is a visual representation of the factors that affects to our
project and the relationship of those factors. The dependency diagram is an essential
tool for representing information and makes easy the rule creation process. The
diagram consists of multiple nodes, rectangles, each of which represent an important
factor to the problem. Nodes are connected by arrows that portray the dependencies
which exist among the data variables. Variables which make a direct interference to
the goal variable are referred to as first-‐level concept variables. Bottom-‐level concept
variables are affected by raw data input variables. Raw data input variables directly
accept input data from the expert system.
GOAL
values
First LevelConcept variable
values
First LevelConcept variable
values
SecondLevelConcept variable
values
SecondLevelConcept variable
values
Bottom LevelConcept variable
values
Bottom LevelConcept variable
values
Raw input data variable
values
Raw input data variable
values
Raw input data variable
values
Raw input data variable
values
Fig 3.1 Dependency diagram format [9]
Depending on the problem that we want to solve there are three possible approaches:
goal-‐driven, relationship-‐driven and data-‐driven. In most of the cases it is enough to
construct the dependency diagram by using only one of these approaches, but it could
be possible also in some cases to use a combination of all three to achieve the final
diagram. To use the goal-‐driven approach, specify the goal first and then ask the

6
question “what information does the expert system need to consider in order to make
a decision about the goal?” In this approach first specify top of the diagram (the goal
variable) and work down toward the raw data input. The data-‐driven approach is used
to construct a dependency diagram beginning by making a list of all know input data
and information important to the problem domain. This method of drawing the
dependency diagram uses a bottom-‐up approach. First specify the bottom level and
work up toward specifying the goal variable. The relationship-‐driven approach is used
to describe problems by outlining existing relationships which directly affect the
outcome of a decision. With this approach, establish separate relationships by
grouping them as intermediate, first and bottom-‐level concepts that eventually direct
you to the goal variable and data input. Attending to the aim of this project, analysis
on quality of a machine centre using a glass scale as a linear encoder, it is easy to
choose the appropriate approach thinking that our goal is the main aim of this project.
That is why we use the goal-‐driven approach to design our dependency diagram.
First step to design the dependency diagram using the goal-‐driven approach is to
identify the goal. In this project the goal is Analyses of application linear encoder (glass
scale) on quality of machining centre. The variable used to represent this goal is called
quality of machine tool. Bellow this variable there is a list of kind of values that the
variable can accept as in figure 3.2
Fig 3.2 Identifying the goal variable
Step two is to make a list of the items that need to be considered by the expert system
to determine a value for the goal. These are the factors that determine how much
quality of the machine tool is. It is a very important step in this project: To define in a

7
correctly way these factors to design the best possible dependency diagram, because
this diagram is going to be the roadmap of the project.
To know which factors have influence on machine tool quality it is necessary to start
analyzing all the different possible factors and then choose the ones that really have a
direct influence on the goal.
In general terms referring to the accuracy of work pieces, the errors making on
accurate length or circle and in testing these, should be no greater than 1.0-‐0.3 µm.
The base guide of precision surface-‐grinding machine should be made so that the
deviations from linearity should be no greater than 1-‐2 µm in 500 mm. The measuring
errors in testing the linearity and flatness of precision guides should be no greater than
±0.0005 mm. The accuracy of the machines and tools depends on the accuracy of the
measuring systems built into them. About the measuring systems we have to consider
the errors in the measuring system itself (the difference of the nominal and actual
value of the total length of the measuring system or the length of its scale divisions)
and also the errors in testing this measuring system. A major proportion of the errors
in measuring systems depend on the total length of the measuring system according to
the All-‐Union State Standard 12069-‐66, should be expressed in the form:
∆= ! + !"
Where a is the constant part and bl is the component of error depending on the length
of the measuring system (temperature errors, misalignment of the measuring system,
etc).

8
Fig 3.3 List of the formulas for linear displacements in different machines and also the
classes of accuracy of graduated measuring systems which, according to the All-‐Union
State Standard 12069-‐661, may be used as scales for these machines [6].
The temperature has also a big influence on the quality of a machine tool. The effects
of the temperature must be analyzed to reduce thermal induced deformations in
machine tools to avoid displacements between tool and work-‐ piece. To solve this
problem we need to do an analysis of different heat sources and how their
deformations are. Failures on geometric of the work-‐piece can be produced by
deformations on the machine tools, causes by internal and external heat sources.
1 The new standards for plane-‐parallel end-‐type length measuring systems in general correspond to the international norms indicated in the recommendations of the Comecon organization and also to the 1973 recommendation of the International Organization for the Unification of Measurements MOZM No. 30.

9
Fig 3.4 Illustrates different heat sources and different ways of heat transfer over the
machine structure causing size and geometric errors in the measuring system, the
machine structure and finally in the work-‐piece. [5]
Heat sources can be classified as internal and external. Internal sources are basically
heat produced by running the machine and the process of machining. External sources
are changes in environment e.g. solar radiation, lightning etc. Referring to external
heat sources, variation of the ambient temperature causes temperature vertical and
horizontal gradients that cause thermo-‐elastic deformations of the machine tools.
Figure 3.5 shows the solar energy radiation over a 12 month period for Frankfurt and
the temperature range over the same time. Also shows the variation of the
temperature in a machine shop. So the amplitude of the temperature will vary with
geographical location, the season and the thermal characteristics of the machine shop.

10
Fig 3.5 Shows a not unusual variation of 5 oC during the winter and 15 oC during the
summer time. [5]
On figure 3.6 is illustrated how a rapid ambient temperature of 10 oC causes radial
displacements on a lathe. During the first three hours after the temperature rise the
distance between tool and spindle reduces quickly by 40 µm followed by a low
increase during the next 8 hours. This means that the machine has large time
constants in reacting to ambient temperature changes.

11
Fig 3.6. Machine reaction to ambient temperature changes. [5]
Thermal deformation also depends on the geometry of the machine. It is good to make
equal the time constants for different components of the machine to reduce thermal
deformations caused by external heat sources. Figure 3.7 shows this effect for a portal
of a milling machine. Because of different wall thicknesses of the front and back of the
column, the back gets warm up faster in the morning when the hall temperature rises
and cools down more quickly in the afternoon than the front wall. This results also on a
deformation of the machine. To avoid this effect, it is possible to insulate the thin wall
with polystyrene, so the time constants can be more equal and the deformation cause
by temperature changes were substantially reduced.

12
Fig 3.7 Shows thermal deformations caused by external heat sources on a milling
machine. [5]
Referring to internal heat sources, these ones directly conduct the heat into the
machine structure and causes thermal deformation. One of the most important heat
sources is the spindle system and its bearing. Depending on the bearing type and on
the diameter of the spindle the power losses can be up 100W for a 100mm ball bearing
running at 10000rpm and up to 1kW for a hydrostatic bearing of the same size and
speed rotation. The roller bearings, the ball-‐screw and its nut must take in
consideration. Due to a study of Schulz and Schmitt the main heat source is the ball
screw and its nut. Another internal heat source is the cutting process itself, which
warm ups the tool, tool-‐holder, work-‐piece and clamping device. In the same way the
table, machine and other components can also be heated up indirectly by hot chips.
Making an analysis of all these information it is possible now to define the factor that
have a direct influence on the quality of machine tool (goal). This quality depends on
one side by the design conditions of the work piece; this is the accuracy of the work
piece. On the other side, quality of machine tool also depends on the error that the

13
machine makes at the production of the work piece caused by the different heat
sources and ambient temperature variations. These variables are referred to first level
concept variables. Variable names are going to be accuracy of work piece and
machining error. In this case the values that these variables can accept are going to be
the same in the two cases, µm, as in figure 3.8. If value of machining error is X µm and
value of accuracy of work piece is Y µm with X<Y then value of quality of machine tool
is good. If value of machining error is X µm and value of work piece is Y µm with X>Y
then value of quality of machine tool is poor.
Fig 3.8 Representing first level concept variables.
Step three on designing dependency diagram is to list the items that need to be
considered by the expert system to make a decision about each first level concept
variable listed in step two. This step is basically the same than step two but now
referring to the first level concept variables, accuracy of work piece and machining
error, instead to the goal variable (quality of machine tool).
There are three main factors that have influence on the accuracy of work piece. First
one is the final work piece finish. In this case this variable is going to be called as
roughness. The values that can be accepted by this variable are going to be also µm.
Second one is the range of values where dimensions of work piece must be to be
considered as valid. This variable is going to be called tolerance. There values that can
be accepted by tolerance are going to be standard tolerances that are common in work

14
pieces for this machine centre, H/h 7,6,5. As we see on figure 3.9, table shows that
there is a relation between tolerance and dimension of work piece; that is why
dimension of work piece is going to be another factor with influence on the accuracy
of work piece.
Fig 3.9 Tolerance table. As we can see there is a relation between the tolerances and
dimension of work piece.
Referring to the other first level variable, machining error, there are two main factors
that have influence on it. In one hand we have errors on the work piece because
displacement of the tool. The tool of the machine centre has direct dependency with
the spindle, if the spindle varies the position the tool will move also. This variable is
going to be called end of spindle displacement. On the other hand there are errors at
the work piece because the work piece itself is no located at the exactly position. This
variable is going to be called as displacement of work piece. As we can see on figure
3.10 there is now defined the second level concept variables.

15
Fig 3.10 Representing the second level concept variables.
Next step is to define the factors that have influence in the second level concept
variables. In this case there is only necessary to define third level concept variables for
end of spindle displacement and displacement of work piece because these second
level variables have dependency on many other factors. In case of roughness,
dimension of work piece and tolerance of work piece there is no necessary to define
third level concept variables because there data and have no dependency on any other
factors. End of spindle displacement and displacement of work piece have their
dependency on the same factors because both of them are displacements at the end.
Depending on the configuration of the machine centre, with or without glass scale, the
displacement at these two points should be different as different should be the
behavior of the machine centre during thermal deformation for these two different
configurations. This third level concept variable is called as equipment and as we said
the values that can be accepted by this variable are ball screw, referring to machine
centre without glass scale, and glass scale for the machine centre with this linear
encoder. There are also two more factors that have influence on end of spindle
displacement and displacement of work piece. These are in one hand the position
where the machine centre is working and where it is going to work, in other words, the
direction and position of work. On the other hand the displacements depend also on

16
the state before and during the working conditions of the machine centre. This factor
is called as time. We can see third level concept variables in the next picture.
Fig 3.11 Representing the third level concept variables.
Next step is to define the factors that have influence in the third level concept variables, direction & position and time. For the first one the factors are as it said direction of machining and position of machining. For the variable time, this depends on the cycle of machining and also on ambient temperature. All these four level concept variables there have no dependency on any other factors, there are data, that is why these four level concept variables are bottom level variables and that means that the dependency diagram is finally designed as we can see on the next picture.

17
Quality of Machine Tool
Accuracy of work piece
Machining Error
µm
µm
GoodPoor
Roughness
Dimension of work piece
Tolerance of work pieceH7H5H6
End of spindle displacement
Displacement of work piece
Equipment
Direction and
Position
Time
Ball ScrewGlass Scale
Direction of machining
Position of machining
Cycle of Machining
Ambient Temperature
XYZ
Xa Ya ZaXb Yb ZbXc Yc Zc
X Y Z
A
B
C
rpm
h
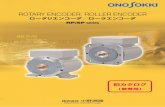
Fig 3.12 Dependency diagram for analyses of linear encoder application (glass scale) on quality of machining centre
3.1 Issues needed to obtain quality of machining centre
The dependency diagram shows us now what issues must take in account to obtain
good or poor quality of machine tool. In one hand we must attend the design
conditions of the work piece, the characteristics that we want the work piece to own,
like the roughness and the tolerances. In the other hand there are the errors we made
during the process. These errors at the end depend on the equipment, direction of
machining, position of machining, cycle of machining and ambient temperature. The
main aim of this project is to analyze all this factors and how do they affect together to
the quality of machine tool. We will see how errors changes if also changes ambient
temperature. Also there is important to analyze the cycle of machining, if different
spindle speed rotations has or no influence on quality of machine tool or if for the
same spindle speed rotations we have or not errors depending on cycle position. As we
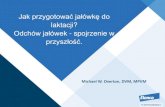
see on figure 3.1.1, work cycle for this project, point A and point B have the same
spindle speed rotation but the thermal conditions and deformations may not be the

18
same there are at different positions in the cycle. We will also analyze this in order to
check if this difference has influence on quality of machine tool.
Fig 3.1.1 Point A and Point B have same spindle speed rotation but different position in
the work cycle.
Also it is important to analyze how direction of machining has influence or not on
quality of machine tool as well as the position of the table and headstock of the
machine centre. Figure 3.1.2, illustrates the three direction of movement each one
with a ball screw. Every ball screws as is fixed by one side with the motor and slides at
the other side. When machine starts working the thermal deformation will affect to
these ball screws and displacement also will depend if the headstock or table is near
the fixed point or not in order to the equation:
∆! = !"∆!
Where ∆L is the total displacement of the ball screw, β is the expansion coefficient, L is
the length between the nut and the fixed point of the ball screw and ∆T is the increase
of temperature of the ball screw.
Point B Point A

19
Fig 3.1.2 Directions of movement of headstock and table of the machine centre.
4. Design of Geometric Models for simulation of machining centre in FEM method
4.1 Geometrical Model of the Machine Tool with Ball Screw
It is necessary to design a simple model of the machine tool in order to analyze it in the
computer system. If we simplify the machine tool we will obtain short times of
calculation.
Simplify the machine tool means to delete all the parts that do not have influence on
thermal behavior of the machine centre and also delete screws, shapes, pockets,
chamfers, draft angles etc, because there are an unnecessary number of objects that
are not necessary to be analyzed to compute displacements or Von Mises stress,
because they have not a direct influence on the behavior of the machine tool.
Figure 4.1.1 shows the production model of the machine tool while Figure 4.1.2 shows
the geometrical model of the machine tool with ball screw, the one we are looking for.
Direction X
Direction Z
Direction Y
Position of work piece

20
Fig 4.1.1 Production model Fig 4.1.2 Geometrical model
4.1.1 How to design model
The first step to obtain a geometrical model of the machine tool suitable to analyze it
on CATIA is to delete all this aforementioned issues of the original machine tool model.
The best way to do this is to start simplifying part by part. As we see on Figure 4.1.1
there are many parts and shapes that may be susceptible to delete, e.g. the holes of
the base, the servomotors or the different chamfers.
Figure 4.1.1.1 illustrates all the parts that have been deleted from the production
model of machine tool:

21

22

23

24
Fig 4.1.1.1 illustrates all the parts that have been deleted from the production model of machine tool.
Second step is to simplifly all the non-‐deleted parts in order to obtain short time of computation. In some cases there is only necessary to delete holes, pockets and chamfers, but in other cases is also necessary to change the shape of the part so we can obtain a simple design.
Figure 4.1.1.2 illustrates all the parts that have been modified from the production model:

25
Fig 4.1.1.2 illustrates all the parts that have been simplify from the production model.

26
Once we have simplified all the parts, we need to fix them in their correct position by using the assembly constrains. After we have totally assembly the machine tool we can analyze it with SimDesigner and create a thermal model for determine temperature. This model is also the start point for create a second model for determine deformation by CATIA.
4.1.2 Assembly the geometrical model
To obtain the machine tool model fully assembled, CATIA allow us to use a group of
different assembly constrains. In this case it is enough to use only two of them to have
assembly the machine tool. These are the contact constrain and the offset constrain.
Contact Constrain Offset Constrain
Fig 4.1.2.1 Offset Constrain
There are some cases where it is important to make sure the contact constrain makes
contact between two parts along all the contact surface instead of making the contact
only along a line. These are the cases of the screws with the house bearings as we see
on figure 4.1.2.2. To obtain the correct contact between these two parts it is necessary
that both of them have the same diameter. If not, there are going to be in contact
after using the assembly constrain but the contact between them is going to be only

27
along a line. From the point of view of the assembly model this type of contact does
not represent a problem, but it is from the point of view of the temperature model and
deformation model, both of them created from this first assembly model.
Fig 4.1.2.2 contact between the screw and the house bearings
To make sure that the assembly of the machine tool is done correctly it is necessary to
explode the machine tool as we see on figure 4.1.2.3 and then do an update and check
that all the parts are fixed in their correct positions.
Fig 4.1.2.3 final aspect of geometrical model with assembly constrains in green.

28
4.2 Geometrical Model of the Machine Tool with Glass Scale
This is a modification of the model with ball screw. To build this model it is necessary
to design new parts and later assembly them to the machine model with ball screw.
These new parts fixed together forms the glass scale. The glass scale is a linear encoder
that measures the position of linear axes without additional mechanical transfer
elements. With this linear encoder we eliminate positioning error due to thermal
behavior of the ball screw.
Optical encoders are normally used for high accuracy position measure system. In
order to determine the position, the optical encoders generate two electrical signals
that are combined using the arctangent algorithm [2].
In the case of this project these linear encoders are made up with an aluminum body
that has inside the scale, the scanning unit and the guide way. The scanning unit is
connected with the external mounting block as we see on figure 4.2.1. This encoders
incorporates measuring standards made of periodic structures know as graduations.
These graduations are applied to the glass so the absolute position information is read
from the scale graduation as we see on figure 4.2.2
Fig 4.2.1 Simplified representation of the LS 186 Sealed linear encoder [1]

29
Fig 4.2.2 Graduations of absolute linear encoders and absolute code structure [1]
This linear encoder operates on the principle of photoelectric scanning. As we see on
figure 4.2.3, if the gaps between the scanning reticle and the measuring standard are
aligned, light passes through. If the lines of one grating coincide with the gaps of the
other, no light passes through. Photocell converts these variations on light intensity
into sinusoidal electrical signals.
Fig 4.2.3 Scanning principle [1]

30
There are a number of situations, optical, mechanical and electronic that affects these
signals and produces an error in the position measurement. This error is important not
only for metrological purposes. In this case the encoder is used for the position
feedback and additionally the control electronics normally uses the measured data in
order to get the speed of the movement. Then the positional error is translated into
the speed calculation with the result of possible modifications on the dynamics of the
machine. With the two sinusoidal electrical signals, the relative displacement between
the scale and the reading head can be determined using the arctangent algorithm in
this way
!!"#$!% =!!!arctan (!!
!!) [2]
where !!"#$!% is the value of the displacement when it is calculated by the arctangent
algorithm. The two electrical signals can be described in this way
!! = !!!!(2!!!+ ∅!)+ !! [2]
!! = !!!! 2! !!+ ∅! + !! [2]
where !! and !! are the amplitudes, !! and !! are the background levels, ∅! and ∅!
are the phases of the signals and !! and !! are the functions that describe the shape of
the signals with min(Fα) = -‐1 and max(Fα) = 1. For the ideal case the parameters of the
equation are A1=A2=A, B1=B2=0, the phase between signals ∅! -‐ ∅! = ! /2 and the two
signals are sinusoidal F1 = F2 = sin. With non ideal electrical signals, the relative
displacement obtained using the arctangent algorithm is calculated by
!""#" ! = ! !"# ! − !!"#$!% [2]

31
where mod id the modulus after division function. Then the linear term of the series
expansion with respect to the nominal values will produce an error that is described as
! ! = !"##$#(!)!" !!
∆! [2]
where g is any of the parameters of the electrical signals that may change from its
nominal value go to go + ∆g.
Fig 4.2.4 Experimental SA and SB sinusoidal signals. Theoretical signals are also shown.
They perfectly fit the experimental data. [2]
Fig 4.2.5. Experimental error in the position measurement obtained when the
measurement of the optical encoder is compared with an interferometer. Theoretical
error obtained for the arctangent algorithm and for linear series expansion. [2]

32
In conclusion we can say that the accuracy of the linear measurement is determined by
the quality of the graduation, the quality of scanning, quality of the signal processing
electronics and the error from the scale guide way over the scanning unit, whereas this
error con be reduced by using the arctangent algorithm.
Deformations of the glass of the linear encoder can be caused by inappropriate
assembly or as a consequence of modification by the structure of the machine tool in
which the encoder is incorporated during working conditions.
Glass scale is normally fixe to the machine tool in the middle and both sides and more
if it is precisely. To make sure that the reading head is going to measure with the
correct accuracy it is necessary to assembly the linear encoder with deviations less
than 0,1 mm respect the measured direction.
Fig 4.2.6 Different deformations of glass scale on linear encoder. [3]
There are two most common cases of deformation of the glass scale (figure 4.2.6). The
deformation at the left side can be produced by two causes. First one because the
surface to be fixed the reading head it is not flat enough. Second one because of
changes on the geometry of the machine tool caused by changes on ambient
temperature or forces on the machine. Figure 4.2.7 shows the lost of accuracy of a
glass scale of 1 meter of length. In this graphic we can see that for each tenth of

33
elevation on the middle of the glass scale, the linear encoder will have an error of 1,1
µm.
Fig 4.2.7 Precision of a glass scale fixed on the bottom (with two different widths) to
the machine tool. [3]
In second case (figure 4.2.6, right side), this kind of deformation makes variations
between the distances of the graduations of the glass scale (figure 4.2.2). This situation
is typical of a glass scale only fixed to the body of the machine tool by right and left
side. The weight of the glass scale makes this deformation (figure 4.2.8). In this case
the deformation is up to 3,2 µm for each tenth of deformation.
Fig 4.2.8 Precision of a glass scale fixed by right and left side to the machine tool. [3]

34
The just mentioned errors are the ones that owns to a glass scale but in case of this
project the errors we want to recognize and remove are the displacements produced
by thermal deformation caused by power losses. In case of model with ball screw
these displacements, ∆L, are calculated as the equation
∆! = !"∆!
where β is the thermal expansion coefficient of the ball screw, ∆T is the temperature
variation in the ball screw and L is calculated as
! = ! ∗ !!
where n are the number of rotations at the motor and lD is the lead of the screw.
For machine tool with glass scale the displacements, ∆L, are going to be calculated in
the same form
∆! = !"∆!
but in this case β is the thermal expansion coefficient of the glass, ∆T is the
temperature variation of the glass scale and L is the length from the fixed point of the
glass scale (middle point of the glass case in our case) and the reading head.
To obtain the geometrical model of the machine tool with glass scale, it is necessary to
design by CATIA V5R17 the linear encoder. This linear encoder is going to be
represented three new parts, the aluminum body (figure 4.2.9), the glass scale (figure
4.2.10) and the reading head (figure 4.2.11).
Fig 4.2.9 Aluminum body of linear encoder Fig 4.2.10 Glass Scale

35
Fig. 4.2.11 Reading head
It is necessary also to do specific shapes to the body of the machine tool where we
want to fix the linear encoder.
Fig 4.2.12 New shapes at the base of the table for supporting the glass scale.
Attending to the three directions of movement of the machine tool (figure 4.2.13),
there are a total number of seven possible combinations, glass scale on direction X
only, direction Y only, direction Z only, directions XY, directions XZ, directions YZ and
directions XYZ.

36
Fig 4.2.13 Shows glass scale X, Y and Z directions and new shapes to fix the aluminum
body and reading head.
The way to simulate a real glass scale with these three new parts is to fix together the
reading head and the glass. We do this because in a real linear encoder, the reading
head measures the position of the moving part in the glass and send this information
another time as feedback to the motors at the screws to correct the position with the
new information. If we fix the reading head to the glass we are simulating the real
behavior of the glass scale, because this fixed point makes a dependency between the
glass and the reading head like the feedback do. Also it is necessary to assembly the
aluminum body of the glass scale to the body of the machine centre in a proper way.
The middle point of the aluminum body must be fixed together with the body of the
machine centre and also the aluminum body must by fixed at both side but in a way it
will be possible to slide in that two points because of thermal deformation as we see
on figure 4.2.14

37
Fig 4.2.14 In reality the reading head at the glass scale send feedback to the motors.
This is simulated in our model by fixing the reading head to the glass. Also are
illustrated the three points where the aluminum body is fixed to the machine body.
5. Boundary conditions for finite elements thermal models
5.1 Analysis of Power Losses
There are different power losses while the machine centre is working. These are the
power losses in the ball screws, in the bearings and in the motor. Power losses induce
heat flux that produces thermal deformation on the machine centre.
The value of some of the parameters needed to calculate power losses in ball screws
are typical values from real working conditions. It is not necessary in this project to use
the exact data for this machine centre to calculate power losses because the main
object of the project is to compare the behavior of the machine with and without glass
scale. This means that, using the same data to both different configurations of the
machine centre, it will be possible to compare results in a proper way.
5.1.1 Power Losses in ball screw
This kind of power losses are calculated according to the SKF formulas. First step is to
calculate the theoretical efficiency
Reading head is fixed to the glass
feedback
Slider point Slider point
Fixed point

38
! =1
1+ !×!!!!
where the constant K is 0.018 for this type of ball screw according to SKF catalog, d0 is
47mm and the lead of the screw is 10mm. With these values η is 0,992. Second step is
to calculate the practical efficiency
!! = !×0,9
where ηp is 0,8298. Third step is to calculate the input torque in a steady state (Nm) by
the way
! =!×!!
2000×!×!!
where F is the maximum load of the cycle (N) and according to normal values of
working conditions is 800 N. With these values T is 0,1574Nm. Next step is necessary
to calculate the power required in steady state, P
! =!×!×!!60000×!!
where n are the rpm and in this case is 120 rpm according to normal values of working
conditions. With these values P is 19,28W. With this result it is necessary to calculate
the preloaded torque (Nm) according to the formula
!!" =!!"×!!1000×!
1!!− 1

39
where Fpr is the preloaded force between a nut and the shaft (N) and in this case is
1019N according to normal values of working conditions. With these values Tpr is
0,6656Nm. Now it is possible to calculate the power preloaded (W) using the equation
!!"# =!×!×!!"
30
where n and Tpr are the same above so Ppre is 8,36W. It is possible to define the power
losses, ∆P, as the difference between the electric power of the motor, Pelec, and the
power that we have on the work piece, Pwork. This definition is represented by the
equation
∆! = !!"!# − !!"#$
and also in this way it is possible to define the Pwork as
!!"#$ = !!"!#$×!!
so power losses are
∆! =!!"#$!!
− !!"#$ = !!"#$1!!− 1
At this point it is necessary to define what Pwork means. It is possible to define it like the
sum of power preloaded, the power required in steady state and the power of inertia.
The power of inertia is caused by the masses of the work piece and table but in this
case power of inertia is going to be considered as cero, so Pwork can be calculated using
the equation
!!"#$ = !!"# + !

40
Considering last equation power losses can finally be define by the equation
∆! = !!"# + !1!!− 1
Attending to these equations it is possible to calculate power losses for different
preloaded force between nut and shaft, Fpr , as it is illustrated un the graphic
Fig 5.1.1.1 variation of power losses with rpm between nut and shaft
To introduce these power losses to the model it is necessary to put them in the way
W/m2, so they can be analyzed by SimDesigner as heat flux. To do that it is necessary
to know the surface where the power losses are, so the heat flux will be the power
losses divided by this area.
0 1 2 3 4 5 6 7 8
700 1019 1500 1800
power losses [W
]
preload [N]
power losses in ball screw

41
Fig 5.1.1.2 Illustrates the power losses in the ball screw X.
5.1.2 Power losses in motors
According to Bernd Bossmanns research, “A Power flow model for high speed
motorized spindle” power losses in motors can be calculated by the equations
!!"#"$ = !!"#"$ !"#×!!"#$ !"##$×!!"#$ !"#$
where ηmotor max can be calculated from engineering handbook Avallone and
Baumeister and ηspec speed and ηspec load are dimensionless values related to efficiency
related to loads and speeds. The ηspec speed can be calculated from experimental data as
!!"#$ !"##$ = 0,92+ !!"#"$ !"#×0,80
and the ηspec load can be interpolated from the following table

42
These two dimensionless values are function of two dimensionless speed and load
variables respectively
!!"#"$ !"# =!!"#"$
!!"#"$ !"# !"#$!"#"$ !"# =
! !"#"$!!"#"$ !"#
Once the ηmotor is calculated it is possible to calculate the power losses in the motor,
Qmotor (W), by the equation
!!"#"$ = 2!×!!"#"$×!!"#"$×1− !!"#"$!!"#"$
In the case of this project, calculate of power losses in the motors it is not necessary
because the Company provide us with data from the ACE Series VMD 450 (Machining
centre of this project), where the total values represents the power losses in the
motor.
2000 4000 6000 8000 10000 12000 14000 16000 18000 20000 rpms tator 127 246 350 572 776 1090 1423 1796 2250 2701 Wrotor 1 3 9 7 8 14 27 32 33 35 Wtotal 128 249 359 579 784 1104 1450 1828 2283 2736 W
Power losses distribution for motor idle runDelivered by Factory

43
Fig 5.1.2.1 motor power losses as a function of spindle speed
It is necessary to convert these power losses from W to W/m2 so that they can be
introduced to the model to analyze it with SimDesigner. The heat flux will be each of
the power losses divided by the area where each of the power losses has influence.
Fig 5.1.2.2 Values of power losses at the motor expressed in [w] and [w/m2] for
different spindle speed.
5.1.3 Power losses in bearings
More over there are another additional heat sources in mechanism elements like ball
bearings that we must take in accounts. Spindle of this machine centre has five ball
Power losses in 20000rpm spindleload 0 kW
0
500
1000
1500
2000
2500
3000
0 5000 10000 15000 20000speed rotational [rpm]
pow
er lo
sses
[W]
statorrotortotal
rpm Power Losses [W] Heat Flux [W/m2]2000 128 5254000 249 10206000 359 14718000 579 237310000 784 321312000 1104 452514000 1450 594316000 1828 749218000 2283 935720000 2736 11213

44
bearings, four of them at the front and the last one at the rear side (figure 5.1.3.1)
Fig 5.1.3.1 headstock section of the machine centre with the components that
generates heat during the working conditions and also the cooling system.
The factory also provides data of power losses at the bearings for different loads:
Fig 5.1.3.2 Power losses at the bearings as function of spindle speed for load 0KW.
It is also necessary again to divide these values of power losses by the area of each of
the bearings in the way to have power losses expressed as W/m2 so they can be
introduced to the SimDesigner model.
0
10
20
30
40
50
60
0 5000 10000 15000 20000
Pow
er lo
sses
[W]
Spindle speed [rpm]
Power losses in bearings as a function of spindle speed for load 0kW clearance W1= +10um, W2= -10um
bearing 1
bearing 2
bearing 3
bearing 4
bearing rear

45
Fig 5.1.3.3 Values for power losses at bearings expressed in [W] and [W/m2] for
different spindle speed and load 0KW.
5.2 Analysis of forced and natural convection
In terms of surface convection it is necessary to define two kind of surface. First one is
the surface exposed to natural convection. These surfaces are all ones of the machine
centre in contact with ambient, called natural convection. Second kind is the one
exposed to cooling systems or forced convection. In case of this project, the machine
centre has a cooling system for the motor and bearings that affect to the surface of the
headstock. These two different kinds of convection translate in two different values of
α coefficient [W/Km2].
Fig 5.2.1 The sketch represents the pockets for the oil of the cooling system for motor
and bearings (see figure 5.1.3.1)
It is necessary to calculate α coefficient in case of forced convection. As it is illustrated
on figure 5.2.1, the sketch represents the ways for the cooling liquid around the stator
and the bearings. The value of α coefficient it is determinate by Reynolds number and
load 0KWpower losses [w] heat flux [W/m2]
rpm bearing 1 bearing 2 bearing 3 bearing 4 rear bearing bearing 1 bearing 2 bearing 3 bearing 4 rear bearing2000 7,6 7,6 7,6 7,6 2,8 190 190 190 190 1753000 12 12 12 12 4,6 300 300 300 300 287,58000 19 19 18 19 14,8 475 475 450 475 92512000 30,1 31 28 30,1 22,6 752,5 775 700 752,5 1412,520000 54 55,6 48,6 53,6 35,9 1350 1390 1215 1340 2243,75

46
Re*Pr*dhb/l where Pr is the Prandtl number. According to this there are three possible
α coefficient
§ If Re*Pr*dhb/l < 4,5 and Re < Recrit (laminar flow) then:
! = !×0,5×!"×!"×!ℎ!/!×!"#$%"/!ℎ!
§ If Re*Pr*dhb/l > 4,5 and Re < Recrit (laminar flow) then:
! = !×1,86× !"×!"×!ℎ!/! !,!!×!"#$%"/!ℎ!
§ If Re > Recrit (turbulence flow) then:
! = !×0,023×!"!,!×!"!,!×!"#$%"/!ℎ!
where dhb is hydraulic diameter
!ℎ! = !×ℎ× !!!!
the constant k is calculated by the way
! = 1+ 1,77×2×!ℎ!!
There is data of α coefficient for stator, rear and front bearings. As it is illustrated
forward, the value of α coefficient depend on the quantity of cooling liquid, in this case
oil. The values of α coefficient used for compute with SimDesigner there are the ones
for 20 l/min of oil quantity.
For surface without forced convection, the ones in contact with ambient, α coefficient
has always the same value, 10 W/Km2, that it is a typical value from real working
conditions.

47
Fig 5.2.2 Variation of α coefficient and power losses with cooling liquid in stator.
Fig 5.2.3. Variation of α coefficient and power losses with cooling liquid in front
bearings.
Fig 5.2.4 Variation of α coefficient and power losses with cooling liquid in rear bearing.
0
200
400
600
5 10 15 20 25 30 35 40
alfa
[W/m
K]
pow
er lo
sses
[W]
oil quantity [l/min]
stator cooller - oil cooling Convection coef.
0
100
200
300
400
500
5 10 15 20 25 30
alfa
[W/m
K]
pow
er lo
sses
[W]
oil quantity [l/min]
front bearings cooler
Convection coef.
0
100
200
300
400
500
600
700
5 10 15 20 25 30
alfa
[W/m
K]
pow
er lo
sses
[W]
oil quantity [l/min]
rear bearings cooler
alfa

48
5.3 Machine Tool Model for analyze temperature with SimDesigner R2
The start point of this model is the Geometrical Model of Machine Tool with Glass
Scale. The aim of this part of the project is to obtain the temperature distribution of
heat flows along the machine tool produced by the power losses, natural and forced
convection. The election of the geometrical model with glass scale against the model
with ball screw it is because it is necessary to determine data of this distribution of all
the parts of the machine centre. Geometrical model of machine tool with glass scale is
the same model than the ones with ball screw but with extra parts, the ones that
represents the glass scale. Data for temperature distribution for geometrical model of
machine tool with glass scale it would be suitable also for model with ball screw as
long as both model have their moving parts in the same position.
This analysis was do it with SimDesigner R2 compatible with CATIA V5R17.
Fig 5.3.1 Temperature distribution computed by SimDesigner R2 along the machine
tool produce by power losses and natural and forced convection.

49
The process of designing this model starts by defining thermal properties of all
materials of the machine centre. It is necessary to define up to three properties,
thermal conductivity, specific heat and emissivity. In case of thermal conductivity the
value for all materials of the machine centre is going to be 40 W/mK that it is a normal
value from real experimental data. In case of specific heat also there is going to be one
value for all materials, 0,5 KJ/kgK, and it is also a normal value for real working
conditions. In case of the emissivity all materials are going to have also the same value,
cero.
Fig 5.3.2 Thermal properties of materials: Thermal conductivity, Specific heat and
emissivity.
Next step is to define the boundary conditions. In case of this project the boundary
conditions are the initial temperature . Initial temperature is a parameter that
affects the reaction of the machine tool against the power losses, so it is an important
parameter and also it is a parameter as we can see along this project susceptible to
select different values to study different behaviors. In first case value for initial
temperature is normal ambient temperature, 293 K for all the parts of the machine
centre.

50
Fig 5.3.3 Value for initial temperature for all parts of machine tool. In first case this
value is ambient temperature. This initial temperature is the boundary conditions of
thermal model.
After defining the boundary conditions it is necessary to define thermal loads. These
are going to be the all the heat flows and different type of convections the machine
tool is affected. In case of this machine tool as it is define on this project, is going to be
affected by power losses, forced and natural convection. Power losses are heat flows
and CATIA V5R17 gives us the possibility to introduce heat flows by two different ways.
In our case the proper way to do this is selecting Heat Flux , because there are in
the form [W/m2]. This is the correct way to introduce power losses [W] to the model, if
we know the area [m2] where the power losses are, finally we will know power losses
as heat flux. As we seen on figure 5.3.4 read arrows indicates power losses as heat flux
through the selected surface. For power losses in the ball screw the selected area for
the heat flux are the spindles, because the ball screw moves along the spindle so the
power losses affect along this surface. In this machine tool there are going to be power
losses in the three different ball screws and also power losses in the motor. It is
important to define as much heat flux as power losses are in the way to be able to
select different values of heat flux for each different power losses.

51
Fig 5.3.4 Indicates heat flux by red arrows in the ball screw X.
There are also, apart from power losses in the three ball screws, power losses in the
motor. These power losses are the ones at the stator and the ones at the bearings. In
case of the motor of this machine tool we have five different bearings, four front
bearings and one rear bearing. This makes a total of six different heat fluxes to
represent the power losses in the motor, the ones at the stator and the ones at the
five different bearings. To introduce these power losses the area selected is the
interior of the heat stock as we see on figure 5.3.5 for all the six different heat fluxes
that represents power losses in the motor and bearings.

52
Fig 5.3.5 Power losses in the motor represented by red arrows as heat flux through the
heat stock.
Once all of the different power losses are introduced as different heat fluxes to our
model it is necessary to define the different convections the model is affected by.
This model has two different types on convection, natural and forced. All natural
convections are marked with blue cones along the selected surface as we can see on
figure 5.3.5. There is natural convection in all the surfaces in contact with ambient and
it is not necessary to define as much convection loads as surface in contact with
ambient for natural convection because for all of them the properties are the same, 10
W/Km2 for convection film coefficient and 293 K for reference sink temperature. The
values for these convection properties are normal values from typical working
conditions.

53
Fig 5.3.6 Typical values from working conditions for natural convection properties.
There is forced convection in the motor, particularly in the stator and in the five
different bearings. This means that we need to define up to six different forced
convections. As we did with power losses in the motor, the selected area to introduce
these six convections is the interior of the head stock.
Fig 5.3.7 Shows forced convection in the stator. It is represented by the blue cones inside the head stock.

54
To make sure that the machine tool for analyze temperature with SimDesigner is
proper done, this means, that the different heats flows perfect with no interruption
along all the surface of the machine tool it is necessary in some parts of the machine
tool to select the proper mesh in order to obtain this correct flow of the heat. This
means that in some parts of the machine tool because of the difference between the
size of the mesh of two parts in contact, if this difference is too big, could happened
that the heat do not flows in the correct way along the two surface in contact. Better
solution to solve this problem is to define local mesh in one of the surface in contact to
make more similar to the other surface so in this way there will be no problems of bad
connection between nodes. To do this it is necessary to add to the mess of the part
where we want to change the mesh at the surface, a local size and local sag and define
the supported surface and the values for local mesh sag and local mesh size as we see
on figure 5.3.8. The advantage of changing only the mesh of the surface instead the
mesh of all one part it is that compute time is going to be shorter.
Fig 5.3.8. Definition of local mesh

55
Fig 5.3.9 Shows local mesh at the base of the machine tool next to the house bearing
and also local mesh at the house bearing next to the end of spindle in order to have
good contact between nodes.
To prove that the contact between local mesh as we see on figure 5.3.9 is correct is
possible to choose a value for, in this case heat flux at the ball screw X, big enough to
see if the heat flows in a correct way from one part to the other. This is illustrated on
figure 5.3.10, as we can see the temperature values is not important in this case but it
is the fact that there is a flow of heat from the spindle to the house bearing and from
this to the base of the machine tool. That means that there is a correct contact
between parts because of the new local mesh.
Correct contact between different mesh

56
Fig 5.3.10. Shows how heat flows in a correct way from the spindle to the house
bearing and from this one to the base of the machine tool.
Once the model is ready is possible to compute and generate image
to obtain the temperature field fringe and after it will be possible to export data as a
text file to use it as temperature field and analyze deformation of machine tool with
CATIA V5R17.

57
Fig 5.3.11 Shows how to select temperature field fringe and save it as data on to a text
file to analyze it later with CATIA V5R17.
Fig 5.3.12 Machine tool model with glass scale temperature distribution at positions BEH (left) and CFG (right) with initial temperature 293K.

58
6. Machine Tool Model for analyze deformation with CATIA V5R17
6.1 Boundary conditions for finite elements deformation models
The aim of this part of the project is to obtain two different models, one for ball screw
configuration and other for glass scale, ready to analyze them with CATIA V5R17 and
obtain the deformation produced by power losses and natural and forced convection
on the machine centre. The starting point is going to be the geometrical model of
machine tool, one for each configuration. Basically we need to do three steps to obtain
each model. First step is to add to every assembly constrain a proper connection
property so the relative move between the parts in contact will be the one in the
correct direction. Second step is to load the data of temperature distribution obtained
by SimDesigner R2 in a proper way. This data represents the temperature distribution
of heat flow caused by power losses and natural and forced convection. Third and final
step is to create as much as local sensors needed to measure the deformation of the
machine centre in a correct way so we can compare results for both model in the way
to decide which model has more accuracy for which working condition.
Fig 1. Shows deformation computed by CATIA VR517 produced by power losses and
forced and natural convection of the machine tool.

59
6.1.1 Define connection property to assembly constrains
The process of designing this model begins with the necessity of using one restraint,
the clamp , and it is necessary to add it to the base on the machine tool in order to
simulate that it is fixed to the ground as it is illustrates in figure 6.1.1.1
Fig 6.1.1.1 Illustrates the clamp at the base of the machine tool. The clamp fixes the
machine tool to the ground.
To add properties to the assembly constraints in case of this machine tool it is only
necessary to use two types of connection property. These connection properties are
the slider connection property and the fastened connection property . With
the first one, slider connection property, the bodies in contact by the assembly
constrain, will move one through the other during the deformation but always keeping
the contact between them. As we will see later it will be important to define the
direction where we want to move the parts when we use the slider connection
property. With the fastened connection property the bodies in contact by the
assembly constrain will keep the same relative position between them during the
deformation. There is only one way of thinking at the time to choose between slider
and fastened connection property. This means that all part that is fixed to another part
by right and left side it is going to deform by the two sides, so in one side should be
fixed to the other body as fastened connection property and on the other side should
be fixed as slider connection property in order to avoid that the part breaks during the
deformation as we can see on figure 6.1.1.2

60
Fig 6.1.1.2 The house bearing is fixed to the base of the machine tool on the right side
by fastened connection and on the left side by slider connection property in order to
avoid that the part breaks during the deformation of machine tool.
This approach must be for all the parts in the same situation. In case of screws the way
of thinking is the same but the slider connection property must be at the side of the
bearing and it must be also fastened at the side of the motor. This is because the
fastened connection property simulates that the motor moves the screw and only the
screw can deforms in the side of the bearing.
Fig 6.1.1.3 Illustrates how the screw is fixed as fastened on the right side where it is the
motor (not illustrated) and also fixed as slider connection on the left side where it is
the house bearing
fixed moves
fixed
moves

61
In case of the blocks, first it is necessary to define the behavior against the rail. The
block must slide by the rail in all the surfaces where there is contact between the two
parts as we see on figure 6.1.1.4
Fig 6.1.1.4 Shows the relative move of a block against the rail. It must be slider in all
surface where there is contact between block and rail.
Second it is necessary to define the behavior of the blocks against the table, headstock
and body of the machine tool. In all cases the approach is the same than in the other
cases. Blocks of one side must be fixed to the part as fastened and blocks from the
other side must be fixed as slider connection property. It is important as we said to
define the direction where we want to make the blocks slides through. In case of the
blocks of the table the ones at the right side are fixed as fastened connection property
to the table as we can see on figure 6.1.1.5 The ones at the left side must slide in Y
direction. To force the blocks from the left side to move in the correct direction during
the deformation it was necessary to design a special shape to the bottom side of the
table as we can see on figure 6.1.1.6. To make this apart from the special shape we
need to add slider connection property to the assembly constrain between the left side
blocks and the new shape.
moves
moves

62
Fig 6.1.1.5 Shows the blocks that must be fixed in their position and the ones that must
slide through the correct direction in order to avoid that the guide breaks during the
deformation.
Fig 6.1.1.6 Shows how the blocks at the left side of the table slide through the new
shape in the correct direction.
fixed
fixed
moves
moves
moves
moves

63
These special shapes are also necessary on the headstock and on the other moving
part.
Fig 6.1.1.7 Shows the direction of movement of the blocks through the new shapes at
the backside of the headstock.
Fig 6.1.1.8 Shows the direction of movement of the blocks through the new shapes at
the backside of this moving part.
moves
moves
moves moves
fixed
fixed
fixed fixed

64
Once all the assembly constrains have their own connection property it is important at
this point to make a difference between the configuration of model with glass scale
and the one without glass scale (ball screw model). For model of machine tool with ball
screw the property associated to the assembly constrain between the ball screw and
the spindle itself must be fastened connection property so that the ball screw moves
together with the spindle during the deformation as we see on figure 6.1.1.9. This
approach must be the same for the rest of the ball screws and spindles in case of
machine tool with ball screw configuration.
Fig 6.1.1.9 Illustrates the fastened connection property for the assembly constrain
between the ball screw and the spindle in the machine tool model with ball screw.
In case of model of machine tool with glass scale, the connection property associated
to the assembly constrain between the ball screw and the spindle must be slider
connection, but at the same time, the connection property of the assembly constrain
between the reading head and the glass scale must be fastened connection, as we see
on figure 6.1.1.10. Doing this, we are simulating the effect that the reading head has
on the machine tool. This means that if we fastened the reading head to the glass scale
itself, we are simulating the feedback that the reading head sends to the motors to act
through the position of the ball screw. This approach must be the same for the rest of
ball screws and reading heads in case of machine tool with glass scale model.
fixed

65
Fig 6.1.1.10 Shows the reading head fastened to the glass scale while the ball screw is
slider through the spindle for the machine tool with glass scale model.
Continue with model of machine tool with glass scale it is necessary to define how they
are the connection properties of the assembly constrains of the glass scale. For all of
the tree glass scale that the machine tool is up to be equipped, the connection
properties for the assembly constrains are always the same. The glass scale it is formed
by two parts, the aluminum body and the glass itself. The aluminum body is the one
fixed to the body of the machine tool. This part must be fastened in the middle point
and slider at left and right side. The glass must be fixed, normally in the middle point,
to the aluminum body by fastened connection property as we can see on figure
6.1.1.11
moves
fixed

66
Fig 6.1.1.11 Shows how connection properties of assembly constrain of glass scale
must be.
6.1.2 Load data of temperature distribution obtained by SimDesigner R2
At this point, where all the assembly constrains have their own proper connection
property for both models, one with ball screw and other with glass scale, it is
necessary to load the data with temperature distribution that we obtain from the
computing of SimDesigner R2. To do this, first is necessary to modify this data in the
correct way to make it compatible for CATIA V5R17. As we see on figure 6.1.2.1, it will
be necessary to delete the marked lines to make it compatible with CATIA V5R17
before load it.
Fig 6.1.2.1 Shows data with temperature distribution computed by SimDesigner R2. It
is necessary to delete the marked parts to make it compatible with CATIA V5R17.
moves
moves
fixed

67
Once this data is ready we can load it to our model for analyze deformation with CATIA
V5R17 as temperature field . As we can see on figure 6.1.2.2 the correct way to
load this data is by selecting 1 Kdeg the temperature. Doing this CATIA V5R17
multiplies the values from the data with the value on Temperature. If we select as
Temperature 1 kdeg we will have the same values from the data on our model at
CATIA V5R17.
Fig 6.1.2.2 Shows how to load the data from SimDesigner R2 to CATIA V5R17 in the
correct way.
6.1.3 Define local sensors to measure deformations
At this point it is now possible to add local sensors to both models to measure the
deformation produce by the power losses and natural and forced convection. It is only
necessary to add the sensor we think they will give us useful data. The sensors are
going to be in the same points for both models, with and without glass scale, in order
to compare results. There are going to be three sensors per selected point so we can
measure the displacement on the three directions. The selected points are going to be
the end of spindles, one corner of the table and also the middle point of the head
stock. This makes a total of 15 sensors per model. In case of the sensors of the middle
point of the headstock it is necessary to design a new shape at the end of the
headstock so we can select the middle point. Figure 6.1.3.1 illustrates the new shape
at the end of the head stock and the values of the sensors. It was chosen this point to

68
simulate the measure at the tools so we can obtain their displacements during the
deformation.
Fig 6.1.3.1 Shows the new shape at the end of the headstock and the value of sensors
at the middle point.
There are two kind of sensors that measures displacement as we can see on figure
6.1.3.2. These are the Displacement Magnitude and the Displacement Vector.
Fig 6.1.3.2 Illustrates the two types of sensor that CATIA V5R17 allows to choose to
measure displacement.

69
To choose between these two kinds of sensors in our case we want to measure the
displacement in the three directions of each point. As we see on figure 6.1.3.3, the
displacement could be different (black arrows) at the time that the magnitude vector
(red arrows) could be the same. Attending to this, in our case we must choose
displacement vectors.
Fig 6.1.3.3 Shows the difference between displacement and magnitude vectors. In our
case we need to choose sensors as Displacement vector in order to measure the
displacement of the point in the tree axis.
Now it is possible to compute, , and generate image, , of the
deformed mesh to have final model for analyze deformation with CATIA V5R17 as it is
illustrated on figure 6.1.3.4.
Fig 6.1.3.4 Shows deformed mesh of geometrical model with glass scale. The values
marked as red indicates position and measure by the local displacement sensors.

70
7. Design plan of computing
Before starts work cycle there are no power losses in bearings/motor and spindle
speed rotation equals to zero so there will be no thermal displacements. Working
conditions starts with initial temperature equals to ambient. These conditions changes
gradually with time due to machine working cycle, because of different spindle speed
rotations, variations in ambient temperature, different headstock and table positions.
All these phenomena are the sources of different power losses and different
displacements causes by thermal deformation.
As we see on the dependency diagram we focus on the factors that we consider have
influence on quality of machine tool. But there is impossible to study the influence of
these factors all at the same time. It is necessary to separate analyses for different
working conditions in order to obtain relations between these working conditions and
displacements so we can define behavior of machining centre.
7.1 Operating positions and conditions
The proposed studies are analyzing changing of displacements in chosen points during
work cycle with three different Ambient Temperatures (293K, 295K and 298K) and two
different headstock/table positions, position BEH and position CFG, as we see on figure
7.1.1. These studies were done with software CATIA V5R17, for analyze thermal
deformation, and SimDesigner R2 for analyze temperature distributions. Positions are
defined in picture 7.1.1. The positions are not random positions, there are in the
middle and in both sides of glass scale. Machine centre has one glass scale for each
direction X, Y and Z. We select three points per glass scale, one in the middle and two
at both sides. Also there are not random points. The ones at the middle of the glass
scale it were chosen because we suppose it is the point where glass scale makes
smaller error because glass scale is fixed in the middle as fastened connection property
so in this point L≈0 so the displacement should be the smallest in order to
∆! = !"∆!

71
If we select three points per glass scale, this makes a total of 27 possible combinations
of different headstock/table positions. The two selected, BEH and CFG were selected
to analyze behavior of machine centre in two different positions. First one, position
BEH, was chosen because it is the one in the middle of the three glass scales. Second
position, CFG, was chosen in order to analyze other position different to the first one.
In this case no one of the reading heads are in the middle of the glass scales. Ball screw
X and ball screw Z are at the opposite side of the motor and ball screw Y is close to the
motor. This should means that for ball screw X and ball screw Z must be L=Lmax so
displacement should be maximum in order to
∆! = !"∆!
but for ball screw Y must be L≈0 so the displacement should be minimum according to
the same equation.
Fig 7.1.1 Shows the two selected positions of the headstock and table, BEF and CFG,
for our studies.
A B C
D
E
F
G H I
C
F
G

72
7.2 Design of working cycle
To reach proposed studies it is necessary to design a work cycle that imitates real
machine working conditions. Once we have designed this cycle, we can compute
temperature distribution and thermal deformation for defined FEM models. The work
cycle must have some requirements such as representative spindle speed rotation
along all speed range; realistic machining times in order to observe real machine tool
displacements and enough time steps to extract as much data as necessary. In figure
7.2.1 we can observe the work cycle that is going to be used for our studies. In this
work cycle machine centre starts working 8000 r.p.m. during first hour. This value of
spindle speed rotation was chosen in order to analyze behavior of machine centre
working nearly the middle range of r.p.m. During the second hour the machine centre
stops working so we will analyze what happens with thermal deformation during a
time without heat sources and after that stars working at maximum spindle speed
rotation, 20000 r.p.m. during another hour. After the third hour continues working at
8000 r.p.m. for another hour and finish the work cycle.
Fig 7.2.1 Work cycle used in the different analyses of this project.

73
Attending to the work cycle it is necessary to introduce the power losses not as
constant but as transient values to machine tool model for analyze temperature with
SimDesigner R2 as we see on figure 7.2.2 and figure 7.2.3
Fig 7.2.2 Shows how to introduce power losses as a transient value to SimDesigner
model.
Fig 7.2.3 Illustrates how to introduce, in this case for stator, transient power losses and
transient forced convection according to our work cycle.

74
Fig 7.2.4 Power losses as heat flux in stator during work cycle. The graphic has the
same form than the work cycle.
Fig 7.2.5 Forced convection at stator. This graphic do not have the same form that the
work cycle because forced convection does not depends on spindle speed rotation,
depends of quantity of oil cooling flow.

75
7.3 Selected data for analyses
§ Power losses at the motor
§ Power losses at the bearings
§ Constant ball screw (X, Y and Z) power losses: 64,04 W/m2
§ Oil cooling flow: 20 L/min
§ Free film convection value: 10 W/Km2
8. Results of computing and conclusions
All the results and graphics of the project are shown in the attachment. In this section
there are shown only the ones which can give us information about behavior of
machine centre.
Fig 8.1Machine tool model with glass scale temperature distribution at position BEH
with initial temperature 293K.
rpm Power Losses [W] Heat Flux [W/m2]8000 579 237320000 2736 11213
power losses [w] heat flux [W/m2]rpm bearing 1 bearing 2 bearing 3 bearing 4 rear bearing bearing 1 bearing 2 bearing 3 bearing 4 rear bearing8000 19 19 18 19 14,8 475 475 450 475 92520000 54 55,6 48,6 53,6 35,9 1350 1390 1215 1340 2243,75

76
Fig 8.2 Machine tool model with glass scale deformation at position BEH with initial
temperature 293K.
Fig 8.3 Machine tool model with glass scale temperature distribution at position CFG
with initial temperature 293K.

77
Fig 8.4 Machine tool model deformation at position CFG with initial temperature 293K.
8.1 Analyses of displacements at position BEH
8.1.1 Analyses of work cycle with initial temperature 293K at BEH
Result for displacements (mm) during work cycle with initial temperature 293K at
position BEH:
GLASS SCALE T=293K Position BEH
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0120 0,0170 0,0190 0,0200Y 0 0,0003 0,0005 0,0005 0,0005Z 0 0,0009 0,0009 0,0008 0,0008
ball screw Y X 0 0,0009 0,0010 0,0010 0,0010Y 0 0,0300 0,0480 0,0600 0,0700Z 0 0,0020 0,0010 0,0001 -0,0006
ball screw Z X 0 0,0020 0,0030 0,0080 0,0110Y 0 0,0040 0,0040 0,0090 0,0090Z 0 0,0210 0,0290 0,0470 0,0500
tool X 0 0,0030 0,0110 0,0240 0,0500Y 0 0,0170 0,0110 0,0630 0,0260Z 0 0,0370 0,0250 0,1270 0,0530
table X 0 -0,0010 -0,0009 -0,0008 -0,0007Y 0 0,0006 0,0005 0,0004 0,0003Z 0 0,0010 0,0010 0,0010 0,0010

78
Attending to these results we can observe that:
§ Displacement of ball screw X (ball screw in X direction) of course is the same for
ball screw configuration (without glass scale) and with glass scale in the three X,
Y and Z directions because glass scale has no influence at the end of the ball
screws. This is useful to probe that both models, with and without glass scale,
are well done.
Conclusion: Glass scale does not improve ball screw X displacement in X, Y and
Z directions.
§ Displacement of ball screw Y (ball screw in Y direction) is of course the same for
ball screw and for glass scale in X, Y and Z directions.
Conclusion: Glass scale does not improve ball screw Y displacement in X, Y and
Z directions.
§ Displacement of ball screw Z (ball screw in Z direction) is practically the same
for ball screw and for glass scale in X and Z direction but not in Y direction
where there is displacement for ball screw bigger than the one for glass scale of
0,01 mm at the first hour, 0,016 mm at the second hour, 0,019 mm at the third
hour and 0,024 mm at the fourth hour.
BALL SCREW T=293K Position BEH
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0110 0,0160 0,0190 0,0200Y 0 0,0003 0,0004 0,0004 0,0005Z 0 0,0009 0,0008 0,0008 0,0007
ball screw Y X 0 0,0009 0,0010 0,0010 0,0010Y 0 0,0300 0,0470 0,0600 0,0700Z 0 0,0020 0,0009 0,0003 -0,0008
ball screw Z X 0 0,0010 0,0030 0,0070 0,0110Y 0 0,0140 0,0200 0,0280 0,0330Z 0 0,0200 0,0270 0,0450 0,0490
tool X 0 0,0040 0,0110 0,0260 0,0510Y 0 0,0280 0,0280 0,0830 0,0510Z 0 0,0450 0,0380 0,1500 0,0810
table X 0 0,0080 0,0130 0,0150 0,0160Y 0 0,0006 0,0005 0,0004 0,0003Z 0 0,0010 0,0010 0,0010 0,0010

79
Conclusion: Glass scale does not improve ball screw Z displacement in X and Z
directions but it has nearly 0,020 mm less displacement than ball screw in Y
direction.
§ Displacement of Tool (end of spindle displacement) of course is the same for
ball screw and for glass scale in X direction because glass scale has no influence
in this direction, but not in Y and Z. Displacement for ball screw is bigger than
for glass scale in 0,011 mm to 0,025 mm when spindle speed increase from
8000 r.p.m. to 20000 r.p.m. respectively for Y and Z directions.
0,00000
0,00500
0,01000
0,01500
0,02000
0,02500
0,03000
0,03500
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Y during work cycle with iniaal temperature 293K at posiaon BEH
glass scale YES
glass scale NO
0,00000 0,01000 0,02000 0,03000 0,04000 0,05000 0,06000 0,07000 0,08000 0,09000
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Y during work cycle with iniaal temperature 293K at posiaon BEH
glass scale YES
glass scale NO

80
Conclusion: Glass scale does not improve end of spindle displacement in X
direction but has nearly 0,020 mm less displacement than ball screw in Y and Z
direction. This displacement increase when we raise spindle speed rotation.
§ Displacement for Table is the same for ball screw and glass scale in Y and Z
directions. In X direction displacement for glass scale is practically zero but
there is a big displacement for ball screw from 0,013 mm second hour, 0,015
mm third hour and 0,016 mm forth hour.
Conclusion: Glass scale does not improve Table displacement in Y and Z
directions but it does in X direction.
0,00000
0,02000
0,04000
0,06000
0,08000
0,10000
0,12000
0,14000
0,16000
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Z during work cycle with iniaal temperature 293K at posiaon BEH
glass scale YES
glass scale NO
-‐0,005
0
0,005
0,01
0,015
0,02
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with iniaal temperature 293K at posiaon BEH
glass scale YES
glass scale NO

81
8.1.2 Analyses of work cycle with initial temperature 295K at BEH
Result for displacements (mm) during work cycle with initial temperature 295K at
position BEH:
§ Displacement of ball screw X: Same case than for 293K but displacements
increase with temperature.
§ Displacement of ball screw Y: Same case than for 293K.
§ Displacement of ball screw Z: Same case than for 293K. The difference between
displacement of ball screw and glass scale in Y direction continues being 0,020
mm but level of displacement increase with temperature.
GLASS SCALE T=295K Position BEH
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0230 0,0280 0,0310 0,0320Y 0 0,0020 0,0020 0,0020 0,0020Z 0 -0,0100 -0,0100 -0,0100 -0,0090
ball screw Y X 0 -0,0070 -0,0070 -0,0060 -0,0060Y 0 0,0260 0,0430 0,0550 0,0650Z 0 -0,0510 -0,0510 -0,0510 -0,0500
ball screw Z X 0 0,0020 0,0030 0,0080 0,0100Y 0 -0,0100 -0,0100 -0,0060 -0,0060Z 0 -0,0190 -0,0110 0,0070 0,0110
tool X 0 0,0100 0,0160 0,0280 0,0530Y 0 0,0020 -0,0040 0,0470 0,0100Z 0 -0,0090 -0,0180 0,0830 0,0100
table X 0 0,0120 0,0120 0,0120 0,0120Y 0 -0,0080 -0,0080 -0,0080 -0,0080Z 0 -0,0130 -0,0130 -0,0130 -0,0120
BALL SCREW T=295K Position BEH
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0230 0,0280 0,0300 0,0310Y 0 0,0020 0,0020 0,0020 0,0020Z 0 -0,0100 -0,0100 -0,0100 -0,0090
ball screw Y X 0 -0,0070 -0,0070 -0,0060 -0,0060Y 0 0,0260 0,0420 0,0540 0,0640Z 0 -0,0510 -0,0510 -0,0510 -0,0500
ball screw Z X 0 0,0020 0,0030 0,0070 0,0100Y 0 0,0020 0,0080 0,0160 0,0210Z 0 -0,0210 -0,0130 0,0050 0,0100
tool X 0 0,0100 0,0160 0,0300 0,0540Y 0 0,0150 0,0150 0,0700 0,0370Z 0 -0,0008 -0,0060 0,1050 0,0370
table X 0 0,0220 0,0260 0,0280 0,0290Y 0 -0,0080 -0,0080 -0,0080 -0,0080Z 0 -0,0130 -0,0130 -0,0130 -0,0120

82
§ Displacement of Tool: Same case than 293K. The difference between
displacement of ball screw and glass scale in Y and Z directions continues being
0,020 mm.
§ Displacement of Table: Same case than for 293K but now, even if the
difference between glass scale and ball screw is the same, displacement for
glass scale is medium value of 0,012 mm in X direction.
8.1.3 Analyses of work cycle with initial temperature 298K at BEH
Result for displacements (mm) during work cycle with initial temperature 298K at
position BEH:
0,0000
0,0050
0,0100
0,0150
0,0200
0,0250
0,0300
0,0350
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO
GLASS SCALE T=298K Position BEH
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0410 0,0460 0,0480 0,0490Y 0 0,0040 0,0040 0,0040 0,0040Z 0 -0,0260 -0,0260 -0,0250 -0,0240
ball screw Y X 0 -0,0180 -0,0180 -0,0180 -0,0180Y 0 0,0200 0,0350 0,0470 0,0560Z 0 -0,1310 -0,1300 -0,1270 -0,1240
ball screw Z X 0 0,0030 0,0040 0,0080 0,0100Y 0 -0,0310 -0,0320 -0,0280 -0,0280Z 0 -0,0800 -0,0710 -0,0520 -0,0460
tool X 0 0,0190 0,0240 0,0340 0,0570Y 0 -0,0210 -0,0270 0,0220 -0,0150Z 0 -0,0780 -0,0830 0,0160 -0,0540
table X 0 0,0310 0,0310 0,0300 0,0300Y 0 -0,0210 -0,0210 -0,0210 -0,0210Z 0 -0,0360 -0,0350 -0,0340 -0,0330

83
§ Displacement of ball screw X: Same case than for 293K and 295K but
displacements increase with temperature.
§ Displacement of ball screw Y: Same case than for 293K and 295K.
§ Displacement of ball screw Z: Same case than for 293K and 295K. The
difference between displacement of ball screw and glass scale in Y direction
continues being 0,020 mm but level of displacement increase with
temperature.
§ Displacement of Tool: Same case than for 293K and 295K. The difference
between displacement of ball screw and glass scale in Y and Z directions
continues being 0,020 mm.
§ Displacement of Table: Same case than for 293K and 295K but 293K but now,
even if the difference between glass scale and ball screw is the same,
displacement for glass scale is medium value of 0,031 mm in X direction.
8.1.4 Conclusions at position BEH with different initial temperatures
We can say as general conclusions at position BEH that:
§ For ball screw X glass scale does not improves displacements in any direction
and these displacements increase with initial temperature in all directions.
BALL SCREW T=298K Position BEH
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0410 0,0460 0,0480 0,0490Y 0 0,0040 0,0040 0,0040 0,0040Z 0 -0,0260 -0,0260 -0,0250 -0,0240
ball screw Y X 0 -0,0180 -0,0180 -0,0180 -0,0180Y 0 0,0200 0,0350 0,0470 0,0550Z 0 -0,1310 -0,1300 -0,1270 -0,1240
ball screw Z X 0 0,0030 0,0040 0,0080 0,0100Y 0 -0,0160 -0,0100 -0,0020 0,0020Z 0 -0,0810 -0,0720 -0,0530 -0,0470
tool X 0 0,0190 0,0240 0,0350 0,0580Y 0 -0,0050 -0,0040 0,0490 0,0160Z 0 -0,0690 -0,0710 0,0380 -0,0280
table X 0 0,0420 0,0470 0,0490 0,0490Y 0 -0,0210 -0,0210 -0,0210 -0,0210Z 0 -0,0350 -0,0340 -0,0330 -0,0330

84
§ For ball screw Y: glass scale does not improve displacement in any direction.
§ For ball screw Z: glass scale improves displacement between glass scale in
0,020 mm in Y direction but level of displacement increase with initial
temperature
§ For Tool: glass scale improves displacements in 0,020 mm in Y and Z directions
with dependency of spindle speed rotation.
§ For Table: glass scale improves displacement in X direction but this
displacement increase with initial temperature.
-‐0,04000
-‐0,03000
-‐0,02000
-‐0,01000
0,00000
0,01000
0,02000
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Y during work cycle with different iniaal temperatures at posiaon BEH
glass scale YES 293K
glass scale YES 295K
glass scale YES 298K
-‐0,005
0
0,005
0,01
0,015
0,02
0,025
0,03
0,035
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with different iniaal temperatures at posiaon BEH
glass scale YES 293K
glass scale YES 295K
glass scale YES 298K

85
8.2 Analyses of displacements at position CFG
8.2.1 Analyses of work cycle with initial temperature 293K at CFG
Result for displacements (mm) during work cycle with initial temperature 293K at
position CFG:
§ Displacement of ball screw X: is practically the same for ball screw and for glass
scale in X, Y and Z directions.
GLASS SCALE T=293K Position CFG
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0200 0,0330 0,0400 0,0450Y 0 0,0002 0,0003 0,0004 0,0005Z 0 0,0009 0,0008 0,0008 0,0007
ball screw Y X 0 0,0009 0,0010 0,0010 0,0010Y 0 0,0400 0,0690 0,0920 0,1100Z 0 0,0020 -0,0004 -0,0020 -0,0030
ball screw Z X 0 0,0020 0,0030 0,0090 0,0120Y 0 0,0040 0,0050 0,0100 0,0100Z 0 0,0230 0,0330 0,0490 0,0530
tool X 0 0,0020 0,0100 0,0200 0,0490Y 0 0,0140 0,0090 0,0520 0,0180Z 0 0,0310 0,0230 0,1130 0,0520
table X 0 -0,0010 -0,0010 -0,0010 -0,0010Y 0 0,0006 0,0004 0,0003 0,0003Z 0 0,0010 0,0010 0,0010 0,0010
BALL SCREW T=293K Position CFG
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0200 0,0330 0,0400 0,0450Y 0 0,0001 0,0003 0,0004 0,0004Z 0 0,0008 0,0008 0,0007 0,0007
ball screw Y X 0 0,0009 0,0010 0,0010 0,0010Y 0 0,0390 0,0680 0,0910 0,1100Z 0 0,0020 -0,0004 -0,0020 -0,0030
ball screw Z X 0 0,0020 0,0030 0,0100 0,0120Y 0 0,0050 0,0060 0,0120 0,0130Z 0 0,0230 0,0330 0,0520 0,0540
tool X 0 0,0020 0,0100 0,0210 0,0500Y 0 0,0160 0,0110 0,0550 0,0230Z 0 0,0500 0,0510 0,1630 0,1010
table X 0 0,0200 0,0320 0,0400 0,0440Y 0 0,0006 0,0004 0,0004 0,0003Z 0 0,0010 0,0010 0,0010 0,0010

86
Conclusion: Glass scale does not improve ball screw X displacement in X, Y and
Z directions.
§ Displacement of ball screw Y: is practically the same for ball screw and for glass
scale in X, Y and Z directions.
Conclusion: Glass scale does not improve ball screw Y displacement in X, Y and
Z directions.
§ Displacement of ball screw Z: is practically the same for ball screw and for glass
scale in X, Y and Z directions.
Conclusion: Glass scale does not improve ball screw Y displacement in X, Y and
Z directions
§ Displacement of Tool: is practically the same for ball screw and for glass scale in
X and Y direction but not in Z. Displacement for ball screw is bigger than for
glass scale in practically a value of 0,02 mm to 0,05 mm when spindle speed
increase from 8000 r.p.m. to 20000 r.p.m. respectively for Z direction.
Conclusion: Glass scale does not improve end of spindle displacement in X and
Y directions but has nearly 0,020 mm less displacement than ball screw in Z
direction. This displacement increase to 0,05 mm when we raise spindle speed
rotation.
-‐0,0200
0,0000
0,0200
0,0400
0,0600
0,0800
0,1000
0,1200
0,1400
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Z during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO

87
§ Displacement of Table: is the same for ball screw and glass scale in Y and Z
directions. In X direction displacement for glass scale is practically cero but
there is a big displacement for ball screw from 0,02 mm first hour, 0,032 mm
second hour, 0,040 mm third hour and 0,044 mm fourth hour.
Conclusion: Glass scale does not improve Table displacements in Y and Z
directions but it does in X direction.
8.2.2 Analyses of work cycle with initial temperature 295K at CFG
Result for displacements (mm) during work cycle with initial temperature 295K at
position CFG:
-‐0,0050 0,0000 0,0050 0,0100 0,0150 0,0200 0,0250 0,0300 0,0350 0,0400 0,0450 0,0500
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with iniaal temperature 293K at posiaon CFG
glass scale YES
glass scale NO
GLASS SCALE T=295K Position CFG
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0330 0,0450 0,0520 0,0570Y 0 0,0010 0,0010 0,0010 0,0010Z 0 -0,0100 -0,0100 -0,0100 -0,0100
ball screw Y X 0 -0,0070 -0,0060 -0,0060 -0,0060Y 0 0,0360 0,0640 0,0870 0,1050Z 0 -0,0520 -0,0530 -0,0530 -0,0530
ball screw Z X 0 0,0020 0,0030 0,0090 0,0120Y 0 -0,0150 -0,0150 -0,0100 -0,0100Z 0 -0,0110 -0,0004 0,0160 0,0210
tool X 0 0,0100 0,0160 0,0250 0,0530Y 0 -0,0030 -0,0080 0,0350 0,0009Z 0 -0,0050 -0,0110 0,0790 0,0190
table X 0 0,0170 0,0170 0,0170 0,0160Y 0 -0,0080 -0,0080 -0,0080 -0,0080Z 0 -0,0100 -0,0090 -0,0090 -0,0080

88
§ Displacement of ball screw X: same case than for 293K.
§ Displacement of ball screw Y: same case than for 293K.
§ Displacement of ball screw Z: same case than for 293K.
§ Displacement of Tool: Same case than for 293K. The difference between
displacement of ball screw and glass scale in Z direction continues being 0,020
mm and increase to 0,05 mm when we raise spindle speed rotation.
§ Displacement of Table: Same case than for 293K, but now, even if the
difference between glass scale and ball screw is the same, displacement for
glass scale is medium value of 0,017 mm in X direction.
BALL SCREW T=295K Position CFG
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0320 0,0450 0,0520 0,0570Y 0 0,0010 0,0010 0,0020 0,0020Z 0 -0,0100 -0,0100 -0,0100 -0,0100
ball screw Y X 0 -0,0070 -0,0060 -0,0060 -0,0060Y 0 0,0350 0,0640 0,0860 0,1050Z 0 -0,0520 -0,0530 -0,0530 -0,0530
ball screw Z X 0 0,0020 0,0030 0,0090 0,0120Y 0 -0,0150 -0,0140 -0,0080 -0,0070Z 0 -0,0110 -0,0006 0,0190 0,0220
tool X 0 0,0100 0,0160 0,0250 0,0530Y 0 -0,0020 -0,0050 0,0380 0,0060
0 0,0150 0,0180 0,1280 0,0660table X 0 0,0410 0,0530 0,0610 0,0650
Y 0 -0,0080 -0,0080 -0,0080 -0,0080Z 0 -0,0100 -0,0090 -0,0090 -0,0090
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
0,0600
0,0700
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO

89
8.2.3 Analyses of work cycle with initial temperature 298K at CFG
Result for displacements (mm) during work cycle with initial temperature 298K at
position CFG:
§ Displacement of ball screw X: Displacement of ball screw X: same case than for
293K and 295K.
§ Displacement of ball screw Y: same case than for 293K and 295K.
§ Displacement of ball screw Z: Displacement of ball screw Z: same case than for
293K and 295K.
GLASS SCALE T=298K Positions CFG
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0510 0,0630 0,0700 0,0740Y 0 0,0030 0,0030 0,0030 0,0030Z 0 -0,0270 -0,0260 -0,0260 -0,0250
ball screw Y X 0 -0,0180 -0,0180 -0,0180 -0,0180Y 0 0,0290 0,0570 0,0790 0,0970Z 0 -0,1320 -0,1310 -0,1290 -0,1270
ball screw Z X 0 0,0020 0,0030 0,0080 0,0100Y 0 -0,0440 -0,0440 -0,0390 -0,0390Z 0 -0,0620 -0,0500 -0,0330 -0,0270
tool X 0 0,0210 0,0250 0,0320 0,0570Y 0 -0,0280 -0,0320 0,0090 -0,0240Z 0 -0,0580 -0,0600 0,0280 -0,0310
table X 0 0,0440 0,0440 0,0430 0,0430Y 0 -0,0210 -0,0210 -0,0210 -0,0200Z 0 -0,0260 -0,0240 -0,0240 -0,0230
BALL SCREW T=298K Position CFG
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0510 0,0630 0,0700 0,0740Y 0 0,0030 0,0030 0,0030 0,0030Z 0 -0,0270 -0,0260 -0,0260 -0,0250
ball screw Y X 0 -0,0180 -0,0180 -0,0180 -0,0180Y 0 0,0290 0,0570 0,0790 0,0970Z 0 -0,1320 -0,1310 -0,1290 -0,1270
ball screw Z X 0 0,0020 0,0030 0,0080 0,0100Y 0 -0,0450 -0,0440 -0,0380 -0,0360Z 0 -0,0620 -0,0500 -0,0310 -0,0260
tool X 0 0,0210 0,0250 0,0320 0,0580Y 0 -0,0280 -0,0300 0,0120 -0,0200Z 0 -0,0380 -0,0320 0,0760 0,0150
table X 0 0,0730 0,0850 0,0930 0,0970Y 0 -0,0210 -0,0210 -0,0210 -0,0200Z 0 -0,0260 -0,0240 -0,0240 -0,0230

90
§ Displacement of Tool: Same case than for 293K and 295K. The difference
between displacement of ball screw and glass scale in Z direction continues
being 0,020 mm and increase to 0,05 mm when we raise spindle speed
rotation.
§ Displacement of Table: Same case than for 293K and 295K, but now, even if the
difference between glass scale and ball screw is the same, displacement for
glass scale is medium value of 0,044 mm in X direction.
8.2.4 Conclusions at position CFG with different initial temperatures
We can say as general conclusions at position BEH that:
§ For ball screw X glass scale does not improve displacements in any direction
and these displacements increase with initial temperature in all directions.
§ For ball screw Y: glass scale does not improve displacement in any direction.
§ For ball screw Z: glass scale improves displacement between glass scale in
0,020 mm in Y direction but level of this displacement increase with initial
temperature.
§ For Tool: glass scale improves displacements in 0,020 mm in Z direction with
dependency of spindle speed rotation.
-‐0,0500
-‐0,0400
-‐0,0300
-‐0,0200
-‐0,0100
0,0000
0,0100
0,0200
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Y during work cycle with different iniaal temperatures at posiaon CFG
glass scale YES 293K
glass scale YES 295K
glass scale YES 298K

91
§ For Table: glass scale improves displacement in X direction but this
displacement increase with initial temperature.
8.3 Conclusions drawn from computing analysis
Attending to conclusions draw from position BEH and position CFG we are looking in
this section for common or different aspects of behavior of machine centre in function
of position of headstock and table.
§ For ball screw X: glass scale of course does not improve displacements in any
direction. This is useful to probe that both models, with and without glass scale,
are well done. These displacements increase with initial temperature in all
directions. If ball screw X is in point G, then LG=Lmax (where Lmax is measured
from the motor to the nut) and in order to
∆! = !"∆!
end of spindle displacements in X direction are maximum and double than in
point H because LH=LG/2
§ For ball screw Y: glass scale of course does not improve displacements in any
directions and has no dependency on position. Is important here to notice that
displacements in Y direction there are for each point in the range of 0,030 mm
to 0,110 mm. These are quite big displacements that did not been reduced with
the glass scale.
-‐0,0100
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with different iniaal temperatures at posiaon CFG
glass scale YES 293K
glass scale YES 295K
glass scale YES 298K

92
§ For ball screw Z: glass scale improves displacement in 0,020 mm in Y direction
but level of displacement increase with initial temperature and has no
dependency of position but increase in a constant value of 0,020 mm from
293K to 295K and 0,020 mm from 295K to 298K so it is possible to correct these
displacements.
§ For Tool: glass scale improves displacement depending on position and spindle
speed rotation. For position BEH glass scale improves displacement in Y and Z
direction but for position CFG only improves in Z direction. This means that in
positions at middle point of glass scale, L≈0 (in case of glass scale we measure L
from the middle point to the reading head) displacements are smaller in order
to
∆! = !"∆!
§ For Table: glass scale improves displacement only in X direction and with
dependency on ambient temperature which makes level of displacement
increase in constant values so it is possible to correct these displacements.
In general terms, a glass scale at X direction (the one with the reading head fix to the
table) improves displacements of the table in X direction and although level of these
displacements increase with initial temperature, it is possible to compensate them
because increases in constant values.
There is a big displacement in the range of 0,030 mm to 0,110 mm for ball screw Y in Y
direction with or without glass scale with any dependency of position.
Glass scale at the headstock improves displacement of headstock always in Z direction
with dependency of spindle speed rotation and in Y direction only when headstock is
at the middle of glass scale.

93
9. Conclusions leading to improve of machining centre design
In order to conclusions on section 8.3 we know that glass scale improves displacements when heat fluxes do not increase too much temperature of the glass scale. This happens with the glass scale on X direction, the one in the base of the machine centre and with the reading head fixed to the table. This glass scale is only influenced by power losses of ball screw X. This power losses are not too big so the thermal deformation of the glass scale is small, in other words, glass scale at the table does not increase its own temperature too much. When this happens glass scale improves displacements like glass scale at the table with table displacements in X direction.
According to this, we know that it is important that glass scale do not increase it own temperature during thermal deformation. Power losses at the headstock are big and produces hit fluxes that increase temperature of glass scale on Z direction. One solution to avoid this problem is to isolate the glass scale at the head stock. This can be made by using low thermal conductivity materials between the aluminum body of the linear encoder and the special shapes to fix it to the body of the machine tool. Doing this, heat fluxes from power losses at the headstock will increase temperature of glass scale in Z direction but not too much so thermal deformation of the glass scale will be smaller.
Position of glass scale is also important. As we see after computation, when reading head is at middle point of glass scale (the point that is fixed as fastened connection property) displacements are smaller. If we change position of glass scale so the fixed point will be closer to end of spindle, displacements at this point will be better, but it will be worst in the middle and in the other side of the spindle. Better solution is to keep glass scale positions as in our models so displacements will be smaller when table and headstocks are at position BEH.

94
10. Attachments
Here are shown all the results of computation.
GLASS SCALE T=293K Position BEH
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0120 0,0170 0,0190 0,0200Y 0 0,0003 0,0005 0,0005 0,0005Z 0 0,0009 0,0009 0,0008 0,0008
ball screw Y X 0 0,0009 0,0010 0,0010 0,0010Y 0 0,0300 0,0480 0,0600 0,0700Z 0 0,0020 0,0010 0,0001 -0,0006
ball screw Z X 0 0,0020 0,0030 0,0080 0,0110Y 0 0,0040 0,0040 0,0090 0,0090Z 0 0,0210 0,0290 0,0470 0,0500
tool X 0 0,0030 0,0110 0,0240 0,0500Y 0 0,0170 0,0110 0,0630 0,0260Z 0 0,0370 0,0250 0,1270 0,0530
table X 0 -0,0010 -0,0009 -0,0008 -0,0007Y 0 0,0006 0,0005 0,0004 0,0003Z 0 0,0010 0,0010 0,0010 0,0010
GLASS SCALE T=295K Position BEH
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0230 0,0280 0,0310 0,0320Y 0 0,0020 0,0020 0,0020 0,0020Z 0 -0,0100 -0,0100 -0,0100 -0,0090
ball screw Y X 0 -0,0070 -0,0070 -0,0060 -0,0060Y 0 0,0260 0,0430 0,0550 0,0650Z 0 -0,0510 -0,0510 -0,0510 -0,0500
ball screw Z X 0 0,0020 0,0030 0,0080 0,0100Y 0 -0,0100 -0,0100 -0,0060 -0,0060Z 0 -0,0190 -0,0110 0,0070 0,0110
tool X 0 0,0100 0,0160 0,0280 0,0530Y 0 0,0020 -0,0040 0,0470 0,0100Z 0 -0,0090 -0,0180 0,0830 0,0100
table X 0 0,0120 0,0120 0,0120 0,0120Y 0 -0,0080 -0,0080 -0,0080 -0,0080Z 0 -0,0130 -0,0130 -0,0130 -0,0120

95
GLASS SCALE T=298K Position BEH
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0410 0,0460 0,0480 0,0490Y 0 0,0040 0,0040 0,0040 0,0040Z 0 -0,0260 -0,0260 -0,0250 -0,0240
ball screw Y X 0 -0,0180 -0,0180 -0,0180 -0,0180Y 0 0,0200 0,0350 0,0470 0,0560Z 0 -0,1310 -0,1300 -0,1270 -0,1240
ball screw Z X 0 0,0030 0,0040 0,0080 0,0100Y 0 -0,0310 -0,0320 -0,0280 -0,0280Z 0 -0,0800 -0,0710 -0,0520 -0,0460
tool X 0 0,0190 0,0240 0,0340 0,0570Y 0 -0,0210 -0,0270 0,0220 -0,0150Z 0 -0,0780 -0,0830 0,0160 -0,0540
table X 0 0,0310 0,0310 0,0300 0,0300Y 0 -0,0210 -0,0210 -0,0210 -0,0210Z 0 -0,0360 -0,0350 -0,0340 -0,0330
GLASS SCALE T=293K Position CFG
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0200 0,0330 0,0400 0,0450Y 0 0,0002 0,0003 0,0004 0,0005Z 0 0,0009 0,0008 0,0008 0,0007
ball screw Y X 0 0,0009 0,0010 0,0010 0,0010Y 0 0,0400 0,0690 0,0920 0,1100Z 0 0,0020 -0,0004 -0,0020 -0,0030
ball screw Z X 0 0,0020 0,0030 0,0090 0,0120Y 0 0,0040 0,0050 0,0100 0,0100Z 0 0,0230 0,0330 0,0490 0,0530
tool X 0 0,0020 0,0100 0,0200 0,0490Y 0 0,0140 0,0090 0,0520 0,0180Z 0 0,0310 0,0230 0,1130 0,0520
table X 0 -0,0010 -0,0010 -0,0010 -0,0010Y 0 0,0006 0,0004 0,0003 0,0003Z 0 0,0010 0,0010 0,0010 0,0010
GLASS SCALE T=295K Position CFG
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0330 0,0450 0,0520 0,0570Y 0 0,0010 0,0010 0,0010 0,0010Z 0 -0,0100 -0,0100 -0,0100 -0,0100
ball screw Y X 0 -0,0070 -0,0060 -0,0060 -0,0060Y 0 0,0360 0,0640 0,0870 0,1050Z 0 -0,0520 -0,0530 -0,0530 -0,0530
ball screw Z X 0 0,0020 0,0030 0,0090 0,0120Y 0 -0,0150 -0,0150 -0,0100 -0,0100Z 0 -0,0110 -0,0004 0,0160 0,0210
tool X 0 0,0100 0,0160 0,0250 0,0530Y 0 -0,0030 -0,0080 0,0350 0,0009Z 0 -0,0050 -0,0110 0,0790 0,0190
table X 0 0,0170 0,0170 0,0170 0,0160Y 0 -0,0080 -0,0080 -0,0080 -0,0080Z 0 -0,0100 -0,0090 -0,0090 -0,0080

96
GLASS SCALE T=298K Positions CFG
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0510 0,0630 0,0700 0,0740Y 0 0,0030 0,0030 0,0030 0,0030Z 0 -0,0270 -0,0260 -0,0260 -0,0250
ball screw Y X 0 -0,0180 -0,0180 -0,0180 -0,0180Y 0 0,0290 0,0570 0,0790 0,0970Z 0 -0,1320 -0,1310 -0,1290 -0,1270
ball screw Z X 0 0,0020 0,0030 0,0080 0,0100Y 0 -0,0440 -0,0440 -0,0390 -0,0390Z 0 -0,0620 -0,0500 -0,0330 -0,0270
tool X 0 0,0210 0,0250 0,0320 0,0570Y 0 -0,0280 -0,0320 0,0090 -0,0240Z 0 -0,0580 -0,0600 0,0280 -0,0310
table X 0 0,0440 0,0440 0,0430 0,0430Y 0 -0,0210 -0,0210 -0,0210 -0,0200Z 0 -0,0260 -0,0240 -0,0240 -0,0230
BALL SCREW T=293K Position BEH
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0110 0,0160 0,0190 0,0200Y 0 0,0003 0,0004 0,0004 0,0005Z 0 0,0009 0,0008 0,0008 0,0007
ball screw Y X 0 0,0009 0,0010 0,0010 0,0010Y 0 0,0300 0,0470 0,0600 0,0700Z 0 0,0020 0,0009 0,0003 -0,0008
ball screw Z X 0 0,0010 0,0030 0,0070 0,0110Y 0 0,0140 0,0200 0,0280 0,0330Z 0 0,0200 0,0270 0,0450 0,0490
tool X 0 0,0040 0,0110 0,0260 0,0510Y 0 0,0280 0,0280 0,0830 0,0510Z 0 0,0450 0,0380 0,1500 0,0810
table X 0 0,0080 0,0130 0,0150 0,0160Y 0 0,0006 0,0005 0,0004 0,0003Z 0 0,0010 0,0010 0,0010 0,0010
BALL SCREW T=295K Position BEH
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0230 0,0280 0,0300 0,0310Y 0 0,0020 0,0020 0,0020 0,0020Z 0 -0,0100 -0,0100 -0,0100 -0,0090
ball screw Y X 0 -0,0070 -0,0070 -0,0060 -0,0060Y 0 0,0260 0,0420 0,0540 0,0640Z 0 -0,0510 -0,0510 -0,0510 -0,0500
ball screw Z X 0 0,0020 0,0030 0,0070 0,0100Y 0 0,0020 0,0080 0,0160 0,0210Z 0 -0,0210 -0,0130 0,0050 0,0100
tool X 0 0,0100 0,0160 0,0300 0,0540Y 0 0,0150 0,0150 0,0700 0,0370Z 0 -0,0008 -0,0060 0,1050 0,0370
table X 0 0,0220 0,0260 0,0280 0,0290Y 0 -0,0080 -0,0080 -0,0080 -0,0080Z 0 -0,0130 -0,0130 -0,0130 -0,0120

97
BALL SCREW T=298K Position BEH
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0410 0,0460 0,0480 0,0490Y 0 0,0040 0,0040 0,0040 0,0040Z 0 -0,0260 -0,0260 -0,0250 -0,0240
ball screw Y X 0 -0,0180 -0,0180 -0,0180 -0,0180Y 0 0,0200 0,0350 0,0470 0,0550Z 0 -0,1310 -0,1300 -0,1270 -0,1240
ball screw Z X 0 0,0030 0,0040 0,0080 0,0100Y 0 -0,0160 -0,0100 -0,0020 0,0020Z 0 -0,0810 -0,0720 -0,0530 -0,0470
tool X 0 0,0190 0,0240 0,0350 0,0580Y 0 -0,0050 -0,0040 0,0490 0,0160Z 0 -0,0690 -0,0710 0,0380 -0,0280
table X 0 0,0420 0,0470 0,0490 0,0490Y 0 -0,0210 -0,0210 -0,0210 -0,0210Z 0 -0,0350 -0,0340 -0,0330 -0,0330
BALL SCREW T=293K Position CFG
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0200 0,0330 0,0400 0,0450Y 0 0,0001 0,0003 0,0004 0,0004Z 0 0,0008 0,0008 0,0007 0,0007
ball screw Y X 0 0,0009 0,0010 0,0010 0,0010Y 0 0,0390 0,0680 0,0910 0,1100Z 0 0,0020 -0,0004 -0,0020 -0,0030
ball screw Z X 0 0,0020 0,0030 0,0100 0,0120Y 0 0,0050 0,0060 0,0120 0,0130Z 0 0,0230 0,0330 0,0520 0,0540
tool X 0 0,0020 0,0100 0,0210 0,0500Y 0 0,0160 0,0110 0,0550 0,0230Z 0 0,0500 0,0510 0,1630 0,1010
table X 0 0,0200 0,0320 0,0400 0,0440Y 0 0,0006 0,0004 0,0004 0,0003Z 0 0,0010 0,0010 0,0010 0,0010
BALL SCREW T=295K Position CFG
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0320 0,0450 0,0520 0,0570Y 0 0,0010 0,0010 0,0020 0,0020Z 0 -0,0100 -0,0100 -0,0100 -0,0100
ball screw Y X 0 -0,0070 -0,0060 -0,0060 -0,0060Y 0 0,0350 0,0640 0,0860 0,1050Z 0 -0,0520 -0,0530 -0,0530 -0,0530
ball screw Z X 0 0,0020 0,0030 0,0090 0,0120Y 0 -0,0150 -0,0140 -0,0080 -0,0070Z 0 -0,0110 -0,0006 0,0190 0,0220
tool X 0 0,0100 0,0160 0,0250 0,0530Y 0 -0,0020 -0,0050 0,0380 0,0060
0 0,0150 0,0180 0,1280 0,0660table X 0 0,0410 0,0530 0,0610 0,0650
Y 0 -0,0080 -0,0080 -0,0080 -0,0080Z 0 -0,0100 -0,0090 -0,0090 -0,0090

98
BALL SCREW T=298K Position CFG
time (s)sensor displacement direction 0 3600 7200 10800 14400
dispacement (mm) ball screw X X 0 0,0510 0,0630 0,0700 0,0740Y 0 0,0030 0,0030 0,0030 0,0030Z 0 -0,0270 -0,0260 -0,0260 -0,0250
ball screw Y X 0 -0,0180 -0,0180 -0,0180 -0,0180Y 0 0,0290 0,0570 0,0790 0,0970Z 0 -0,1320 -0,1310 -0,1290 -0,1270
ball screw Z X 0 0,0020 0,0030 0,0080 0,0100Y 0 -0,0450 -0,0440 -0,0380 -0,0360Z 0 -0,0620 -0,0500 -0,0310 -0,0260
tool X 0 0,0210 0,0250 0,0320 0,0580Y 0 -0,0280 -0,0300 0,0120 -0,0200Z 0 -0,0380 -0,0320 0,0760 0,0150
table X 0 0,0730 0,0850 0,0930 0,0970Y 0 -0,0210 -0,0210 -0,0210 -0,0200Z 0 -0,0260 -0,0240 -0,0240 -0,0230

99
0,0000 0,0050 0,0100 0,0150 0,0200 0,0250 0,0300 0,0350
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in X during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO
0,0000
0,0005
0,0010
0,0015
0,0020
0,0025
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in Y during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO

100
-‐0,0105
-‐0,0100
-‐0,0095
-‐0,0090
-‐0,0085 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in Z during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO
0,0360 0,0380 0,0400 0,0420 0,0440 0,0460 0,0480 0,0500
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in X during work cycle with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO
0,0000
0,0010
0,0020
0,0030
0,0040
0,0050
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in Y during work cycle with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO

101
-‐0,0265
-‐0,0260
-‐0,0255
-‐0,0250
-‐0,0245
-‐0,0240
-‐0,0235
-‐0,0230 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in Z during work cycle with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in X during work cycle with iniaal temperature 293K at posiaon CFG
glass scale YES
glass scale NO
0,0000
0,0001
0,0002
0,0003
0,0004
0,0005
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in Y during work cycle with iniaal temperature 293K at posiaon CFG
glass scale YES
glass scale NO

102
0,0000
0,0002
0,0004
0,0006
0,0008
0,0010
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in Z during work cycle with iniaal temperature 293K at posiaon CFG
glass scale YES
glass scale NO
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
0,0600
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in X during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO
0,0000
0,0005
0,0010
0,0015
0,0020
0,0025
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in Y during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO

103
-‐0,0120
-‐0,0100
-‐0,0080
-‐0,0060
-‐0,0040
-‐0,0020
0,0000 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in Z during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO
0,0000 0,0100 0,0200 0,0300 0,0400 0,0500 0,0600 0,0700 0,0800
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in X during work cycle with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO
0,0000 0,0005 0,0010 0,0015 0,0020 0,0025 0,0030 0,0035
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in Y during work cycle with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO

104
-‐0,0275
-‐0,0270
-‐0,0265
-‐0,0260
-‐0,0255
-‐0,0250
-‐0,0245
-‐0,0240 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw X, displacement in Z during work cycle with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO
0,0009 0,0009 0,0009 0,0009 0,0010 0,0010 0,0010 0,0010
3600 7200 10800 14400
displacemen
t (mm)
ame(s)
ball screw Y, displacement in X during work cycle with iniaal temperature 293K at posiaon BEH
ball screw YES
ball screw NO
0,0000 0,0100 0,0200 0,0300 0,0400 0,0500 0,0600 0,0700 0,0800
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Y, displacement in Y during work cycle with iniaal temperature 293K at posiaon BEH
glass scale YES
glass scale NO

105
-‐0,0010
-‐0,0005
0,0000
0,0005
0,0010
0,0015
0,0020
0,0025
3600 7200 10800 14400 displacemen
t (mm)
ame (s)
ball screw Y, displacement in Z during work cylce with iniaal temperature 293K at posiaon BEH
glass scale YES
glass scale NO
-‐0,0072 -‐0,0070 -‐0,0068 -‐0,0066 -‐0,0064 -‐0,0062 -‐0,0060 -‐0,0058 -‐0,0056 -‐0,0054
3600 7200 10800 14400
displacemen
t (mm)
ame(s)
ball screw Y, displacement in X during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO
0,0000 0,0100 0,0200 0,0300 0,0400 0,0500 0,0600 0,0700
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Y, displacement in Y during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO

106
-‐0,0512 -‐0,0510 -‐0,0508 -‐0,0506 -‐0,0504 -‐0,0502 -‐0,0500 -‐0,0498 -‐0,0496 -‐0,0494
3600 7200 10800 14400 displacemen
t (mm)
ame (s)
ball screw Y, displacement in Z during work cylce with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO
-‐0,0200
-‐0,0150
-‐0,0100
-‐0,0050
0,0000 3600 7200 10800 14400
displacemen
t (mm)
ame(s)
ball screw Y, displacement in X during work cycle with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
0,0600
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Y, displacement in Y during work cycle with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO

107
-‐0,1320
-‐0,1300
-‐0,1280
-‐0,1260
-‐0,1240
-‐0,1220
-‐0,1200 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Y, displacement in Z during work cylce with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO
0,0008
0,0009
0,0009
0,0010
0,0010
0,0011
3600 7200 10800 14400
displacemen
t (mm)
ame(s)
ball screw Y, displacement in X during work cycle with iniaal temperature 293K at posiaon CFG
ball screw YES
ball screw NO
0,0000
0,0200
0,0400
0,0600
0,0800
0,1000
0,1200
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Y, displacement in Y during work cycle with iniaal temperature 293K at posiaon CFG
glass scale YES
glass scale NO

108
-‐0,0040
-‐0,0030
-‐0,0020
-‐0,0010
0,0000
0,0010
0,0020
0,0030
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Y, displacement in Z during work cylce with iniaal temperature 293K at posiaon CFG
glass scale YES
glass scale NO
-‐0,0072 -‐0,0070 -‐0,0068 -‐0,0066 -‐0,0064 -‐0,0062 -‐0,0060 -‐0,0058 -‐0,0056 -‐0,0054
3600 7200 10800 14400
displacemen
t (mm)
ame(s)
ball screw Y, displacement in X during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO
0,0000
0,0200
0,0400
0,0600
0,0800
0,1000
0,1200
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Y, displacement in Y during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO

109
-‐0,0532 -‐0,0530 -‐0,0528 -‐0,0526 -‐0,0524 -‐0,0522 -‐0,0520 -‐0,0518 -‐0,0516 -‐0,0514
3600 7200 10800 14400 displacemen
t (mm)
ame (s)
ball screw Y, displacement in Z during work cylce with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO
-‐0,0200
-‐0,0150
-‐0,0100
-‐0,0050
0,0000 3600 7200 10800 14400
displacemen
t (mm)
ame(s)
ball screw Y, displacement in X during work cycle with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO
0,0000
0,0200
0,0400
0,0600
0,0800
0,1000
0,1200
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Y, displacement in Y during work cycle with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO

110
-‐0,1330 -‐0,1320 -‐0,1310 -‐0,1300 -‐0,1290 -‐0,1280 -‐0,1270 -‐0,1260 -‐0,1250 -‐0,1240
3600 7200 10800 14400 displacemen
t (mm)
ame (s)
ball screw Y, displacement in Z during work cylce with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO
0,00000
0,00200
0,00400
0,00600
0,00800
0,01000
0,01200
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in X during work cycle with iniaal temperature 293K at posiaon BEH
glass scale YES
glass scale NO
0,00000 0,00500 0,01000 0,01500 0,02000 0,02500 0,03000 0,03500
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Y during work cycle with iniaal temperature 293K at posiaon BEH
glass scale YES
glass scale NO

111
0,00000
0,01000
0,02000
0,03000
0,04000
0,05000
0,06000
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Z during work cycle with iniaal temperature 293K at posiaon BEH
glass scale YES
glass scale NO
0,0000
0,0020
0,0040
0,0060
0,0080
0,0100
0,0120
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in X during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO
-‐0,0150 -‐0,0100 -‐0,0050 0,0000 0,0050 0,0100 0,0150 0,0200 0,0250
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Y during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO

112
-‐0,0250 -‐0,0200 -‐0,0150 -‐0,0100 -‐0,0050 0,0000 0,0050 0,0100 0,0150
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Z during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO
0,0000
0,0020
0,0040
0,0060
0,0080
0,0100
0,0120
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in X during work cycle with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO
-‐0,0350 -‐0,0300 -‐0,0250 -‐0,0200 -‐0,0150 -‐0,0100 -‐0,0050 0,0000 0,0050
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Y during work cycle with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO

113
-‐0,1000
-‐0,0800
-‐0,0600
-‐0,0400
-‐0,0200
0,0000 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Z during work cycle with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO
-‐0,04000
-‐0,03000
-‐0,02000
-‐0,01000
0,00000
0,01000
0,02000
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Y during work cycle with different iniaal temperatures at posiaon BEH
glass scale YES 293K
glass scale YES 295K
glass scale YES 298K
-‐0,020000
-‐0,010000
0,000000
0,010000
0,020000
0,030000
0,040000
3600 7200 10800 14400 displacemen
t (mm)
ame (s)
ball screw Z, displacement in Y during work cycle with different iniaal temperatures at posiaon BEH
glass scale NO 293K
glass scale NO 295K
glass scale NO 298K

114
0,0000 0,0020 0,0040 0,0060 0,0080 0,0100 0,0120 0,0140
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in X during work cycle with iniaal temperature 293K at posiaon CFG
glass scale YES
glass scale NO
0,0000 0,0020 0,0040 0,0060 0,0080 0,0100 0,0120 0,0140
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Y during work cycle with iniaal temperature 293K at posiaon CFG
glass scale YES
glass scale NO
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
0,0600
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Z during work cycle with iniaal temperature 293K at posiaon CFG
glass scale YES
glass scale NO

115
0,0000 0,0020 0,0040 0,0060 0,0080 0,0100 0,0120 0,0140
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in X during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO
-‐0,0160
-‐0,0140
-‐0,0120
-‐0,0100
-‐0,0080
-‐0,0060
-‐0,0040
-‐0,0020
0,0000 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Y during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO
-‐0,0150 -‐0,0100 -‐0,0050 0,0000 0,0050 0,0100 0,0150 0,0200 0,0250
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Z during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO

116
0,0000
0,0020
0,0040
0,0060
0,0080
0,0100
0,0120
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in X during work cycle with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO
-‐0,0500
-‐0,0400
-‐0,0300
-‐0,0200
-‐0,0100
0,0000 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Y during work cycle with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO
-‐0,0700
-‐0,0600
-‐0,0500
-‐0,0400
-‐0,0300
-‐0,0200
-‐0,0100
0,0000 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Z during work cycle with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO

117
-‐0,0500
-‐0,0400
-‐0,0300
-‐0,0200
-‐0,0100
0,0000
0,0100
0,0200
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Y during work cycle with different iniaal temperatures at posiaon CFG
glass scale YES 293K
glass scale YES 295K
glass scale YES 298K
-‐0,0500
-‐0,0400
-‐0,0300
-‐0,0200
-‐0,0100
0,0000
0,0100
0,0200
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
ball screw Z, displacement in Y during work cycle with different iniaal temperatures at posiaon CFG
glass scale NO 293K
glass scale NO 295K
glass scale NO 298K
0,00000
0,01000
0,02000
0,03000
0,04000
0,05000
0,06000
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in X during work cycle with iniaal temperature 293K at posaaon BEH
glass scale YES
glass scale NO

118
0,00000
0,02000
0,04000
0,06000
0,08000
0,10000
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Y during work cycle with iniaal temperature 293K at posiaon BEH
glass scale YES
glass scale NO
0,00000 0,02000 0,04000 0,06000 0,08000 0,10000 0,12000 0,14000 0,16000
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Z during work cycle with iniaal temperature 293K at posiaon BEH
glass scale YES
glass scale NO
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
0,0600
3600 7200 10800 14400
dispacem
ent (mm)
ame (s)
Tool, displacement in X during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO

119
-‐0,0200
0,0000
0,0200
0,0400
0,0600
0,0800
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacemtent in Y during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO
-‐0,0400 -‐0,0200 0,0000 0,0200 0,0400 0,0600 0,0800 0,1000 0,1200
3600 7200 10800 14400 displacemen
t (mm)
ame (s)
Tool, displacement in Z during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO
0,0000 0,0100 0,0200 0,0300 0,0400 0,0500 0,0600 0,0700
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in X during work cycle with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO

120
-‐0,0400
-‐0,0200
0,0000
0,0200
0,0400
0,0600
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Y during work cycle with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO
-‐0,1000 -‐0,0800 -‐0,0600 -‐0,0400 -‐0,0200 0,0000 0,0200 0,0400 0,0600
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Z during work cycle with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO
-‐0,10000
-‐0,05000
0,00000
0,05000
0,10000
0,15000
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Z during work cycle with different iniaal temperatures at posiaon BEH
glass scale YES 293K
glass scale YES 295K
glass scale YES 298K

121
-‐0,100000
-‐0,050000
0,000000
0,050000
0,100000
0,150000
0,200000
3600 7200 10800 14400 displacemen
t (mm)
ame (s)
Tool, displacement in Z during work cycle with different iniaal temperatures at posiaon BEH
glass scale NO 293K
glass scale NO 295K
glass scale NO 298K
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
0,0600
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in X during work cycle with iniaal temperature 293K at posaaon CFG
glass scale YES
glass scale NO
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
0,0600
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Y during work cycle with iniaal temperature 293K at posiaon CFG
glass scale YES
glass scale NO

122
0,0000
0,0500
0,1000
0,1500
0,2000
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Z during work cycle with iniaal temperature 293K at posiaon CFG
glass scale YES
glass scale NO
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
0,0600
3600 7200 10800 14400
dispacem
ent (mm)
ame (s)
Tool, displacement in X during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO
-‐0,0200
-‐0,0100
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
3600 7200 10800 14400 displacemen
t (mm)
ame (s)
Tool, displacemtent in Y during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO

123
-‐0,0200 0,0000 0,0200 0,0400 0,0600 0,0800 0,1000 0,1200 0,1400
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Z during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO
0,0000 0,0100 0,0200 0,0300 0,0400 0,0500 0,0600 0,0700
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in X during work cycle with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO
-‐0,0400
-‐0,0300
-‐0,0200
-‐0,0100
0,0000
0,0100
0,0200
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Y during work cycle with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO

124
-‐0,0800 -‐0,0600 -‐0,0400 -‐0,0200 0,0000 0,0200 0,0400 0,0600 0,0800 0,1000
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Z during work cycle with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO
-‐0,1000
-‐0,0500
0,0000
0,0500
0,1000
0,1500
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Z during work cycle with different iniaal temperatures at posiaon CFG
glass scale YES 293K
glass scale YES 295K
glass scale YES 298K
-‐0,0500
0,0000
0,0500
0,1000
0,1500
0,2000
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Tool, displacement in Z during work cycle with different iniaal temperatures at posiaon CFG
glass scale NO 293K
glass scale NO 295K
glass scale NO 298K

125
-‐0,005
0
0,005
0,01
0,015
0,02
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with iniaal temperature 293K at posiaon BEH
glass scale YES
glass scale NO
0 0,0001 0,0002 0,0003 0,0004 0,0005 0,0006 0,0007
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in Y during work cycle with iniaal temperature 293K at posiaon BEH
glass scale YES
glass scale NO
0
0,0002
0,0004
0,0006
0,0008
0,001
0,0012
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in Z during work cycle with iniaal temperature 293K at posiaon BEH
glass scale YES
glass scale NO

126
0,0000 0,0050 0,0100 0,0150 0,0200 0,0250 0,0300 0,0350
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO
-‐0,0100
-‐0,0080
-‐0,0060
-‐0,0040
-‐0,0020
0,0000 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in Y during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO
-‐0,0132 -‐0,0130 -‐0,0128 -‐0,0126 -‐0,0124 -‐0,0122 -‐0,0120 -‐0,0118 -‐0,0116 -‐0,0114
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in Z during work cycle with iniaal temperature 295K at posiaon BEH
glass scale YES
glass scale NO

127
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
0,0600
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO
-‐0,0250
-‐0,0200
-‐0,0150
-‐0,0100
-‐0,0050
0,0000 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in Y during work cycle with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO
-‐0,0370
-‐0,0360
-‐0,0350
-‐0,0340
-‐0,0330
-‐0,0320
-‐0,0310 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in Z during work cycle with iniaal temperature 298K at posiaon BEH
glass scale YES
glass scale NO

128
0
0,01
0,02
0,03
0,04
0,05
0,06
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with different iniaal temperatures at posiaon BEH
glass scale NO 293K
glass scale NO 295K
glass scale NO 298K
-‐0,0100
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with iniaal temperature 293K at posiaon CFG
glass scale YES
glass scale NO
0,0000
0,0001
0,0002
0,0003
0,0004
0,0005
0,0006
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in Y during work cycle with iniaal temperature 293K at posiaon CFG
glass scale YES
glass scale NO

129
0,0010 0,0010 0,0010 0,0010 0,0010 0,0010 0,0010 0,0010 0,0010 0,0010
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in Z during work cycle with iniaal temperature 293K at posiaon CFG
glass scale YES
glass scale NO
0,0000 0,0100 0,0200 0,0300 0,0400 0,0500 0,0600 0,0700
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO
-‐0,0120
-‐0,0100
-‐0,0080
-‐0,0060
-‐0,0040
-‐0,0020
0,0000 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in Z during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO

130
-‐0,0100
-‐0,0080
-‐0,0060
-‐0,0040
-‐0,0020
0,0000 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in Y during work cycle with iniaal temperature 295K at posiaon CFG
glass scale YES
glass scale NO
0,0000
0,0200
0,0400
0,0600
0,0800
0,1000
0,1200
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO
-‐0,0212 -‐0,0210 -‐0,0208 -‐0,0206 -‐0,0204 -‐0,0202 -‐0,0200 -‐0,0198 -‐0,0196 -‐0,0194
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in Y during work cycle with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO

131
-‐0,0270
-‐0,0260
-‐0,0250
-‐0,0240
-‐0,0230
-‐0,0220
-‐0,0210 3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in Z during work cycle with iniaal temperature 298K at posiaon CFG
glass scale YES
glass scale NO
-‐0,0100
0,0000
0,0100
0,0200
0,0300
0,0400
0,0500
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with different iniaal temperatures at posiaon CFG
glass scale YES 293K
glass scale YES 295K
glass scale YES 298K
0,0000
0,0200
0,0400
0,0600
0,0800
0,1000
0,1200
3600 7200 10800 14400
displacemen
t (mm)
ame (s)
Table, displacement in X during work cycle with different iniaal temperatures at posiaon CFG
glass scale NO 293K
glass scale NO 295K
glass scale NO 298K

132
11. References
[1] Heidenhain linear scales http://www.heidenhain.com
[2] Luis Miguel Sanchez-‐Brea and Tomas Morlanes 2008 Metrological errors in optical encoders Meas. Sci. Technol. 19
[3] Ignacio Alejandre and Mariano Artés 2006 Analysis of the Precision Lost in Optical Linear Encoders as a Consequence of Reticule Deformation, Informacion Tecnologica v 17, n6 La Serena 2006.
[4] Thomas P. Moran and John M. Carroll 1996 Design Rationale: Concepts, Techniques and Use Lawerence Erlbaum Associates.
[5] M. Weck, P. McKeown, R. Bonse and U. Herbst: Reduction and compensation of Thermal Errors in Machine Tools, Annals of the CIRP, Vol 44, Issue 2, 1995, pages 589-‐598.
[6] L.K. Kayak, E.E. Sharova and O.V. Yachmentsev: Linear and Angular measurements. Metrological means of increasing the accuracy of precision machine tools, UDC (531.71=531.74).088:621.9
[7] L.K. Kayak: Linear and Angular measurements. Standardization of Linear measurements, UDC 389.6:531.71
[8] P. Compton and R. Jansen 1989 A philosophical basis for knowledge acquisition, European knowledge acquisition for knowledge based systems workshop 1989
[9] Clyde W. Holsapple and Andrew B. Whinston, Manager's Guide to Expert Systems Using Guru
[10] SKF Group, Interactive engineering catalog: http://www.skf.com/portal/skf/home/products?maincatalogue=1&newlink=first&lang=en
[11] Tae Jo Ko, Tae-‐weon Gim and Jae-‐yong Ha: Particular behavior of spindle thermal deformation by thermal bending, International Journal of Machine Tool and Manufacture 43 (2003) 17-‐23
[12] Jong-‐Jin Kim, Young Hun Jeong and Dong-‐Woo Cho: Thermal behavior of a machine tool equipped with linear motors, International Journal of Machine Tool and Manufacture 44(2004) 749-‐758
[13] H.J. Pahk and S.W. Lee: Thermal Error Measurement and Real Time Compensation System for the CNC Machine Tools Incorporating the Spindle Thermal Error and the Feed Axis Thermal Error, , Int J Adv Technol(2002) 20:487-‐494

133
[14] Bernd Bossmanns A Power flow model for high speed motorized spindle, J.Manuf. Sci. Eng. 2001, vol 123, issue 3, 493
[15] Eugene A. Avallone, Theodore Baumeister Marks' Standard Handbook for Mechanical Engineers, McGraw-‐Hill Professional 2006, ISBN: 0071428674