Publikacja Nr 93/P - Emisja zanieczyszczeń gazowych i pyłowych z ...
Upload
nguyenkietCategory
view
224download
1
ZESZYTY NAUKOWE AKADEMII MARYNARKI WOJENNEJ ROK XLVI NR 3 (162) 2005
79
W a l d e m a r M i r o n i u k
A N A L I Z A Z A N I E C Z Y S Z C Z EŃ O L E J U S M A R O W E G O P I E R W I A S T K A M I F e I C u
O K RĘT O W Y C H S I L N I K Ó W T U R B I N O W Y C H
STRESZCZENIE
W eksploatacji okrętowych silników turbinowych powszechnie wprowadzane są coraz nowsze metody badań diagnostycznych. Jednym z podstawowych sposobów nadzoru stanu technicznego silników pozostają jednak analizy olejowe. W badaniach diagnostycznych silników turbinowych na podstawie zanieczyszczeń metalicznych w oleju stosuje się – wcześniej wdrożoną w lotnictwie wojskowym – metodę rentgenowskiej fluorescencji radioizotopowej XRF. Stanowi ona użyteczne narzędzie w ocenie stanu technicznego układów mechanicznych silnika.
W artykule przedstawiono krótki opis metodyki badań diagnostycznych okrętowych tur-binowych silników spalinowych. Do badań identyfikacji zanieczyszczeń mechanicznych w oleju smarowym wykorzystano spektrometr fluorescencyjny ZBZ 93 działający w oparciu o fluorescen-cję rentgenowską XRF. Zaprezentowano wyniki badań eksperymentalnych zanieczyszczeń oleju pierwiastkami Fe i Cu jako funkcje czasu pracy silników turbinowych. Na ich podstawie przedsta-wiono linie trendu wartości tych parametrów w czasie. Podano również wartości koncentracji pierwiastków Fe i Cu stanowiących zanieczyszczenia oleju smarowego będące wynikiem uszko-dzenia silników.
WSTĘP
W procesie eksploatacji okrętowych turbinowych silników spalinowych ważną rolę odgrywają ich układy mechaniczne. Dobry stan techniczny tych układów ma wpływ na niezawodność całego silnika, a w konsekwencji na gotowość bojową okrętu.
Typowymi, najbardziej narażonymi na uszkodzenia miejscami układu me-chanicznego silników turbinowych są łożyska wirników. Warunki eksploatacji pra-cy, tj. wysoka temperatura, duże obciążenie mechaniczne, cieplne, utlenianie łożysk,

Waldemar Mironiuk
80 Zeszyty Naukowe AMW
są bardzo ciężkie. Materiały konstrukcyjne, z których wykonane są łożyska, wyka-zują dużą wrażliwość na wysokie temperatury. Stąd odprowadzenie energii cieplnej jest problemem bardzo istotnym. Aby osiągnąć wymaganą równowagę termiczną układów łożyskowych wirników silnika, potrzebne jest odpowiednie natężenie prze-pływu oleju i jego pielęgnacja polegająca między innymi na chłodzeniu, filtrowaniu, separacji powietrza.
Efektywność procesu smarowania zależy w znacznej mierze od jakości me-dium smarującego. Sprawdzianem jakości smarowania, a więc także jakości oleju smarującego, jest szybkość zużywania się współpracujących warstw wierzchnich układów tribologicznych, których efektem jest wzrost intensywności emisji meta-licznych cząstek zużycia. Cząstki te mogą prowadzić do szybkiego starzenia oleju, a w sytuacjach szczególnych nawet do uszkodzenia silnika.
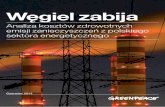
Częstą przyczyną awarii silników turbinowych są uszkodzenia łożysk wirni-ków, których produkty gromadzone są w oleju smarowym. Przykłady uszkodzeń łożysk silników turbinowych przedstawiono na rysunku 1.
Bezpośrednią przyczyną przyspieszonego zużycia układów tribologicznych jest zawsze zła jakość smarowania. Stąd zmiany właściwości fizykochemicznych oleju smarującego i koncentracji zanieczyszczeń mechanicznych (rozmiary i morfo-logia substancji obcych) zawartych w oleju mogą być wskaźnikami ocenowymi właściwości użytkowych oleju. Olej smarowy jest więc cennym nośnikiem informa-cji o procesach i przyczynach zużywania się układów tribologicznych silnika oraz oleju smarującego.
Łuszczenie warstwy wierzchniej pierścienia łożyska wskutek zmęczenia
Uszkodzenie łożyska wskutek pittingu

Analiza zanieczyszczeń oleju smarowego pierwiastkami Fe i Cu...
3 (162) 2005 81
Rys. 1. Uszkodzenia łożysk silników turbinowych LM2500 [www.navygasturbines.org]
Na podstawie analizy składu chemicznego pobieranych próbek oleju
z instalacji smarowania silnika można śledzić zmiany koncentracji cząstek zanie-czyszczeń metalicznych, a tym samym prowadzić ocenę stanu technicznego współ-pracujących części silnika. Zaawansowanie procesu starzenia oleju oraz jego przydatność do dalszej eksploatacji w silniku określa się w praktyce eksploatacyjnej na podstawie porów-nania wyników analiz eksploatowanego oleju z ustalonymi dopuszczalnymi warto-ściami tych własności. W oparciu o to kryterium olej smarujący pracujący w silniku, którego własności osiągnęły wartości dopuszczalne określone dla danego typu silni-ka, nie powinien być dłużej eksploatowany. Wartości dopuszczalne ustalane są zazwyczaj dla każdego urządzenia oddzielnie na podstawie wieloletniego doświad-czenia eksploatacyjnego i badań w ośrodkach naukowych.
OPIS METODY BADAŃ EKSPERYMENTALNYCH OLEJU SMAROWEGO
Wykrywanie stanów przedawaryjnych elementów skojarzeń trących silnika turbinowego bądź stopnia zużycia oleju smarującego jest realne na drodze ciągłej lub okresowej detekcji zanieczyszczeń zawartych w oleju. Emitowanie cząstek me-talicznych przez skojarzenia trące silnika daje informację o ich stanie technicznym. Przemieszczanie się oleju w instalacji wraz z cząstkami emitowanymi z powierzchni
Wżery korozyjne łożyska wałeczkowego Wżery korozyjne łożyska kulkowego

Waldemar Mironiuk
82 Zeszyty Naukowe AMW
skojarzeń trących do najdalszych miejsc systemu tribologicznego pozwala detekto-wać te cząstki bezpośrednio w instalacji lub w laboratorium po uprzednim pobraniu próbki oleju z silnika. Badania zanieczyszczeń mechanicznych w oleju przeprowa-dzono w laboratorium Instytutu Konstrukcji i Eksploatacji Okrętów Akademii Ma-rynarki Wojennej.
Do określenia zmian ilościowych zanieczyszczeń mechanicznych w oleju wykorzystano metodę rentgenowskiej fluorescencji radioizotopowej XRF. Analizo-wano nią skład chemiczny danej próbki dzięki wzbudzeniu i pomiarowi intensywno-ści promieniowania charakterystycznego. Rozbiór jakościowy, tj. identyfikację pierwiastka, przeprowadzono na podstawie pomiarów energii promieniowania tego pierwiastka, natomiast analizę ilościową dokonano na podstawie pomiarów inten-sywności danej linii energetycznej.
Pomiary promieniowania charakterystycznego wykonuje się za pomocą układu pomiarowego przedstawionego na rysunku 2.
Znajdujące się w sondzie źródło promieniotwórcze 238Pu o aktywności 10 mCi emituje promieniowanie X, które w atomach pierwiastków wchodzących w skład mierzonej próbki wzbudza promieniowanie charakterystyczne.
Dla lepszej identyfikacji mierzonych metali każdej próbki zbierane są w oknie pomiarowym widma z wymiennymi filtrami:
− aluminiowym; − kobaltowym.
Rys. 2. Schemat ogólny budowy sondy pomiarowej:
1 – badany sączek; 2 – źródło promieniotwórcze; 3 – filtr Al lub Co; 4 – berylowe okno detektora; 5 – detektor – licznik proporcjonalny

Analiza zanieczyszczeń oleju smarowego pierwiastkami Fe i Cu...
3 (162) 2005 83
Zebrane w oknie pomiarowym impulsy są sumowane i przeliczane na za-wartość Fe i Cu. Impulsy te, składające się z czynników pochodzących kolejno od tła, żelaza i miedzi, wyrażono równaniami (1) i (2):
IprCo = ItłCo + IFeCo + ICuCo; (1)
IprAl = ItłAl + IFeAl + ICuAl, (2)
gdzie: IprCo – liczba impulsów w oknie pomiarowym dla próbki z filtrem Co; IprAl – liczba impulsów w oknie pomiarowym dla próbki z filtrem Al; ItłCo – liczba impulsów w oknie pomiarowym dla próbki tła z filtrem Co. Jak wynika z równań, przy wykorzystaniu filtra Co praktycznie eliminowa-
ne są impulsy pochodzące od miedzi (ICuCo = 0). W związku z tym z zależności (1) otrzymano:
IFeCo = IprCo – ItłCo. (3)
Po odjęciu stronami zależności (2) od (1) uzyskano:
IprAl – IprCo = ItłAl + IFeAl + ICuAl – ItłCo – IFeCo – ICuCo. (4)
Po dobraniu czasu zbierania widma z filtrem aluminiowym i kobaltowym, tak aby powstało równanie:
ItłAl + IFeAl – ItłCo – IFeCo = 0, (5)
zależność (4) przybrała postać:
ICuAl = IprAl – IprCo. (6)
Liczba impulsów IFeCo oraz ICuAl obliczona zgodnie z zależnością (3) i (6) jest proporcjonalna odpowiednio do ilości żelaza i miedzi na badanym sączku i przedstawiona zależnością (7) i (8):
CFe = Fe1(IprCo – ItłCo); (7)
CCu = Cu1(IprAl – IprCo), (8)
gdzie: CFe, CCu – koncentracja żelaza i miedzi w oleju w (g/t); Fe1, Cu1 – współczynniki kierunkowe określane w czasie kalibracji.

Waldemar Mironiuk
84 Zeszyty Naukowe AMW
W czasie kalibracji spektrometru, przy użyciu próby zawierającej żelazo, dobierany jest stosunek czasu zbierania widma z filtrem kobaltowym i aluminio-wym, tak aby spełnić zależność (5). Mając powyższe na uwadze, czas zbierania widma z filtrem kobaltowym ustalony został na 100 s, z filtrem aluminiowym na 76 s oraz tła na 200 s. Wyniki kalibracji wyświetlane są na wyświetlaczu, drukowa-ne na drukarce i przesyłane do komputera. Niezawodność pomiaru zapewnia funkcja automatycznej stabilizacji widma, działająca w ten sposób, że co 10 s porównywana jest liczba zliczeń w lewej i prawej połowie kanałów przyporządkowanych położe-niu piku żelaza, w lewej i prawej połowie kanałów przyporządkowanych położeniu piku miedzi oraz w zależności od otrzymanego wyniku jest zmniejszana lub zwięk-szana przez precyzyjne wzmocnienie wzmacniacza.
Przed każdym użyciem spektrometru pomiarowego konieczne jest przepro-wadzenie jego kalibracji zgodnie z zasadami podanymi wcześniej.
PRZEBIEG BADAŃ EKSPERYMENTALNYCH
Próbki oleju pobierano z 20 silników stanowiących zespoły napędowe sze-ściu okrętów. Badania diagnostyczne polegały na okresowym pomiarze wybranych parametrów diagnostycznych, które umożliwiły prześledzenie charakteru i wartości zmian tych parametrów w czasie. Schemat stanowiska do badań zanieczyszczeń mechanicznych w oleju przedstawiono na rysunku 3.
Wyposażenie stanowiska to:
− zestaw badawczy zużycia ZBZ-93; − mikroskop stereoskopowy MST-3 z okularami mikrometrycznymi i przystaw-
kami, umożliwiający ogląd pól widzenia przy maksymalnym powiększeniu do 160 razy;
− urządzenie do filtracji oleju typu EB1M/ITWL.
Badania zanieczyszczeń mechanicznych w oleju przeprowadzano podczas bieżącej eksploatacji okrętu. Olej pobierano zgodnie z metodyką 10 min po odsta-wieniu silników.

Analiza zanieczyszczeń oleju smarowego pierwiastkami Fe i Cu...
3 (162) 2005 85
Rys. 3. Schemat stanowiska do badania zanieczyszczeń mechanicznych w oleju: ZBZ-93 – zestaw badawczy zużycia ZBZ-93; mikroskop stereoskopowy MST-3;
urządzenie do filtracji oleju typu EB1M/ITWL
Do określenia ilości i jakości produktów zużycia w oleju zastosowano:
− metodę mikroskopii stereoskopowej; − metodę rentgenowskiej fluorescencji radioizotopowej XRF.
Do badań pobierano próbki oleju z silnika po powrocie okrętu z morza. Wstępnie pobrany olej odsączono w urządzeniu do filtrowania typu EB-1M przed-stawionym na rysunku 4. przez sączki typu „coli-5”.

Waldemar Mironiuk
86 Zeszyty Naukowe AMW
Rys. 4. Przyrząd do filtrowania oleju typu EB-1M/ITWL:
1 – pompa powietrza; 2 – cylinder filtrujący; 3 – zawór redukcyjny; 4 – manometr
Po upływie 24 godzin od przesączenia odpowiednio przygotowanej próbki oleju, sączek poddano oglądowi pod mikroskopem stereoskopowym MST-3. Dzięki temu określono rodzaje i wymiary cząstek zużycia pochodzących z procesów tarcia lub uszkodzeń, np. filtrów oleju lub elementów łożyska. Ogląd optyczny pozwala także ocenić zanieczyszczenia oleju innymi czynnikami, jak wodą czy grafitem, identyfikując rodzaj i miejsca powstawania zużycia. Na rysunku 5. przedstawiono przykład zdjęcia zanieczyszczeń na sączku olejowym.
Obserwacje mikroskopowe kształtu i struktury cząstek zanieczyszczeń wy-kazały, że większość zanieczyszczeń wydzielonych z oleju ma wymiary do 5 μm o kształcie zbliżonym do ziarenek piasku. Na tle drobnych cząstek występują pojedyncze cząstki większych rozmiarów i nieregularnych kształtów. Mają one za-zwyczaj ostre krawędzie, ich wymiary zawierają się najczęściej w przedziale do 20 μm, a czasami nawet do 100 μm. Większość z nich jest zatrzymywana przez filtry oleju.

Analiza zanieczyszczeń oleju smarowego pierwiastkami Fe i Cu...
3 (162) 2005 87
Zanieczyszczenie w postaci wióru o ostrych krawędziach i wymiarze 80 μm
Rys. 5. Zanieczyszczenia oleju na sączku obserwowane pod mikroskopem Zliczanie całkowitej ilości cząstek Fe i Cu na sączku pod mikroskopem jest
bardzo trudne, dlatego do określenia zmian ilościowych zanieczyszczeń mechanicz-nych w oleju zastosowano spektrometr fluorescencyjny ZBZ-93 przedstawiony na rysunku 6.
Rys. 6. Układ pomiarowy z wykorzystaniem ZBZ 93:
1 – spektrometr fluorescencyjny; 2 – drukarka; 3 – sonda pomiarowa

Waldemar Mironiuk
88 Zeszyty Naukowe AMW
Przeznaczony jest on do określania koncentracji Fe i Cu w oleju, a więc produktów charakteryzujących proces zużycia łożysk (kulek, bieżni, koszyczków). Analizując skład chemiczny okresowo pobieranych i odpowiednio przygotowanych próbek, śledzono proces zmian koncentracji Fe i Cu niezbędny do oceny stanu tech-nicznego układów tribologicznych.
W celu zwiększenia wiarygodności i dokładności wyników badań każdą próbkę oleju badano trzykrotnie analizą spektralną. Uśrednioną wartość pomiarów koncentracji Fe i Cu badanej próbki oleju poddawano analizie merytorycznej.
ANALIZA MERYTORYCZNA WYNIKÓW BADAŃ
Wyniki badań zawartości Fe i Cu w oleju wybranych silników napędu głównego okrętów przedstawiono w formie graficznej na rysunkach 7. – 10. Wykre-sy przedstawiają zmianę koncentracji zanieczyszczeń Fe i Cu oraz linię trendu w zależności od czasu pracy silnika.
0,0
1,0
2,0
3,0
4,0
5,0
6,0
7,0
0 100 200 300 400 500 600 700 800 900
t[ppm]
X[pp
m] Fe1
Cu1Cu2Fe2
Na podstawie analizy przebiegu zmian otrzymanych wyników badań można stwierdzić, że dla poszczególnych typów badanych silników prezentowane wartości koncentracji Fe i Cu mają charakter podobny, typowy dla zużycia ściernego.
Rys. 7. Linie trendu wartości koncentracji Fe silnika mocy marszowej nr 1

Analiza zanieczyszczeń oleju smarowego pierwiastkami Fe i Cu...
3 (162) 2005 89
Rys. 8. Wykresy wartości zanieczyszczeń oleju pierwiastkami Fe i Cu w czasie pracy silnika o mocy marszowej nr 2
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
0 100 200 300 400 500 600 700 800
t[h]
X[pp
m]
FeCu
Analiza zanieczyszczeń oleju smarowego pierwiastkami Fe i Cu...
Rys. 9. Wykresy wartości zanieczyszczeń oleju pierwiastkami Fe i Cu w czasie pracy silnika mocy marszowej nr 3

Waldemar Mironiuk
90 Zeszyty Naukowe AMW
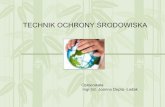
Rys. 10. Linie trendu wartości koncentracji Cu silnika mocy marszowej nr 4:
W.O. – wymiana oleju
Na rysunku 7. można zauważyć wyraźną tendencję malejącą koncentracji zanieczyszczeń pierwiastkami Fe i Cu w silniku mocy marszowej po przepracowa-niu około 250 godzin. W kolejnych badaniach poziom zanieczyszczeń metalicznych osiągnął stabilizację. Charakter tych zmian może być konsekwencją zakończenia procesu docierania mechanizmów po przeprowadzonym wcześniej remoncie silnika.
Na jednym z obserwowanych silników poziom koncentracji zanieczyszczeń Fe i Cu w oleju przedstawiony na rysunku 8. po przepracowaniu około 751 godzin wzrósł nagle do wartości Fe 18,7 ppm i Cu 33,4 ppm. Tak gwałtowny wzrost zanie-czyszczeń metalicznych był wynikiem awarii silnika polegającej na zakleszczeniu wirnika w uszczelnieniach labiryntowych. Wskutek tej niesprawności nastąpiło wstrzymanie eksploatacji silnika.
Na rysunku 9. przedstawiono wyniki badań zanieczyszczeń Fe i Cu innego silnika mocy marszowej PB. Po przepracowaniu około 915 godzin od ostatniego remontu poziom koncentracji zanieczyszczeń Fe i Cu wzrósł w nim do wartości Fe 12,6 ppm i Cu 23,4 ppm. Wzrost zanieczyszczeń metalicznych był także wyni-kiem awarii silnika – urwania wału napędzającego mechanizmy podwieszone. W próbce oleju tego silnika zaobserwowano obecność opiłków metalicznych wi-docznych również okiem nieuzbrojonym. Analizując obraz produktów zużycia, można stwierdzić znaczny wzrost ilości i rozmiarów opiłków metalicznych w próbce oleju pochodzącej z silnika, typowy dla zużycia katastroficznego. Ilość zanieczysz-czeń metalicznych po uruchomieniu silnika oraz w kolejnych badaniach oleju po po-wrocie okrętu z morza z wymienioną skrzynką napędu zmalała do poziomu 3,5 ppm.
0
1
2
3
4
5
6
0 200 400 600 800 1000 1200 1400 1600
t [godz.]
X [p
pm]
Cu1
Cu2
Cu3
Cu4
W.O. W.O. W.O.

Analiza zanieczyszczeń oleju smarowego pierwiastkami Fe i Cu...
3 (162) 2005 91
Wyniki badań następnego silnika, przedstawione na rysunku 10., prezentują wyraźnie widoczne cykliczne wzrosty poziomu koncentracji zanieczyszczeń pier-wiastkami Fe i Cu. Z analizy linii trendu zmian koncentracji Cu wynika, że w każ-dym z okresów (około 350 godzin pracy silnika) następuje wyraźny wzrost koncentracji zanieczyszczeń przed kolejną wymianą oleju oznaczoną linią przery-waną oraz symbolem W.O. Po dokonanej wymianie oleju i oczyszczeniu filtrów instalacji olejowej poziom zanieczyszczeń zmniejsza się, co widać wyraźnie w po-staci uskoków. Zauważono to we wcześniejszych badaniach, a opisana sytuacja ma miejsce przed każdą obsługą roczną silników.
WNIOSKI
1. Zastosowana w badaniach oleju metoda rentgenowskiej fluorescencji radioizo-topowej XRF umożliwia śledzenie wartości koncentracji zanieczyszczeń Fe i Cu w czasie pracy silnika.
2. Z analizy wyników badań wynika, że istotne znaczenie w procesie diagnozowa-nia ma okres pracy silnika pomiędzy wymianami oleju (co 350 godzin). W oparciu o przeprowadzane systematycznie badania próbek oleju okrętowych turbinowych silników spalinowych zaobserwowano, że przed obsługą roczną silników następuje znaczny wzrost zanieczyszczeń cząstkami Fe i Cu.
3. Proponowana metodyka badań może ułatwić wykrycie stanu przedawaryjnego silnika turbinowego, pozwalając tym samym na uniknięcie jego awarii. Umoż-liwia ponadto ocenę jakości świeżego oleju oraz dokładności przeprowadzenia przeglądu.
4. Przeprowadzona analiza funkcji trendu pozwala na bardziej wnikliwe śledzenie zmian wybranych parametrów diagnostycznych w czasie eksploatacji oraz na prognozowanie stanu technicznego układów mechanicznych silników. W tym celu należy zwiększać zasób wyników poprzez systematyczne prowadzenie po-miarów.
BIBLIOGRAFIA
[1] Baczewski K., Tribologia i płyny eksploatacyjne, WAT, Warszawa 1994.

Waldemar Mironiuk
92 Zeszyty Naukowe AMW
[2] Charchalis A., Systemy pomiarowe wykorzystywane w diagnostyce okręto-wych turbinowych silników spalinowych, XV Międzynarodowe Sympozjum Siłowni Okrętowych, AMW, Gdynia 1993.
[3] Korczewski Z., Identyfikacja procesów gazodynamicznych w zespole sprę-żarkowym okrętowego turbinowego silnika spalinowego dla potrzeb diagno-styki, „Zeszyty Naukowe”, 1999, nr 138 A, AMW, Gdynia 1999.
[4] Lewitowicz J., Badanie produktów zużycia w systemach trybologicznych, ITWL, 1982.
[5] Mironiuk W., Ocena stanów awaryjnych układów łożyskowych okrętowych turbinowych silników spalinowych, rozprawa doktorska, AMW, Gdynia 1995.
[6] Piotrowski I., Okrętowe silniki spalinowe, Wydawnictwo Morskie, Gdańsk 1983.
[7] www.navygasturbine.org
ABSTRACT
In operating marine turbine engines it is common to introduce newer and newer diagnos-tic methods. One of the basic methods used to control technical condition of engines is oil analy-sis. The x-ray radioisotope fluorescence (XRF) method, earlier introduced in military aviation, is used in diagnostic investigations of turbine engines based on metal-related impurity in oil. It is a useful tool in assessing technical condition of mechanical parts in an engine.
The paper presents a short account of diagnostic methodology used for marine turbine engines. Fluorescence spectrometer ZBZ 93, based on XRF, was used to identify mechanical impurity in lubrication oil. It contains the results of experimental investigations into impurity of oil with Fe and Cu elements as functions of turbine engine work time. They were used to present trend lines of these parameter values in time. It also shows Fe and Cu concentration values con-stituting impurity of lubrication oil resulted from engine damage.
Recenzent kmdr prof. dr hab. inż. Leszek Piaseczny