4 · Web view2008-05-06 · Substancje stosowane w tym procesie tj. powodujące łatwe usuwanie...
120
Rozdział 4 4. TECHNIKI BRANE POD UWAGĘ PRZY OKREŚLANIU NDT DLA ODLEWNI W tym rozdziale omówiono techniki stosowane w ochronie środowiska i prowadzące do oszczędności energii, które mogą być wykorzystywane w poszczególnych etapach procesu odlewniczego. Poszczególne techniki obejmują ogólne tematy, które pozwalają tematycznie zbliżyć się do oceny różnych procesów odlewniczych i etapów. Wszystkie te techniki mają na celu albo optymalizację procesu lub redukcję jego wpływu na środowisko np. poprzez: - dobór i optymalizację każdej jednostkowej operacji t.j.: magazynowanie, topienie i obróbka metalu, produkcja form i rdzeni, odlewanie, - redukcję emisji do powietrza i wody, - wzrost efektywności wykorzystania energii, - minimalizację lub ponowne wykorzystanie pozostałości. Razem z tematycznym zbliżeniem, zostaną omówione następujące zagadnienia: 4.1. magazynowanie i przeładunek surowców, 4.2. wytapianie i obróbka ciekłego metalu, 4.3. wykonywanie form i rdzeni, wraz z przygotowaniem masy, 4.4. odlewanie matalu, 4.5. dymu, gazy spalinowe i odlotowe, ich wychwytywanie i obróbka, 4.6. obróbka ścieków, 4.7. efektywność energetyczna, 4.8. masa: regeneracja, recykling, ponowne wykorzystanie, składowanie, 4.9. pyły i stale pozostałości: obróbka i ponowne wykorzystanie, 4.10. redukcja hałasu, 4.11. wycofywanie instalacji z eksploatacji, 4.12. narzędzia zarządzania środowiskiem. Aby dokonać wyboru Najlepszej Dostępnej Techniki, zostaną omówione wszystkie znane techniki, zgodnie ze standardową strukturą. Elementy tej struktury zostały podane w tabeli 4.1. Nazwa rodzaju informacji Rodzaj zawartej informacji Opis Techniczny opis techniki Osiągnięte korzyściGłówne wpływy na środowisko stosowanej Kuźnictwo i przemysł odlewniczy 169
Transcript of 4 · Web view2008-05-06 · Substancje stosowane w tym procesie tj. powodujące łatwe usuwanie...
Rozdział 4
4. TECHNIKI BRANE POD UWAGĘ PRZY OKREŚLANIU NDT DLA ODLEWNI
W tym rozdziale omówiono techniki stosowane w ochronie środowiska i prowadzące do oszczędności energii, które mogą być wykorzystywane w poszczególnych etapach procesu odlewniczego. Poszczególne techniki obejmują ogólne tematy, które pozwalają tematycznie zbliżyć się do oceny różnych procesów odlewniczych i etapów.Wszystkie te techniki mają na celu albo optymalizację procesu lub redukcję jego wpływu na środowisko np. poprzez:- dobór i optymalizację każdej jednostkowej operacji t.j.: magazynowanie, topienie
i obróbka metalu, produkcja form i rdzeni, odlewanie,- redukcję emisji do powietrza i wody,- wzrost efektywności wykorzystania energii,- minimalizację lub ponowne wykorzystanie pozostałości.Razem z tematycznym zbliżeniem, zostaną omówione następujące zagadnienia:
4.1. magazynowanie i przeładunek surowców,4.2. wytapianie i obróbka ciekłego metalu,4.3. wykonywanie form i rdzeni, wraz z przygotowaniem masy,4.4. odlewanie matalu,4.5. dymu, gazy spalinowe i odlotowe, ich wychwytywanie i obróbka,4.6. obróbka ścieków,4.7. efektywność energetyczna,4.8. masa: regeneracja, recykling, ponowne wykorzystanie, składowanie,4.9. pyły i stale pozostałości: obróbka i ponowne wykorzystanie,4.10. redukcja hałasu,4.11. wycofywanie instalacji z eksploatacji,4.12. narzędzia zarządzania środowiskiem.
Aby dokonać wyboru Najlepszej Dostępnej Techniki, zostaną omówione wszystkie znane techniki, zgodnie ze standardową strukturą. Elementy tej struktury zostały podane w tabeli 4.1.
Nazwa rodzaju informacji Rodzaj zawartej informacjiOpis Techniczny opis technikiOsiągnięte korzyści środowiskowe Główne wpływy na środowisko stosowanej techniki.Dane eksploatacyjne Dane odnośnie zużycia i poziomów emisji z instalacjiOddziaływanie na środowisko Wszystkie efekty uboczne i niekorzystny wpływ na inne media,
wywołany wdrożeniem danej techniki. Wpływ na środowisko danej techniki w porównaniu z innymi.
Możliwości zastosowania Wskazanie typów instalacji, w których dana technika może być zastosowana, rozważając np. wiek urządzenia (nowe lub istniejące), rozmiar (małe lub duże), techniki już zainstalowane (np. typ pieca, technika wytopu,...) i rodzaj produktu (stopy żelaza, stopy metali nieżelaznych).
Aspekty ekonomiczne Informacja o kosztach (zarówno inwestycyjnych jak i eksploatacyjnych) oraz o możliwych oszczędnościach, wraz ze szczegółami, jak te koszty zostały wyliczone.
Powód wdrożenia Lokalne warunki oraz wymagania, które mogą prowadzić do lub stymulować wdrażanie. Informacja o innych powodach niż środowiskowe wdrażania (np. wzrost wydajności, bezpieczeństwo)
Zakłady referencyjne Odniesienie do zakładów, w których dana technika została wdrożona i z których zostały uzyskane informacje.
Literatura Literatura, która została wykorzystana do napisania danego rozdziału i która zawiera więcej szczegółów
Tabela 4.1. Informacje zawarte przy omawianiu każdej techniki ujętej w Rozdziale 4
Kuźnictwo i przemysł odlewniczy 169

Rozdział 4
Informacje zawarte w tym rozdziale dotyczą każdej techniki. Bilansowanie i wybór właściwej techniki zostaną dokonane w Rozdziale 5, w oparciu o informacje z Rozdziału 4.
4.1. Magazynowanie i przeładunek surowców
4.1.1. Wprowadzenie
Magazynowanie i przeładunek materiałów stałych, gazowych i ciekłych jest dyskutowany w Storage BREF. [205, European IPPC Bureau, 2003]. W dokumencie tym omówiono dostępne techniki dla np. wiórów, silosów, zbiorników i materiałów opakowaniowych (np. dla substancji niebezpiecznych i palnych). Mogą one być stosowane do surowców odlewniczych takich, jak: piasek, złom, koks, paliwo (olej, gaz), chemikalia, dodatki i dla pozostałości z procesów, takich jak: zużyta masa formierska, pył z filtrów i żużle. W tym rozdziale będą przedyskutowane tylko te specyficzne problemy związane z odlewnictwem, które nie zostały ujęte w Storage BREF.
4.1.2. Magazynowanie pod przykryciem i na utwardzonym placu złomowy
OpisMiejsce do składowania złomu powinno być zbudowane i zarządzane tak, aby uwzględniało następujące elementy:- Ze względu na zróżnicowanie wsadu do pieca wymagana jest znajomość
podawanego materiału. Oddzielne składowanie metali lub stopów różnego rodzaju umożliwia kontrolę składu. Jest to realizowane przez stosowanie na składowisku lub w pomieszczeniu składowania oddzielnych pomieszczeń lub pojemników.
- Wprowadzanie ze złomem tlenków lub minerałów takich, jak rdza, ziemia lub inne zanieczyszczenia powoduje zwiększone zużycie wyłożenia ogniotrwałego. Składowanie złomu na wybetonowanym placu zapobiega przedostawaniu się zanieczyszczeń do gleby lub wody.
- Zadaszenie składowiska złomu zabezpiecza przed działaniem opadów i zapobiega emisji.
- Należy stosować systemy zbierania i oczyszczania odcieków ze składowiska, aby zapobiec zanieczyszczeniu gleby i wody.
Osiągnięte korzyści środowiskoweStosowanie zadaszonego i utwardzonego placu do magazynowania złomu umożliwia zbieranie wód odpływowych i w ten sposób zabezpiecza przed niekontrolowaną emisja zanieczyszczeń do wody i gleby. Bezpośrednia emisja do gleby jest również minimalna, ponieważ nie dochodzi do wymieszania materiału z glebą.
Oddziaływanie na środowiskoNie stwierdzono ujemnego wpływu na środowisko.
Możliwości zastosowaniaNieprzepuszczalne składowiska złomu mogą być zastosowane przy magazynowaniu złomu we wszystkich nowych i istniejących odlewniach. Złom jest magazynowany pod zadaszeniem lub posiada system gromadzenia i oczyszczania odcieków, co zabezpiecza przed zanieczyszczeniem glebę lub wodę.
Kuźnictwo i przemysł odlewniczy 170

Rozdział 4
Powód wdrożeniaKontrola składu wsadu wpływa korzystnie na kontrolę pracy pieca i składu metalu. Ma miejsce również minimalizacja zużycia wyłożenia ogniotrwałego.
Zakłady referencyjneTa technika jest stosowana w większości odlewni.
Literatura[202, TWG, 2002]
4.1.3. Ograniczenia przy magazynowaniu spoiw chemicznych
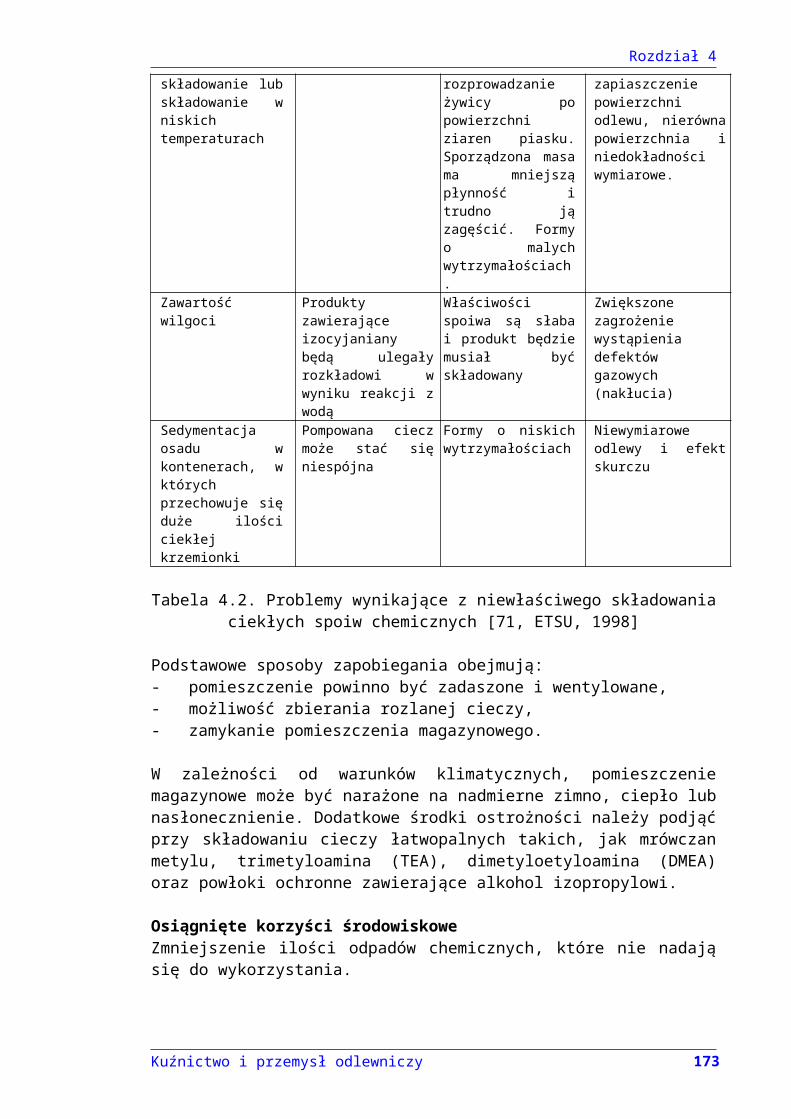
OpisSpoiwa chemiczne wymagają specjalnych warunków przy składowaniu, podanych przez producenta. Niedostosowanie się do tych zaleceń może spowodować bezużyteczność produktu lub pogorszenie jego jakość poniżej wymaganych norm. Wówczas, albo jest konieczność składowania tego materiału jako odpad specjalny, lub można doprowadzić do wytworzenia odlewu niskiej jakości, ze względu na obniżone właściwości formy/rdzeni. W tabeli 4.2. przedstawiono problemy związane z jakością, jakie mogą wyniknąć z niewłaściwego składowania ciekłych spoiw chemicznych. Właściwe składowanie pozwala uniknąć tych problemów.
Problem Wpływ na produkt Efekty Wpływ na odlewNarażenie na nadmierne zimno
Produkty oparte na wodzie mogą zamarzać
Może się pojawić segregacja produktu, wywołująca wady formy. Zdefektowane produkty powinny być składowane
Produkcja odlewów może być niemożliwa
Narażenie na nadmierne ciepło i światło słoneczne
Przedwczesne starzenie, kondensacja żywicy oraz wzrost lepkości
Słabe właściwości mieszające, mała wytrzymałości masy i mała odporność na wysokie temperatury
Naprawa wad
Przedłużone składowanie lub składowanie w niskich temperaturach
Wzrost lepkości Utrudnione rozprowadzanie żywicy po powierzchni ziaren piasku. Sporządzona masa ma mniejszą płynność i trudno ją zagęścić. Formy o malych wytrzymałościach.
Erozja, zapiaszczenie powierzchni odlewu, nierówna powierzchnia i niedokładności wymiarowe.
Zawartość wilgoci Produkty zawierające izocyjaniany będą ulegały rozkładowi w wyniku reakcji z wodą
Właściwości spoiwa są słaba i produkt będzie musiał być składowany
Zwiększone zagrożenie wystąpienia defektów gazowych (nakłucia)
Sedymentacja osadu w kontenerach, w których przechowuje się duże ilości ciekłej krzemionki
Pompowana ciecz może stać się niespójna
Formy o niskich wytrzymałościach
Niewymiarowe odlewy i efekt skurczu
Tabela 4.2. Problemy wynikające z niewłaściwego składowania ciekłych spoiw chemicznych [71, ETSU, 1998]
Podstawowe sposoby zapobiegania obejmują:
Kuźnictwo i przemysł odlewniczy 171

Rozdział 4
- pomieszczenie powinno być zadaszone i wentylowane,- możliwość zbierania rozlanej cieczy,- zamykanie pomieszczenia magazynowego.
W zależności od warunków klimatycznych, pomieszczenie magazynowe może być narażone na nadmierne zimno, ciepło lub nasłonecznienie. Dodatkowe środki ostrożności należy podjąć przy składowaniu cieczy łatwopalnych takich, jak mrówczan metylu, trimetyloamina (TEA), dimetyloetyloamina (DMEA) oraz powłoki ochronne zawierające alkohol izopropylowi.
Osiągnięte korzyści środowiskoweZmniejszenie ilości odpadów chemicznych, które nie nadają się do wykorzystania.
Większość spoiw chemicznych jest niebezpieczna i charakteryzują się one jedną lub więcej z następujących właściwości: toksyczne, korozyjne, palne. Te właściwości oznaczają, że nawet małe ilości rozlanej cieczy mogą stwarzać zagrożenie dla zdrowia i bezpieczeństwa pracownika, natomiast większe ilości mogą być przyczyną poważnego wypadku. Natomiast duże ilości tych substancji, kiedy przedostaną się do wód powierzchniowych, mogą spowodować poważne zanieczyszczenie cieków wodnych.
Oddziaływanie na środowiskoNie stwierdzono ujemnego wpływu na środowisko.
Możliwości zastosowaniaTa technika może być stosowana do wszystkich nowych i istniejących instalacji.
Powód wdrożeniaZapewnienie bezpieczeństwa i optymalizacja procesu odlewniczego.
Zakłady referencyjneTa technika jest stosowana w większości odlewni.
Literatura[75, ETSU, 1996]
4.1.4. Zastosowanie czystego złomu do topienia i usuwanie masy ze złomu obiegowego
OpisTopienie czystego złomu zapobiega niebezpieczeństwu pojawienia się wtrąceń niemetalicznych, które mogą przechodzić do żużla i/lub atakować wyłożenie pieca. Tymi związkami są zazwyczaj: wapno, tlenki żelaza, tlenki manganu i tlenki zasadowe (np. MgO ze złomu własnego żeliwa sferoidalnego), które mogą występować w połączeniu z wyłożeniem krzemionkowym (kwaśnym). Jeżeli ilość zanieczyszczeń będzie ograniczona, to zmniejszy się ilość tworzącego się żużla i wzrośnie żywotność wyłożenia pieca i kadzi.Przy produkcji żeliwa sferoidalnego w piecu o wyłożeniu kwaśnym, przywarta krzemionka może mieć korzystny wpływ, ponieważ zobojętnia MgO pochodzący ze złomu obiegowego odlewni.Jeżeli te zanieczyszczenia i tlenki są obecne we wsadzie do pieca, to zużywają one część energii koniecznej do topienia. Ponadto usuwanie żużla powoduje konieczność utrzymywania wyższej temperatury kąpieli, aby żużel był w stanie ciekłym.
Kuźnictwo i przemysł odlewniczy 172
Rozdział 4
Złom obiegowy własny składa się z nadlewów i wybrakowanych odlewów. Nadlewy są obcinane po wybiciu. Na ogół nie zawierają one przywartej masy, z powodu ich kształtu. Wybrakowane odlewy są odrzucane po kontroli jakości, która ma miejsce po oczyszczeniu odlewu z przywartej masy poprzez piaskowanie lub śrutowanie. Stosowanie materiałów zwrotnych nie zawierających masy, na ogół nie wymaga dodatkowej obróbki.
Osiągnięte korzyści środowiskoweTa technika zmniejsza ilość żużla i pyłów, które muszą być składowane oraz ogranicza emisję LZO. Zużycie energii jest zmniejszone (o 10 do 15%) ze względu na mniejszą ilość żużla. Dodatkowo może być zmniejszona ilość odciąganego powietrza.
Śrutowanie jako metodę oczyszczania można zalecać dla złomu, którego zanieczyszczenia będą prowadzić do wytwarzania nadmiernych ilości żużla. Przeciwnie, stosowanie jedynie złomu śrutowanego mogłoby wymagać wprowadzania dodatków żużlotwórczych dla wytworzenia żużla.
Oddziaływanie na środowiskoJeżeli odlewnia stosuje jedynie złom czysty, to obieg złomu zanieczyszczonego zostanie zredukowany. Będzie to stwarzać potrzebę dodatkowych operacji oczyszczania i wzrost ilości składowanego złomu.
Stosowanie technik oczyszczania dla usunięcia masy ze złomu zwrotnego wymaga zużycia energii. Energia ta jest bilansowana przez energię zużywaną podczas topienia.
Dane eksploatacyjneZużycie energii dla usunięcia 30 – 40 kg masy z 1 tony odlewów wynosi 12 – 15 kWh. Wartość ta zależy od wielkości i rodzaju odlewów.Dla odlewni staliwa stosującej do topienia elektryczne piece łukowe można poprawić o 2 – 3% uzysk ciekłego metalu (metal odlany/metal we wsadzie).Typowy wsad do elektrycznego pieca łukowego zawiera: 55% złomu stalowego własnego, 40% złomu obcego, 5% dodatków metalowych dla skorygowania składu.
Możliwości zastosowaniaUsuwanie masy ze złomu własnego może być stosowane we wszystkich nowych i istniejących odlewniach. Stosowanie złomu czystego do topienia może mieć miejsce w odlewniach każdego typu, ale wybór gatunku złomu powinien być dobrany zgodnie ze stosowanymi technikami topienia i oczyszczania gazów. Jeżeli cala branża zacznie stosować złom czysty, to powstaną problemy z recyklingiem złomu zanieczyszczonego.
Stosowanie czystego złomu żelaznego (zarówno stalowego jak i surówki) będzie prowadzić do wzrostu kosztów zakupu i będzie wymagać nowych inwestycji w urządzenia do oczyszczania. Nie występują trudności spowodowane stosowaniem złomu powierzchniowo utlenionego lub wlewków surówki podczas topienia w żeliwiaku (proces redukcyjny). W przypadku pieców elektrycznych mogą wystąpić trudności tylko z takim złomem zanieczyszczonym, który nie odpowiada parametrom złomu stalowego używanego w odlewniach.
W żeliwiaku można łatwo topić złom, który nie jest czysty. W tym przypadku ma miejsce tylko niewielki wzrost zużycia koksu i mały wpływ na środowisko, jeżeli gazy są odpowiednio oczyszczone.
Kuźnictwo i przemysł odlewniczy 173
Rozdział 4
Ograniczenie ilości powstającego żużla jest bardzo ważne dla prawidłowej pracy bezrdzeniowych pieców indukcyjnych. Zanieczyszczony złom wpływa bardziej na pracę tego pieca niż innych typów pieców.
Stosowanie złomu zanieczyszczonego nie wywiera ujemnego wpływu na prawidłowe działanie pieca obrotowego, ale jest to głównym czynnikiem określającym emisję pyłu. Ma to mały wpływ na środowisko, jeżeli gazy są odpowiednio oczyszczone.
Aspekty ekonomiczneCena złomu czystego (t.j. 1–szej klasy) jest 20 – 30% wyższa niż złomu zanieczyszczonego (t.j. 2-ej klasy). Ponadto przy stosowaniu tej techniki redukcji ulegną koszty składowania pyłów i żużli.
Powód wdrożeniaWysokie opłaty za składowanie odpadów i wysokie ceny materiałów na wyłożenie ogniotrwałe.
Zakłady referencyjneTa technika jest stosowana normalnie w odlewniach.
Literatura[103, Vereniging van Nederlandse Gemeenten, 1998], [110, Vito, 2001], [202, TWG, 2002]
4.1.5. Wewnętrzny recykling złomu żelazonośnego
OpisZłom własny powstaje po obcięciu nadlewów i układów wlewowych, podczas kontroli jakości i wykańczania. Względna ilość wytworzonego złomu własnego może być wyliczona z uzysku metalu zdefiniowanego w Rozdziale 3.10.1.3. Aby zminimalizować ilość pozostałości, złom własny jest zawracany jako wsad do pieca.
W odlewni staliwa nie stosuje się 100% metalu zwrotnego, ze względu na ilość rozpuszczonego gazu. Rozważa się maksymalny udział we wsadzie złomu zwrotnego w ilości 60% (nadlewy, złomowane odlewy,..). Opiłki i wióry mogą powodować nadmierne utlenianie ciekłego metalu.
Recykling złomu własnego może być również ograniczony w przypadku wytapiania żeliwa sferoidalnego. Powodem jest zbyt duża zawartość krzemu (w większości przypadków około 1%), który jest dodawany do ciekłego żeliwa podczas obróbki metalu. W niektórych przypadkach przetopienie całego złomu własnego nie jest możliwe, ponieważ zawartość końcowa krzemu byłaby zbyt wysoka (typowo 2,5 – 3% w odlewach).
W przypadku żeliwa szarego lub sferoidalnego, na właściwości metalu po zakrzepnięciu, bardzo szkodliwie wpływają bizmut lub ołów. Jeżeli wystąpi przypadkowe zanieczyszczenie złomu własnego tymi pierwiastkami, to nie powinien on być wprowadzany do obiegu.
Osiągnięte korzyści środowiskoweMinimalizacja pozostałości w wyniku recyklingu materiałów wsadowych.
Kuźnictwo i przemysł odlewniczy 174

Rozdział 4
Oddziaływanie na środowiskoNie stwierdzono ujemnego wpływu na środowisko.
Możliwości zastosowaniaTechnika ta może być stosowana we wszystkich nowych i istniejących instalacjach.
Aspekty ekonomiczneTechnika ta nie powoduje żadnych dodatkowych kosztów.
Powód wdrożeniaMinimalizacja pozostałości, optymalne wykorzystanie metalu.
Zakłady referencyjneTa technika jest stosowana we wszystkich europejskich odlewniach.
-Literatura[202, TWG, 2002]
4.1.6. Wewnętrzny recykling złomu magnezowego
OpisRecykling „in cell” Czyste układy wlewowe mogą być bezpośrednio topione w piecu topialnym. Ze względu na obecność tlenków i innych wtrąceń, ilość złomu która może być poddana recyklingowi jest ograniczona. Niezbędne jest specjalistyczne wyposażenie dla dokładnej analizy i kontroli metalograficznej złomu.
Recykling „in house”Złom jest poddawany obróbce i recyklingowi w oddzielnej instalacji w odlewni. Stosowane są tu dwie techniki:- przetapianie bez udziału topników: przetapianie złomu Mg prowadzone jest pod
gazem ochronnym w piecu trzonowym. Ta technika może być wykorzystana tylko do złomu klasy 1. Zaletami są: małe nakłady inwestycyjne i niskie zużycie energii.
- przetapianie z udziałem soli: złom Mg przetapiany jest po warstwą soli ochronnych. Metoda ta może być wykorzystywana do przeróbki wszystkich klas złomu z wyjątkiem stosowania topników i szlamów (nie obrobionych). Jeżeli wykorzystuje się tylko złom 1 – 2 klasy, to można produkować stopy magnezu wysokiej czystości.
Obydwoma technikami można produkować wlewki Mg lub ciekły metal jako wsad do pieca.W obu metodach przetapiania – bez udziału topnika i pod warstwą soli – powstają szumowiny (zgary) (pływające na powierzchni kąpieli) i szlam (osad) (zanurzony w kąpieli), jak również pozostałości zawierające pewną ilość metalu (70 – 80% Mg w przypadku szlamu, 60 – 90% Mg w przypadku zgaru). Dla odzysku tego metalu stosowane są trzy metody:- przetapianie z udziałem soli (w tym samym lub oddzielnym piecu),- przetapianie w przemyśle aluminiowym,- wykorzystanie do odsiarczania żeliwa lub stali.
Kuźnictwo i przemysł odlewniczy 175
Rozdział 4
Jeżeli złom jest przetapiany w piecu bez udziału topnika, to przetapianie pod warstwą soli zgarów lub szlamu wymaga prowadzenia tej operacji w oddzielnym piecu.
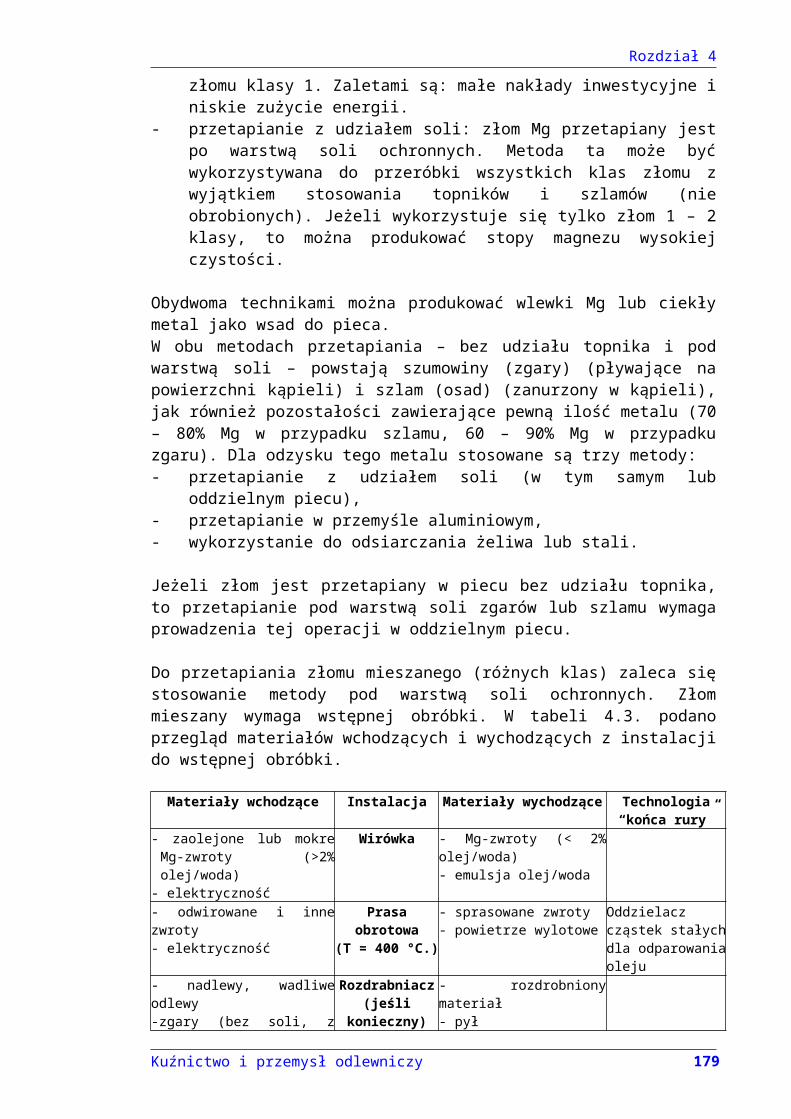
Do przetapiania złomu mieszanego (różnych klas) zaleca się stosowanie metody pod warstwą soli ochronnych. Złom mieszany wymaga wstępnej obróbki. W tabeli 4.3. podano przegląd materiałów wchodzących i wychodzących z instalacji do wstępnej obróbki.
Materiały wchodzące Instalacja Materiały wychodzące Technologia“końca rury”
- zaolejone lub mokre Mg-zwroty (>2% olej/woda)
- elektryczność
Wirówka - Mg-zwroty (< 2% olej/woda)- emulsja olej/woda
- odwirowane i inne zwroty- elektryczność
Prasa obrotowa(T = 400 °C.)
- sprasowane zwroty- powietrze wylotowe
Oddzielacz cząstek stałych dla odparowania oleju
- nadlewy, wadliwe odlewy-zgary (bez soli, z procesu odlewniczego)- elektryczność
Rozdrabniacz(jeśli konieczny)
- rozdrobniony materiał- pył
Tabela 4.3. Materiały wchodzące i wychodzące dla instalacji do obróbki złomu
magnezowego[202, TWG, 2002]
Odzysk materiałów z pozostałości po metodzie przetapiania z udziałem soli ochronnych prowadzony jest poprzez kruszenie na sucho i przesiewanie z udziałem separacji magnetycznej lub z zastosowaniem metody mokrej – przemywania. W metodzie mokrej powstaje frakcja magnezu i szlam, który po odwodnieniu może być wykorzystany w przemyśle nawozów sztucznych.
Osiągnięte korzyści środowiskoweGłówną korzyścią jest optymalizacja recyklingu magnezu. Recykling wewnętrzny przynosi dodatkowe korzyści w postaci wyeliminowania transportu do zakładu na zewnątrz, gdzie byłby prowadzony odzysk. Skuteczność odzysku metalu wzrasta przy specjalnych metodach topienia.
Oddziaływanie na środowiskoPrzy przetapianiu bez stosowania topnika wykorzystuje się gazy ochronne zawierające siarkę, które przyczyniają się do ocieplenia klimatu (SF6) lub są toksyczne (SO2). Problem ten będzie dyskutowany w Rozdziale 4.2.7.1.
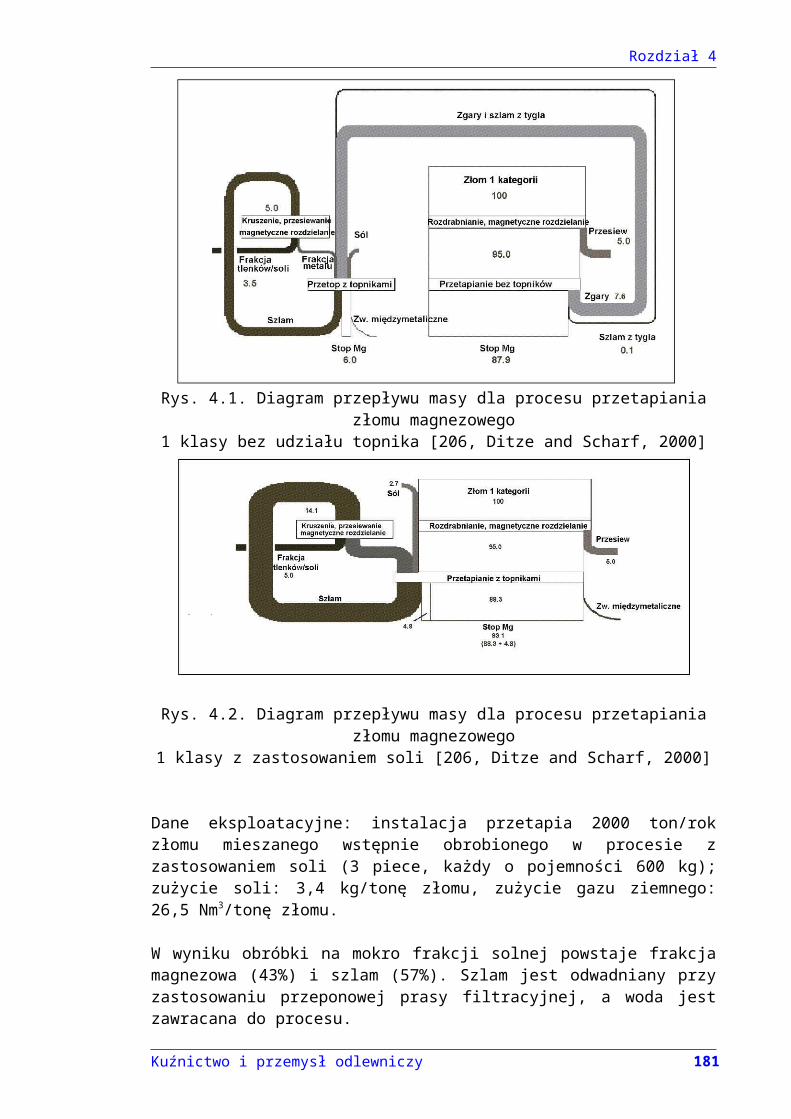
Dane eksploatacyjneNa rys. 4.1. i 4.2. podano diagramy przepływu masy przy przetapianiu złomu 1 klasy. Obejmują one wewnętrzne przetapianie szlamu i zgarów.
Kuźnictwo i przemysł odlewniczy 176
Rozdział 4
Rys. 4.1. Diagram przepływu masy dla procesu przetapiania złomu magnezowego1 klasy bez udziału topnika [206, Ditze and Scharf, 2000]
Rys. 4.2. Diagram przepływu masy dla procesu przetapiania złomu magnezowego
1 klasy z zastosowaniem soli [206, Ditze and Scharf, 2000]
Dane eksploatacyjne: instalacja przetapia 2000 ton/rok złomu mieszanego wstępnie obrobionego w procesie z zastosowaniem soli (3 piece, każdy o pojemności 600 kg); zużycie soli: 3,4 kg/tonę złomu, zużycie gazu ziemnego: 26,5 Nm3/tonę złomu.
W wyniku obróbki na mokro frakcji solnej powstaje frakcja magnezowa (43%) i szlam (57%). Szlam jest odwadniany przy zastosowaniu przeponowej prasy filtracyjnej, a woda jest zawracana do procesu.
Możliwości zastosowaniaTechnika ta może być stosowana we wszystkich nowych i istniejących instalacjach w odlewniach magnezu.
Aspekty ekonomiczneKoszty zewnętrznego recyklingu są określane na około 1200 EUR/tonę, w zależności od wykorzystywanego transportu, odległości przewozu i lokalnego rynku. Koszty
Kuźnictwo i przemysł odlewniczy 177

Rozdział 4
recyklingu wewnątrzzakładowego wynoszą 500 EUR/tonę, zatem różnica jest 700 EUR/tonę. Dla pojedynczej instalacji, o możliwości recyklingu 1500 ton/rok, oznacza to potencjalne oszczędności rzędu ponad 1 milion EUR w ciągu roku.
Powyższe dane są ogólne i muszą być wyliczone dla każdej instalacji indywidualnie. W rachunku ekonomicznym należy również uwzględnić wydatki niezbędne na oddzielenie odpadów. Koszty te zależą od powstających produktów i stosowanych procesów. Odpady muszą być oddzielnie zbierane z każdego procesu i dla każdego stopu.
Innymi czynnikami mającymi ważny wpływ są: - amortyzacja (około 10% w okresie amortyzacji 5 lat),- koszty osobowe (35 – 40%),- koszt nowych materiałów (około 30%) uzupełniających straty materiałowe
(szacowane na 7%),- koszty energii, obsługi, części zapasowych, soli, składowania odpadów (20-25%).
Amortyzacja instalacji pracującej z zastosowaniem topników, obejmującej 2 piece, wynosi 8 do 11 miesięcy.Amortyzacja instalacji do pracy ciągłej o wydajności 500 kg magnezu/godzinę będzie prawdopodobnie o kilka miesięcy dłuższa.
Powód wdrożeniaOptymalizacja wykorzystania magnezu, wraz ze zmniejszeniem ilości magnezu przekazywanego na składowisko.
Zakłady referencyjneTCG Unitech, Kirchodor/Krems (A): instalacja do recyklingu wewnątrzzakładowego.W Europie nie pracuje instalacja do przetapiania bez udziału topnika, chociaż technologia ta jest dostępna na rynku.
Literatura[202, TWG, 2002], [206, Ditze and Scharf, 2000], [223, Rauch, et al.., 2003].
4.1.7. Recykling zużytych pojemników
OpisDostawcy chemikaliów i dodatków powinni odbierać swoje puste opakowania (plastikowe, drewniane, metalowe) i poddawać je recyklingowi. Można rozpatrywać możliwość wykorzystania największych pojemników.
Osiągnięte korzyści środowiskoweZapobieganie tworzeniu się odpadów i dalsza stymulacja recyklingu.
Oddziaływanie na środowiskoJeżeli pojemniki są zwracane bez dalszego oczyszczania, to nie ma negatywnego oddziaływania na środowisko.
Możliwość zastosowaniaTechnika ta może być zastosowana we wszystkich nowych i istniejących instalacjach.
Kuźnictwo i przemysł odlewniczy 178
Rozdział 4
Aspekty ekonomiczneDane ekonomiczne różnią się w zależności od miejsca oraz zależą od uzgodnień poczynionych z dostawcą.
Powód wdrożeniaPrzepisy o zapobiegania i recyklingu w odniesieniu do odpadów i odpadów opakowaniowych.
Zakłady referencyjneTa technika jest normalnie stosowana w odlewniach europejskich.
Literatura[110, Vito, 2001].
4.2. Topienie metalu i jego obróbka metalurgiczna po stopieniu
4.2.1. Żeliwiaki
W niniejszym rozdziale zostaną przedyskutowane technologie stosowane przy prowadzeniu procesu żeliwiakowego. Technologie te znajdują zastosowanie do żeliwiaków z zimnym bądź gorącym dmuchem albo do obydwu tych rozwiązań. Technologie dotyczące gazów odlotowych, takie jak podgrzewanie i oczyszczanie zostaną omówione w rozdz. 4.5.2. W tymże rozdziale zostaną również przedstawione możliwości przestawienia żeliwiaka z zimnym dmuchem na pracę z gorącym dmuchem.
4.2.1.1. Optymalizacja procesu żeliwiakowego
OpisNatężenie emisji pyłów i gazów jest związane bezpośrednio z zużyciem koksu wsadowego (w kg/100 kg wsadu metalowego). Dlatego wszelkie przedsięwzięcia, zmierzające do zwiększenia sprawności cieplnej żeliwiaka, prowadzą również do zmniejszenia emisji pyłów i gazów z tego pieca.
Praktyczne zasady prawidłowej pracy żeliwiaka obejmują:
- prowadzenie pieca w możliwie najlepszych warunkach: wpływ ilości dmuchu i zużycia koksu na temperaturę przegrzania żeliwa i wydajność żeliwiaka można przedstawić dla każdego żeliwiak za pomocą wykresu siatkowego (wykresu Jungblutha). Ważność tego wykresu ogranicza się do danych, dla których go opracowano. Wskazuje on na zmiany temperatury żeliwa i wydajności żeliwiaka pod wpływem zmian ilości dmuchu i zużycia koksu i pozwala na określenie punktu (bądź linii) optymalnej sprawności cieplnej pieca
- unikanie nadmiernego przegrzania żeliwa- równomierne załadowywanie wsadu do pieca; należy się starać, aby metal i koks
z nabojów wsadu rozkładały się równomiernie w szybie pieca- prawidłową kontrolę masy naboju wsadowego, ilości dmuchu i temperatury
metalu- zminimalizowanie strat powietrza dmuchu; prawidłowa ilość powietrza
dostarczanego do żeliwiaka ma istotne znaczenie dla wskaźników jego pracy; dane ilościowe, dotyczące tej wielkości mogą się okazywać fałszywe z powodu strat powietrza. Dlatego istotne jest zwracania bacznej uwagi na ewentualne wypływy powietrza na drodze od wentylatora do dysz. Źródłem znacznych strat
Kuźnictwo i przemysł odlewniczy 179

Rozdział 4
powietrza mogą być w żeliwiakach z okresowym spustem żużla otwory spustowe do żużla, pozostawiane otwartymi; przy tym są one często przewymiarowane. Szczególnie często występują straty dmuchu przy żeliwiakach z gorącym dmuchem; mają one zwykle miejsce w rekuperatorach. Następstwem tego jest konieczność wdmuchiwania przez dysze tlenu w miejsce traconego dmuchu.
- unikanie ” zawisania” wsadów w szybie żeliwiaka: jest to zjawisko wstrzymywania nabojów wsadu w ich ruchu w dół szybu i jest przyczyną spadku wydajności i sprawności cieplnej pieca, a w cięższych przypadkach - zatrzymania procesu topienia
- prawidłowe postępowanie z wykładziną: wewnętrzna średnica wykładziny w strefach najwyższej temperatury (spalania i topienia) powiększa się z upływem czasu trwania procesu żeliwiakowego wskutek erozji i zużycia ściernego. Wpływa to na przebieg procesu, oddalając go od przebiegu optymalnego. Minimalizowanie obciążenia cieplnego wykładziny jest więc również działaniem na rzecz oszczędności energii. Aby zapewnić zadowalające i ekonomiczne prowadzenie żeliwiaka, należy po każdym wytopie odnawiać wykładzinę w wymienionych powyżej krytycznych miejscach.
Osiągnięte korzyści środowiskoweZwiększona sprawność zużywania energii, zmniejszone zużycie koksu, zmniejszona ilość odpadów.
Oddziaływanie na środowiskoNie stwierdzono występowania efektów ubocznych.
Możliwość zastosowaniaOpisana technika ma zastosowanie do żeliwiaków istniejących i instalowanych.
Powody wdrożeniaOptymalizacja pracy żeliwiaka.
Zakłady referencyjneDobrą praktykę metalurgiczną można zaobserwować we wszystkich odlewniach z żeliwiakami.
Literatura[32, CAEF, 1997], [44, ETSU, 1993], [202, TWG, 2002]
4.2.1.2. Kontrola jakości koksu
OpisJakość stosowanego koksu wywiera istotny wpływ na sprawność operacji żeliwiakowych, a szczególnie na początkową temperaturę żeliwa, stopień jego nawęglenia i końcową zawartość siarki w żeliwie. Przy ocenie jakości koksu bierze się pod uwagę następujące jego właściwości:
- zawartość węgla związanego: im jest ona większa tym większa jest wartość opałowa koksu
- zawartość popiołu: z jej zwiększeniem zmniejsza się wartość opałowa koksu i zwiększa ilość wytwarzanego żużla
Kuźnictwo i przemysł odlewniczy 180
Rozdział 4
- zawartość części lotnych: z jej zwiększeniem się zmniejsza się zawartość węgla związanego i maleje wartość opałowa koksu
- zawartość siarki: obecność siarki jest niepożądana w każdym rodzaju żeliwa1, a jej obecność w koksie prowadzi do emisji SO2. Zawartość siarki w koksie zależy od jej zawartości w węglu, z którego koks jest wytwarzany Niestety, brak jest metody usuwania siarki z koksu.
- wilgotność: obecność wody w koksie jest niepożądana, gdyż zmniejsza ona ilość węgla w odważanym koksie wsadowym. Niewielka wilgotność koksu jest jednak wskazana ze względu na zmniejszenie wtedy zapalności koksu w urządzeniach transportowych
- wymiary kawałków: rozmiary kawałków koksu odlewniczego wpływają bezpośrednio na zużycie koksu wsadowego i na szybkość topienia. Optymalne wymiary kawałków koksu w chwili załadowywania go do pieca powinny mieć średni wymiar większy od 90 mm, a udział kawałków o rozmiarze poniżej 50 mm nie powinien przekraczać 4%. Udział koksiku w partiach koksu wsadowego wpływa w istotnym stopniu na ilość pyłu emitowanego z żeliwiaka.
Osiągnięte korzyści środowiskoweZoptymalizowanie zużycia koksu przyczynia się do zwiększenia sprawności procesu.
Oddziaływanie na środowiskoNie stwierdzono występowania efektów ubocznych.
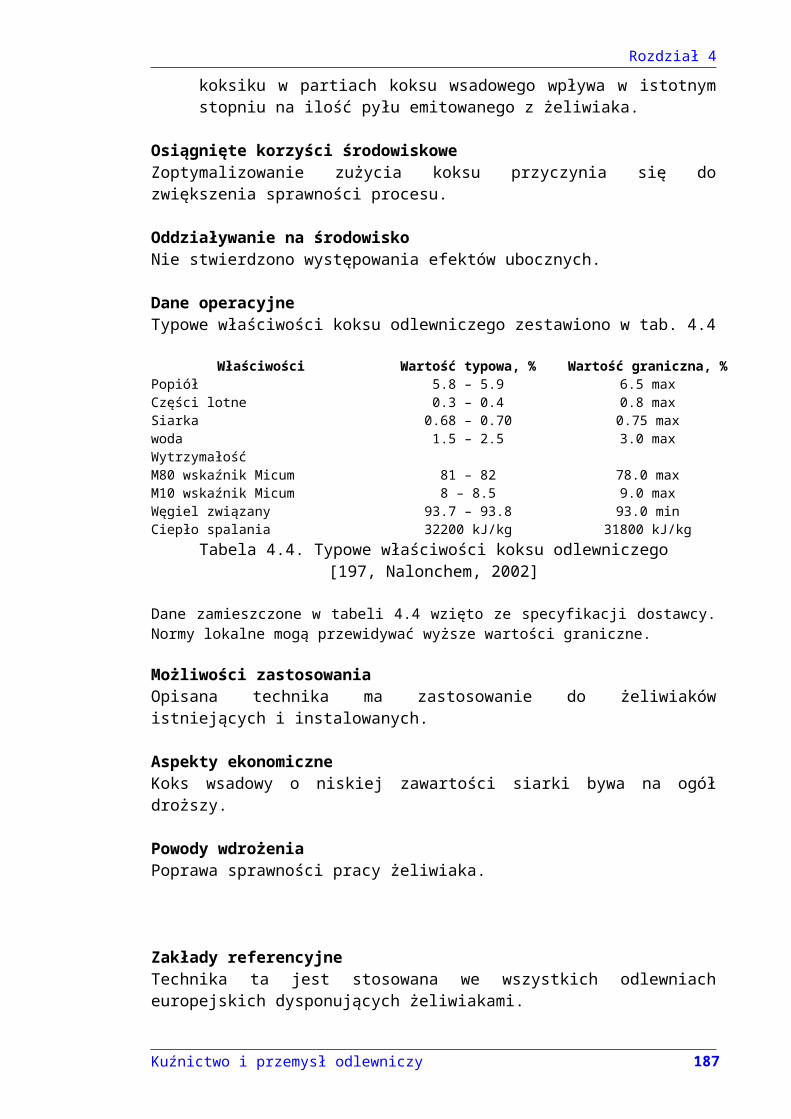
Dane operacyjneTypowe właściwości koksu odlewniczego zestawiono w tab. 4.4
Właściwości Wartość typowa, % Wartość graniczna, %Popiół 5.8 – 5.9 6.5 maxCzęści lotne 0.3 – 0.4 0.8 maxSiarka 0.68 – 0.70 0.75 maxwoda 1.5 – 2.5 3.0 maxWytrzymałość M80 wskaźnik Micum M10 wskaźnik Micum
81 – 828 – 8.5
78.0 max9.0 max
Węgiel związany 93.7 – 93.8 93.0 minCiepło spalania 32200 kJ/kg 31800 kJ/kg
Tabela 4.4. Typowe właściwości koksu odlewniczego[197, Nalonchem, 2002]
Dane zamieszczone w tabeli 4.4 wzięto ze specyfikacji dostawcy. Normy lokalne mogą przewidywać wyższe wartości graniczne.
Możliwości zastosowaniaOpisana technika ma zastosowanie do żeliwiaków istniejących i instalowanych.
Aspekty ekonomiczneKoks wsadowy o niskiej zawartości siarki bywa na ogół droższy.
Powody wdrożeniaPoprawa sprawności pracy żeliwiaka.
1 Z wyjątkiem żeliwa wyjściowego do modyfikowania (przyp. tłum)
Kuźnictwo i przemysł odlewniczy 181
Rozdział 4
Zakłady referencyjneTechnika ta jest stosowana we wszystkich odlewniach europejskich dysponujących żeliwiakami.
Literatura [44, ETSU, 1993], [225, TWG, 2003]
4.2.1.3. Prowadzenie pieca na żużlu kwaśnym lub zasadowym
OpisW celu uzyskania odpowiedniej płynności żużla i ułatwienia oddzielania go od ciekłego metalu i swobodnego wypływania z pieca stosuje się topniki. Najpowszechniej używanym topnikiem jest kamień wapienny (węglan wapnia), który dysocjuje w szybie żeliwiaka, dając wapno palone CaO i dwutlenek węgla. CaO łączy się z innymi składnikami żużla (zwykle o charakterze kwaśnym), tworząc ciekły żużel.
Zasadowość żużla określa stosunek zawartości tlenków zasadowych i kwaśnych: B = (CaO + MgO)/(SiO2), przy czym, zawartości są podane w % masowych.
Większość żeliwiaków działa z zastosowaniem żużla kwaśnego lub lekko zasadowego (B < 1.2). Żeliwiaki zasadowe dają następujące korzyści:
- większą zawartość węgla, - mniejszą zawartość siarki, - możliwość zastosowania złomu gorszej jakości,
ale wykazują równocześnie następujące wady:
- duży zgar krzemu,- większy koszt materiałów wykładziny (o ile nie pracuje się bez wykładziny), - większy koszt topników,- trudniej jest regulować skład chemiczny metalu niż przy stosowaniu żużla
kwaśnego.
Osiągnięte korzyści środowiskowePrzy żeliwiakach kwasnych można stosować filtry suche. Żużel zasadowy ma wyższą temperaturę topnienia; upłynnia się go za pomocą CaF2, co jest źródłem emisji składników zawierających fluor, a to wymaga zastosowania mokrych skruberów do skutecznego wychwytywania tych składników.
Możliwości zastosowaniaOpisana technika ma zastosowanie do żeliwiaków istniejących i instalowanych. W przypadku stosowania żużla zasadowego konieczne jest zainstalowanie mokrych odpylaczy.
Zakłady referencyjneTechnika ta jest stosowana we wszystkich odlewniach europejskich dysponujących żeliwiakami.
Literatura [44, ETSU, 1993], [202, TWG, 2002], [225, TWG, 2003]
Kuźnictwo i przemysł odlewniczy 182

Rozdział 4
4.2.1.4. Powiększanie wysokości szybu żeliwiaków z zimnym dmuchem (ŻZD)
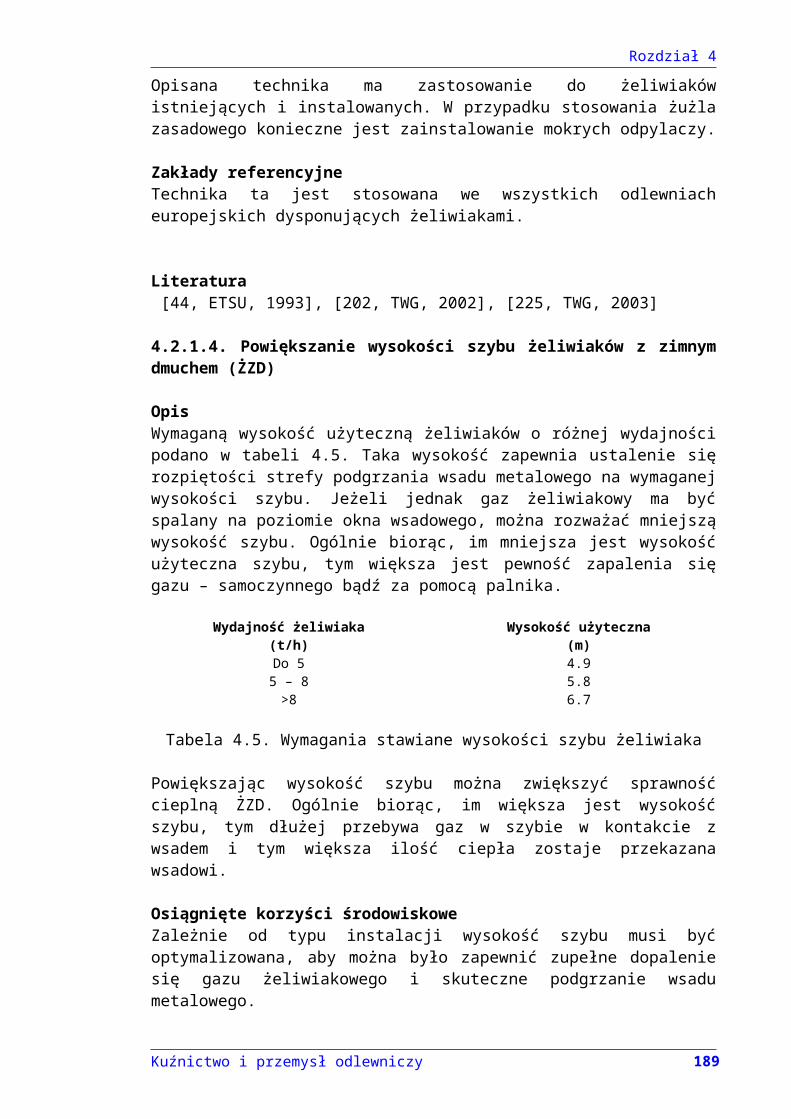
OpisWymaganą wysokość użyteczną żeliwiaków o różnej wydajności podano w tabeli 4.5. Taka wysokość zapewnia ustalenie się rozpiętości strefy podgrzania wsadu metalowego na wymaganej wysokości szybu. Jeżeli jednak gaz żeliwiakowy ma być spalany na poziomie okna wsadowego, można rozważać mniejszą wysokość szybu. Ogólnie biorąc, im mniejsza jest wysokość użyteczna szybu, tym większa jest pewność zapalenia się gazu – samoczynnego bądź za pomocą palnika.
Wydajność żeliwiaka(t/h)
Wysokość użyteczna(m)
Do 5 4.95 – 8 5.8>8 6.7
Tabela 4.5. Wymagania stawiane wysokości szybu żeliwiaka
Powiększając wysokość szybu można zwiększyć sprawność cieplną ŻZD. Ogólnie biorąc, im większa jest wysokość szybu, tym dłużej przebywa gaz w szybie w kontakcie z wsadem i tym większa ilość ciepła zostaje przekazana wsadowi.
Osiągnięte korzyści środowiskoweZależnie od typu instalacji wysokość szybu musi być optymalizowana, aby można było zapewnić zupełne dopalenie się gazu żeliwiakowego i skuteczne podgrzanie wsadu metalowego.
Oddziaływanie na środowiskoNie stwierdzono występowania efektów ubocznych.
Dane operacyjneDane operacyjne zestawiono w tabeli 4.6. Zmiana obejmuje podwojenie objętości strefy podgrzania, w wyniku czego można zmniejszyć zużycie koksu wsadowego z 14 do 11,5 kg/100 kg wsadu metalowego, czyli zmniejszyć je o 18%. Należy zaznaczyć, że w ogólności wysokość użyteczną szybu określa się zgodnie z przybliżoną zasadą: wysokość = 5 x średnica wewnętrzna żeliwiaka na poziomie dysz.
Żeliwiak przed zmianą Żeliwiak po zmianieŚrednica- strefa topienia (m)- strefa podgrzania (m)
1.41.4
1.41.7
Wysokość nad dyszami 5 6.5Zużycie koksu (kg/100kg wsadu metalowego 140 115
Tabela 4.6. Przykładowe dane dotyczące zmiany zużycia koksu po zwiększeniu wysokości użytecznej żeliwiaka
Możliwości zastosowania
Kuźnictwo i przemysł odlewniczy 183

Rozdział 4
Optymalizacja wysokości użytecznej żeliwiaka powinna być przeprowadzona na etapie jego projektowania. W przeciwnym razie zmiany takiej można dokonać tylko w czasie zasadniczej modernizacji pieca.
Powody wdrożeniaZwiększenie sprawności pracy żeliwiaka.
Zakłady referencyjneDane operacyjne otrzymano z pewnej francuskiej odlewni żeliwa.
Literatura[32, CAEF, 1997], [44, ETSU, 1993], [202, TWG, 2002]
4.2.1.5. Instalowanie dwurzędowego systemu dyszowego w żeliwiaku z zimnym dmuchem (ŻZD)
OpisSprawność cieplną ŻZD można zwiększyć stosując dwurzędowy system dysz. Wprowadza się w ten sposób dodatkowy tlen nad strefę spalania, powodując dopalanie CO gazu żeliwiakowego, który tworzy się w wyniku endotermicznej reakcji CO2 z węglem koksu. Takie postępowanie pozwala na wykorzystywanie „utajonego” ciepła gazu i zwiększa w ten sposób sprawność cieplną żeliwiaka.
Każdy rząd dysz jest zasilany osobnym źródłem dmuchu, którego ilość jest ściśle regulowana. W porównaniu z żeliwiakiem jednorzędowym żeliwiak dwurzędowy pozwala na:
- uzyskiwanie wyższej temperatury żeliwa na rynnie spustowej i większego stopnia nawęglenia żeliwa (przy tym samym zużyciu koksu),
- zmniejszenie zużycia koksu przy zwiększonej wydajności (przy tej samej temperaturze żeliwa na rynnie spustowej).
Dwurzędowy system dysz przynosi największe korzyści przy wprowadzaniu 25-50% całkowitej ilości dmuchu prze górny, a 75-50% przez dolny rządy dysz. Odstęp między obydwoma rzędami powinien wynosić: od 0,5 m (dmuch gorący) do 1 m (dmuch zimny).
Osiągnięte korzyści środowiskoweZmniejszenie zużycia koksu i zwiększenie wydajności żeliwiaka.
Oddziaływanie na środowiskoNie stwierdzono występowania efektów ubocznych
Dane operacyjneStosując prawidłowo rozmieszczone dwa rzędy dysz przy równym podziale dmuchu między te rzędy można się spodziewać podwyższenia temperatury żeliwa o ok. 45-50ºC dla tego samego zużycia koksu. Alternatywnie, można zmniejszyć zużycie koksu o 20-32% i zwiększyć wydajność pieca o 11-23%. W pierwszym przypadku zwiększa się nieco (o ok. 0,06) nawęglenie żeliwa, zarówno jak i zgar Si (spadek zawartości Si o ok. 0,18).
Kuźnictwo i przemysł odlewniczy 184
Rozdział 4
W żeliwiaku dwurzędowym zwiększa się rozpiętość strefy z nadtopioną wykładziną. Dlatego przed rozpoczęciem wytopu należy zmierzyć i skorygować wysokość warstwy koksu wypełniającego. W przypadku wytopów krótkotrwałych (np. 2-3 h) oszczędność na koksie wsadowym nie kompensuje na ogół zwiększonego zużycia koksu wypełniającego. Jednak nawet w przypadkach krótkich wytopów podwyższenie temperatury żeliwa i zwiększenie stopnia nawęglenia, uzyskiwane w żeliwiaku dwurzędowym, są cennymi zaletami tego typu pieca dla licznych odlewni.
Występują tu poza tym następujące inne korzyści:- temperatura gazu odlotowego wynosi przeciętnie 250ºC, podczas gdy w
żeliwiaku konwencjonalnym – 450ºC,- możliwe jest stosowanie we wsadzie metalowym kawałków o większych
wymiarach,- możliwe jest zwiększenie udziału złomu stalowego we wsadzie metalowym.
Możliwości zastosowaniaDwurzędowy system dysz jest stosowany w nowobudowanych oraz rekonstruowanych ŻZD; jest on natomiast rzadko stosowany w ŻGD.
Aspekty ekonomiczneŻeliwiak dwurzędowy sprawdził się jako urządzenie oszczędne w eksploatacji i tanie inwestycyjnie. Koszty przekonstruowania istniejących żeliwiaków na żeliwiaki dwurzędowe są nieporównywalnie małe w porównaniu z osiąganymi oszczędnościami. BCIRA podaje przykład pewnej odlewni brytyjskiej, w której okres amortyzacji podobnej inwestycji wyniósł tylko 14 tygodni. Duża odlewnia kanadyjska zaoszczędziła w ciągu roku 170 000 CAD (dolary kanadyjskie), podczas gdy koszt inwestycji wyniósł tylko 18 000 CAD. Dodatkową korzyścią ze zmniejszonego zużycia koksu było zmniejszenie zawartości siarki w żeliwie, a tym samym zmniejszenie kosztów odsiarczania.
Dodatkowe dane ekonomiczne zestawiono w załączniku 1.
Powody wdrożeniaZwiększenie sprawności pracy żeliwiaka.
Zakłady referencyjneWszystkie ostatnio instalowane we Francji ŻZD mają dwurzędowe systemy dysz: STAUB (Merville), FONTE ARDENNAISE (Vivier au court), BERNARD HUET (Vivier au court). Dwurzędowy system dysz zainstalowano również w ŻGD w firmie FIDAY GESTION (Chassey les Scey).
Literatura[32, CAEF, 1997], [196, UNIDO, 2002], [202, TWG, 2002], [225, TWG, 2003]
4.2.1.6. Dotlenianie dmuchu
OpisSprawność cieplną ŻZD można zwiększać wzbogacając dmuch w tlen. Podwyższa się wówczas temperatura spalania koksu, dzięki czemu można uzyskiwać wyższą temperaturę przegrzania żeliwa albo zmniejszyć zużycie koksu.
Kuźnictwo i przemysł odlewniczy 185

Rozdział 4
W porównaniu z normalnym funkcjonowaniem żeliwiaka ciągłe dotlenianie dmuchu pozwala na osiąganie jednej z następujących korzyści:
- wyższą temperaturę przegrzania żeliwa, większy stopień nawęglenia i mniejszy zgar Si (przy tym sam zużyciu koksu wsadowego), lub
- zmniejszenie zużycia koksu wsadowego (dla tej samej temperatury przegrzania żeliwa) bez zmian stopnia nawęglania i zgaru Si, lub
- zwiększenie wydajności istniejącego żeliwiaka.Dotlenienie dmuchu pozwala na szybkie usunięcie skutków zaburzeń procesu żeliwiakowego. Dlatego też dmuch dotlenia się w niektórych odlewniach okresowo, wtedy gdy konieczne jest doprowadzenie pieca do normalnej pracy.
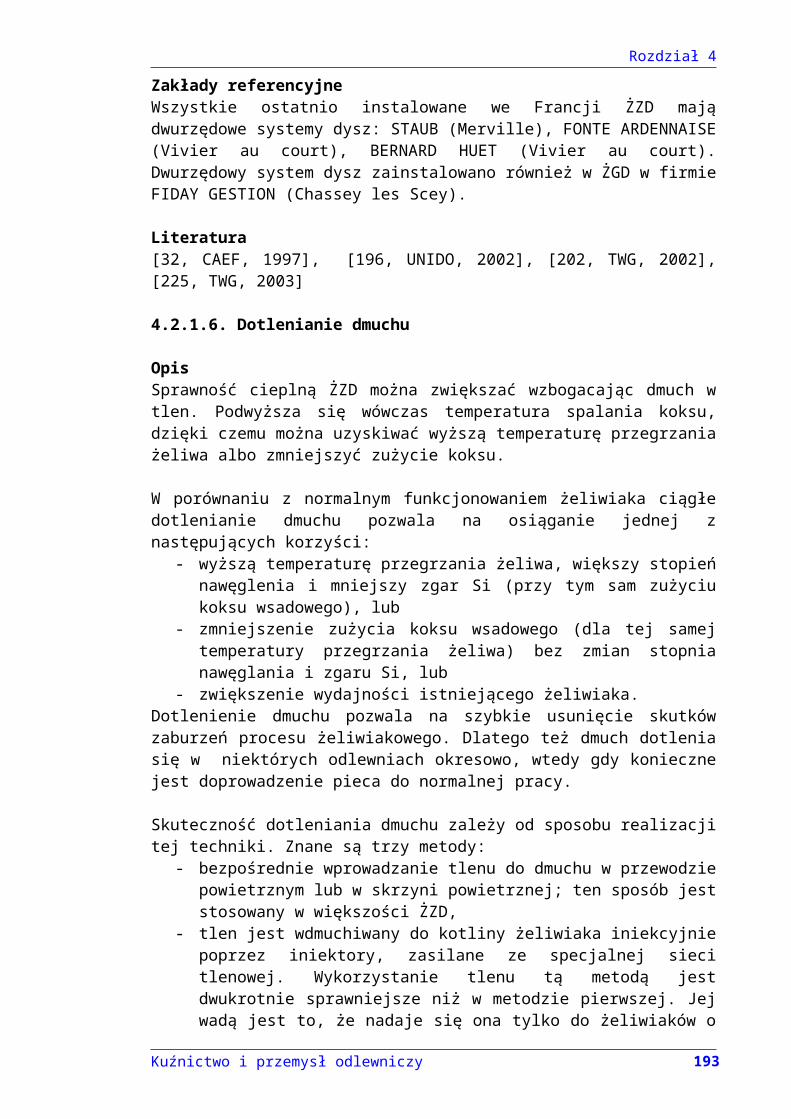
Skuteczność dotleniania dmuchu zależy od sposobu realizacji tej techniki. Znane są trzy metody:
- bezpośrednie wprowadzanie tlenu do dmuchu w przewodzie powietrznym lub w skrzyni powietrznej; ten sposób jest stosowany w większości ŻZD,
- tlen jest wdmuchiwany do kotliny żeliwiaka iniekcyjnie poprzez iniektory, zasilane ze specjalnej sieci tlenowej. Wykorzystanie tlenu tą metodą jest dwukrotnie sprawniejsze niż w metodzie pierwszej. Jej wadą jest to, że nadaje się ona tylko do żeliwiaków o ciągłym spuście żeliwa i żużla; w przypadku spustu okresowego zachodzi możliwość zniszczenia iniektorów przez podnoszący się w kotlinie metal z żużlem. Metoda ta, opracowana w Wielkiej Brytanii, nie rozwinęła się zbyt szeroko.
- iniekcja przez dysze; tlen jest wprowadzany do żeliwiaka przez iniektory, wstawiane do wszystkich lub niektórych dysz. Skuteczność tej metody mieści się pomiędzy skutecznością bezpośredniego wprowadzania tlenu do dmuchu i wprowadzania go do kotliny. Jest ona stosowana w 20-30% przypadków żeliwiaków z dotlenionym dmuchem.
Zasady iniekcji tlenu do żeliwiaka przedstawiono na rys. 4.3.
Rys. 4.3. Różne metody iniekcji tlenu do żeliwiaka[44, ETSU, 1993]
Kuźnictwo i przemysł odlewniczy 186
Rozdział 4
Osiągnięte korzyści środowiskoweDotlenianie dmuchu pozwala na zmniejszenie zużycia koksu wsadowego i lepszą regulację procesu żeliwiakowego. Stwierdzono również zmniejszenie emisji dioksyn i furanów z ŻZD (patrz rozdz. 4.5.1.4).
Oddziaływanie na środowiskoOmawiana technologia wymaga tlenu, którego wytwarzanie pochłania określoną ilość energii. Dane operacyjneW porównaniu z konwencjonalnym żeliwiakiem jednorzędowym funkcjonującym bez dotleniania dmuchu można się spodziewać następujących wartości przyrostu temperatury żeliwa na rynnie spustowej dla różnych metod wprowadzania tlenu do żeliwiaka:- bezpośrednie dotlenianie dmuchu + 15 ºC- iniekcyjne wdmuchiwanie do kotliny + 85 ºC- iniekcyjne wprowadzanie tlenu przez dysze + 40 ºC
Stosowanie dwurzędowego systemu dysz w połączeniu z bezpośrednim dotlenianiem powietrza, kierowanego przez dolny rząd dysz, prowadzi do podwyższenia temperatury żeliwa na rynnie spustowej o 85 ºC w porównaniu z temperaturą żeliwa wytapianego w żeliwiaku jednorzędowym pracującym bez dotlenionego dmuchu. W żeliwiaku dwurzędowym żadna z metod iniekcyjnych nie daje lepszych wyników pod względem temperatury żeliwa niż prosta metoda bezpośrednia iniekcji dmuchu.
Ważnym efektem dotleniania dmuchu jest zwiększanie się wydajności żeliwiaka istniejących żeliwiaków znacznie powyżej ich zwykłej optymalnej wydajności. W żeliwiakach dwurzędowych wydajność zwiększa się o ok. 6,8% a temperatura żeliwa na rynnie spustowej o ok. 20ºC na każdy 1% dodatkowego tlenu, wprowadzonego do dmuchu bezpośrednio. W przypadku braku konieczności podwyższania temperatury żeliwa i możliwości zmniejszenia zużycia koksu można osiągnąć jeszcze bardziej wyraźne powiększenie wydajności żeliwiaka przy tej samej ilości dmuchu i tym samym stopniu jego dotlenienia.
Dalsze dane operacyjne zestawiono w załączniku 1.
Możliwości zastosowaniaObecnie w prawie wszystkich ŻGD w Europie wdmuchuje się tlen przez dysze. Stosowanie dmuchu dotlenionego można traktować obecnie jako standardową praktykę, przy czym przeważa metoda dotleniania bezpośredniego. Mieszanina powietrzno-tlenowa, wprowadzana do takich żeliwiaków, zawiera zwykle 22-25 % tlenu (czyli stopień wzbogacenia dmuch w tlen wynosi 1-4 %).
Aspekty ekonomiczneWpływ stosowania dotlenionego dmuchu na koszty wytapiania żeliwa zależy od ceny tlenu, a ta zależy od ilości tlenu nabywanej przez poszczególne odlewnie. Ogólnie biorąc, ekonomiczna strona omawianej metody zmienia się od przypadku do przypadku.
Istotne oddziaływanie stężenia tlenu w dmuchu na wydajność żeliwiaka umożliwiło odlewniom zwiększać bez większych inwestycji produkcyjność i redukować w ten sposób koszty produkcji, co wyrównuje koszty tlenu. Przy rozważaniach tego rodzaju
Kuźnictwo i przemysł odlewniczy 187

Rozdział 4
należy brać pod uwagę również konieczność zwiększania produkcyjności rdzeniarni i formierni danych odlewni.
Powody wdrożeniaZwiększenie sprawności i kontroli pracy żeliwiaka.
Zakłady referencyjneTa technika jest powszechnie stosowana w odlewniach europejskich, dysponujących żeliwiakami. Literatura[32, CAEF, 1997], [156, Godinot, 2001]
4.2.1.7. Przegrzewanie dmuchu dla ŻGD
OpisJedną z metod podwyższania temperatury spalania koksu w żeliwiaku jest bardzo wysokie nagrzewanie dmuchu, sięgające 800-900ºC. W tym celu instaluje się w przewodzie powietrznym palnik plazmowy lub stosuje się rurowe, elektryczne nagrzewnice oporowe. Doświadczalnie wykazano, że podwyższając temperaturę dmuchu o 200ºC (z 550 do 750ºC), co wymaga zużycia 60 kWh energii, oszczędza się 10 kg koksu/1 t wsadu metalowego. Największą korzyścią z tak wysokiego nagrzania dmuchu, większą nawet niż oszczędność koksu, jest elastyczność prowadzonego w tych warunkach procesu: wydajność można zwiększyć o 30% bez zmiany składu wsadu. Poza tym zastosowanie nagrzewania plazmowego pozwala zastąpić czysty złom żeliwny bardziej zanieczyszczonym złomem stalowym z oczywistymi konsekwencjami ekonomicznymi.
Osiągnięte korzyści dla środowiskaZmniejszenie zużycia koksu wsadowego i zwiększenie sprawności procesu.
Oddziaływanie na środowiskoNagrzewanie elektryczne powoduje zwiększenie zużycia energii elektrycznej (o 58 kWh/t).
Dane operacyjneDane operacyjne zestawiono w załączniku 1. Nagrzewanie dmuchu powoduje powstawanie mniejszej ilości gazu żeliwiakowego niż w przypadku żeliwiaka kampanijnego z gorącym dmuchem. Porównanie z żeliwiakiem z dmuchem wzbogaconym w tlen metodą iniekcji wypada na korzyść tego drugiego.
Możliwości zastosowaniaOmawiana technologia znajduje zastosowanie w nowych i w istniejących ŻGD.
Przy jej stosowaniu można się spodziewać podobnych efektów, jak w żeliwiaku z wdmuchiwaniem tlenu przez lance dyszowe. Może być użyta w bardziej złożonym układzie, jednak przy jej stosowaniu powstaje więcej gazu żeliwiakowego. Poza tym iniekcja tlenu pozwala na skompensowanie strat dmuchu wynikłych z nieszczelności w przewodach powietrznych lub w skrzyni powietrznej.
Aspekty ekonomiczneDane ekonomiczne zestawiono w załączniku 1.
Kuźnictwo i przemysł odlewniczy 188
Rozdział 4
Powody wdrożeniaZwiększenie sprawności i kontroli pracy żeliwiaka.
Zakłady referencyjnePSA, Sept-Fons, France Literatura[156, Godinot, 2001]
4.2.1.8. Minimalne okresy wyłączenia dmuchu w ŻGD
OpisPrzerwy w doprowadzaniu dmuchu do żeliwiaka odbijają się niekorzystnie na wynikach jego pracy, przede wszystkim na wysokości temperatury przegrzania żeliwa (patrz rys. 4.4).
Rys. 4.4. Wpływ przerw w doprowadzaniu dmuchu do żeliwiaka na temperaturę żeliwa na rynnie spustowej[144, TSU, 1993]
Wyłączanie dmuchu, powodowane często przerywanym zapotrzebowaniem na ciekłe żeliwo:
- obniża średnie wartości temperatury żeliwa na rynnie spustowej i temperaturę odlewana, połączone z ryzykiem wytwarzania wadliwych odlewów,
- zwiększa zakres zmienności składu chemicznego metalu, zwłaszcza zawartości węgla i krzemu z ryzykiem wytwarzania odlewów o „nietrafionej analizie”,
- zwiększa zużycie koksu wsadowego wskutek niekontrolowanego „poprawiania” przez operatora temperatury żeliwa na rynnie spustowej,
- wpływa na stan zarodkowy żeliwa i powiększa tendencję do powstawania wad skurczowych w odlewach.
Z powyższych powodów powinny być przygotowywane harmonogramy operacji formowania i odlewania w celu zapewnienia w miarę ciągłego zapotrzebowania na
Kuźnictwo i przemysł odlewniczy 189

Rozdział 4
ciekły metal, minimalizując w ten sposób okresy wyłączania dmuchu dostarczanego do żeliwiaka lub zmian w jego ilości.
W przypadku przewidywania większych zmian w zapotrzebowaniu na ciekłe żeliwo należy zastanowić się nad ewentualnością zainstalowania elektrycznego pieca przetrzymującego. Powinien to być zbiornik buforowy o odpowiednio dużej objętości, zapewniający ciągłą pracę żeliwiaka przy rozsądnie dobranej ilości dmuchu. Może on również pomagać w wyrównywaniu ewentualnych zmian temperatury i składu chemicznego żeliwa.
Osiągnięte korzyści środowiskoweZmniejszenie zużycia koksu wsadowego i zwiększenie sprawności procesu.
Oddziaływanie na środowiskoStosowanie elektrycznego pieca przetrzymującego spowoduje zwiększenie zużycia energii elektrycznej
Możliwości zastosowaniaOmawiana technologia znajduje zastosowanie w nowych i w istniejących ŻGD.
Aspekty ekonomiczneCelowość zainstalowania elektrycznego pieca przetrzymującego powinna zostać bardzo starannie przeanalizowana, szczególnie w odlewniach o małej produkcyjności.
Powody wdrożeniaZwiększenie sprawności i kontroli pracy żeliwiaka.
Zakłady referencyjneRozważania nad systemami dmuchowymi stanowią części programowania operacyjnego wszystkich odlewni europejskich, dysponujących żeliwiakami.
Literatura[44, ETSU, 1993]
4.2.1.9. Żeliwiak bezkoksowy
Opis Źródłem ciepła w żeliwiaku bezkoksowym jest gaz ziemny. Rolę, spełnianą w żeliwiaku koksowym przez koks kotlinowy i wypełniając, spełnia tu warstwa ceramicznych kul, wspierająca się na chłodzonym wodą ruszcie. Na tej warstwie znajduje się wsad metalowy. Krople metalu spływają w dół po warstwie kul, przegrzewają się i gromadzą się w kotlinie. Trwałość kul, wystawionych na działanie cieplne przegrzewanego metalu, jest ograniczona. Dlatego temperaturę przegrzania żeliwa w piecu ogranicza się do ok. 1400ºC, przegrzewanie do wyższej temperatury prowadzi się w piecu opalanym gazem bądź piecem indukcyjnym (proces dupleks).
Kuźnictwo i przemysł odlewniczy 190

Rozdział 4
Rys. 4.5. Żeliwiak bezkoksowy współpracujący z piecem indukcyjnym w procesie duplex
[110, Vito, 2001]
Ważnym czynnikiem technologicznym jest zapewnienie ciągłej pracy żeliwiaka bezkoksowego. Istnieje bowiem ryzyko zakleszczania się wsadu w szybie. Jeżeli zachodzi konieczność wstrzymania wytopu (np. wskutek zaburzeń w odbiorze metalu prze formiernię), należy zmniejszyć moc doprowadzaną do palników do 35-40% w celu skompensowania strat ciepła przez ścianę pieca. Problem zapewnienia ciągłości pracy pieca powinien uwzględniać zużywanie się wykładziny w strefie topienia. Dlatego najczęściej piece tego rodzaju są eksploatowane w kampaniach tygodniowych.
Panująca w piecu atmosfera utleniająca i niska stosunkowo temperatura płomienia powodują zwiększoną intensywność utleniania się żeliwa. Ogranicza to stosowanie złomu stalowego. Maksymalny jego udział we wsadzie, przy wytwarzaniu żeliwa sferoidalnego, wynosi 35%, zwykle jednak nie przekracza on poziomu 20%. Z uwagi na dużą skłonność do tworzenia „zawisów” w szybie pieca wsad metalowy powinien być starannie dobierany pod względem wymiarów i kształtu jego kawałków.
Ważną zaletą żeliwiaka bezkoksowego przy wytwarzaniu odlewów z żeliwa sferoidalnego jest brak nasiarczania metalu w piecu, wobec czego może on być wykorzystywany natychmiast po nawęgleniu.
Osiągnięte korzyści środowiskowePoza wyższą sprawnością cieplną piec ten wykazuje inne korzyści związane z ochroną środowiska. Spalanie gazu ziemnego w miejsce koksu ma następujące konsekwencje dla gazu odlotowego w porównaniu z ŻZD:
Kuźnictwo i przemysł odlewniczy 191

Rozdział 4
- mniejsza jest ilość emitowanego pyłu (0,8 kg/t wsadu metalowego zamiast 10-15 kg/t),
- brak CO i SO2 oraz mniejsza ilość CO2 (120 kg/t wsadu metalowego zamiast 450 kg/t),
- mniejsza ilość wytwarzanego gazu odlotowego (495 m3/t zamiast 770 m3/t dla ŻZD bez wodnego chłodzenia wykładziny); dzięki temu rozmiary urządzeń odpylających są mniejsze.
Oddziaływanie na środowiskoStosowanie żeliwiaka bezkoksowego wymaga jego funkcjonowania w procesie dupleks w celu zapewnienia odpowiednio wysokiego przegrzania żeliwa.
Dane operacyjneDane operacyjne zestawiono w tabeli 4.7. Piec pracuje zwykle z zastosowaniem współczynnika nadmiaru powietrza λ = 1,15. Wydajność pieca może być znaczna (często w przedziale 10-12 kg/(m2 . h). Zużycie kul ceramicznych wynosi 1-1,4% w stosunku do masy wsadu metalowego. Sprawność cieplna żeliwiaka, bez uwzględniania zużycia energii przez piec przetrzymujący, wynosi ok. 70%.
Jednostki miar Zużycie(na 1 t ciekłego metalu)
Zużycie gazu ziemnegoPodgrzanie pieca m3 600Topienie m3 48.0Zużycie energii elektryczneja) PodgrzewaczPrzegrzanie kWh 64.0Wytrzymywanie kWh 15.0b) Wyposażenie dodatkowe kWh 25.0Zużycie materiału wykładzinySzyb pieca kg 5 – 8Syfon kg 0.7Przegrzewacz kg 0.5Zużycie wody m3 0.4Zużycie tlenu m3 19.7Wsad metalowy Składniki Udział (%/t)
Stal 25 – 35Surówka 20 – 30
Złom obiegowy/złom żeliwny 35 – 55Pierwiastki stopowe i dodatki Składniki Udział (%/t)
Nawęglacz 1.1Brykiety – Si 0.8
Kule ceramiczne 0.95Składniki żużlotwórcze 0.3
Tabela 4.7. Typowe dane operacyjne dla żeliwiaka bezkoksowego[202, TWG, 2002]
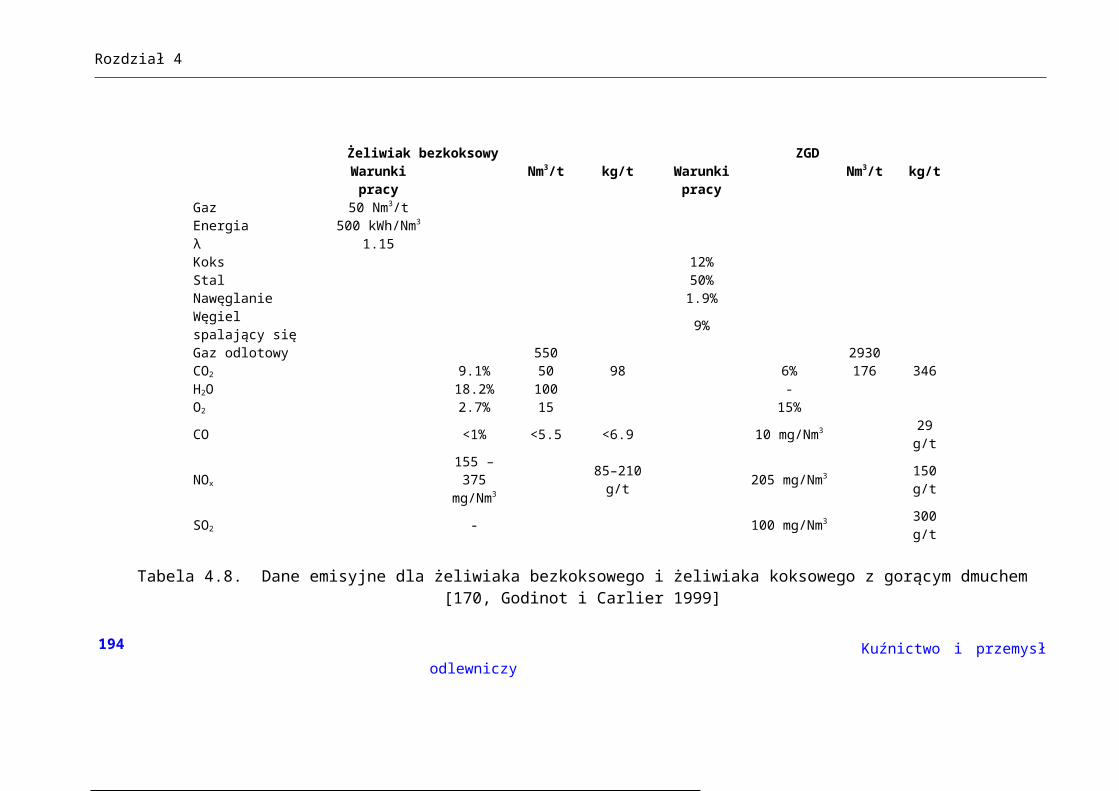
Z uwagi na brak koksu (i CO) nie występują tu straty cieplne w postaci ciepła „utajonego” gazu odlotowego. Całkowita rekuperacja ciepła gazu następuje w szybie pieca. W zestawieniu duplex, np. z uwzględnieniem przegrzewania żeliwa w piecu indukcyjnym, sprawność mieści się w przedziale 40-60%. Natomiast sprawność żeliwiaków koksowych zawiera się w przedziale od 25% (ŻZD) do 45% (ŻGD, system kampanijny). Dane emisyjne dla żeliwiaków bezkoksowych i żeliwiaków koksowych z gorącym dmuchem zestawiono w tabeli 4.8. Są one ważne dla następujących warunków:
Kuźnictwo i przemysł odlewniczy 192
Rozdział 4
- żeliwiak bezkoksowy: pobieranie próbek gazu spod okna wsadowego; atmosfera utleniająca (λ = 1,15); gaz odlotowy nie ulega dopaleniu; stosowany suchy filtr,
- ŻGD: pobieranie próbek gazu odlotowego spod okna wsadowego; dopalanie gazu odlotowego w osobnej komorze, następnie rekuperacja i oczyszczanie w suchym filtrze.
Kuźnictwo i przemysł odlewniczy 193
Rozdział 4
Żeliwiak bezkoksowy ZGDWarunki pracy Nm3/t kg/t Warunki
pracyNm3/t kg/t
Gaz 50 Nm3/tEnergia 500 kWh/Nm3
λ 1.15Koks 12%Stal 50%Nawęglanie 1.9%Węgiel spalający się 9%Gaz odlotowy 550 2930CO2 9.1% 50 98 6% 176 346H2O 18.2% 100 -O2 2.7% 15 15%CO <1% <5.5 <6.9 10 mg/Nm3 29 g/t
NOx155 – 375 mg/Nm3 85–210 g/t 205 mg/Nm3 150 g/t
SO2 - 100 mg/Nm3 300 g/t
Tabela 4.8. Dane emisyjne dla żeliwiaka bezkoksowego i żeliwiaka koksowego z gorącym dmuchem [170, Godinot i Carlier 1999]
Kuźnictwo i przemysł odlewniczy194

Rozdział 4
Analizując pracę żeliwiaków bezkoksowych, stwierdzono, co następuje:- żeliwiak bezkoksowy emituje pięciokrotnie mniej gazu niż koksowy ŻGD;
wynika to głównie z procesu dopalania gazu odlotowego, wprowadzającego powietrze w nadmiarze do komory dopalania przy ŻGD. Dlatego do odpylania gazu odlotowego emitowanego z żeliwiaka bezkoksowego można stosować odpylacze o mniejszych rozmiarach,
- żeliwiak bezkoksowy emituje 3-4 razy mnie CO2 niż koksowy ŻGD,- żeliwiak bezkoksowy emituje więcej CO, który w koksowym ŻGD jest
dopalany,- ilości emitowanych z żeliwiaka bezkoksowego dwutlenków azotu i siarki (NO2
i SO2) są małe w porównaniu z aktualnymi wartościami granicznymi (np. dla Francji wynoszą one 500 mg/Nm3 i 300 mg/Nm3 odpowiednio),
- w przypadku oczyszczania gazu odlotowego w suchych filtrach obydwie technologie zapewniają jednakowo nieznaczne wartości emisji pyłu.
Możliwości zastosowaniaOmawiana technologia znajduje zastosowanie w nowych instalacjach w odlewniach o średniej i dużej seryjności produkcji. Żeliwiak bezkoksowy wymaga utrzymywania stałych warunków eksploatacji i jej ciągłości. Wskutek utleniającej atmosfery o dużej skłonności do „zawisania” wsadu wymaga on także czystego wsadu, zawierającego najwyżej 35 % złomu stalowego. Z uwagi na to, że w żeliwiaku tym nie zachodzi nasiarczanie żeliwa, nadaje się on szczególnie dla odlewni wytwarzających odlewy z żeliwa sferoidalnego.
Aspekty ekonomiczneW tab. 4.9 zestawiono koszty operacyjne (za rok 1999) dla żeliwiaków: bezkoksowego i koksowego ŻGD, przyjmując wartości dla ŻGD za 100%. Dane te są ważne dla instalacji żeliwiakowych o wydajności równej 12 t/h; są one oparte na badaniach 3 żeliwiaków bezkoksowych czynnych w Europie.
Surowce (%)
Materiały pomocnicze
Energia zużyta na topienie +
ciecze
Wskaźnik odniesienia
Żeliwo szare Żeliwiak bezkoksowyŻeliwiak koksowy z gorącym dmuchem
8369
68
1123
116100
Żeliwo wyjściowe do sferoidyzowania
Żeliwiak bezkoksowyŻeliwiak koksowy z gorącym dmuchem
8169
68
1323
104100
Tabela 4.9. Koszty operacyjne funkcjonowania żeliwiaków bezkoksowych w porównaniu z kosztami funkcjonowania koksowych ŻGD przyjętych jako 100%
[202, TWG, 2002]
Dane ujęte w tabeli 4.9. były obliczane w 1999 roku; od tego czasu zwiększyła się cena koksu. Jednak z tych danych można wywnioskować, że w Europie żeliwiak bezkoksowy o wydajności 12 t/h:
- wytapia droższe żeliwo szare,- wytapia żeliwo wyjściowe do produkcji żeliwa sferoidalnego po kosztach
porównywalnych z kosztami wytapiania takiego żeliwa w koksowych ŻGD.
Wyniki porównań tego rodzaju są zależne w dużym stopniu od lokalnych cen energii i materiałów wsadowych.
Kuźnictwo i przemysł odlewniczy 195

Rozdział 4
Powody wdrożeniaZmniejszenie emisji gazów i pyłów z żeliwiaków..Zakłady referencyjne
- Düker, Laufach, (Niemcy): 15 t/h, żeliwo sferoidalne,- Düker-Küttner, Lingotes Especiales, Valladolid (Hiszpania): 16 t/h, żeliwo szare
i sferoidalne,- Hayes Hydraulic Castings (Wielka Brytania), 5-6 t/h, żeliwo szare i sferoidalne.
Literatura[32, CAEF, 197], [110, Vito,2001], [170, Godinot i Carlier, 1999]
4.2.1.10. Żeliwiak koksowo-gazowy
OpisZasadą funkcjonowania żeliwiaka koksowo-gazowego jest częściowe zastąpienie w nim koksu przez gaz ziemny. Istnieją dwa sposoby spalania gazu w żeliwiaku:
- stosując palniki powietrze-gaz, umieszczane ponad dyszami,- stosując palniki tlen-gaz, umieszczone w dyszach.
Żeliwiak koksowo-gazowy z palnikami powietrzno-gazowymi znajduje obecnie w Europie ograniczone zastosowanie. Może to wynikać z utrudnionej kontroli pracy pieca i skomplikowanej jego konstrukcji w części dyszowo-palnikowej.
Palniki tlenowo-powietrzne wprowadzono w 1994 roku. Oprócz spalania gazu wersja ta pozwala na wprowadzanie tą drogą do żeliwiaka pyłów, generowanych w żeliwiaku i poza nim, jednak rozwiązanie to nie znalazło dotychczas w Europie praktycznego zastosowania. Palniki tlenowo-gazowe są wstawiane do 1/3-1/2 dysz. Około 10% energii koksu jest zamieniana energią gazu,; wynika stąd zużycie gazu w ilości 8-16 Nm3/t. Oznacza to całkowite zużycie tlenu (palniki i lance) w ilości 40-60 Nm3/t. Stosowanie tej technologii pozwala na zwiększenie płynności produkcji odlewów wraz z procesem metalurgicznym.
Wyniki pracy palników tlenowo-gazowych zależą od rodzaju żeliwiaka. W ŻZD stosowanie ich umożliwia szybkie usuwanie skutków zaburzeń procesu i zmniejszenie zużycia koksu wsadowego. W ŻGD służy ono do zwiększania wydajności pieca bez zmiany składu wsadu. Zamiana części koksu na gaz ziemny powoduje zmniejszenie ilości tworzącego się gazu odlotowego, co pozwala na zwiększanie wydajności pieca bez przeciążania istniejącej instalacji odpylającej.
Omawiana technika sprzyja nawęglaniu kąpieli i pozwala na zwiększenie udziału złomu stalowego we wsadzie, a także na wdmuchiwanie FeSi metodą iniekcji, co wypada taniej od wprowadzania FeSi w postaci kawałkowej.
Osiągnięte korzyści środowiskoweZamiana części koksu gazem ziemnym powoduje zmniejszenie ilości tworzącego się gazu odlotowego, który przy tym wykazuje większą wartość opałową dzięki obecności CO i H2 . W przypadku dopalania tego gazu spaliny będą zawierały mniejszą ilość substancji organicznych i CO.
Kuźnictwo i przemysł odlewniczy 196

Rozdział 4
Zastąpienie części koksu gazem ziemnym zmniejsza zawartość SO2 w emitowanym gazie odlotowym.
Metoda ta umożliwia recykling pyłu żeliwiakowego; mimo kilku prób rozwiązanie to nie znalazło dotychczas pełnego zastosowania.
Zmniejszenie zużycia koksu wsadowego zwiększa ryzyko zawisania wsadu metalowego.
Oddziaływanie na środowiskoProdukcja, magazynowanie i stosowanie tlenu zwiększają koszty zachowania bezpieczeństwa. Tlen wytwarza się metodą destylacji kriogenicznej lub Vacuum (Pressure) Swing Adsorption; obie są związane z zużyciem energii elektrycznej. Zużycie energii przy stosowaniu drugiej metody wynosi 0,35-0,38 kWh/Nm3 O2. Produkcja tlenu odbywa się często poza odlewnią, przez obcego producenta, który dostarcza tlen (w stanie ciekłym) w zbiornikach lub, bezpośrednio, rurociągiem (w stanie gazowym).
Dane operacyjneW odlewni AGA-Rayburn Foundry (Coalbrookdale, W. Brytania) wyposażono 3 spośród 8 dysz żeliwiaka z zimnym dmuchem w palniki tlenowo-gazowe. Pozwoliło to na zmniejszenie zużycia koksu z 15 do 10%. W wyniku tego zmniejszyła się wyraźnie zawartość siarki w wytapianym żeliwie, co pozwoliło na ograniczenie zużycia surówki i zmniejszenie kosztów wsadu metalowego.
Odlewnia FRITZWINTER (Niemcy) wyposażyła w palniki tlenowo-gazowe 3 spośród 6 dysz w swoich ŻGD o wydajności 20-25 t/h. Dzięki temu zwiększono wydajność tych żeliwiaków do 28 t/h bez zmiany wsadu bądź instalacji odpylającej. Wpływ tego posunięcia na skład gazu odlotowego przed jego dopaleniem podano w tabeli 4.10.
Z tlenem i z palnikami tlenowymi Z tlenem bez palników tlenowych
H2 0.8 – 1.2 2.2 – 2.4
CO 14 – 15 19
O2 2 2
Tabela 4.10. Wpływ oddziaływania palników tlenowo-gazowych zainstalowanych w ŻGD na skład chemiczny gazu odlotowego (wartości podano w %)
[184, Godinot i Ressent, 2002]
Możliwości zastosowaniaOmawianą technologię można zastosować w ŻZD i ŻGD, w piecach nowych i istniejących. Korzyści uzyskiwane w wyniku jej stosowani (zwiększona elastyczność, korzyści ekonomiczne, zmniejszona ilość generowanego gazu odlotowego, zwiększona wydajność) będą zależeć od specyficznych warunków indywidualnych danej odlewni. Stwierdzono trudności z kontrolą funkcjonowania pieców oraz zbytnie skomplikowanie ich konstrukcji.
Aspekty ekonomiczneKoszty operacyjne przed przestawieniem ŻZD w ww. odlewni brytyjskiej AGA-Rayburn do pracy z palnikami tlenowo-gazowymi i po zainstalowaniu palników zestawiono w tabeli 4.11. Przyjęto tu ceny podane przez CTIF (Francja).
Kuźnictwo i przemysł odlewniczy 197

Rozdział 4
Składniki wnoszone do
procesu
Jednostki miar
Cena jednostki Z palnikiem Bez palnika
EUR Zużycie na 1t Koszt Eur/t Zużycie na 1t Koszt Eur/t
Koks t 198 0.15 29.7 0.1 19.8Gaz Nm3 0.15 0 - 16.5 2.5Tlen Nm3 0.38 14 5.4
0.23 40 9.2Surówka t 164.6 0.2 32.9 0 -Złom żeliwny t 125.8 0.2 37.7 0.5 62.9Razem EURO/t 105.7 94.4Wszystkie wartości odnoszą się do 1 t ciekłego metalu
Tabela 4.11. Koszty operacyjne wytopów w żeliwiaku z zimnym dmuchem bez stosowania palników tlenowo-gazowych i po ich zainstalowaniu
[184, Godinot i Ressent, 2002]
Powody wdrożeniaZwiększenie płynności pracy odlewni i/lub zwiększenie wydajności istniejących instalacji bez ich rozbudowy
Zakłady referencyjne- odlewnia AGA-Rayburn (Coalbrookdale), W. Brytania,- odlewnia FRITZWINTER (Niemcy).
Literatura[156, Godinot, 2001], [184, Godinot i Ressent, 2002]
4.2.2. Elektryczny piec łukowy
4.2.2.1. Skracanie czasu topienia i obróbki metalurgicznej po stopieniu
OpisUlepszone metody regulacji prowadzą do skracania czasu trwania wytopu i obróbki ciekłego metalu. Obejmują one np.:
- ściślejszą kontrolę składu chemicznego (np. zawartości C, S, P) i zarówno masy wsadu, jak i jego poszczególnych składników, a także dodatków żużlotwórczych,
- prawidłową kontrolę temperatury kąpieli, co może zwiększyć sprawność reakcji rafinujących i pozwoli uniknąć zbędnego przegrzania kąpieli,
- bardziej sprawnych metod pobierania próbek i odżużlowywania kąpieli, co może skrócić czas przerw pracy pieca.
Wtórna metalurgia z zastosowaniem metod AOD i VODC skraca czas pracy EPŁ i wywiera pozytywny wpływ na oszczędne wydatkowanie energii w piecu. Technika ta jest omawiana w rozdz. 4.5.7.1.
Osiągnięte korzyści środowiskoweZwiększenie sprawności cieplnej pieca dzięki skróceniu czasu topienia i czasu przerw.
Oddziaływanie na środowiskoBrak efektów ubocznych.
Kuźnictwo i przemysł odlewniczy 198

Rozdział 4
Możliwości zastosowaniaTechnika ta znajduje zastosowanie do wszystkich instalowanych i istniejących EPŁ.
Powody wdrożeniaZwiększenie sprawności operacji topienia i obróbki metalurgicznej ciekłego metalu
Zakłady referencyjneTa technika jest szeroko rozpowszechniona w odlewniach europejskich stosujących EPŁ.
Literatura[32, CAEF, 1997], [202, TWG, 2002]
4.2.2.2. Praktyka stosowania spienionego żużla
OpisPraktyka spienionego żużla, stosowana głównie w przemyśle stalowym, polega na równoczesnym wdmuchiwaniu tlenu i węgla (w postaci pyłu) do żużla w końcowym okresie wytopu. Piana żużlowa powstaje dzięki obecności pęcherzy CO. Gaz ten pochodzi z reakcji utleniania węgla zawartego w kąpieli, w wyniku wdmuchiwania do niej tlenu, oraz z reakcji redukcji tlenku żelaza (FeO) w wyniku wdmuchiwania do niej węgla.
Tworząc spieniony żużel, intensyfikuje się przechodzenie ciepła do kawałków wsadu i chroni materiał ogniotrwały wewnątrz pieca. Dzięki większej stabilności i mniejszemu działania promieniującemu spienianie żużla prowadzi do zmniejszenia zużycia energii i elektrod, do zmniejszenia natężenia hałasu i zwiększenia produkcyjności.
Osiągnięte korzyści środowiskoweZmniejszenie zużycia energii i elektrod, zmniejszenie natężenia hałasu oraz ilości gazu odlotowego.
Oddziaływanie na środowiskoZe względu na zwiększoną objętość żużla potrzebny jest kubeł żużlowy o większej pojemności. Po spuście żużla gaz uchodzi z niego. Brak jest dotychczas wiadomości o recyklingu tego żużla.
Dane operacyjne
W tabeli 4.12 zestawiono dane operacyjne dla 60-tonowego EPŁ i wskazano na główne źródła oszczędności energii, czasu, materiałów i elektrod.
Kuźnictwo i przemysł odlewniczy 199

Rozdział 4
Jednostki miar Żużel zwykły Żużel spieniony
Moc całkowita MW 25 30
Straty promieniowania łuku do gazu odlotowego
MW 6 0
Natężenie przepływu gazu m3/h 41000 28000
Temperatura końcowa- metalu- żużla- gazu odlotowego- wykładziny
oC1630160314631528
1630172316071674
Energia wprowadzana- elektryczność- paliwo kopalne (węgiel)
kWh/t50,837,1
37,722,6
Energia wyprowadzana- metal (ΔH)- żużel (ΔH)- ściany pieca- straty w gazach odlotowych- inne straty
kWh/t10,41,120,753,62,5
10,49,414,124,81,6
Czas przegrzewania w zakresie 1584 – 1630oCSzybkość nagrzewania
min.
oC/min.
11 min. 45 s.
3,9
7 min. 30 s.
6,1
Tabela 4.12. Dane dotyczące energii i temperatury dla EPŁ dla wytopów z żużlem normalnym i spienionym
[202, TWG, 2002]
Gęstość żużla zmniejsza się z 2,3 t/m3 do 1,15-1,5 t/m3. Możliwości zastosowaniaTechnika ta znajduje zastosowanie do wszystkich instalowanych i istniejących EPŁ, w których stosuje się wdmuchiwanie tlenu..
Powody wdrożeniaZwiększenie sprawności operacji topienia.
Zakłady referencyjneNie ma informacji dotyczącej omawianej tu techniki; wiadomo tylko że znajduje ona zastosowanie w kilku odlewniach europejskich.
Literatura[32, CAEF, 1997], [202, TWG, 2002], [211, European IPPC Bureau, 2000]
4.2.3. Piec indukcyjny
4.2.3.1. Optymalizacja procesu: optymalizacja materiałów wsadowych, załadowywania wsadu i prowadzenia wytopu
OpisOpcje procesu optymalizacji funkcjonowania indukcyjnego pieca tyglowego obejmują:
- optymalizację jakości wsadu: chodzi tu o unikanie wsadu zardzewiałego i zabrudzonego, stosowanie wsadu o optymalnej wielkości i gęstości nasypowej kawałków oraz o stosowanie czystych nawęglaczy. Wszystkie te
Kuźnictwo i przemysł odlewniczy 200
Rozdział 4
przedsięwzięcia skracają czas topienia, zmniejszają jednostkowe zużycie energii, niezbędnej do stopienia wsadu i zmniejszają ilość żużla.
- szczelną pokrywę pieca: stopień utlenienia wsadu można ograniczyć, unikając źle uszczelnionych pokryw, zbędnego i przedłużanego otwierania pokryw, szybko dokonując załadunku lub stosując powłokę ochronną gazu obojętnego (N2) nad kąpielą. Poszczególne wartości czasu otwierania należy minimalizować, unikając w ten sposób strat energii. Niezbędny, sumaryczny czas przerw na ładowanie, odżużlanie, pomiary temperatury, pobieranie próbek i odlewanie wynosi 25 –50% pełnego czasu wytopu. Pierwsza wartość dotyczy nowych pieców, pracujących w warunkach optymalnych. Dobrze dopasowana pokrywa ogranicza straty cieplne do 1% całkowitej mocy dostarczonej do pieca. Przy otwartej pokrywie straty ciepła mogą sięgać 130 kWh/t dla pieca o pojemności 10 t. Pracując przy zamkniętej pokrywie, należy uważać na to, aby zbytnio nie przegrzać pieca.
- ograniczenie do minimum okresu przetrzymywania metalu w piecu: topienie jest pierwszym ogniwem w łańcuchu całego procesu odlewniczego; dlatego skracanie czasu wytrzymywania można rozważać tylko wówczas, gdy się weźmie pod uwagę optymalizację całego procesu odlewniczego, w tym opóźnienia w realizacji zadań na każdym wydziale. Podczas wytrzymywania metalu dokonuje się ewentualnej korekty składu chemicznego w oparciu o analizę próbek odlewanych w kokili. Optymalizacja czynności pobierania próbek, badania ich i korygowania składu chemicznego jest istotną drogą ograniczania czasu wytrzymywania.
- prowadzenie wytopu przy maksymalnej mocy dostarczonej do pieca: piece wykorzystują bardziej sprawnie doprowadzaną do nich energię, gdy pracują na możliwie największej przyłożonej mocy, a najlepsze wyniki otrzymuje się wówczas, gdy dostępna moc jest w pełni wykorzystywana przez jak najdłuższą część cyklu wytopowego. Uwzględnić tu należy również zmniejszanie liczby startów wytopowych z zimnym tyglem pieca (w grę wchodzi zatem optymalizacja programu produkcyjnego) i stworzenie możliwości rozpoczynania kolejnych wytopów tuż po zakończeniu poprzednich oraz zastosowanie komputera do sterowania procesem.
- unikanie zbyt wysokiej temperatury metalu i zbędnego jego przegrzewania: ważne jest, aby metal osiągał wymaganą temperaturę dokładnie w czasie, gdy formiernia jest w stanie go przyjąć. Dobra koordynacja między wytapialnią i formiernią jest warunkiem koniecznym oszczędnego zużywania energii.
- optymalizacja praktyki krótkotrwałego wysokiego przegrzewania kąpieli w celu usunięcia żużla: powstawanie żużla o niskiej temperaturze topnienia można ograniczyć, podgrzewając metal do wysokiej temperatury (1580ºC zamiast 1450ºC). Wynikiem tego jest zwiększenie zużycia energii i zmiana stanu metalurgicznego metalu. Jeżeli dopuści się do odkładania żużla na tyglu, może się zmienić niekorzystnie sprawność elektryczna pieca. Usunięcie żużla wymaga otwarcia jego pokrywy, z czym wiążą się straty cieplne. Jak z tego widać, konieczne jest prawidłowe zbilansowanie strat i zysków omawianej metody, czyli znacznego podnoszenia temperatury kąpieli i praktyki usuwania żużla.
- unikanie narostów żużlowych: najczęstsze i najbardziej kłopotliwe są przypadki pojawiania się narostów żużla wysokotopliwego. Zdarza się to w przypadkach załadowania do pieca masy formierskiej lub podczas wytopów żeliwa przy obecności złomu aluminium. Niektórzy operatorzy usiłowali zwalczać owe narosty, wprowadzając odpowiednie topniki i prowadząc rutynowe czynności rafinujące, lecz w tych przypadkach korzystniej jest stosować zasadę ”raczej
Kuźnictwo i przemysł odlewniczy 201

Rozdział 4
unikać niż usiłować leczyć” – a to nakazuje minimalizowanie obecności masy i aluminium we wsadzie.
- iniekcyjne wprowadzanie małych ilości tlenu: zamiast stosowania konwencjonalnej metody odwęglania.
- minimalizowanie i kontrolowanie zużywania się materiału tygla: trwałość tygla zależy od wyboru zastosowanego materiału ogniotrwałego, odpowiednio do rodzaju naprowadzanego żużla (kwaśny bądź zasadowy), temperatury operacyjnej metalu (stal, żeliwo, metale nieżelazne) i dbałości, z jaką wykonano nowy tygiel (spiekanie). Trwałość tygla może się zawierać w przedziale od 50 (stal, żeliwo) do 200-300 (żeliwo) wytopów. W celu zwiększenia trwałości tygla stosuje się różne środki zaradcze. Obejmują one: kontrolę wizualną stanu tygla, pomiary metodami fizycznymi i programy monitorowania instrumentalnego. W dobrej praktyce ładowania zapobiega się kumulowaniu efektów fizycznego blokowania wsadu i naprężeń mechanicznych. Praktyka ta obejmuje zastosowanie automatycznych systemów ładowania, ładowanie do rozgrzanego pieca, unikanie zrzucania wsadu z dużej wysokości i stosowanie wsadu złożonego z kawałków zwartych i suchych.
Osiągnięte korzyści środowiskoweZwiększenie sprawności cieplnej pieca dzięki skróceniu czasu topienia i czasu przerw.
Oddziaływanie na środowiskoBrak efektów ubocznych.
Dane operacyjneW typowym piecu indukcyjnym tyglowym można wytopić 1 t żeliwa i przegrzać je do 1450ºC, zużywając energię elektryczną w ilości 600 kWh. Jednak tylko niewiele odlewni może uzyskiwać taki wynik z tygodnia na tydzień. W niektórych odlewniach zużycie jednostkowe energii w omawianych piecach wynosi ok. 1000 kWh/t. Zwykle okoliczności ograniczają w wielu odlewniach możliwości zawężania zakresów zużycia energii, w rzeczywistości jednak w niemal wszystkich piecach indukcyjnych tyglowych można poprawić procesy topienia, w jakimś stopniu przyczyniając się do oszczędności energii.
Możliwości zastosowaniaTechnika ta znajduje zastosowanie do wszystkich instalowanych i istniejących pieców indukcyjnych tyglowych.
Powody wdrożeniaZwiększenie sprawności operacji topienia.
Zakłady referencyjneŚrodki optymalizacji procesu topienia są podejmowane we wszystkich odlewniach europejskich, dysponujących piecami indukcyjnymi tyglowymi.
Literatura[32, CAEF, 1997], 47, ETSU,1992], [110, Vito, 2001], [145, Inductotherm],[225, TWG, 2003]
Kuźnictwo i przemysł odlewniczy 202
Rozdział 4
4.2.3.2. Zamiana pieca o sieciowej na piec o średniej częstotliwości
OpisPiece średniej częstotliwości (250 Hz) charakteryzują się większą gęstością przykładanej mocy (do 1000 kW/t) niż piece sieciowej (50/60 Hz) częstotliwości (300 kW/t). Umożliwia to stosowanie tygli o trzykrotnie mniejszej pojemności, co zmniejsza całkowite straty energii. Sprawność energetyczna pieców średniej częstotliwości jest o 10% większa od sprawności pieców sieciowej częstotliwości. Poza tym piece sieciowej częstotliwości muszą funkcjonować z zaczynem ciekłego metalu w ilości do 2/3 pojemności tygla w celu zoptymalizowania jednostkowego zużycia energii, bądź muszą być uruchamiane z użyciem bloków startowych. Piec średniej częstotliwości można opróżniać całkowicie po dowolnej liczbie wytopów i rozpoczynać wytop po jego wychłodzeniu.
W przypadku gdy odlewnia nosi się z zamiarem zamiany pieca indukcyjnego tyglowego sieciowej częstotliwości na piec częstotliwości średniej, konieczne jest odpowiednie przeszkolenie pracowników Wytapialni i Działu Głównego Metalurga. Należy odrzucić techniki operacyjne stosowane dotychczas, przyjąć natomiast należy techniki, wykorzystujące możliwości oszczędniejszego zużywania energii w nowych piecach. Jeżeli owo szkolenie zostaje zaniedbane, można w przyszłości nie obserwować pełnych korzyści z ww. zamiany pod względem energetycznym.
Osiągnięte korzyści środowiskoweZwiększenie sprawności cieplnej pieca.
Oddziaływanie na środowiskoBrak efektów ubocznych.
Dane operacyjneDane operacyjne zestawiono w rozdz. 3.2.4.
MożliwościTechnika ta znajduje zastosowanie do wszystkich nowych i w większości remontowanych pieców indukcyjnych tyglowych.
Powody wdrożeniaZwiększenie sprawności operacji odlewniczych.
Zakłady referencyjneOpisana technika jest zwykle stosowana przy instalowaniu nowych pieców.
Literatura[47, ETSU, 1992]
4.2.4. Piec obrotowy
4.2.4.1. Zwiększanie sprawności pieca
OpisWszystkie zamierzenia zwiększające sprawność cieplną pieca zmniejszają natężenie emisji CO2. Najważniejszym osiągnięciem w funkcjonowaniu pieca obrotowego było
Kuźnictwo i przemysł odlewniczy 203

Rozdział 4
zastosowanie tlenu zamiast powietrza w charakterze medium podtrzymującego spalanie gazu. Problem ten zostanie omówiony w rozdz. 4.2.4.2.
Dalsze usprawnienia w zakresie sprawności pieca można osiągnąć przez ścisłą kontrolę i optymalizację:
- sposobu pracy palnika,- usytuowania palnika,- sposobu załadowywania pieca,- składu chemicznego metalu,- temperatury metalu.
Osiągnięte korzyści środowiskoweWyniki optymalizacji, wyrażające się mniejszymi ilościami emitowanego CO2 i innych odpadów oraz większa sprawnością cieplną.
Oddziaływanie na środowiskoBrak efektów ubocznych.
Dane operacyjneProgram optymalizacyjny dla pieca do wytapiania żeliwa o wydajności 3 t/h, zalecający następujące dane operacyjne wynikające z praktyki:
- stosowanie czystego złomu i ładowanie jego składników w następującej kolejności: (1) wlewki i materiały niskokrzemowe, (2) złom obiegowy, (3) składniki stopowe i i materiały pokrywające dla kąpieli, (4) złom stalowy,
- stosowanie na pokrycia ochronne dla kąpieli antracytu (2% w stosunku do masy wsadu metalowego) i krzemu (2%),
- rotacja pieca: w fazie przerywanej, 1/3 obrotu/min i sumaryczną liczbą 7,5 obrotów (do zmiany fazy). Podczas rotacji ciągłej: 1,7 obrotów/min.
- moc i kąt nachylenia palnika: należy stosować równoległe położenia palnika i głowicy dla dolnych iniektorów. Wytop należy rozpoczynać przy doprowadzaniu pełnej mocy i utrzymywać ten jej poziom w ciągu 20 minut z następnym redukowaniem mocy o 10% co 20 minut, aż do zmiany fazy (60 minut po rozpoczęciu wytopu).
Stosując powyższe przedsięwzięcia można utrzymywać uzysk ciekłego metalu (stosunek: ilość metalu ciekłego/ilość wsadu metalowego) na poziomie 0,95.
Możliwości zastosowaniaZasady optymalizacji mogą być wykorzystane, ogólnie biorąc, do pieców obrotowych z palnikami tlenowo-gazowymi, przeznaczonymi do wytapiania żeliwa. Dane operacyjne zestawiono dla pieca o pojemności 3 t. Dla pieców o innej pojemności konieczna jest analiza optymalizacyjna, oparta o warunki lokalne.
Powody wdrożeniaOptymalizacja prowadzenia pieca i zwiększenie sprawności topienia.
Zakłady referencyjneSposoby optymalizacji są powszechnie stosowane w odlewniach europejskich, dysponujących piecami obrotowymi.
Literatura[204, Carnicer Alfonso, 2001]
Kuźnictwo i przemysł odlewniczy 204

Rozdział 4
4.2.4.2. Stosowanie palników tlenowo-gazowych
OpisTemperatura spalania zwiększa się w przypadku stosowania czystego tlenu w miejsce powietrza w palnikach, stosowanych do topienia i do podgrzewania kadzi odlewniczych. Zwiększa się wówczas intensywność wymiany ciepła z metalem i zmniejsza zużycie energii.
W przypadku dużej szczelności systemu doprowadzającego tlen do pieca wykluczone jest tworzenie się NOx w wyniku utleniania atmosferycznego azotu. Poza tym całkowity strumień spalin od palnika jest mniejszy wskutek braku balastu w postaci azotu atmosferycznego. Wynika stąd zapotrzebowanie na odpylacz o mniejszych rozmiarach.
Osiągnięte korzyści środowiskoweDzięki wyższej temperaturze spalania gazu zmniejsza się zużycie energii i natężenie emisji NOx i CO2.
Oddziaływanie na środowiskoProdukcja, magazynowanie i stosowanie tlenu zwiększa nakłady na zapewnienie bezpieczeństwa pracy. Tlen produkuje się metodami destylacji kriogenicznej lub Vacuum (Pressure) Swing Adsorption; obydwie zużywają energię. W przypadku drugiej metody zużycie energii wynosi 0,35-0,38 kWh/Nm3 O2. Tlen wytwarza się często poza odlewnią, dokąd jest on dostarczany w cysternach (w stanie ciekłym) lub rurociągiem (w stanie gazowym).
Spalanie oleju opałowego (ciężkiego) powoduje zwiększenie emisji SO2 bądź NOx, w stopniu, zależnym od zawartości S i N w paliwie. Stosownie czystych paliw, takich jak gaz ziemny lub propan nie powoduje żadnego dodatkowego zanieczyszczania środowiska.
Dane operacyjneW tabeli 4.13 zamieszczono, dla procesu topienia żeliwa w piecach o różnej pojemności, wartości teoretycznego zużycia różnych rodzajów paliwa i tlenu przypadające na 1 t metalu.
Źródło energii Jednostki miarPojemność pieca, tony
3 5 8 12 20
Lekki olej opalowy
kg/t 33 - 38 33 - 38 33 - 38 32 - 37 32 - 37
Gaz ziemny Nm3/t 38 - 43 38 - 43 38 - 43 38 - 42 38 - 42
Propan Nm3/t 15 – 17 15 – 17 15 – 17 14 – 16 14 - 16
Tlen Nm3/t 130 – 150 130 - 150 130 – 150 130 - 145 130 - 145
Tabela 4.13. Zużycie energii paliwa różnego rodzaju i tlenu w piecach obrotowych o różnej pojemności
[148, Eurofine, 2002]
Kuźnictwo i przemysł odlewniczy 205
Rozdział 4
Dotlenianie powietrza w połączeniu z rekuperatorem zapewnia ogólnie oszczędność energii na poziomie 30%. Poza tym wyższa temperatura spalania sprzyja zmniejszeniu się emisji wszelkiego rodzaju. Zmniejsza się także objętość spalin. Nagrzewanie tlenowo-gazowe zapewnia oszczędność energii w wysokości do 50% przy zmniejszeniu objętości spalin o wartość sięgającą 72%.W jednej z odlewni niemieckich zmieniono w piecu obrotowym palnik powietrzno-olejowy na palnik tlenowo-gazowy, co zmniejszyło poziom hałasu w najbliższym sąsiedztwie pieca o 15-18 dB (zależnie od lokalizacji punktu pomiarowego). Na skraju instalacji zmierzono natężenie hałasu równe 48 dB. Uwzględniając odzysk energii do podgrzewania wsadu uzyskano całkowitą oszczędność energii, wynoszącą 53%.
Możliwości zastosowaniaOmawianą technikę można stosować do dowolnego pieca obrotowego i do podgrzewania kadzi odlewniczych.
Aspekty ekonomiczneKoszty inwestycji: 3400 - 4500 Euro.Koszty operacyjne: zależne od technologii prowadzenia wytopów.
Powody wdrożeniaOptymalizacja prowadzenia pieca i zwiększenie sprawności topienia.
Zakłady referencyjneSposoby optymalizacji są powszechnie stosowane w odlewniach europejskich dysponujących piecami obrotowymi.
Literatura[23, Brettschneider i Vennebusch, 1992], [32, CAEF, 1997], [110, Vito,2001], 103, Vereniging van Nederlandse Gemeenten, 1998], [148, Eurofine, 2002], [163, UK Environment Agency, 2002], [232, Novem, 2000]
4.2.5. Dobór pieca do wytapiania żeliwa spośród pieców: żeliwiaka, pieca indukcyjnego i pieca obrotowego
Opis Z uwagi na fakt, że różne technologie topienia żeliwa wykazują pokrywające się częściowo pola zastosowania istotny jest dobór optymalnej technologii. Decydującymi kryteriami w takiej selekcji są:
- rodzaj wytapianego metalu,- produkcja ciągła czy wsadowa,- wielkość serii,- wydajność,- elastyczność pod względem rodzaju i czystości materiałów wsadowych,- elastyczność pod względem możliwości zmiany rodzaju metalu,- rodzaj wytwarzanych odlewów,- emisje i inne problemy ekologiczne,- dostępność surowców,- dostępność paliw i energii elektrycznej.
Kuźnictwo i przemysł odlewniczy 206
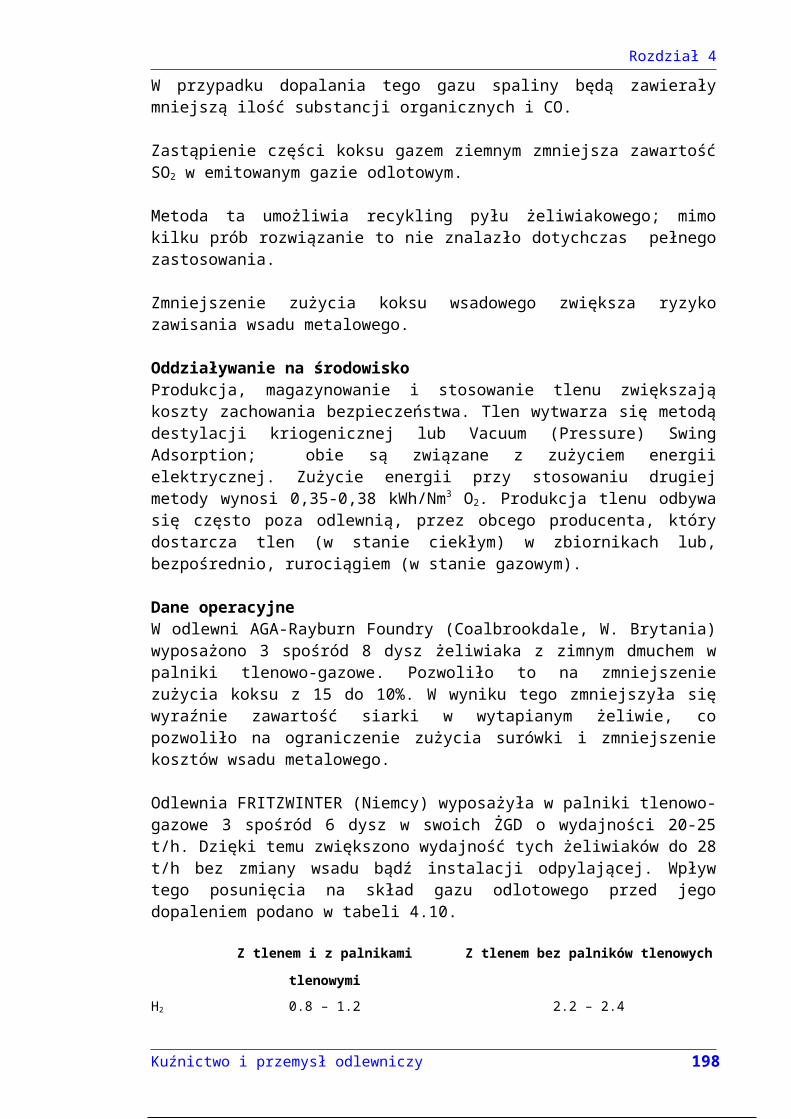
Rozdział 4
Zastosowanie poszczególnych metod wytapiania metalu zależy w dużym stopniu od podanych powyżej kryteriów. Z dyskusji wspomnianych powyżej można wyciągnąć następujące wnioski ogólne:
- rodzaj metalu: zarówno do wytapiania żeliwa wyjściowego przy produkcji żeliwa sferoidalnego, jak i do wytapiania żeliwa stopowego lepiej się nadają piece elektryczne;
- produkcja ciągła: najlepiej się nadaje żeliwiak;- produkcja okresowa: lepiej się nadają piece elektryczne i piec obrotowy;- elastyczność pod względem rodzaju i czystości materiałów wsadowych: lepiej
się nadaje żeliwiak;- elastyczność pod względem możliwości zmiany rodzaju metalu: lepiej się nadają
piece elektryczne i piec obrotowy;- problemy ekologiczne:
1. żeliwiak jest korzystniejszym piecem tylko przy dysponowaniu skuteczną instalacja odpylającą; żeliwiak bezkoksowy wykazuje tu swą wyższość nad żeliwiakami koksowymi (ŻGD i ŻZD);
2. piec indukcyjny wykazuje mniejszą emisję CO, SO2, NOx i dioksyn oraz wytwarza mniejszą ilość żużla; sytuacja się zmienia, jeżeli uwzględni się emisję w elektrowniach cieplnych
- dostępność surowców: żeliwiak jest lepszym rozwiązaniem w przypadku dostępności taniego złomu.
Oczywiście, kryteria powyższe powinny być rozważane razem. W tabeli 4.14. podsumowano analizowany problem pod względem technicznym. Dane ekonomiczne dla różnych rodzajów żeliwiaków i dla pieca indukcyjnego zestawiono w załączniku 1.
Na bazie powyższych kryteriów można rozważać zastąpienie żeliwiaka piecami: elektrycznym lub obrotowym. W niektórych krajach europejskich (Austria, Belgia) daje się priorytet piecom indukcyjnym i obrotowym nad żeliwiakami z zimnym dmuchem w przypadkach małych odlewni, wytwarzających odlewy żeliwne o dużej różnorodności gatunkowej, wymiarowej itp.
Kuźnictwo i przemysł odlewniczy 207

Rozdział 4
KRYTERIUM TYLKO ŻELIWO SZARE ŻELIWO SZARE +
SFEROIDALNE
TYLKO ŻELIWO SFEROIDALNE TYLKO ŻELIWO
CIĄGLIWERodzaj
wytwarzanych odlewów
Przeciw-ciężary
Odlewy armatury,
rury, odlewy
komunalne
Odlewy emaliowane,
elementy sieci grzewczych
Części maszyn Części maszynOdlewy
armatury, rury, odlewy komunalne
Części maszyn Części maszyn
Wielkość serii Średnia do dużej
Dowolna Średnia do dużej
Pojedyncze sztuki do małych
serii
Średnia do dużej
Dowolna Dowolna Pojedyncze sztuki do
małych serii
Średnia do dużej
Średnia do dużej
Żeliwiak ŻZD ++ ++(<10-15 t/h)
++(<10-15 t/h)
++(<10-15 t/h)
(+)
ŻGD + ++(>10-15 t/h)
++(>10-15 t/h)
0 ++(>10-15 t/h)
++(>10-15 t/h)
0 ++(>10-15 t/h)
Bezkoksowy
0 + + 0 +
Piec indukcyjny + + ++ ++ ++ + ++ ++ ++
Piec obrotowy (+)Pojedyncze
sztuki++ + ++
(+) Pojedyncze sztuki do
małych serii
++ ++
++ bardziej korzystne techniczne+ korzystne technicznie(+) stosowalne w szczególnych przypadkach0 nie do przyjęcia
Tabela 4.14. Techniczne opcje dla pieców wytapiających żeliwo[202, TWG, 2002]
Kuźnictwo i przemysł odlewniczy 208
Rozdział 4
Osiągnięte korzyści środowiskoweZastąpienie żeliwiaka piecem indukcyjnym lub obrotowym prowadzi do zmniejszenia natężenia bezpośredniej emisji CO i SO2 oraz ilości tworzącego się żużla. W przypadku pieca indukcyjnego zmniejsza się także ilość emitowanego NOx oraz ryzyko powstawania dioksyn. Natężenie pośredniej emisji związanej z funkcjonowaniem elektrowni cieplnych zależy od lokalnej infrastruktury tych przedsiębiorstw.
Oddziaływanie na środowiskoZastąpienie żeliwiaka przez piec indukcyjny powoduje znaczące zwiększenie zużycia energii elektrycznej.
Możliwości zastosowaniaŻeliwiak można zastąpić piecem indukcyjnym lub obrotowym w dowolnej odlewni, uwzględniając jednak kryteria przedstawione powyżej; wymaga to zawsze gruntownej przebudowy wytapialni.
Dla nowych instalacji mają zastosowanie kryteria z tabeli 4.14, niezależnie od czynników lokalnych, specyficznych ze względu na lokalizację odlewni. Jeżeli ze względów technicznych żeliwiak można postawić na równi z piecami indukcyjnym i obrotowym, to pierwszeństwo, z uwagi na korzyści ekologiczne, daje się tym dwom ostatnim piecom.
Aspekty ekonomiczneW załączniku 1 zestawiono dane ekonomiczne dotyczące różnych żeliwiaków i pieca indukcyjnego.
W tabeli 4.15 zestawiono koszty opierając się na przykładzie odlewni hiszpańskiej, planującej zastąpić żeliwiak piecem indukcyjnym lub obrotowym. Pominięto tu koszty odpylania. Dane pochodzą z lat 1997-1998. Porównaniem objęto trzy następujące instalacje:
- ŻZD: wydajność 3,5 t/h;- piec obrotowy z palnikiem tlenowo-gazowym: pojemność 3 t;- 2 piece indukcyjne średniej częstotliwości: pojemność 2 + 1 t.
Do obliczenia kosztów przyjęto wytapianie żeliwa w ilości 1 t/h przy codziennej pracy pieców w ciągu 8 godzi przez 5 dni tygodnia. Dla pieca elektrycznego uwzględniono różnicę w cenie energii w okresach: szczytowym i pozaszczytowym. Odbija się to wyraźnie na finalnym koszcie, gdyż energia elektryczna jest głównym składnikiem tworzącym koszty. Stosowanie pieca indukcyjnego w okresie pozaszczytowym (w nocy) przybliża koszty funkcjonowania tego pieca do odpowiednich kosztów dla pieca obrotowego. Z danych zestawionych w tabeli 4.15 wynika że okres amortyzacji kosztów wynosi 5 - 9 lat.
Kuźnictwo i przemysł odlewniczy 209
Rozdział 4
Koszty w EUR/t ciekłego metalu
Żeliwiak Piec obrotowy
Piec indukcyjny
Energia 30,7 29,8 40,827,2
w szczyciepoza szczytem
Materiały ogniotrwałe 3,6 1,3 1,4
Robocizna 52,9 22,7 22,7
Surowce 205 205 205
Koszt całkowity 292 259 270
Koszty roczne, EUR
Koszty topienia dla 1320 ton/rok
385.000 341.000 356.000338.000
w szczyciepoza szczytem
Oszczędności brak 44.000 29.000 w szczycie
47.000 poza szczytem
Inwestycje brak 250.000 260.000
Budynki Nie wymagane Wymagany
Tabela 4.15. Przykład kosztów zamiany istniejącego żeliwiaka piecem obrotowym lub indukcyjnym (dane z lat 1997-1998 – Hiszpania) [202,TWG, 2002]
Powody wdrożeniaZmniejszenie natężenia bezpośredniej emisji przy wytapianiu żeliwa.
Zakłady referencyjneWiększość odlewni austriackich, będących zakładami o małej lub średniej produkcyjności, zamieniło żeliwiaki na piece indukcyjne. Tylko w trzech odlewniach są tam jeszcze czynne żeliwiaki.
Literatura[202, TWG, 2002], [110, Vito, 2001], 225, TWG, 2003]
4.2.6. Piece płomienne
4.2.6.1. Stosowanie palnika tlenowo-gazowego
Patrz rozdz. 4.2.4.2.
4.2.7. Inne rodzaje pieców
4.2.7.1. Stosowanie środków zastępujących SF6 jako gaz pokrywający przy wytapianiu magnezu
OpisStosowanie alternatywnych gazów pokrywających w zamian za SF6 ma istotne znaczenie ze względu na oddziaływanie tego gazu na globalny efekt cieplarniany. Poszukiwanie skutecznego zamiennika było tematem badań ostatnich lat; było ono koordynowane przez Międzynarodowe Stowarzyszenie Magnezu (International Magnesium Association) i miało zostać zakończone w 2004 r. Z powodzeniem przetestowano mieszaniny zawierające HFC-134a (CF3CH2F) i Novec 612
Kuźnictwo i przemysł odlewniczy 210

Rozdział 4
(nadfluoroketon, C3F7C(O)C2F5). Obecnie prowadzi się badania nad wdrażaniem praktycznym obydwu tych związków. Związek HFC-134a odpada, dyskredytują go bowiem zapisy protokołu z Kioto. Ale obydwa związki wykazują mniejsze zagrożenie dla środowiska ze względu na globalne ocieplenie niż SF6: SF6 GWP2 = 23 900; HFC-134a GWP = 1300; Novec 612 GWP = 1.
Realną alternatywą jest SO2. Niektóre odlewnie mają długoletnie doświadczenie z tym gazem i nigdy nie zwracały się ku stosowaniu SF6, nawet w okresie jego wdrażania do odlewni na początku lat 70-tych. SO2 reaguje z ciekłym magnezem, wytwarzając ochronną błonkę na powierzchni kąpieli. Dostępne są gotowe porcje gazu do uzyskiwania mieszanek SO2/powietrze o małej zawartości SO2. Poza tym opracowano procedury obchodzenia się z SO2, aby ochronić pracowników przed kontaktem z tym gazem.
Gaz ochronny jest dostarczany przez kolektor z licznymi odgałęzieniami. Lokalizację odgałęzień dobrano tak, aby można było pokryć gazem całą powierzchnię kąpieli. Do miejsc w pobliżu drzwiczek i włazów które będą często otwierane podczas procesu należy doprowadzać większe ilości gazu ochronnego niż do miejsc bardziej oddalonych od możliwych kontaktów z atmosferą.
W celu zapewnienia bezpieczeństwa pracy załodze i zminimalizowania zużycia energii stosuje się szczelne osłony obszarów wytapiania i odlewania do form.
W przypadku gdy opisana zmiana techniki ochrony metalu nie jest możliwa, stosowanie następujących środków pozwoli na zmniejszenie zużycia SF6 i natężenia emisji:
- uszczelnienie pieca,- zautomatyzowanie podawania przez otwór w pokrywie,- elektroniczna kontrola składu mieszanki gazowej i szybkości jej przepływu,- unikanie zbędnego nadmiaru doprowadzania mieszaki gazowej.
Osiągnięte korzyści środowiskoweEliminacja SF6 pozwala na uniknięcie stosowania tego gazu cieplarnianego, którego GWP wynosi 22 200 przekracza ponad 100-letni horyzont czasowy.
Oddziaływanie na środowiskoSO2 jest gazem trującym i dlatego muszą być uwzględniane limity czasowe narażenia pracowników na kontakt z nim. Limit ten w niektórych krajach wynosi 2 ppm (5 mg/m3) w ciągu 8 godzin. Na ścianach pieców mogą się tworzyć narosty zawierające siarkę i tlen. W pewnych, niekorzystnych warunkach narosty te mogą zostać zanurzone w kąpieli, gdzie wchodzą w reakcje wywołujące wybuch metalu. Częste usuwanie narostów może pomóc uniknąć tych zjawisk.
Omawiana technika skutkuje emisją niewielkiej ilości SO2, zależną od pojemności i liczby pieców. Ocenia się, że zużycie SO2 do ochrony kąpieli metalowej w ilość 50-500 kg rocznie.
Dane operacyjneZużycie SF6 zależy od stosowanej technologii i zawiera się w przedziale od poniżej 0,1 do 11 kg/t dobrych odlewów. Usprawnienia techniczne i podejmowane przedsięwzięcia spowodowały zmniejszenie średniego zużycia z 3 kg/t do 0,9 kg/t. Szczegóły podano w rozdz. rozdz. 3.4.1. 2 Globalny Potencjał Ocieplenia (global Warming Potential) (przyp. tłum)
Kuźnictwo i przemysł odlewniczy 211

Rozdział 4
Przy niezakłóconym wytopie zużycie SO2 wynosi 0,7% w strumieniu powietrza przy przepływie 5 do 10 litrów/minutę. Czysty SO2 jest stosowany w piecach zamkniętych (ale nie hermetycznych), takich jak piece topiące i dozujące przy maszynach ciśnieniowych. Małe ilości powietrza przedostające się przez pokrywę są konieczne dla poprawy działań ochronnych. Jeżeli stosowany jest gaz nośny to zaleca się użycie azotu, ze względu na jego obojętność. SO2 jest mieszane z azotem w ilości 1 – 2%.
Możliwości zastosowaniaIstnieją duże możliwości ograniczenia zużycia SF6 , lecz na razie nie wydaje się możliwe jego całkowite wyeliminowanie w nietypowych sytuacjach. W przypadkach normalnego funkcjonowania pieca możliwe jest natomiast stosowanie wyłącznie SO2. W czasie remontu pieca stosowanie SF6 jest niezbędne jako gaz ochronny z uwagi na zagrożenie zdrowia przy stosowaniu SO2. Poza tym SO2 nie może być stosowane do gaszenia ewentualnych pożarów magnezu, konieczne jest tu zastosowanie SF6.
Aspekty ekonomiczneCena SF6 wzrosła istotnie w ostatnich kilku latach. Przejście ze stosowania SF6 na stosowanie SO2 odbije się więc na ekonomice procesu wytapiania magnezu. W tabeli 4.16 podano szacunkowe koszty bieżące dla przypadków stosowania obydwu rodzajów omawianych gazów. Dane te zaczerpnięto z odlewni dysponującej trzema maszynami do odlewania w kokilach oraz z prób na skalę przemysłową. Mimo przybliżonego charakteru tych danych wynika z nich jasno, że zastąpienie SF6 przez SO2 przynosi znaczne zmniejszenie kosztów.
Parametr Jednostki SF6 SO2
Koncentracja gazu % 0,4 0,7Cena EUR/kg 36,5 4,5Odwrotność gęstości (w 0oC i 1 atm) dm3/kg 153 350Roczne zużycie gazu kg/rok 339 259Roczny koszt EUR 12.373 1.165Dane dla 3 maszyn ciśnieniowych, pracujących 300 dni/rok, 24 godziny/dobę przy przepływie gazu do każdej maszyny 10 dm3/min.
Tabela 4.16. Porównanie kosztów stosowania SO2 i SF6 jako gazy ochronnedla kąpieli magnezowej
[190, Schubert i Gjestland]
W przypadku rozważania nowej inwestycji, układ z SO2, spełniający wszystkie wymagania bezpieczeństwa i dozowania, kosztuje 70000 EUR, dla odlewni wytwarzającej 1000 t odlewów rocznie. Nowy układ, przewidujący stosowanie SO2, kosztuje 23 300 EUR. Dane operacyjne, obliczone dla tej inwestycji z założeniem stosowania mieszanki azotu z zawartością 1,5% SO2 i 0,2% SF6, zestawiono w tab. 4.17. Całkowity koszt roczny jest dla SO2 o ok. 2500 Euro większy niż dla SF6, z drugiej jednak strony unika się emisji równoważnej ilości 12 300 t CO2. Im większa jest odlewnia, tym mniejsza jest różnica rocznych kosztów obydwu rozważanych systemów. Punkt zwrotny odpowiada produkcyjności odlewów na poziomie 1500 t/rok.
Ogólne dane procesu odlewaniaPojemność pieców 2000 kgMaksymalna zdolność topienia 1000 kg/h
Kuźnictwo i przemysł odlewniczy 212
Rozdział 4
Czas odlewania/dobę (zimna komora) 13,2 hLiczba dni pracy 250/rokStopień wykorzystania 76%Ciężar wytopu brutto 2000 t/rokZgar 50%Ciężar netto elementów odlanych z Mg 1000 t/rokSprzedaż roczna (15 EUR/kg) 15 milionów EURPowierzchnia kąpieli Mg 6 m3
Przepływ gazy na m2 powierzchni (nośny+ochronny)
300 litrów/h, przez cały rok
Dodatkowa porcja gazu podczas załadunku + 25%Dane dla gazu SF6 SO2
Gaz nośny azot azotKoncentracja gazu ochronnego w gazie nośnym
0,2% obj. 1,5% obj.
Dawka gazu ochronnego/godzinę 46,9 g 154,2 gDawka gazu ochronnego/rok 514 kg 1688 kgWspółczynnik gazu ochronnego/ilość Mg netto
0,51 kg/t 1,69 kg/t
Emisja równoważna CO2 w tonach 12278 -Dane kosztowe SF6 SO2
1 kg gazu ochronnego 20.00 EUR 3.00 EUR1 m3 gazu nośnego (azotu) 0,20 EUR 0,20 EURKoszty inwestycyjne nowej instalacji gazowej 23.333 EUR 70.000 EURAmortyzacja roczna 10% 10%Okres zwrotu 10 lat 10 latRoczne koszty inwestycyjne wyposażenia 3.797 EUR 11.392 EURKoszty eksploatacyjne gazu ochronnego 10.274 EUR 5.065 EURRoczne koszty eksploatacji (bez azotu) 10.072 EUR 16.457 EURDodatkowe całkowite koszty stosowania SO2 - 2.385 EURKoszty redukcji emisji 0,19 EUR/t CO2
równoważnegoUdział dodatkowych kosztów w sprzedaży 0,02%Uwaga: Większość danych odnosi się do instalacji o wydajności 1000 t/rok i będzie się zmieniać z wielkością instalacji
Tabela 4. 17. Dane operacyjne i koszty nowej odlewni kokilowej o produkcji odlewów magnezowych na poziomie 1000 t/rok
[218, Harnisch i Schwarz, 2003].
W przypadku instalacji istniejących obliczenie oszczędności w wyniku wprowadzenia SO2 wymaga uwzględnienia amortyzacji inwestycji, związanej z przebudową instalacji gazu nośnego. Czas zwrotu kosztów tej inwestycji zależy od bieżącego zużycia gazu pokrywającego. Przyjmując zużycie SF6 w wysokości 0,9 kg/t otrzymuje się poziom punktu zwrotnego (czyli wartość produkcyjności odlewni), przy którym całkowity koszt stosowania SO2 staje się mniejszy od porównywalnego kosztu stosowania SF6, wynosi 900 t/rok. W rzeczywistości jeszcze przy produkcyjności 500 t/rok stosowanie SO2 jest droższe, sytuacja zmienia się jednak przy uwzględnieniu oszczędności na ilości emitowanego CO2: koszt 1 t równoważnego CO2 wynosi 0,31 EUR. Udział dodatkowych kosztów w sprzedaży odlewów przez zakład wynosi 0,04 %. Dlatego przy tej produkcyjności można również rozważać tą technologię.
Z powyższych rozważań można wyciągnąć wniosek, że stosowanie SO2 jako gazu pokrywającego w miejsce SF6 jest ekonomicznie opłacalne przy technologii kokilowego odlewania magnezu, przynajmniej w odlewniach o produkcyjności nie mniejszej od 500 t/rok, niezależnie od tego, czy jest to zakład nowy, czy też stosowano w nim technologie z zastosowaniem SF6.
Kuźnictwo i przemysł odlewniczy 213

Rozdział 4
Powody wdrożeniaPrzedsięwzięcia związane z ograniczeniem emisji gazów cieplarnianych, a w szczególności protokół klimatyczny z Kioto, regulujący stosowanie gazów zwierających fluor: SF6 oraz gazy grup HFC i PFC. Gazy te mają duży potencjał globalnego ocieplania, lecz nie niszczą warstwy ozonowej. Stworzy to podstawę dla sformułowania Dyrektywy UE dotyczącej stosowania gazów zawierających fluor. Niektóre kraje (Dania, Niemcy i Austria) opracowały już propozycje zakazu używania takich gazów.
Zakłady referencyjneLM LeichtmetallSystemtechnik, Felbach (Niemcy)W Austrii, Danii i Szwecji nie stosuje się już SF6 w charakterze gazu pokrywającego.
Literatura [182, Closset, 2002], [190, Schubert i Gjestland], [191, IMA i in.], 192, Gjestland i Westengen, 1996], [ 194, UNEP IPCC, 2002], 218, Harnisch i Schwarz, 2003]
4.2.8. Obróbka metalurgiczna ciekłych metali nieżelaznych
4.2.8.1. Odgazowanie i rafinowanie aluminium z zastosowaniem urządzenia barbotażowego
OpisCelem odgazowania jest usunięcie z kąpieli aluminium wodoru. Usunięcie całkowite lub częściowe niepożądanych pierwiastków i zanieczyszczeń wymaga obróbki kąpieli halogenami, tj. chlorem, fluorem lub bromem. Taka obróbka nazywa się rafinowaniem (oczyszczaniem) i zwykle jest przeprowadzana równocześnie z odgazowaniem.
Odgazowanie z zastosowaniem fizycznych metod obróbki nie powoduje znaczących efektów rafinacyjnych. Odgazowanie próżniowe prowadzi do bardzo małej zawartości wodoru w kąpieli, równocześnie jednak pogarsza jej stan zarodkowy, wskutek czego proces krystalizacji przebiega mniej korzystnie.
W kombinowanym procesie odgazowania i rafinowania wprowadza się do kąpieli mieszanki argonu i chloru lub azotu i chloru. Zawartość chloru w gazie nośnym musi być tak dobrana, aby zapewnić skuteczne oczyszczenie kąpieli przy możliwie małym natężeniu emisji. W większości przypadków wystarcza przeprowadzenie zabiegu odgazowania, który przeprowadza się bez wprowadzania chloru. Zależnie od rodzaju naczynia zabiegowego sprawność procesu odgazowania można znacznie zwiększyć stosując kształtkę porowatą w dnie naczynia i wirniki.
W wyjątkowych przypadkach można stosować mieszaninę Ar/SF6. Ten drugi składnik mieszaniny jest gazem cieplarnianym o dużym potencjale globalnego ocieplania, podpadającym pod protokół z Kioto (patrz również rozdz. 4.2.7.1).
Osiągnięte korzyści środowiskoweZastosowanie wirnika z mieszanką gazów Ar/Cl lub N2/Cl pozwala uniknąć stosowania heksachloroetanu do procesu rafinacji aluminium. Stosowanie tego związku zostało zakazane w UE od dnia 39.06.2003 r.
Kuźnictwo i przemysł odlewniczy 214

Rozdział 4
Oddziaływanie nas środowiskoZastosowanie powyższej metody odgazowania pozwoliło na rezygnację ze stosowania heksachloroetanu do procesów odgazowania i rafinowania kąpieli aluminium.
Dane operacyjneDo kombinowanego procesu odgazowania i rafinowania konieczna jest mieszanina azotu z 3% chloru. Do wyłącznego odgazowania nie ma potrzeby wprowadzać Cl2.
Możliwości zastosowaniaUrządzenie barbotażowe zastosowano do pieców przetrzymujących i kadzi o pojemności 400 do 1000 kg ciekłego Al.
Aspekty ekonomiczneKoszty inwestycji podano w tabeli 4. 18.
Opis Koszt, EUR
Urządzenie barbotażowe wraz z
akcesoriami
15.000
Urządzenie do sporządzania mieszanki argonu z chlorem
40.000
Ogólnie 55.000
Tabela 4.18. Koszty inwestycyjne urządzenia barbotażowego[178, Wenk, 1995]
Powody wdrożeniaEuropejska Dyrektywa 97/16/EC, zakazująca stosowania heksachloroetanu w metalurgii metali nieżelaznych.
Zakłady referencyjneTechnologia ta jest powszechnie stosowana w odlewniach aluminium.
Literatura[175, Brown, 1999], [178, Wenk, 1995].
4.3. Wykonywanie form i rdzeni wraz z przygotowaniem masy
4.3.1. Wybór technologii formowania
Wybór technologii formowania jest dokonywany głównie w oparciu o kryteria techniczne. Możliwości zastosowania różnych rodzajów technologii wykonywania form zebrano w tabeli 4.19. Dodatkowo w tabeli 4.20 podano ogólne właściwości różnych technologii formowania.
Formy jednorazowe Formy trwałeTechniki formowania Techniki odlewania
Kuźnictwo i przemysł odlewniczy 215
Rozdział 4
Form
y w
ilgot
ne
Form
a sk
orup
owa
Feno
low
a/Fu
rano
wa
Pep
set/s
zkło
wod
ne
Nis
koci
śnie
niow
e od
lew
anie
ko
kilo
we
Ciś
nien
iow
e od
lew
anie
kok
ilow
e (n
a go
rąco
)
Ciś
nien
iow
e od
lew
anie
kok
ilow
e (n
a zi
mno
)
Odl
ewan
ie o
dśro
dkow
e
Odl
ewan
ie c
iągł
e
ŻeliwoŻeliwo szareŻeliwo sferoidalneŻeliwo ciągliweŻeliwo białe
XXXX
XXOX
XXXX
XXO
O XX
XX
StaliwoNiestopoweNiskostopowa Wysokostopowe staliwomanganoweOdporne na korozję i na wysokie temperatury
XXX
X
XXX
X
XXX
X
XXX
X O
XXX
X
Metale ciężkieMosiądzBrązMiedźStopy cynku
XXX
XXX
XXX
XXX
X
XO
XX
XX
X
Stopy lekkieStopy aluminium Stopy magnezuTytan
XXO
XOO
XXX
XXX
XXO
XXX
X
X Technologia może być stosowanaO Technologia jest możliwa, ale nie często stosowana
Tabela 4.19. Możliwości zastosowania różnych technologii formowania[126, Teknologisk, 2000]
Kuźnictwo i przemysł odlewniczy 216

Rozdział 4
Odlewanie do mas wilgotnych
Masa wiązana chemicznie
Niskociśnieniowe i grawitacyjne odlewy
kokilowe
Wysokociśnieniowe odlewy kokilowe
Względne koszty dla dużych ilości niskie umiarkowanie
wysokie niskie najniższe
Względne koszty dla małej ilości najniższe umiarkowanie
wysokie wysokie najwyższe
Dopuszczalny ciężar odlewu do 1 tony do kilkuset ton 50 kg 30 kgNajmniejsza dopuszczalna grubość ścianki, cm 0.25 0.25 0.3 0.08
Charakterystyczna tolerancja wymiarów, w cm (nie wliczając linii podziału)
0.03 0.02 0.07 0.02
Względne wykończenie powierzchni
przeciętne do dobrego
przeciętne do dobrego dobre najlepsze
Względne właściwości mechaniczne dobre dobre dobre najlepsze
Względna łatwość odlewania złożonych odlewów
przeciętna do dobrej dobra przeciętna dobra
Względna łatwość zmiany projektu podczas produkcji najlepsza przeciętna niska najniższa
Zakres stopów, które mogą być odlewane nieograniczony nieograniczony
preferowane stopy miedzi oraz o niższej
temperaturze topnienia
preferowane stopy aluminium oraz o
niższej temperaturze topnienia
Tabela 4.20. Techniczne właściwości różnych technologii formowania[42, US EPA, 1998]
4.3.2. Formowanie z zastosowaniem mas wiązanych glinką (formowanie w masach wilgotnych)
4.3.2.1. Przygotowanie masy wiązanej glinką w procesie mieszania i chłodzenia w próżni
OpisProces mieszania i chłodzenia są połączone razem w jeden etap. Jest to możliwe dzięki pracy mieszarki pod obniżonym ciśnieniem, w wyniku czego następuje ochłodzenie spowodowane kontrolowanym parowaniem wody. Specjalna mieszarka musi być szczelnie zamknięta. Posiada ona obudowę ciśnieniową i jest podłączona do układu próżniowego. Schemat takiej instalacji podano na rys. 4.6.
Kuźnictwo i przemysł odlewniczy 217
Rozdział 4
Rys. 4.6. Instalacja do sporządzania masy formierskiej w mieszarko-chłodziarce próżniowej[207, Drews, 1996]
W porównaniu do zwykłej mieszarki (rys. 2.28), w tej technologii nie jest wymagana oddzielna chłodziarka i związane z nią wyposażenie. Dlatego tez instalacja próżniowa ma bardziej zwartą budowę. Ponieważ całkowity przepływ powietrza jest zmniejszony, to instalacja próżniowa ma mniejszy centralny filtr odpylania. Wymiary i zużycie energii przez filtr są 50% mniejsze niż w przypadku konwencjonalnej mieszarki. Zmniejszenie przepływu powietrza powoduje zmniejszenie ilości usuwanego aktywnego bentonitu i w ten sposób zmniejsza się zużycie dodatków. Ponieważ proces przebiega w układzie zamkniętym, to nie mają na niego wpływu warunki zewnętrzne (temperatura, wilgotność).
Zastosowanie pary przy braku powietrza prowadzi do szybkiej aktywacji bentonitu, dzięki czemu związana masa uzyskuje bardzo szybko optymalną wartość wytrzymałości na ściskanie.
Woda jest dodawana w dwóch oddzielnych etapach:- woda dla nawilżenia zwrotnej masy dla uzyskania wymaganej wilgotności,- woda do ochłodzenia masy w wyniku parowania do wymaganej temperatury 38 – 40oC.
Niedogodnością tej technologii jest konieczność utrzymywania i sterowania próżnią. Proces ten również wpływa na właściwości technologiczne masy (np. wytrzymałość na ściskanie i rozciąganie, przepuszczalność), które maleją po 72 godzinach („efekt 72 godzin”). Można temu zapobiec przez ponowne wymieszanie przez 90 sekund.
Osiągnięte korzyści środowiskoweRedukcja całkowitej ilości przepływającego powietrza powoduje zmniejszenie objętości gazów odlotowych i ilość pyłów do składowania, jak również zmniejszenie zużycia spoiwa w porównaniu z konwencjonalnymi instalacjami do chłodzenia i mieszania (chociaż zależy to również od wydajności instalacji do regeneracji). Ponadto system ten zużywa mniej energii.
Kuźnictwo i przemysł odlewniczy 218

Rozdział 4
Oddziaływanie na środowiskoNie stwierdzono ujemnego wpływu na środowisko.
Możliwości zastosowaniaTechnika ta może być stosowana w nowych instalacjach do sporządzania mas wilgotnych (z bentonitem).
Aspekty ekonomiczneOgraniczenia handlowe zastosowania mogą pojawić się wówczas, gdy wymagane jest chłodzenie masy i wydajność powyżej 60 ton masy w ciągu godziny.
Powód wdrożeniaRedukcja ilości pyłów przeznaczonych do składowania i minimalizacja zużycia dodatków. Ograniczenie przestrzeni.
Zakłady referencyjneW Japonii od roku 1993 pracuje instalacja mieszania i chłodzenia w próżni, o możliwości przygotowania masy 100 m3/godzinę. Różne instalacje są również aktualnie eksploatowane we Włoszech, Francji, Niemczech i W. Brytanii.
Literatura[143, Inasmet and CTIF, 2002], [207, Drews, 1996], [214. Gerl, 2003]
4.3.3. Wykonywanie form i rdzeni z mas wiązanych chemicznie
4.3.3.1. Minimalizacja zużycia spoiwa i żywicy
OpisMinimalizację zużycia chemikaliów można osiągnąć poprzez optymalizację kontroli procesu i przeładunku materiałów. Ta druga zależność zostanie omówiona w Rozdziale 4.1. W tym rozdziale zostaną przedyskutowane zagadnienia kontroli procesu.
Nadmierne zużycie będące wynikiem słabej kontroli procesu jest najczęstszą drogą marnotrawienia spoiw chemicznych. Przykładowo podstawowymi parametrami odnoszącymi się do dobrego gospodarowania spoiwami, są: - konsystencja masy: stosowanie piasków takiej jakości, która jest zgodna dla danego
spoiwa. Bardzo ważne jest właściwe gospodarowanie zmagazynowanym piaskiem i badanie piasku (czystość, wielkość ziarn, kształt, wilgotność). Przy stosowaniu piasku o małej zawartości pyłów i maksymalnej ilości masy zwrotnej możliwe jest zmniejszenie niezbędnej ilości żywicy.
- kontrola temperatury: temperatura piasku musi być utrzymywana w wąskim zakresie przy regularnej jej kontroli i dostosowaniu do ilości dodawanego utwardzacza. Usytuowanie instalacji podgrzewającej piasek przed mieszarką pozwala na dokładną kontrolę temperatury.
- obsługa i czyszczenie mieszarki,- jakość formy: kontrolowanie, rozwiązywanie i zapobieganie defektom formy.- dodatkowe parametry: właściwy dodatek spoiwa zależy od rodzaju spoiwa, powierzchni
właściwej piasku i wielkości odlewu.- działanie mieszarki: optymalizacja osiągów mieszarki obejmuje monitoring i kontrolę
jej działania.
Kuźnictwo i przemysł odlewniczy 219

Rozdział 4
W tabeli 4.21. podano parametry procesu mieszania, które mogą być łatwo zmierzone za pomocą dostępnych urządzeń. Połączenie systemu kontrolnego z systemem alarmowym przekazuje operatorowi informacje o każdym nieprawidłowym działaniu. Konieczne jest poprawne oczyszczenie, obsługa i ponowna kalibracja nastaw zanim pojawią się poważniejsze problemy.
Wielkości regulowane Uwagi OprzyrządowaniePrzepływ masy Może się różnić w rezultacie
różnych przeszkód, które ograniczają/ zatrzymują przepływ masy lub wytarte/zużyte, co zwiększa przepływ
Przepływomierze tarczy piętrzącej
Temperatura piasku Determinuje szybkość utwardzania oraz ilość/rodzaj potrzebnego utwardzacza
Może być zastosowany przyrząd do sterowania procesem dodatku utwardzacza, w celu rekompensaty zmian temperatury piasku
Pobór mocy Określa wskaźnik czystości mieszarki
Urządzenie do kontrolowania obciążenia silnika
Natężenie przepływu żywicy i utwardzacza
Może się różnić w wyniku czynników takich jak zużyte pompy, zmiana lepkości wraz z temperaturą, zatykanie oraz wycieki w rurociągu i dyszach, zaklejenie zaworów zwrotnych, itp.
Pozytywne przemieszczenie, elektromagnetyczne lub coreolis przepływomierze
Godziny pracy Użyteczne przy ocenie wydajności w stosunku do nakładów i koszów obsługi
Tabela 4.21. Zmienne procesu i ich wpływ na osiągi mieszarki[71,ETSU, 1998]
Dla odlewni, które wymagają bardziej precyzyjnego sprzętu, dostępne są w pełni zautomatyzowane systemy kontroli pracy mieszarki. Systemy te wykorzystują technologię mikroprocesorów dla zapewnienia automatycznej kontroli produkcji masy i wymagają tylko ograniczonego udziału operatora. Dodatkowe zalety stosowania zautomatyzowanego systemu kontroli wynikają głównie ze znacznego zmniejszenia zależności od operatora i szybszej korekty parametrów. Korekta parametrów pracy mieszarki może być dokonana bez zatrzymania produkcji. Osiągnięte korzyści środowiskoweOptymalizacja zużycia spoiwa i żywicy przyczynia się do minimalizacji zużycia dodatków substancji chemicznych.
Lotne związki organiczne składają się do 50 - 60% wag. ze składników spoiwa. Ilośc ta zależy od stosowanego systemu wiązania. Większość z nich jest emitowana podczas mieszania masy i zalewania metalu. Zmniejszenie ilości zużywanego spoiwa powoduje odpowiednie zmniejszenie emisji LZO.
Oddziaływanie na środowiskoNie stwierdzono ujemnego wpływu na środowisko.
Dane eksploatacyjneW większości przypadków można łatwo osiągnąć zmniejszenie dodatku spoiwa o 5% i ilości wybrakowanych form o 1%, stosując nowoczesne systemy kontroli mieszania. W wielu odlewniach uzyskano oszczędności, które są znacznie wyższe. Dane z różnych odlewni informują o zmniejszeniu dodatku spoiwa od 5% do 25%, jak również o całkowitym wyeliminowaniu wybrakowanych form.Kuźnictwo i przemysł odlewniczy 220

Rozdział 4
Zainstalowanie automatycznego systemu kontroli mieszarki w odlewni żeliwa stosującej technologię mas z żywicami utwardzanymi na zimno pozwoliło na zmniejszenie dodatku żywicy z 10 kg/min. (1.22% żywicy w stosunku do masy piasku) do 8.89 kg/min. (1.09%). Odpowiada to równocześnie oszczędności stosowanego katalizatora o 10%. Ilość uszkodzonych form spadła o ponad 60% i uzyskano oszczędności ponad 37 000 funtów brytyjskich/rok (w cenach 1995 roku, Wielka Brytania).
Możliwości zastosowaniaTechnika ta może być stosowana we wszystkich nowych i istniejących odlewniach wykorzystujących masy ze spoiwami chemicznymi. Wyposażenie monitorujące kontrolę procesu mieszania może być zmodyfikowane dla istniejących instalacji.
Aspekty ekonomiczneW tonie wymieszanej masy dodatek spoiwa stanowi tylko 1 - 3% wag. ale jeżeli chodzi o koszty to cena spoiwa stanowi 30 – 60% kosztów wszystkich surowców stosowanych do sporządzania masy. Szacuje się, że dzięki lepszemu gospodarowaniu materiałami wiążącymi można uzyskać oszczędności kosztów 5 – 10%.
Koszt zastosowania wszystkich urządzeń zamieszczonych w tabeli 4.21. w systemie służącym do sporządzania mas oceniany jest na około 10 000 funtów brytyjskich (w cenach 1997 roku, Wielka Brytania). Jednak znaczna poprawa kontroli procesu związana jest ze stosunkowo krótkim okresem zwrotu nakładów inwestycyjnych. Chociaż koszt zainstalowania automatycznego systemu kontroli jest około dwukrotnie wyższy niż bezpośrednie monitorowanie on-line, możliwe jest uzyskanie istotnego zmniejszenia kosztów.
Przykładowe dane ekonomiczne podano w tabeli 4.22. Odnoszą się one do odlewni żeliwa opisanej w punkcie „Dane eksploatacyjne”.
Rodzaj kosztów EUR
Oszczędności spowodowane redukcją 60% wadliwych form 6416
Oszczędności spowodowane redukcją 10% zużycia żywicy 29966
Oszczędności spowodowane redukcją 10% zużycia katalizatora 9050
Całkowite oszczędności w kosztach materiałów 45433
Roczne koszty eksploatacji 320
Przewidywane roczne koszty obsługi 24
Oszczędności w kosztach netto 45088
Koszt zakupu instalacji 24166
Okres zwrotu nakładów 7 miesięcy
Tabela 4.22. Roczne oszczędności, koszt i okres zwrotu nakładów dla przykładowej instalacji mieszania mas z systemem kontroli (w cenach roku 1995) [75, ETSU, 1996]
Powód wdrożeniaOptymalizacja kosztów obsługi i minimalizacja emisji LZO.
Zakłady referencyjneW większości odlewni stosujących masy wiązane chemicznie wykorzystuje się metody dobrego gospodarowania spoiwem.- Literatura[71, ETSU, 1998]; [75, ETSU, 1996]; [202, TWG, 2002], [225, TWG, 2003]
Kuźnictwo i przemysł odlewniczy 221

Rozdział 4
4.3.3.2. Minimalizacja strat masy formierskiej i rdzeniowej
OpisWspółczesne instalacje wytwarzające formy i rdzenie umożliwiają zachowanie parametrów produkcyjnych dla każdego rodzaju produktu w postaci elektronicznej bazy danych. Dzięki temu możliwa jest łatwa zmiana przy podejmowaniu wytwarzania nowego produktu bez straty czasu i materiałów na poszukiwanie właściwych parametrów metodą prób i błędów. Dla nowych produktów można przyjąć ustawienia parametrów stosowane przy podobnych produktach, dzięki czemu ulega skróceniu czas przestawienia instalacji.
Osiągnięte korzyści środowiskoweZmniejszenie ilości odpadowej masy i energii dzięki minimalizacji okresu wytwarzania serii próbnej.
Oddziaływanie na środowiskoNie stwierdzono ujemnego wpływu na środowisko.
Możliwości zastosowaniaSeryjna produkcja małych serii z dużą wydajnością. Bezbłędna wymiana wymaga dobrej i stałej kontroli jakości masy. Aspekty ekonomiczneKoszty inwestycyjne dla strzelarki do rdzeni zależą od objętości rdzenia i wynoszą od 150 000 EUR (5 l) do 400 000 EUR (100 l). Roczny koszt pracy instalacji wynosi 5 - 10% kosztów inwestycyjnych.
Powód wdrożeniaOptymalizacja procesów, w których wymagana jest częsta zmiana rodzaju wytwarzanych rdzeni lub form. Zakłady referencyjneTa technika jest stosowana w kilku odlewniach w Europie.
Literatura[110, Vito, 2001]
4.3.3.3. Najlepsza praktyka dla procesów utwardzania mas na zimno
- Masy z żywicami fenolowymi. Temperatura masy jest utrzymywana możliwie na stałym poziomie około 15 – 25oC. Jest to temperatura wystarczająco niska, aby zapobiec emisji spowodowanej parowaniem. Powinno się unikać bezpośredniego kontaktu pomiędzy żywicą a katalizatorem, ponieważ jest to reakcja egzotermiczna i może być gwałtowna.
- Masy z żywicami furanowymi. Temperatura masy jest bardzo ważna w tym procesie i powinna być utrzymywana na stałym poziomie około 15 – 25oC. Umożliwia to kontrolę czasu utwardzania spoiwa i minimalizuje dodatek katalizatora. Powinno się unikać bezpośredniego kontaktu pomiędzy żywicą a katalizatorem, ponieważ jest to reakcja egzotermiczna i może być gwałtowna.
- Masy w procesie poliuretanowym (żywica fenolowa + izocyjanian). Temperatura masy jest utrzymywana w zakresie 15 – 25oC, co pozwala na kontrolę procesu i minimalizację
Kuźnictwo i przemysł odlewniczy 222

Rozdział 4
emisji. Najkorzystniej jest stosować trzy pompy i mieszać katalizator oraz żywicę fenolową i izocyjanian z piaskiem bezpośrednio w mieszarce. [202, TWG, 2002].
- Resol-ester (alkaliczna żywica fenolowa utwardzana estrem). Temperatura masy jest kontrolowana i utrzymywana na stałym poziomie optymalnie 15 – 35oC. Proces ten jest mniej czuły na zmiany temperatury niż inne technologie mas samoutwardzalnych. Szybkość utwardzania jest regulowana przez wybór odpowiedniego utwardzacza.
- Masy ze szkłem wodnym utwardzane estrem. Temperatura masy jest kontrolowana w zakresie 15 – 25oC. Jeżeli formy lub rdzenie wychwycą wilgoć, to muszą być one użyte tak szybko, jak to jest możliwe po osiągnięciu pełnej wytrzymałości. Dłuższe ich przechowywanie może być prowadzone tylko w suchej atmosferze.
4.3.3.4. Najlepsza praktyka dla procesów mas utwardzanych gazami
- Proces cold-box. Pary amin muszą być wychwycone znad rdzeniarki. Pewien nadmiar aminy jest wychwytywany przez rdzennicę. Dodatkowo może być konieczna wentylacja pomieszczenia, w którym przechowywane są rdzenie. Jeżeli to jest możliwe, nad instalacją do wytwarzania form i rdzeni, jak również nad miejscem ich przechowywania, instalowane są okapy. Zużycie aminy powinno być zminimalizowane do ilości wymaganej w procesie produkcyjnym rdzeni, ponieważ koszt surowca i jego obróbka są wysokie. Minimalizacja zużycia aminy jest również możliwa dzięki optymalizacji procesu jej rozprowadzania wewnątrz rdzenia. Dokonuje się tego poprzez symulacje i optymalizację przepływu strumienia gazu [202, TWG, 2002].Temperatura masy powinna być utrzymywana na możliwie stałym poziomie pomiędzy 20 a 25 oC, ponieważ zbyt niska temperatura powoduje wydłużenie czasu przegazowywania co zwiększa zużycie aminy. Przy zbyt wysokiej temperaturze drastycznie skraca się żywotność sporządzonej masy. Woda w tym procesie jest szkodliwa. Wilgotność piasku powinna być utrzymywana poniżej 0,1% a powietrze służące do przegazowywania i usuwania nadmiaru aminy musi być suche. Uwaga: Aminy w niektórych proporcjach w mieszaninie z powietrzem są łatwopalne i wybuchowe. Szczególną uwagę należy zachować podczas ich magazynowania i przeładunku. Cały czas należy postępować zgodnie z instrukcją dostawcy.
- Resol (alkaliczna żywica fenolowa utwardzana mrówczanem metylu). Wskazana jest wentylacja miejsca pracy, przynajmniej po to, aby zapobiec niebezpieczeństwu pożaru. Zużycie mrówczanu metylu powinno być zminimalizowane do ilości wymaganej w procesie produkcyjnym rdzeni. Temperatura masy powinna być utrzymywana powyżej 20oC, aby zapobiec kondensowaniu się par mrówczanu metylu. Pary mrówczanu metylu są cięższe od powietrza; należy o tym pamiętać przy projektowaniu systemu odciągowego.Uwaga: Mrówczan metylu jest palny, kiedy jego stężenie w powietrzu osiąga 6 do 20% i wybuchowy w pewnych proporcjach z powietrzem. Szczególną uwagę należy zachować podczas jego magazynowania i przeładunku. Cały czas należy postępować zgodnie z instrukcją dostawcy.
- Żywica resorowa utwardzana CO2. Żywica ta zawiera małą ilość nieprzereagowanego fenolu i formaldehydu, ale ich emisja, nawet podczas przegazowywania masy, jest bardzo niska. Zalecane jest wentylowanie stanowisk pracy. [225, TWG, 2003]
Kuźnictwo i przemysł odlewniczy 223

Rozdział 4
- Żywice fenolowe lub furanowe utwardzane SO2. Miejsce pracy powinno być przewietrzane, a emitowane substancje zbierane w miejscu emisji z instalacji do wytwarzania form i rdzeni za pomocą obudowanego okapu z zastosowaniem wentylacji. Zebrane gazy przed wyemitowaniem muszą być poddane odpowiedniej obróbce. Można tego łatwo dokonać przy zastosowaniu płuczki zawierającej roztwór wodorotlenku sodu. Należy prowadzić ciągłą kontrolę pH i stężenia roztworu w płuczce. Roztwór w płuczce powinien być co pewien czas wymieniany, aby usunąć powstające sole. Roztwór ten traktowany jest przy składowaniu jako odpad niebezpieczny.Zużycie dwutlenku siarki powinno być zminimalizowane do ilości wymaganej w procesie produkcyjnym rdzeni. Zazwyczaj cykl usuwania nadmiaru gazu jest 10–krotnie dłuższy niż cykl przegazowywania.
- Żywice epoksydowe/akrylany utwardzane SO2 (proces FRC). Informacje odnośnie procesu przegazowywania i usuwania nadmiaru gazu oraz zbierania i obróbki emitowanych zanieczyszczeń podano w rozdziale dotyczącym utwardzania żywic furanowych przy użyciu SO2. Aby uzyskać rdzenie o odpowiednich właściwościach należy spełnić następujące warunki przy przegazowywaniu:
- piasek przed użyciem powinien być suchy,- powietrze stosowane w nadmuchiwarkach i strzelarkach powinno być suche,- stężenie dwutlenku siarki w CO2 lub azocie powinno być od 5 do 100% w zależności
od stosowanej żywicy (minimalna wartość dla akrylanu, maksymalna dla żywicy epoksydowej/akrylanu),
- cykl usuwania nadmiaru gazu jest 10–krotnie dłuższy niż cykl przegazowywania.
4.3.3.5. Zastąpienie alkoholowych powłok ochronnych przez wodne powłoki ochronne
OpisPowłoki ochronne są nanoszone na powierzchnie form i rdzeni w celu stworzenia ogniotrwałej bariery na granicy faz masa – metal oraz dla uzyskania dobrej powierzchni odlewu. Powłoki ochronne zmniejszają skłonność do tworzenia się żyłek, do erozji oraz penetracji metalu, jak również zmniejszają pracochłonność wykańczania odlewów. Powłoki alkoholowe oparte są głównie na alkoholu izopropylowym. Powłoka jest suszona albo w wyniku odparowania lub wypalenia rozpuszczalnika. Operacje te przyczyniają się do emisji LZO. Jako alternatywa rozwijane są wodne powłoki ochronne.
Zalety wodnych powłok ochronnych są następujące:- bezpieczeństwo (nie ma zagrożenia ogniem),- zdrowie pracowników (mniejsze narażenie na pary związków organicznych), - redukcja kosztów reagentów (cena wody jest niższa niż cena alkoholu),- w większości przypadków lepsza jakość powierzchni odlewów
Trudności w stosowaniu wodnych powłok są następujące:- proces wymaga więcej czasu i miejsca. Również rdzenie muszą być suszone przez
dłuższy okres czasu, co zwiększa wymagania w stosunku do linii suszącej przechodzącej przez piec suszarniczy,
- zmiany w procesie wymagają każdorazowo optymalizacji warunków suszenia,- wzrost bakterii, co powoduje skrócenie żywotności powłoki ochronnej (1 – 2 tygodnie) i
jest przyczyną nieprzyjemnego zapachu,- trudności w akceptacji przez specyficznych odbiorców z zakresu przemysłu
kosmicznego i obronnego.Kuźnictwo i przemysł odlewniczy 224
Rozdział 4
Powłoki ochronne wodne mogą być suszone w temperaturze pokojowej lub przy użyciu pieców suszarniczych, pieców mikrofalowych lub pieców na podczerwień. Powłoki te wymagają na ogół dłuższego czasu suszenia w porównaniu z powłokami alkoholowymi. Podczas suszenia nie wydzielają się szkodliwe substancje, ale mogą wydzielać się nieprzyjemne zapachy. Suszenie prowadzone jest przy użyciu linii suszących, które służą do transportu rdzeni z rdzeniarni do miejsca składania form, przez okres wystarczający na wysuszenie rdzeni. Taka linia transportowa może również przechodzić przez piec suszarniczy. Suszenie mikrofalowe lub przy użyciu podczerwieni stosowane jest dla małych, średnich i dużych serii.
Różne właściwości reologiczne powłok wodnych w porównaniu z powłokami opartymi na alkoholu wymagają opracowania nowych technik nakładania. Pozwoli to na utrzymanie stałej jakości powłoki. Osiągnięte korzyści środowiskoweAnaliza cyklu życia (LCA) daje ocenę wpływu powłok wodnych i alkoholowych na środowisko. Powłoki wodne suszone w temperaturze pokojowej charakteryzują się korzystnym wpływem na środowisko, głównie z powodu redukcji emisji LZO oraz małym zużyciem energii. Przy stosowaniu do suszenia pieca redukcja emisji jest częściowo równoważona w poziomie LCA przez zwiększone zużycie energii. Jeżeli chodzi o całkowity wpływ na środowisko, to stosowanie suszenia w piecach wykazuje małe korzyści w porównaniu ze stosowaniem alkoholu izopropylowego i wypalaniem.
Oddziaływanie na środowiskoPowłoki wodne zawierają dodatki różnych substancji chemicznych (organicznych), dla poprawy ich właściwości. Mogą one mieć wpływ na emisję podczas wybijania odlewów.
Suszenie wodnych powłok ochronnych powoduje wzrost parowania rozpuszczalników stosowanych do spoiw. Może to być przyczyną wzrostu emisji nieprzyjemnych zapachów spowodowanych parowaniem BTX z rozpuszczalników zawartych w rdzeniach.
Wodne powłoki ochronne wymagają zastosowania większej ilości energii, głównie z powodu transportu (w czasie suszenia powietrzem) i suszenia w piecu.
Suszenie w temperaturze otoczenia może spowodować obniżenie temperatury powietrza w odlewni. W duńskiej odlewni stwierdzono obniżenie temperatury otoczenia o 2oC. W konsekwencji zwiększa się zużycie paliwa na ogrzanie w okresie zimowym.
Dane eksploatacyjneObecnie, w odlewniach coraz bardziej rozpowszechnione staje się przechodzenie z powłok ochronnych alkoholowych na powłoki wodne. Odlewnie motoryzacyjne dla większości swojej produkcji stosują wodne powłoki. Powłoki alkoholowe są używane tylko dla specjalnych zastosowań (por. Możliwości zastosowania).
Dane eksploatacyjne pochodzą z odlewni duńskiej. Przy suszeniu w temperaturze pokojowej głównym czynnikiem jest szybkość przepływu powietrza (bardziej niż temperatura lub wilgotność). Aby uzyskać dostateczną prędkość przypływu powietrza w obszarze suszenia instalowane są dodatkowe wentylatory lub nawiewy. Aby osiągnąć dobrą i stałą jakość należy ograniczyć zawartość drobnej frakcji w masie rdzeniowej. Powłoki wodne mogą powodować pęcznienie drobnych cząstek (bentonitu lub pyłu węglowego) co może być przyczyną wad rdzeni. Kuźnictwo i przemysł odlewniczy 225
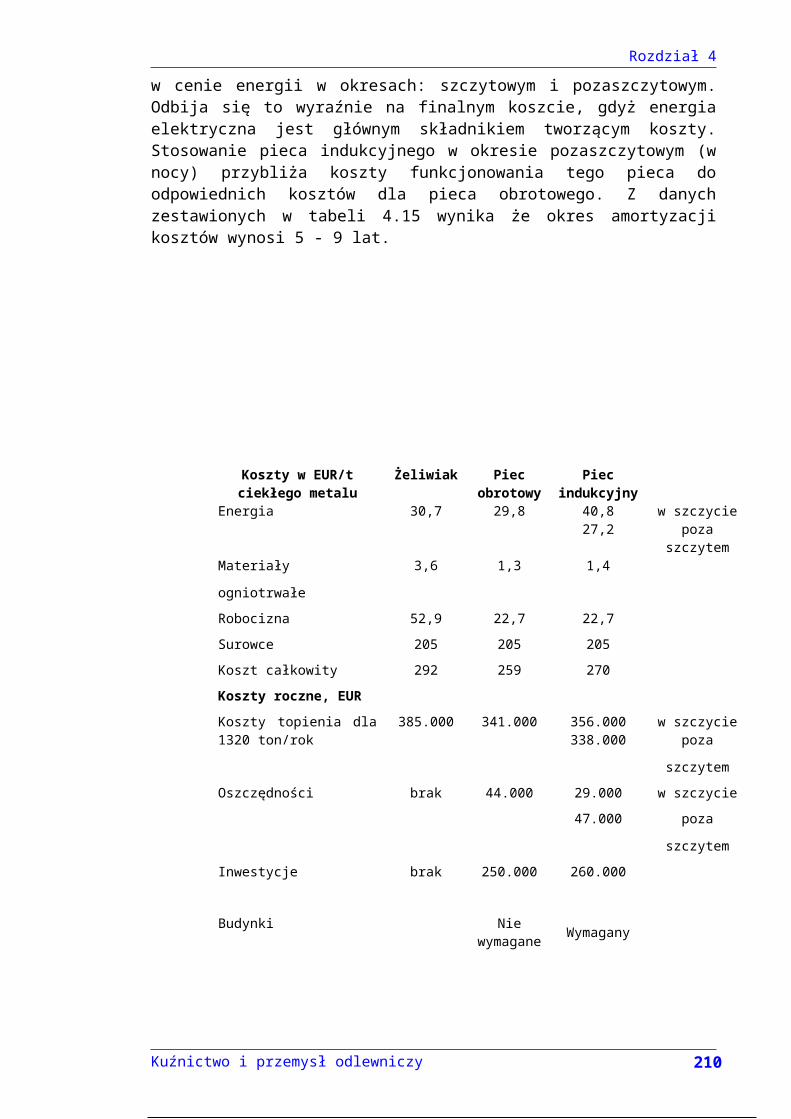
Rozdział 4
Dane eksploatacyjne uzyskane z odlewni francuskiej dotyczą pieca suszarniczego o pojemności 540 rdzeni wykonywanych metodą cold-box, ogrzewanego gazem ziemnym. Do usuwania dymów i wprowadzania świeżego powietrza stosowane są dwa wentylatory. Przewidywana temperatura gorącego powietrza wynosi 160oC. Bilans ciepła został opracowany w oparciu o pomiary wykonane dla rdzenia o ciężarze 0.4 kg i wilgotności 5.5%. Bilans ciepła zamieszczony na rysunku 4.7 odnosi się do ładunku 390 rdzeni, co odpowiada 72% całkowitej pojemności pieca.
Rys. 4.7 Bilans cieplny pieca do suszenia rdzeni pracującego przywypełnieniu 72% pojemności [143, Inasmet and CTIF, 2002]
Z bilansu tego wynika, że straty energii wynoszą ponad 50%. Oznacza to, że rzeczywista wydajność jest mniejsza niż 10% energii zużytej na suszenie rdzenia. Zużycie energii na odparowanie wody wynosi 8.5 kWh/kg co odpowiada 465 kWh na tonę rdzeni przy wydajności 156 kg/h. Kiedy piec pracuje przy mniejszej wydajności straty są jeszcze większe. Podobne pomiary wykonane w innej odlewni potwierdziły wysokie straty (> 50%) i małą wydajność energetyczną (< 10%). Wydajność energetyczną można zwiększyć stosując suszenie przy użyciu mikrofal. Problem ten będzie omawiany w Rozdziale 4.3.3.6.
Możliwości zastosowaniaW większości sytuacji można stosować wodne powłoki ochronne. Jednak powłoki alkoholowe, w niektórych przypadkach nie mogą być zastąpione i będą nadal w użyciu: - dla dużych i skomplikowanych form/rdzeni, gdzie mogą występować problemy w czasie
suszenia spowodowane trudnościami w penetracji suszącego powietrza,- przy odlewaniu Mg; woda tworzy Mg(OH)2 stwarzając problemy techniczne,- przy produkcji stali manganowej z zastosowaniem powłoki MgO.
Wykorzystanie wodnych powłok ochronnych jest możliwe dla nowych i istniejących dużych odlewni produkujących duże serie. Dla nowych i istniejących małych odlewni stosowanie wodnych powłok ochronnych może być utrudnione przez czynniki techniczne lub ekonomiczne.
Aspekty ekonomiczne
Kuźnictwo i przemysł odlewniczy 226

Rozdział 4
Koszty inwestycyjne zależą od kilku czynników, takich jak dostępna wielkość przestrzeni dla zbudowania linii do suszenia, wybranej techniki suszenia i możliwości przystosowania mieszarki.
Całkowite zastąpienie alkoholowych powłok ochronnych przez powłoki wodne w duńskiej odlewni żeliwa, stosującej suszenie powietrzem o temperaturze otoczenia, pociągnęło za sobą koszty inwestycyjne w wysokości 71000 EUR. Koszty te obejmowały instalację nawiewów i optymalizację jakości masy. Wyeliminowanie emisji alkoholu izopropylowego w ilości 161 ton/rok dało oszczędności w kwocie 62.5 EUR/tonę alkoholu izopropylowego.
Koszty eksploatacji obejmujące poprawę kontroli powłoki i rdzeni (lepkość, grubość warstwy powłoki, zawartość wody i jakość produktu) wynosiły 9000 EUR/rok. Na suszenie 1 tony powłoki zużywa się 2100 kWh energii.
Korzyścią w bilansie ekonomicznym jest zmniejszenie wydatków na zakup rozpuszczalnika. Istnieją przykłady dużych odlewni gdzie zainwestowano w system wodnych powłok ochronnych, w których okres zwrotu nakładów wynosił dwa lata i to tylko biorąc pod uwagę redukcję kosztów związaną z zakupem alkoholu.
Koszty suszenia wynoszą 0.01 EUR/kg (francuska odlewnia metali nieżelaznych).
Powód wdrożeniaNaciski władz administracyjnych w związku z coraz większa waga przykładaną do ograniczenia emisji związków organicznych. Zakłady referencyjne- PSA Sept-Fons (F)- Fonderie Bréa, Montluçon (F)- De Globe b.v., Weert (NL)
Literatura[129, infoMil, 1999], [143,Inasmet and CTIF, 2002], [149, Beauvais and Choplin, 2001]
4.3.3.6. Suszenie wodnych powłok ochronnych przy użyciu mikrofal
OpisWodne powłoki ochronne wymagają suszenia. Zastosowanie do tego celu pieców mikrofalowych posiada wiele zalet w stosunku do suszenia powietrzem o temperaturze pokojowej lub podgrzanym. Stosowane są mikrofale o częstotliwości 2 450 MHz. Suszenie mikrofalowe wykazuje następujące właściwości:- dobrą selektywność transportu energii: energia mikrofalowa jest przenoszona w pierwszej
kolejności do cząsteczek wody, a potem do osnowy masy. Dzięki temu następuje homogeniczne i preferencyjne suszenie powierzchni nawet w przypadku bardzo złożonych rdzeni.
- samoprzystosowujące się sprzężenie: mechanizm suszenia wywołuje samokontrolę ujednorodnienia wilgotności materiału
- szybkie suszenie: szybkość suszenia zależy od dostarczonej energii. Wysoka prędkość suszenia powoduje ograniczenie czasu kontaktu woda-rdzeń. Dzięki temu rdzenie uzyskują dobrą stabilność właściwości mechanicznych.
Suszenie mikrofalowe sprawia kłopoty w następujących przypadkach:- niejednolitego obciążenie pieca ( w zakresie masowym i objętościowym),Kuźnictwo i przemysł odlewniczy 227

Rozdział 4
- stosowania rdzeni lub elementów zawierających żelazo,- niehomogeniczne suszenie grubszych części rdzeni,- ryzyko deformacji złożonych rdzeni.
Osiągnięte korzyści środowiskoweZwiększona wydajność energetyczna procesu suszenia.
Oddziaływanie na środowiskoSuszenie mikrofalowe powoduje również dalszy ciąg reakcji polimeryzacji aż do jej zakończenia. Dzięki temu zmniejsza się emisja gazów w następnych etapach procesu odlewniczego (zalewanie, chłodzenie i wybijanie).
Dane eksploatacyjneSuszenie przy użyciu mikrofal nie znalazło zastosowania na skalę przemysłową, chociaż prowadzone były badania na dużą skalę przemysłową. Wyniki tych badań zostały przedstawione poniżej. Jeden z testów był przeprowadzony przy użyciu pieca mikrofalowego o mocy 50 kWh. Piec został załadowany wsadem 800 kg rdzeni, co stanowiło 50% jego pojemności. Rdzenie zostały umieszczone na plastikowych paletach, które nie nagrzewają się mikrofalami. Bilans energetyczny procesu podano na rysunku 4.8. Wynika z niego, że ponad 30% dostarczonej energii jest zużywane na suszenie. Ponadto rdzenie nagrzewają się tylko nieznacznie (temperatura końcowa wynosi 40oC), co umożliwia bezpośredni ich transport. Wyniki pomiarów wykonane w dwóch odlewniach zostały zamieszczone w tabeli 4.23 i porównano je z analogicznym procesem suszenia prowadzonym w piecu z gorącym powietrzem (tak jak to przedyskutowano w rozdziale 4.3.3.5.).
Rys. 4.8. Bilans cieplny procesu mikrofalowego suszenia rdzeni. Piec o mocy50 kW pracujący przy wsadzie 50% pojemności [143, Inasmet and CTIF, 2002]
Odlewnia A Odlewnia B Odlewnia B Odlewnia CTyp pieca Gorące
powietrzeGorące
powietrze Mikrofale Mikrofale
Ładunek rdzeni 156 kg/h 270 kg/h 800 kg/h 500 - 900 kg/hWilgotność 5.5% 2.7% 2.7% 2-3.2%Dostarczenie energii cieplnej 73 kW 70 kW 50 kW 40 kWCzas trwania 48 min 113 min 8 min 8 min
Kuźnictwo i przemysł odlewniczy 228

Rozdział 4
Charakterystyczne zużycia na kg odparowanej wody 8.5 kWh 9.3 kWh 2.3 kWh 2 kWh
Charakterystyczne zużycia na tonę wilgotnych rdzeni 465 kWh 280 kWh 63 kWh -
Tabela 4.23. Wyniki badań procesu suszenia rdzeni przy zastosowaniu gorącegopowietrza i mikrofal [143, Inasmet and CTIF, 2002]
Powyższe dane wskazują, że czas suszenia ulega skróceniu z 1-2 godziny (gorące powietrze) do poniżej 10 minut (mikrofale). Ponadto zużycie energii zmniejsza się 4-5 razy i wzrasta wydajność.
Możliwości zastosowaniaTechnika ta jest stosowana do suszenia wodnych powłok ochronnych. Ponadto umożliwia szersze zastosowanie wodnych powłok do rdzeni o bardziej złożonych kształtach i mniejszych serii.
Aspekty ekonomiczneSuszenie mikrofalowe związane jest z wysokimi kosztami inwestycyjnymi. Nakłady inwestycyjne są proporcjonalne do wymaganej mocy, co jest związane z ilością wody, która ma być odparowana. Wysokie nakłady inwestycyjne są częściowo zbilansowane przez:- wyższą wydajność energetyczną, dzięki stosowaniu energii elektrycznej zamiast gazu, jak
to ma miejsce w piecach suszarniczych z gorącym powietrzem,- zmniejszenie kosztów, w przypadku wodnych powłok, związanych z zakupem
rozpuszczalnika,- zmniejszenie kosztów obsługi wynikające z bardziej zwartej instalacji mikrofalowej w
porównaniu do stosowanej linii suszenia (gorącym) powietrzem lub linii chłodzenia.
Cel wdrożeniaNaciski władz administracyjnych w związku z coraz większą wagą przykładaną do ograniczenia emisji związków organicznych wraz z koniecznością uzyskiwania większej wydajności energetycznej.
Zakłady referenycjneTa technika będzie stosowana w odlewniach we Francji i Hiszpanii.
Literatura[143, Inasmet and CTIF, 2002], [225, TWG, 2003]
4.3.3.7. Stosowanie niearomatycznych rozpuszczalników przy produkcji rdzeni metodą cold-box
OpisW klasycznym procesie cold-box stosowane są rozpuszczalniki organiczne. Jest to przyczyną uwalniana się szkodliwych i nieprzyjemnych LZO podczas produkcji i przechowywania rdzeni. Ponadto emisja LZO (benzen, toluen, ksylen) ma miejsce w czasie zalewania, chłodzenia i wybijania. Alternatywne rozpuszczalniki dla procesu cold-box produkcji rdzeni są oparte na proteinach lub tłuszczu zwierzęcym (np. estry metylowe kwasów tłuszczowych zawartych w olejach roślinnych) lub estrach krzemianowych. Te rozpuszczalniki nie są szkodliwe dla człowieka i nie są palne, dlatego też ich transport i magazynowanie jest łatwiejsze.
Kuźnictwo i przemysł odlewniczy 229

Rozdział 4
Mała lotność estrów metylowych kwasów tłuszczowych zawartych w olejach roślinnych zwiększa możliwości magazynowania rdzeni w atmosferze wilgotnej i poprawia ich trwałość, przy stosowaniu wodnych powłok ochronnych.
W konsekwencji rdzenie uzyskują wyższą wytrzymałość, masa ulega w mniejszym stopniu przywieraniu, a rdzenie posiadają lepszą wybijalność.
Osiągnięte korzyści środowiskoweNie ma parowania ze względu na wysoką temperaturę wrzenia rozpuszczalników niearomatycznych (około 300oC) i dlatego też nie ma nieprzyjemnego zapachu spowodowanego emisją rozpuszczalnika podczas przechowywania rdzeni.
Emisja LZO ulega redukcji w czasie wykonywania rdzeni i przechowywania, oraz (co ważniejsze) w czasie zalewania, chłodzenia i wybijania.
Oddziaływanie na środowiskoRozpuszczalniki pochodzenia roślinnego mogą powodować wzrost emisji dymów podczas procesu zalewania i (w przypadku odlewania kokilowego) przy otwieraniu kokili. Jest to spowodowane słabym ich parowaniem i w konsekwencji w rdzeniu pozostaje duża ilość resztkowa rozpuszczalnika, która uwalnia się podczas zalewania. Zjawisko to nie występuje przy stosowaniu jako rozpuszczalniki estrów krzemianowych.
Rozpuszczalniki proteinowe i oparte na tłuszczach zwierzęcych wytwarzają charakterystyczny zapach i mogą być przyczyną problemów zapachowych wewnątrz odlewni.
Dane eksploatacyjneW tabeli 4.24 zamieszczono dane eksploatacyjne odnośnie emisji benzenu, toluenu, ksylenu i fenolu, pochodzące z odlewni aluminium stosującej masy wilgotne (z bentonitem). Pomiary zostały wykonane zarówno na kracie do wybijania, jak i kominie odprowadzającym gazy odlotowe. Dane odnoszą się do tradycyjnego procesu cold-box oraz do procesu stosującego rozpuszczalniki oparte na oleju roślinnym. Obserwuje się wyraźne zmniejszenie emisji benzenu, toluenu i ksylenu oraz całkowitej emisji związków węgla (25 – 50% emisji z komina).
Na kracie do wybijania W kominie odprowadzającym gazy odlotowe
SkładnikRozpuszczalnik
aromatyczny(mg/m3)
Pochodzenia roślinnego
(mg/m3)
Różnica(%)
Rozpuszczalnik aromatyczny
(mg/m3)
Pochodzenia roślinnego
(mg/m3)
Różnica(%)
Benzen 0.08 0.05 -44 0.1 0.07 -30Toluen 0.12 0.05 - 58 0.08 0.06 - 25Ksylen 0.09 0.04 - 56 0.09 0.05 - 41Fenol 14.8 14.6 - 2 7.2 6.57 - 9Ogólny węgiel 61.0 29.5 - 52 37.0 18.5 - 50
Tabela 4.24. Dane odnośnie emisji z procesu cold-box stosowanego w odlewni aluminium, mierzonej na kracie do wybijania oraz w kominie[189, Hüttenes-Albertus, 2002]
Wyniki pomiarów emisji przeprowadzone w niemieckiej odlewni żeliwa podano w tabeli 4.25. Wyniki te dla każdego związku wyrażone są jako wielkość względna w stosunku do emisji przy stosowaniu rozpuszczalników aromatycznych. Np. emisja toluenu w drugim etapie chłodzenia stanowi tylko 58% emisji toluenu przy stosowaniu rozpuszczalników
Kuźnictwo i przemysł odlewniczy 230
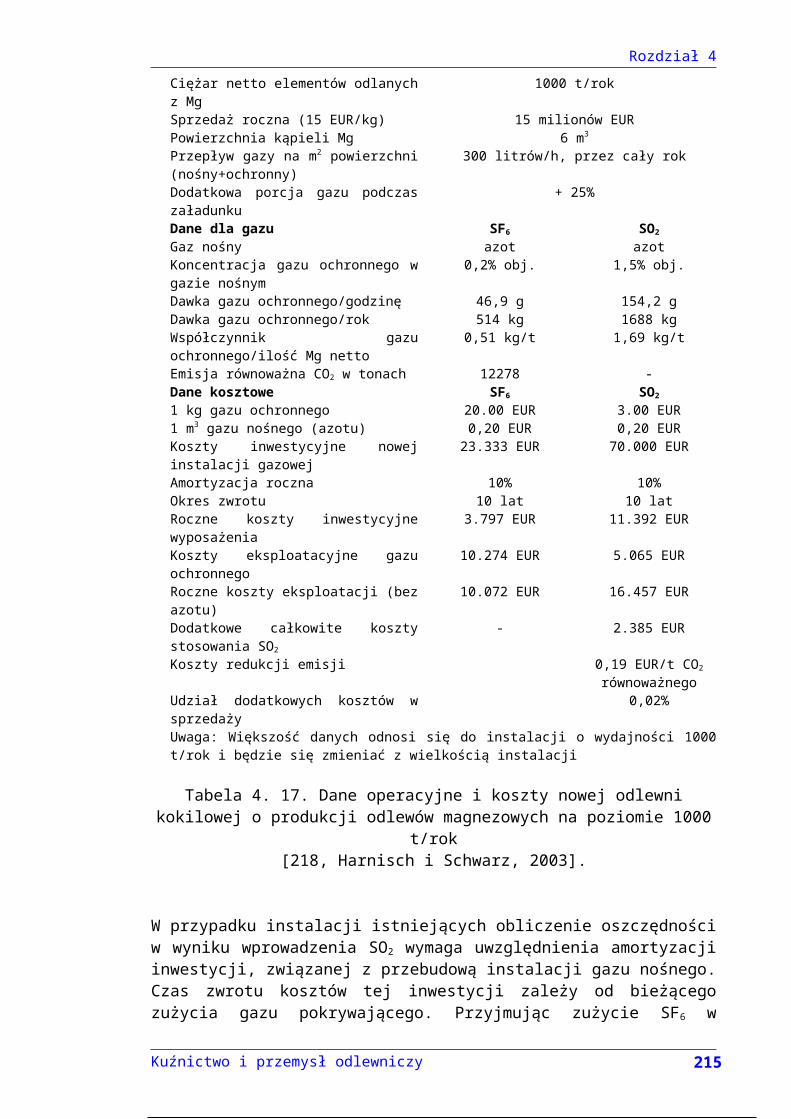
Rozdział 4
aromatycznych. Z tabeli tej wynika wyraźna redukcja emisji LZO w drugiej fazie chłodzenia i podczas wybijania.
Benzen Toluen Ksylen FenolZalewanie i chłodzenie 1 83 100 100 100Chłodzenie 2 78.5 58 46 74Wybijanie 78 78 78 12Dane emisji wyrażone jako % w odniesieniu do emisji układu opartego na zw. aromatycznych (przyjętych jako 100% dla każdego pomiaru)
Tabela 4.25. Emisja (%) wybranych związków z procesu cold-box stosującego rozpuszczalniki pochodzenia roślinnego [216, Hobelsberger, et. Al., 1997]
Całkowita redukcja strumienia masy wybranych związków wynosiła:- benzen: - 21%- toluen: - 26%- ksylen: - 30%- fenol: - 62%
Wyniki pomiarów emisji węgla całkowitego z pełnego procesu wykonywania odlewów zamieszczono na rys. 4.9. Z danych tych wynika, że w przypadku stosowania rozpuszczalników pochodzenia roślinnego emisja częściowo zostaje przesunięta z etapu wykonywania rdzeni do etapu wykańczania. Niemniej ma miejsce redukcja emisji związków węgla o 17%.
Rys. 4.9. Emisja węgla całkowitego w czasie różnych etapów procesu wykonywania odlewów, przy stosowaniu rozpuszczalników aromatycznych i rozpuszczalników pochodzenia
roślinnego. Wartości podane w % wyrażają względną emisję w stosunku do procesu ze stosowaniem rozpuszczalników aromatycznych [216, Hobelsberger i in., 1997]
Kuźnictwo i przemysł odlewniczy 231
Rozdział 4
Możliwości zastosowaniaRozpuszczalniki niearomatyczne mogą być stosowane we wszystkich procesach stosujących technologię mas cold-box. Technika ta jest stosunkowo nowa i wyniki eksploatacyjne podane powyżej wymagają potwierdzenia w następnych badaniach. Technika ta stosowana jest w odlewniach wykonujących zarówno odlewy motoryzacyjne, jak i odlewy maszynowe oraz dla przemysłu budowlanego i elektronicznego. Stosuje się ja zarówno dla odlewów ze stopów żelaza, jak i metali nieżelaznych.
Aspekty ekonomiczneDane włoskie wskazują, że cena rozpuszczalników niearomatycznych jest dwukrotnie wyższa (0,82 EUR/kg) niż rozpuszczalników aromatycznych (0,36 – 0,48 EUR/kg).
Dane eksploatacyjne z odlewni produkującej duże serie odlewów podają, że cena spoiwa z zastosowaniem rozpuszczalników aromatycznych była około 2 EUR/kg (200 l) i wzrosła o około 30% przy przejściu na rozpuszczalniki niearomatyczne. Po roku (2003) cena ponownie spadła, do poziomu 10% powyżej ceny przy stosowaniu rozpuszczalników aromatycznych.
Powód wdrożeniaRedukcja emisji LZO i zapachów.
Zakłady referenycjneTa technika jest stosowana na dużą skalę w odlewniach Niemieckich.
Literatura[143, Inasmet and CTIF, 2002], [189, Hüttenes-Albertus, 2002], [202, TWG, 2002], [216, Hobelsberger i in., 1997], [225, TWG, 2003]
4.3.4. Alternatywne metody wykonywania form/rdzeni
4.3.4.1. Odlewanie do form pełnych
OpisOgólne zasady odlewania do form pełnych zostały podane w Rozdziale 2.5.7.1. Ponieważ w technologii tej nie stosuje się spoiwa, to ilość odpadów jak i wielkość emisji jest znacznie mniejsza w porównaniu z metodami odlewania do form piaskowych.
Metoda ta umożliwia produkcję elementów o wyższej dokładności wymiarowej, stosowanie mniejszych nadlewów i układów wlewowych oraz daje odlew surowy o lepszej jakości. Dzięki temu odlew wymaga mniej obróbki mechanicznej i skraca się czas jego oczyszczania.
Odlewnie stosujące technologie pełnej formy obejmują stanowiska produkcji polistyrenu spienionego, oddziału topienia i oddziału odlewania. Odlewnie te nie posiadają rozbudowanej rdzeniarni i wykańczalni. Oddział produkcji polistyrenu piankowego obejmuje instalację do spieniania, generator do wytwarzania pary, chłodnicę i suszarkę do suszenia w temperaturze otoczenia.
Modele do metody pełnej formy są wykonywane z polistyrenu spienionego (EPS) lub polimetakrylan metylu (PMMA) z dodatkiem małych ilości pentanu, kleju i powłoki mineralnej. Ponieważ zarówno EPS jak i pentan są czystymi węglowodorami, to podczas pirolizy powstaje węgiel organiczny. Aby zmniejszyć emisję organicznych produktów rozkładu EPS zaleca się dopalanie gazów odlotowych. Kuźnictwo i przemysł odlewniczy 232
Rozdział 4
Metoda ta stosuje masę bez spoiwa w związku z czym nie występuje emisja związana z rozkładem spoiwa podczas zalewania i wybijania, a masa może być ponownie użyta w odlewni bez konieczności większej obróbki. Piroliza EPS powoduje powolne wbudowywanie się substancji organicznych w masę. Można temu zapobiec przez odpylanie i częściowe odświeżenie masy obiegowej. Odświeżenie w ilości 5% jest wystarczające dla utrzymania odpowiedniej jakości masy. Usunięta masa może być regenerowana termicznie i ponownie użyta. Osiągnięte korzyści środowiskowePonieważ masa w tej technologii nie zawiera spoiwa dlatego też podczas zalewania nie występuje emisja związana z rozkładem spoiwa. Jednak w wyniku pirolizy EPS lub PMMA powstają produkty organiczne, które wymagają dopalania.
Zużycie energii w procesie pełnej formy jest znacznie mniejsze niż w tradycyjnych metodach wykonywania odlewów. Jest to głównie spowodowane zmniejszeniem zużycia energii na operacje wykańczania odlewu, topienie i przygotowanie masy. Produkcji rdzenie dla tradycyjnych metod formowania wymaga stosunkowo więcej nakładu energii niż produkcja modeli styropianowych.
Analiza cyklu życia potwierdziła, że przedstawione powyżej korzyści środowiskowe mogą być odniesione do całego procesu pełnej formy w porównaniu z procesem wykonywania odlewów w tradycyjnych formach piaskowych, aż do wykonywania odlewów o dużej ilości rdzeni. Dla prostych odlewów (np. pokryw) ocena cyklu życia wykazała, że nie ma lepszego procesu spełniającego te warunki.
Oddziaływanie na środowiskoTechnologia pełnej formy charakteryzuje się mniejszym zużyciem energii i mniejszym nakładem pracy przy wykonywaniu form i wykańczaniu odlewów. Gazy odlotowe zawierają większe ilości benzenu, toluenu, etylobenzenu, ksylenu i formaldehydu, ale emisja ma miejsce tylko podczas odlewania i dlatego gazy mogą być łatwiej wychwycone i oczyszczone. W technologii tej powstaje mniejsza ilość masy resztkowej i pyłów, a masa może być znacznie łatwiej regenerowana (skrócony czas regeneracji termicznej).
Ocena oparta o analizę cyklu życia procesu pełnej formy (biorąc również pod uwagę procesy poza odlewnią) wykazała mniejszy całkowity wpływ na środowisko przy produkcji odlewów o dużej ilości rdzeni.
Dane eksploatacyjneDane odnośnie emisji i pozostałości z procesu zostały podane w Rozdziale 3.9.6.1. Technologia pełnej formy charakteryzuje się niższą ilością pozostałości produkcyjnych w porównaniu z odlewnią tradycyjną (formy piaskowe) o tej samej wydajności. Gazy odlotowe wymagają bardziej intensywnego oczyszczania (dopalania), a (po oczyszczeniu) emitowane do atmosfery zawierają większa ilość związków organicznych (benzen, toluen, etylobenzen, ksylen, formaldehyd).
Porównanie stopnia zużycia materiałów przy produkcji podobnych odlewów sprężarki w technologii tradycyjnych mas formierskich i pełnej formy przedstawiono w tabeli 4.26. W technologii pełnej formy powstaje większa ilość materiałów zwrotnych z procesu topienia, a wykonane odlewy maja mniejszy ciężar. W metodzie pełnej formy całkowita ilość masy formierskiej znacznie wzrosła, bez stosowania rdzeni.
Kuźnictwo i przemysł odlewniczy 233
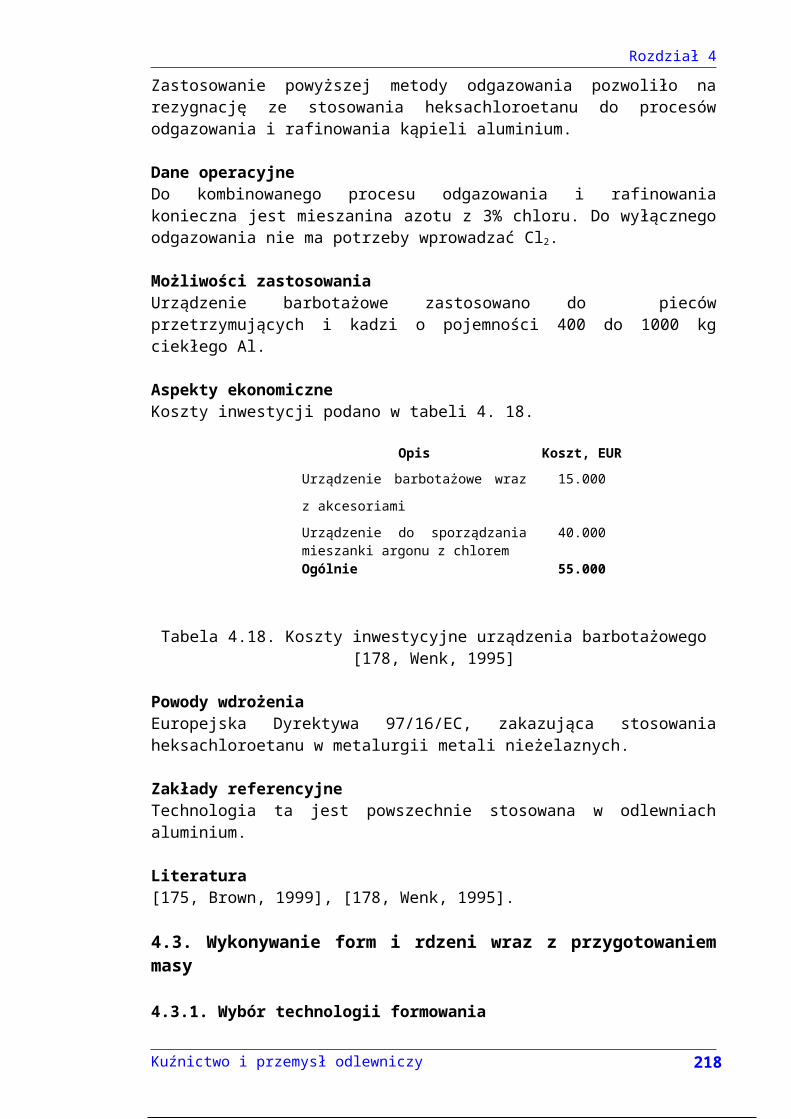
Rozdział 4
Materiały wchodzące Masa wilgotna Masa wiązana chemicznie Pełna forma
Żeliwo 98.0 98.0 96.1Zwroty odlewnicze 30.0 30.0 38.1Ciężar odlewu 68.0 68.0 58.0Masa formierska 256.8 233.0 1101.4Masa rdzeniowa 122.0 150.7 n.d.Ciężar modelu styropianowego + nadlew n.d. n.d. 0.212
Wszystkie dane w kgn.d. - nie dotyczy
Tabela 4.26. Dane eksploatacyjne odnośnie produkcji podobnego odlewu sprężarki wykonanego z żeliwa przy zastosowaniu różnych metod formowania
[130, de Wilde and ten Houten, 1999]
Możliwości zastosowaniaTechnologia pełnej formy jest stosowana do produkcji seryjnej małych i średnich odlewów z żeliwa i metali nieżelaznych. Maksymalna wielkość odlewu wynosi 1000 x 1000 x 550 mm. Technika ta znalazła największe zastosowanie w odlewniach aluminium i wytwarza się przy jej użyciu 2% produkcji odlewów aluminium.
Ponieważ technika ta powoduje zasadnicze zmiany w technologii wykonywania form i infrastrukturze, wymaga ona zasadniczo nowych instalacji. Zastosowanie jej w istniejących odlewniach wymaga zmian w procesie odlewniczym w zakresie formowania, odlewania i wykańczania odlewów i przeglądu tych etapów dla każdego produkowanego odlewu. Aby zastosować technologię pełnej formy dla danego odlewu konieczne są fundusze, pracownicy, czas i elastyczność działania, jak również współpraca z klientem.
Aspekty ekonomiczneDane ekonomiczne dla instalacji produkującej odlewy aluminiowe techniką pełnej formy podano w tabeli 4.27. Nakłady inwestycyjne obejmują wyposażenie, instalacje, uruchomienie i szkolenie.
Koszty inwestycyjne Opis EURWyposażenie do wytwarzania modeli
Urządzenie do wytwarzania modeliGenerator paryInstalacja do nakładania powłoki
1300000
Instalacja do wykonywania odlewów
Automatyczne urządzenie do odlewania 2540000
Oczyszczanie gazów odlotowych Odpylanie na suchoTermiczna obróbka regeneracyjna 608000
Przygotowanie masy Przesiewanie, chłodzenie, transport 160000Całkowite Inwestycja, instalacja, rozruch,szkolenie 4608000Koszty eksploatacji EUR/tona dobrego
odlewuZużycie EPS-granulat, klej, powłoka, para wodna, materiały
palne 202
Dane odlewni: odlewy aluminiowe, produkcja dobrych odlewów 5500 ton/rok, produkcja ciekłego metalu 6864 ton/rok
Tabela 4.27. Dane ekonomiczne dla odlewni aluminium stosującej technologię pełnej formy[96, Spillner, 1997]
Kuźnictwo i przemysł odlewniczy 234

Rozdział 4
Powód wdrożeniaZmniejszenie ilości odpadów w procesie odlewania do form piaskowych i zmniejszenie zużycia energii.
Zakłady referencyjnePodawanych jest kilka zakładów w Niemczech i Francji.
Literaturażeliwo: [130, de Wilde and ten Houten, 1999]aluminium: [96, Spillner, 1997], [143, Inasmet and CTIF, 2002]
4.3.4.2. Ceramiczne formy skorupowe
OpisFormowanie skorupowe jest procesem opatentowanym (Replicast®), w którym model polistyrenowy jest powlekany ceramiczną powłoką (o grubości 2 – 3 mm) sporządzoną z ortokrzemianu etylu i piasku ognioodpornego. Powłoka jest utwardzana amoniakiem i spiekana w temperaturze 1000oC. Spiekanie powoduje wyżarzenie powłoki i wypalenie modelu. Do tak uzyskanej formy zalewany jest następnie metal.
Piec do spiekania jest wyposażony w instalacje dopalającą gazy, aby zmniejszyć emisję.
Technika ta umożliwia wykonywanie odlewów zaprojektowanych bez linii podziału, bez rdzeni i kątów zbieżności oraz przy mniejszych nadlewach. Dzięki temu zmniejsza się nakład pracy na wykańczanie i obróbkę odlewów.
Osiągnięte korzyści środowiskoweTechnika ta charakteryzuje się zminimalizowaną emisją pyłów podczas formowania i wykańczania w porównaniu z techniką formowania w masach tradycyjnych. Wyeliminowana jest również emisja LZO, jako że obojętna forma ceramiczna nie emituje gazów. Ponadto mniejsza jest ilość odpadów (pył, metal). Zmniejszenie wielkości nadlewów powoduje większą wydajność odlewów z danego wytopu.
Oddziaływanie na środowiskoNie stwierdzono negatywnego wpływ na środowisko
Dane eksploatacyjneW tabeli 4.28. przedstawiono dane eksploatacyjne dla odlewów zaworów wykonywanych w formach skorupowych w porównaniu z odlewami wykonywanymi w formach piaskowych.
Właściwość Względne zmniejszenie masy(%)
Końcowy ciężar odlewów 20 - 26Zalany metal 24 - 60Stopiony metal 24 - 50
Tabela 4.28. Względne zmniejszenie ciężaru dla odlewów zaworów wykonywanych w formach skorupowych i w formach piaskowych[219, Castings Technology International, 2003]
Kuźnictwo i przemysł odlewniczy 235

Rozdział 4
Możliwości zastosowaniaTechnika ta jest stosowana do produkcji odlewów wymagających wysokiej jakości powierzchni końcowej ze stopów niskowęglowych takich jak ultraniskowęglowa stal odporna na korozję i stopy na osnowie niklu o końcowym ciężarze do 550 kg. Proces formowania skorupowego jest procesem opatentowanym i może być stosowane tylko zgodnie z terminami i na warunkach określonymi w udzielonej licencji
Powody wdrożeniaPrzepisy odnośnie LZO i wysokie opłaty za składowanie odpadów.
Zakłady referencyjne- CMS srl, Urbisaglia (I): dwie zautomatyzowane linie formowania skorupowego
produkujące zawory staliwne o ciężarze gotowego odlewu do 150 kg- Saint-Gobain SEVA, Chalons-sur-Saone (F): elementy staliwne i z superstopów dla
przemysłu szklarskiego.
Literatura[110, Vito, 2001], [219, Castings Technology International, 2003]
4.3.5. Przygotowanie form trwałych (metalowych) i form ciśnieniowych
4.3.5.1. Minimalizacja zużycia środka zapobiegającego przywieraniu i wody
OpisPrzed zamknięciem na otwartą formę metalową do odlewania ciśnieniowego nanosi się roztwór wodny środka antyadhezyjnego. Czynnik ten działa chłodząco i jako powłoka ochronna na formę. Proste działania pozwalają na zmniejszenie zużycia środka zapobiegającego przywieraniu i wody. Zabezpieczają one również przed tworzeniem się mgły. Działania te obejmują:- automatyzację procesu natryskiwania: zastosowanie robotów do natryskiwania pozwala
na dokładną kontrolę ilości stosowanego środka antyadhezyjnego i przystosowanie zużytej ilości do potrzeb danego odlewu,
- optymalizacja stopnia rozcieńczenia: stopień rozcieńczenia środka antyadhezyjnego powinien być tak dobrany, aby zachował on równowagę pomiędzy działaniem jako powłoka ochronna i jako czynnik chłodzący kokilę;
- zastosowanie chłodzenia wewnętrznego kokili: chłodzenie kokili może być częściowo przeprowadzone poprzez chłodzenie wewnętrzne z zastosowaniem obiegu wodnego.
Osiągnięte korzyści środowiskoweMinimalizacja zużycia wody i związków chemicznych. Zapobieganie i/lub redukcja (rozmycie) emisji.
Oddziaływanie na środowiskoNie stwierdzono negatywnego wpływ na środowisko.
Możliwości zastosowania
Kuźnictwo i przemysł odlewniczy 236

Rozdział 4
Powyższa technika stosowana jest w odlewniach wykonujących odlewy kokilowe wysokociśnieniowe. Zakres, dla którego można uzyskać powyższe oszczędności zależy od rodzaju odlewów i stosowanych maszyn.
Powód wdrożeniaMinimalizacja zużycia materiałów i redukcja emisji.
Zakłady referencyjneTechnika ta jest stosowana głównie w odlewniach wykonujących odlewy kokilowe wysokociśnieniowe, np. produkcja części samochodowych (D, F).
Literatura[202, TWG, 2002]
4.3.5.2. Zastosowanie środka zapobiegającego przywieraniu na formy zamknięte
OpisŚrodek antyadhezyjny w formie pary jest nanoszony na zamkniętą kokilę. Wysoka temperatura powoduje kondensację i osadzanie się tego środka w postaci filmu. Technika ta jest alternatywna w stosunku do techniki natryskiwania roztworów wodnych na otwartą kokilę. Substancje stosowane w tym procesie tj. powodujące łatwe usuwanie odlewu z kokili, są bardzo podobne do substancji stosowanych na formy otwarte: parafina, węglowodory alifatyczne, polisiloksany, poliglikol etylenowy.
Stosowanie techniki natryskiwania wymaga chłodzenia powierzchni kokili. Dlatego też metoda alternatywna wymaga lepszego gospodarowania ciepłem (głównie poprzez efekt chłodzenia), poprzez stosowanie wewnętrznego systemu chłodzenia kokili. Można to uzyskać obniżając temperaturę oleju. W miejscach, gdzie forma nie może osiągnąć pełnej równowagi cieplnej przy stosowaniu tylko wewnętrznego systemu chłodzenia, możliwe jest stosowanie równocześnie dwóch systemów nakładania czynnika antyadhezyjnego: techniką natryskiwania i techniką nanoszenia na zamkniętą kokilę w postaci pary.
Osiągnięte korzyści środowiskoweOmawiana technika pozwala na zmniejszenie zużycia wody i czynnika antyadhezyjnego. Dzięki temu powstaje mniejsza ilość ścieków i zmniejsza się emisja pary zawierającej cząstki oleju. Aktywne związki zawarte w środku antyadhezyjnym są porównywalne z tymi jakie stosuje się w metodzie natryskiwania. Dlatego też emisja spowodowana rozkładem środka antyadhezyjnego (i podczas otwierania kokili w celu usunięcia odlewu) jest porównywalna swoim charakterem do emisji jaka ma miejsce przy metodzie nanoszenia na otwarta formę.
Oddziaływanie na środowiskoStosowanie omawianej techniki wymaga zwiększonego wysiłku przy chłodzeniu kokili. W prostym przypadku można to zrealizować przez obniżenie temperatury oleju, ale w przypadku bardziej skomplikowanych kokil, konieczne będzie zastosowanie dodatkowego obiegu chłodzącego.
Dane eksploatacyjnePodawane są pewne dane eksploatacyjne dla odlewni aluminium. Jak z nich wynika uzyskuje się zmniejszenie o 50 – 80% czasu natryskiwania i 80% redukcję zużycia czynnika antyadhezyjnego.
Kuźnictwo i przemysł odlewniczy 237
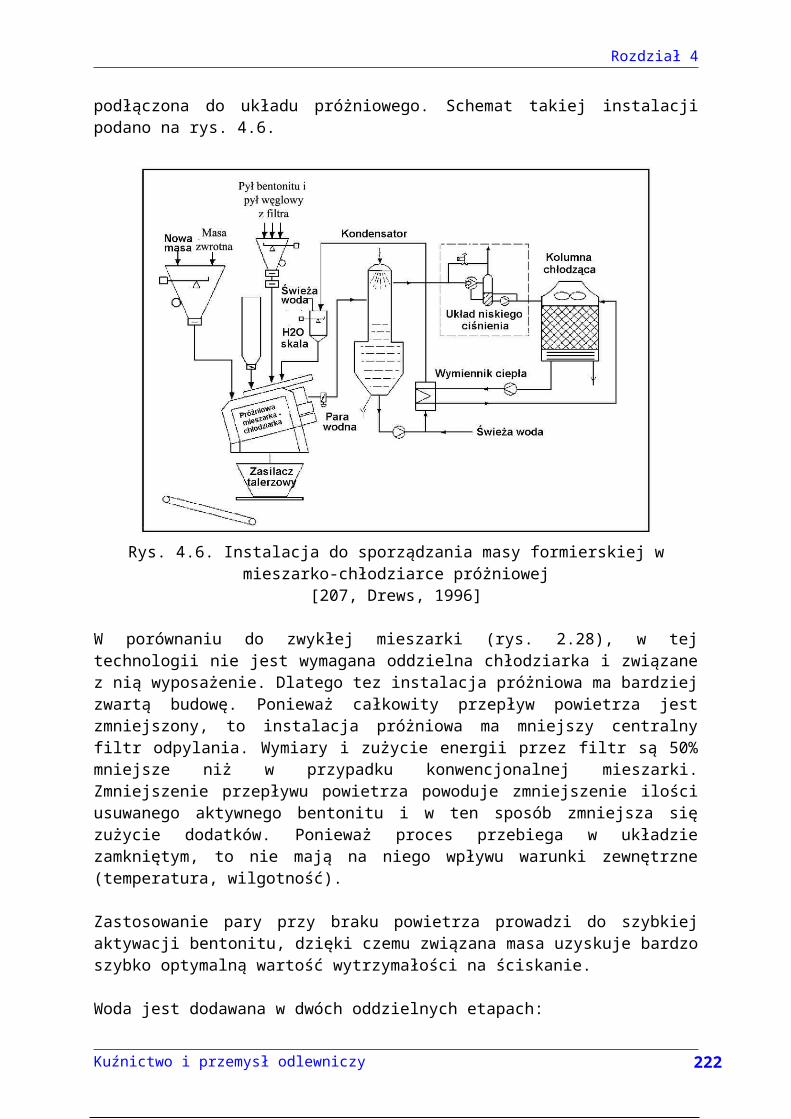
Rozdział 4
Możliwości zastosowaniaTechnika ta jest możliwa do zastosowania w istniejących instalacjach, ale może wymagać budowy specjalnych kokil z systemem chłodzenia lub zaadoptowania istniejącego systemu. Zastosowanie tej techniki jest ograniczone rodzajem odlewów, kokili i maszyny do odlewania oraz jest oparte głównie na rozważaniach technicznych. Nie jest ona zasadniczo alternatywą dla stosowania czynnika antyadhezyjnego.
Powód wdrożeniaStrategia odlewni zmniejszenia ilości wytwarzanych ścieków i zmniejszenia zużycia wody oraz substancji chemicznych.
Zakłady referencyjneJako przykład podawane są niektóre odlewnie aluminium.
Literatura[189, Hüttenes-Albertus, 2002], [202, TWG, 2002]
4.4. Odlewanie metali
4.4.1. Poprawa uzysku metaluOpisUzysk metalu jest definiowany jako stosunek masy gotowego odlewu do masy metalu wytopionego. Różnica pomiędzy tymi dwoma wartościami jest spowodowana stratami metalu (np. straty podczas topienia, rozlania metalu, szlifowania) i zwrotami metalu (np. nadlewy, wybrakowane odlewy). Aby poprawić uzysk metalu należy zmniejszyć straty metalu i ilość zwrotów metalu.
Poprawa uzysku metalu jest możliwa do osiągnięcia jednym lub więcej z następujących sposobów:- efektywna technologia: prawidłowo zaprojektowane nadlewy, układy wlewowe, wlewy,
zbiorniki wlewowe i optymalizacja skrzynki formierskiej (prawidłowy stosunek odlew/metal zalewany do formy). Przydatnym narzędziem w opracowaniu poprawnej technologii jest symulacja komputerowa procesu zalewania i krzepnięcia.
- poprawne prowadzenie procesu topienia i zalewania: aby zmniejszyć straty metalu, ilość złomowanych odlewów itd.
- poprawne prowadzenie procesu formowania i wykonywania rdzeni: aby zmniejszyć ilość złomowanych odlewów spowodowaną wadami formy lub rdzeni.
Osiągnięte korzyści środowiskowePoprawa uzysku metalu daje obniżenie zużycia energii, piasku i dodatków w przeliczeniu na jednostkowy dobry odlew. Wzrasta również efektywność całego procesu.
Oddziaływanie na środowiskoNie stwierdzono negatywnego wpływu na środowisko.
Dane eksploatacyjneW tabeli 4.29 podano przykłady typowych wartości uzysku otrzymane dla różnych rodzajów odlewów żeliwnych. Nie jest możliwe zalecenie jakiejś konkretnej wartości uzysku, która mogłaby być przyjęta dla poszczególnej odlewni, ponieważ parametr ten zależy od rodzaju metalu, rodzaju odlewu, urządzeń produkcyjnych i rynku, dla którego produkowane są
Kuźnictwo i przemysł odlewniczy 238

Rozdział 4
odlewy. Dlatego też konieczne jest, aby każda odlewnia indywidualnie ustaliła wielkość uzysku w oparciu o analizę własnych danych.
Kuźnictwo i przemysł odlewniczy 239
Rozdział 4
RODZAJ ODLEWÓW Uzysk (%)Ciężkie z żeliwa szarego, proste kształty 85 - 95Średnich rozmiarów z żeliwa szarego lub małe partie 65 - 75Mechanicznie wytwarzane, odlewy z szarego żeliwa maszynowe lub użytkowe, od małych do średnich, odlewy przeciętnej jakości
65 - 75
Mechanicznie wytwarzane, odlewy z szarego żeliwa maszynowe, o stosunkowo prostych kształtach, od małych do średnich, odlewy wysokiej jakości
60 - 65
Mechanicznie wytwarzane, odlewy z szarego żeliwa maszynowe, o skomplikowanych kształtach, od małych do rednich, odlewy wysokiej jakości
55 - 60
Średnie z żeliwa sferoidalnego lub małe partie 50 - 60Małe lub bardzo małe powtarzalne z żeliwa szarego 45 - 55Mechanicznie wytwarzane odlewy z żeliwa ciągliwego i małe odlewy z żeliwa sferoidalnego 40 - 50
Tabela 4.29 Typowe wartości uzysku metalu dla różnych typów odlewów żeliwnych[45, ETSU, 1990]
W odpowiedzi na przeprowadzoną ankietę w Wielkiej Brytanii uzyskano informację z 82 odlewni odnośnie wielkości uzysku w latach 1981 – 1987. W tabeli 4.30 podano wielkość uzysku dla różnych gatunków żeliwa (średnia ważona).
Uzysk w 1981%
Uzysk w 1987%
Poprawa uzysku%
Żeliwo szare 60.5 63.0 2.5Żeliwo sferoidalne 51.8 55.7 3.9Żeliwo ciągliwe 36.4 39.2 2.8
Tabela 4.30 Średnia ważona uzysku metalu dla 82 odlewni żeliwa w Wielkiej Brytanii za okres 1981 – 1987[45, ETSU, 1990]
Możliwości zastosowaniaTechnika ta jest możliwa do zastosowania we wszystkich istniejących odlewniach stopów żelaza i metali nieżelaznych.
Aspekty ekonomicznePoprawa uzysku metalu jest możliwa poprzez proste, niskonakładowe praktyczne działania i kontrolę. Korzyści mogą być duże, ponieważ poprawa uzysku o każdy procent powoduje zmniejszenie zużycia energii na topienie i zużycia piasku oraz substancji chemicznych.
Wprowadzenie symulacji komputerowej dla procesu odlewania i krzepnięcia wymaga nakładów inwestycyjnych i na szkolenie.
Powody wdrożeniaOptymalizacja efektywności procesu.
Zakłady referencyjneUzyska metalu jest uważany w większości europejskich odlewni jako element prawidłowo prowadzonego procesu wykonywania odlewów.
Literatura[45, ETSU, 1990], [140, EU Thematic Network Foundry Wastes, 2001]
Kuźnictwo i przemysł odlewniczy 240
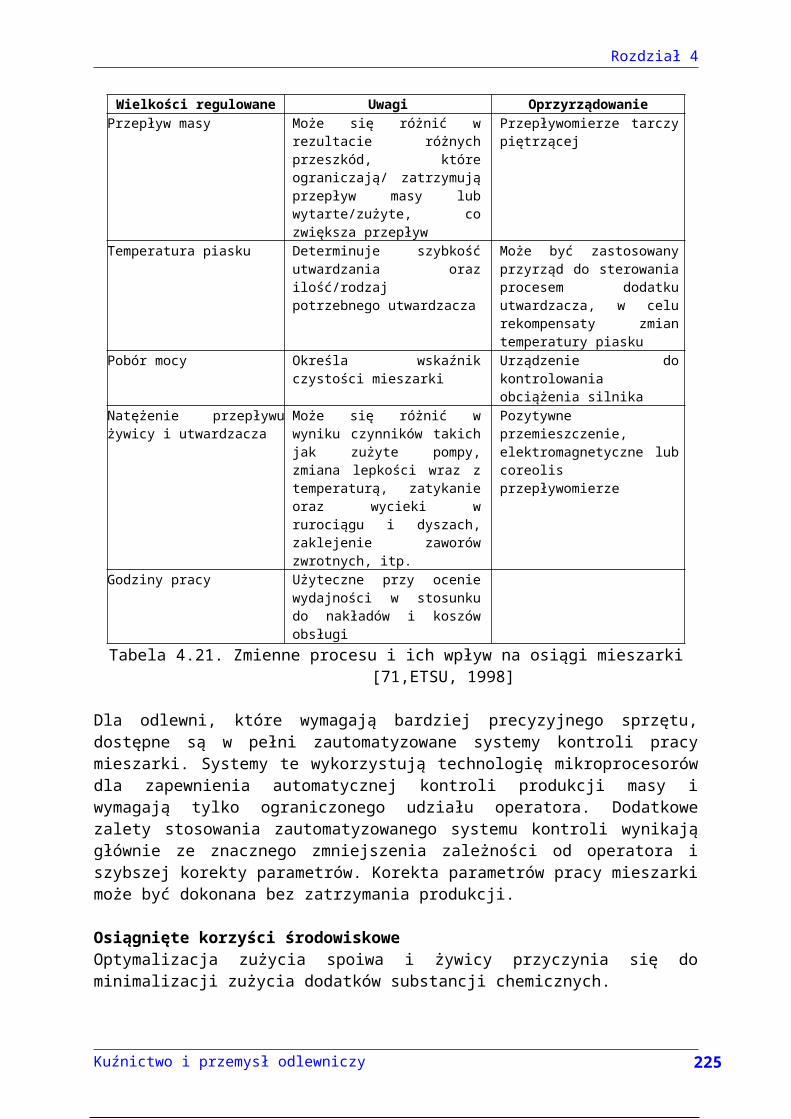
Rozdział 4
4.5. Wychwytywanie i obróbka dymów, gazów spalinowych i powietrza odlotowego
4.5.1. Ogólne zasady
Na różnych etapach procesu odlewniczego potencjalnie może powstawać pył, dymy i inne gazy, np. podczas magazynowania, przeładunku i przeróbki materiałów. Techniki ograniczania emisji do powietrza obejmują: zapobieganie, minimalizację i wychwytywanie dymów.
Uszczelnienie pieców (lub stosowanie pieców szczelnych) w połączeniu z odpowiednią kontrolą procesu może być stosowane dla zapobiegania lub ograniczania emisji z instalacji. W Rozdziałach 4.5.2. – 4.5.6. omówiono piece ze wskazaniem, które piece są możliwe do uszczelnienia i gdzie mogą być stosowane inne techniki wychwytywania emisji.
Dostępne są również inne techniki wychwytywania emisji, której nie można zapobiec lub ograniczyć. Gazy i dymy emitowane z procesów są uwalniane do miejsca pracy, a następnie wydostają się na zewnątrz do środowiska. Mogą one wpływać na zdrowie i bezpieczeństwo pracowników oraz przyczyniają się do negatywnego oddziaływania procesu na środowisko. Dla zapobiegania i minimalizacji tej niezorganizowanej emisji stosowane są odpowiednie techniki wychwytywania gazów. Zaprojektowane okapy powinny możliwie jak najściślej przylegać do źródła emisji. W niektórych przypadkach stosowane są ruchome okapy. Do niektórych procesów wykorzystuje się okapy do wychwytywania pierwotnych i wtórnych dymów.
Emisja niezorganizowana może być bardzo istotna, ale jest trudna do zmierzenia i zdefiniowania. Do oceny tej emisji można zastosować metody oszacowania objętości wentylowanego powietrza lub szybkości opadania. Jedna z niezawodnych metod, która jest stosowana głównie przy wytapianiu miedzi, wykazała, że wielkość emisji niezorganizowanej może być znacznie większa niż emisja wychwycona i zredukowana. Emisja niezorganizowana może być 2 do 3 razy większa niż emisja wychwycona. [155, European IPPC Bureau, 2001]
Poważnym źródłem emisji jest: topialnia, rdzeniarnia, instalacja do sporządzania mas i wykańczalnia. Do powietrza emitowane są głównie pyły (mogące zawierać cząstki metali ciężkich), dwutlenek siarki, tlenek węgla i związki organiczne o nieprzyjemnym zapachu. W tabeli 4.31 podano przegląd zanieczyszczeń jakie mogą powstawać na różnych etapach procesu wykonywania odlewów ze stopów żelaza. Związki organiczne i nieorganiczne zostały wymienione w tabeli indywidualnie lub jako grupy związków. Emitowane pyły są szczególnie ważne, ponieważ w procesach termicznych mogą być uwalniane istotne ilości metali ciężkich.
ŹRÓDŁO
Emisje
Magazynow
anie, przeładunek i transport surow
ców
Procesy piecowe
Odsiarczanie ciekłego żeliw
a
Sferoidyzacja
Przygotowyw
anie rdzeni i form
Odlew
anie
Wybijanie i regeneracja
Oczyszczanie, polerow
anie i w
ykańczanie odlewów
Kuźnictwo i przemysł odlewniczy 241

Rozdział 4
Tlenki siarki X X X X XTlenki azotu X X X XDwutlenek węgla X X X X X XTlenek węgla X X X X X XSiarkowodór X X XAmoniak X X XTlenki żelaza X X X X X XZwiązki metali alkalicznych X XZwiązki metali ziem alkalicznych X X X XCząstki stałe tlenków metali X X X X X XNiemetaliczne cząstki stałe X X X X X X XŻelazo metaliczne X XCyjanowodór XSiarka XAminy/amidy X XDioksyny XLotne związki organiczne X X X XOpary kwasów X X XHałas X X X XPrzedstawione substancje występują razem z ich związkami; jeżeli poza tym występują osobne związki to są zamieszczone.Substancje uwalniane do powietrza mogą również przedostawać się do gleby czy wody, w zależności od stosowanej technologii, np. poprzez gromadzenie pyłów, szlamów, czy odpadów ciekłych.Emisja niektórych substancji jest charakterystyczna dla określonych układów wiążących.
Tabela 4.31 Przegląd substancji emitowanych do powietrza z różnych etapów procesu wykonywania odlewów [160, UK Environment Agency, 2002]
Zasady i techniki wychwytywania i obróbki gazów odlotowych są takie same dla odlewni i dla przemysłu metali nieżelaznych. Dlatego też pełna dyskusja zasad w tym zakresie znajduje się w dokumencie BREF opracowanym dla przemysłu metali nieżelaznych. [155, European IPPC Bureau, 2001]. W rozdziale 4.5.1.3. podano szczegółowo krótki przegląd stosowanych technik.
4.5.1.1. Ograniczenie emisji niezorganizowanej
OpisEmisja niezorganizowana zachodzi wówczas, kiedy emisja z danego źródła nie zostaje wychwycona. Poza procesami wymienionymi w rozdziale 4.5.1. jako źródła emisji, potencjalnymi źródłami emisji niezorganizowanej do powietrza są:- powierzchnie magazynowe (np. nawy w hali, stosy itd.), - załadunek i wyładunek kontenerów transportowych,- transport materiałów z jednego zbiornika do innego (np. piec, kadź, silos),- mieszanie i utwardzanie spoiw organicznych (emisji substancji nieorganicznych i
organicznych),- powłoki ochronne na formy (rozpuszczalniki),- systemy przenośników,- systemy rurociągów i przewodów (np. pompy, zawory, skraplacze, odwadniacze,
kontrolne włazy itd.); te typy emisji są dyskutowane szczegółowo w LVOC-BREF,- drobne zanieczyszczenia budowlane,- obejścia instalacji ograniczających zanieczyszczenie (do powietrza lub wody),- przypadkowe wydostanie się zanieczyszczeń z uszkodzonej instalacji lub urządzenia,
obejmujące wycieki np. z instalacji do regeneracji mas,
Kuźnictwo i przemysł odlewniczy 242

Rozdział 4
- rozlane substancje.
Aby zminimalizować emisję niezorganizowaną pyłów, można zastosować następujące techniki:- przykrywanie kubłów i pojemników,- unikanie gromadzenia materiałów na zewnątrz lub nie przykrytych,- jeżeli gromadzenie materiałów na zewnątrz jest nie do uniknięcia, należy używać
spryskiwania, spoiw, technik właściwego gospodarowania, osłon wiatrowych, itd.,- czyszczenie kół i dróg (t.j. unikanie przenoszenia zanieczyszczeń do wody i przez wiatr)- stosować zamknięte przenośniki, transport pneumatyczny (należy zauważyć, że
potrzebuje więcej energii) i minimalizować kapanie,- odkurzanie oddziału wykonywania form i rdzeni oraz hali odlewniczej w odlewni
stosującej formy piaskowe, z wyjątkiem obszarów, gdzie piasek spełnia techniczną lub zbliżona rolę n.p. stanowisko zalewania,
- utrzymywać drzwi zewnętrzne zamknięte n.p. stosując automatyczny system zamykania lub klapy,
- prowadzić regularne sprzątanie t.j. zapewnić regularną kontrolę kierownictwa praktycznej realizacji i prowadzić rejestrację czynności.
Emisja niezorganizowana do wody może pochodzić z warstw podpowierzchniowych lub niewłaściwej obróbki powierzchniowej. Tego typu emisję można minimalizować poprzez następujące działania:- określenie i opisanie źródeł, kierunków i miejsca odprowadzania ścieków ze wszystkich
instalacji,- identyfikację i opisanie wszystkich podpowierzchniowych zbiorników i zbiorników
magazynowych,- prowadzenie standardowych ustalonych kontroli,- opracowanie programu kontroli i obsługi uszczelnionych powierzchni i
zabezpieczonych szybów,- uzasadnić, w tych przypadkach gdzie to jest możliwe, dlaczego dane miejsca nie są
wyposażone w:- uszczelnienia powierzchni,- przelewy zabezpieczonych szybów,- uszczelnienia połączeń konstrukcyjnych,- podłączenia do szczelnego systemu odwadniającego.
Osiągnięte korzyści środowiskoweZmniejszenie niekontrolowanej emisji.Oddziaływanie na środowiskoNie stwierdzono negatywnego wpływu na środowisko
Możliwości zastosowaniaTe techniki mogą być stosowane do wszystkich nowych i istniejących instalacji
Powody wdrożeniaOgraniczenie emisji niezorganizowanej spowoduje ograniczenie całkowitej emisji pyłów i zapachów do najbliższego sąsiedztwa zakładu. W przypadku instalacji położonych na terenach gęsto zaludnionych, ważna rzeczą jest utrzymanie dobrych relacji z sąsiadami i dlatego ten czynnik może być mobilizujący do stosowania powyższych technik. Zakłady referencyjne
Kuźnictwo i przemysł odlewniczy 243

Rozdział 4
Odkurzanie formierni i hali odlewniczej stosowane jest w różnych odlewniach wykorzystujących masy wilgotne.
Literatura[160, UK Environment Agency, 2002];[163, UK Environment Agency, 2002], [155, European IPPC Bureau, 2001].
4.5.1.2. Stosowanie kominów z podłączeniem kilku strumieni gazów odlotowych
OpisAby uzyskać maksimum korzyści emisję gorących gazów z różnych źródeł można podłączyć do minimalnie dopuszczalnej praktycznie liczby kominów. W ten sposób można uniknąć występowania wielu emitorów. Jest to szczególnie ważne przy projektowaniu nowych instalacji lub przy wprowadzaniu zmian w istniejących procesach.
Osiągnięte korzyści środowiskoweZbieranie wielu strumieni gazów odlotowych do jednego komina umożliwia kontrolę emisji i zwiększa całkowitą objętość (i ładunek) gazów, które są poddawane obróbce, a tym samym redukuje całkowity poziom emisji.
Oddziaływanie na środowiskoNie stwierdzono negatywnego wpływu na środowisko.
Możliwości zastosowaniaTa technika może być zastosowana tylko w nowych instalacjach lub kiedy istniejące instalacje wymagają indywidualnych zmian.
Powód wdrożeniaZwiększa możliwości pomiaru i kontroli operacji w procesie odlewniczym.
Zakłady referencyjneTa technika znalazła w większości zastosowanie poza Europą.
Literatura[160, UK Environment Agency, 2002]
4.5.1.3. Techniki ograniczania emisji
OpisDo oczyszczania wychwyconych gazów odlotowych mogą być stosowane różne metody: mokre i suche. Wybór właściwej metody zależy od składu, przepływu i stanu strumienia gazów odlotowych. Projektowanie procesów ograniczania emisji jest złożone. Brane są pod uwagę takie parametry, jak: skuteczność i przydatność metody oraz wielkość ładunku wchodzącego i wychodzącego, który ma być wychwycony. Pełna dyskusja zasad pracy takich instalacji została podana w dokumencie BREF dla przemysłu metali nieżelaznych. W przemyśle odlewniczym są stosowane następujące techniki:
- Usuwanie pyłów i cząstek stałych: cyklony, filtry tkaninowe lub filtry workowe, mokre skrubery
Kuźnictwo i przemysł odlewniczy 244

Rozdział 4
- Systemy przemywania gazów (usuwanie SO2 , Cl, amin):
metody mokre przy zastosowaniu płuczek wieżowych, płuczek Venturiego i dezintegratorów (odpylacze odśrodkowe),
- Separatory mgły olejowej mokry elektrofiltr,
- Usuwanie CO i substancji organicznych: dopalanie, biofiltry.
Do usuwania pyłów i cząstek stałych stosowane są zarówno metody mokre jak i suche. Główną zaletą stosowania systemów suchych jest to, że wychwycony pył jest suchy, co umożliwia jego dalsze wykorzystanie. Ponadto zanieczyszczenia nie są przenoszone do innego ośrodka, jak to ma miejsce w przypadku systemów mokrych. Dla gazów takich jak SO2 filtry workowe są niewydajne, ponieważ gazy te nie adsorbują się na powierzchni filtra. Próby wprowadzania wapna nie dały pozytywnych wyników. Dla usuwania pyłów i cząstek stałych opisano następujące metody:
- Cyklony: Jeżeli zastosuje się odpowiednie materiały (stal żaroodporna, wyłożenie ogniotrwałe), to cyklon może być użyty do odpylania gorących gazów spalinowych (500 – 600oC). Skuteczność jego jest jednak zbyt mała, aby uzyskać poziom emisji w zakresie 20 mg/Nm3. Cyklon jest stosowany zasadniczo jako oddzielacz iskier przed filtrem workowym. Cyklony są wykorzystywane jako etap wstępnego odczyszczania przed innymi systemami oczyszczania.
- Multicyklon: Skuteczność oddzielania w cyklonie wzrasta ze zmniejszeniem jego średnicy. Zastosowanie równolegle serii małych cyklonów pozwala na oddzielanie małych cząstek pyłu, bez gwałtownego spadku ciśnienia w instalacji oczyszczającej.
- Filtr workowy: Tego typu urządzenia są szeroko stosowane w różnych etapach procesu odlewniczego, ze względu na ich dobrą skuteczność i uzyskiwany niski poziom emisji. Metoda ta osiąga dobrą skuteczność w przypadku emisji drobnych cząstek zawieszonych emitowanych z procesów topienia. Również dobrze mogą być oddzielane cząstki submikronowe np. tlenków metali. Dla właściwej pracy instalacji powinny być spełnione następujące warunki: ochłodzenie gazów odlotowych (T = 130 – 160oC) i oddzielenie iskier (zastosowanie cyklonu). Dla gazów odlotowych zawierających dużą ilość LZO można stosować dopalanie substancji organicznej (aby zmniejszyć niebezpieczeństwo pożaru). W niektórych przypadkach stosowano dopalanie jako „ścianę przeciwpożarową” dla ochrony filtra workowego. Technika ta nie jest stosowana ogólnie; zamiast tego strumienie gazów odlotowych z dużą zawartością pyłów są mieszane ze strumieniami gazów ze zwiększona zawartością LZO, aby ochronić filtr i przewody odprowadzające przed zalepianiem. Na rys. 4.10 przedstawiono widok wewnętrzny i zewnętrzny instalacji filtra workowego.
Kuźnictwo i przemysł odlewniczy 245
Rozdział 4
Rys. 4.10. Instalacja filtra workowego: widok wewnętrzny (l) i widok zewnętrzny (śr, p) [237, HUT, 2003]
- systemy filtrów wysokotemperaturowych (z zastosowaniem filtrów z materiałów ceramicznych): są one dostępne na rynku, ale aktualnie nie są stosowane w przemyśle odlewniczym.
- elektrofiltry: nie są szeroko stosowane do odpylania gazów odlotowych w odlewniach. Ze względu na czułość tych urządzeń na przepływ gazów, temperaturę gazów i wilgotność, są one tylko odpowiednie dla procesu ciągłego topienia. Są one również zagrożone znacznym ryzykiem eksplozji, z powodu dużej objętości gazów. Aby zmniejszyć to ryzyko konieczne jest usuwanie pyłu, a to wiąże się z częstym czyszczeniem instalacji i dlatego może to stwarzać problemy ekonomiczne. Głównym obszarem zastosowania elektrofiltrów w odlewniach jest usuwanie oleju/mgły z gazów odlotowych z procesu odlewnia ciśnieniowego.
Do obróbki gazów odlotowych z procesu topienia stosowane są mokre metody odpylania, takie, jak płuczki Venturiego i dezintegratory. Płuczki wieżowe są stosowane do oczyszczania gazów z procesów nie związanych z topieniem. W porównaniu do suchych metod odpylania, systemy mokre posiadają następujące wady: wyższe zużycie energii, wymagają więcej wysiłku przy konserwacji (korozja, bakterie) i powodują powstawanie ścieków i szlamów, które trzeba składować. Zaletą systemów mokrych jest wychwytywanie związków rozpuszczalnych w wodzie (takich jak SO2, chlorki), szybkie chłodzenie, co zabezpiecza przed tworzeniem się dioksyn, niskie nakłady inwestycyjne i mniejsze ograniczenia jeżeli chodzi o temperaturę gazów wchodzących do instalacji.
- PłuczkiVenturiego (gazowe zwężkowe): Woda jest rozpylana do gazów przechodzących przez płuczkę. Przyspieszenie strumienia gazów w przewężeniu płuczki powoduje intensywne mieszanie się wody i gazu. Cząstki pyłu zostają nawilżone, przez co stają się cięższe i dlatego mogą być oddzielane w cyklonie lub innym układzie umieszczonym w układzie. Jeżeli strumień gazów maleje przewężenie płuczki jest regulowane, tak aby uzyskać odpowiednią skuteczność oczyszczania.
- Dezintegratory (odpylacze mokre odśrodkowe): jest to tzw. dynamiczna płuczka składająca się z wirnika, którym jest wał z nasadzoną na niego tarczą. W jej środku jest przymocowany stożek (rozdzielacz wody) i kilka współśrodkowo rozmieszczonych sworzni, prostopadłych do płaszczyzny tarczy. Podobne sworznie przymocowane są do nieruchomej obudowy dezintegratora. Do wnętrza centralnego stożka doprowadza się wodę pod ciśnieniem. Przy ruchu wirnika następuje rozbijanie jej na drobniutkie krople, zwilżające i unoszące cząstki pyłu. Zanieczyszczona woda z cząstkami pyłu spływa w dół, a oczyszczony gaz wchodzi przez króciec wylotowy i jest doprowadzany do
Kuźnictwo i przemysł odlewniczy 246

Rozdział 4
urządzenia osuszającego. System ten pracuje skutecznie, gdy strumień gazu jest ograniczony.
Układy dopalania i biofiltry będą dyskutowane odpowiednio w Rozdziale 4.5.2. i 4.5.9 odpowiednio.
Osiągnięte korzyści środowiskoweOgraniczenie emisji do atmosfery.
Oddziaływanie na środowiskoPrzy stosowaniu płuczek wodnych powstaje strumień ścieków, które trzeba następnie poddawać obróbce. Oczyszczona woda może być następnie zawracana do procesu. Placki osadu, powstające w wyniku odwadniania ścieków musza być składowane.
Jeżeli odlewnia znajduje się w zimnym klimacie (okres grzewczy trwa dłużej niż 6 miesięcy), będzie miał miejsce wzrost ilości wentylowanego powietrza, co spowoduje wzrost zużycia energii, ponieważ miejsce pracy musi być dodatkowo nagrzewane.
Stosowanie wszystkich systemów oczyszczania wymaga użycia energii dla wytworzenia ciągu gazów poprzez układ oczyszczania.
Dane eksploatacyjnePorównanie mokrych i suchych metod oczyszczania gazów przedstawiono w tabeli 4.32. W kolejnych rozdziałach zostaną przedyskutowane techniki przydatne dla różnych pieców topialnych i dla różnych operacji w procesie odlewniczym.
Kuźnictwo i przemysł odlewniczy 247

Rozdział 4
Techniki oczyszczania
Systemy suche Systemy Mokre
Multicyklon Filtr workowy Pluczka Venturiego DezintegratorPoziom emisji pyłu* 100 - 200 mg/Nm3 <20 mg/ Nm3 <20 - 150 mg/ Nm3 <20 - 150 mg/ Nm3
Koszty inwestycyjne Niskie Wysokie Niskie ŚrednieZużycie energii Niskie Średnio-niskie Wysokie WysokieZalety/uzasadnienie wyboru
Stosowane w celu wcześniejszego oczyszczenia gazów przed zastosowaniem innych metod
Dobra wydajność dla właściwych pyłów jeśli są dobrze monitorowane. Możliwość zastosowania recyklingu pyłu w procesie.
Częściowe wychwytywanie SO2
Małe zagrożenie syntezami de novo tworzenia się dioksyn.
Zwarta instalacjaMałe zagrożenie syntezami de novo tworzenia się dioksyn.
Wady Niska wydajność kiedy zakłócany jest przepływ (cząstki pyłu blokują dystrybutor) ograniczona skuteczność dla drobnych cząstek.
Ryzyko pożaru, duża objętość, blokowanie przy kondensacji
Szlam, obróbka ścieków, zmniejszenie skuteczności z czasem
Wysokie zużycie energii, szybkie zużywanie się instalacji, obróbka ścieków, szlam
* Wartości te pochodzą z praktyki, tak że mogą być osiągnięte w okresie użytkowania instalacjiTabela 4.32. Charakterystyka mokrych i suchych metod oczyszczania gazów stosowanych w
odlewniach [110, Vito, 2001],[155, European IPPC Bureau, 2001], [202, TWG, 2002]
Na rys. 4.11 podano porównanie warunków działania żeliwiaka z gorącym dmuchem wyposażonym w mokry i suchy system odpylania. Główne różnice dotyczą przebiegu zmian temperatury gazów oraz zużycia energii.
Rys. 4.11. Warunki pracy mokrej i suchej instalacji odpylania gazów odlotowych z żeliwiaka z gorącym dmuchem [230, CAEF, 2003]
Kuźnictwo i przemysł odlewniczy 248

Rozdział 4
Możliwości zastosowaniaMożliwości zastosowania różnych systemów oczyszczania będą dyskutowane w następnych podrozdziałach tego rozdziału.
Aspekty ekonomiczneNakłady inwestycyjne i zużycie energii dla metody oczyszczania przy użyciu filtra workowego i płuczki wodnej przedstawiono w tabeli 4.33.
Technika oczyszczania Koszty inwestycyjne*(EUR/Nm3)
Zużycie energii(kW/1000 Nm3)
Filtr workowy 2.5 - 5 1- 3Płuczka wodna 1.5 - 5 1- 3Biofiltr 7.5 - 10* Wyłączając rury i przewody, ale włączając montaż.
Tabela 4.33. Dane odnośnie nakładów inwestycyjnych i zużycia energii dla różnychmetod oczyszczania gazów [32, CAEF, 1997], [110, Vito, 2001], [202, TWG, 2002]
Powody wdrożeniaPrzepisy odnośnie emisji do powietrza.
Zakłady referencyjneMetody te znalazły ogólne zastosowanie w odlewniach europejskich.
Literatura[32, CAEF, 1997], [110, Vito, 2001], [155, European IPPC Bureau, 2001], [202, TWG, 2002]
4.5.1.4. Zapobieganie tworzeniu się dioksyn i ich ograniczenie
OpisDioksyny są związane z procesami termicznymi, w których występują metale. Dioksyny lub ich prekursory mogą być obecne w niektórych materiałach wsadowych i dlatego możliwa jest synteza de-novo w piecach lub systemach oczyszczających gazy odlotowe. Dioksyny łatwo adsorbują się na cząstkach stałych i mogą być zbierane przez wszystkie media takie, jak pył, osad stały w płuczce i pył na filtrze. Próby przemysłowe wykazały, że tworzenie się dioksyn w żeliwiaku nie jest związane tylko z jednym (lub kilkoma pojedynczymi) parametrami. Aby zminimalizować zagrożenie tworzenia się dioksyn konieczne jest stosowanie połączenia kilku działań (metod).
Działania związane z ingerencją w proces lub metody pierwotne w celu zapobiegania emisji dioksyn obejmują:- dopalanie gazów odlotowych z pieca w szybie żeliwiaka z zimnym dmuchem lub w
komorze dopalania żeliwiaka z gorącym dmuchem. Dopalanie gazów jest dokładnie opisane w rozdziale 4.5.2.2. i 4.5.2.3;
- ciągły monitoring i kontrola temperatury w komorze dopalania żeliwiaka z gorącym dmuchem (T > 850oC) i maksymalizowanie czasu przebywania w tej temperaturze (preferowany czas > 2 sekund);
- utrzymanie stężenia cząstek pyłu zawieszonego w rekuperatorze na poziomie < 20 mg/m3, jest to możliwe dla żeliwiaka z gorącym dmuchem kiedy stosuje się system mokrego odpylania;
Kuźnictwo i przemysł odlewniczy 249
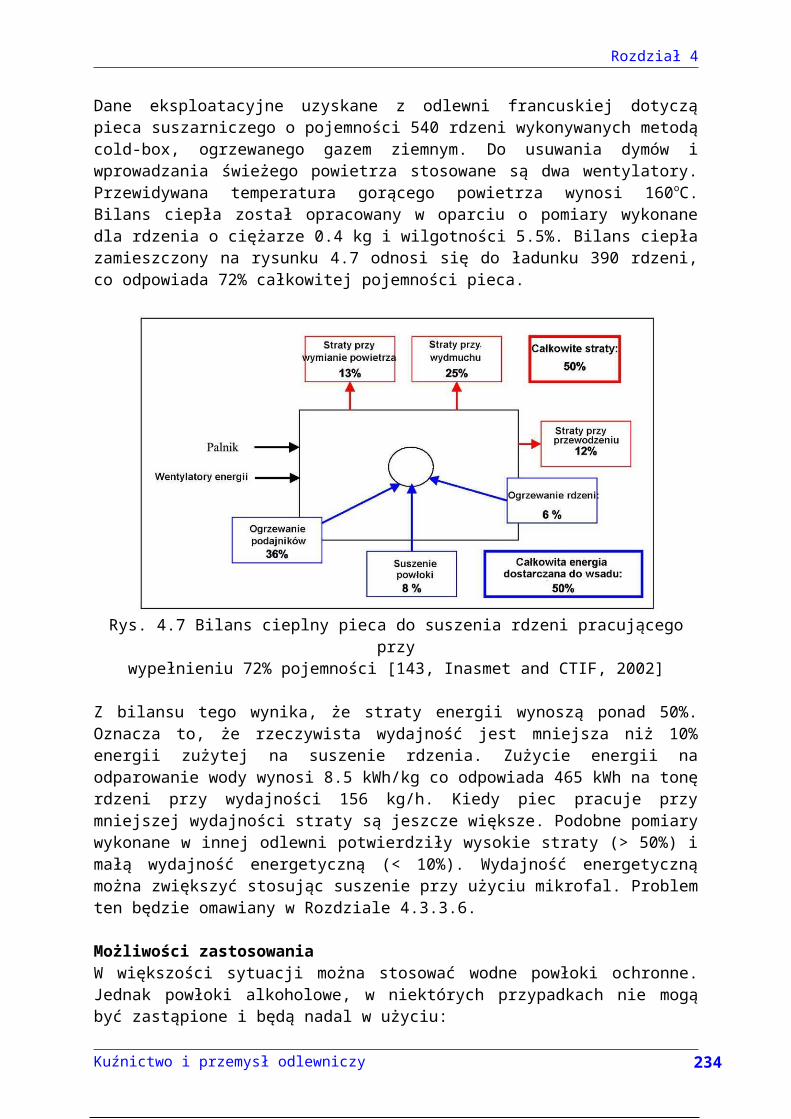
Rozdział 4
- spowodowanie szybkiego schłodzenia gazów odlotowych obciążonych pyłem przez zakres temperatury 250 – 450oC, gdzie istnieje możliwość syntez de-novo;
- zapobieganie lub minimalizacja osadzania się pyłu w układzie chłodzącym gazy odlotowe, szczególnie w wymienniku ciepła, np. stosując wymienniki z pionowymi rurami, skuteczne oczyszczanie układu wewnątrz, wysoka temperatura odpylania;
- topienie czystego wsadu. Techniki te są opisane w Rozdziale 4.1.4;- stosowanie wdmuchiwania tlenu dla zapewnienia pełnego spalania. Ta technika jest
opisana w Rozdziale 4.2.1.6;
Chociaż dioksyny ulegają rozkładowi w wysokiej temperaturze (tj. powyżej 850oC) w obecności tlenu, to możliwość zachodzenia syntezy de-novo występuje nadal, gdy gazy są chłodzone w zakresie temperatury możliwego ponownego tworzenia się PCDD (250 – 450oC). Taki zakres może występować w wymiennikach ciepła lub w układach oczyszczania i w chłodniejszych częściach pieca, np. w miejscach załadunku. Należy zachować ostrożność przy projektowaniu systemów chłodzących, aby zminimalizować czas przebywania w tym zakresie temperatury i uniknąć osadzania się pyłów, po to by zapobiec syntezie de-novo. Alternatywą jest tu odpylanie gazów odlotowych metodą szybkiego zraszania wodą przy zastosowaniu mokrych systemów. W gorących gazach konieczna jest obecność dostatecznej ilości tlenu i dlatego wdmuchuje się dodatkowo tlen, aby zapewnić całkowite spalanie. Jednak należy unikać nadmiaru tlenu, ponieważ może on podtrzymywać syntezę de-novo.
Siarka hamuje proces tworzenia się dioksyn, w związku z wyczerpywaniem cząsteczek chloru. Jak wykazano stosowanie węgla o wysokiej zawartości siarki w dużych instalacjach do spalania powoduje niższe stężenia PCDD/F. Hamujące działanie jest związane ze stosunkiem S/Cl, którego wartość krytyczna wynosi 0,64. Dalszy wzrost tego współczynnika nie wpływa już na zmniejszenie stężenia PCDD/F. Ten efekt nie był przedmiotem badań w odlewniach, ale może być podjęty. [231, UNEP, 2003]
Duży rozrzut wartości i duża zmienność poziomów emisji dioksyn (nawet dla tej samej instalacji) wskazują, że same pierwotne metody mogą nie wystarczyć do stabilizacji i obniżenia poziomu emisji dioksyn. Dlatego też poza tymi pierwotnymi metodami należy rozważyć następujące metody oczyszczania (metody wtórne):- wprowadzanie do strumienia gazów sproszkowanych dodatków, takich jak węgiel
aktywny, lignit lub zeolit na powierzchni których adsorbowane są dioksyny. Następnie, w celu usunięcia pyłu i dioksyn, stosowana jest wysokosprawna metoda odpylania. Dodatek jest wdmuchiwany do strumienia gazów przed filtrem. Proces adsorpcji ma miejsce głównie wtedy, gdy adsorbent przylega do worka filtracyjnego. Pył z filtra może być zawracany do gazów odlotowych, aby uzyskać większą skuteczność. Gdy używa się dodatki na bazie węgla należy zastosować specjalne metody, aby zapobiec ryzyku zapłonu lub wybuchu. Zebrane pyły mogą zawierać wysokie stężenie dioksyn i będą wymagać bezpiecznego składowania lub odpowiedniej obróbki.
- metody katalitycznego utleniania są stosowane dla rozkładu dioksyn. Do rozkładu dioksyn są używane filtry tkaninowe zawierające warstwę katalityczną. Technika ta została z sukcesem zastosowana w innych dziedzinach (np. stalownictwo, spalarnie odpadów komunalnych) i jej wykorzystanie w przemyśle odlewniczym jest możliwe. Aby zapobiec dezaktywacji warstwy katalitycznej konieczne jest wcześniejsze usunięcie grubych cząstek pył.
Są to techniki, które mogą być rozważane w zależności od zastosowania. Wszystkie one mogą być wykorzystane w istniejących procesach. Wybór najbardziej skutecznej i ekonomicznie uzasadnionej techniki będzie zależał od miejsca, aspektów bezpieczeństwa, stabilności procesu, jak również czynników ekonomicznych.
Kuźnictwo i przemysł odlewniczy 250

Rozdział 4
Chociaż brak jednego z pięciu wspomnianych wyżej czynników sprzyjających tworzeniu się dioksyn, zapobiega syntezie dioksyn, to aktualnie nie jest możliwe dokładne przewidywanie emisji dioksyn rozpatrując znane parametry procesu. Dlatego też budując nowy piec konieczne jest dokładne rozważenie metod pierwotnych redukcji emisji dioksyn, jak również opcji wprowadzenia dodatkowo metod wtórnych w przypadku nieoczekiwanie wysokich poziomów emisji dioksyn.
Osiągnięte korzyści środowiskoweOgraniczenie emisji dioksyn i furanów do powietrza.
Oddziaływanie na środowiskoPrzy adsorpcji dioksyn i furanów na węglu aktywnym powstaje strumień pyłów zawierających te związki. Aby zapobiec groźbie wybuchu w filtrze workowym stosuje się mieszaninę węgla aktywnego z wapnem. Jednak w ten sposób będzie zwiększać się całkowita ilość odpadów do składowania i będzie ograniczona możliwość ponownego użycia pyłu z filtra.
Dane eksploatacyjnePomiary emisji dioksyn wykonane dla procesu prowadzonego w żeliwiaku z gorącym dmuchem wyposażonym w instalacje suchego odpylania wykazały wysoki poziom PCDD/F (5 ng TEQ/Nm3) w wymienniku ciepła. W innych elementach systemu odprowadzania gazów odlotowych występowały znacznie niższe wartości. Dlatego też metody redukcji powinny koncentrować się na ograniczeniu do minimum kontaktu pomiędzy pyłem a gazem odlotowym w tej strefie poprzez minimalizowanie ilości pyłu i czasu przebywania pyłu w tej strefie.
Przy stosowaniu metod pierwotnych można uzyskać poziom emisji PCDD/F rzędu 0,5 ng TEQ/Nm3, a stosując jedną lub więcej z opisanych wyżej technik oczyszczania można uzyskać stężenie dioksyn poniżej 0,5 ng TEQ/Nm3. Dane pochodzące z odlewni niemieckich wykazują, że bez stosowania metod wtórnych można uzyskać zawartość dioksyn na poziomie 0,1 ng TEQ/Nm3 tylko w ograniczonej ilości instalacji i tylko w ograniczonym zakresie. Dane eksploatacyjne podane w rozdziale 3.8.2 wskazują jednak, że poziom emisji powinien być oszacowany oddzielnie dla poszczególnych instalacji.
Dane dostarczone z innych sektorów przemysłu wskazują, że przy zastosowaniu metod wtórnych można zmniejszyć stężenie dioksyn do poziomu poniżej 0,1 ng TEQ/Nm3.
Dla strumienia gazów 8.000 m3/h przy wielkości dmuchu 3.000 m3/h szybkie schłodzenie gazów odlotowych z żeliwiaka od 800oC do 150oC wymaga zużycia wody w ilości 4 m3/h.
Możliwości zastosowaniaPowyższe techniki są stosowane w innych sektorach przemysłu, takich jak produkcja stali i metali nieżelaznych oraz spalarnie odpadów. W oparciu o dane techniczne metody te mogą być przeniesione na piece odlewnicze topiące żeliwo i stal, w których występuje ryzyko tworzenia się dioksyn: żeliwiak, piec obrotowy, elektryczny piec łukowy (Rozdział 3.8.2.). Dla nowych i istniejących instalacji, zanim zastosuje się metody wtórne, należy rozważyć możliwość zmniejszenia ilości tworzących się dioksyn metodami pierwotnymi, takimi jak: skuteczne dopalanie, modyfikacja konstrukcji pieca i kontrola jakości złomu.
Zastosowanie metody wdmuchiwania dodatków obejmuje budowę instalacji do magazynowania dodatku, systemu wdmuchiwania, a w przypadku wdmuchiwania węgla opracowanie metod kontroli dla zapobieżenia osadzania się pyłu na filtrze. Aby zapobiec Kuźnictwo i przemysł odlewniczy 251
Rozdział 4
ryzyku zapłonu, węgiel aktywny może być mieszany z wapnem i wdmuchiwany po pierwszym stopniu oczyszczania, ale przed drugim stopniem oczyszczania.
Zastosowanie metody utleniania katalitycznego wymaga najmniej technicznej modyfikacji istniejących instalacji, ponieważ tylko filtry tkaninowe muszą być zastąpione przez filtry z warstwą katalityczną. Aspekty ekonomiczneMetody pierwotne redukcji dioksyn nie wymagają dodatkowych nakładów inwestycyjnych. Koszty eksploatacyjne ograniczają się do zastosowania tlenu lub wyższej ceny za bardziej oczyszczony złom.
Przybliżone koszty inwestycyjne sporządzone dla żeliwiaka z gorącym dmuchem podano w tabeli 4.34. Koszty eksploatacyjne zależą od stosowanego dodatku wdmuchiwanego koksu i są podane w tabeli 4.35. Koszty nadzoru, obsługi, części zamiennych jak również możliwy wymóg wcześniejszej wymiany worków lub zainstalowania worków innej jakości nie zostały uwzględnione w tych obliczeniach.
Parametr Jednostka WartośćPrzepływ Nm3/h 50000Godziny pracy h/rok 6250Dodatkowy pył Koks wielkopiecowyDodatkowe koszty EURO/tona 400Koszt składowania EURO/tona 300Koszt energii EURO/kWh 0.09Zawartość cząstek 2 g/Nm3 – 100 kg/h
Koszty inwestycji:obejmujące: silos, sprzęt ratowniczy, obieg pyłu, zintegrowanie urządzeń
koszt całkowity roczny koszt
EUROEURO/rok
35000052500
Zużycie energiiKoszt energii elektrycznej
kWEURO/rok
106000
Tabela 4.34. Przybliżone koszty inwestycyjne dla instalacji wdmuchiwania węgla do żeliwiaka z gorącym dmuchem (230, CAEF, 2003)
Parametr Jednostka WartośćZawartość koksu g/Nm3 wilgotny 0.2 0.3 0.4 0.5Zużycie koksu tona/rok 63 94 126 156Koszty dostawy EURO/rok 25200 37600 50400 62400Koszty składowania EURO/rok 18900 28200 37800 46800Amortyzacja EURO/rok 52500 52500 52500 52500Koszty energii EURO/rok 6000 6000 6000 6000Całkowite koszty EURO/rok 102600 124300 146700 167700
Tabela 4.35. Całkowity koszt instalacji do wdmuchiwania węgla do żeliwiaka z gorącym dmuchem (230, CAEF, 2003)
System filtrów workowych z katalizatorem jest stosowany w spalarniach odpadów. Dane odnośnie kosztów zostały przeniesione z tego sektora w oparciu o objętość gazów odlotowych, które mają być obrabiane, bez uwzględniania takich parametrów pracy jak stosunek powietrze-tkanina. Dla okresu amortyzacji 5 lat koszty inwestycyjne i eksploatacyjne są oceniane na 0,4 – 0,5 EUR/tonę ciekłego metalu dla żeliwiaka z gorącym dmuchem oraz 0,9 – 1,3 EUR/tonę ciekłego metalu dla żeliwiaka z zimnym dmuchem. Ceny
Kuźnictwo i przemysł odlewniczy 252

Rozdział 4
te nie zostały ani potwierdzone ani zanegowane przez dostawcę katalitycznych filtrów workowych.
Powody wdrożeniaPrzepisy ograniczające emisję dioksyn i furanów z procesów topienia metali. Zakłady referencyjneRedukcja poprzez zainstalowanie dmuchu tlenu: 3 przykłady żeliwiaków z zimnym dmuchem w Holandii.Wdmuchiwanie węgla aktywnego: 1 instalacji w Niemczech.
Literatura[155, European IPPC Bureau, 2001],[161, UK Environment Agency, 2002], [202, TWG, 2002], [224, Helber i in., 2000], [230, CAEF, 2003].
4.5.1.5. Usuwanie nieprzyjemnego zapachu
Emisja nieprzyjemnych zapachów jest związana głównie z procesami, w których stosuje się spoiwa formierskie. Produkty pirolizy o nieprzyjemnym zapachu mogą być różne, w zależności od stosowanych spoiw, ale na ogół są to produkty rozkładu żywic fenolowych, tj. krezole i ksylenole. Związki te są najczęstszym powodem skarg związanych z wydzielaniem się nieprzyjemnych zapachów, ponieważ posiadają bardzo niski próg wyczuwalności zapachowej (PWZ). Rozcieńczenie nieprzyjemnych zapachów w czasie odlewania, chłodzenia i wybijania jest związana z dużymi objętościami powietrza, co utrudnia ich wychwytywanie i oczyszczanie. Stosowanie spoiw nieorganicznych, takich jak krzemian sodu, może w sposób istotny zmniejszyć emisję nieprzyjemnych zapachów. Aktualnie nie są znane w pełni skuteczne metody eliminowania zapachów wytwarzanych w odlewni. Ogólne działanie polega na zapewnieniu dobrej wentylacji i częstej wymiany powietrza, co zapewnia, że nieprzyjemne zapachy są szybko i skutecznie rozpraszane do atmosfery. Korzystne jest zastępowanie spoiw lub rozpuszczalników spoiw innymi nie wytwarzającymi nieprzyjemnych zapachów (por. Rozdział 4.3.3.7.). Techniki „końca rury” dążą do zmniejszenia stężenia produktów pirolizy (por. Rozdział 4.5.8.5.) i amin (por. Rozdział 4.5.8.4.). Techniki te obejmują adsorpcję, dopalanie, płuczki wodne i biofiltry (por. Rozdział 4.5.8.6.).
Kuźnictwo i przemysł odlewniczy 253